





 {{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}
{{ } }}


A Haas gyárfiók (HFO) válaszol kérdéseire, és bemutatja a legjobb lehetőségeket.
CONTACT YOUR DISTRIBUTOR > Orsók
Orsók
 Szerszámváltók
Szerszámváltók
 4. | 5. tengely
4. | 5. tengely
 Revolverek és hajtott szerszámozás
Revolverek és hajtott szerszámozás
 Mérés mérőérintkezővel
Mérés mérőérintkezővel
 Forgács- és hűtőközeg-kezelés
Forgács- és hűtőközeg-kezelés
 A Haas-vezérlés
A Haas-vezérlés
 Termékopciók
Termékopciók
 Szerszámozás és befogás
Szerszámozás és befogás
 Munkadarab befogó
Munkadarab befogó
 5-tengelyes megoldások
5-tengelyes megoldások
 Automatizálás
Automatizálás
A Haas gyárfiók (HFO) válaszol kérdéseire, és bemutatja a legjobb lehetőségeket.
CONTACT YOUR DISTRIBUTOR >

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or Lépjen velünk kapcsolatba.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or Lépjen velünk kapcsolatba.
Please wait while your document is being loaded.
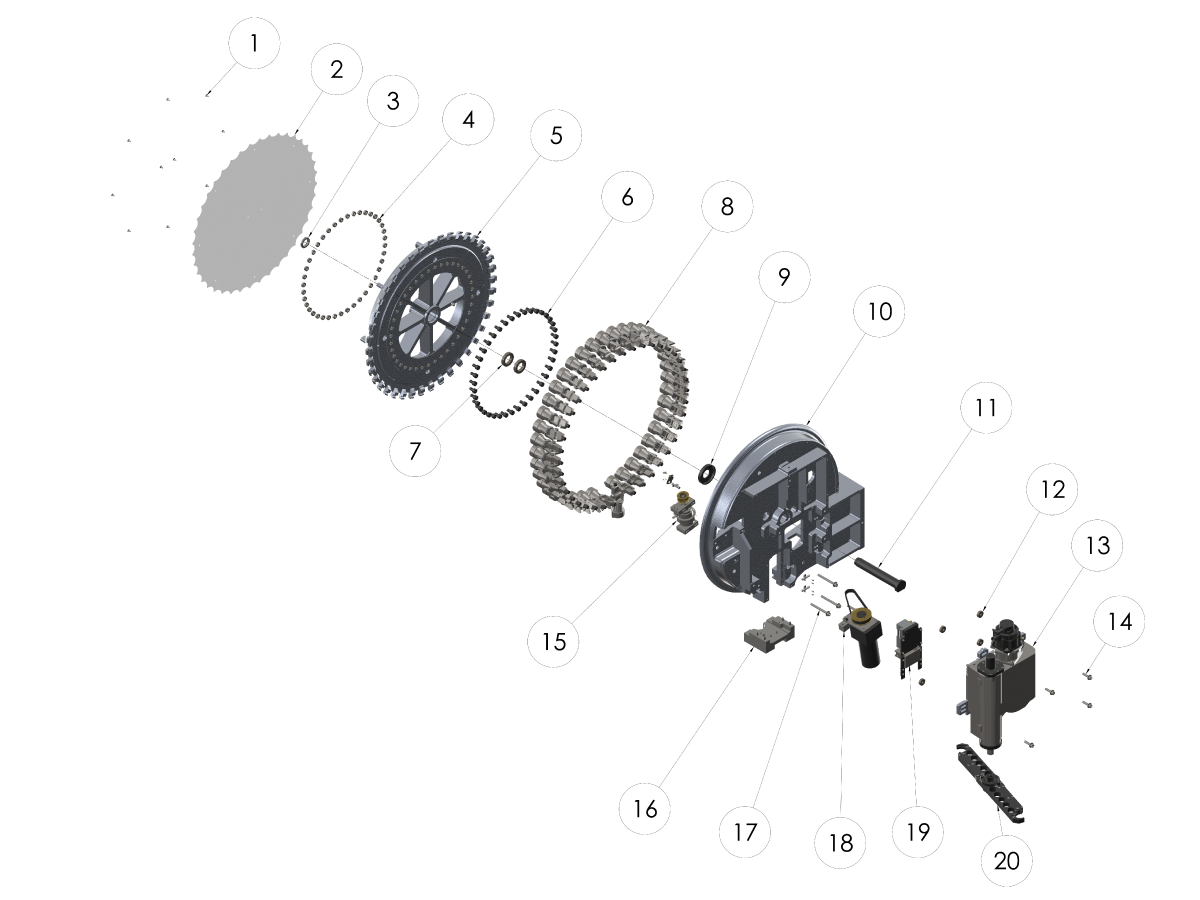
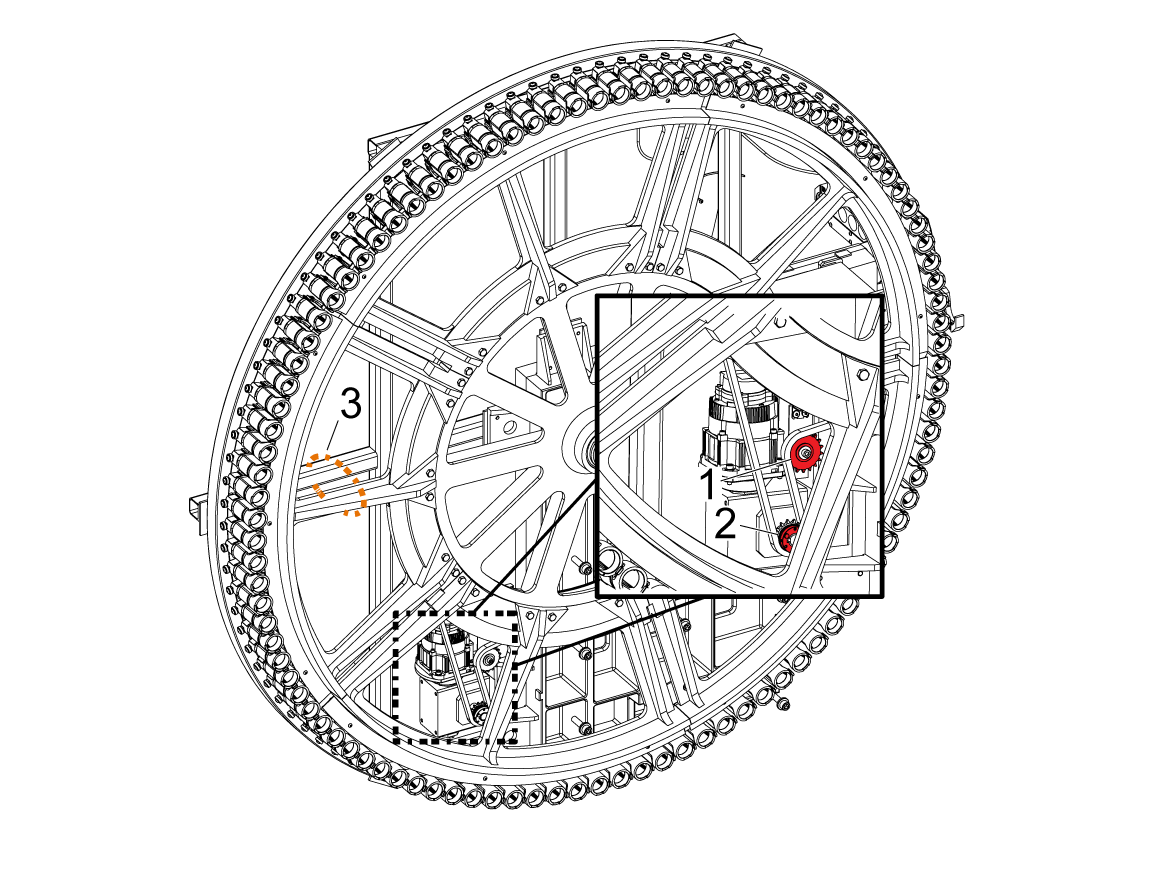
ROBBANTOTT NÉZET:
 {{ } }}
{{ } }}
{{ } }}
{{ } }}
| Tünet | Lehetséges ok | Javító intézkedés |
| Riasztás622 SZERSZÁMVÁLTÓ KAR HIBÁJA | 100 PKT SMTC karusszel megáll a visszaállásra képtelen zsebek között. A fogaskerék kimozdul a motor tengelyéből, mert a persely meghibásodott, ami az alapjárati fogaskerék meghibásodását okozza. | Cserélje ki az alapjárati lánckereket és perselyt, lásd a 100 PKT SMTC lánckerék csere fejezetet. |
| Riasztás 625 KARUSSZEL POZICIONÁLÁSI HIBA | 100 PKT SMTC karusszel megáll a visszaállásra képtelen zsebek között. A fogaskerék kimozdul a motor tengelyéből, mert a persely meghibásodott, ami az alapjárati fogaskerék meghibásodását okozza. | Cserélje ki az alapjárati lánckereket és perselyt, lásd a 100 PKT SMTC lánckerék csere fejezetet. |
