-
maskiner
-
 VMT-serien
VMT-serien
VMT-serien
VMT-serien -
 Fleraxlade lösningar
Fleraxlade lösningar
Fleraxlade lösningar
Fleraxlade lösningar -
 Svarvar
Svarvar
Svarvar
Svarvar -
 Horisontalfräsar
Horisontalfräsar
Horisontalfräsar
Horisontalfräsar -
 Rundmatningsbord och indexerare
Rundmatningsbord och indexerare
Rundmatningsbord och indexerare
Rundmatningsbord och indexerare -
 Automatiseringssystem
Automatiseringssystem
Automatiseringssystem
Automatiseringssystem -
 Skrivbordsmaskiner
Skrivbordsmaskiner
Skrivbordsmaskiner
Skrivbordsmaskiner -
 Verkstadsutrustning
Verkstadsutrustning
Verkstadsutrustning
Verkstadsutrustning
KÖPA VERKTYGVILL DU KOMMA I KONTAKT MED OSS?Din Haas-leverantör (HFO) kan besvara alla dina frågor och diskutera vilka lösningar som är bäst för dig.
CONTACT YOUR DISTRIBUTOR > -
-
Alternativ
-
 Spindlar
Spindlar
Spindlar
Spindlar -
 Verktygsväxlare
Verktygsväxlare
Verktygsväxlare
Verktygsväxlare -
 4:e | 5:e-axlade
4:e | 5:e-axlade
4:e | 5:e-axlade
4:e | 5:e-axlade -
 Revolvrar och roterande verktyg
Revolvrar och roterande verktyg
Revolvrar och roterande verktyg
Revolvrar och roterande verktyg -
 Sondering
Sondering
Sondering
Sondering -
 Hantering av spån och kylmedel
Hantering av spån och kylmedel
Hantering av spån och kylmedel
Hantering av spån och kylmedel -
 Haas styrsystem
Haas styrsystem
Haas styrsystem
Haas styrsystem -
