-
機械
-
立型マシニングセンター
立型マシニングセンター
-
多軸制御ソリューション
多軸制御ソリューション
-
旋盤
旋盤
-
横型マシニングセンター
横型マシニングセンター
-
ロータリーとインデクサ
ロータリーとインデクサ
-
オートメーション システム
オートメーション システム
-
デスクトップ機械
デスクトップ機械
-
工場機器
工場機器
-
製造機械
製造機械
ショッピングツール -
立型マシニングセンター
- オプション
-
Why Haas
Haasの特徴を見る
-
サービス
Haas Service へようこそ
- ビデオ
-
ショッピングツール
-




















---spigot-positioning/new-and-ngc-pics/intro-(web).png)
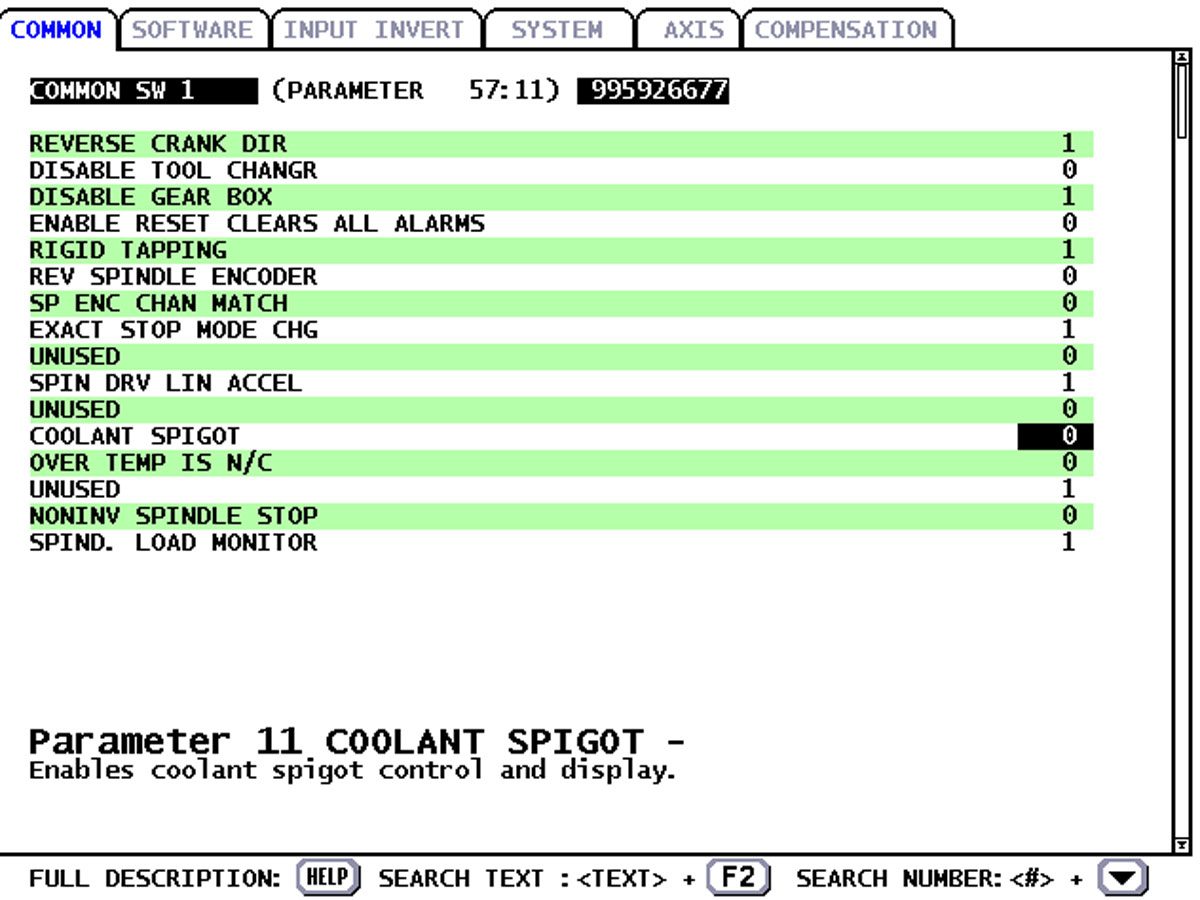
---spigot-positioning/Step_1_P_Cool_Valve.png)