| A körhinta eszköz a helyzetben, szerszám egy pozícióban, zseb felfelé vagy lefelé közelségi érzékelő sérült vagy szennyezett. | Forgatni a körhinta hasznosítási mód, és tesztelje a szenzorok és kábelezés. | |
| A körhinta motoros vagy a körhinta motor nincs áram sérült. | Ellenőrizze, hogy a karusszel kézzel forgatható-e a kézi helyreállítási módban. VMC, HMC – oldalsó felszerelésű szerszámváltó – kézi helyreállítás |
|
| Az eszköz módosítását a befejezés előtt megszakították. | Végezze el a szerszámváltó visszaállítását. VMC, HMC – oldalsó felszerelésű szerszámváltó – kézi helyreállítás |
|
| Az eszköz változás történt, mielőtt A megfelelő légnyomás volt jelen. | ||
| Egy szerszám cserél volt kísérlet-val a zseb már legyőz. | ||
| A körhinta forgatását akadályozta meg egy akadály. | Törölje a körhinta útját. | |
| Riasztás 626 SZERSZÁMHELY-CSÚSZÁSI HIBA | Egy szerszám cserél volt kísérlet-val a zseb már legyőz. | Végezze el a szerszámváltó visszaállítását. VMC, HMC – oldalsó felszerelésű szerszámváltó – kézi helyreállítás |
| A bejövő levegőáramlás vagy nyomás helytelen. | Korrigálja a bejövő levegőellátást. | |
| Szennyeződés van a csúszóvezetődben. | Tisztítsa és kenje meg a csúszóvezetőket. | |
| A léghenger az eszköz zsebében nem mozog szabadon. | Ellenőrizze a léghenger a szerszám zsebében. | |
| A zseb, vagy a zsebében le a közelség érzékelők szennyezett, sérült vagy laza kapcsolatot. | Tisztítsa meg és vizsgálja meg a közelségérzékelőket. | |
| Van egy probléma-val a zseb megjelöl/legyőz rendszer. | Hárítsa el a szelep, a léghenger és a szolenoid. | |
