

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
本程序涵盖 NGC 机床无线直观探测系统 (WIPS) 的校准和测试。
如果机床是在 2017 年 4 月之后制造的,或者具有软件版本 100.17.000.1012 或更高版本,则按照新一代控制器 - WIPS 完整探针校准 部分的说明操作。
否则,请按照新一代控制器 - 刀具探针校准和新一代控制器 - 加工探测校准 部分的说明操作。
工件探针测试
把工件测头置于主轴中。
在 MDI 模式中运行此代码:
M59 P3;
推动加工探测上的尖端。推动尖端后,会听到 "哔" 声音。这告诉您刀具探针已启动。
您也可以转到 I/O 选项卡上的 诊断 网页。监视 输入 为 PROBE_SIGNAL. 推动刀具探测上的尖端。
如果探头工作正常, 输入 为 PROBE_SIGNAL 变化。
刀具探针测试
在 MDI 模式中运行此代码:
M59 P2;
G04 P1.;
M59 P3;
推动工作台上安装的刀具探测的尖端。推动尖端后,会听到 "哔" 声音。这告诉您刀具探针已启动。
您也可以转到 I/O 选项卡上的 诊断 网页。监视 输入 为 PROBE_SIGNAL. 推动刀具探测上的尖端。
如果探头工作正常, 输入 为 PROBE_SIGNAL 变化。
本程序适用于 2017 年 4 月之后制造的 NGC 机器或具有软件版本的 NGC 机器 100.17.000.1012 或更大。
组装 OMP40-2 每个步骤的探头 OMP40-2 探头 - 安装 并验证刀座探头是否在 0.0002 内" 校准前的 TIR。