---spigot-positioning/new-and-ngc-pics/step-2.png)
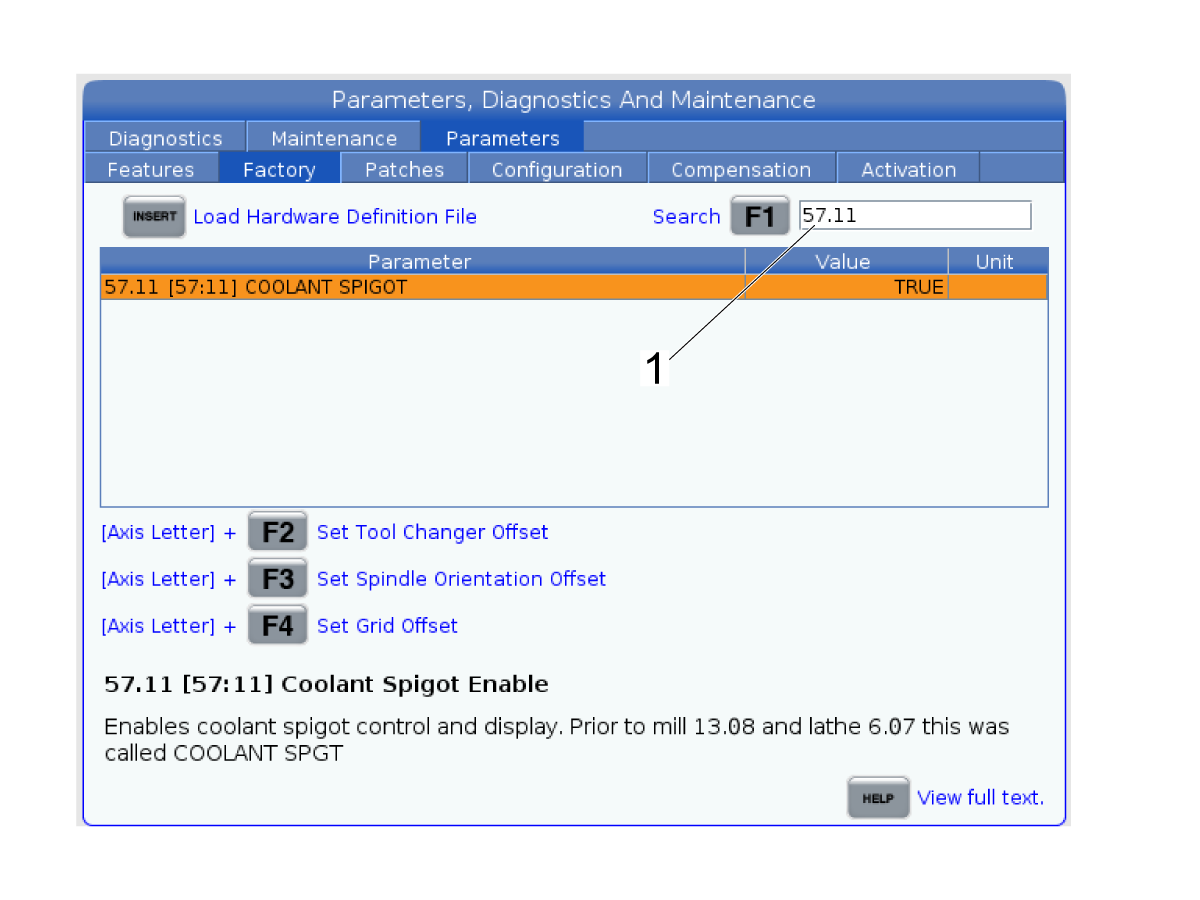
---spigot-positioning/STEP_2_Press_Offset.png)
---spigot-positioning/new-and-ngc-pics/step-3-(web).png)
---spigot-positioning/new-and-ngc-pics/step-4.png)