| Mozgalom blokkolja a törmeléket. | Tiszta törmelék. | |
| A szerszám zseb, levegő henger, zseb csúszik, vagy csúszik követője van laza vagy sérült. | Diagnosztizálni és kijavítani. | |
| Riasztás 2066 SZERSZÁMVÁLTÓ KIINDULÁSI POZÍCIÓ HIBA |
A zseb fel és le közelségi kapcsolók vannak a hibás állapotban. | Tisztítsa meg és vizsgálja meg a közelségérzékelőket. |
| A szerszámzseb zajos. | Van egy probléma-val a szerszám-zseb megáll lökés-abszorber. | Ellenőrizze az eszköz-Pocket stop sokk-abszorber. |
| A szerszám zseb, levegő henger, zseb csúszik, vagy csúszik követője van laza vagy sérült. | Diagnosztizálni és kijavítani. | |
| Az eszköz a szerszámzsebből leesik. | A Szerszámtartók és a húzószegecsekkel nem megfelelőek. | Ellenőrizze a megfelelő szerszámspecifikációkat. |
| A rugó vagy a dugattyúk kopott. | Ellenőrizze a tavasszal és a dugattyúk a kopás. | |
| A szerszám zseb mozdulatok megjelöl és legyőz túl böjt részére nehéz szerszámok. | Felszerel a zseb lelassít szolgáltatás katonai felszerelés (P/N 93-0254). | |
| A szerszám zseb van törött. | A körhinta forgatását akadályozta meg egy akadály. | Törölje a körhinta útját. |
| A zseb, vagy a zsebében le a közelség érzékelők szennyezett, sérült vagy laza kapcsolatot. | Tisztítsa meg és vizsgálja meg a közelségérzékelőket. | |
| A szerszám zseb, levegő henger, zseb csúszik, vagy csúszik követője van laza vagy sérült. | Diagnosztizálni és kijavítani. | |
| A körhinta működés közben szokatlan zajokat tesz lehetővé. | A CAM követői a körhinta kell zsír. | Ellenőrizze és kenje be a kamera követői. |
| A CAM követői a körhinta kopott. | ||
