-
Машини
-
 Вертикални фрези
Вертикални фрези
Вертикални фрези
Вертикални фрези -
 Решения с много оси
Решения с много оси
Решения с много оси
Решения с много оси -
 Стругове
Стругове
Стругове
Стругове -
 Хоризонтални фрези
Хоризонтални фрези
Хоризонтални фрези
Хоризонтални фрези -
 Въртящи маси и индексиращи апарати
Въртящи маси и индексиращи апарати
Въртящи маси и индексиращи апарати
Въртящи маси и индексиращи апарати -
 Системи за автоматизация
Системи за автоматизация
Системи за автоматизация
Системи за автоматизация -
 Настолни машини
Настолни машини
Настолни машини
Настолни машини -
 Оборудване за цехове
Оборудване за цехове
Оборудване за цехове
Оборудване за цехове
ИНСТРУМЕНТИ ЗА ПОКУПКАИСКАТЕ ЛИ ДА ГОВОРИТЕ С НЯКОЙ?Представителството на завода на Haas (HFO) може да отговори на Вашите въпроси и да Ви окаже съдействие да направите най-добрия избор.
CONTACT YOUR DISTRIBUTOR > -
-
Опции
-
 Шпиндели
Шпиндели
Шпиндели
Шпиндели -
 Инструментален магазин
Инструментален магазин
Инструментален магазин
Инструментален магазин -