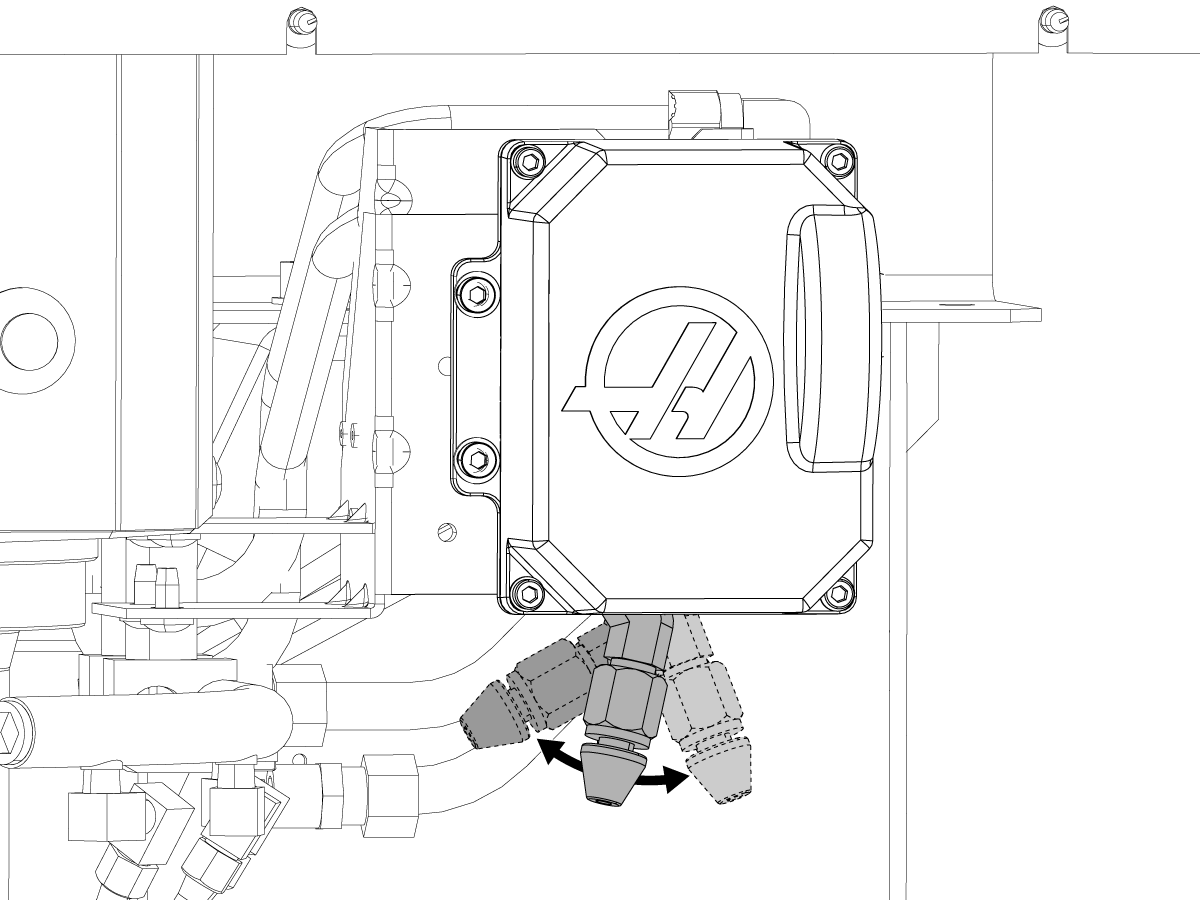
---spigot-positioning/STEP_4_CLNT_POS.png)
---spigot-positioning/new-and-ngc-pics/step-5.png)
---spigot-positioning/STEP_5_Select_Position.png)
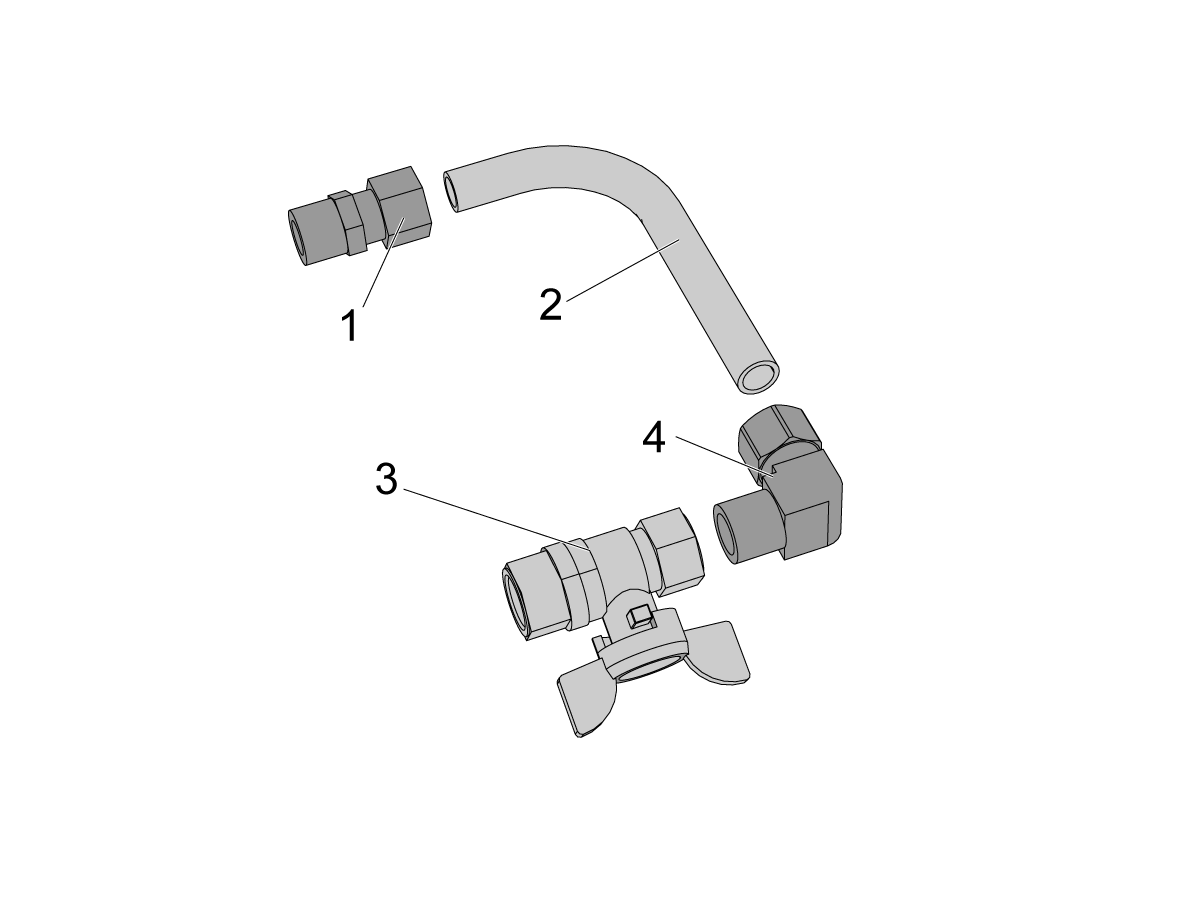
