
-
strojevi
-
Vertikalne glodalice
Vertikalne glodalice
-
Višeosna rješenja
Višeosna rješenja
-
Tokarilica
Tokarilica
-
Horizontalne glodalice
Horizontalne glodalice
-
rotacioni proizvodi i indekseri
rotacioni proizvodi i indekseri
-
Sustavi automatizacije
Sustavi automatizacije
-
Desktop strojevi
Desktop strojevi
-
Oprema za radionice
Oprema za radionice
-
Strojevi za izradu
Strojevi za izradu
ŽELITE RAZGOVARATI S NEKIM?Haas tvornički dućan (outlet) (HFO) može odgovoriti na vaša pitanja i provesti vas kroz najbolje opcije.
CONTACT YOUR DISTRIBUTOR > -
Vertikalne glodalice
-
Opcije
-
 Glavna vretena
Glavna vretena
Glavna vretena
Glavna vretena -
 Izmjenjivači alata
Izmjenjivači alata
Izmjenjivači alata
Izmjenjivači alata -
 4- | 5-osni
4- | 5-osni
4- | 5-osni
4- | 5-osni -
 Revolveri i pogonjeni alati
Revolveri i pogonjeni alati
Revolveri i pogonjeni alati
Revolveri i pogonjeni alati -
 Sondiranje
Sondiranje
Sondiranje
Sondiranje -
 Upravljanje strugotinom i rashladnim sredstvima
Upravljanje strugotinom i rashladnim sredstvima
Upravljanje strugotinom i rashladnim sredstvima
Upravljanje strugotinom i rashladnim sredstvima -
 Haas upravljačka naprava
Haas upravljačka naprava
Haas upravljačka naprava
Haas upravljačka naprava -
 Opcije proizvoda
Opcije proizvoda
Opcije proizvoda
Opcije proizvoda -
 Alati i Stezanje i prihvat sirovca
Alati i Stezanje i prihvat sirovca
Alati i Stezanje i prihvat sirovca
Alati i Stezanje i prihvat sirovca -
 Držač obratka
Držač obratka
Držač obratka
Držač obratka -
 5-osna rješenja
5-osna rješenja
5-osna rješenja
5-osna rješenja -
 Automatizacija
Automatizacija
Automatizacija
Automatizacija