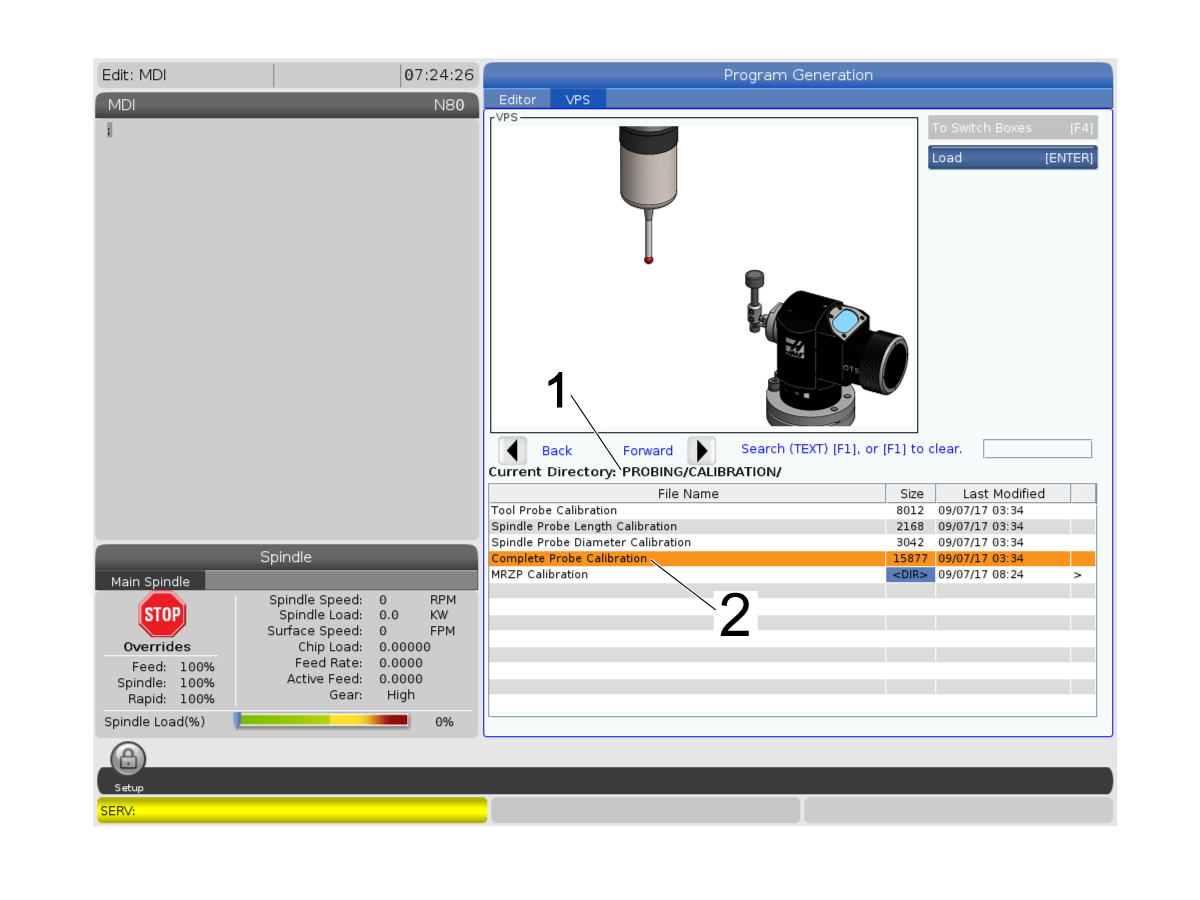
转到 [1] 编辑>Vps>探讨>校准>完整的探头校准 [2]
按照屏幕上的说明设置刀具,然后在 MDI 中运行完整的探测校准。
校准过程将在运行此程序后完成。
将校准杆 [1] 放入主轴。
将校准工具焦焦到大约 0.400" (10 毫米)以上的工具探头手写笔。
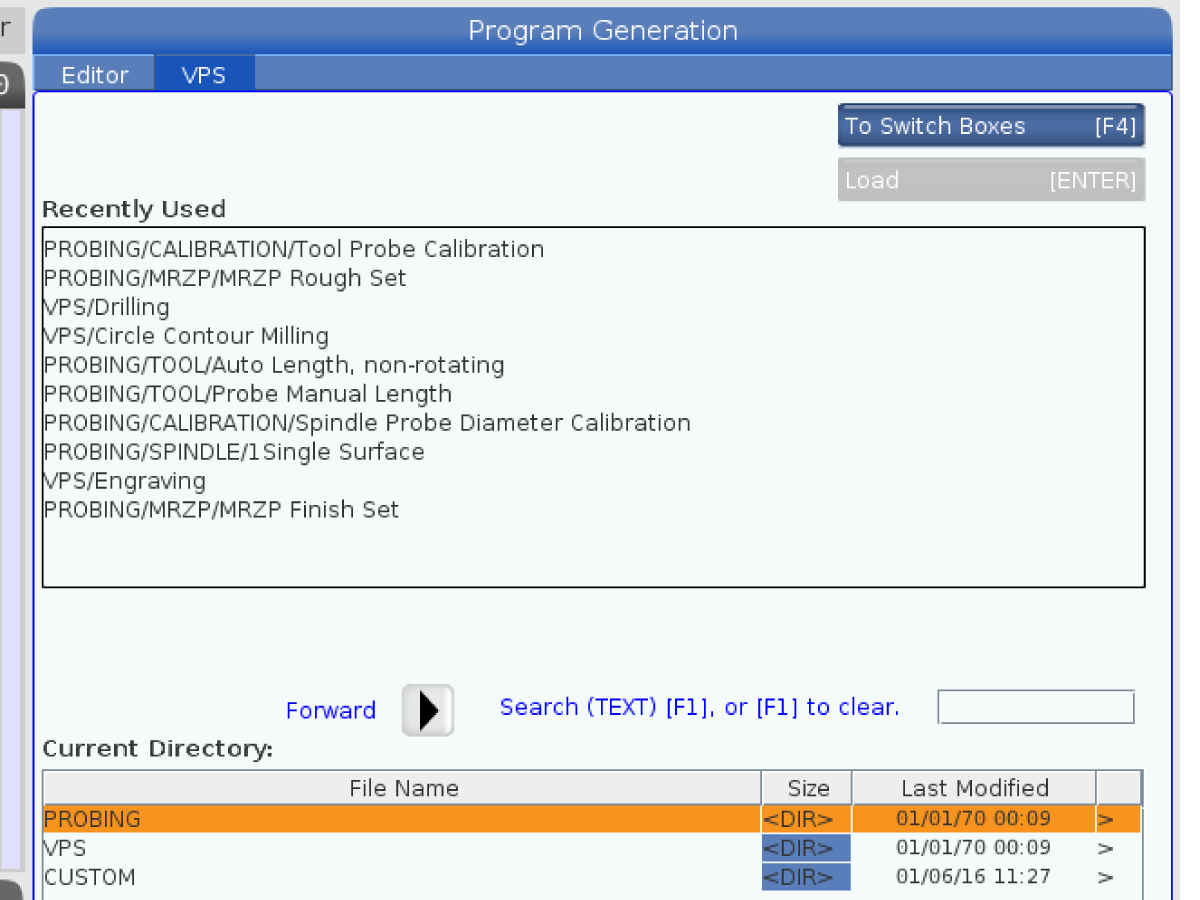
