
-
tezgahlar
-
 Dik Frezeler
Dik Frezeler
Dik Frezeler
Dik Frezeler -
 Çok Eksenli Çözümler
Çok Eksenli Çözümler
Çok Eksenli Çözümler
Çok Eksenli Çözümler -
 Tornalar
Tornalar
Tornalar
Tornalar -
 Yatay Frezeler
Yatay Frezeler
Yatay Frezeler
Yatay Frezeler -
 Döner ve İndeksleyici
Döner ve İndeksleyici
Döner ve İndeksleyici
Döner ve İndeksleyici -
 Otomasyon Sistemleri
Otomasyon Sistemleri
Otomasyon Sistemleri
Otomasyon Sistemleri -
 Masaüstü Makineler
Masaüstü Makineler
Masaüstü Makineler
Masaüstü Makineler -
 Atölye Ekipmanı
Atölye Ekipmanı
Atölye Ekipmanı
Atölye Ekipmanı
ALIŞVERİŞ ARAÇLARIBİR YETKİLİYLE Mİ GÖRÜŞMEK İSTİYORSUNUZ?Bir Haas Fabrika Satış Mağazası (HFO) sorularınızı cevaplayabilir ve en iyi seçenekler konusunda size yardımcı olabilir.
CONTACT YOUR DISTRIBUTOR > -
-
Seçenekler
-
 İş Milleri
İş Milleri
İş Milleri
İş Milleri -
 Takım Değiştiriciler
Takım Değiştiriciler
Takım Değiştiriciler
Takım Değiştiriciler -
 4. | 5. Eksen
4. | 5. Eksen
4. | 5. Eksen
4. | 5. Eksen -
 Taretleri ve Tahrik Takımı
Taretleri ve Tahrik Takımı
