立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
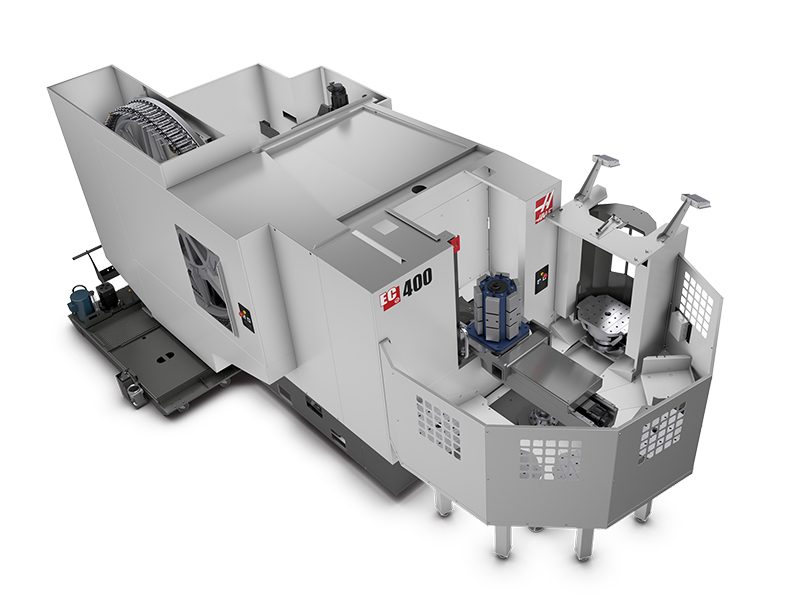
 卧式加工中心
卧式加工中心
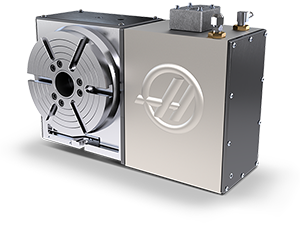 转台和分度器
转台和分度器
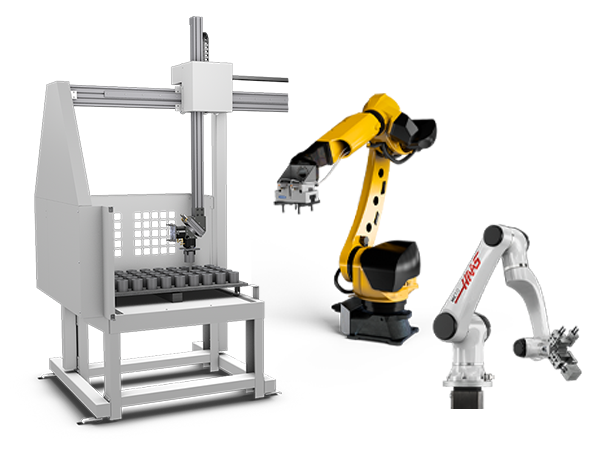 自动化系统
自动化系统
 桌面机床
桌面机床
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
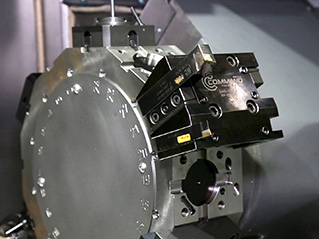 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化


概览
技术文档
可用于这些机床
其他多托盘
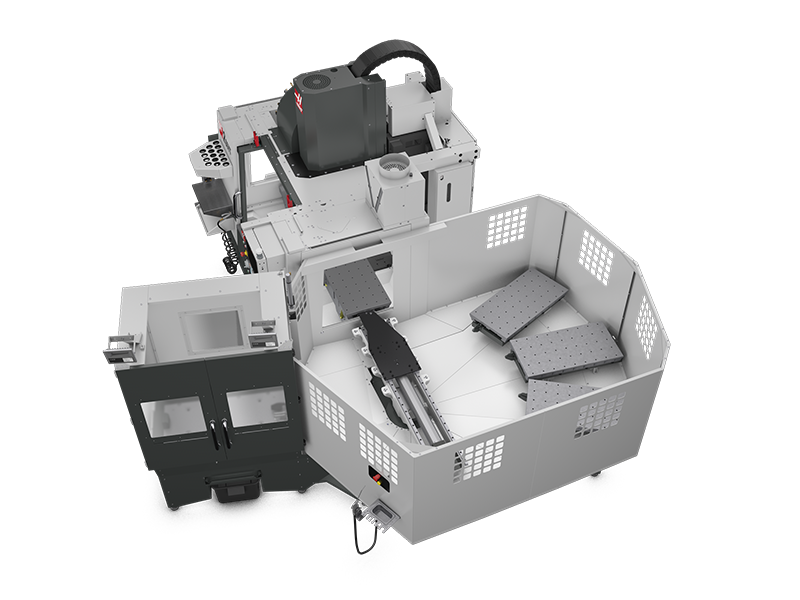
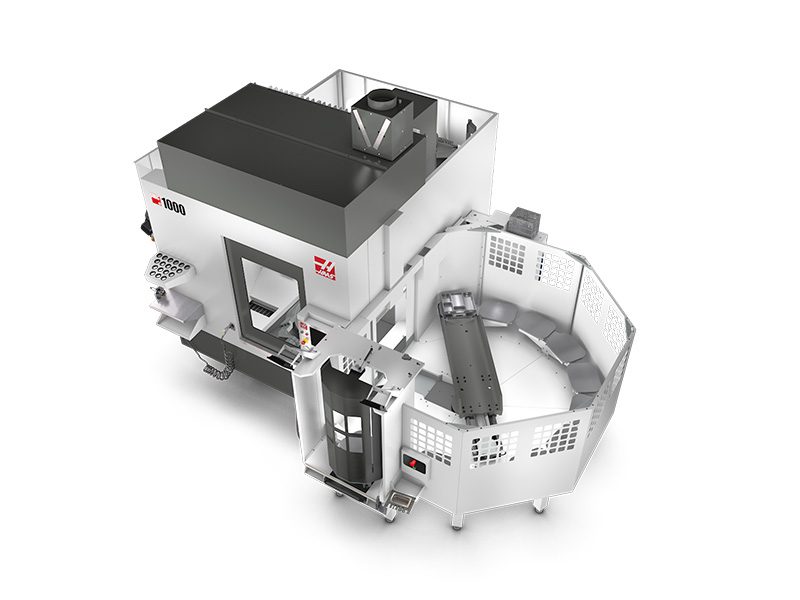
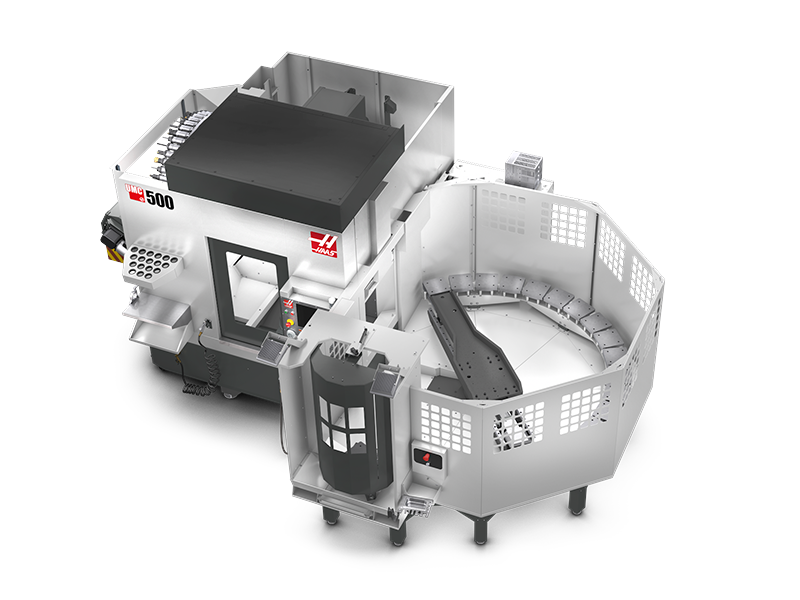
我们用于 UMC-500/SS 的 20+1 多托盘是大批量生产运行或高混合率/小批量加工应用的完美方案。托盘可根据优先级和排序要求单独安排,可以首先加工高优先级工件或较常用工件。完成的托盘自动返回到存放位置,或者依次排列到受保护的操作员工位,以便立即接受卸载和重新装载。
注意: 必须配备可选的 50+1 或 70+1 侧挂式刀库。 需要一个漏斗式切屑箱来清理 95 加仑(360 升)冷却液箱。 多托盘交换系统必须锚固才能正常运行。
 {{ } }}
{{ } }}
{{ } }}
{{ } }}
Haas UMC-500 和 UMC-500SS 通用机床加工中心使用的 20 工位多托盘选件,旨在用于大批量生产和无人看守操作。用户可通过该生产解决方案,为每个托盘分配指定零件加工程序,因此该生产解决方案非常适用于大量混合/低容量零件加工运行。当托盘移至机床加工区域时,控制器将自动调用指定的零件加工程序。
