

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

坚固的工程设计,操作可靠
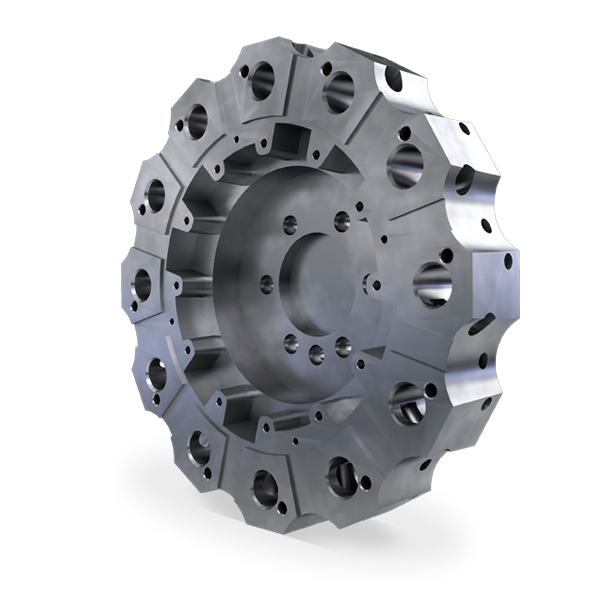
量身定制您的 Haas 车削中心与各种刀塔,或添加动力刀具,以大大提高您的生产力。
Haas 刀塔现在使用的整体式联接器直径比以前的型号大 46%。我们机床的联接器的牙型直接啮合刀塔和刀塔外壳,以创建比以往任何时候都更紧凑和更强大的系统。刀塔采用双夹紧系统,提供比以前的型号大 20% 的夹紧力,以及直接采用伺服驱动的直齿轮传动系统,减少了 25% 的分度时间。
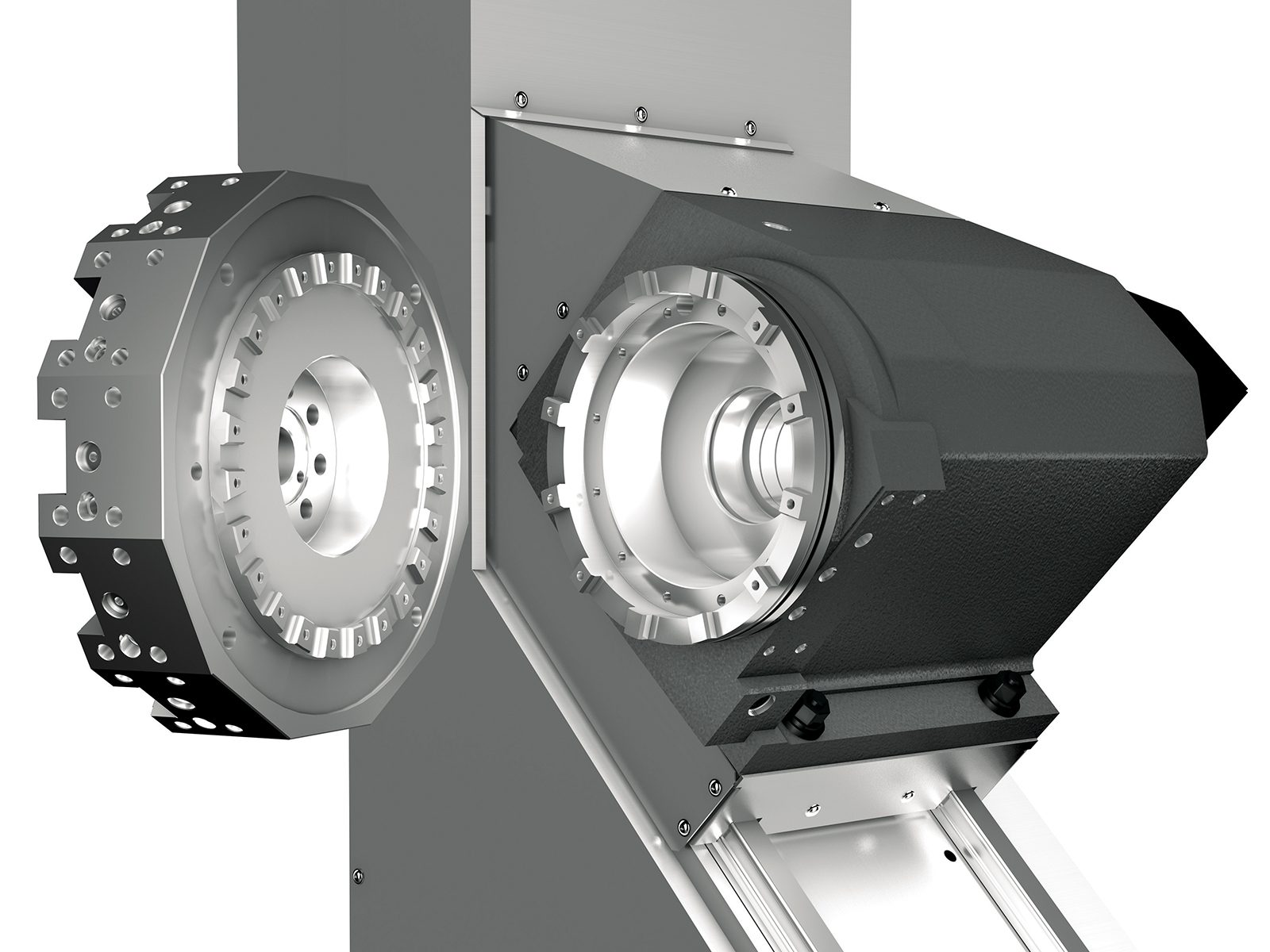
当您可以在一台配备 BMT 刀塔和动力刀具的 Haas 车削中心上一次完成加工,有什么理由再将零件移动到铣床上进行二次加工呢? 相比老式 Haas 车床机型,BMT 刀塔和动力刀具不仅可以提高您车间的生产效率及减少设置时间,而且还提供了更高的切削性能、更长的刀具寿命和更好的加工空间。BMT 刀塔和动力刀具是 Haas Y 轴车床的标准配置,并且在非 Y 轴机型上可以选配。
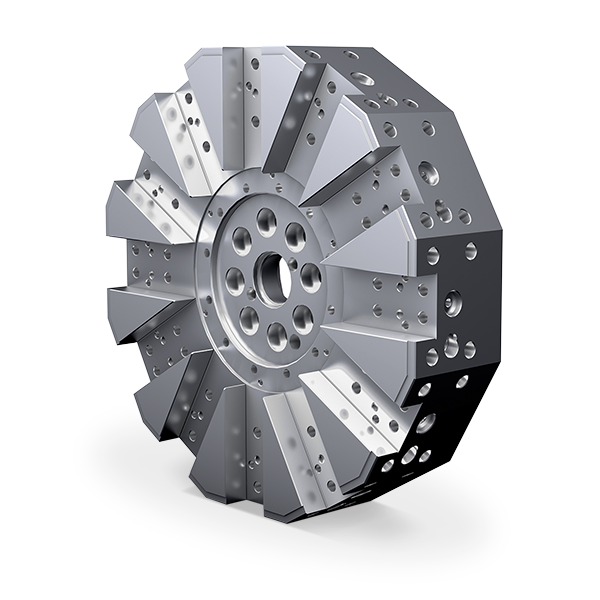
栓接
12 刀位
可用于这些机床