Taretleri ve Tahrik Takımı
Taretleri ve Tahrik Takımı -
 Problama
Problama
Problama
Problama -
 Talaş ve Soğutma Sıvısı Yönetimi
Talaş ve Soğutma Sıvısı Yönetimi
Talaş ve Soğutma Sıvısı Yönetimi
Talaş ve Soğutma Sıvısı Yönetimi -
 Haas Kontrol Ünitesi
Haas Kontrol Ünitesi
Haas Kontrol Ünitesi
Haas Kontrol Ünitesi -
 Ürün Seçenekleri
Ürün Seçenekleri
Ürün Seçenekleri
Ürün Seçenekleri -
 Takımlar ve Fikstürleme
Takımlar ve Fikstürleme
Takımlar ve Fikstürleme
Takımlar ve Fikstürleme -
 İş Parçası Bağlama
İş Parçası Bağlama
İş Parçası Bağlama
İş Parçası Bağlama -
-
 5 Eksen Çözümler
5 Eksen Çözümler
5 Eksen Çözümler
5 Eksen Çözümler -
 Otomasyon
Otomasyon
Otomasyon
Otomasyon
ALIŞVERİŞ ARAÇLARIBİR YETKİLİYLE Mİ GÖRÜŞMEK İSTİYORSUNUZ?Bir Haas Fabrika Satış Mağazası (HFO) sorularınızı cevaplayabilir ve en iyi seçenekler konusunda size yardımcı olabilir.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Haas Farkını Keşfedin
-
Servis
- Videolar








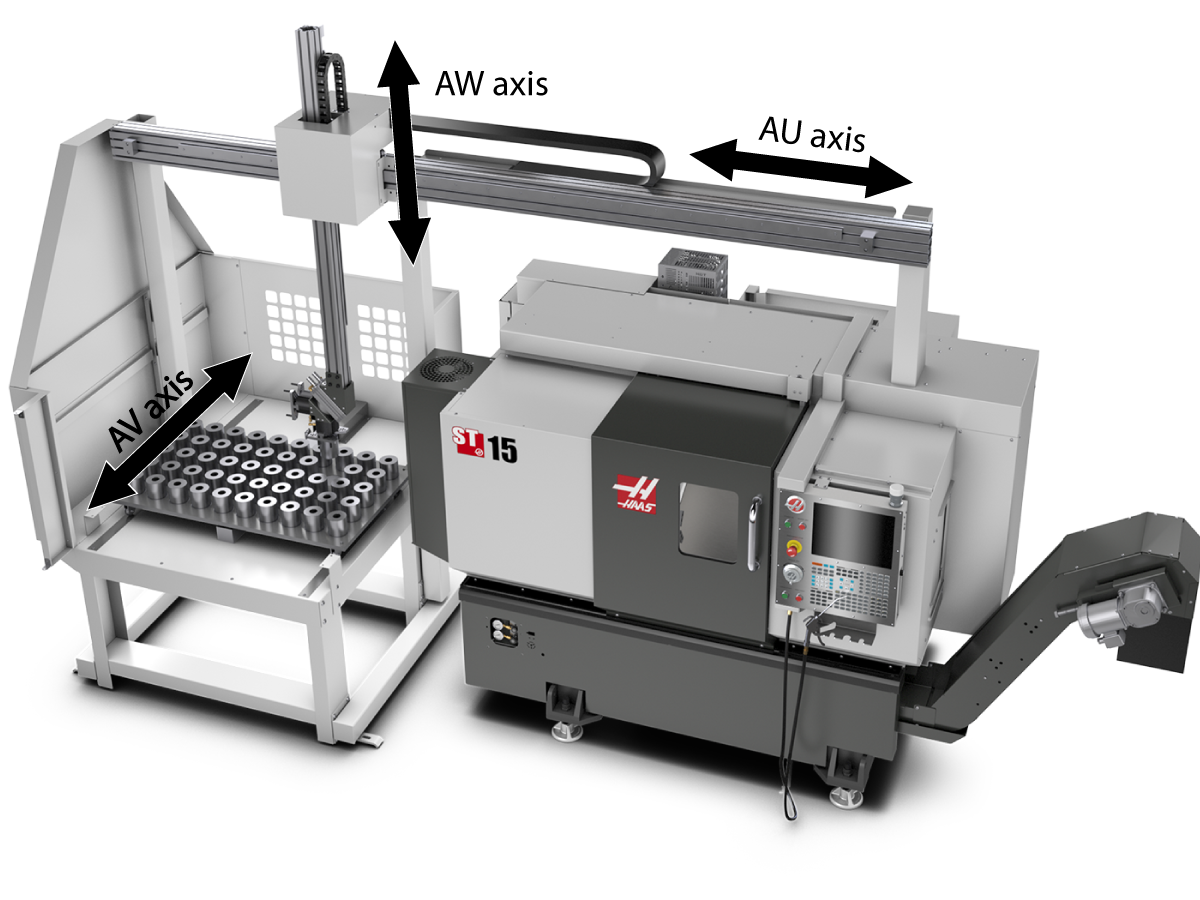
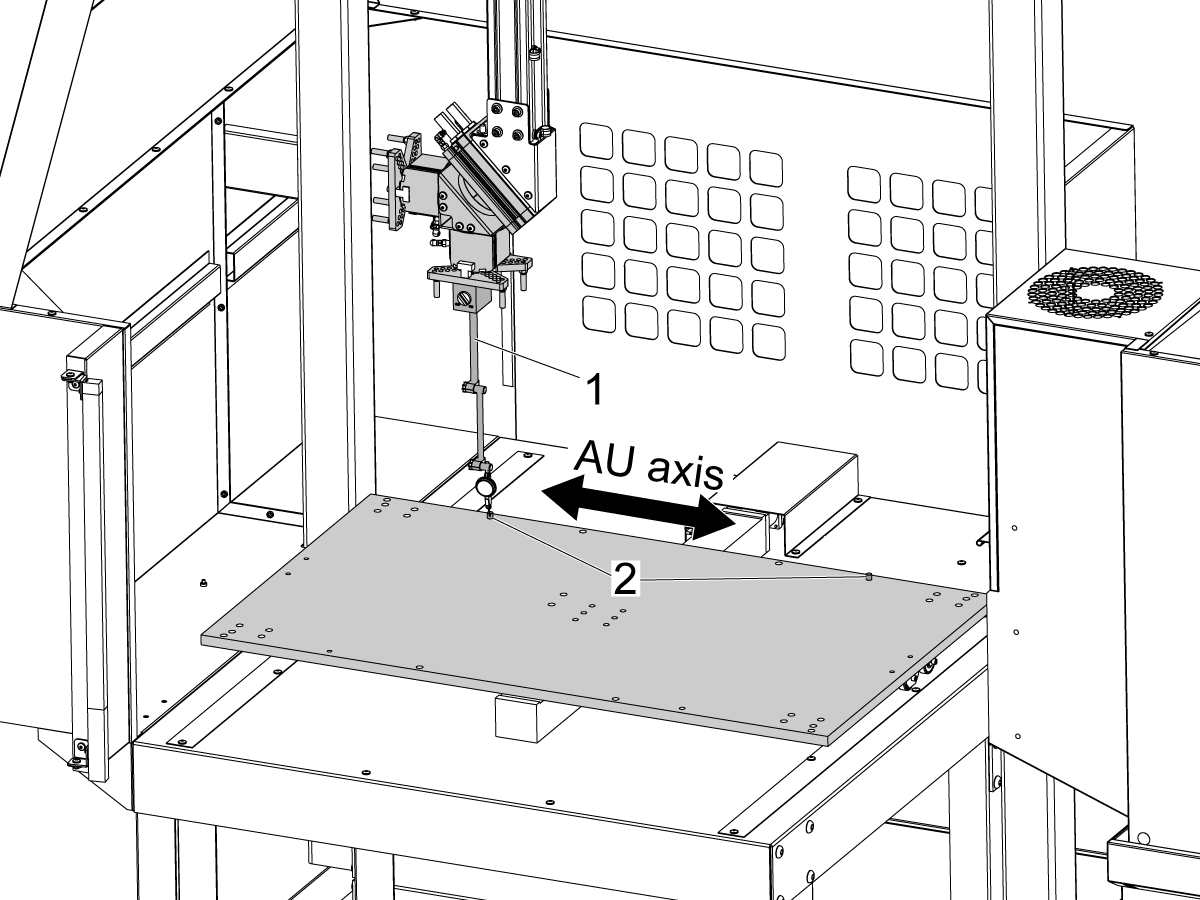
---vertical---installation/APL-Axis-Directions.png)