| 英寸 | 度量 | |
| 刀位数量 | 20 + 1 | 20 + 1 |
| 托盘数量 |
21 |
21 |
| 托盘长度 |
7.9 英寸 | 200 毫米 |
| 托盘宽度 |
7.9 英寸 |
200 毫米 |
| 最大托盘装载(工件夹具 + 工件) |
200 lb |
90.7 千克 |
| 最大零件直径(工件夹具 + 工件) | 8.0 英寸 |
203 毫米 |
| 最大零件长度(工件夹具 + 工件) | 16.5 英寸 | 419 毫米 |
托盘计划表界面
托盘计划表 (PST) 通过指定页面控制托盘计划功能。托盘可根据优先级和排序要求单独安排。
我们编制新 M 代码,以用于自动托盘交换系统。M199 用于程序的末尾。如果在内存模式下按 [CYCLE START] 启动该程序,则 M199 的作用与 M30(程序结束并复位)完全相同。但是,如果在显示托盘计划表时(托盘模式)按 [INSERT] 启动程序,M199 将命令更换托盘以装载下一个计划的托盘,并运行与该托盘关联的程序。允许用户在任何托盘上开始加工,并继续进行不间断的加工,只需按托盘计划操作即可。


当 20 工位多托盘与机床一起订购时,客户可获得共 21 个托盘。托盘尺寸皆为长 7.9" x 宽 7.9"((200 x 200 毫米),厚 1"(25.4 毫米)。托盘由软钢制成,可对其精密加工的表面进行钻孔和攻丝,以便适用于各种刀具或标准台虎钳。这些托盘加工范围为 8"(203 毫米)直径 x 16.5"(419 毫米)。
20 工位多托盘选件需要添加 Haas 设计和打造的 50+1 或 70+1 侧挂式刀库,为备份刀具和多项作业提供额外刀套。这些换刀装置配备双臂夹持器,可快速更换刀具,从而尽量缩短非切削时间。
换刀装置配备伺服驱动的伞式转盘,可直接定位到转盘中的任何刀具。不再每次只能分度一个刀套。加快定位可在短时加工作业期间,或在伞式转盘尚未预设沿用新刀具时,缩短循环时间。如果相邻的刀槽是空的,则换刀装置将接受超大型刀具,并且在换刀操作因为任何原因遭到中断时,都会启动内置的自动恢复流程。