推 [EDIT]。
导航到 Vps。
推 [ENTER]。
选择 探讨 > 校准 > 工具探头校准 >
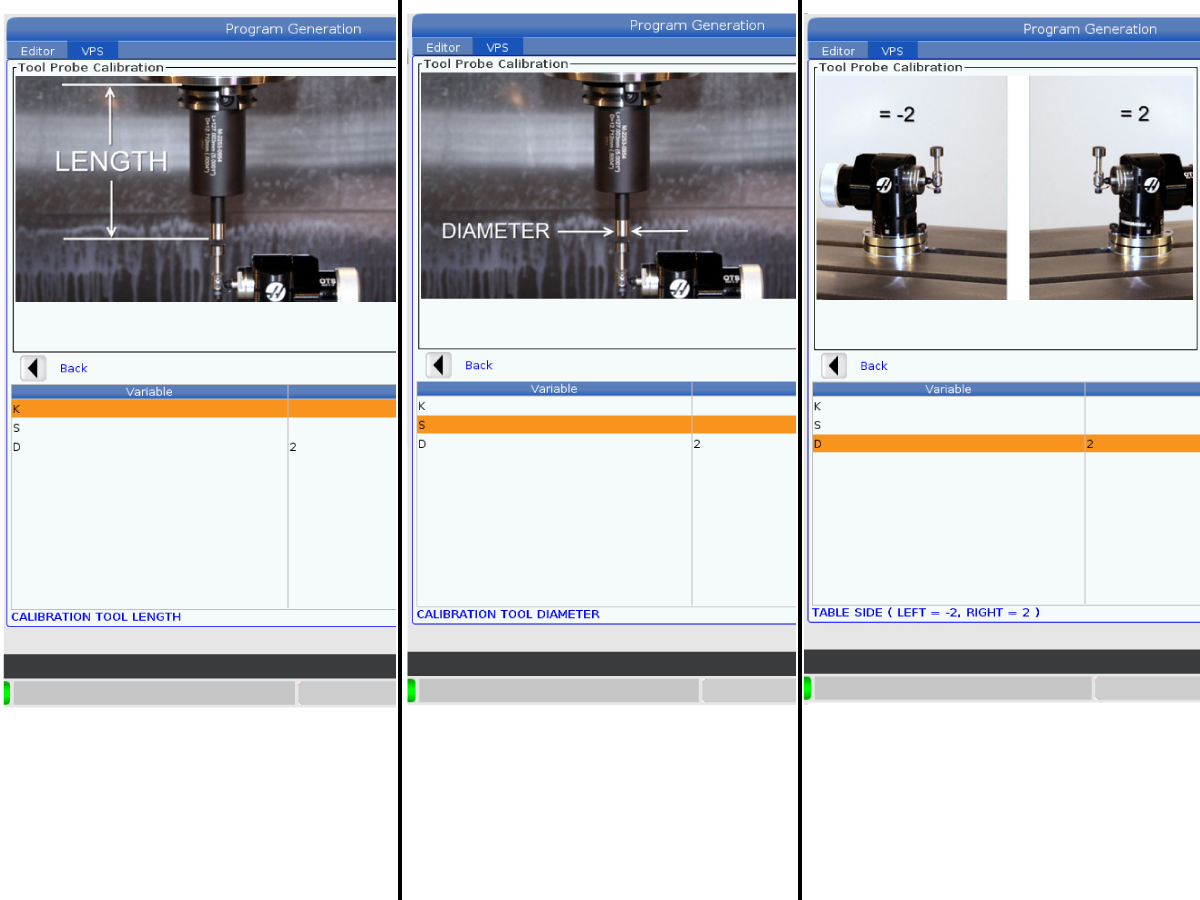
输入这些变量的值:
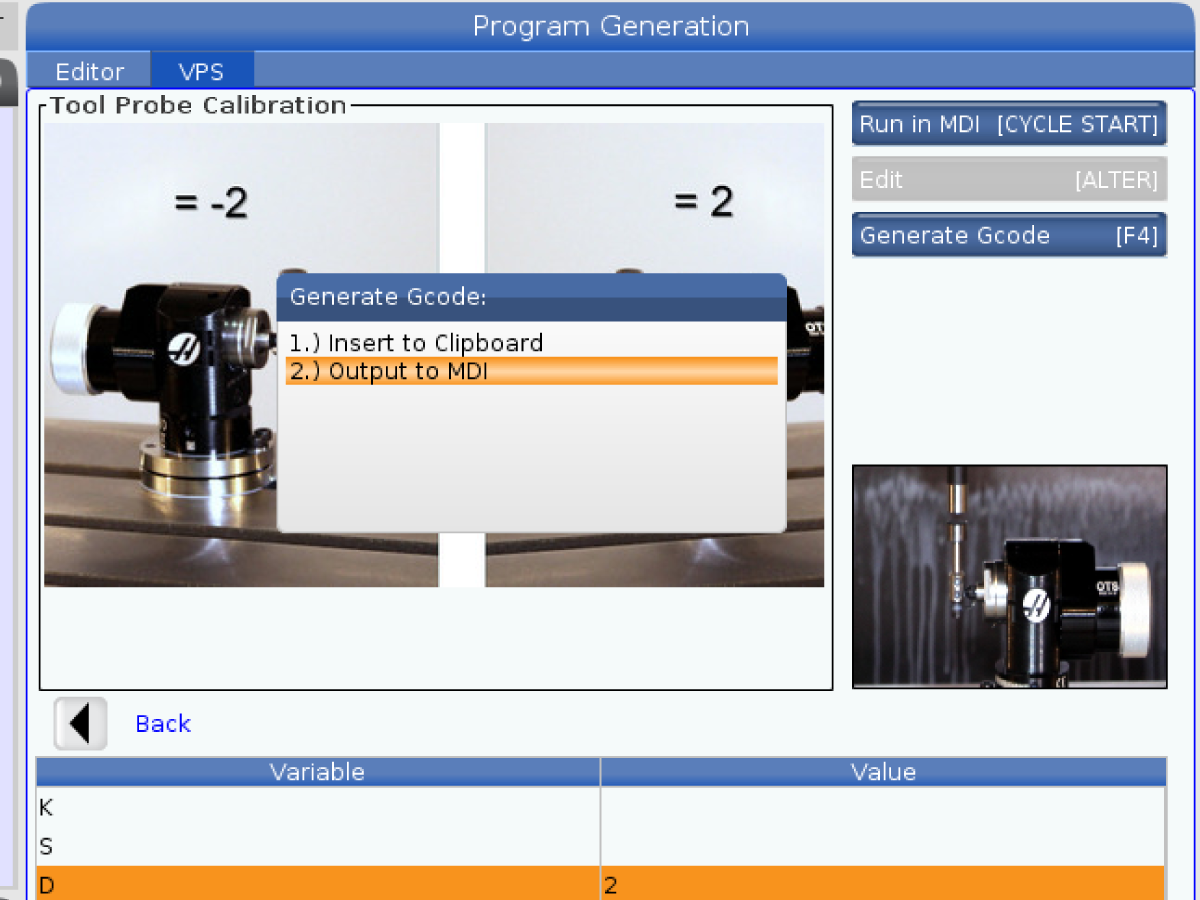
推 [F4]。
选择 输出到 MDI。
推 [ENTER]。这将代码发送到 MDI 窗口。
推 [CYCLE START] 运行校准程序。