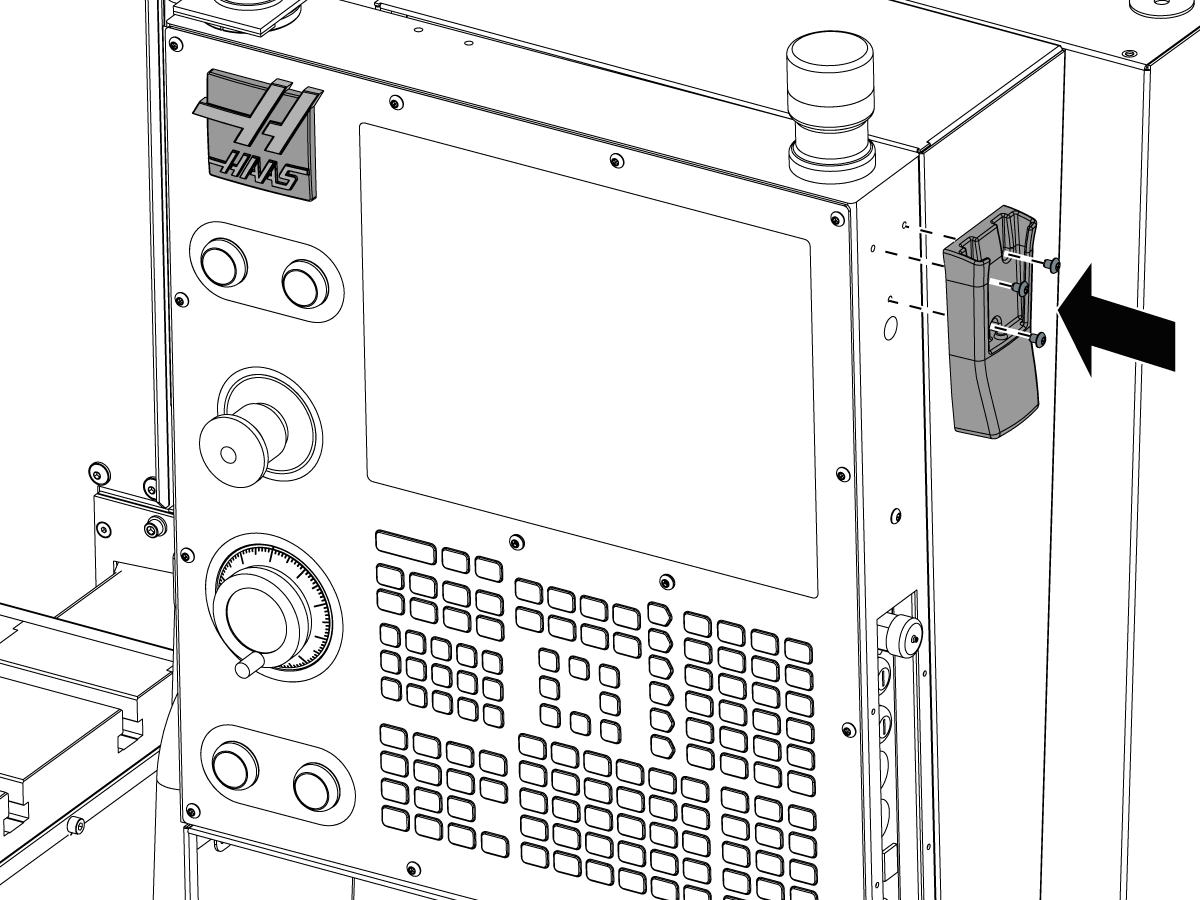
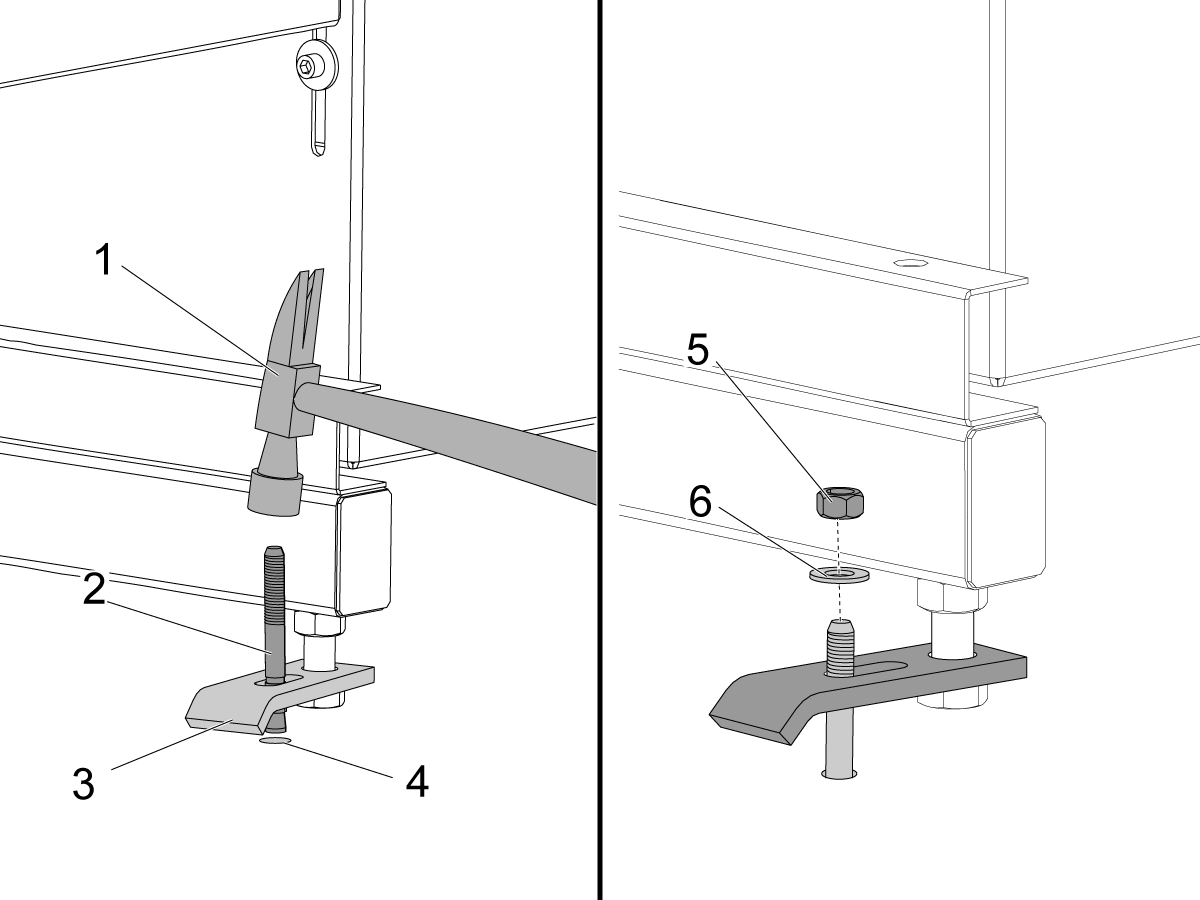
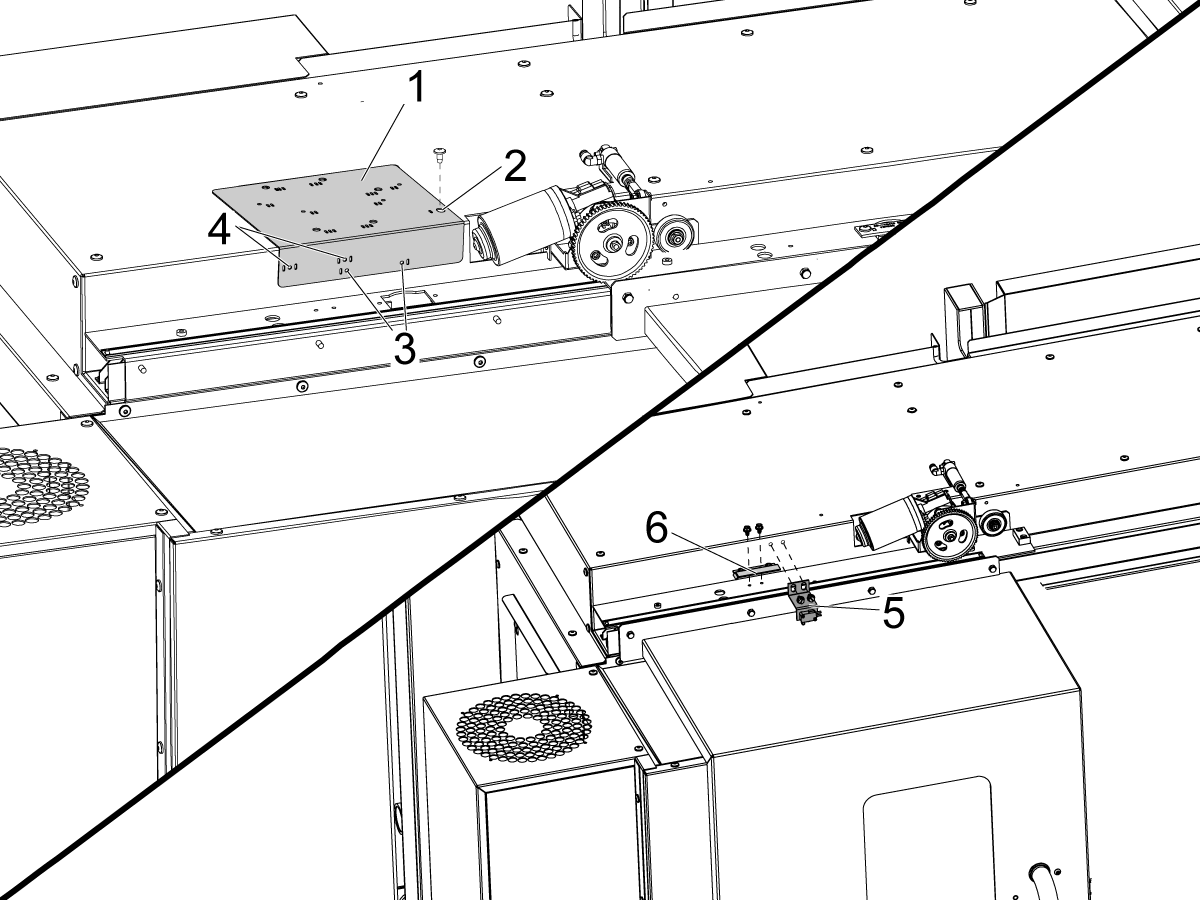
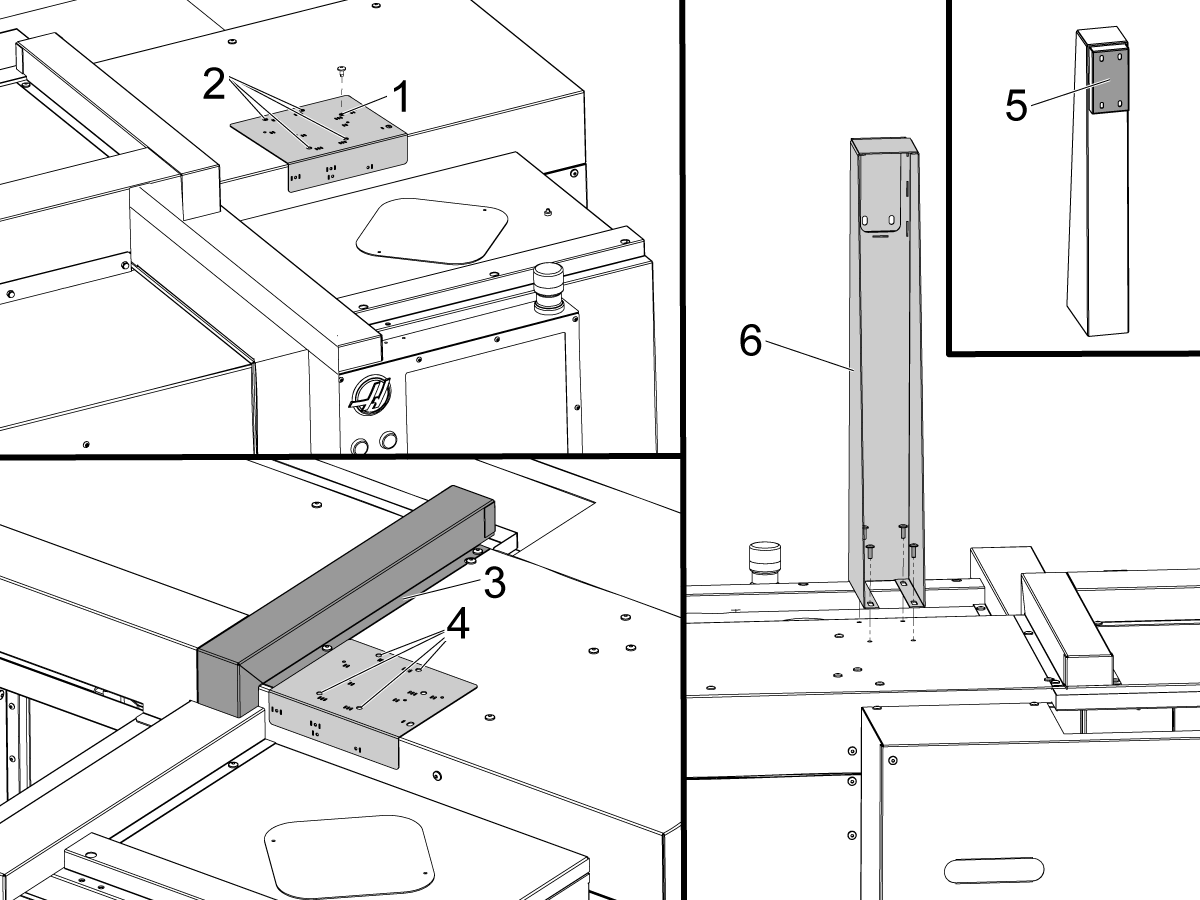
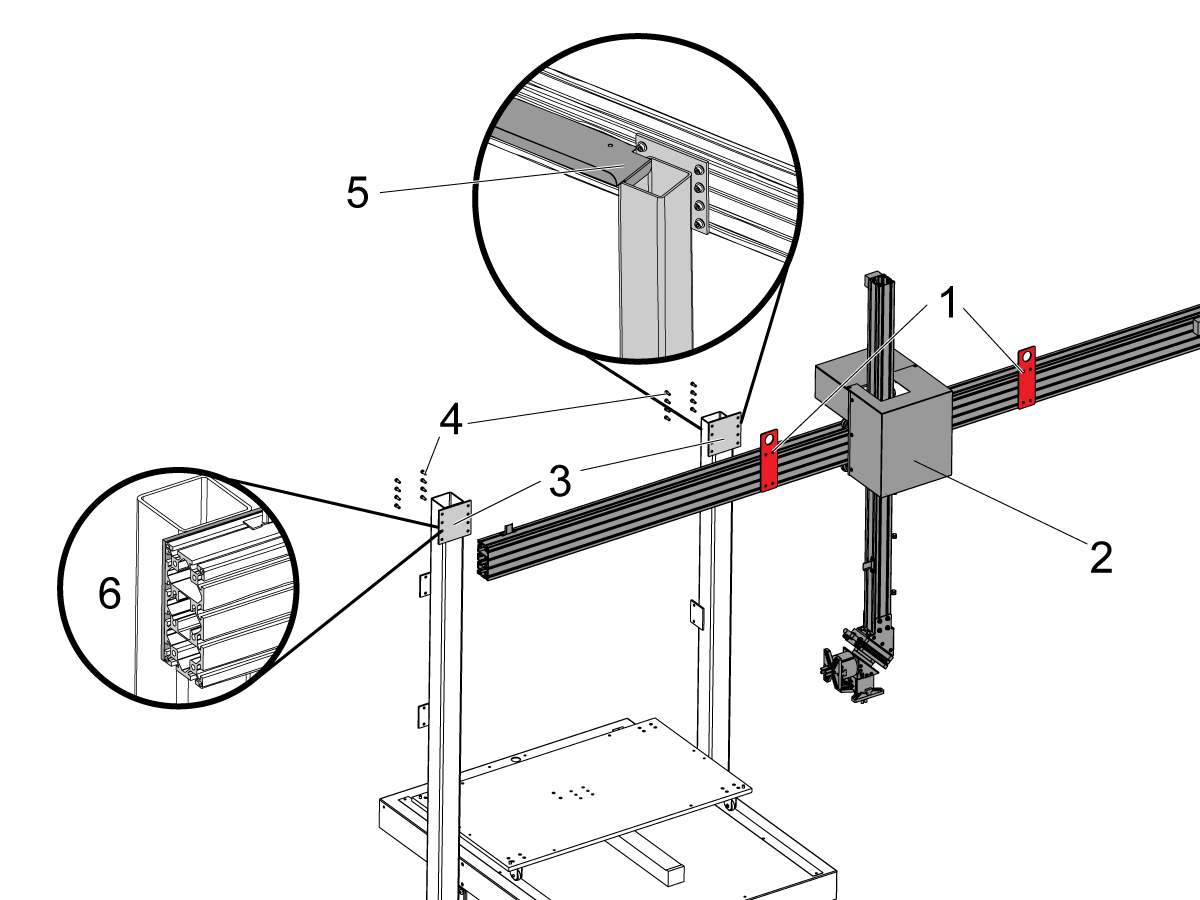
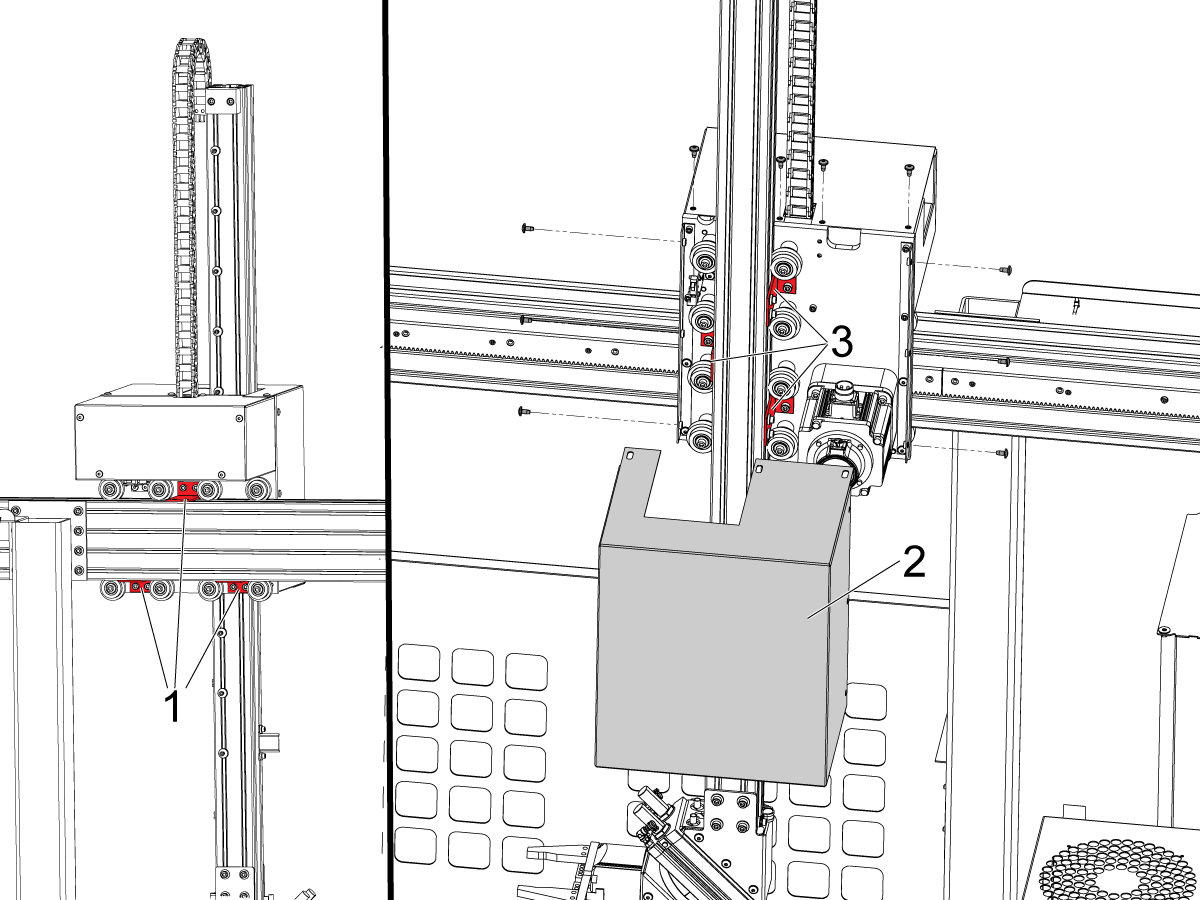
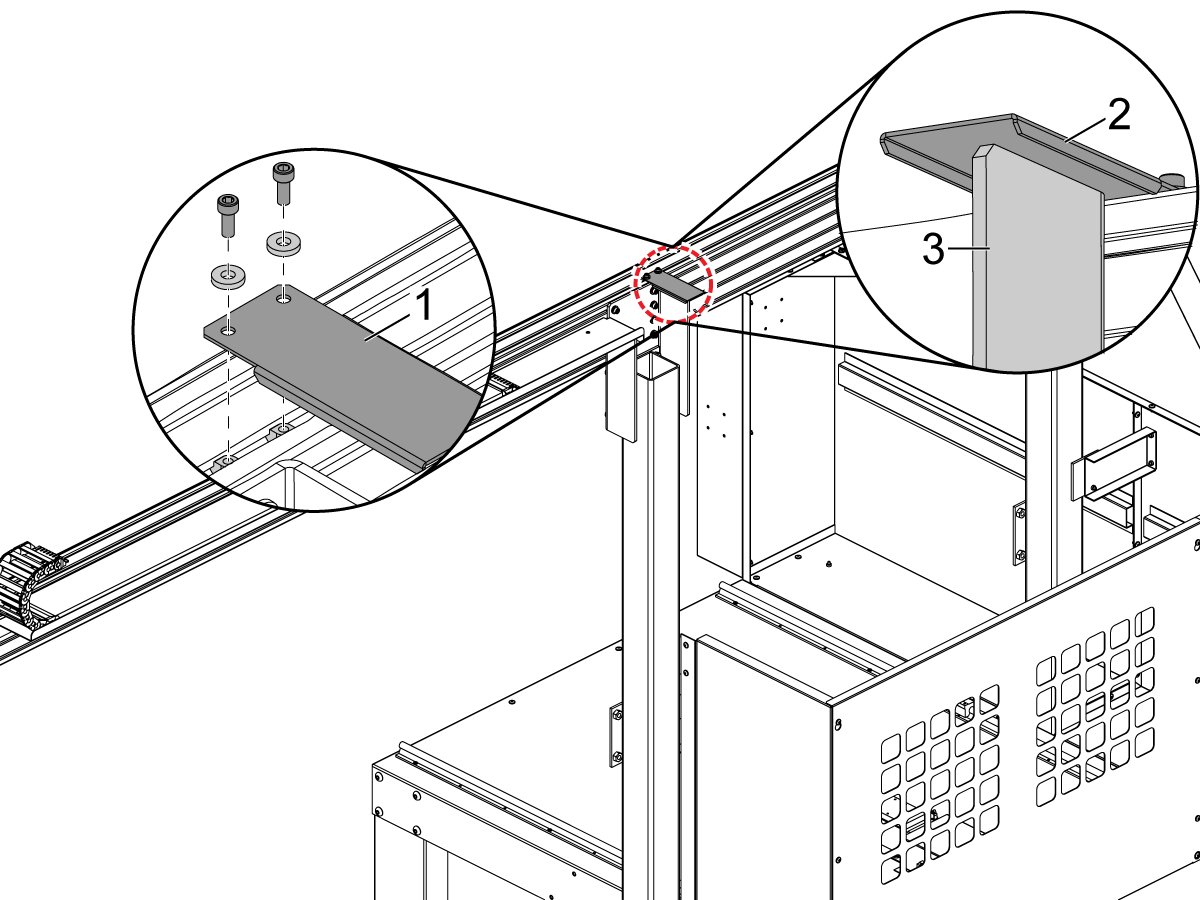
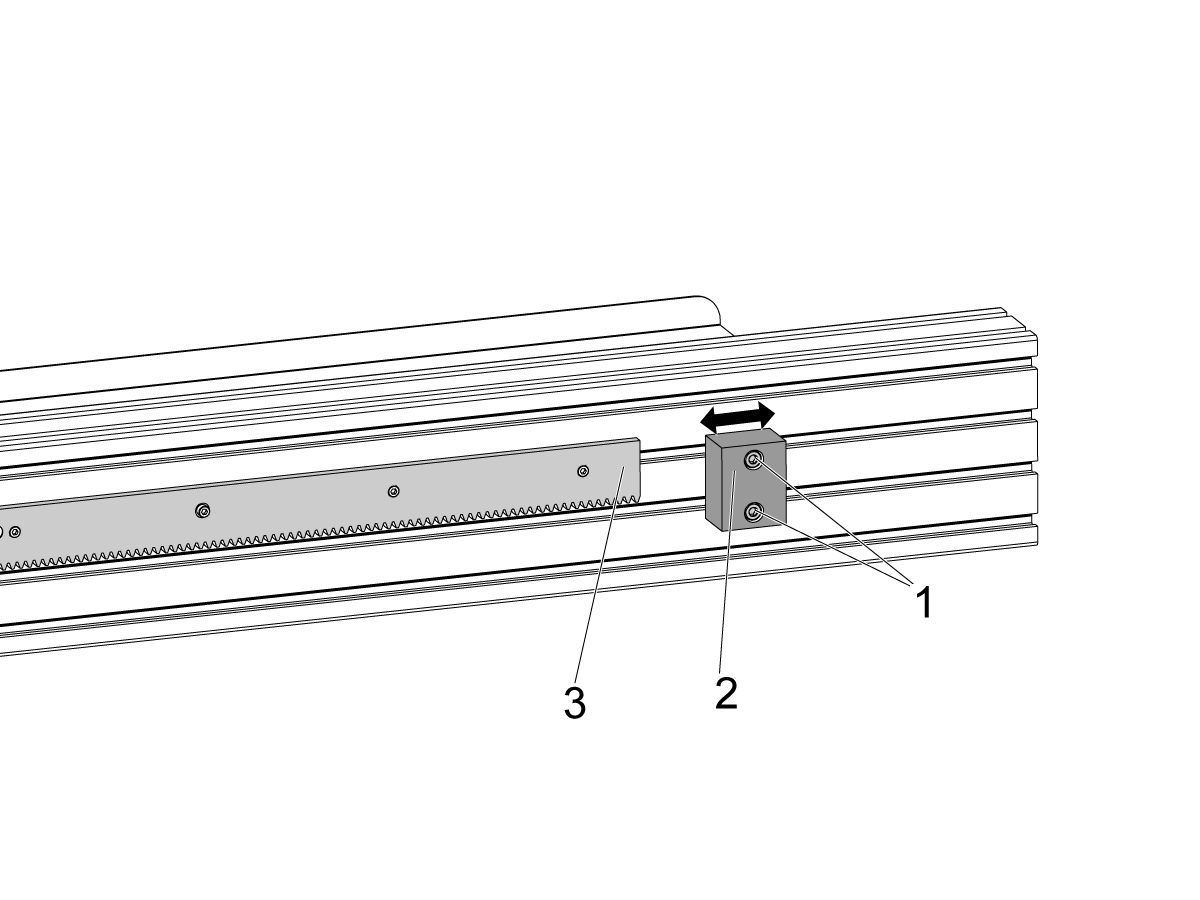
---vertical---installation/Install-Prox-Switch-Bracket.png)
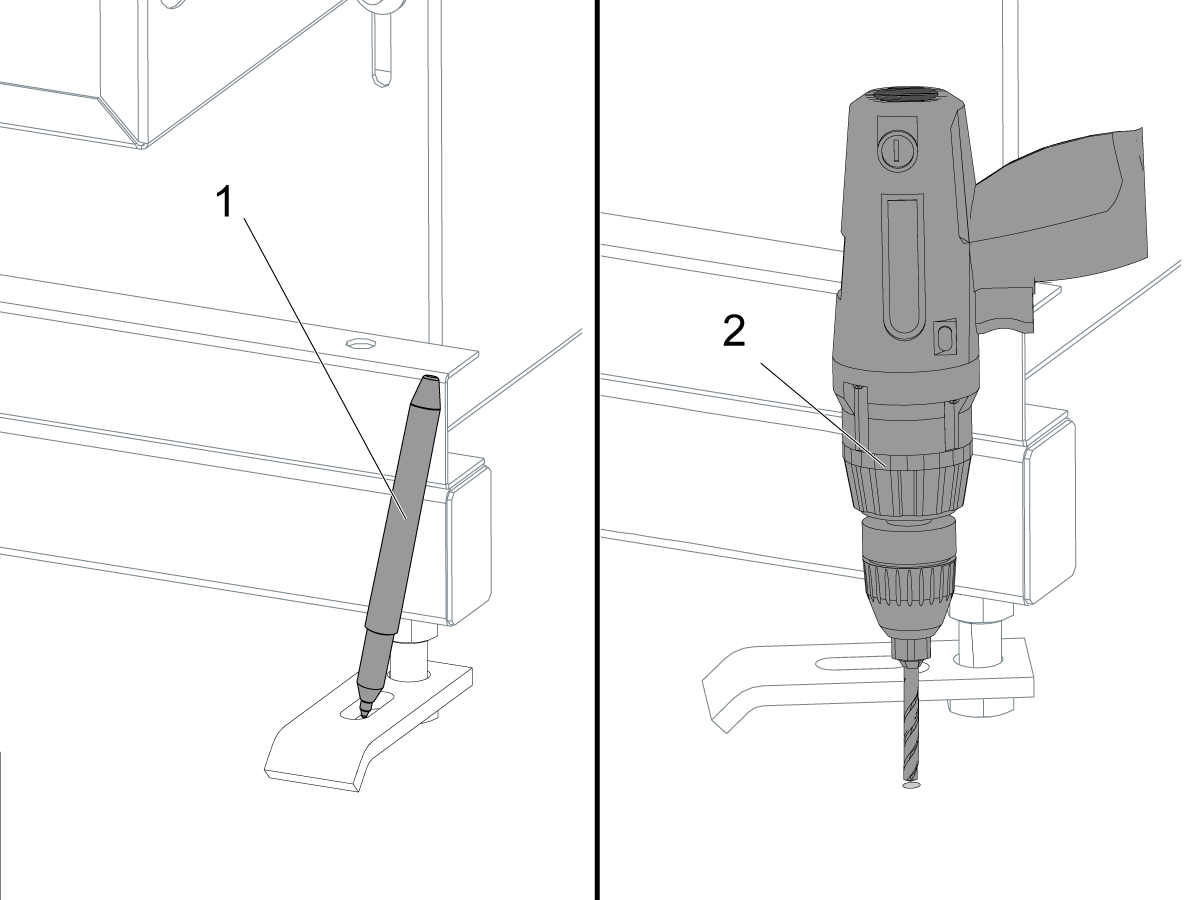
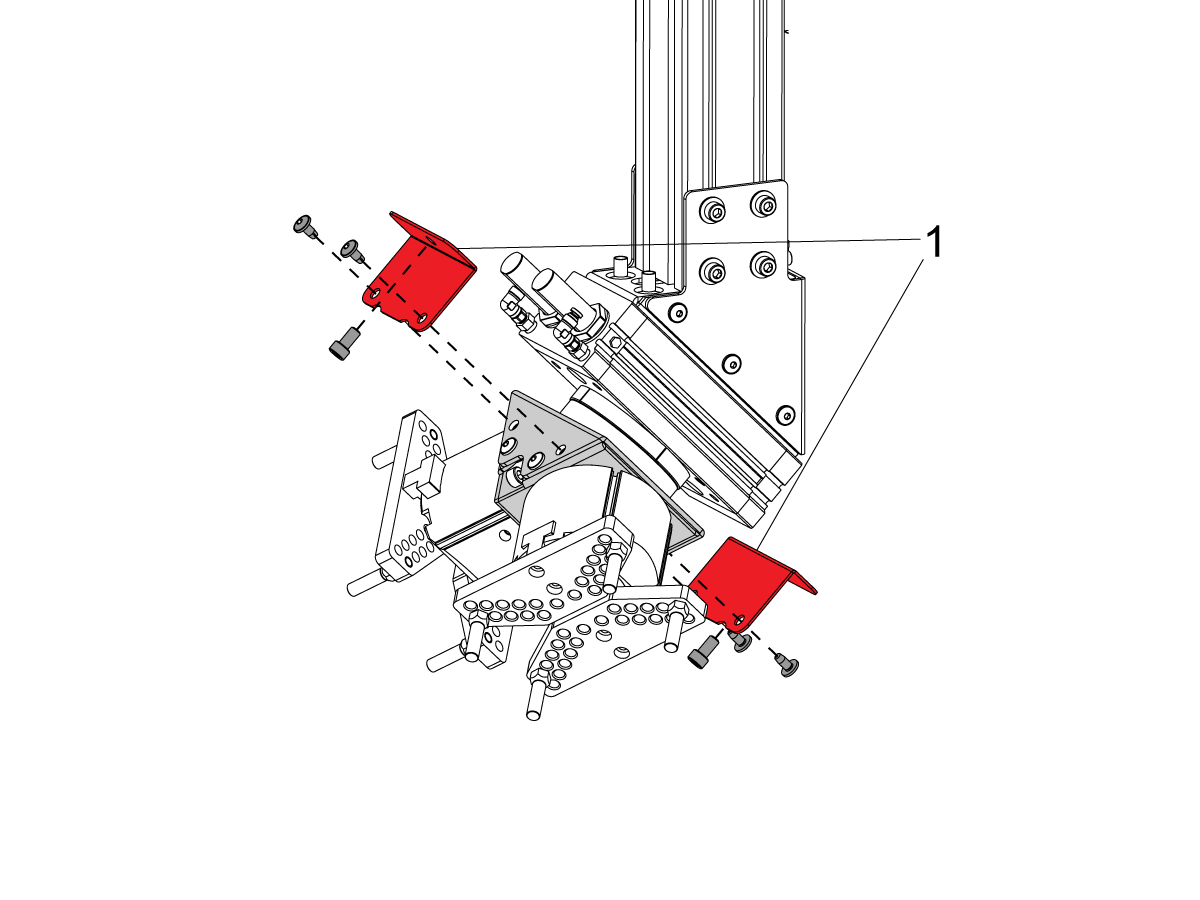
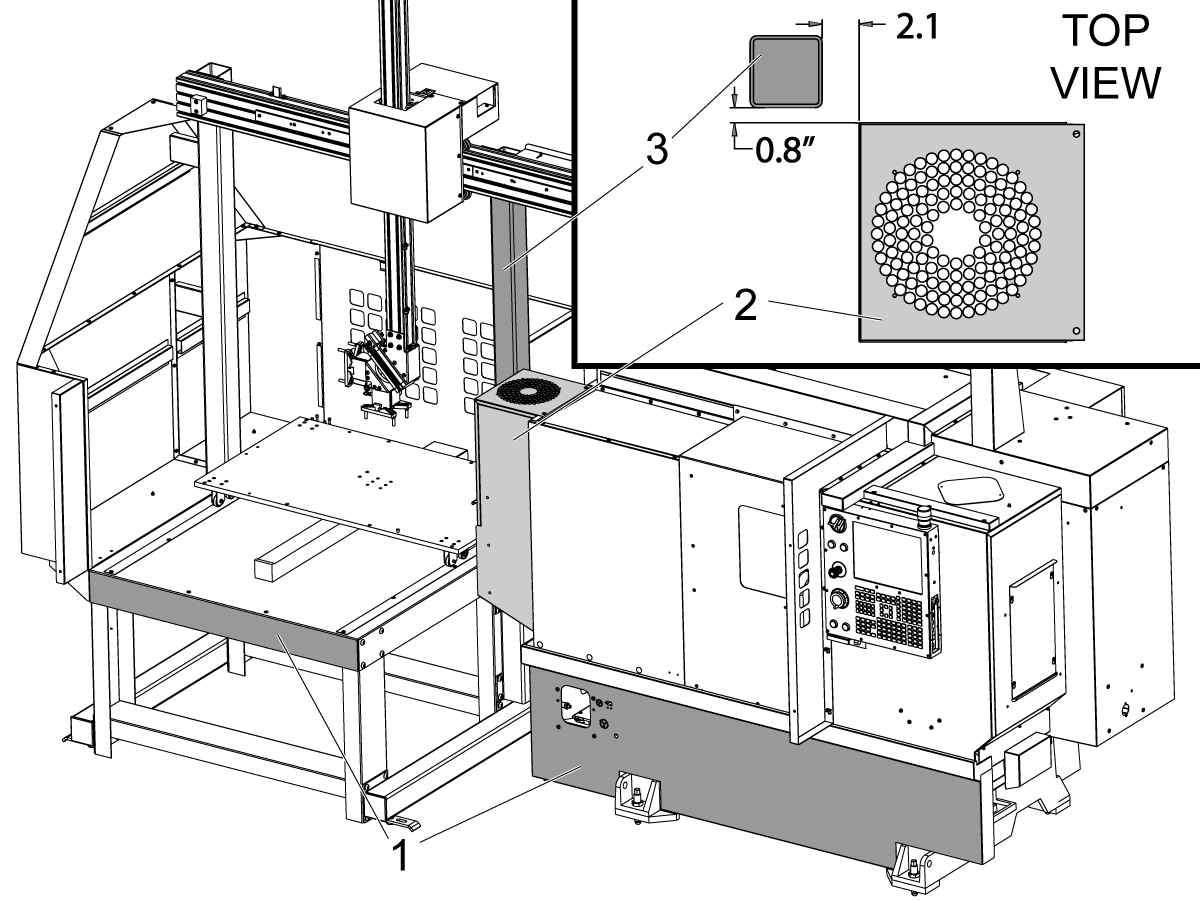