| A szerszám zseb csúszik készlet facsavar van tévesen beállított. | Győződj meg a szerszám zseb csúszik készlet facsavar van helyesen beállított. Lásd VMC-Side-Mount Tool váltó-Pocket Slider szett csavar beállítása eljárás. | |
| A körhinta cam bearhug dió laza. | A laza cam bearhug dió fog okozni forgási holtjáték a körhinta szerelés, zaj-és körhinta helyzetben riasztás. Húzza meg a körhinta cam bearhug dió egy kulcs kulccsal. | |
| A SMTC kar jelet ad sebesség van túl böjt. | Az eszköz nem mint nehéz (H) van megjelölve a szerszámzseb asztalán. | Eszközök megjelölt nehéz [1] a szerszám zsebasztal, hatására a SMTC kar forgatni 25%-os sebességgel (VFSS csak). |
| Az EC/VC szerszámváltási ciklus nagyon lassú | A 223. paraméter Szerszámváltó légajtó késleltetés módosítás egy értéket mutat, ennek csak akkor lehet értéke, ha pneumatikus ajtó van jelen | Frissítse a konfigurációs fájlokat a legújabbra, a 223. paraméter nullára lesz állítva. A konfigurációs fájlok visszadátumozásra kerültek, így minden gép megkapja ezt a frissített értéket. MEGJEGYZÉS:Ne felejtsen el biztonsági mentést készíteni a legújabb konfigurációs fájlok betöltése előtt. |
Javító intézkedés:
Tesztelje a szerszám pozícióban érzékelőt:
Tesztelje az egyes szerszám pozíciója érzékelőt:
Javító intézkedés:
Javító intézkedés:
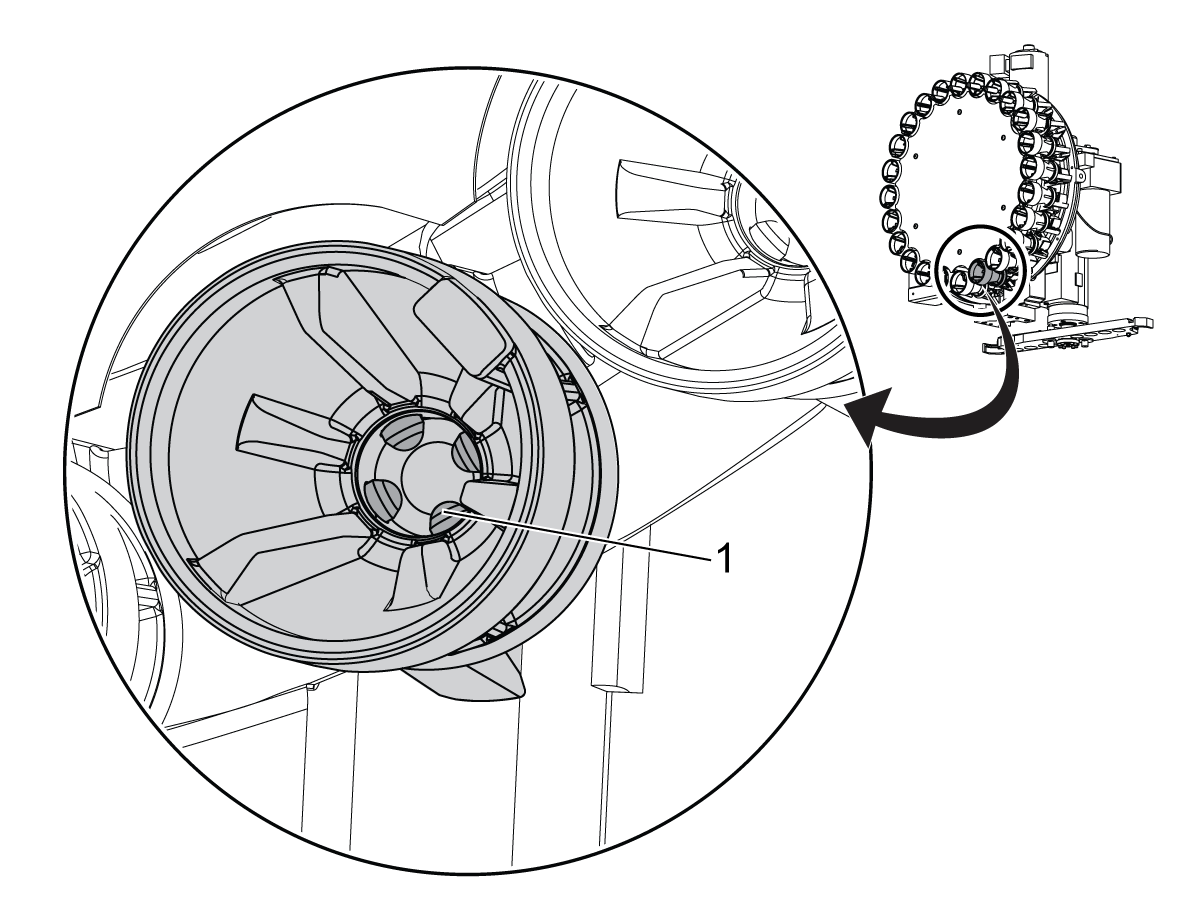
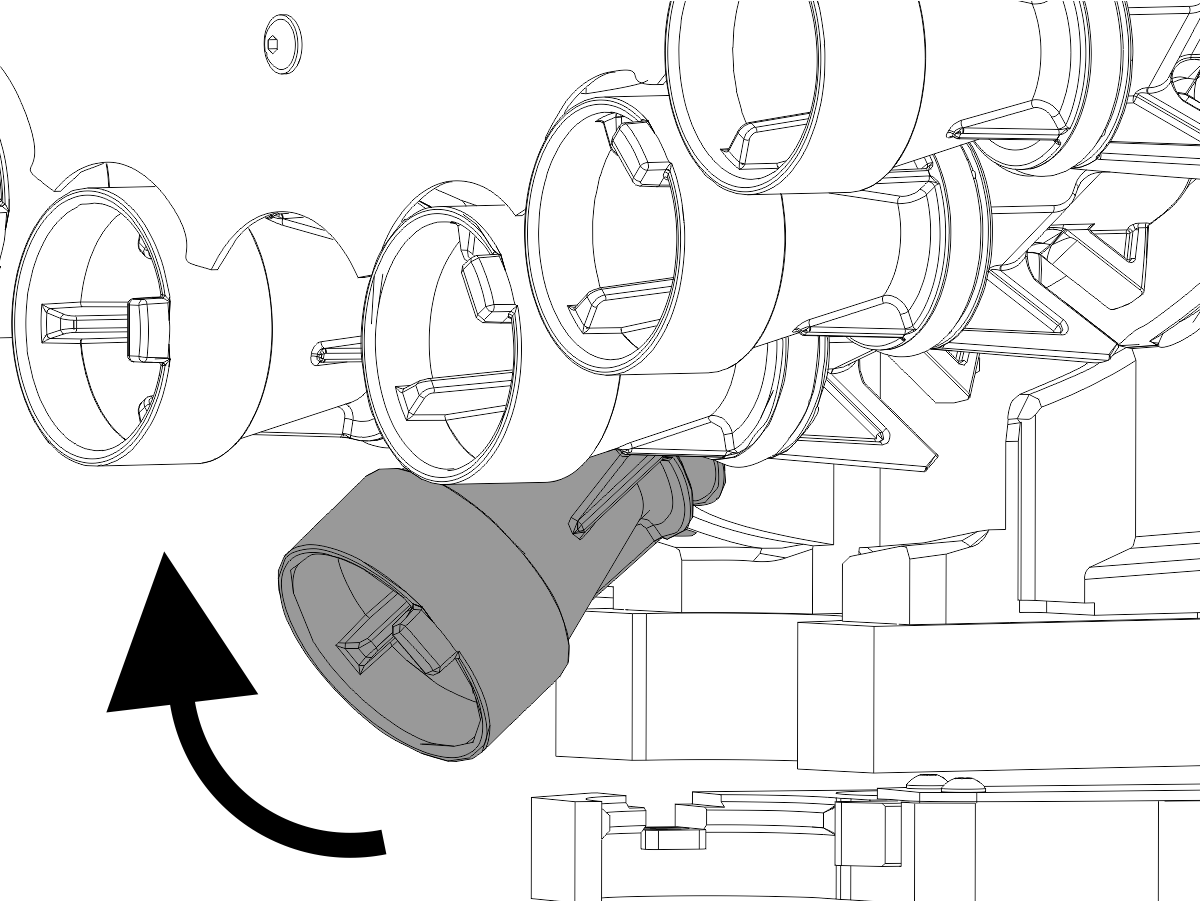
Az előtét-fogaskerekek [1] és a persely [2] cseréjéhez először láncot vagy hevedert kell tekerni a karusszel és a váz köré, hogy a karusszel ne foroghasson szabadon.
FIGYELMEZTETÉS:Ha a karusszel nincs megkötve, az súlyos sérülést okozhat.
Javító intézkedés:
Lásd a "Sűrített levegő" követelményeit az adott gépen az Új gép előtelepítése részben.