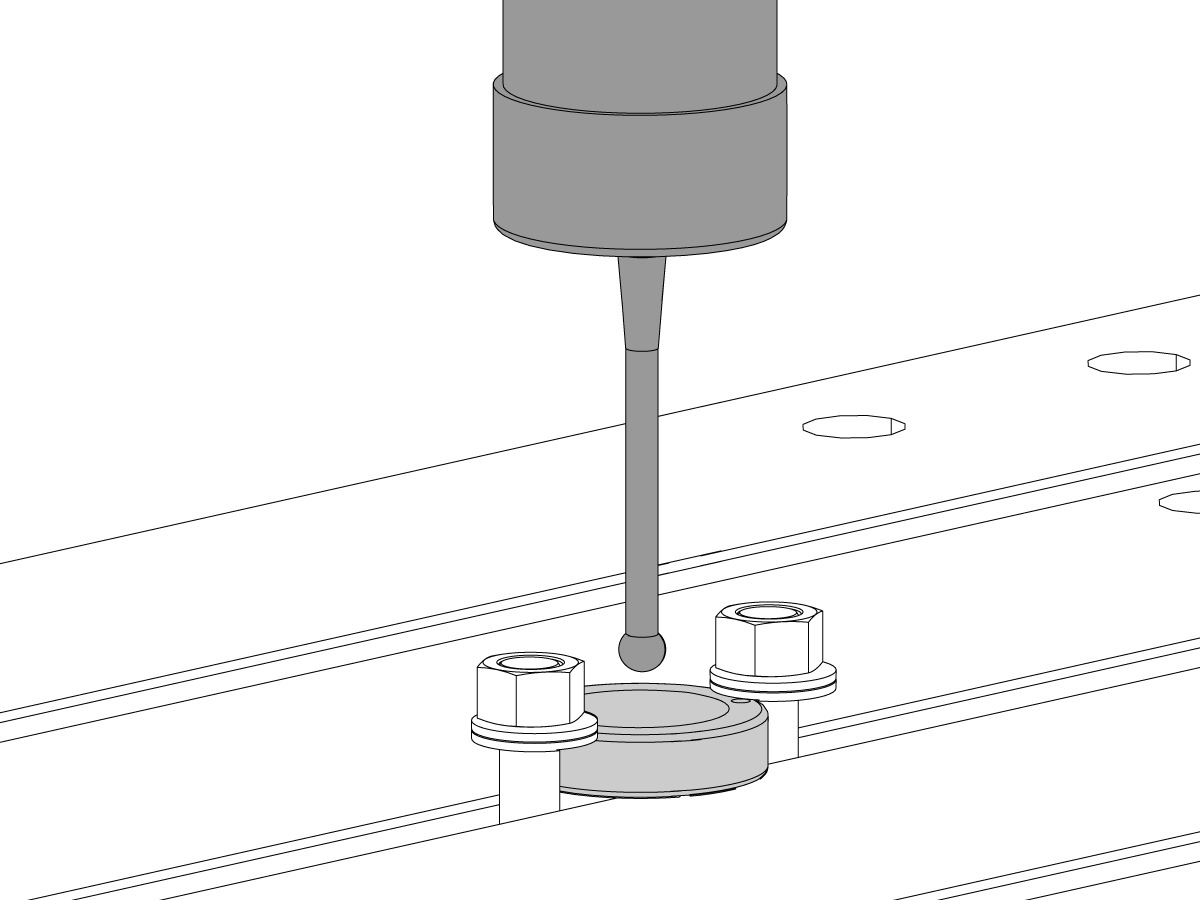
把加工探测装入主轴。
测量环规的内径。使用内部千分尺或孔规。如果内径写在仪表上,请使用该数字。
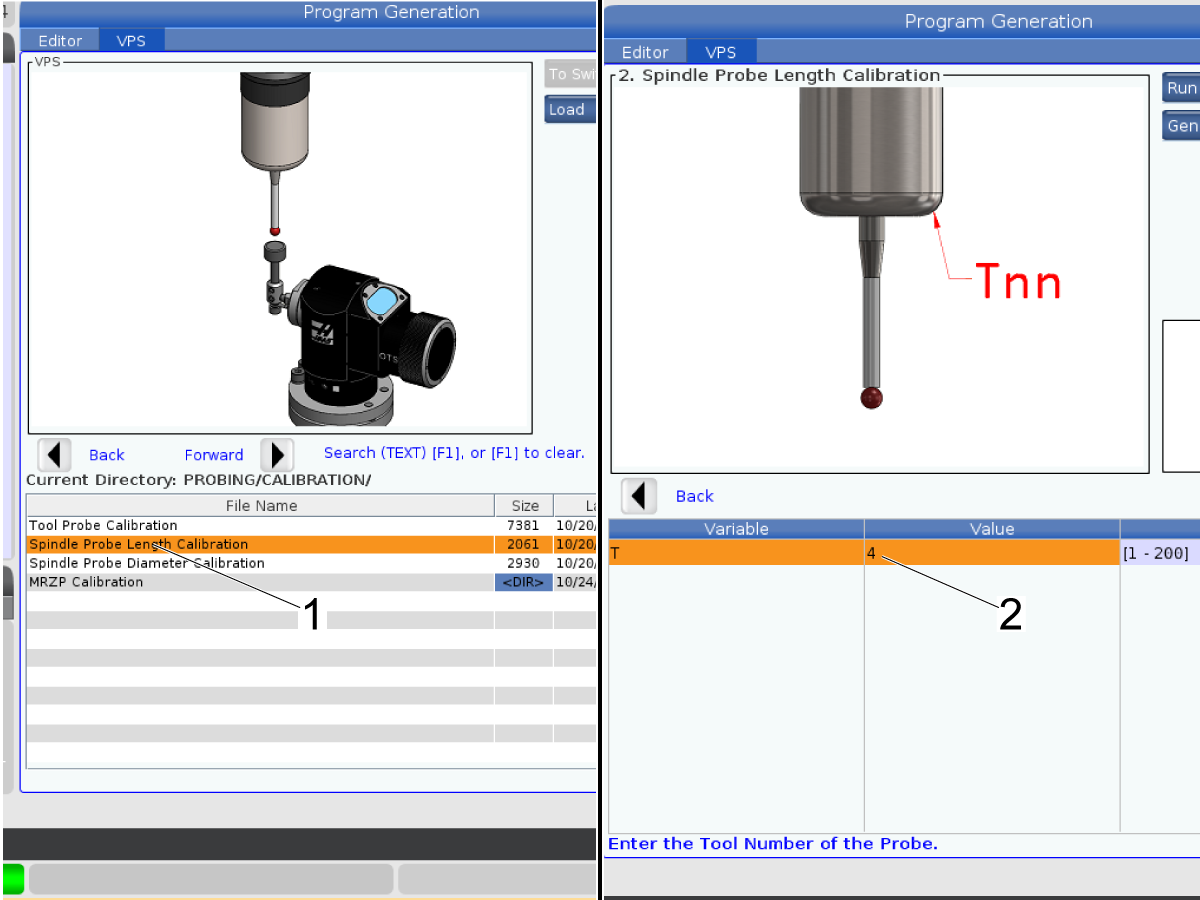
按 [EDIT]。 选择 Vps。
选择 探讨 然后选择 校准。
选择 主轴探头长度校准[1]。
键入工具编号 [2]。
按[F4]。按 [2] 将生成的代码发送到 MDI。按 [CYCLE START] 运行主轴探头长度校准。