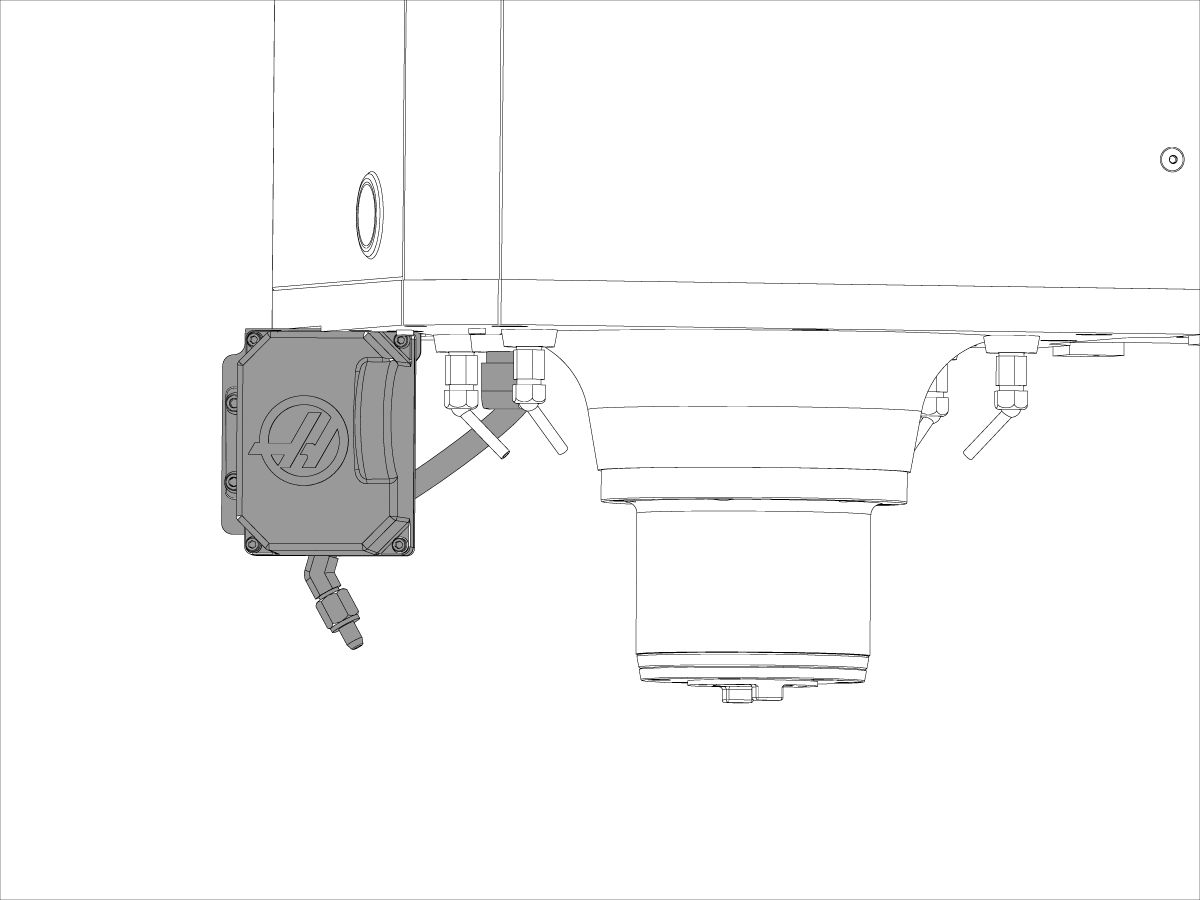
---replacement---vmc---ad0302/PCOOL_Overview.png)
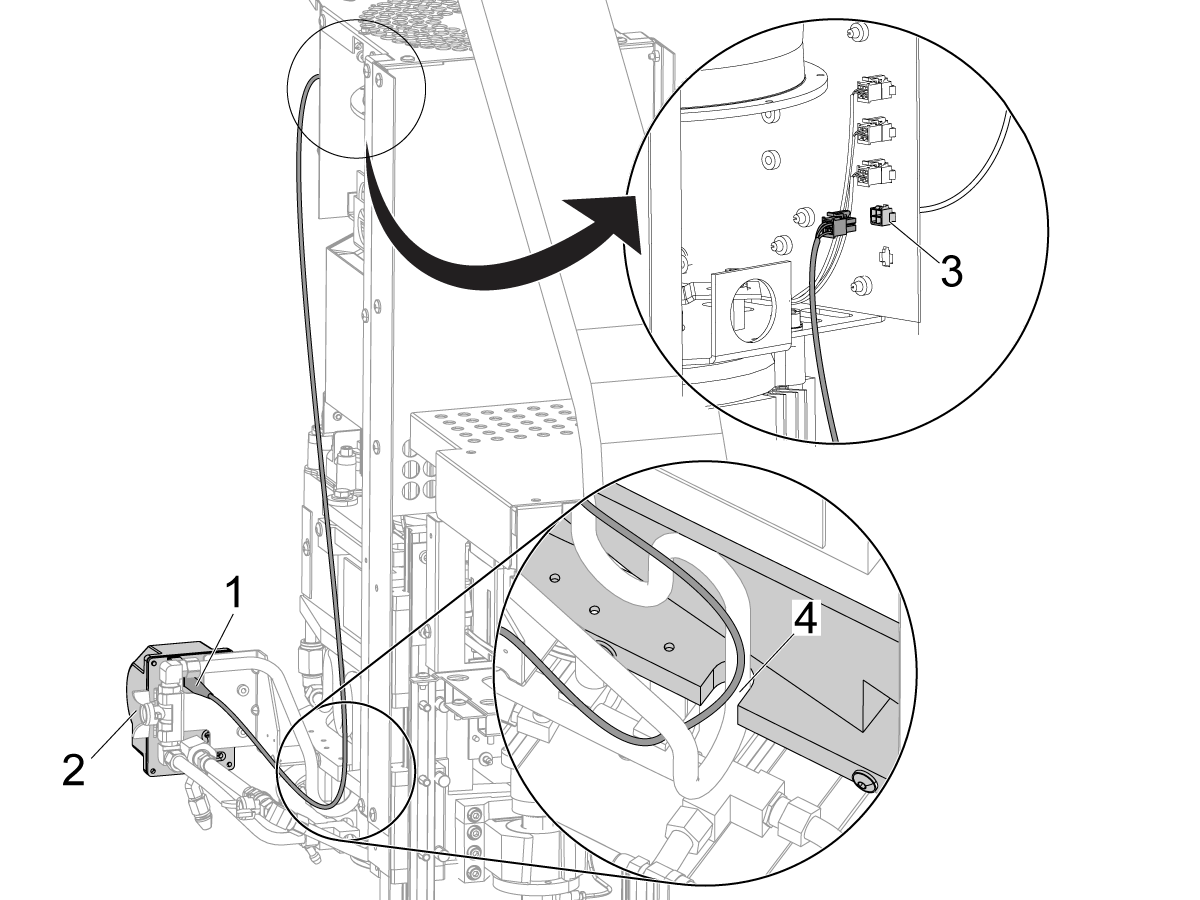
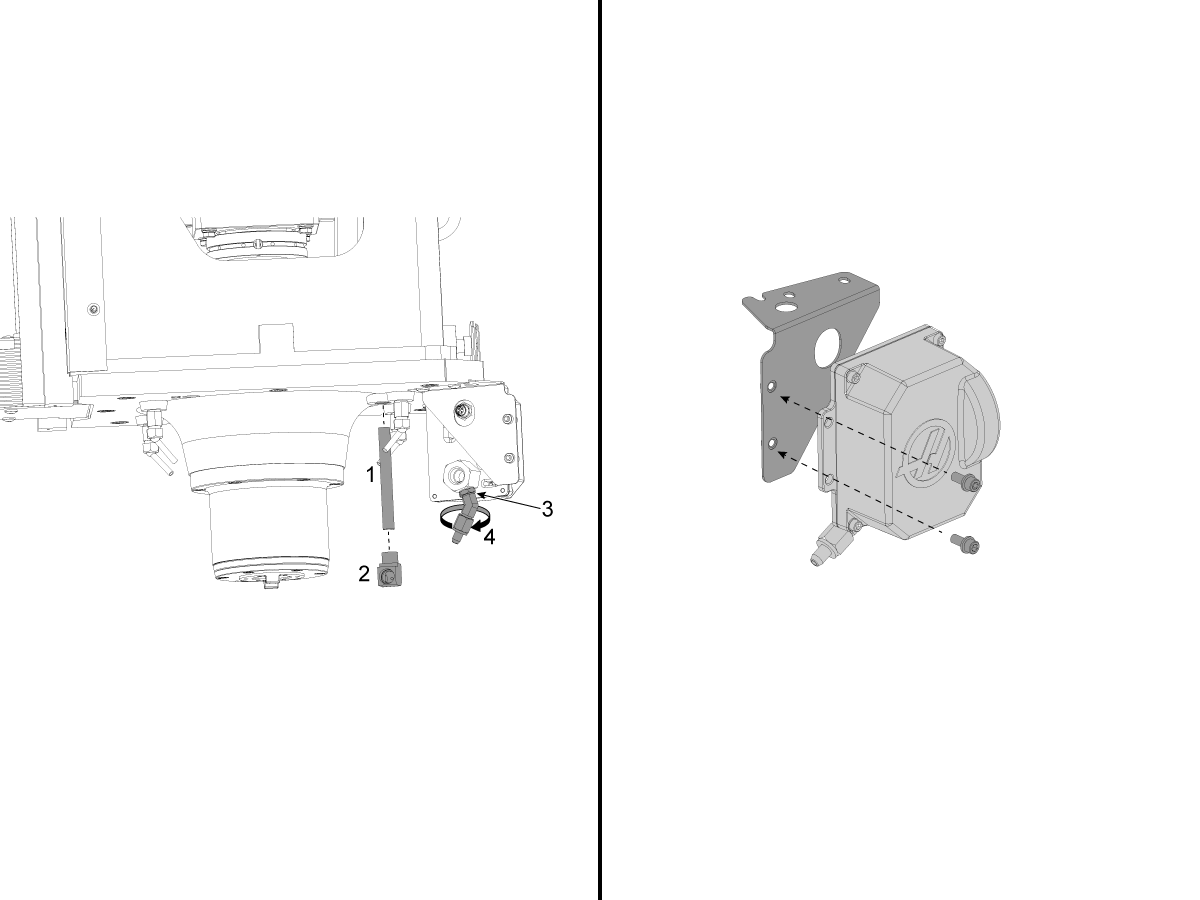
---replacement---vmc---ad0302/VMC_pcool