Javító intézkedés:
Javító intézkedés:
Javító intézkedés:
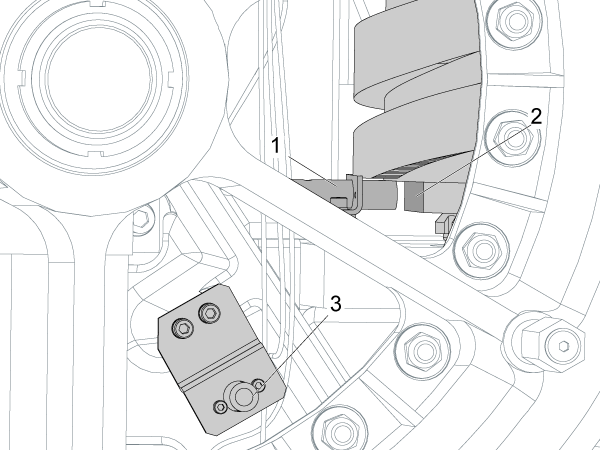
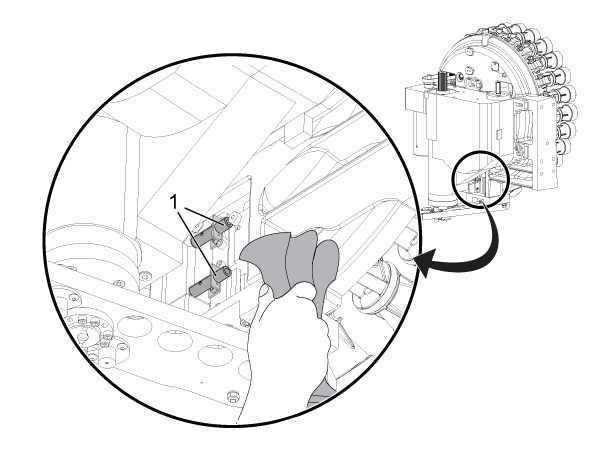
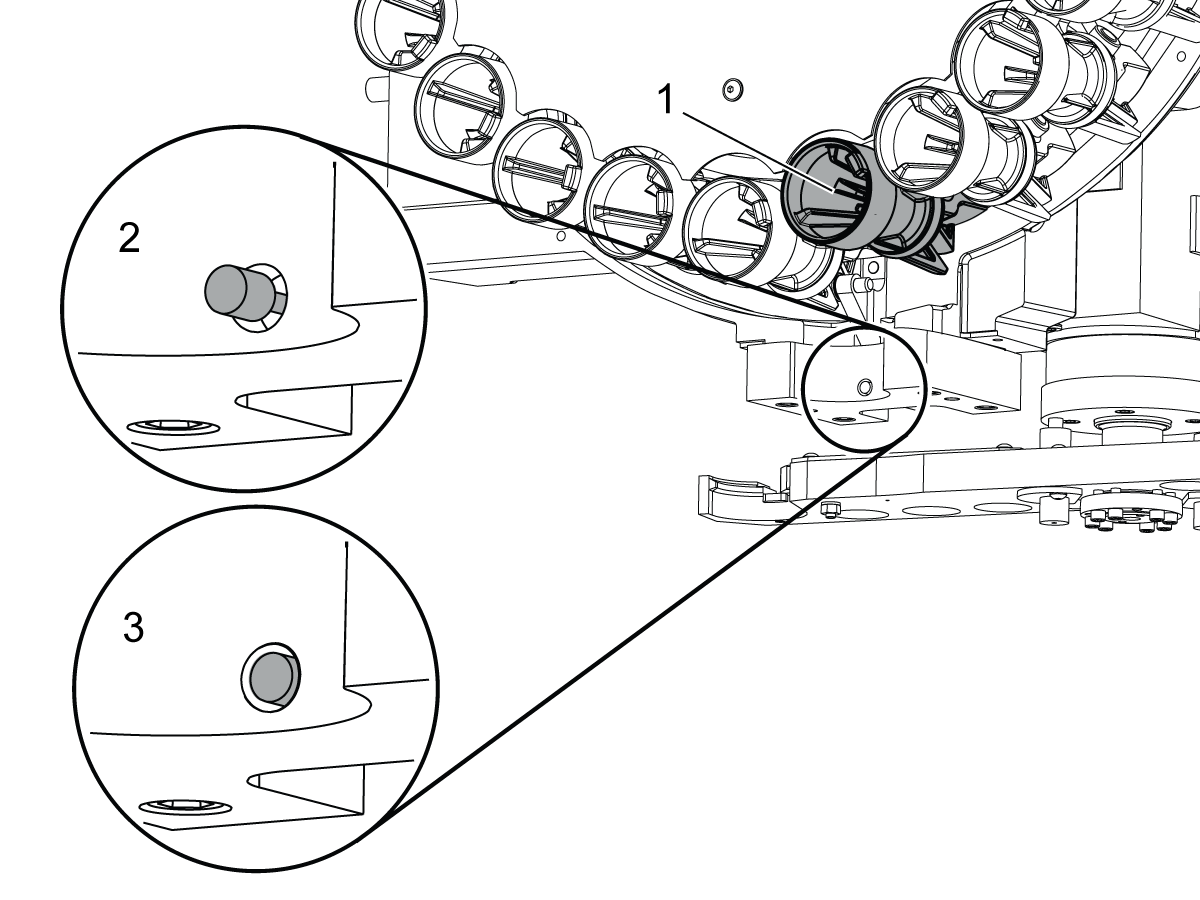
Győződjön meg arról, hogy a szerszámhely fel és le közelségérzékelők [1] tiszták. A kapcsolók szennyeződése miatt a karusszel elfordulhat és eltörhet egy szerszámhelyet, mielőtt teljesen fenti helyzetbe lépne.
A DIAGNOSZTIKA oldalon látható az érzékelők állapota. Ha a POCKET DOWN vagy POCKET UP (CHC) vagy a SMTC_TOOL_POCKET_UP vagy SMTC_TOOL_POCKET_DOWN (NGC) bitek nem változnak, az érzékelőkön forgács vagy szennyeződés lehet.
Ellenőrizze, hogy a szerszámhely fent van-e. Nyomja meg a [PARAMÉTER/DIAGNOSZTIKA] gombot, és lépjen az I/O fülre.
