-
maskiner
-
VMT-serien
VMT-serien
-
Fleraxlade lösningar
Fleraxlade lösningar
-
Svarvar
Svarvar
-
Horisontalfräsar
Horisontalfräsar
-
Rundmatningsbord och indexerare
Rundmatningsbord och indexerare
-
Automatiseringssystem
Automatiseringssystem
-
Skrivbordsmaskiner
Skrivbordsmaskiner
-
Verkstadsutrustning
Verkstadsutrustning
-
Fickmaskiner
Fickmaskiner
KÖPA VERKTYGVILL DU KOMMA I KONTAKT MED OSS?Din Haas-leverantör (HFO) kan besvara alla dina frågor och diskutera vilka lösningar som är bäst för dig.
CONTACT YOUR DISTRIBUTOR > -
VMT-serien
-
Alternativ
-
 Spindlar
Spindlar
Spindlar
Spindlar -
 Verktygsväxlare
Verktygsväxlare
Verktygsväxlare
Verktygsväxlare -
 4:e | 5:e-axlade
4:e | 5:e-axlade
4:e | 5:e-axlade
4:e | 5:e-axlade -
 Revolvrar och roterande verktyg
Revolvrar och roterande verktyg
Revolvrar och roterande verktyg
Revolvrar och roterande verktyg -
 Sondering
Sondering
Sondering
Sondering -
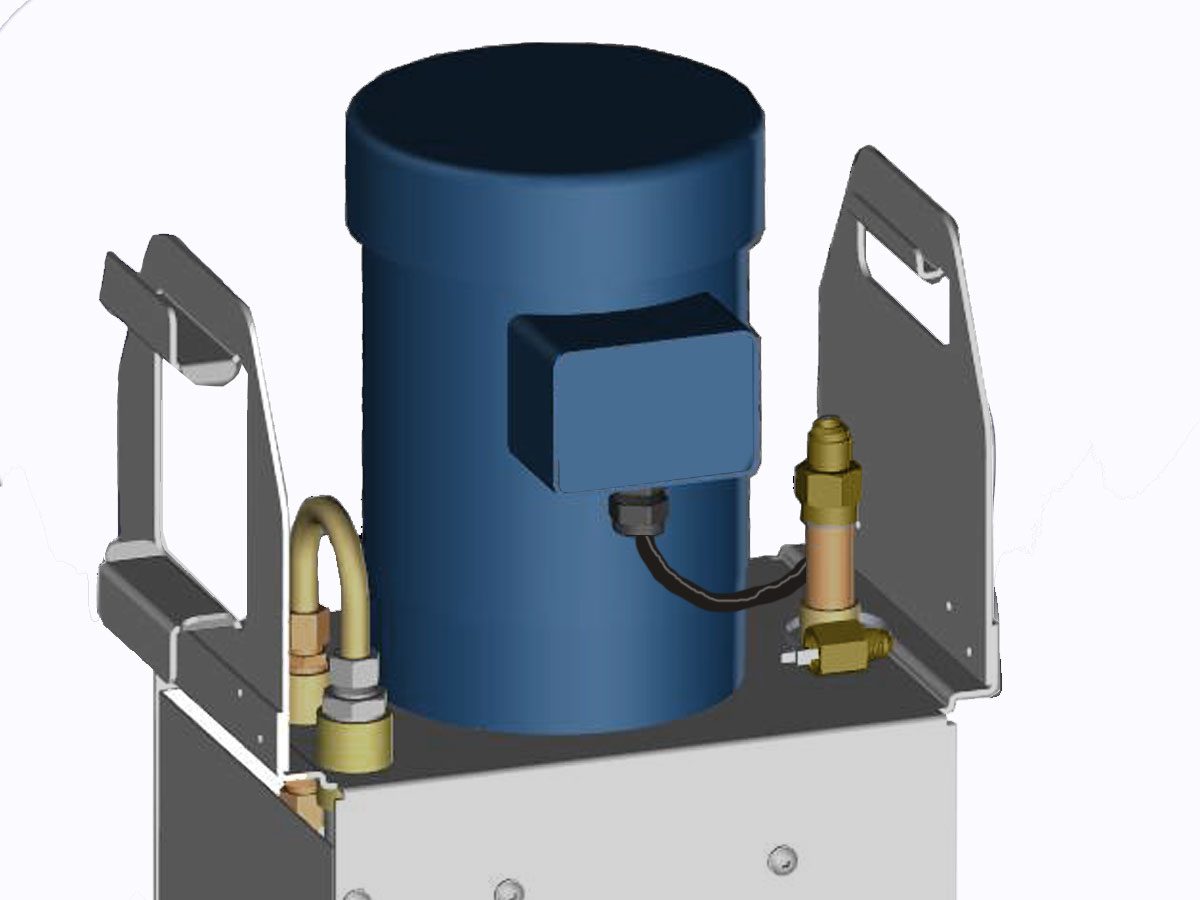
 Hantering av spån och kylmedel
Hantering av spån och kylmedel
Hantering av spån och kylmedel
Hantering av spån och kylmedel -