_replacement_strain_relief_cable_overview2.png)
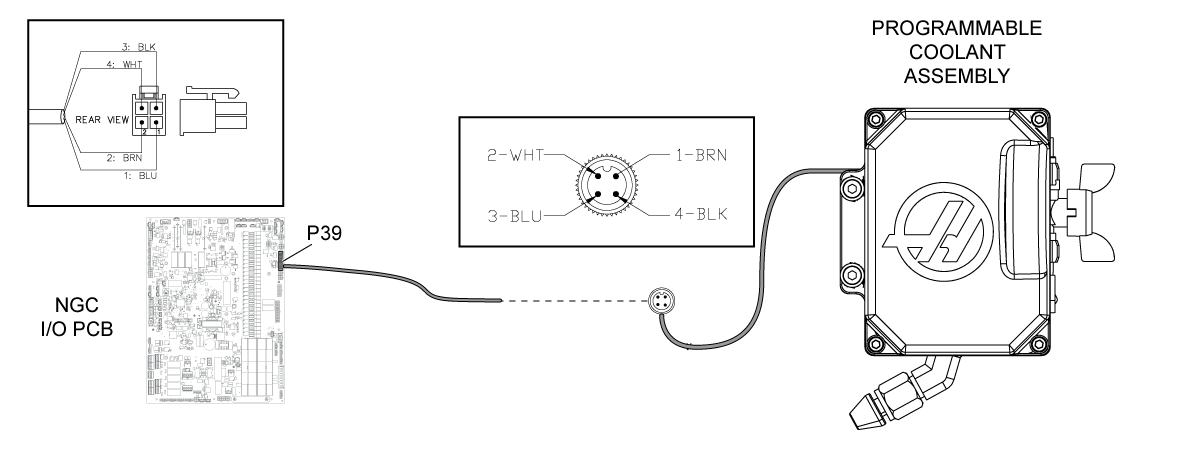
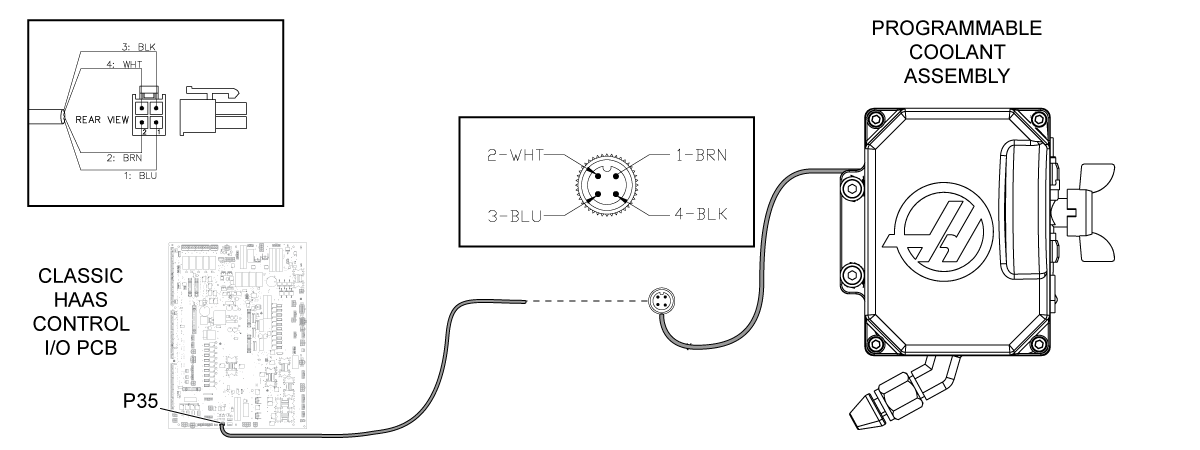
---replacement---vmc---ad0302/pcool_electrical_schematic_Rev_B_0.png)
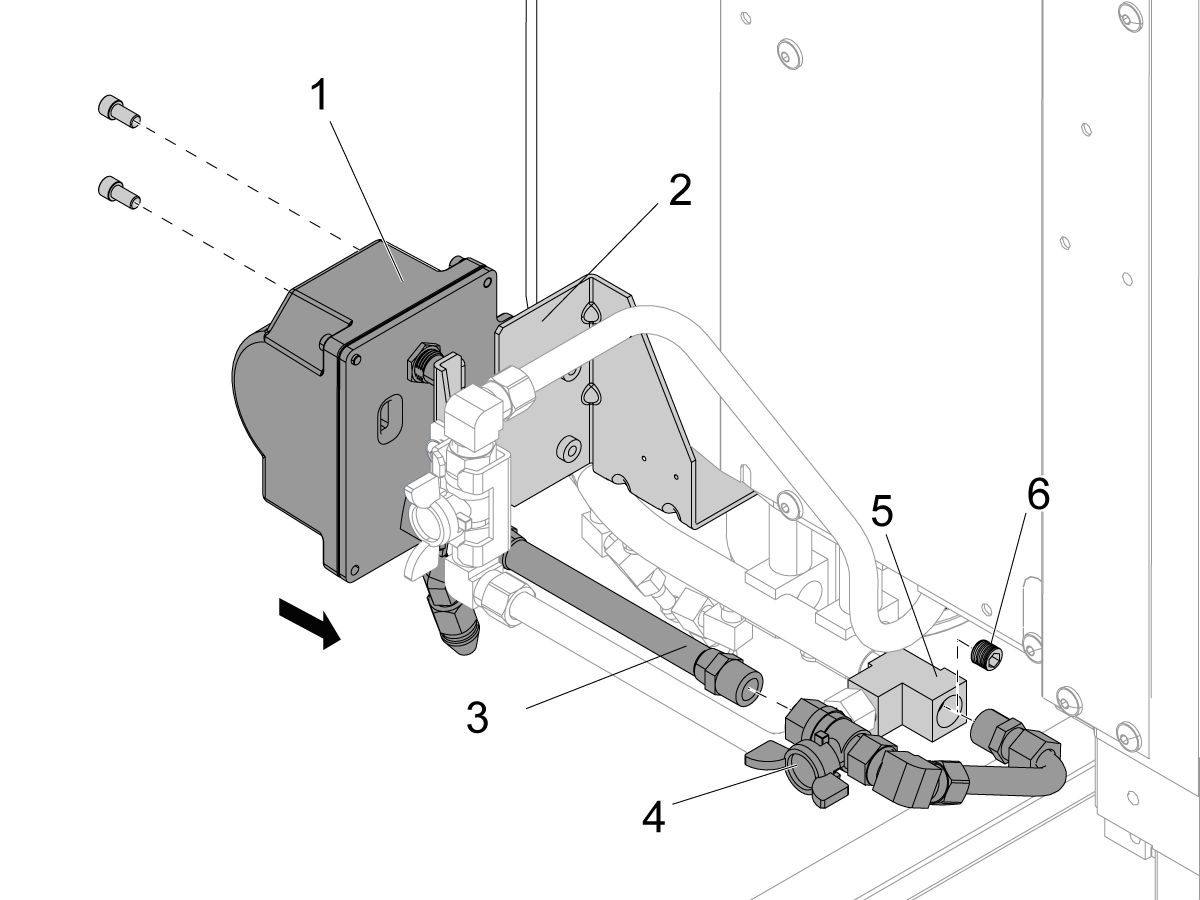