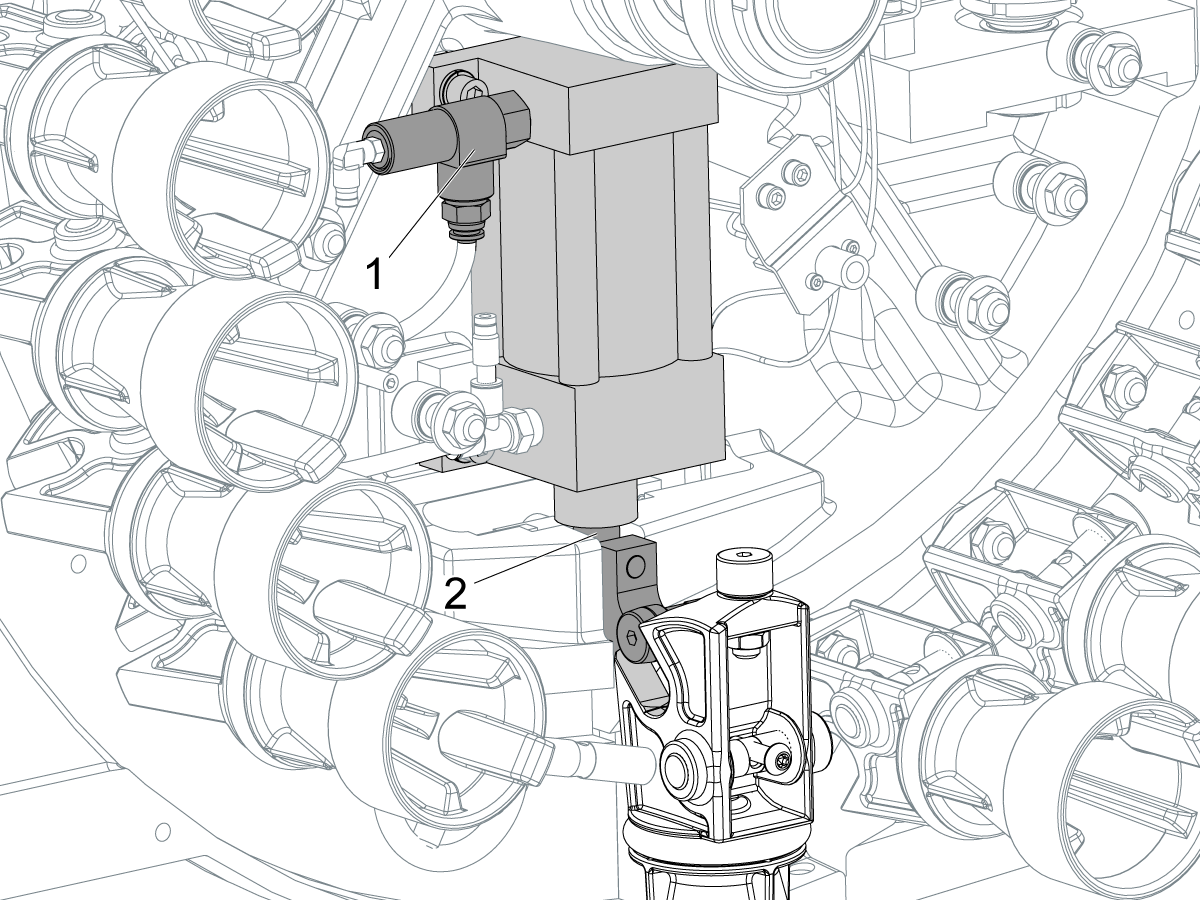
Csavarhúzóval érintse meg a közelségérzékelő végét [1]. Ez a teszt Riasztás 626-ot okozhat. Hagyja figyelmen kívül a riasztést. A közelségérzékelő megfelelően működik, ha a Pocket Down (CHC), SMTC_Pocket_Down (NGC), érték megváltozik 1-ről 0-ra. Folytassa a hibaelhárítást, ha a diagnosztikai érték nem változik.
A szerszámhely fel érzékelő hibakereséséhez győződjön meg arról, hogy a szerszámhely lent van. Érintse meg a közelségérzékelő végét csavarhúzóval, és figyelje a Pocket Up (CHC), SMTC_Pocket_Up (NGC) értéket. Az értéknek 1-ről 0-ra kell változnia.
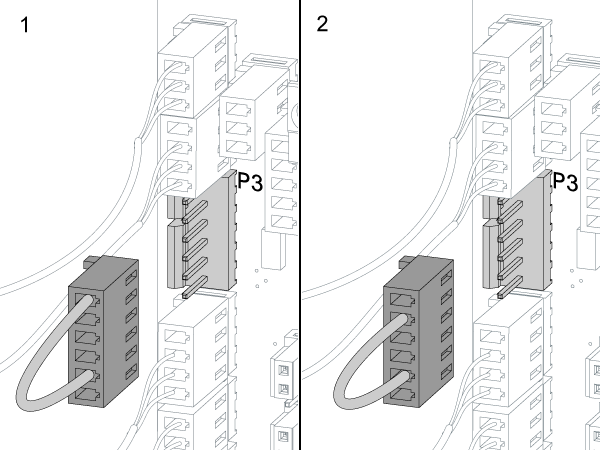
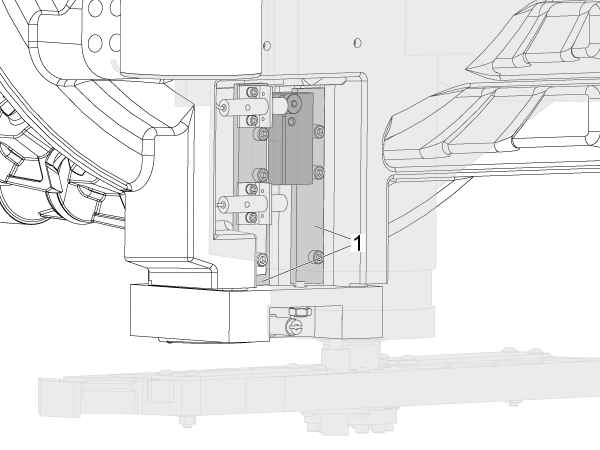
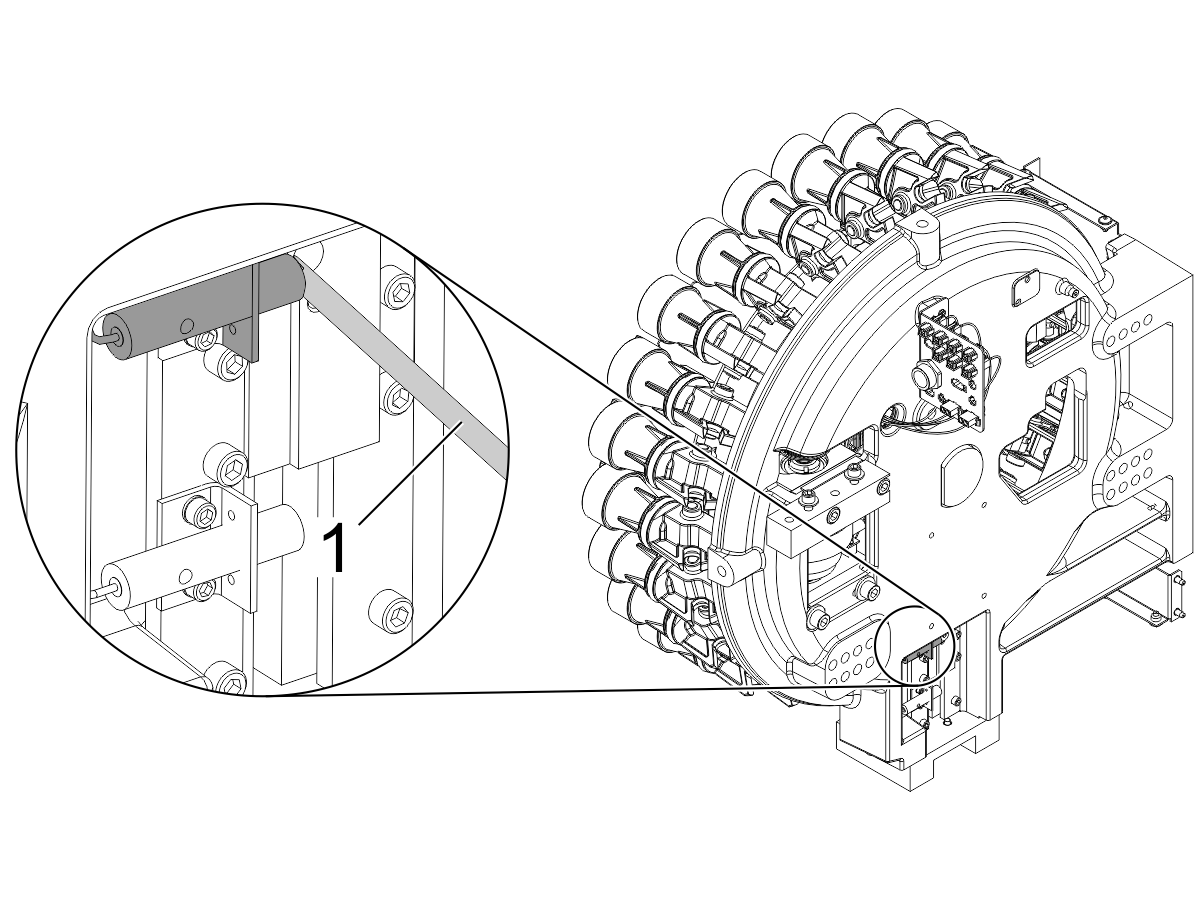
Ezek a lépések csak CHC-gépeken végzendők el: Keresse meg, ahol a 820-as kábel csatlakozik az I/O PCB-hez a P3-on. Használjon elektromos rövidzárat (P/N 33-8521) a P3-nál [1]. Ha a Pocket Down érték megváltozik 1-ről 0-ra, az I/O PCB megfelelően működik. Cserélje ki az SMTC kábelszerelvényt. Lásd: Közelségérzékelő – hogyan működik és hibaelhárítás – videó. Lépjen ide: Közelségérzékelő – hibaelhárítási útmutató a közelségérzékelők hibaelhárításához.