 4-та | 5-та ос
4-та | 5-та ос
4-та | 5-та ос
4-та | 5-та ос -
 Револверни глави с фрезови инструменти
Револверни глави с фрезови инструменти
Револверни глави с фрезови инструменти
Револверни глави с фрезови инструменти -
 Измерване
Измерване
Измерване
Измерване -
 Управление на стружките и охлаждащата течност
Управление на стружките и охлаждащата течност
Управление на стружките и охлаждащата течност
Управление на стружките и охлаждащата течност -
 Управлението на Haas
Управлението на Haas
Управлението на Haas
Управлението на Haas -
 Продуктови опции
Продуктови опции
Продуктови опции
Продуктови опции -
 Инструменти и устройства за фиксиране
Инструменти и устройства за фиксиране
Инструменти и устройства за фиксиране
Инструменти и устройства за фиксиране -
 Закрепване на детайла
Закрепване на детайла
Закрепване на детайла
Закрепване на детайла -
-
 Решения с 5 оси
Решения с 5 оси
Решения с 5 оси
Решения с 5 оси -
 Автоматизиране
Автоматизиране
Автоматизиране
Автоматизиране
ИНСТРУМЕНТИ ЗА ПОКУПКАИСКАТЕ ЛИ ДА ГОВОРИТЕ С НЯКОЙ?Представителството на завода на Haas (HFO) може да отговори на Вашите въпроси и да Ви окаже съдействие да направите най-добрия избор.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Открийте с какво Haas се различава
-
Сервиз
Добре дошли в обслужване на Haas Service
- Видеоклипове








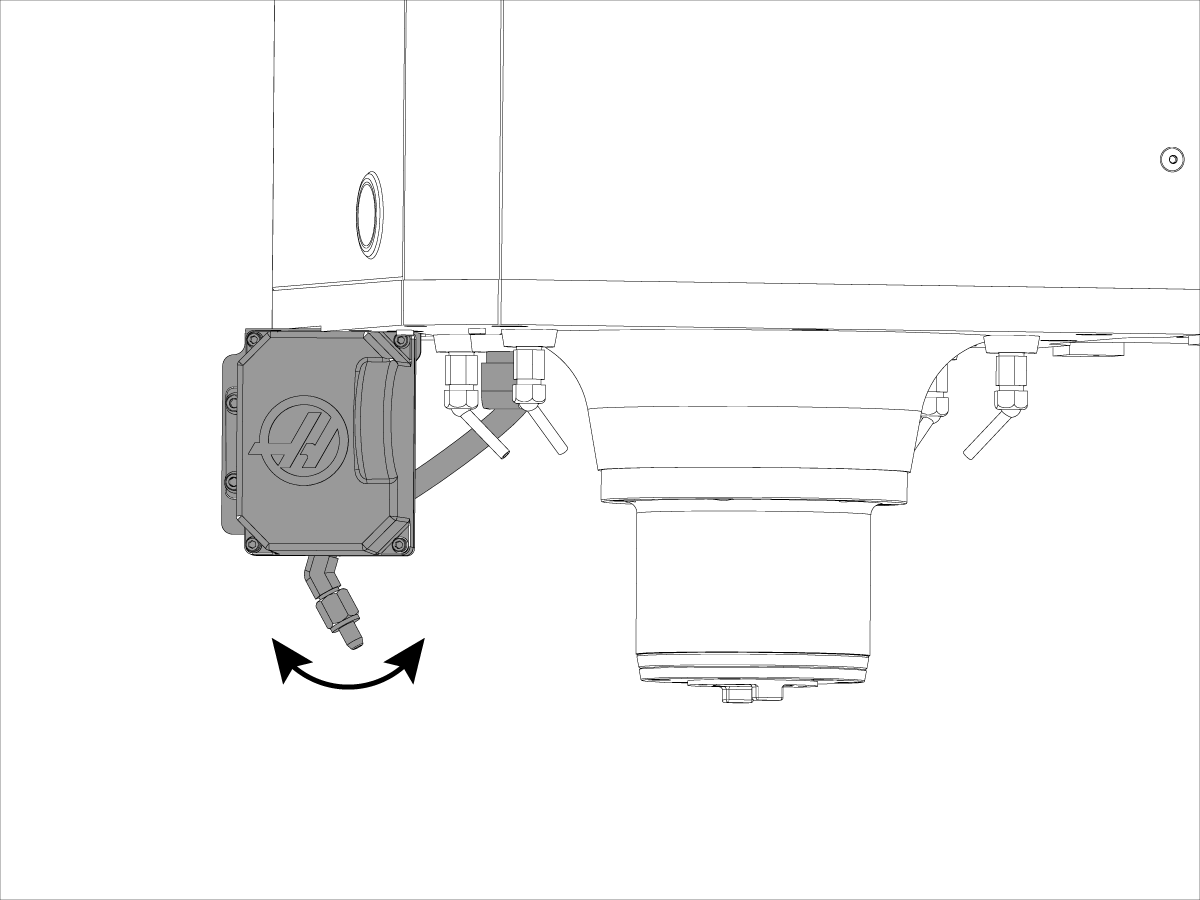
---spigot-positioning/new-and-ngc-pics/intro-(web).png)
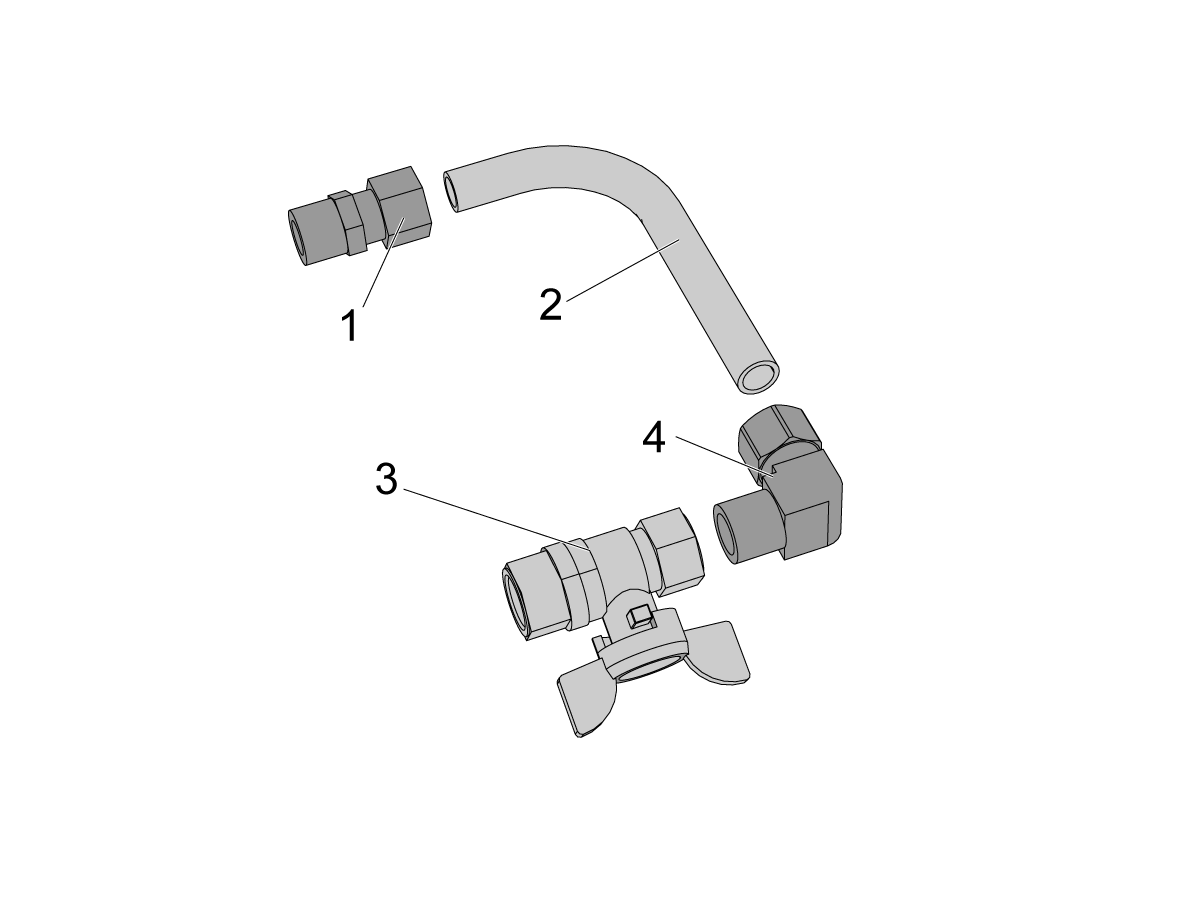
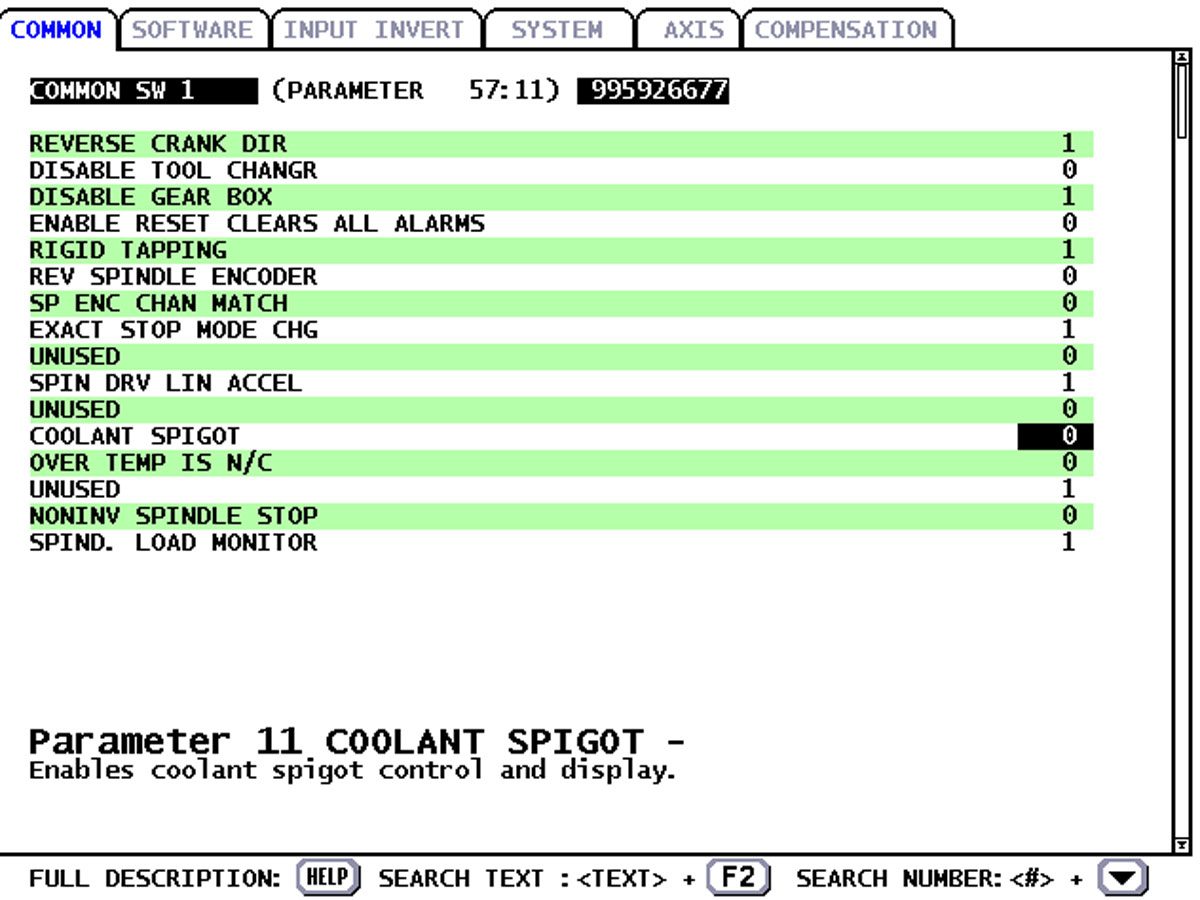
---spigot-positioning/Step_1_P_Cool_Valve.png)