Haas 数控控制柜冷却器为完全集成的空调设备,以用于您的 Haas 控制系统电子设备。其可将控制柜内部温度降低 20°F (11°C),避免由于过热而产生的停机,提高可靠性,增加元件使用寿命。该原厂安装选件直接通过控制器件供电,直接安装至控制柜门。交流装置单独发货,由您的 HFO 安装。
| Dimensions - Shipping | S.A.E | METRIC |
|---|---|---|
| 国产托盘 | 135.0 in x 92.0 in x 90.0 in | 343 cm x 234 cm x 229 cm |
| 出口托盘 | 135.0 in x 92.0 in x 90.0 in | 343 cm x 234 cm x 229 cm |
| 重量 | 5220 lb | 2368.0 kg |
| Pallet Changer | S.A.E | METRIC |
|---|---|---|
| 刀位数量 | 20 + 1 | 20 + 1 |
| 托盘数量 | 21 | 21 |
| 托盘长度 | 8.00 in | 203 mm |
| 托盘宽度 | 8.00 in | 203 mm |
| 最大托盘负载 | 200 lb | 90.0 kg |
| Max Part Diameter (workholding + workpiece) | 8.0 in | 203 mm |
| Max Part Height (workholding + workpiece) | 16.5 in | 419 mm |
如需了解有关 Haas 新设备如何帮助您加工产品的更多信息,请留下您的联系信息。


所有价格和规格均可能会更改,恕不另行通知。未包含运费、索具、州&当地税费、供应商安装费用和经销商安装配件。不负责承担排版错误或印刷错误。展示机床为可选设备。实际产品外观可能有所不同。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255