A szerszámhely fel érzékelőn úgy végezhet hibaelhárítást, ha a P3-at átkonfigurálja, ahogy az ábrán látható [2]. Figyelje a Pocket Up értékét. Ha az érték megváltozik 1-ről 0-ra, az I/O PCB megfelelően működik. Cserélje ki az SMTC kábelszerelvényt.
Ha a(z) Pocket Down vagy Pocket Up értéke nem változik 0-ra, amikor teszteli, lásd:
Javító intézkedés:
Ügyeljen arra, hogy helyesen hárítsa el a hibát a mágnesszelepen. Lásd a Mágnesszelep - hibaelhárítási útmutatót a rendszer hibáinak elhárításához. Lásd: "Négyportos mágnesszelep-alkalmazások."

Javító intézkedés:
Győződjön meg arról, hogy a szerszámot nem szennyezi törmelék. Keresse meg és távolítsa el a „forgácsfészkeket” a mechanizmusból.
Lásd: TOTD 33. epizód – ragadós forgács borítja be a szerszámokat? Forgácstisztítási megoldás a rendszer hibaelhárításához.
Tünet: A szerszámhely zajos.
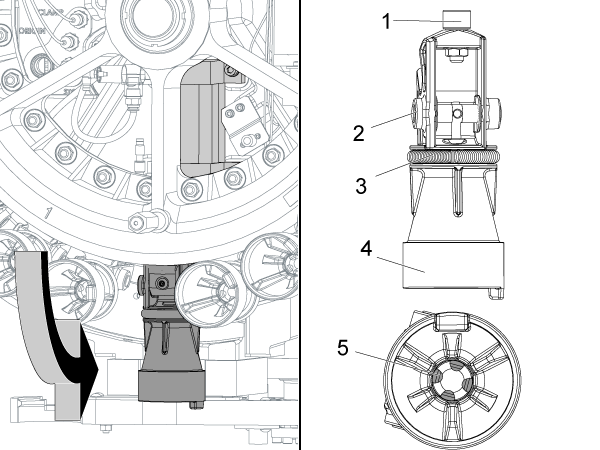
Lehetséges ok: Probléma adódott a szerszámhely-ütköző ütéselnyelőjével.