---spigot-positioning/new-and-ngc-pics/step-2.png)
---spigot-positioning/STEP_2_Press_Offset.png)
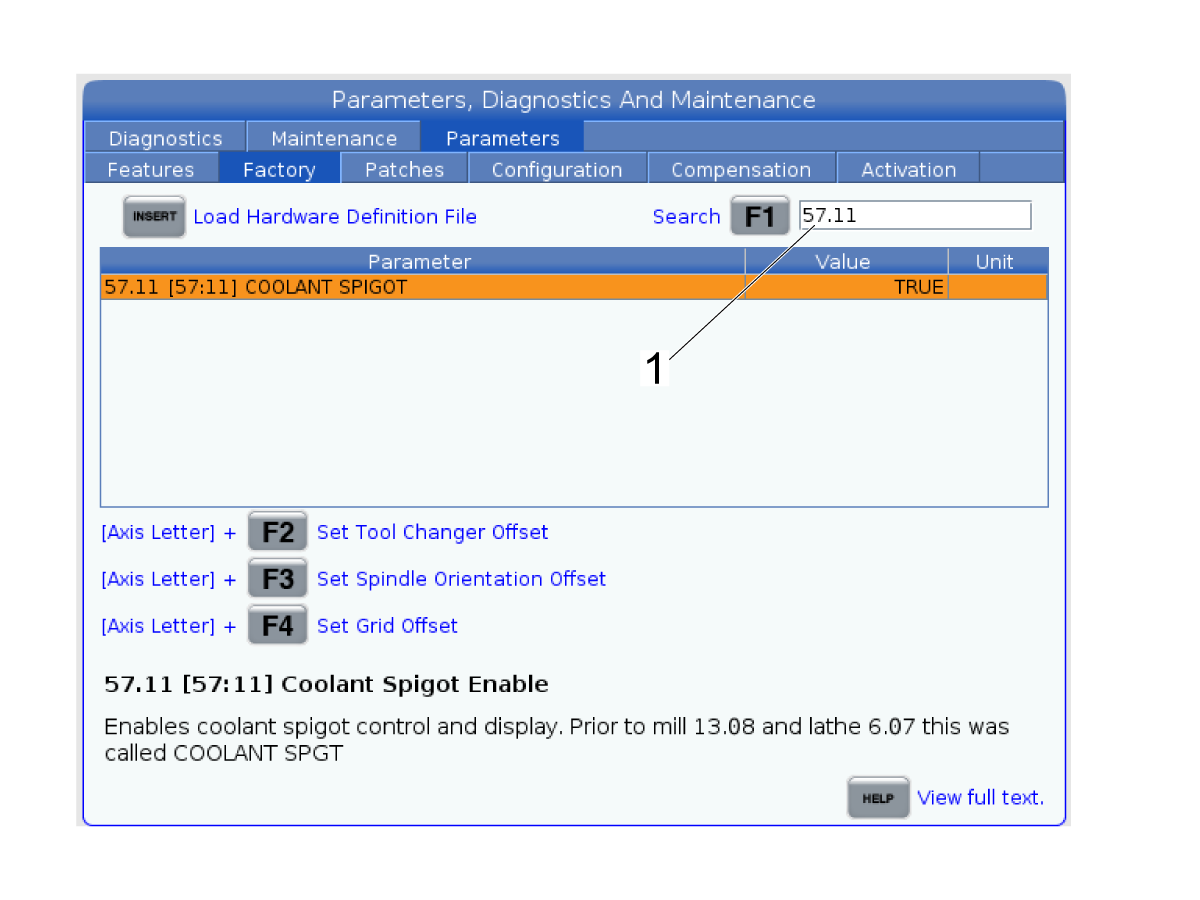
---spigot-positioning/new-and-ngc-pics/step-3-(web).png)
---spigot-positioning/new-and-ngc-pics/step-4.png)
---spigot-positioning/STEP_4_CLNT_POS.png)
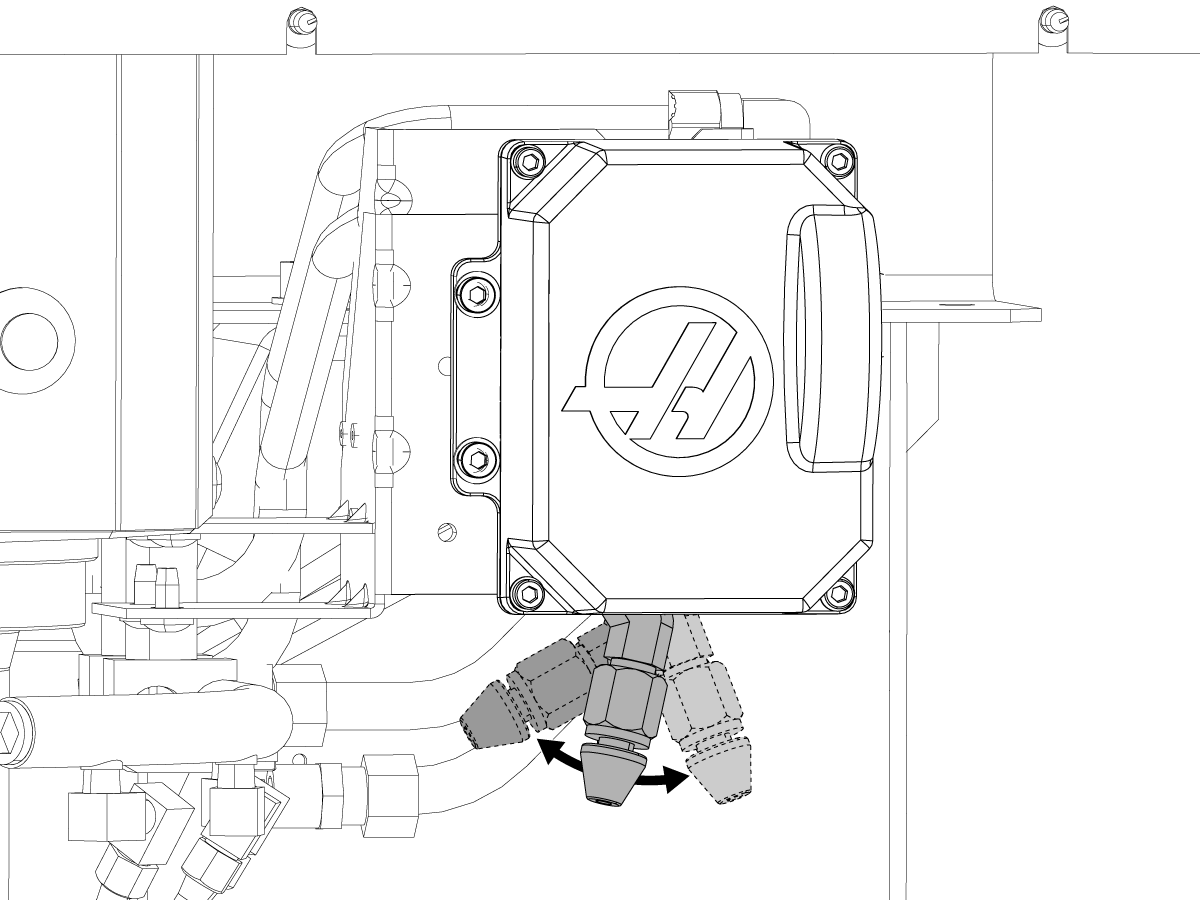
---spigot-positioning/new-and-ngc-pics/step-5.png)
---spigot-positioning/STEP_5_Select_Position.png)
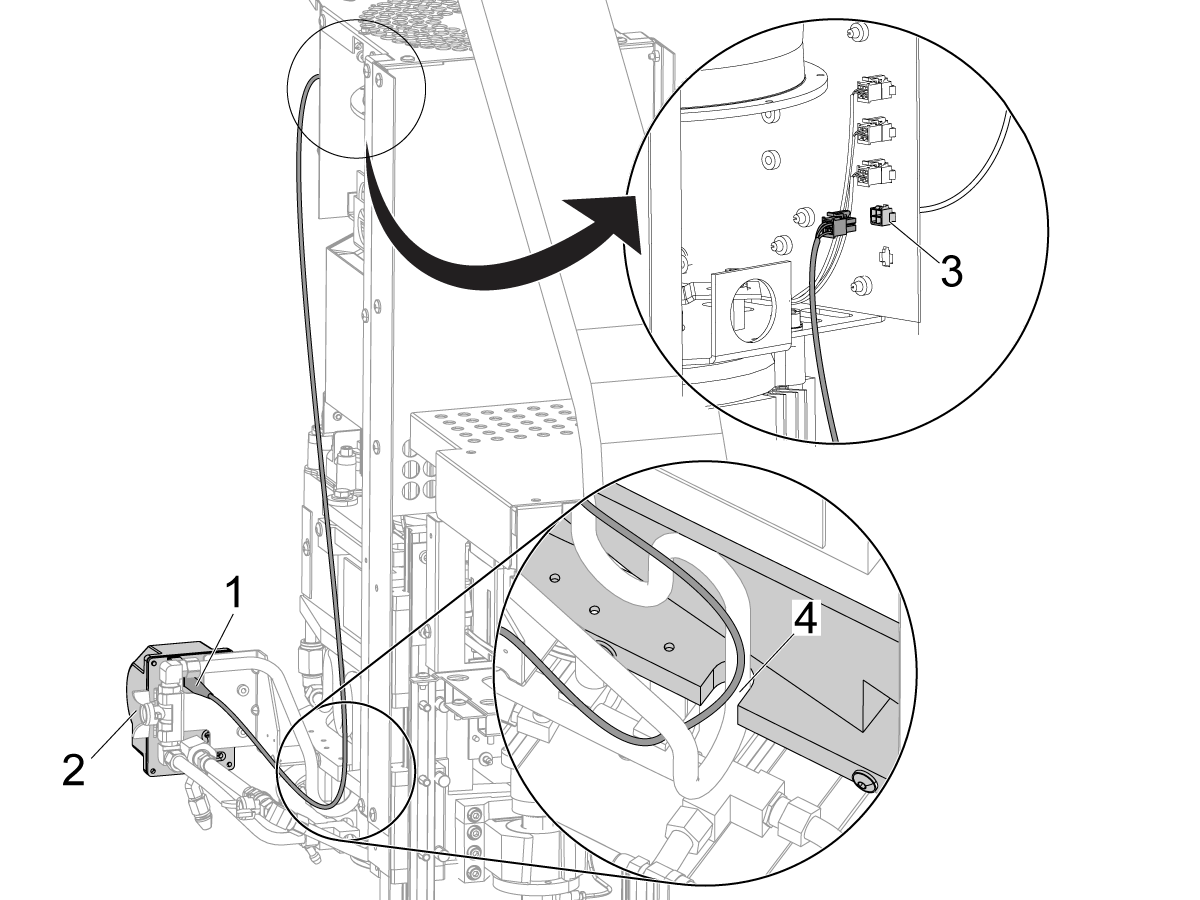
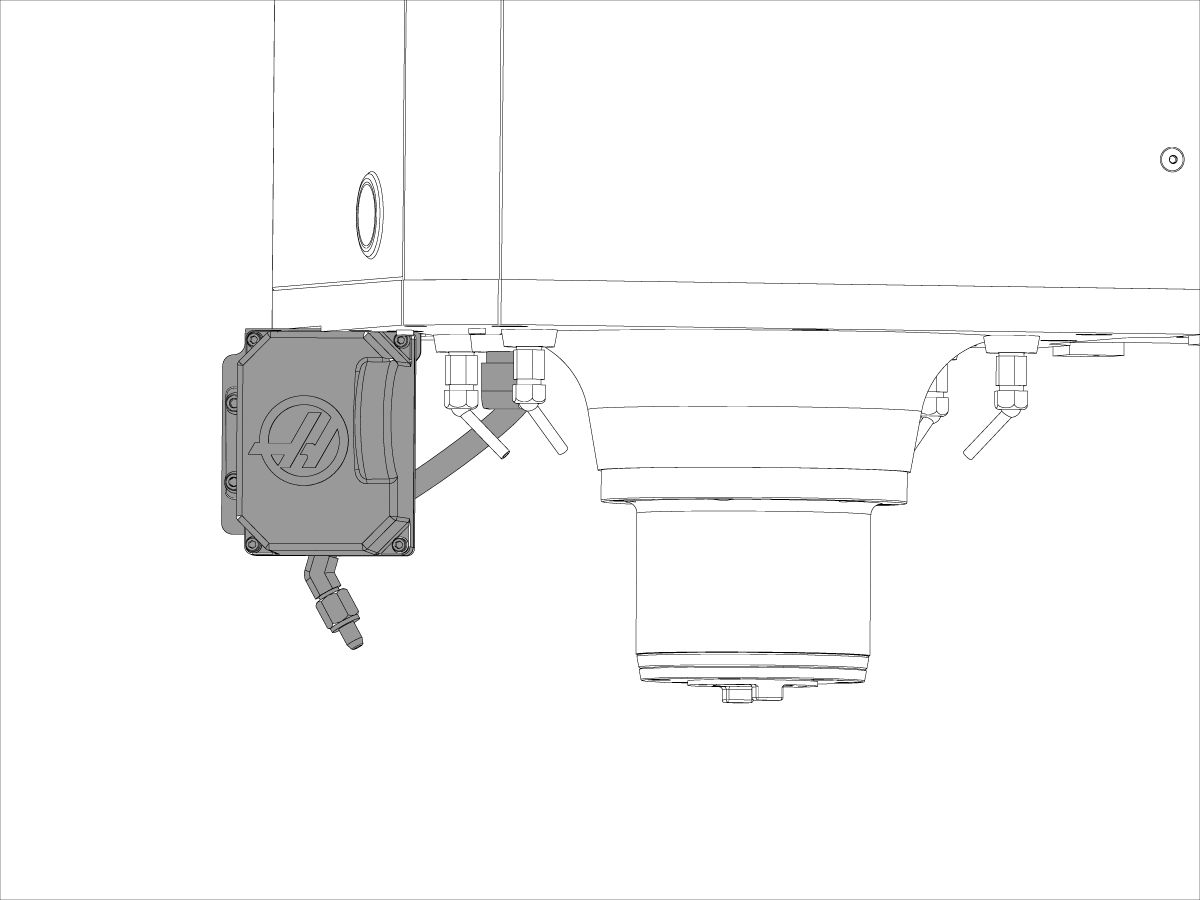