ST-10
ST-10L
ST-15
ST-15L
ST-20
ST-20L
ST-25
ST-25L
ST-28
ST-28L
ST-30
ST-30L
ST-35
ST-35L
ST-40
ST-40L
ST-45
ST-45L
ST-55
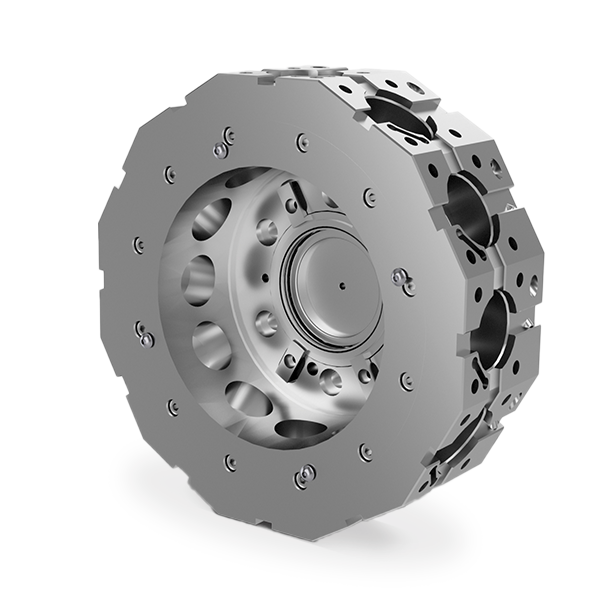
BMT 45 | 65 | 75
12 刀位
可用于这些机床
ST-10
ST-10L
ST-10Y
ST-10LY
ST-15
ST-15L
ST-15Y
ST-15LY
ST-20
ST-20L
ST-20Y
ST-20LY
ST-25
ST-25L
ST-25Y
ST-25LY
ST-28
ST-28L
ST-28Y
ST-28LY
DS-30Y
ST-30
ST-30L
ST-30Y
ST-30LY
ST-35
ST-35L
ST-35Y
ST-35LY
ST-40Y
ST-45Y
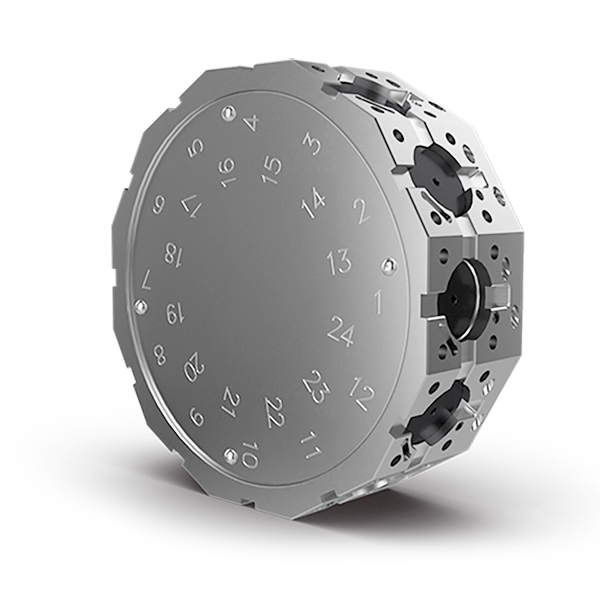
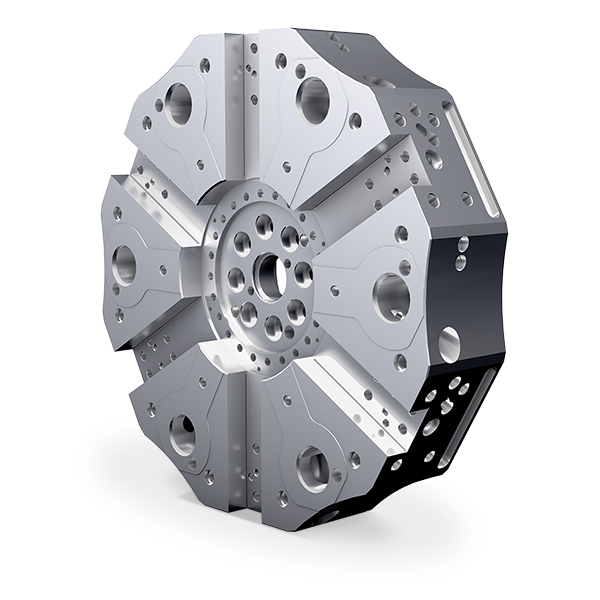
BMT 半分度
24 刀位
可用于这些机床
ST-10
ST-10L
ST-10Y
ST-10LY
ST-15
ST-15L
ST-15Y
ST-15LY
ST-20
ST-20L
ST-20Y
ST-20LY
ST-25
ST-25L
ST-25Y
ST-25LY
ST-28
ST-28L
ST-28Y
ST-28LY
DS-30Y
ST-30
ST-30L
ST-30Y
ST-30LY
ST-35
ST-35L
ST-35Y
ST-35LY
ST-40Y
ST-45Y
VDI
12 刀位
可用于这些机床
ST-10
ST-10L
ST-15
ST-15L
ST-20
ST-20L
ST-25
ST-25Y
ST-28
ST-28L
ST-30
ST-30L
ST-35
ST-35L
ST-40
ST-40L
ST-45
ST-45L
VB 混合
12 刀位
可用于这些机床
ST-40
ST-40L
ST-45
ST-45L
Haas BMT 刀塔提供半刀位分度选项,将您的可用刀位增加到 24 个,其中 12 个可以安装从动工具。刀塔外形看起来一样,但将在每 15 度进行分度,而不是每 30 度。此选项包含特殊的固定刀座。
Haas Automation 本质核心是机械工厂,我们的刚性车床转塔秉承一切为机械师着想的理念设计。有 4 种不同类型的转塔可用,每个车削应用一个转塔。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