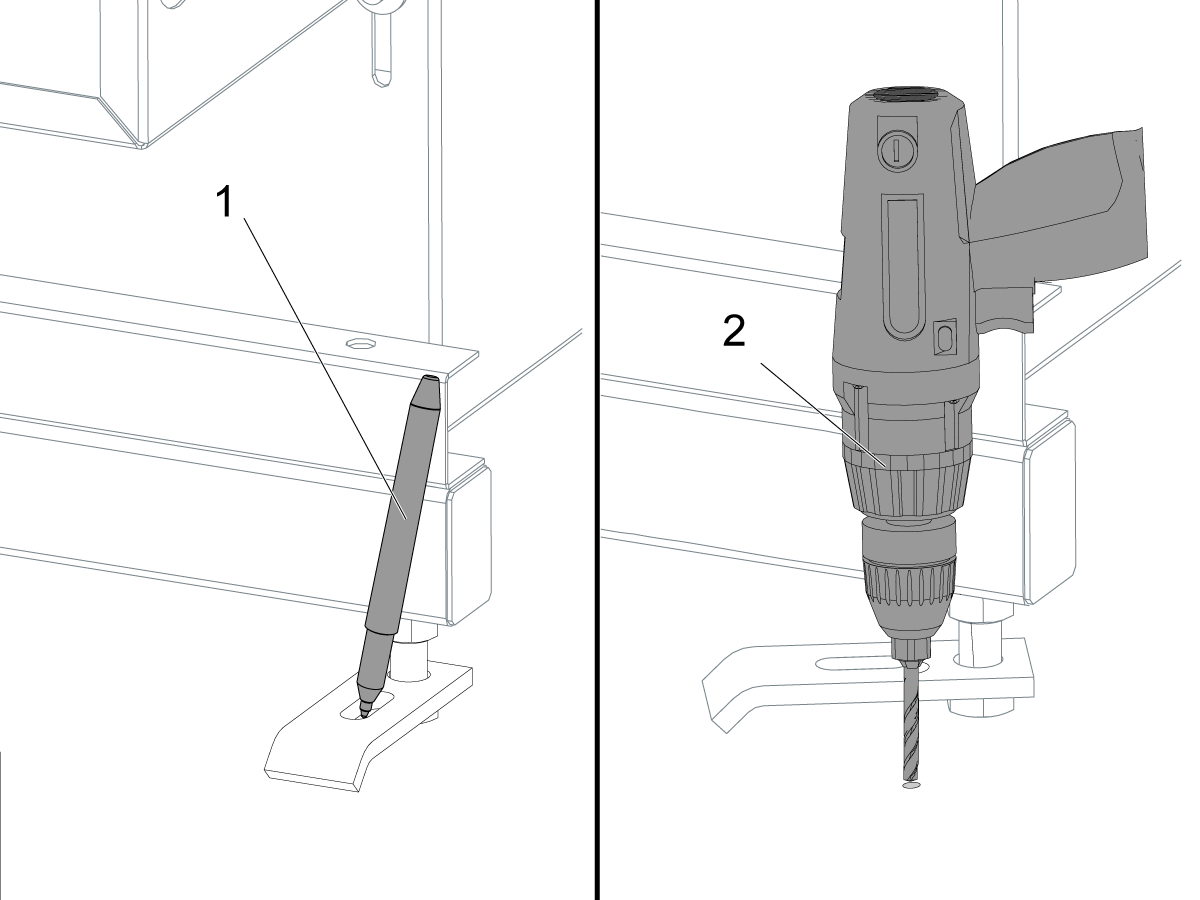
---vertical---installation/Drill-Autodoor-Flag_1.png)
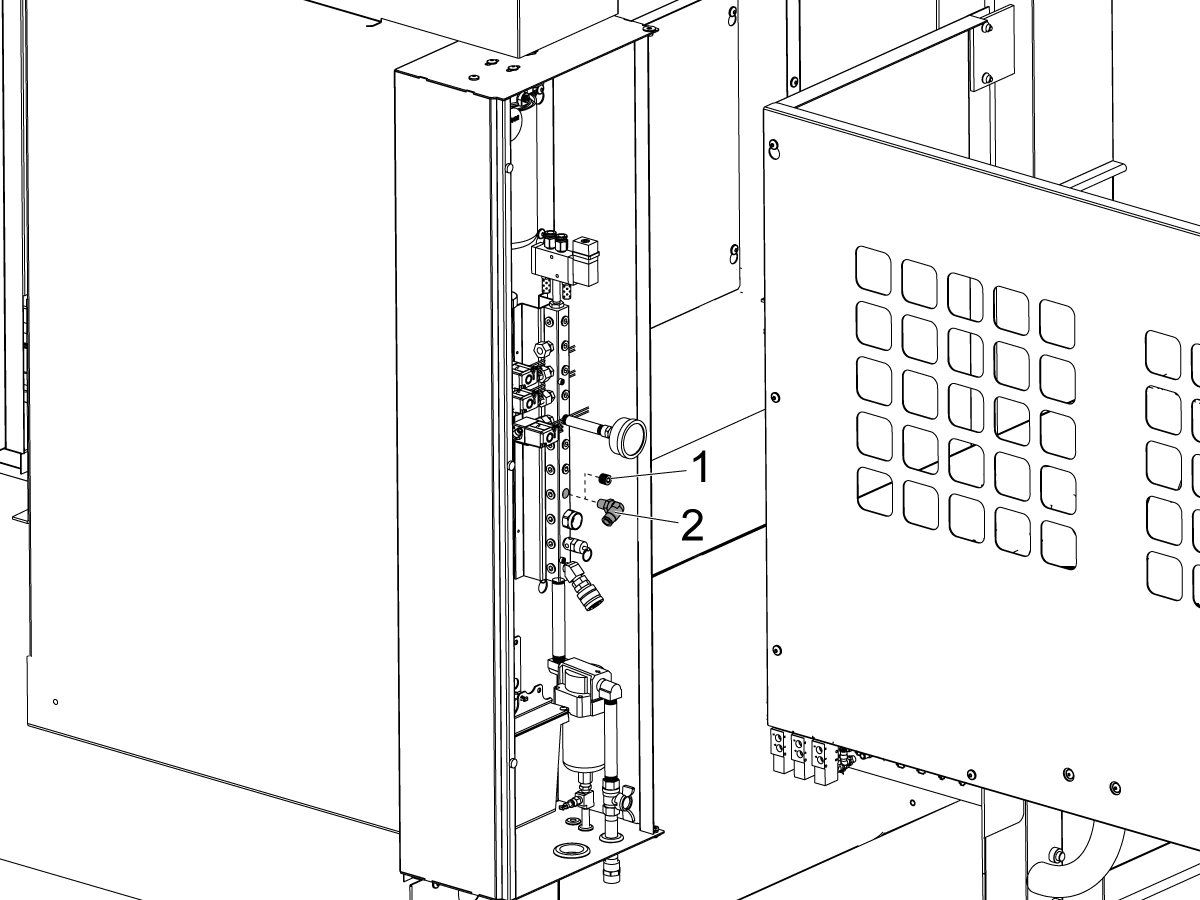
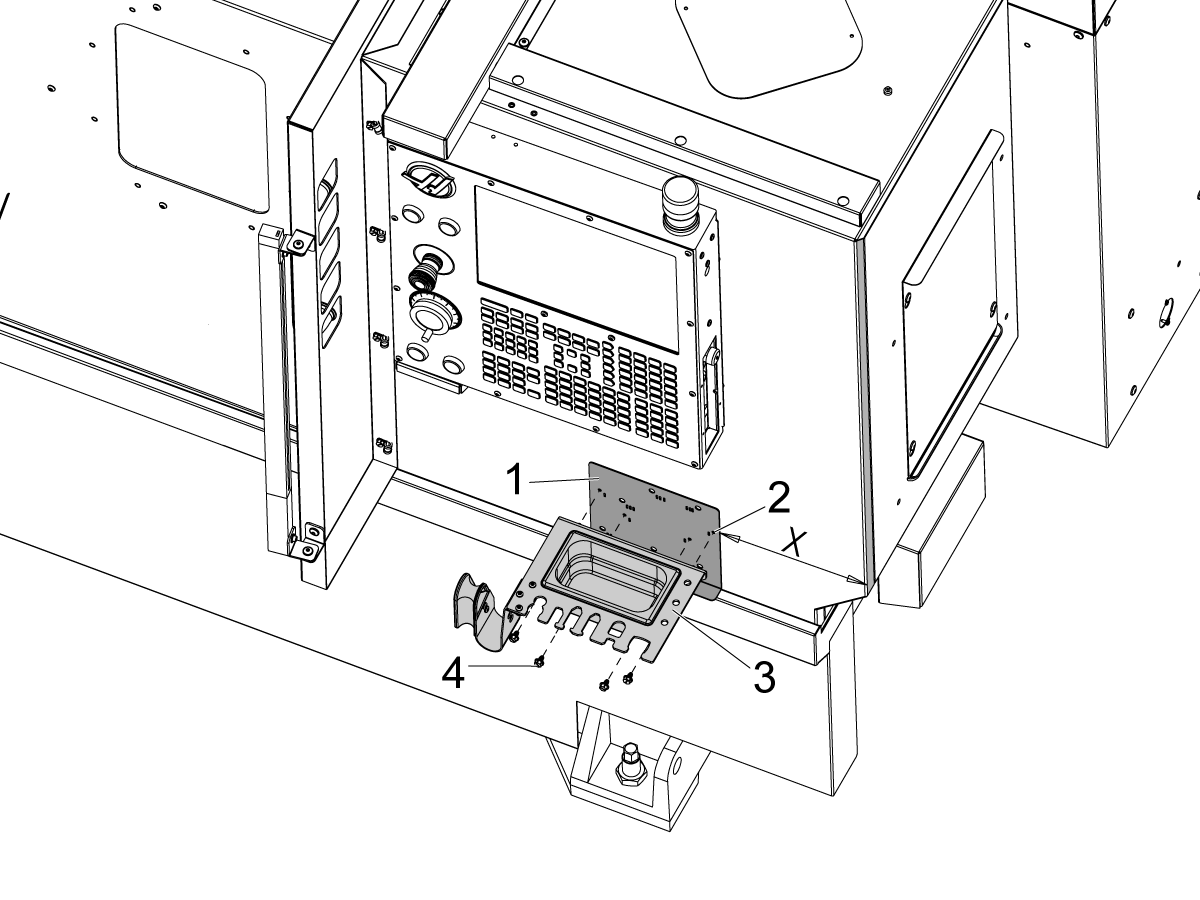
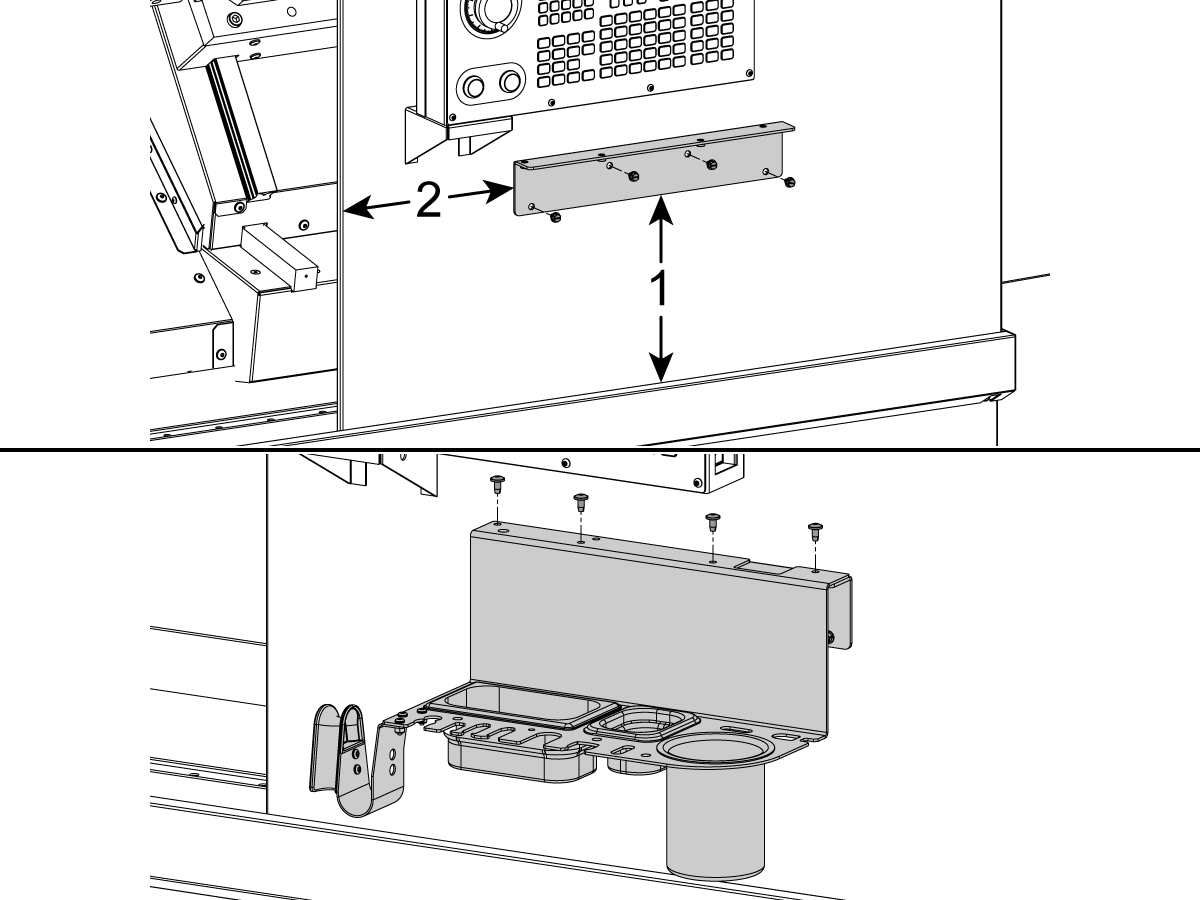
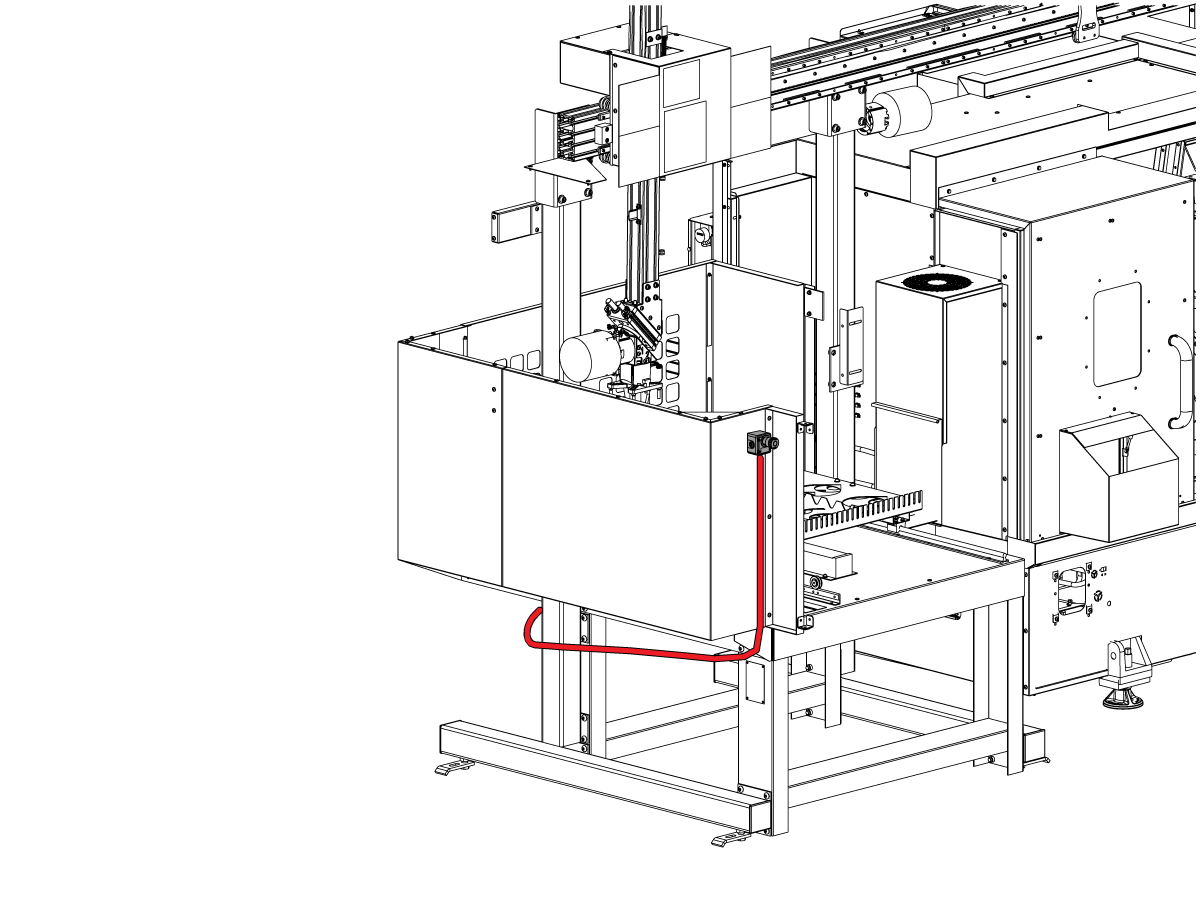
---vertical---installation/Move-Air-Gun.png)
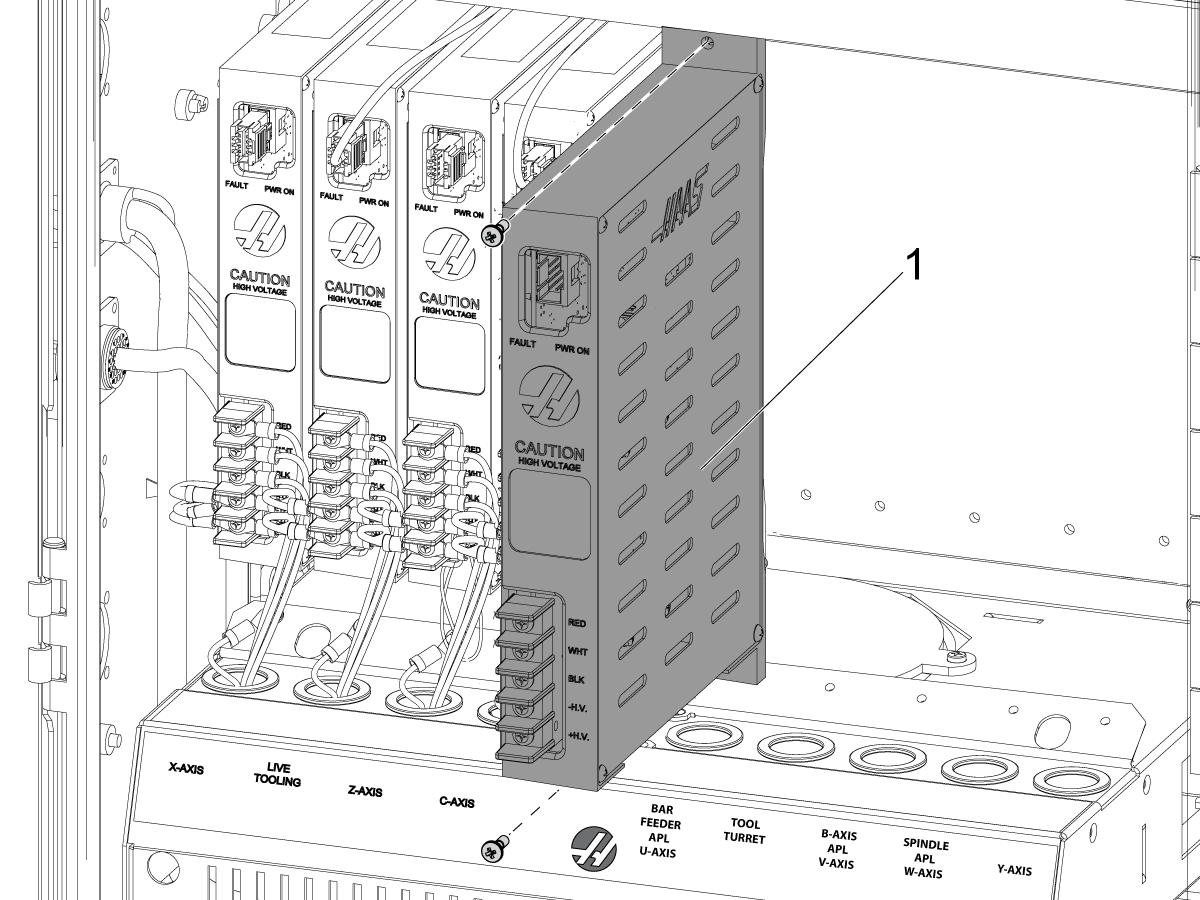
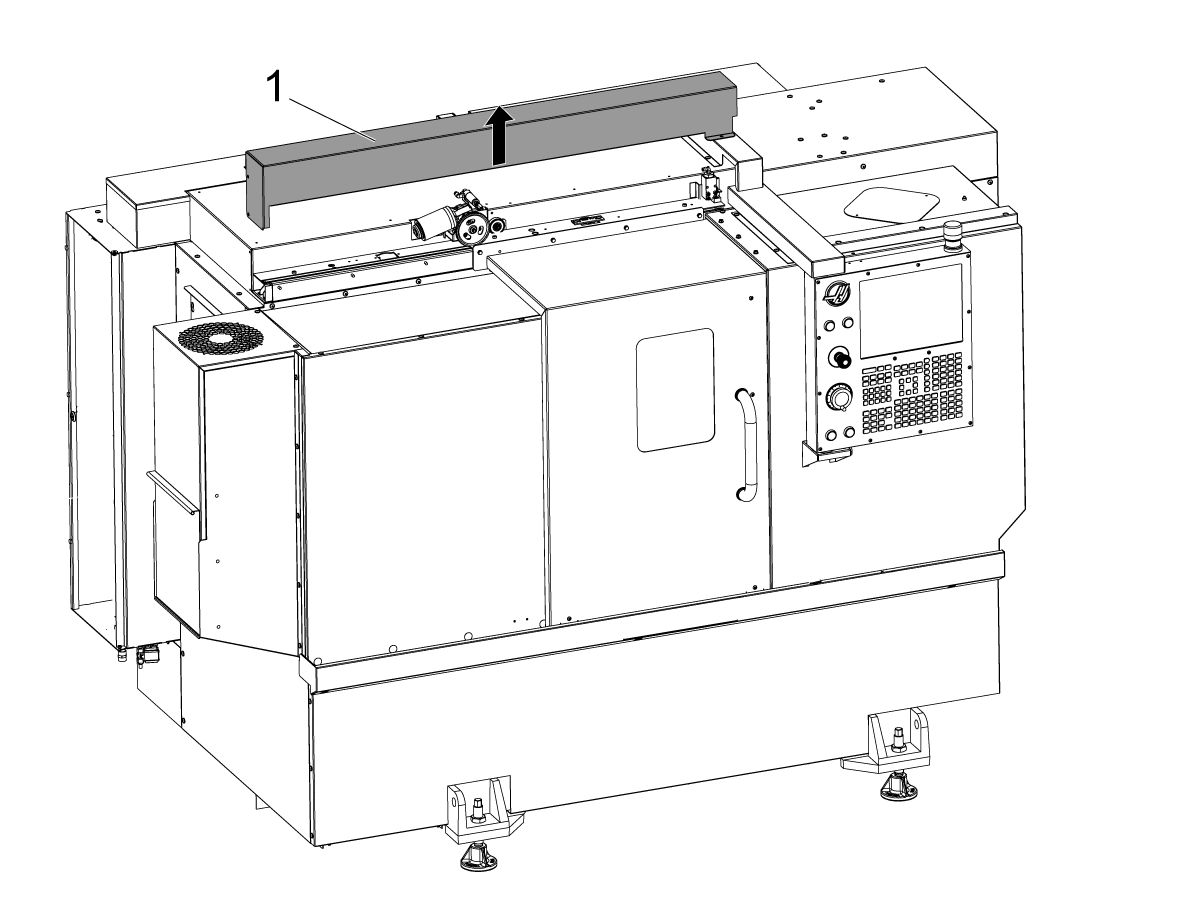
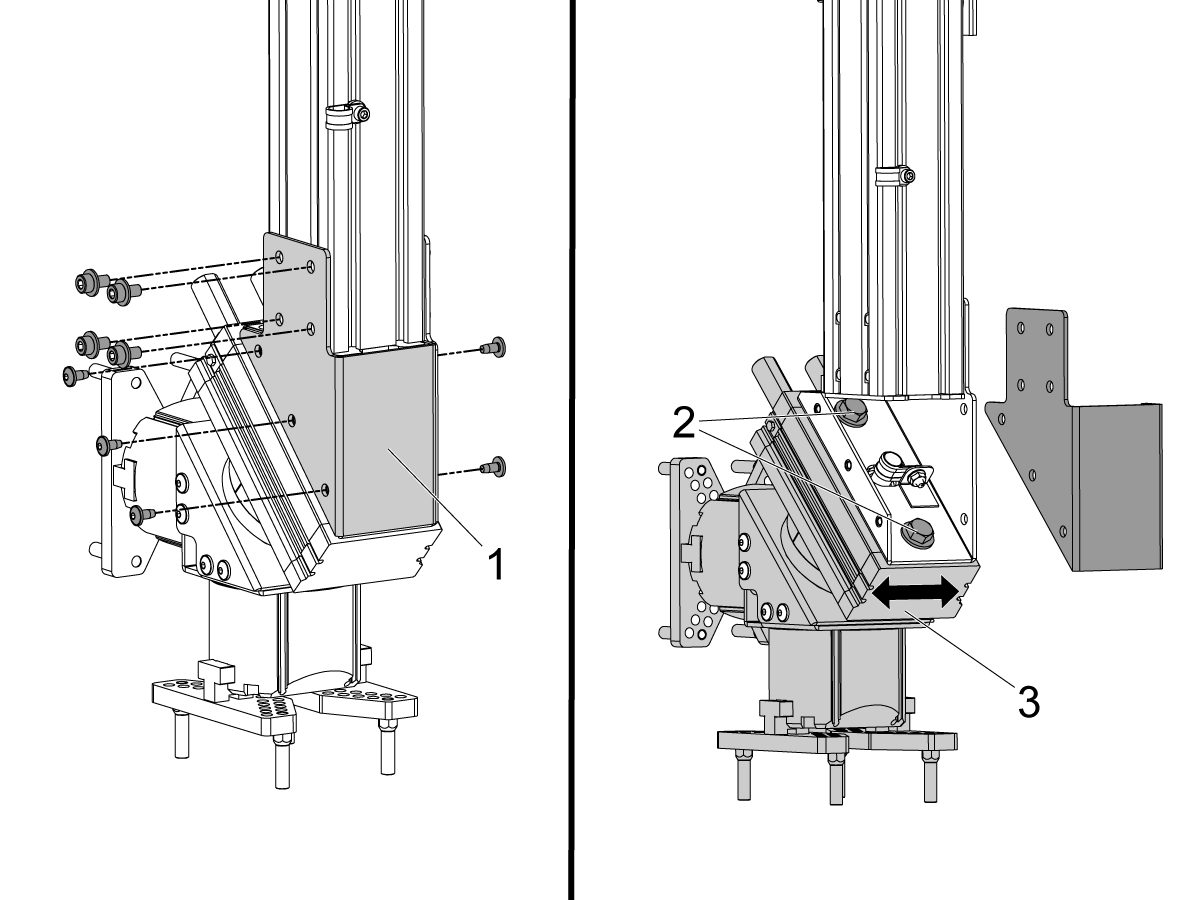
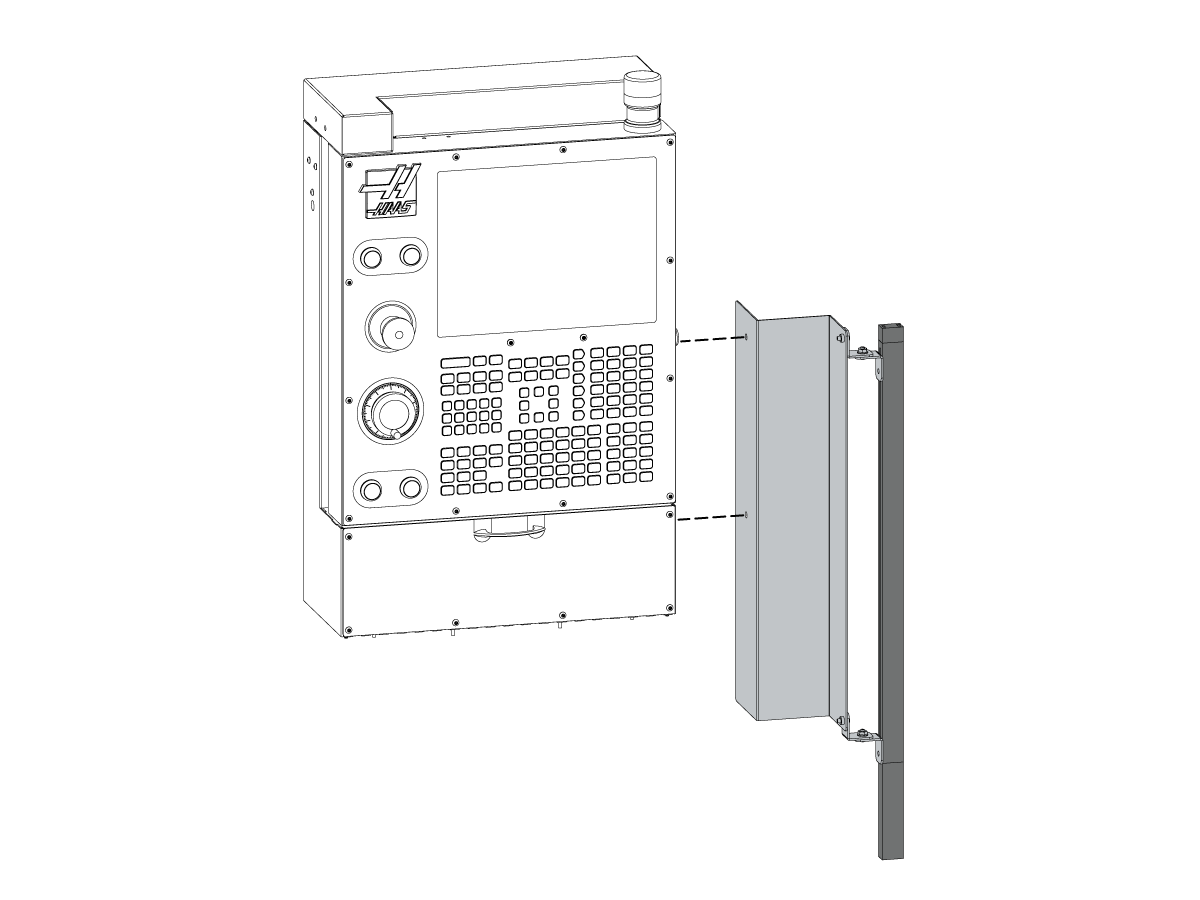
---vertical---installation/Install-Rear-Panel.png)