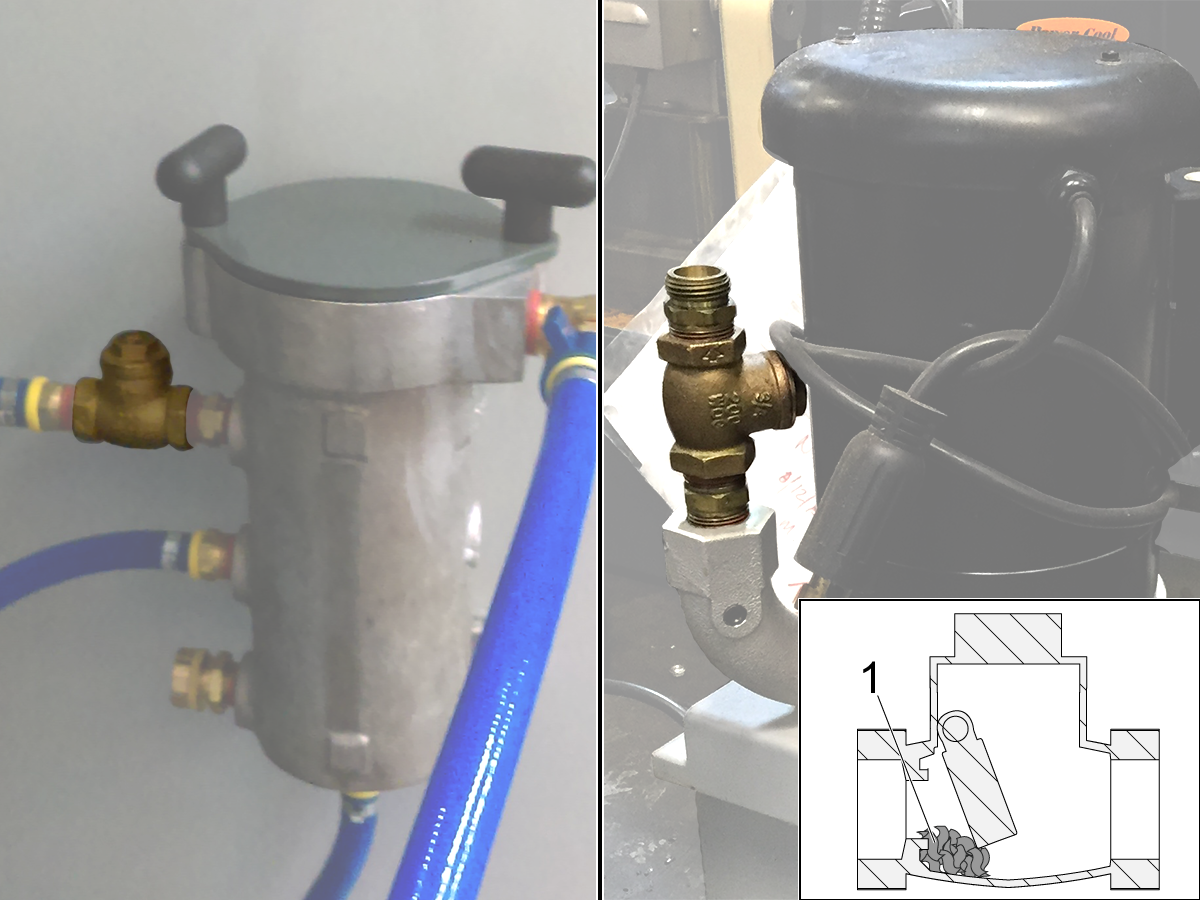
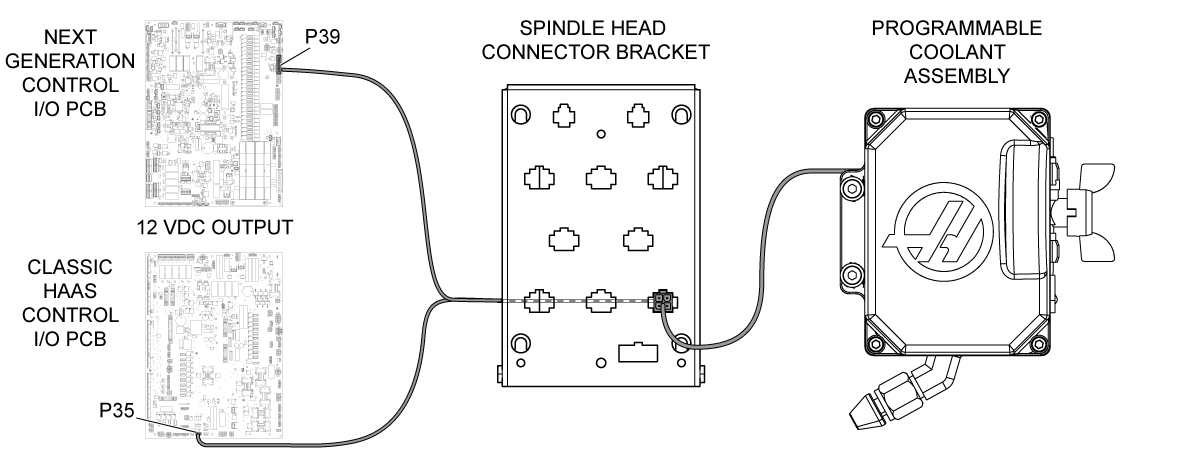
---replacement---vmc---ad0302/PCOOL_Overview.png)
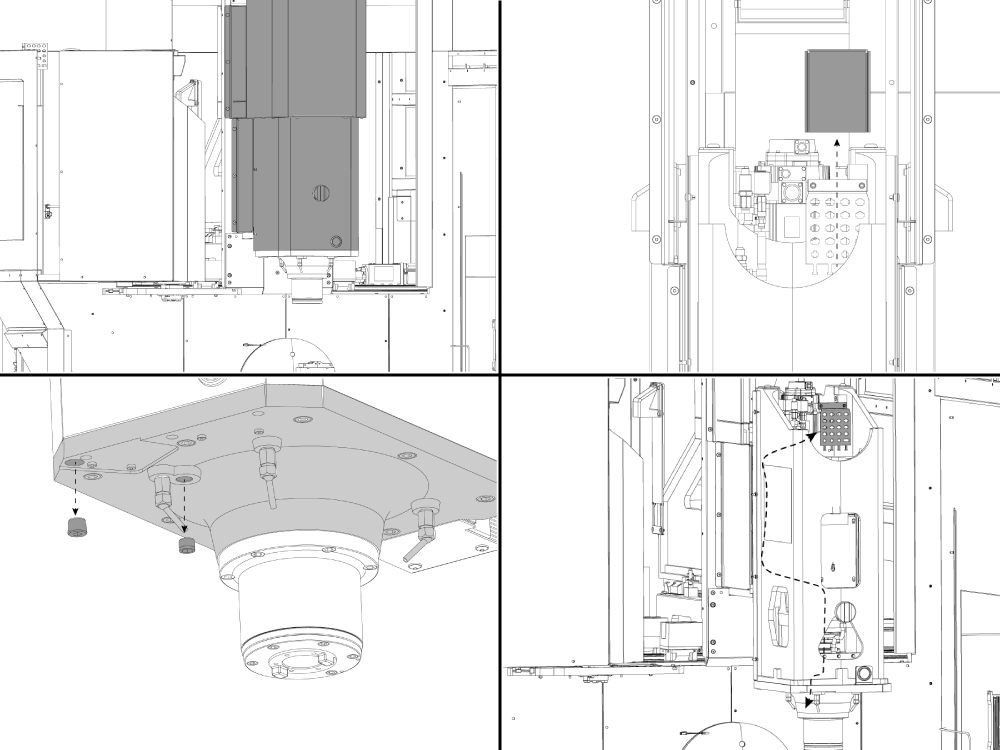
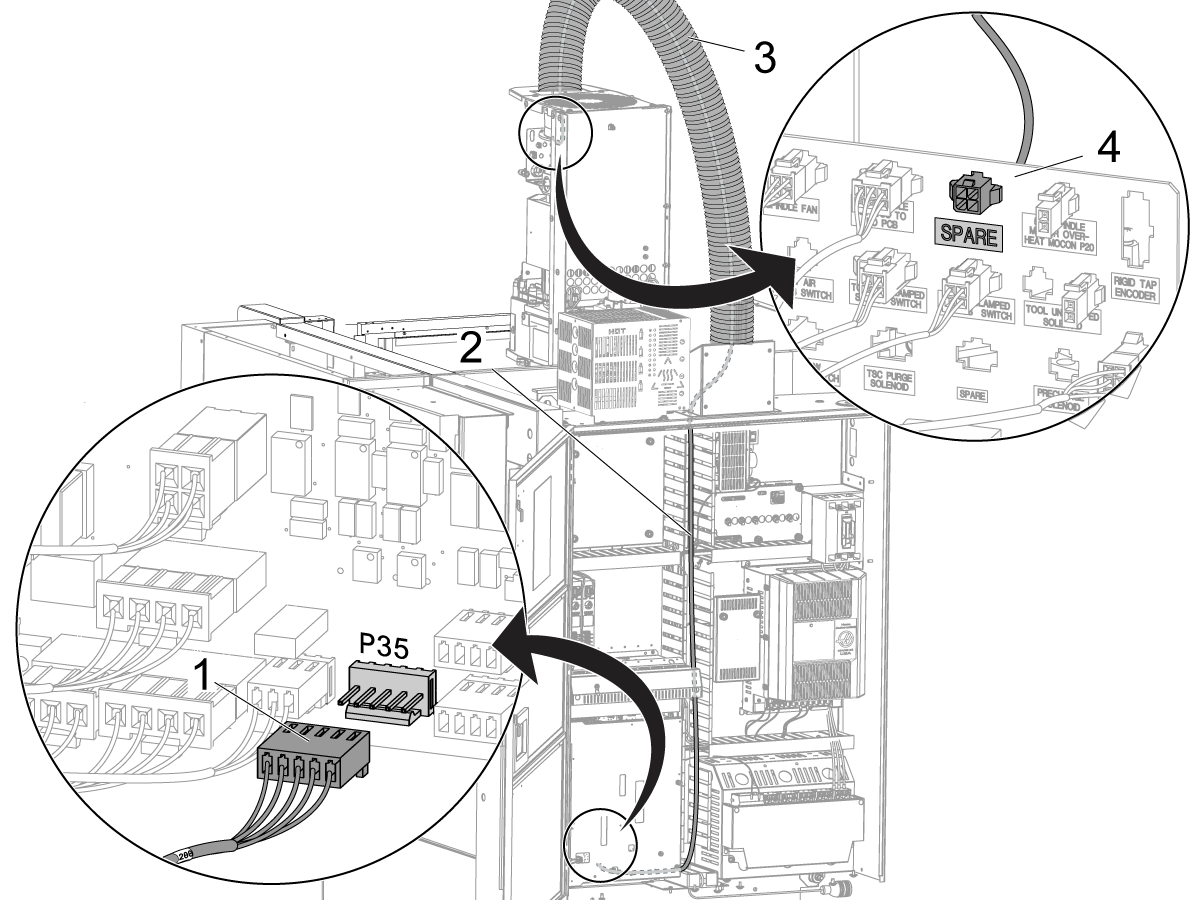
---replacement---vmc---ad0302/VMC_pcool_replacement_strain_relief_cable_overview2.png)
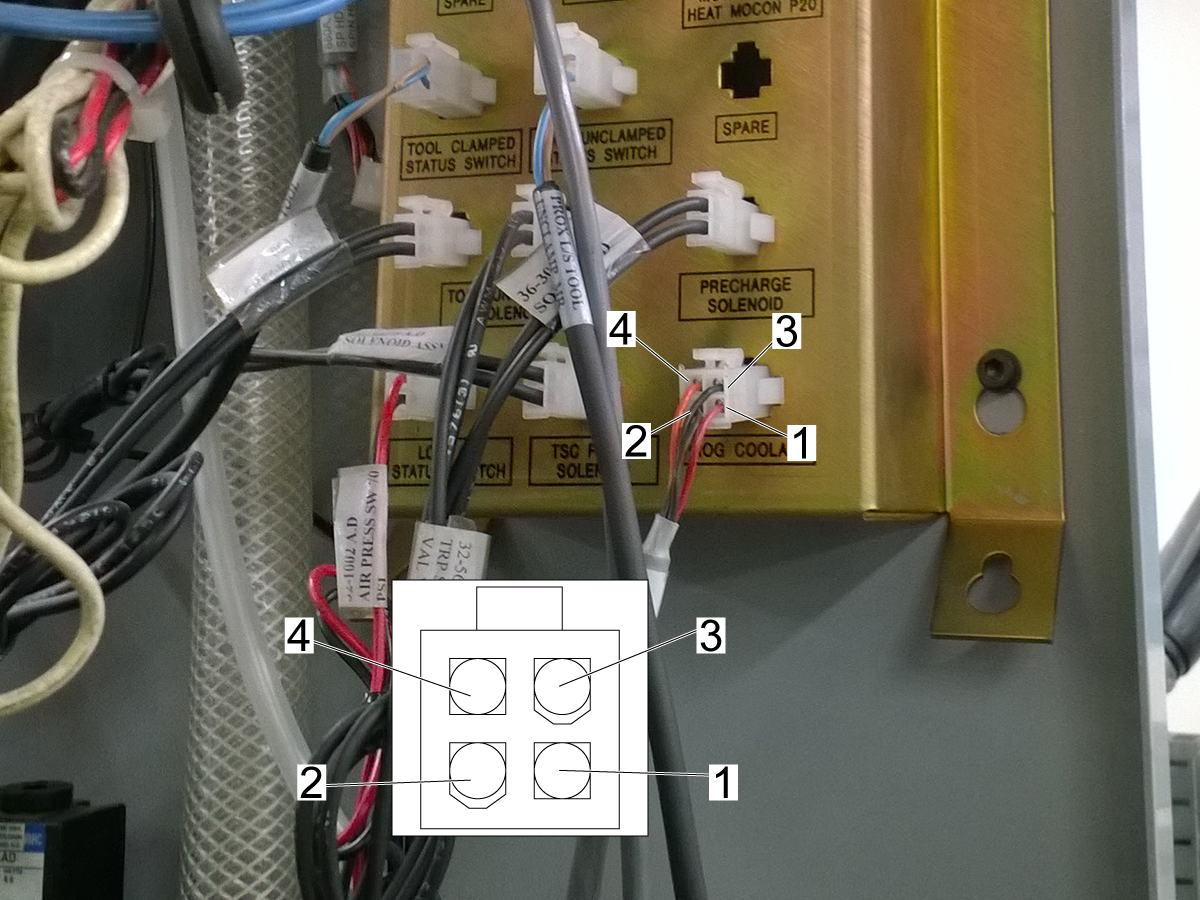
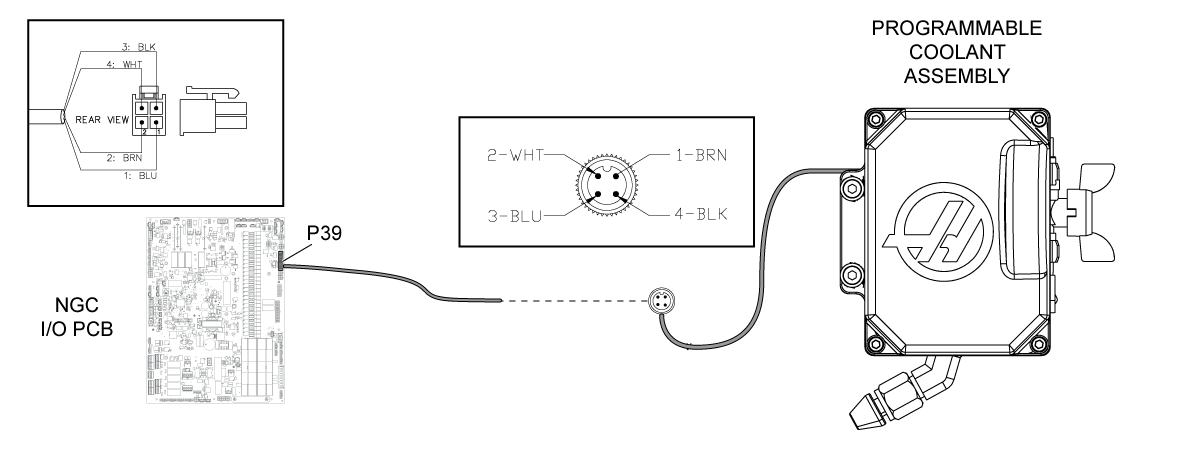
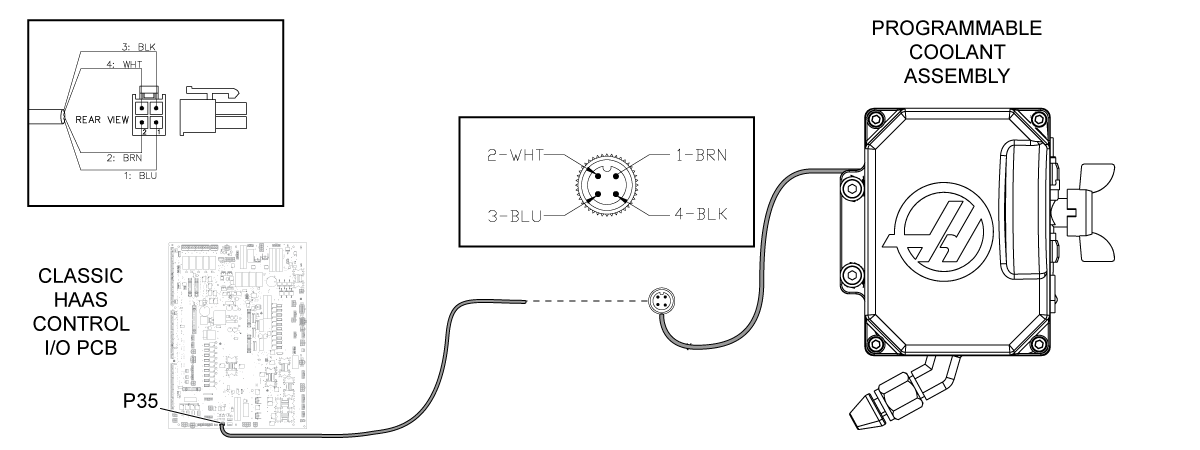
---replacement---vmc---ad0302/pcool_electrical_schematic_Rev_B_0.png)
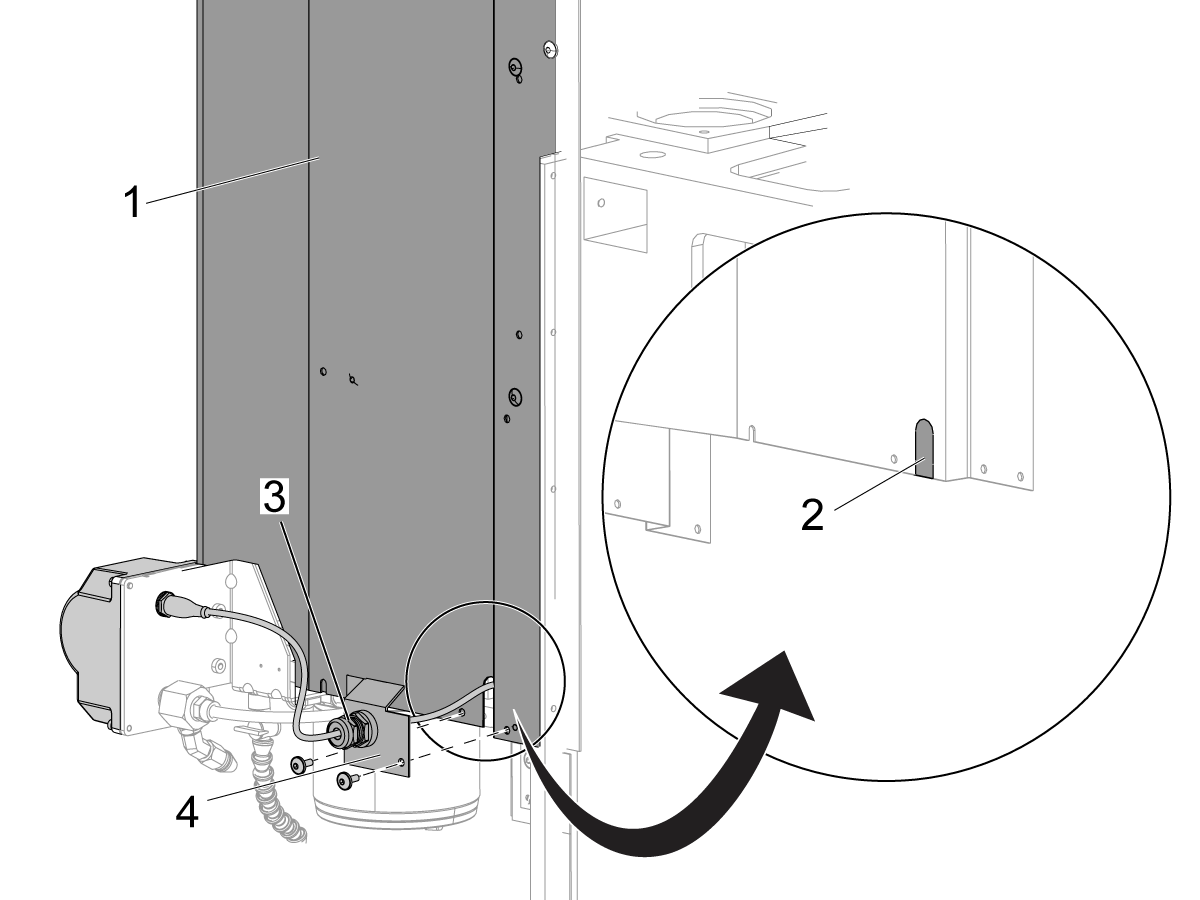