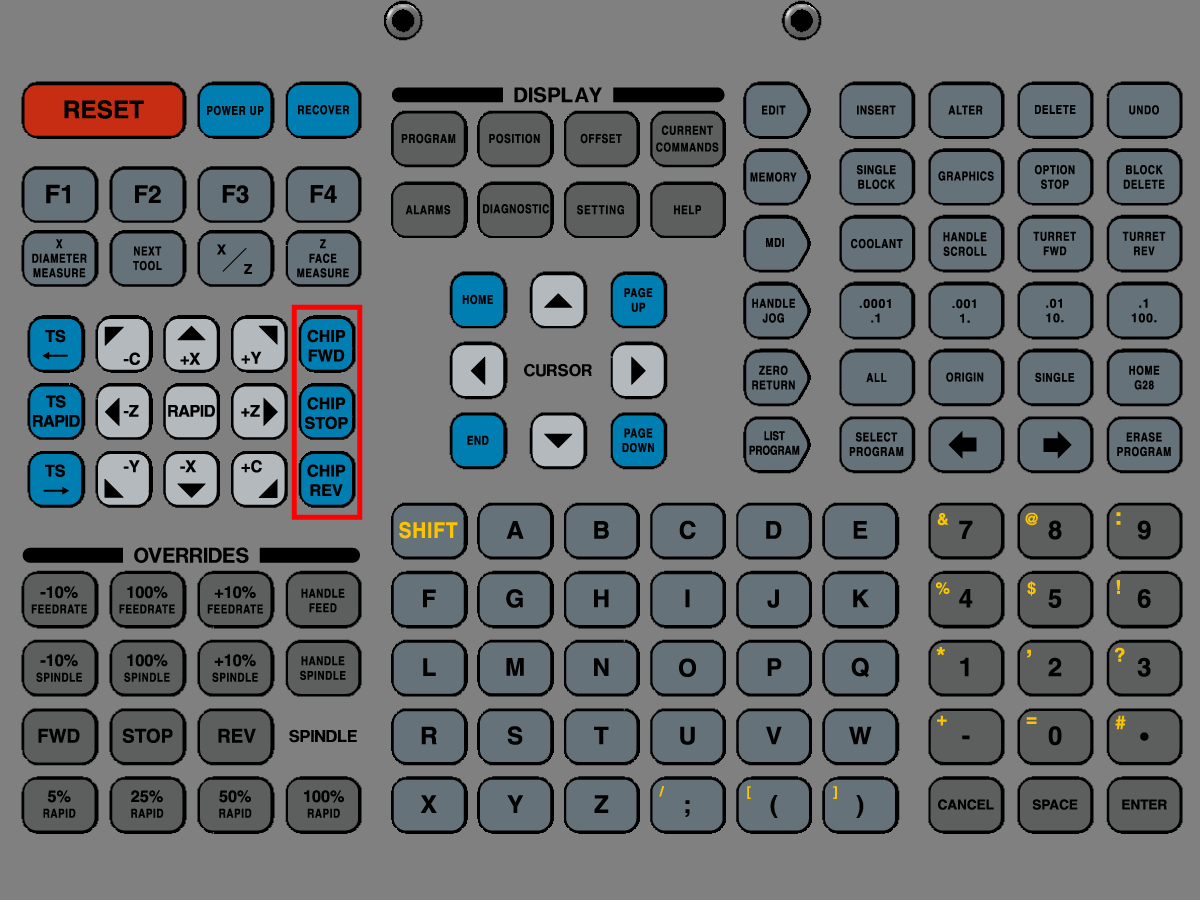
 Haas styrsystem
Haas styrsystem
Haas styrsystem
Haas styrsystem -
 Produktalternativ
Produktalternativ
Produktalternativ
Produktalternativ -
 Verktyg och fixturtillbehör
Verktyg och fixturtillbehör
Verktyg och fixturtillbehör
Verktyg och fixturtillbehör -
 Uppspänningsanordning
Uppspänningsanordning
Uppspänningsanordning
Uppspänningsanordning -
 5-axliga lösningar
5-axliga lösningar
5-axliga lösningar
5-axliga lösningar -
 Automatisering
Automatisering
Automatisering
Automatisering
KÖPA VERKTYGVILL DU KOMMA I KONTAKT MED OSS?Din Haas-leverantör (HFO) kan besvara alla dina frågor och diskutera vilka lösningar som är bäst för dig.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Upptäck skillnaden med Haas
-
Service
Välkommen till Haas Service
- Videor








/door-bracket.png)
/wedge-brackets.png)
/Z-axis-bracket.png)
/front-access-panels.png)
/Leveling-height.png)
/levelling-feet.png)
/turret-level-2.png)
/Front-foor-level.png)
/Conveyor.png)
/coolant-connect-2.png)






---installation---ad0533/intro.png)
.jpg)