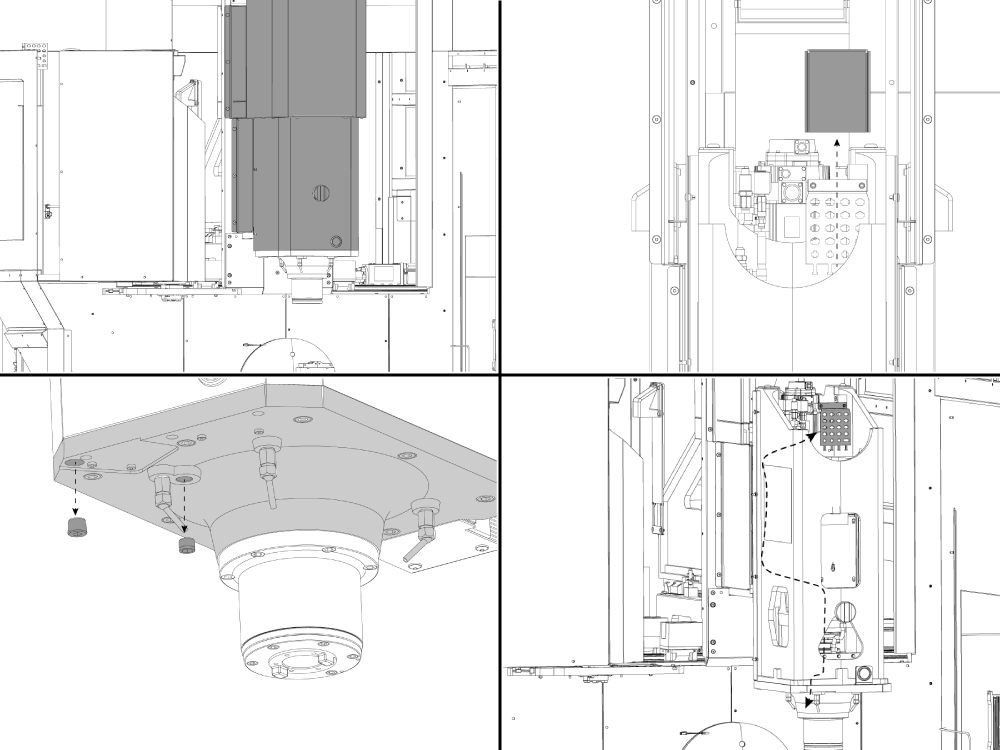
---replacement---vmc---ad0302/VMC_pcool_replacement_remove_old_assembly_Rev_C.png)
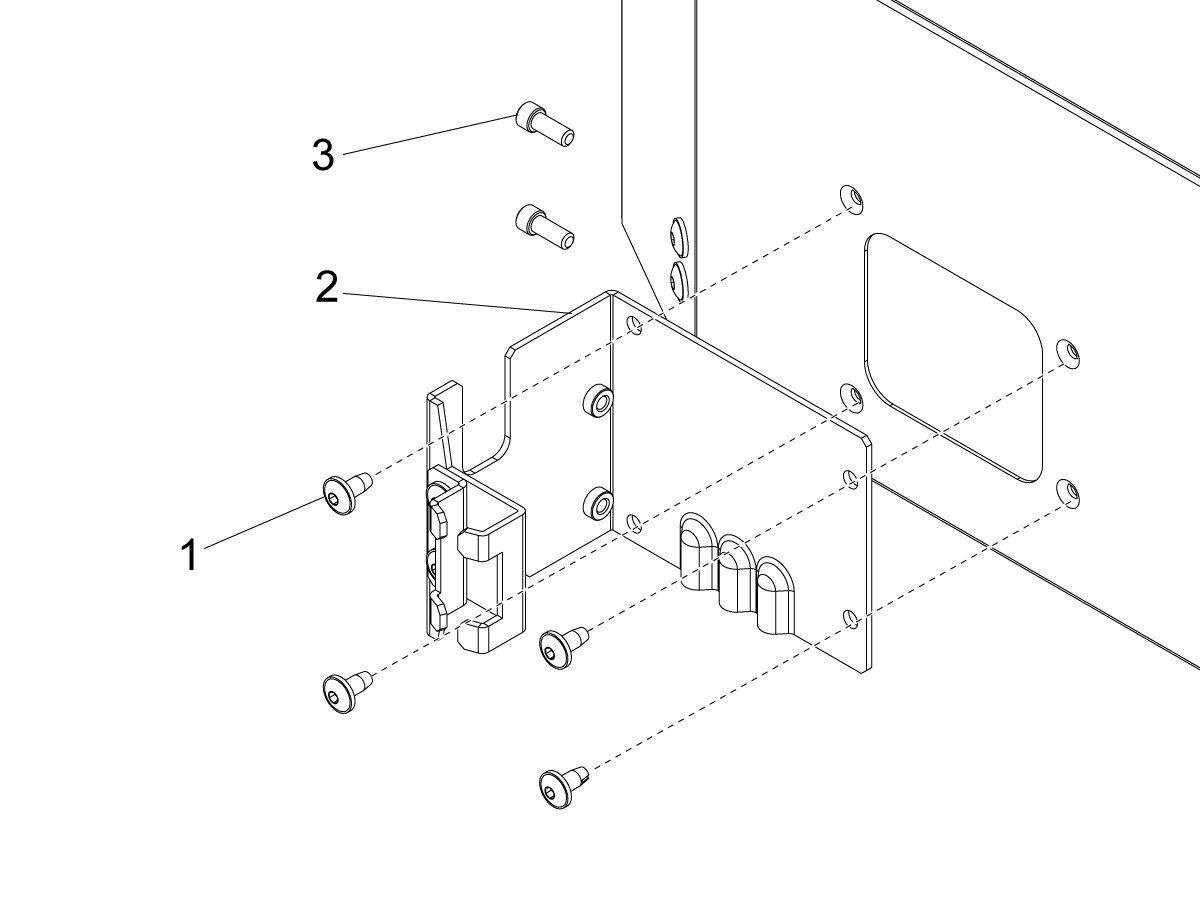
---replacement---vmc---ad0302/VMC_pcool_replacement