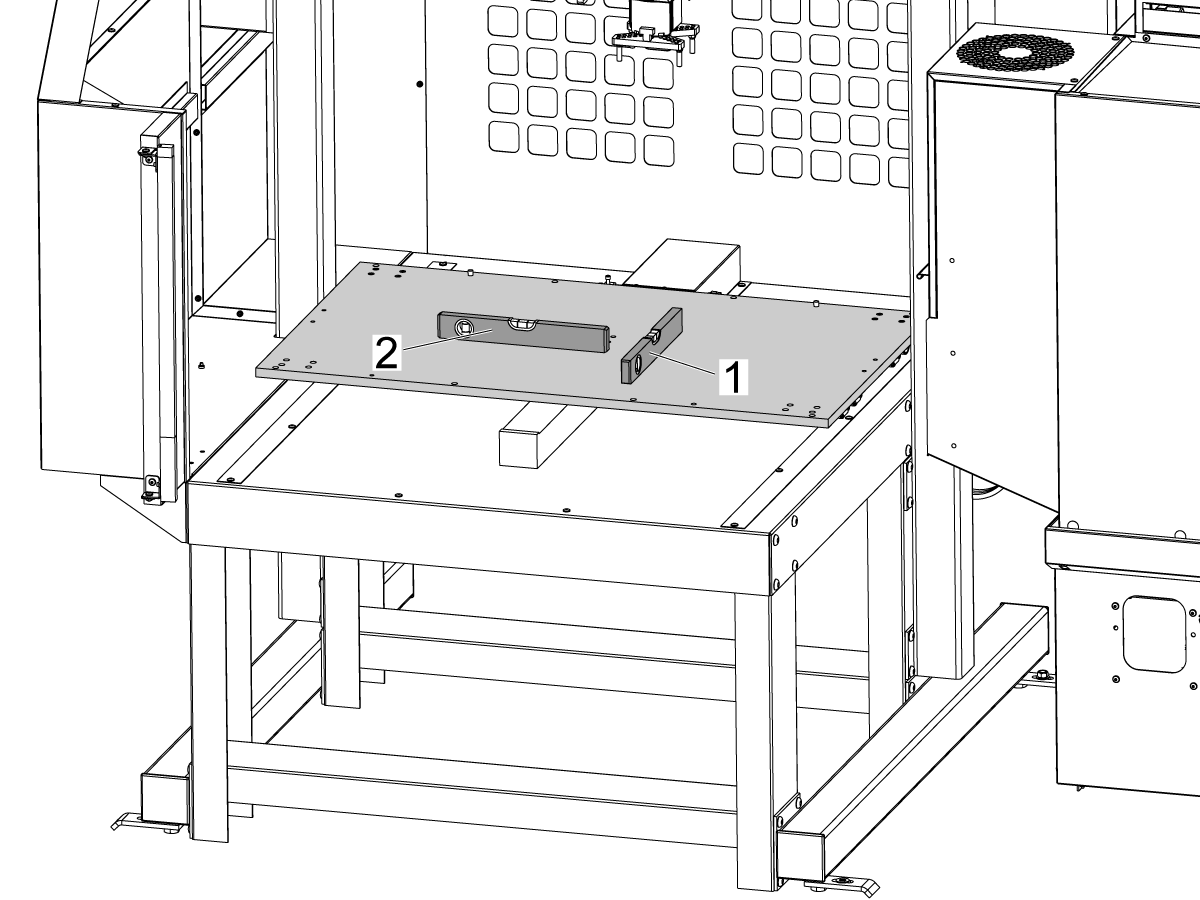
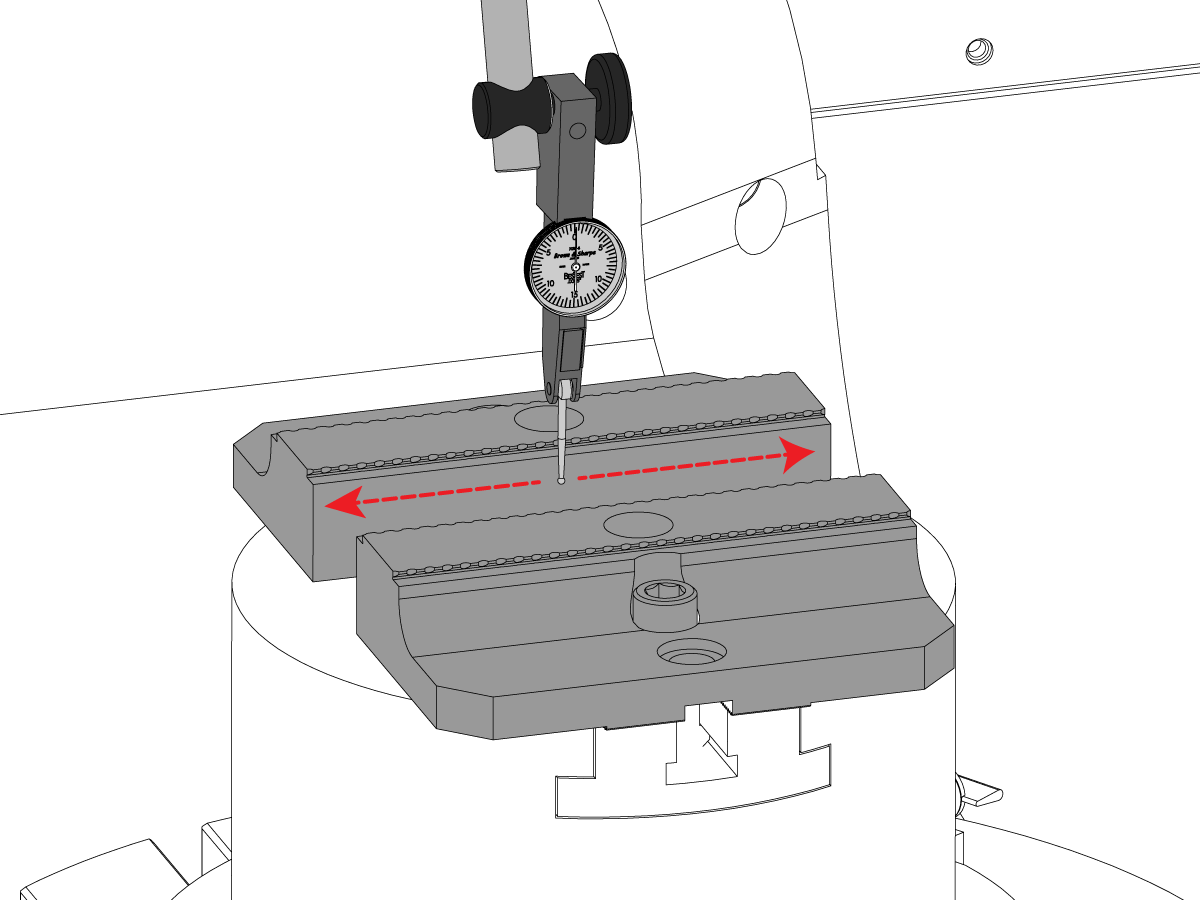
---vertical---installation/Level-the-Mill-APL.png)
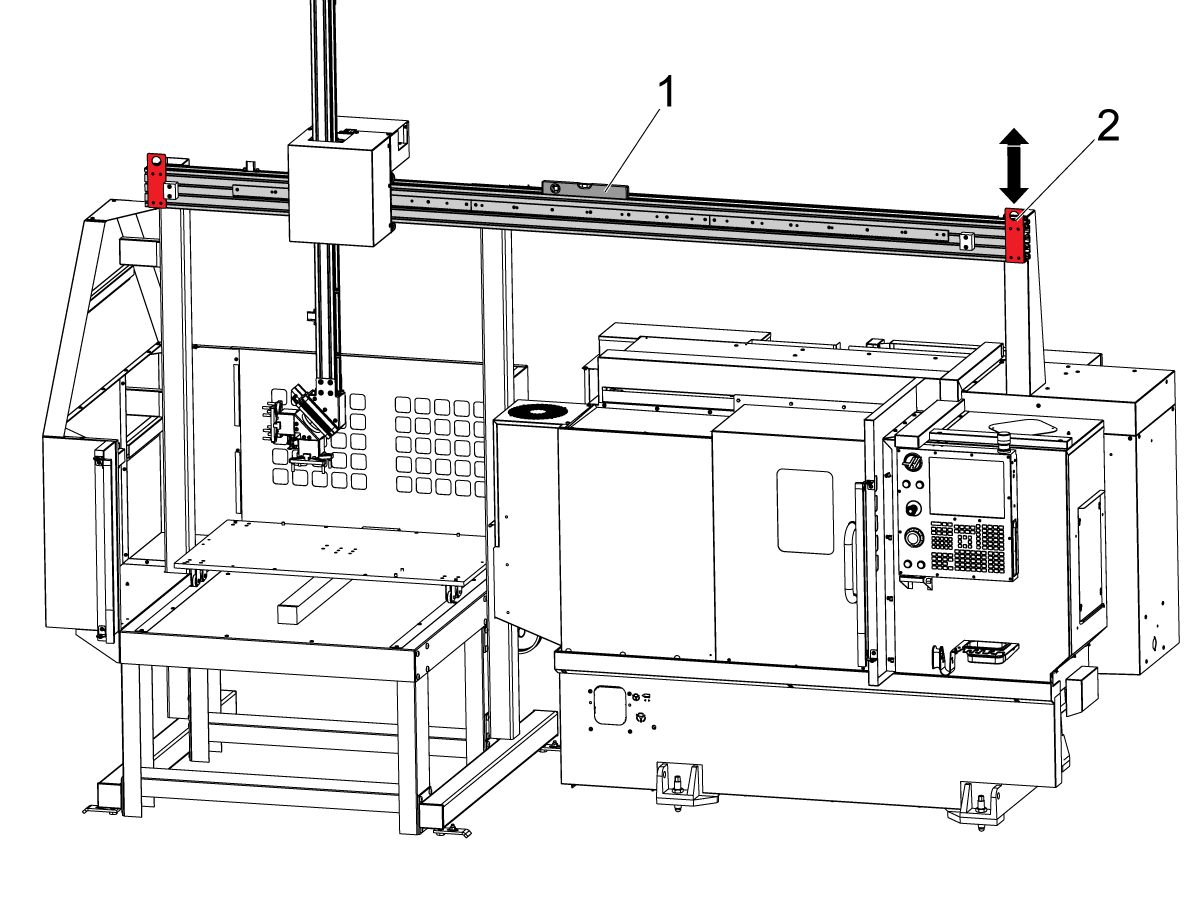
---vertical---installation/Remove-Arm-Shipping-Bracket.png)
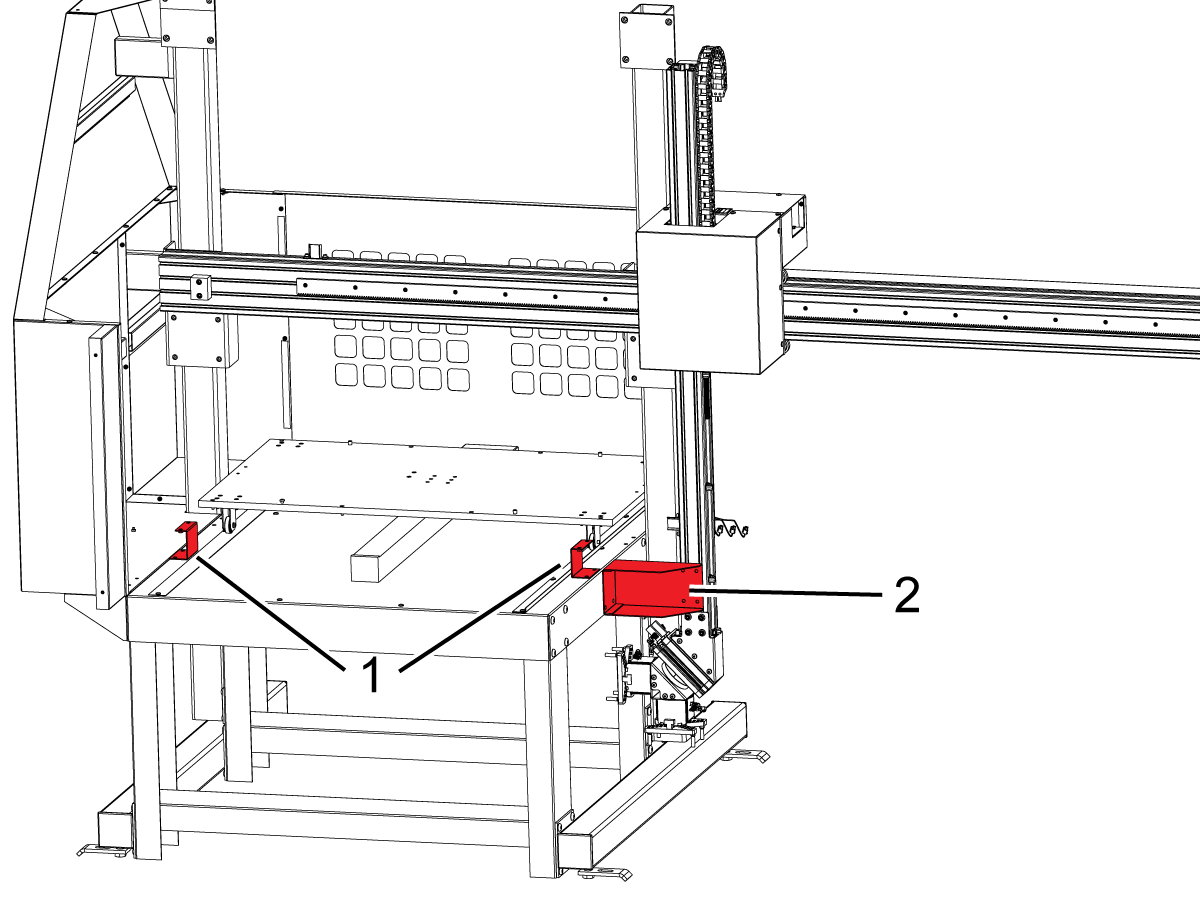
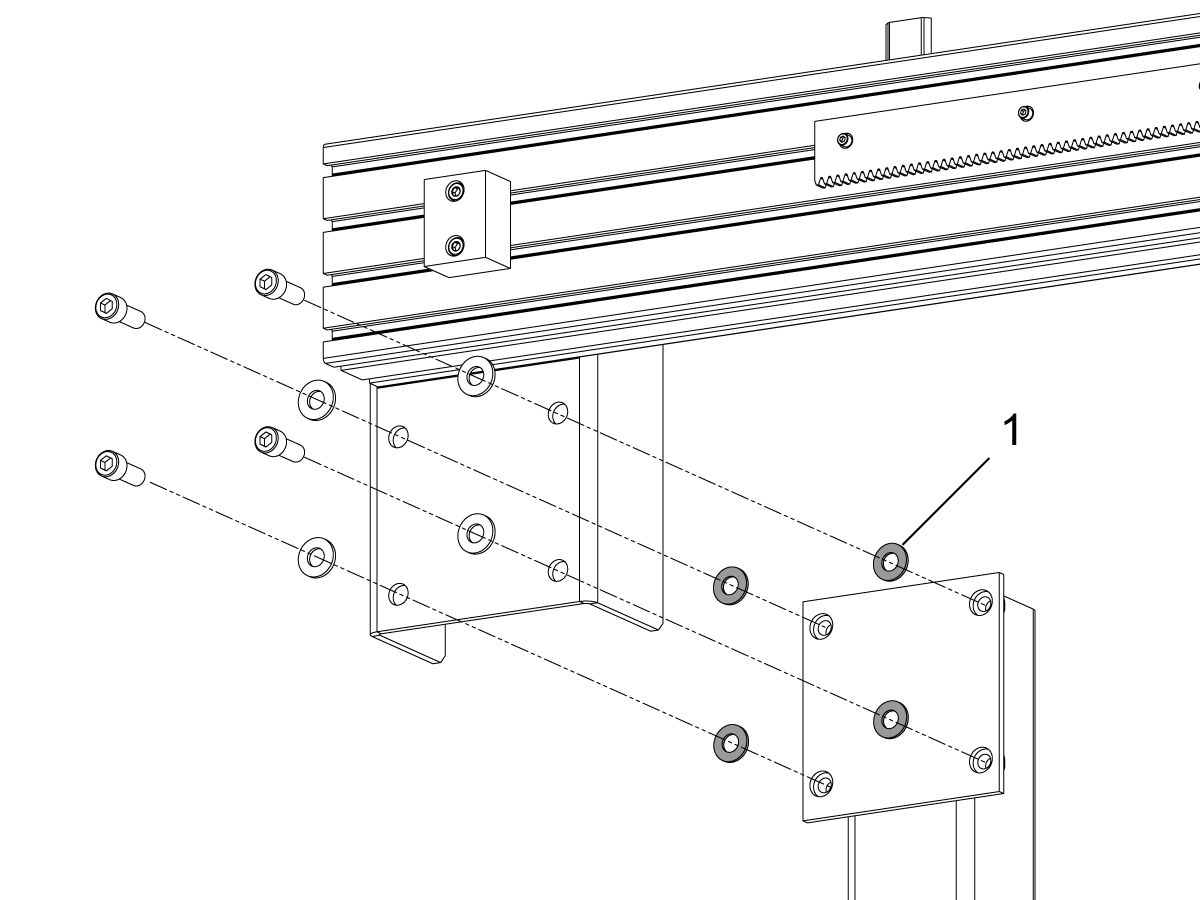
---vertical---installation/Remove-Table-Shipping-Brackets.png)
---vertical---installation/Remove-The-AU-AW-axis-shipping-brackets.png)
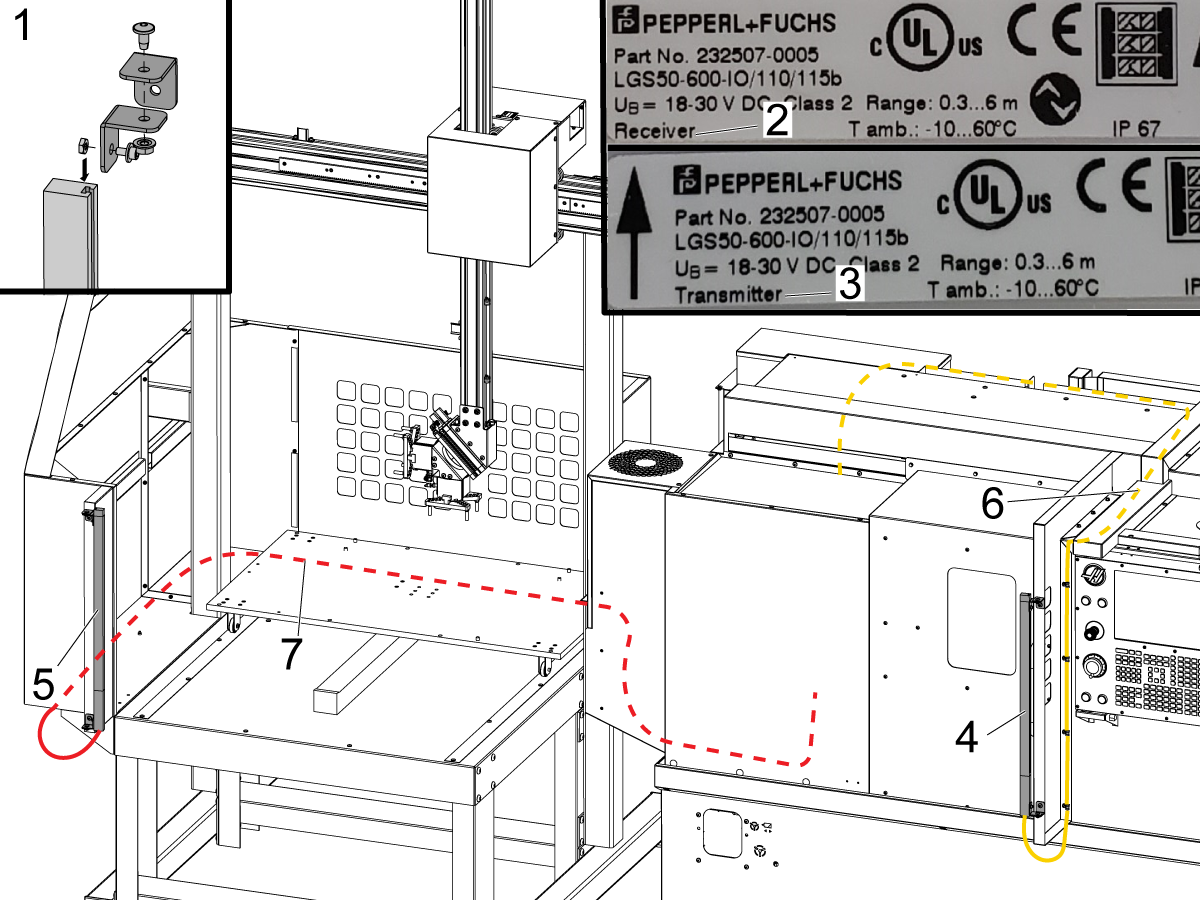
---vertical---installation/Light-Curtain-Hole-Pattern.png)