按撤销返回主菜单。
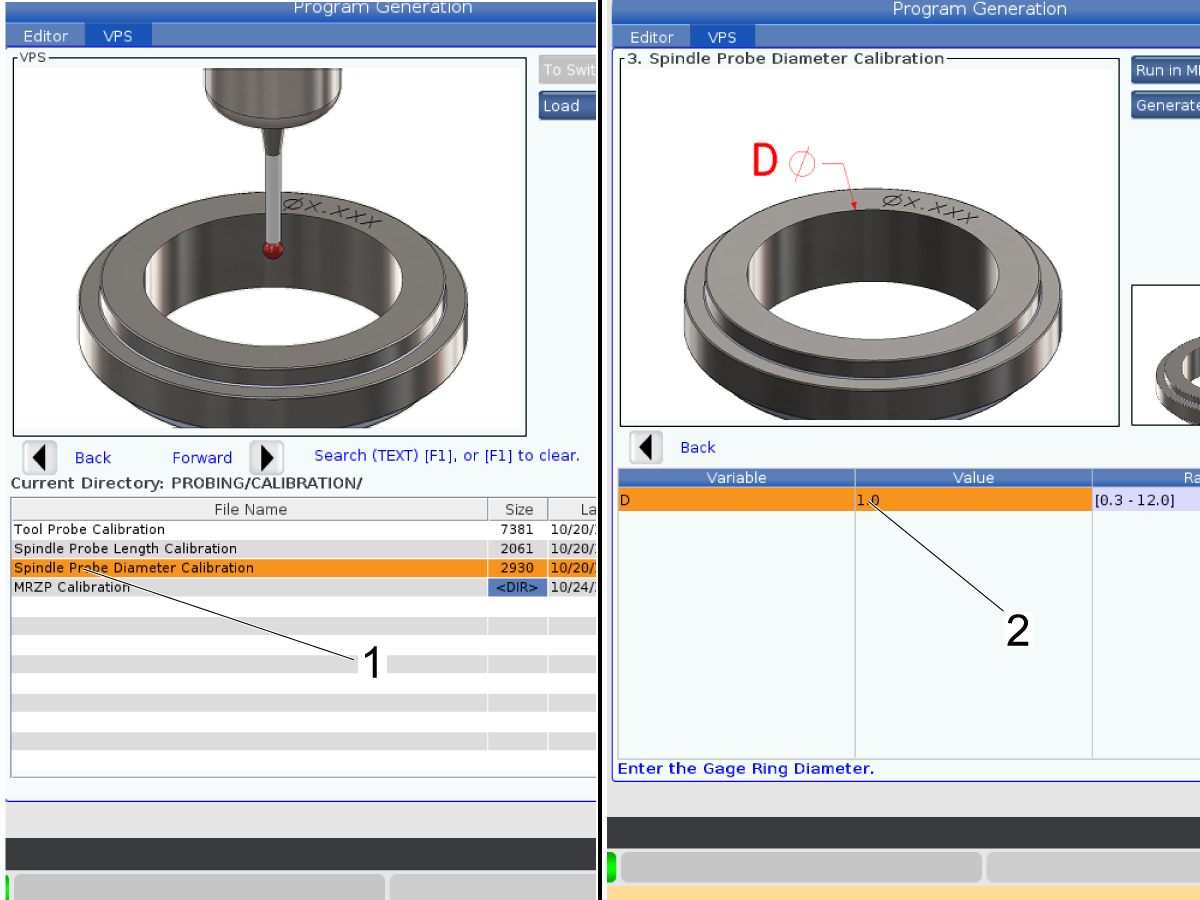
选择 探讨 然后选择 校准。
选择 主轴探头直径校准 [1]。
键入您测量和记录的直径 [2]。
按 [F4]。按 [2] 将生成的代码发送到 MDI。按 [CYCLE START] 运行主轴探头直径校准。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