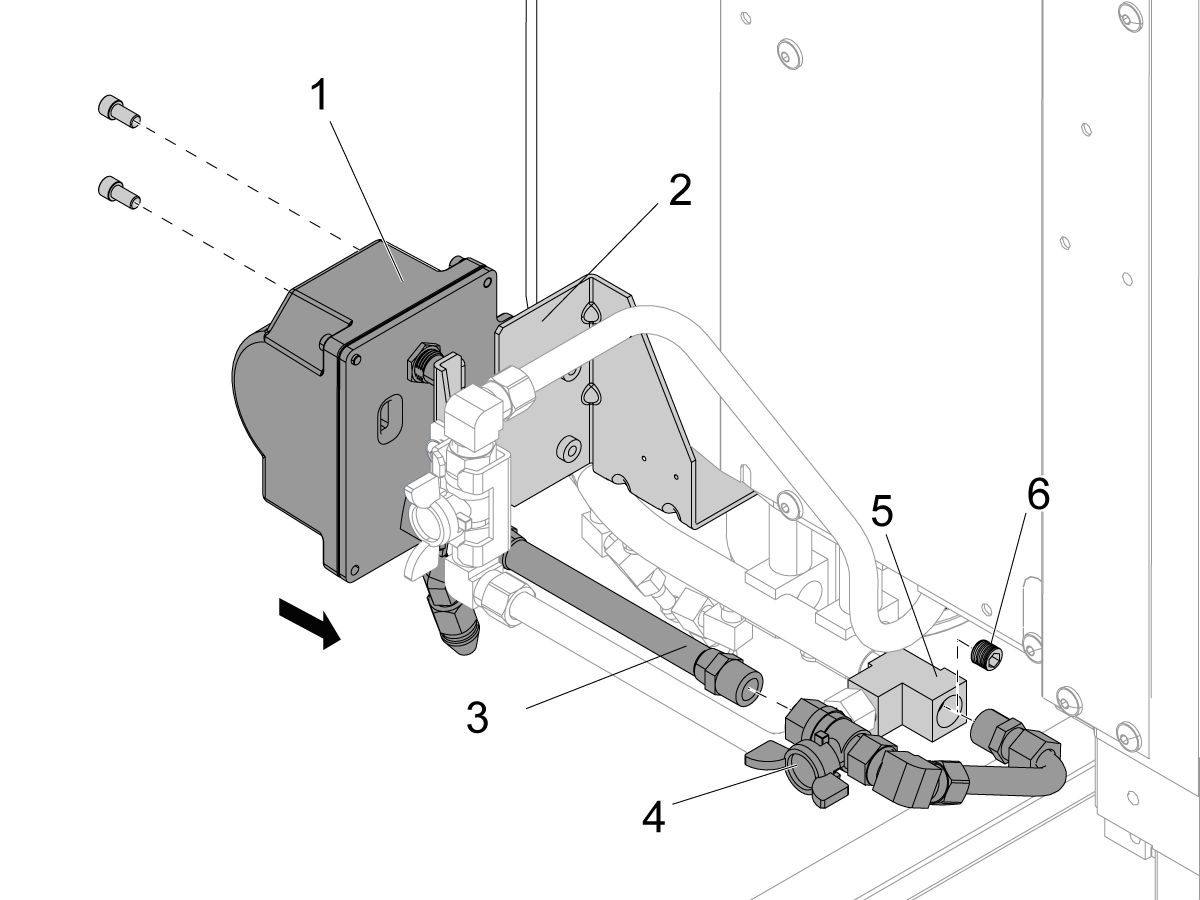
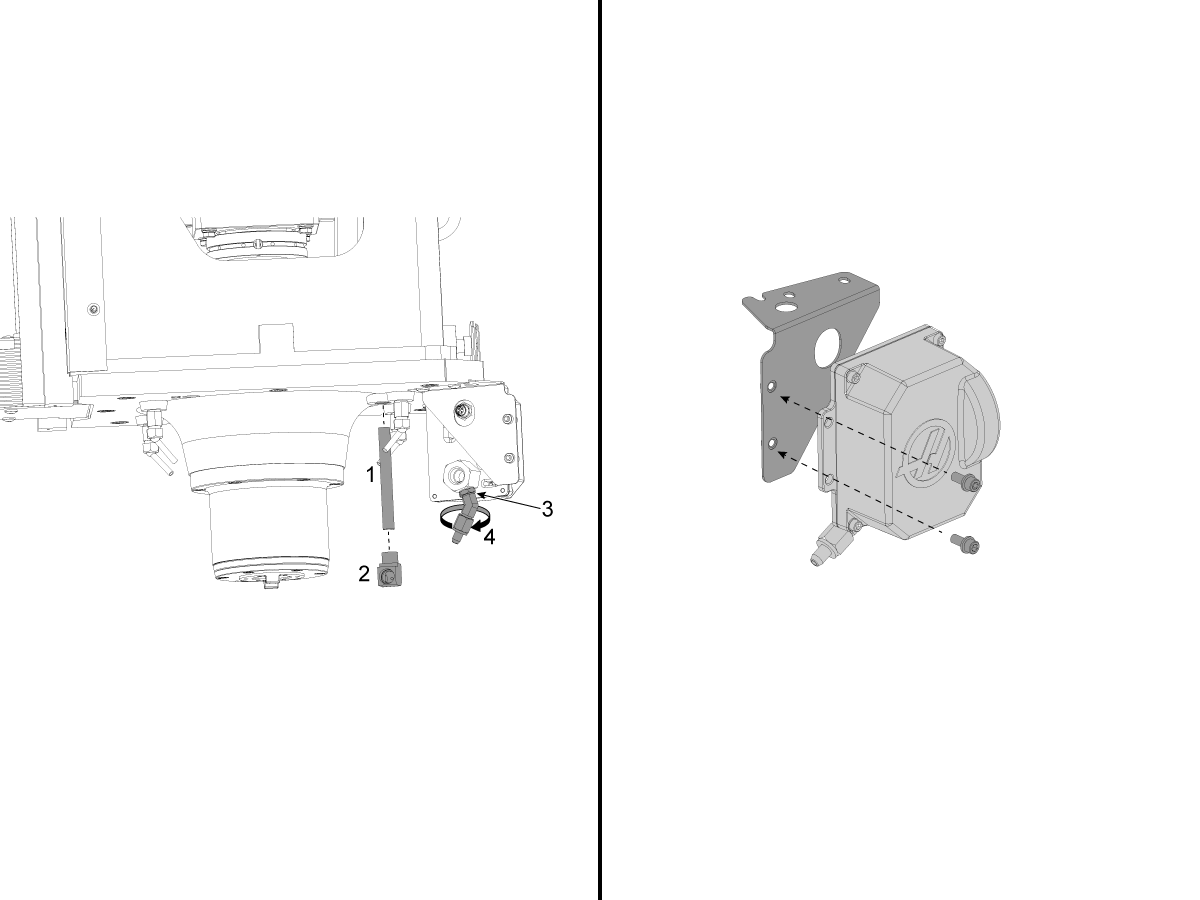
---replacement---vmc---ad0302/VMC_pcool_replacement_remove_old_assembly_Rev_C.png)
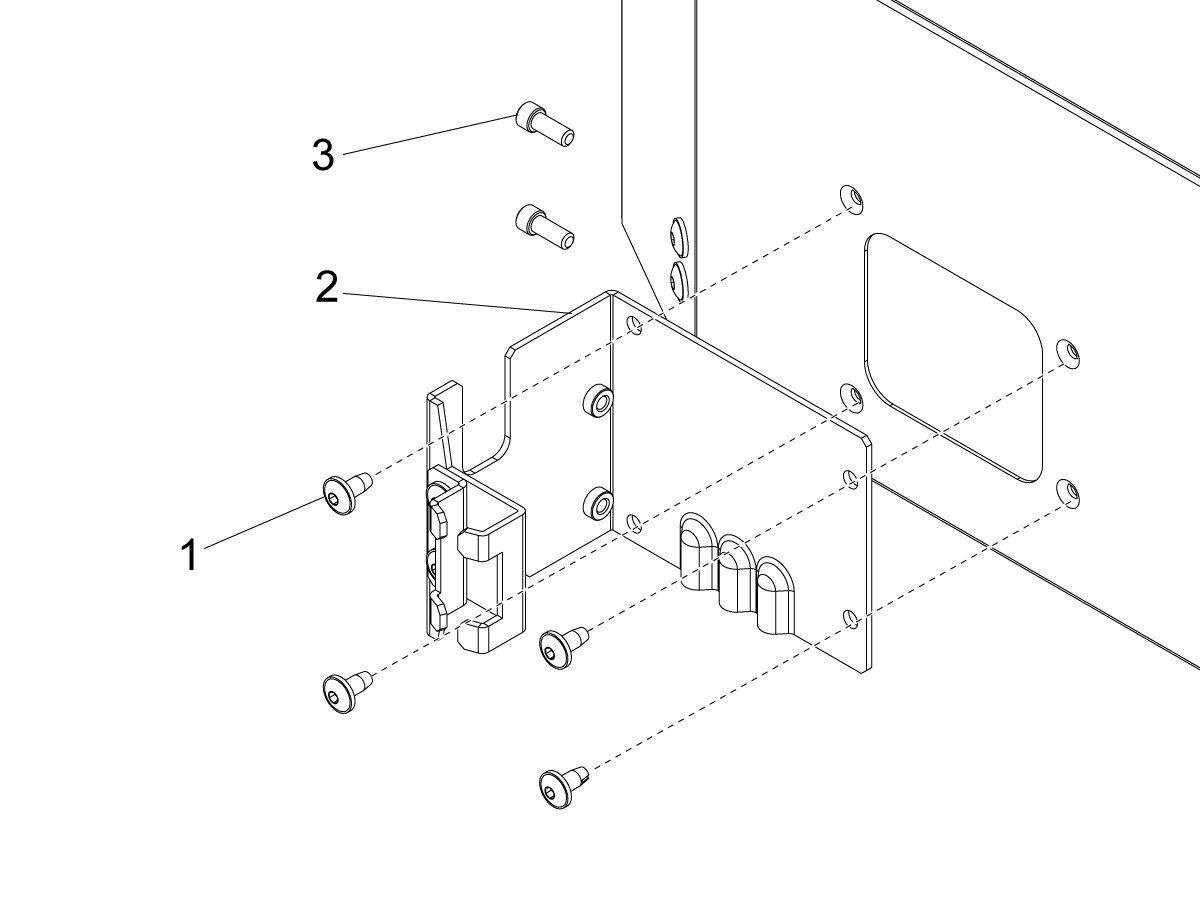
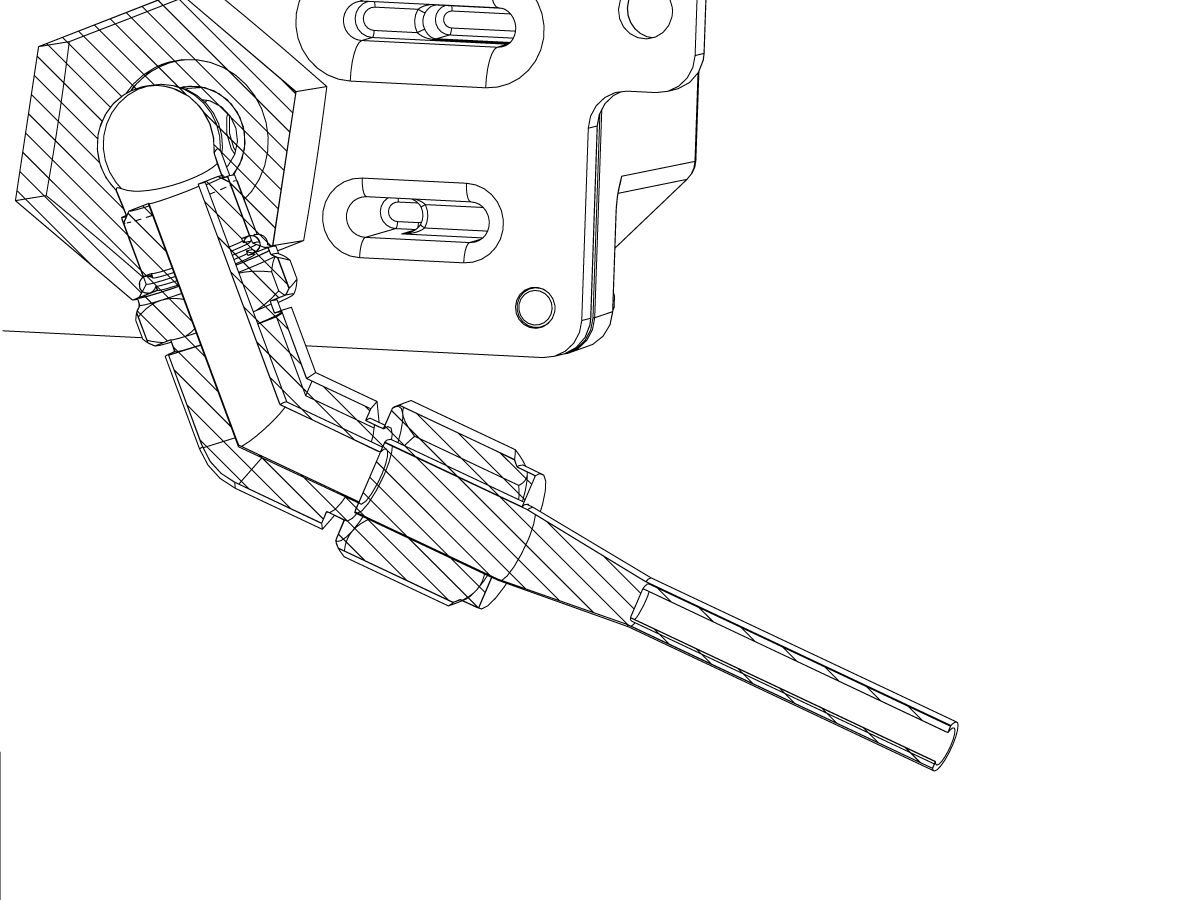
---replacement---vmc---ad0302/VMC_pcool_replacement_remove_M12_install_new_M12_Rev_E.png)
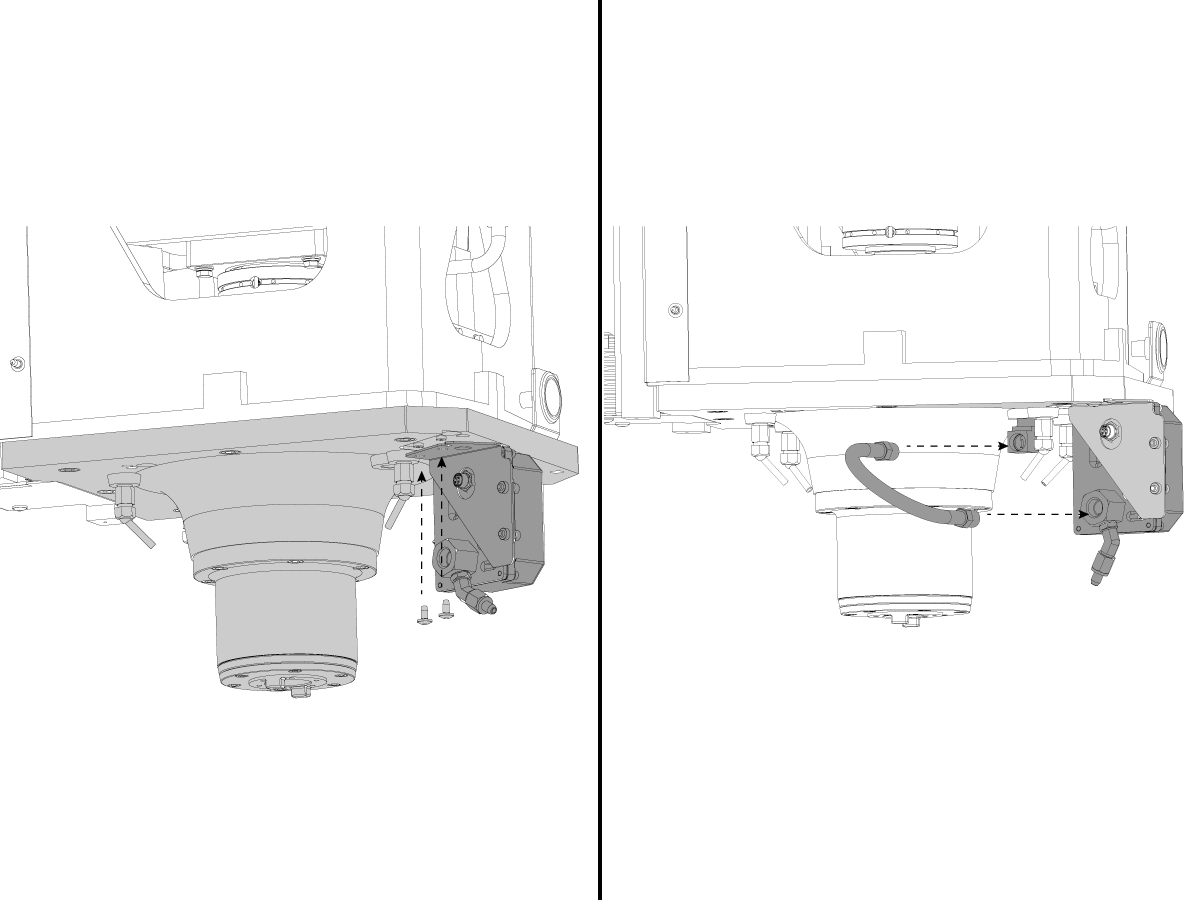
---replacement---vmc---ad0302/VMC_pcool_replacement_install_spindle_cover_cable_bracke_Rev_C.png)
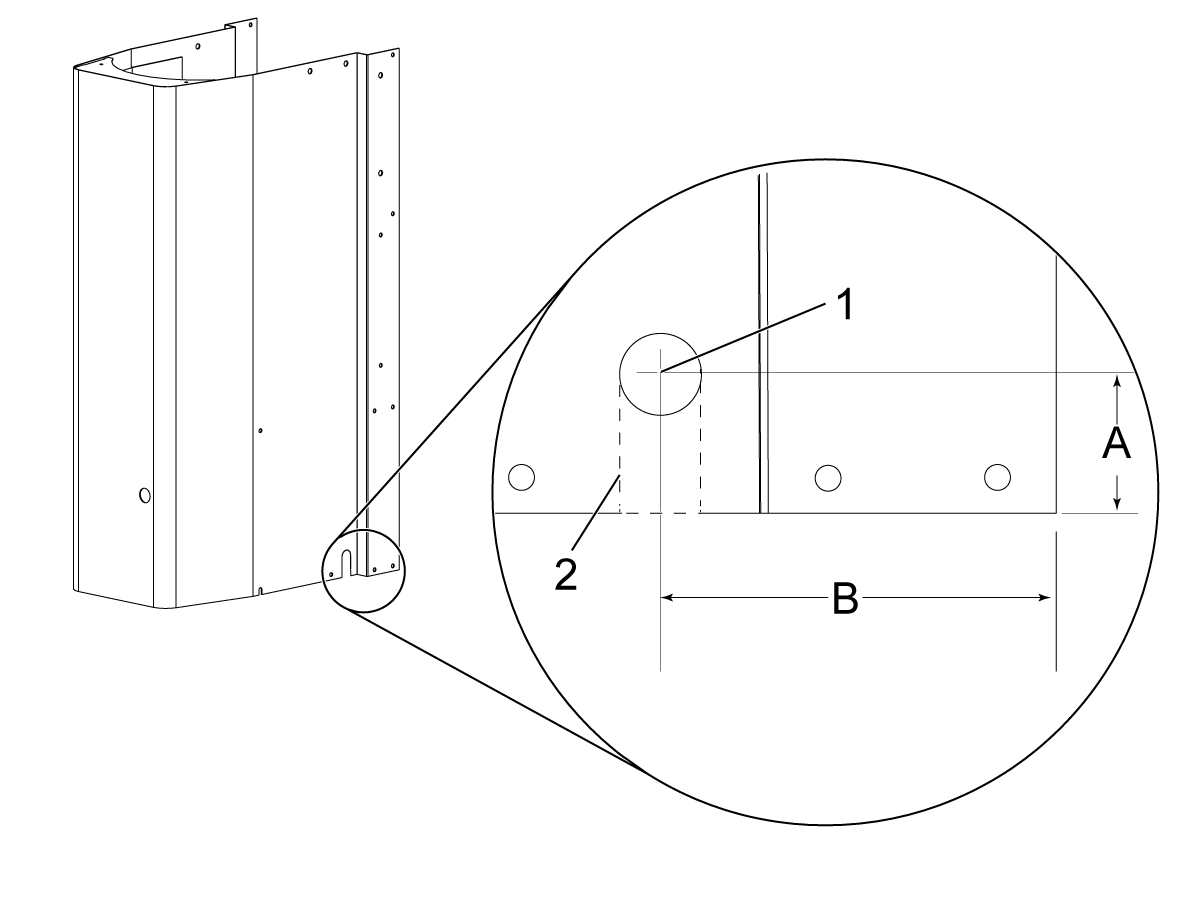
.png)