ŽELITE RAZGOVARATI S NEKIM?Haas tvornički dućan (outlet) (HFO) može odgovoriti na vaša pitanja i provesti vas kroz najbolje opcije.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Otkrijte Haas razliku
-
Servis
- Videozapisi









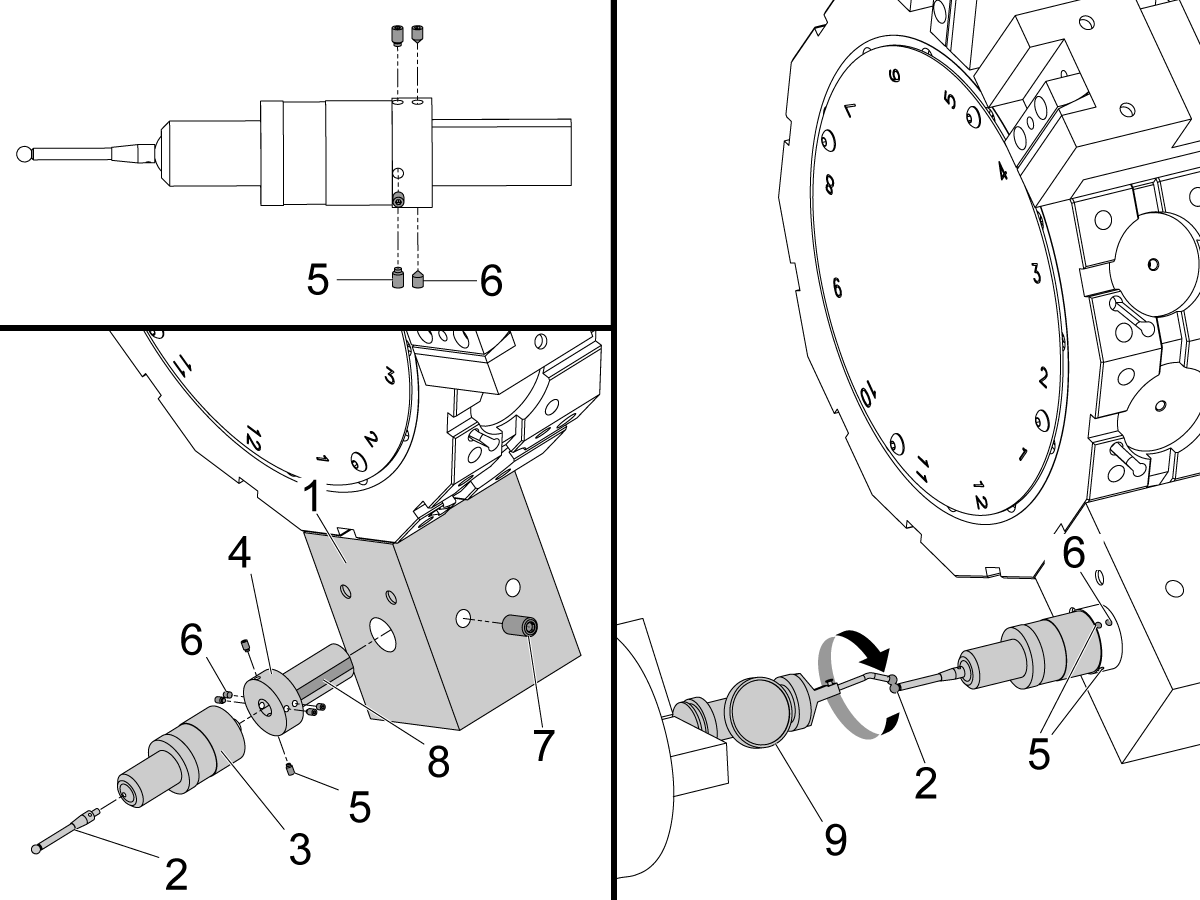
---installation/Renishaw-MPF40-2-Set-up-Probe.png)
---installation/Renishaw-Probe-Mill-Install-Toolholder_4.png)
---installation/Renishaw-OMP40-1-Align-Probe.png)
---installation/work-probe-adjust.png)
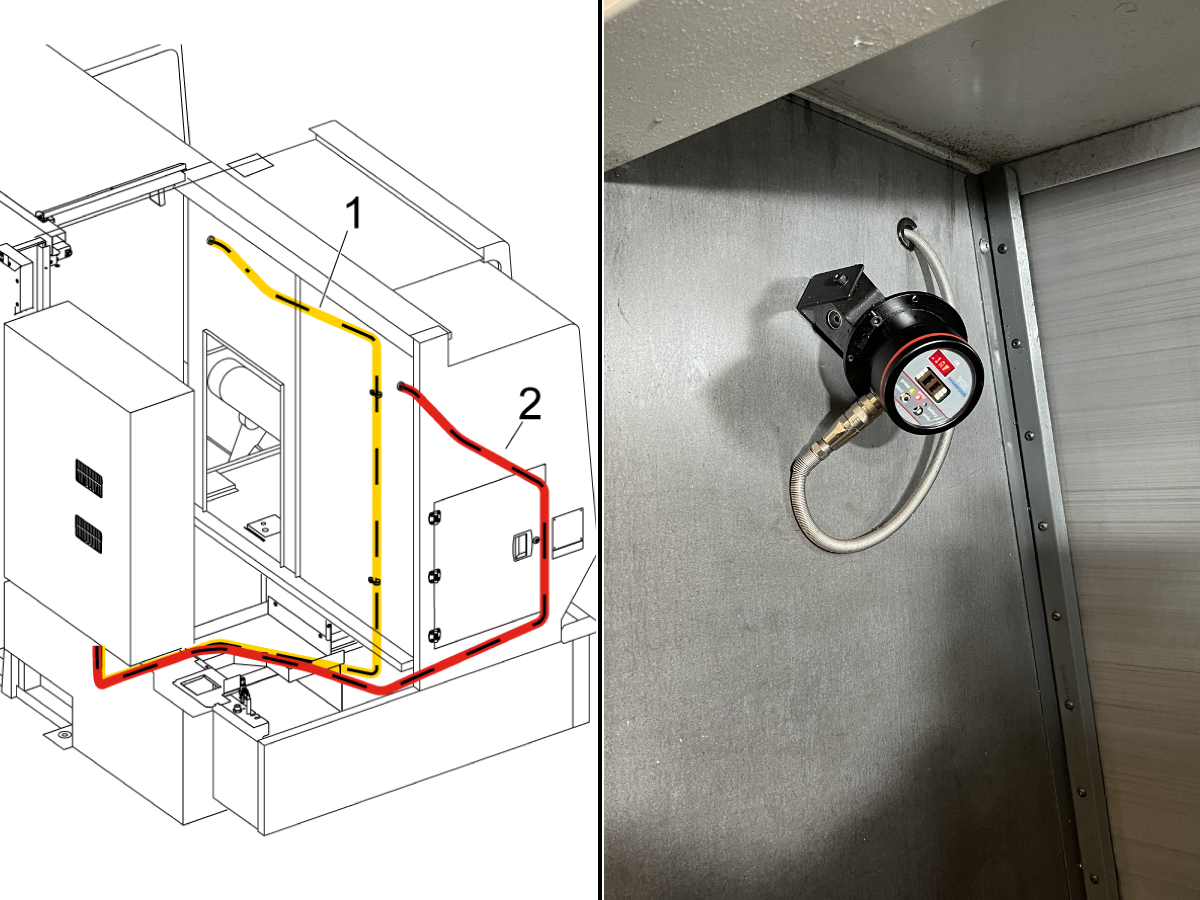
---installation/Reinshaw-Install.jpg)
---installation/Renishaw-OTS-Battery-Installation.png)
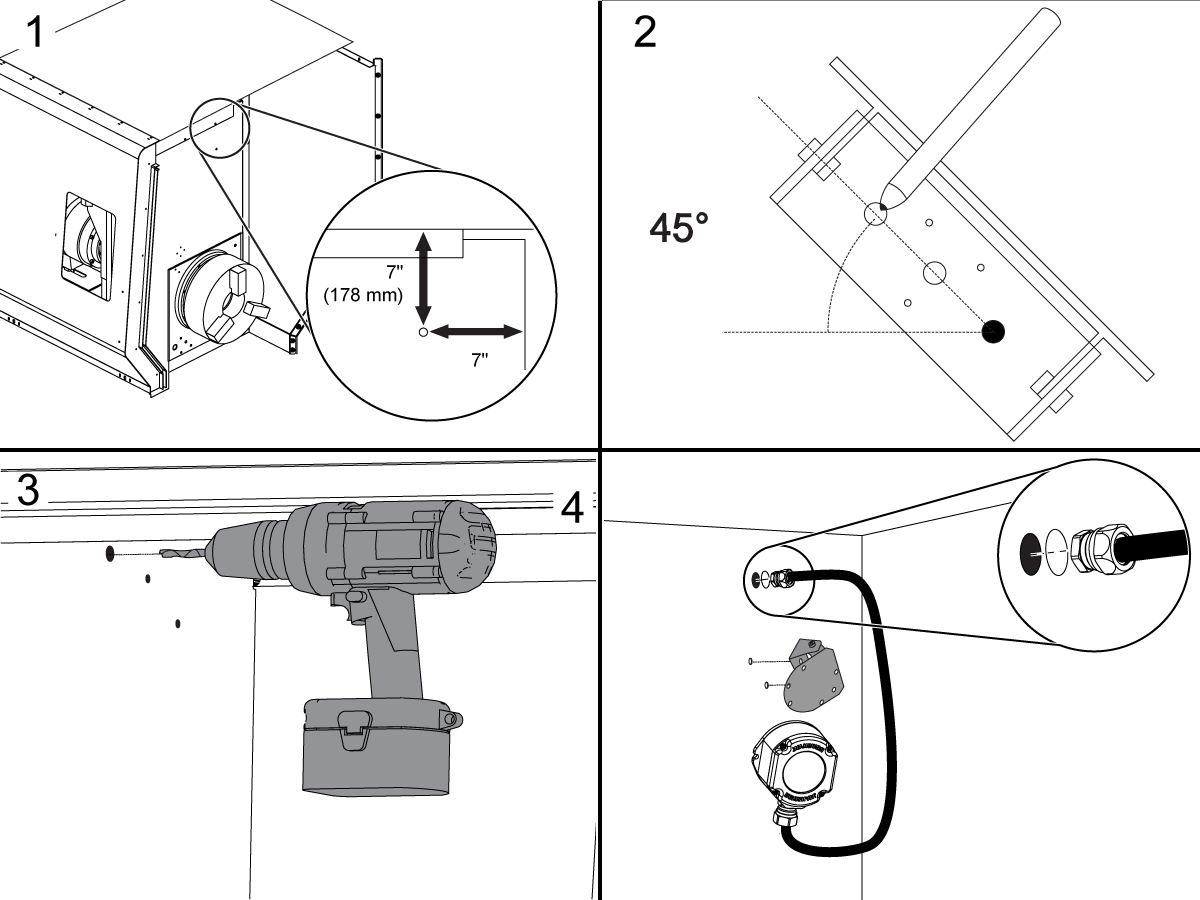
---installation/Renishaw-OTS-Mount-the-Base.png)
---installation/Renishaw-OTS-Calibrate-Sensor-FA.png)
---installation/Renishaw-OTS-Rotate-Base.png)
---installation/Renishaw-OTS-598-Settings.png)

/WIPS_Calib_Bar_Length2_MW.png)
/WIPS_Calib_Cal_Bar-to-Wrk_Probe2.png)
/WIPS_Calib_WP_Ring_Gauge4_MW.png)