Javító intézkedés:
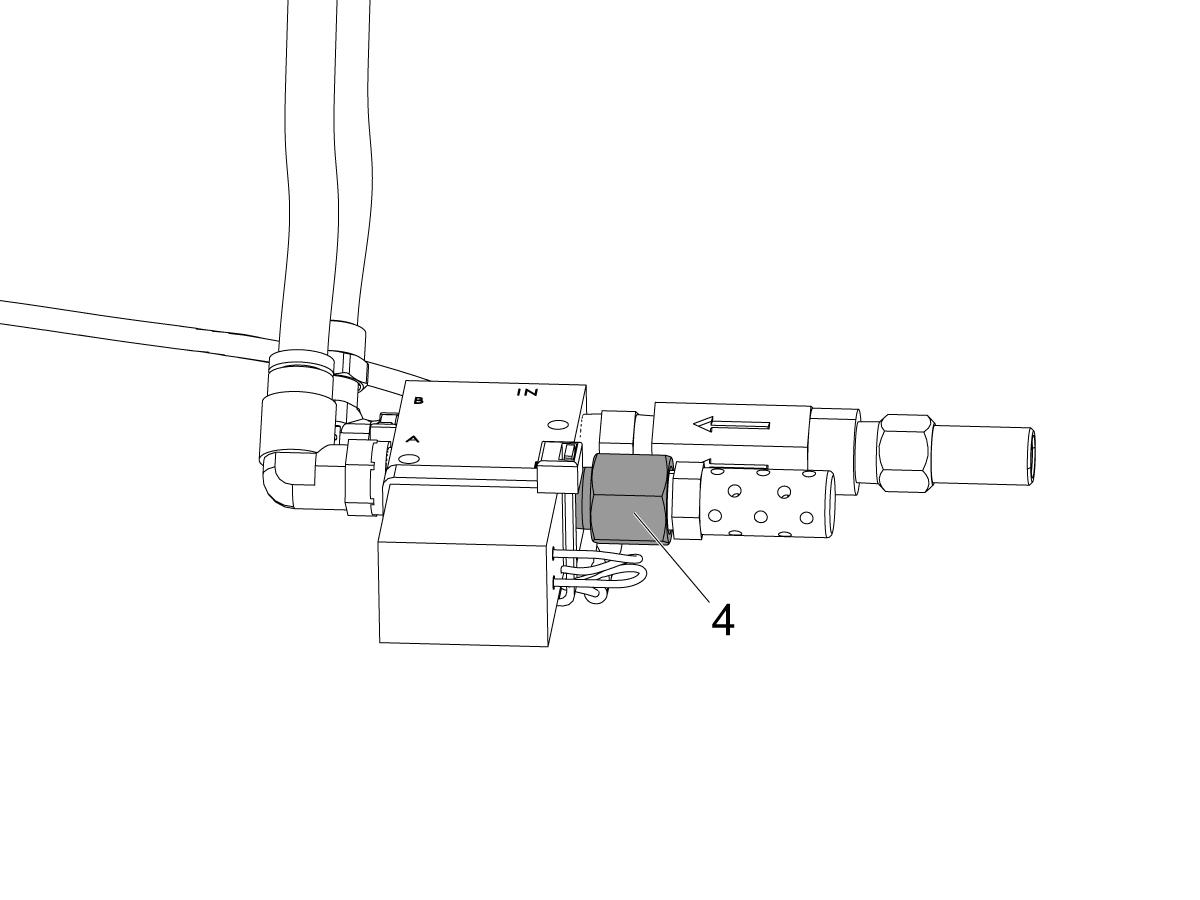
A(z) CALM gépeken az ütéselnyelőt cserélje ki a megfelelő nyílással (P/N: 58-0093) [4] a mágnesszelep és a hangtompító között, ha:
Megjegyzés: Az összes többi gép esetében cserélje ki az ütéselnyelőt új ütéselnyelőre.

Tünet: A szerszám kiesik a szerszámhelyből. A szerszámot nem lehet kivenni a szerszámhelyről.
Lehetséges ok: A szerszámbefogók vagy húzócsapok nem megfelelőek.
Javító intézkedés:
Ha a szerszámot nem lehet eltávolítani, távolítsa el a rögzítőrugót [3]. Rángassa ide-oda a szerszámot a dugattyúk meglazításához [1]. Ügyeljen arra, hogy ne veszítse el a dugattyúkat. Távolítsa el a szerszámot. Cserélje ki a rugót.
Lásd: Szerszámtartó és húzócsap adatai a megfelelő szerszámtartó- és húzócsapadatok [2] dokumentához.
Javító intézkedés:
BT/CT zseb
Lásd: Szerszámhely cseréje Haas oldalsó felszerelésű szerszámváltónál (SMTC) – videó a szerszámhely eltávolításával kapcsolatos további információkért.
Néhány szerszámhely laprugót használ. Keressen törött laprugókat. Ezek egymásra vannak halmozva (2) sarkanként. Cserélje ki a törött laprugókat.
HSK zseb
Lásd: HSK zseb és dugattyú – Csere a HSK zseb cseréjével kapcsolatos további információkért.
Javító intézkedés:
Telepítse a(z) Pocket Slow Down Service Kit (P/N 93-0254) készletet. Ez a készlet korlátozza a levegő kilépését a zseb fel/le hengerből, így lelassítja a zsebet.
Lásd a Szerszámbefogó és húzócsap információk dokumentumot.
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
Ez az ár tartalmazza a szállítás költségeit, valamint az export- és importtevékenységekhez kapcsolódó vámterheket, a biztosítást és minden olyan további felmerülő költséget, amely egy franciaországi helyszínre történő kiszállítást terhel, melybe Ön mint vevő beleegyezett. A Haas CNC termékek szállítása nem járhat további kötelező költségekkel.
KÖVESSE A LEGÚJABB HAAS TIPPEKET ÉS TECHNOLÓGIÁT…
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255