_remove_M12_install_new_M12_Rev_E.png)
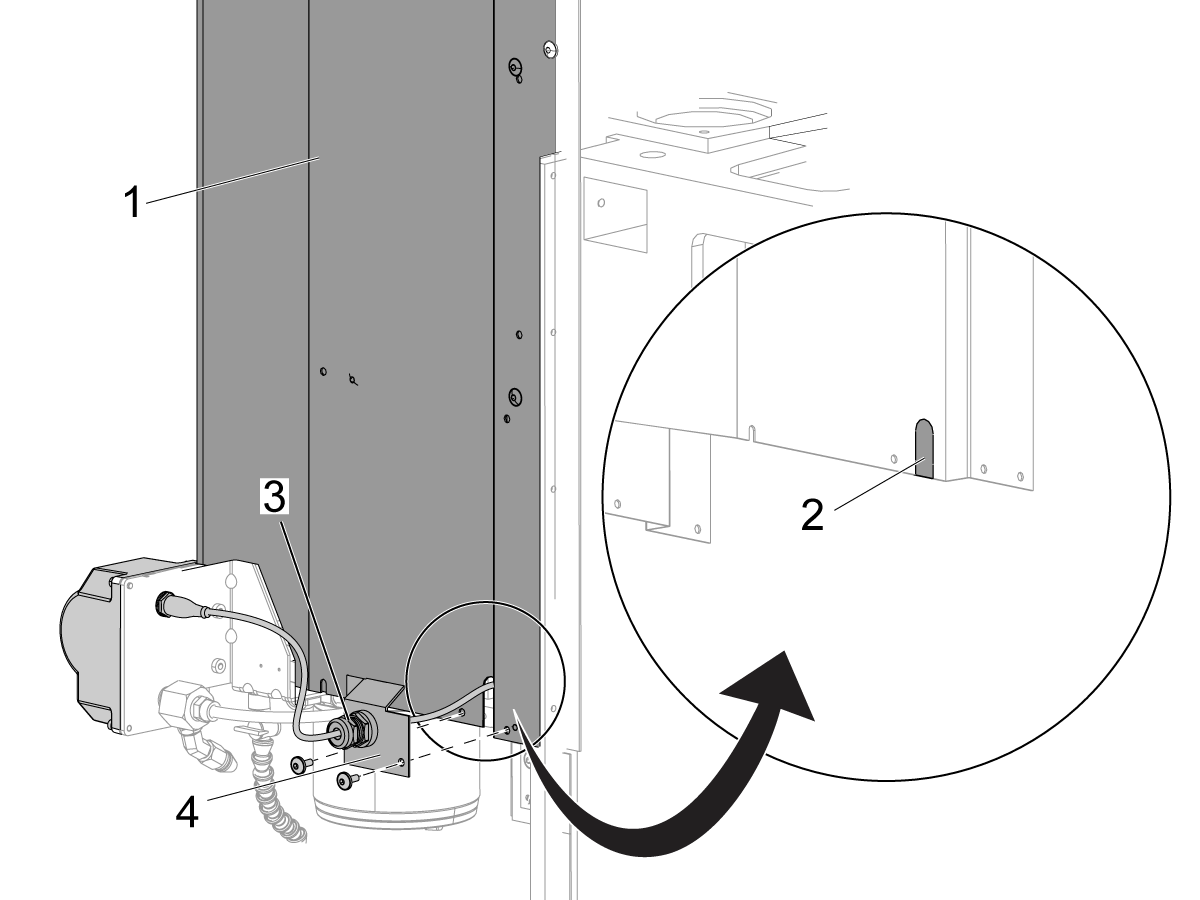
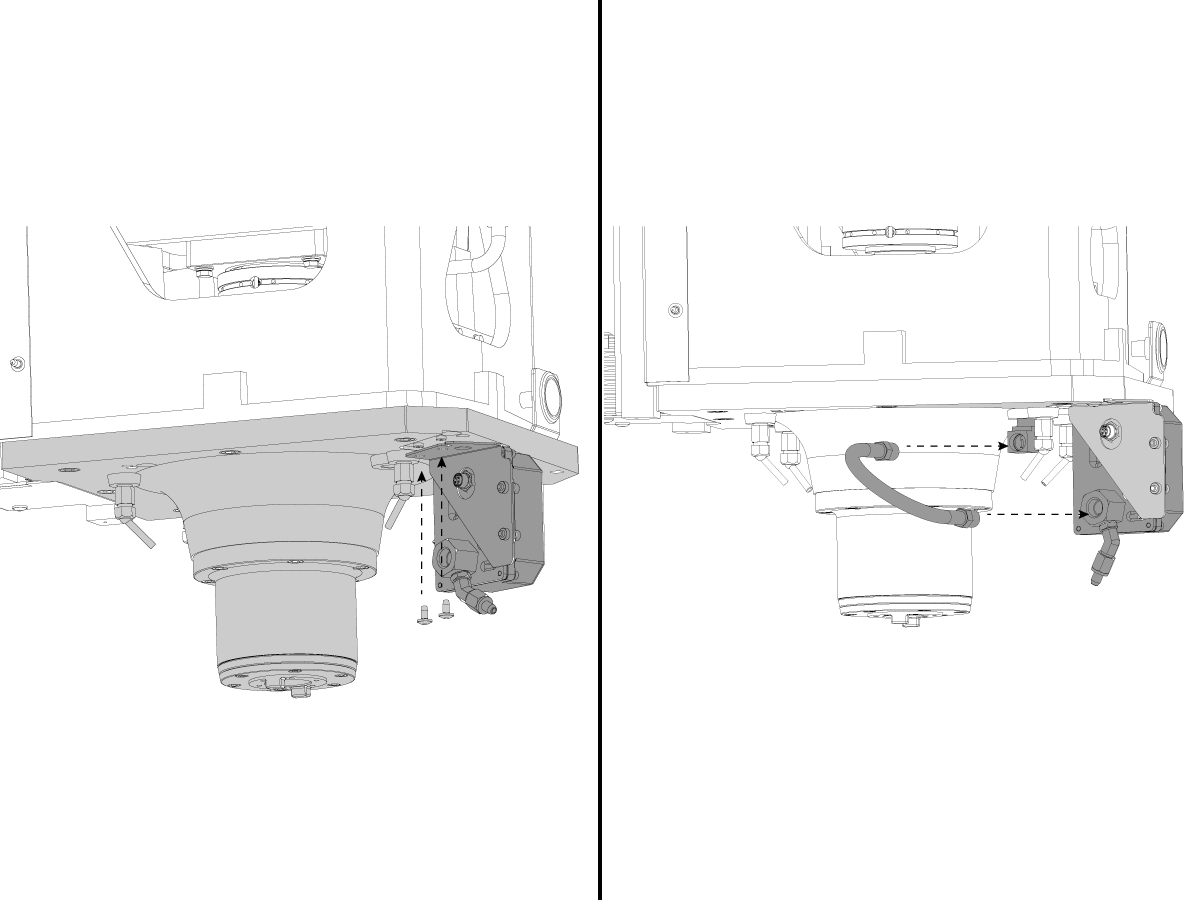
---replacement---vmc---ad0302/VMC_pcool_replacement_install_spindle_cover_cable_bracke_Rev_C.png)
.png)