 Produktalternativ
Produktalternativ
Produktalternativ
Produktalternativ -
 Verktyg och fixturtillbehör
Verktyg och fixturtillbehör
Verktyg och fixturtillbehör
Verktyg och fixturtillbehör -
 Uppspänningsanordning
Uppspänningsanordning
Uppspänningsanordning
Uppspänningsanordning -
-
 5-axliga lösningar
5-axliga lösningar
5-axliga lösningar
5-axliga lösningar -
 Automatisering
Automatisering
Automatisering
Automatisering
KÖPA VERKTYGVILL DU KOMMA I KONTAKT MED OSS?Din Haas-leverantör (HFO) kan besvara alla dina frågor och diskutera vilka lösningar som är bäst för dig.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Upptäck skillnaden med Haas
-
Service
Välkommen till Haas Service
- Videor








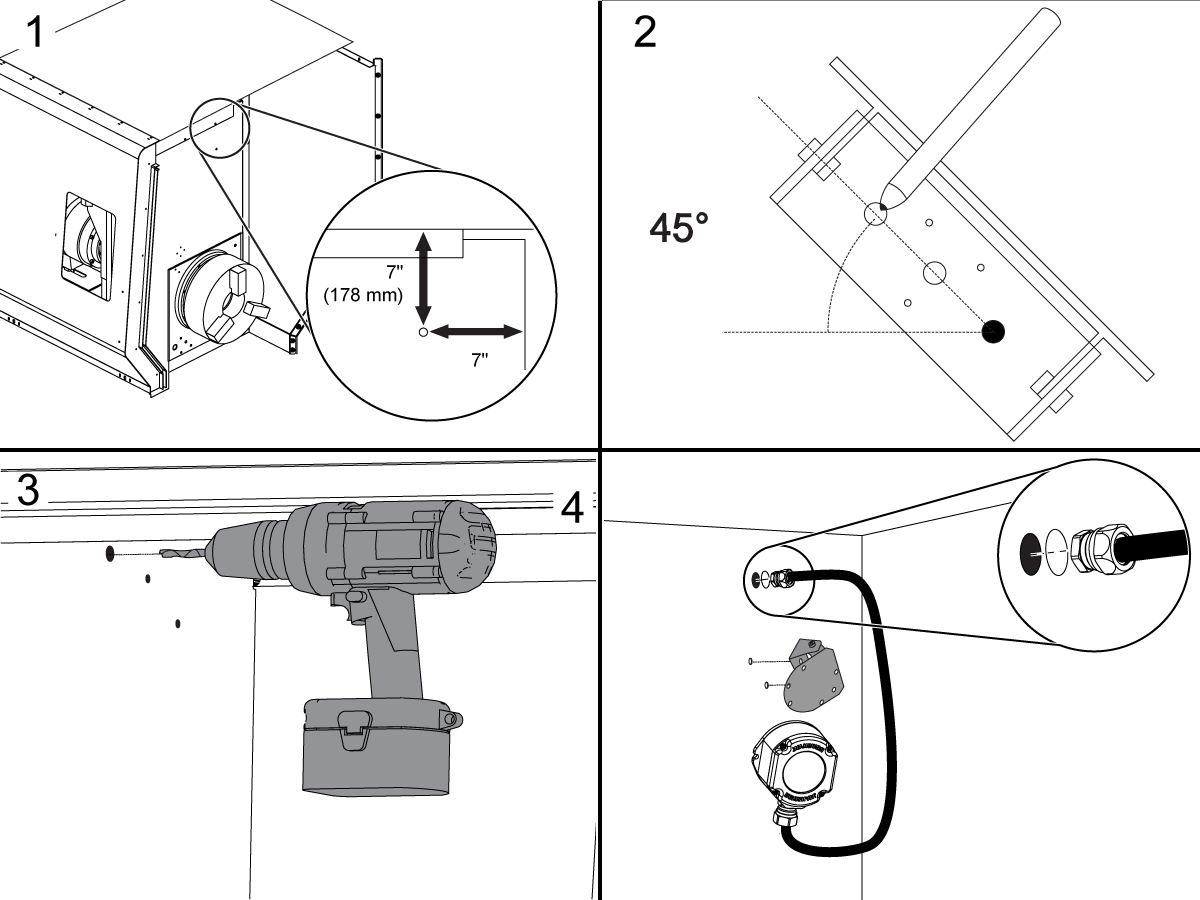
---installation/Renishaw-MPF40-2-Set-up-Probe.png)
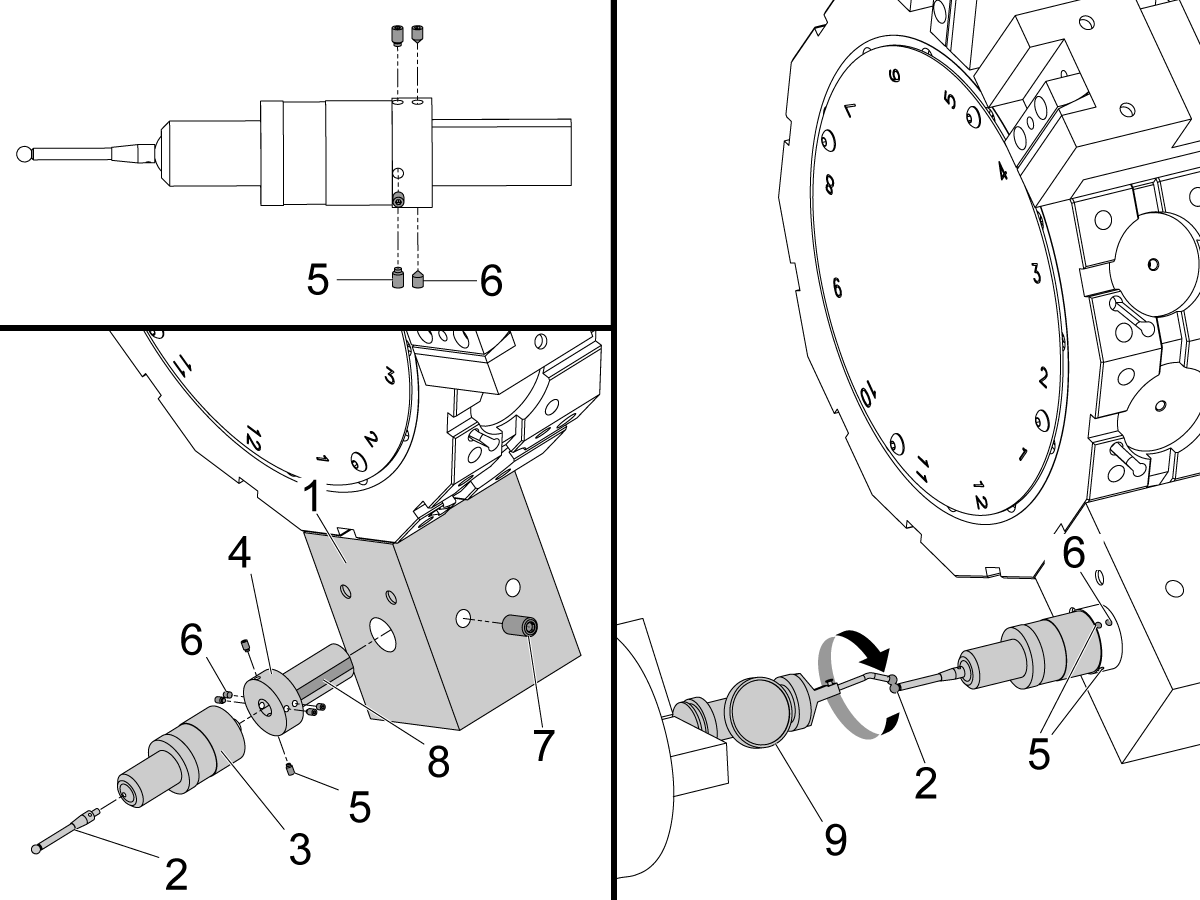
---installation/Renishaw-Probe-Mill-Install-Toolholder_4.png)
---installation/Renishaw-OMP40-1-Align-Probe.png)
---installation/work-probe-adjust.png)
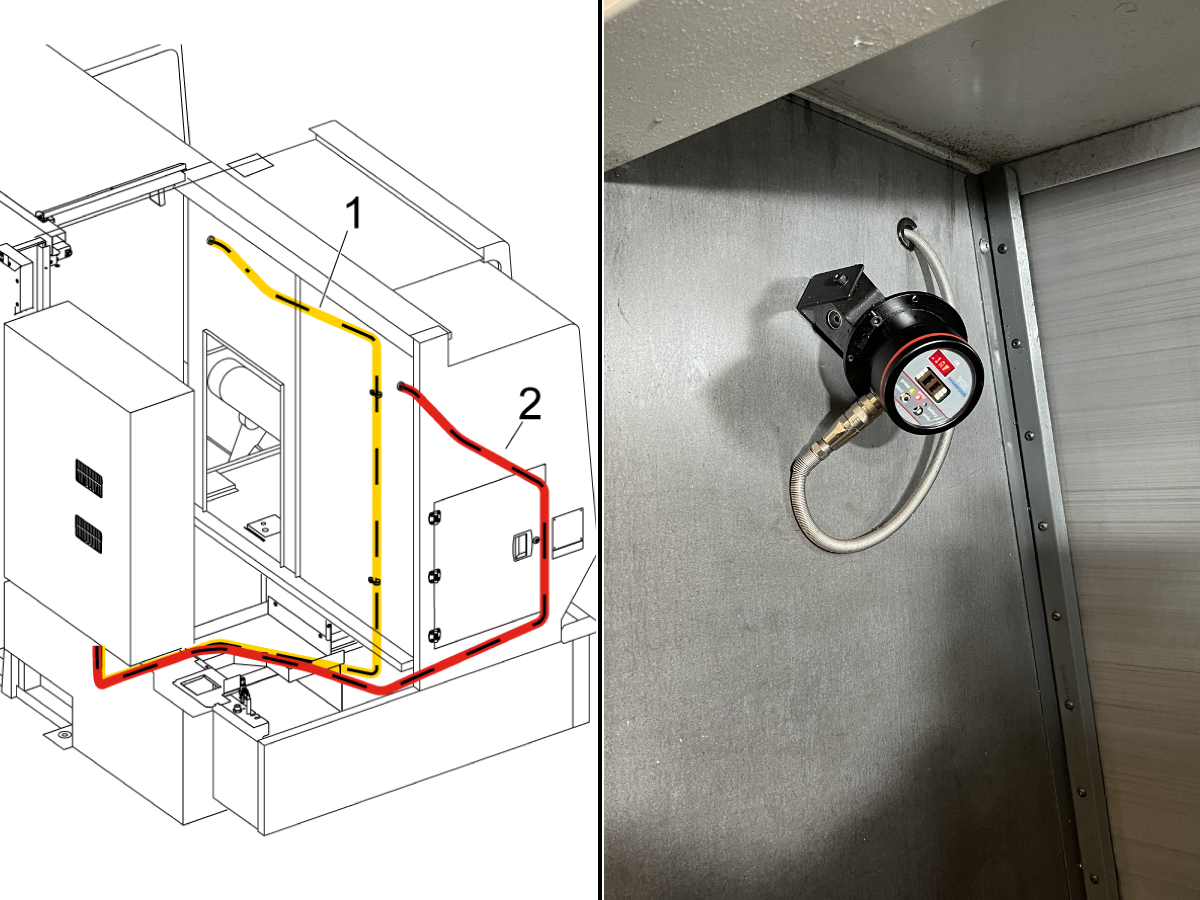
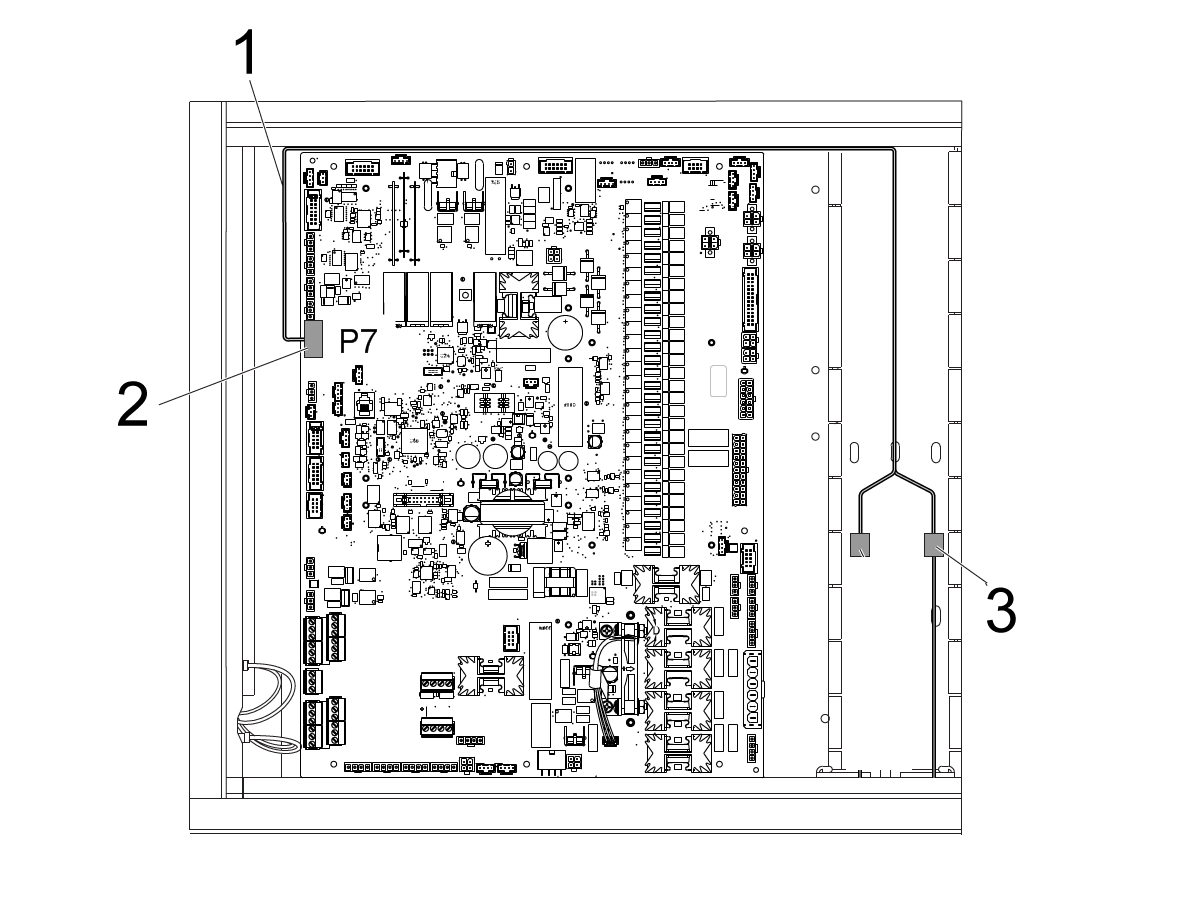
---installation/Reinshaw-Install.jpg)
---installation/Renishaw-OTS-Battery-Installation.png)
---installation/Renishaw-OTS-Mount-the-Base.png)
---installation/Renishaw-OTS-Calibrate-Sensor-FA.png)
---installation/Renishaw-OTS-Rotate-Base.png)
---installation/Renishaw-OTS-598-Settings.png)