---vertical---installation/Side-Panel-Hole-Pattern.png)
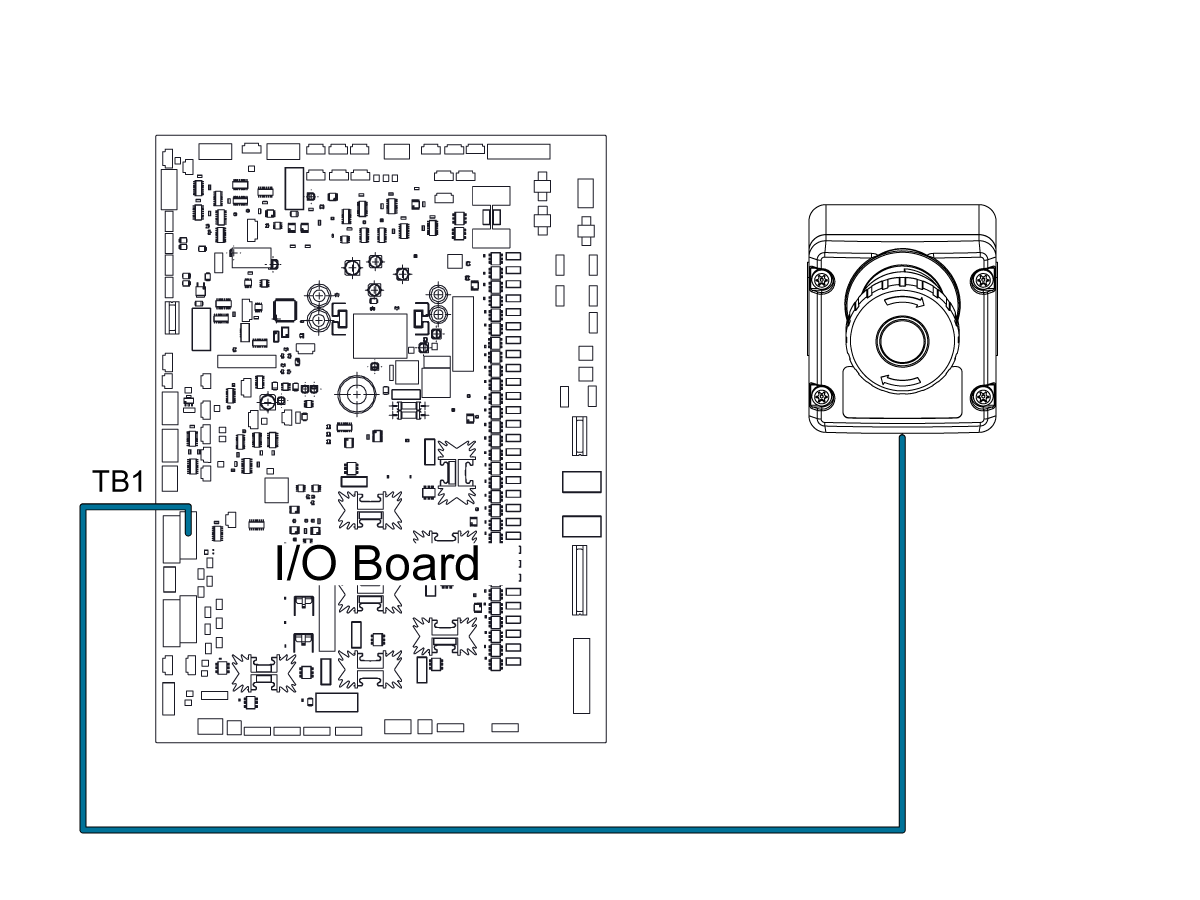
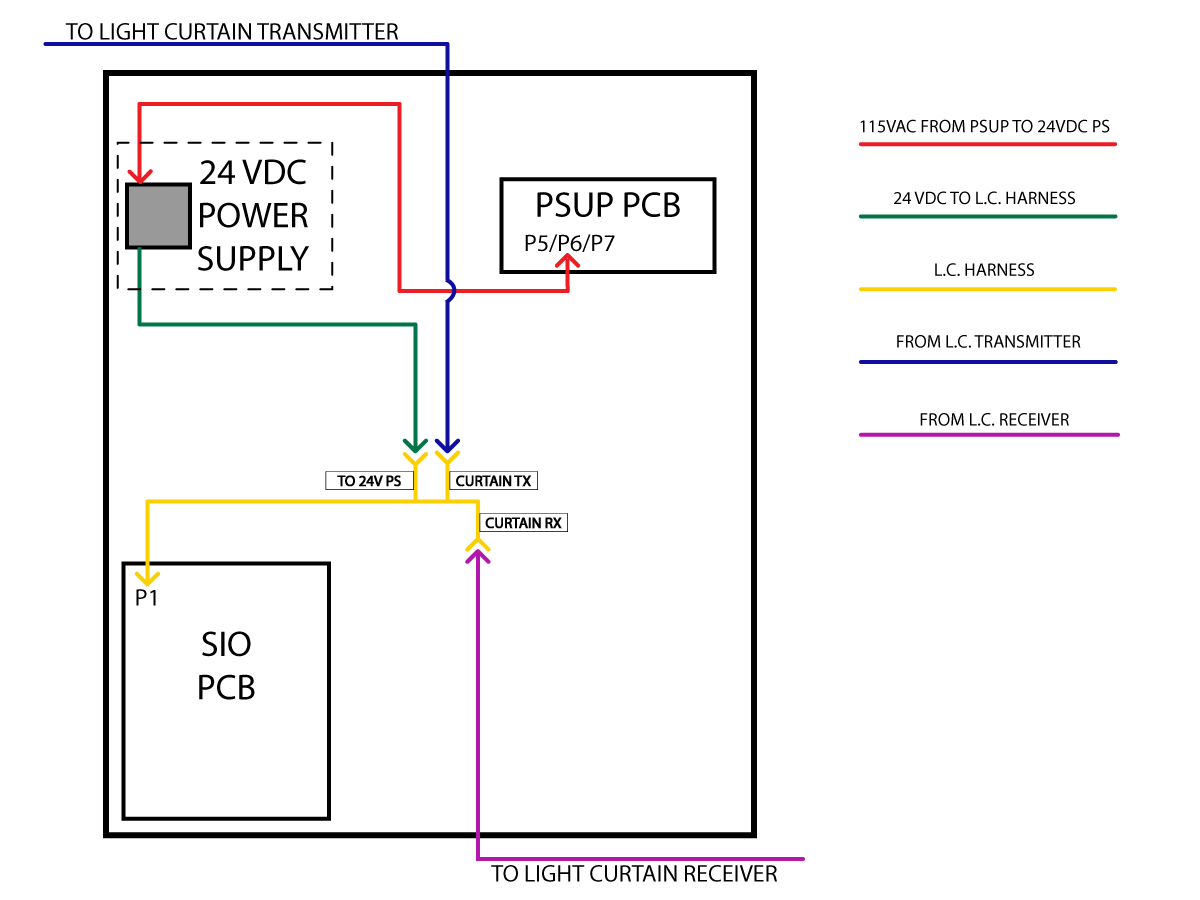
---vertical---installation/Light-Curtain-Installation.png)
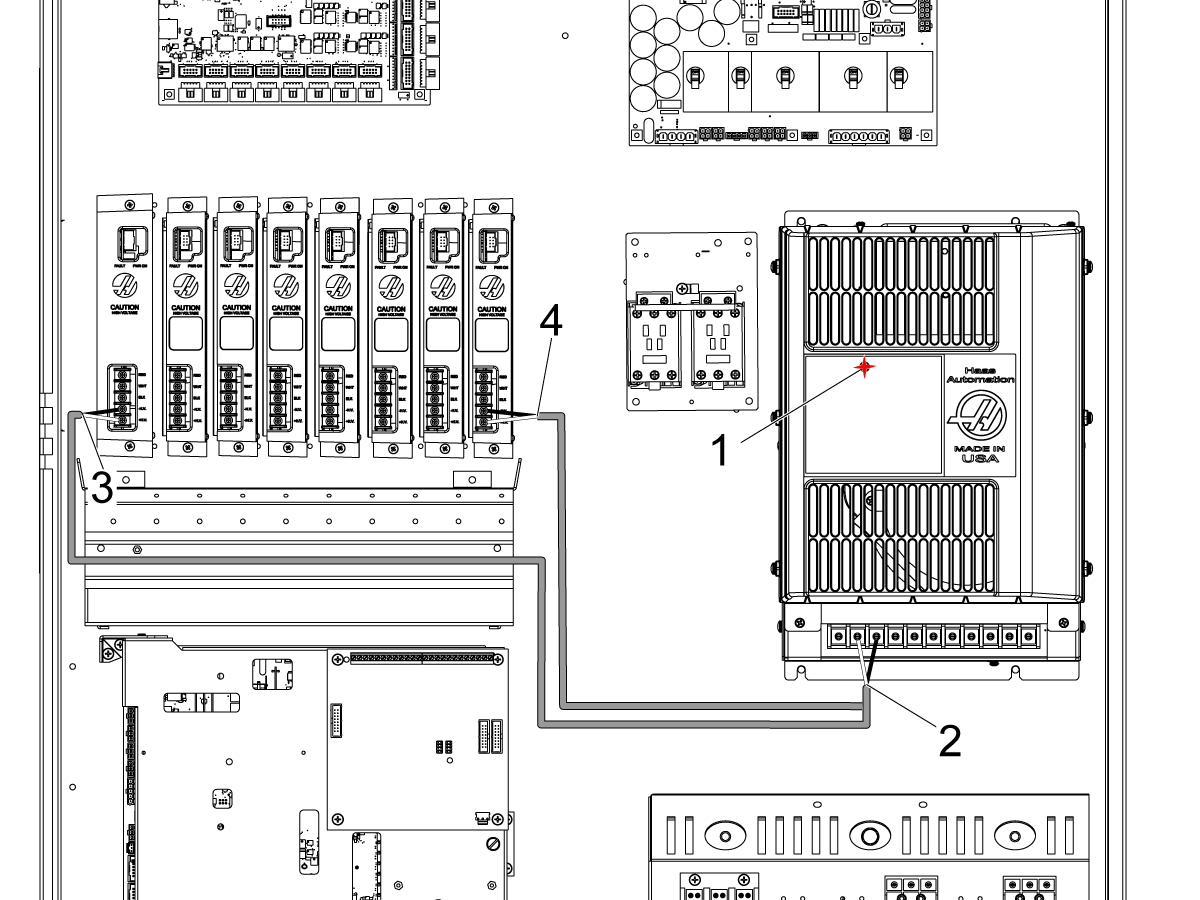
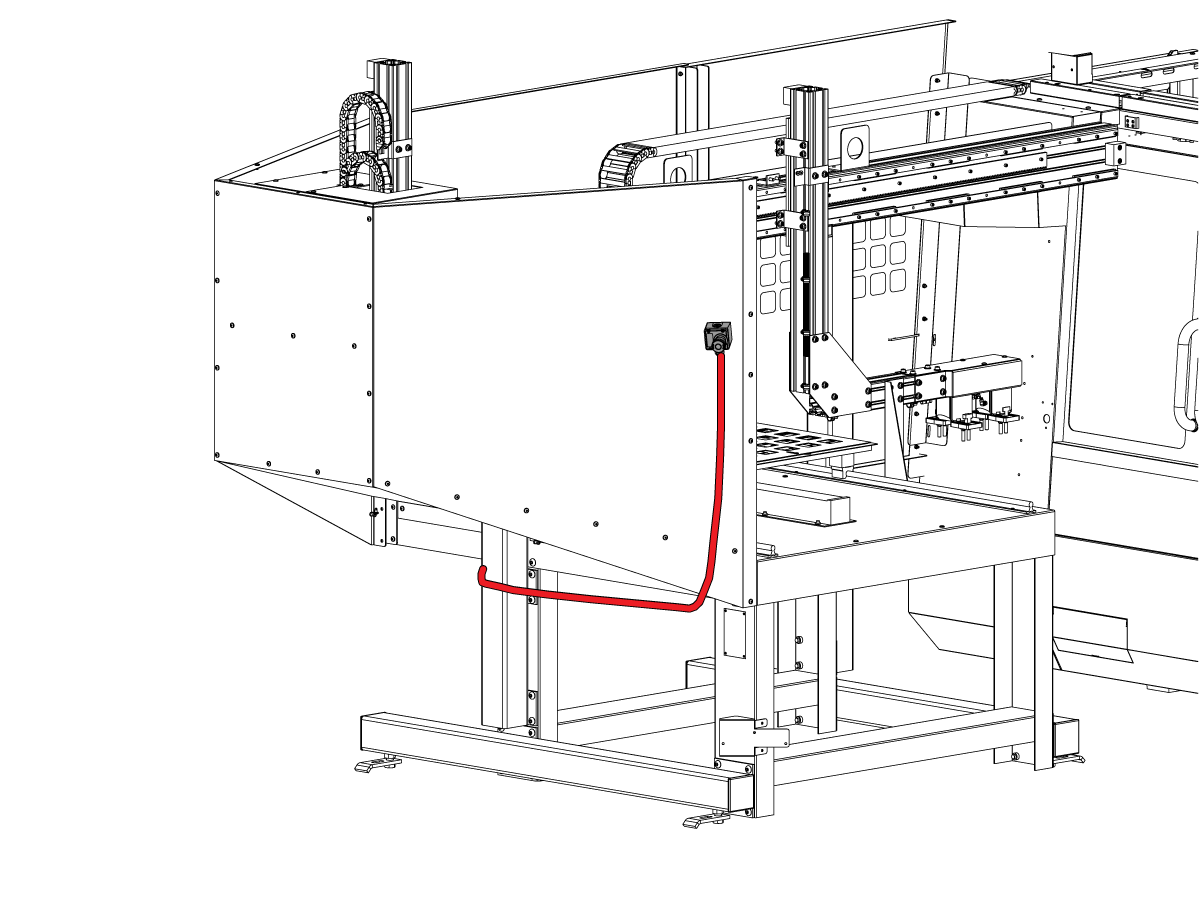
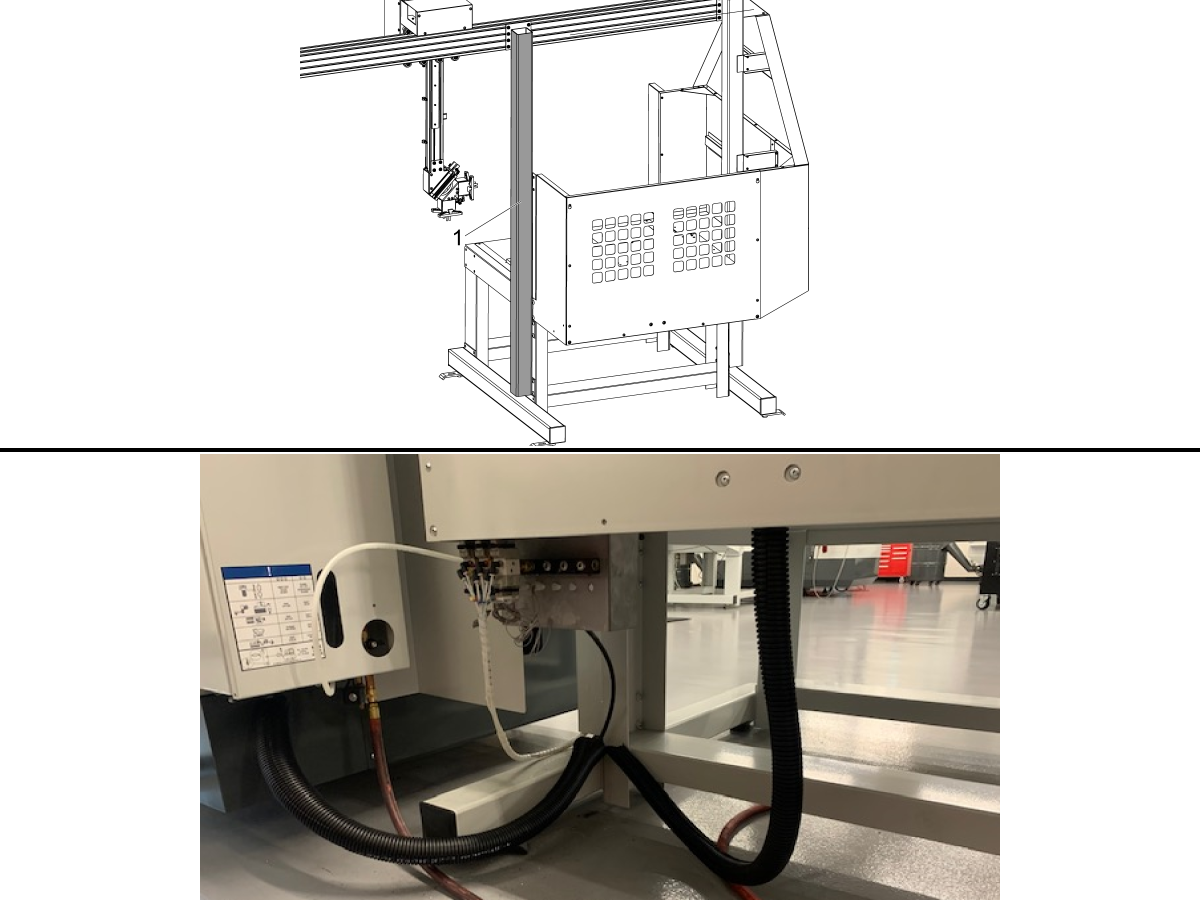
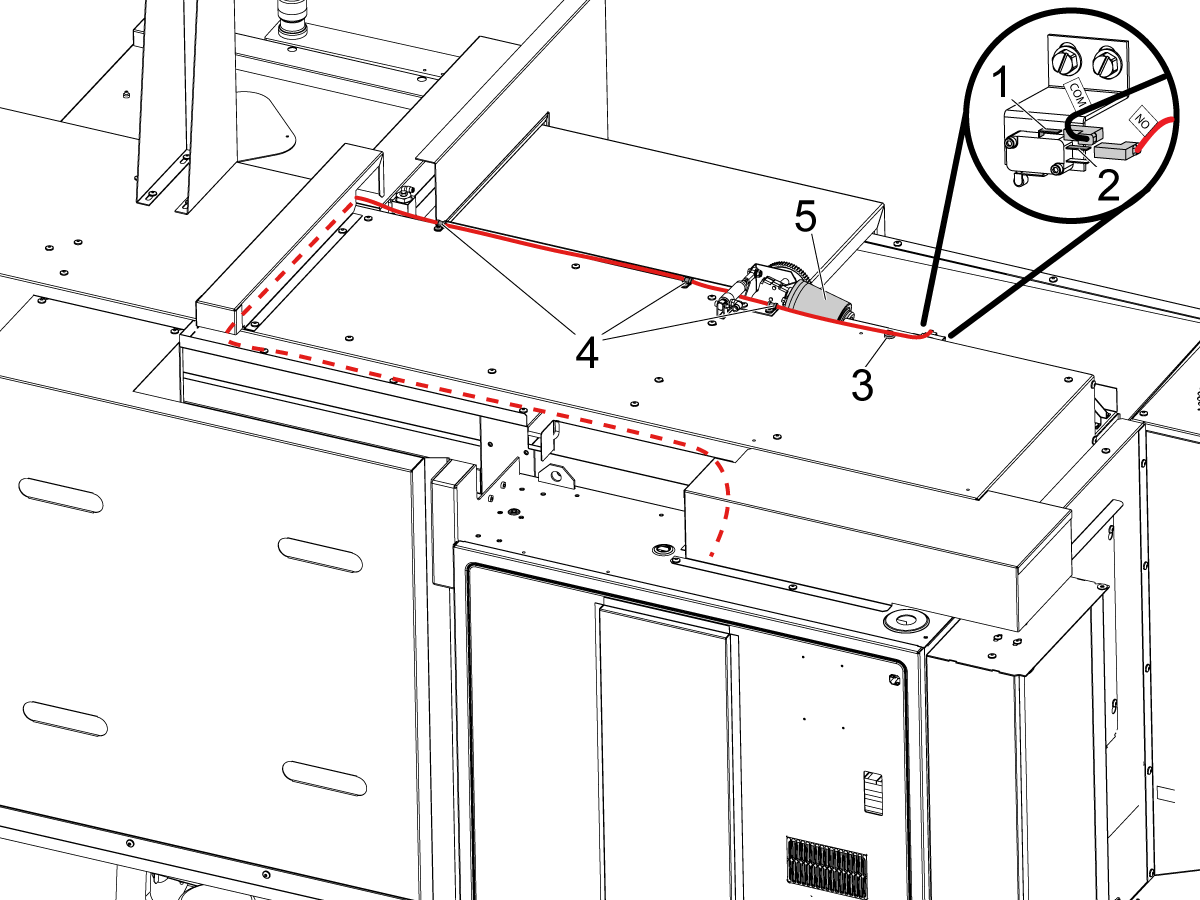
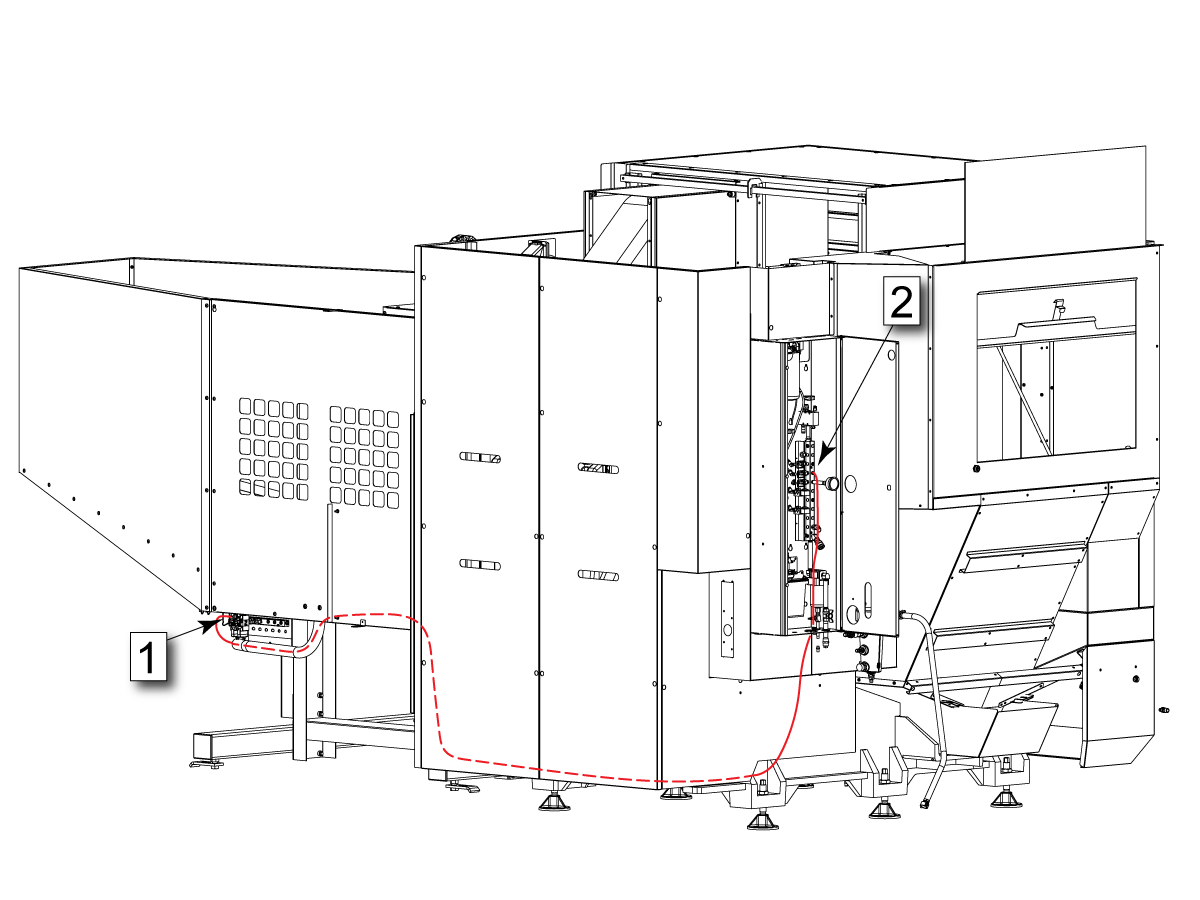
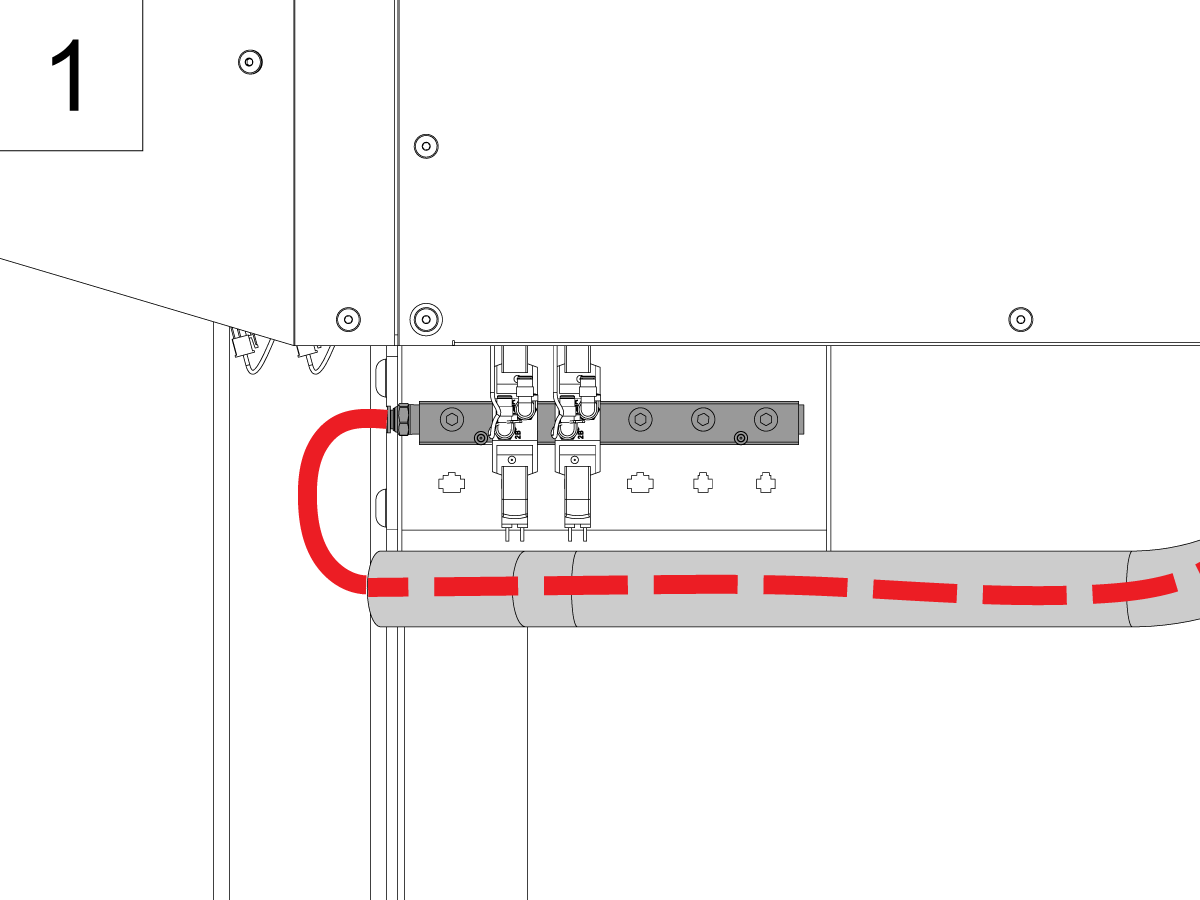
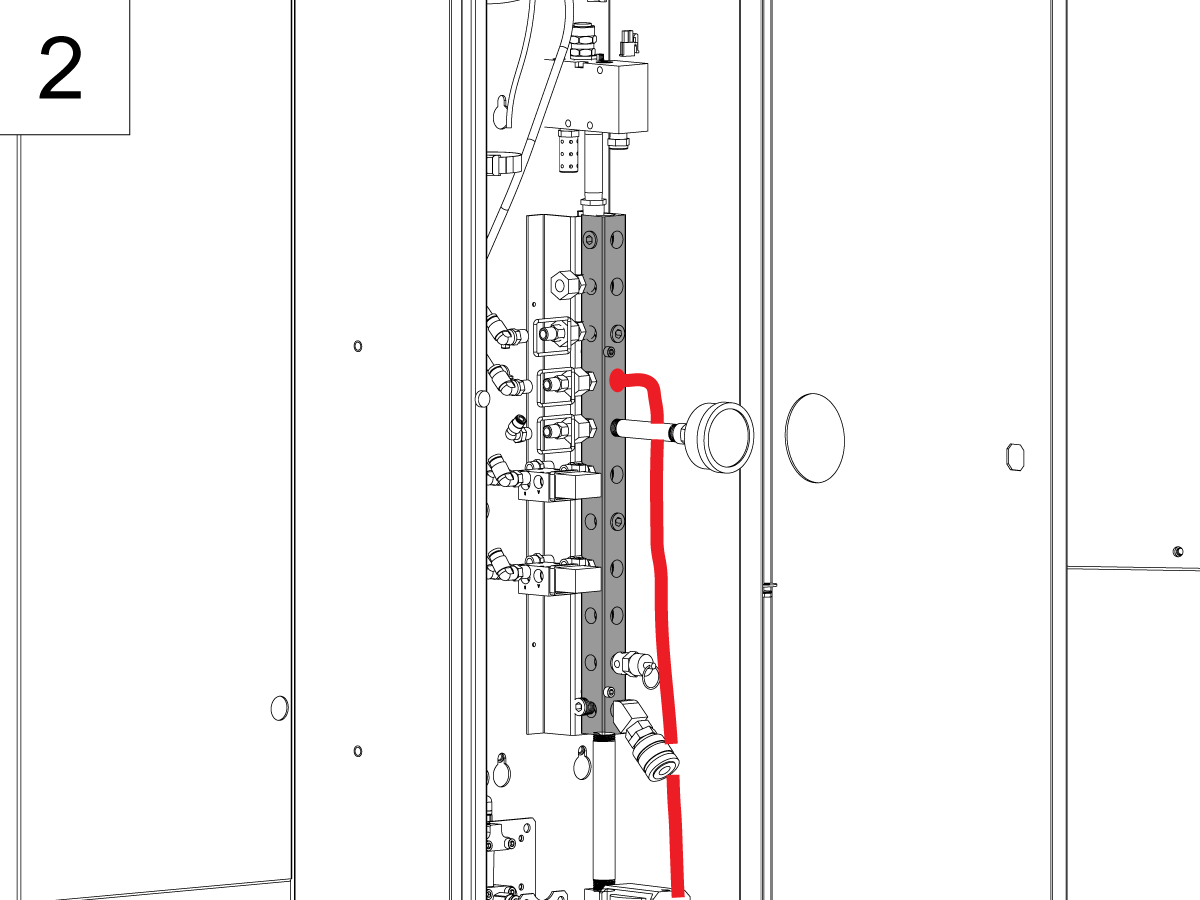
---vertical---installation/Route-Cables_1.png)
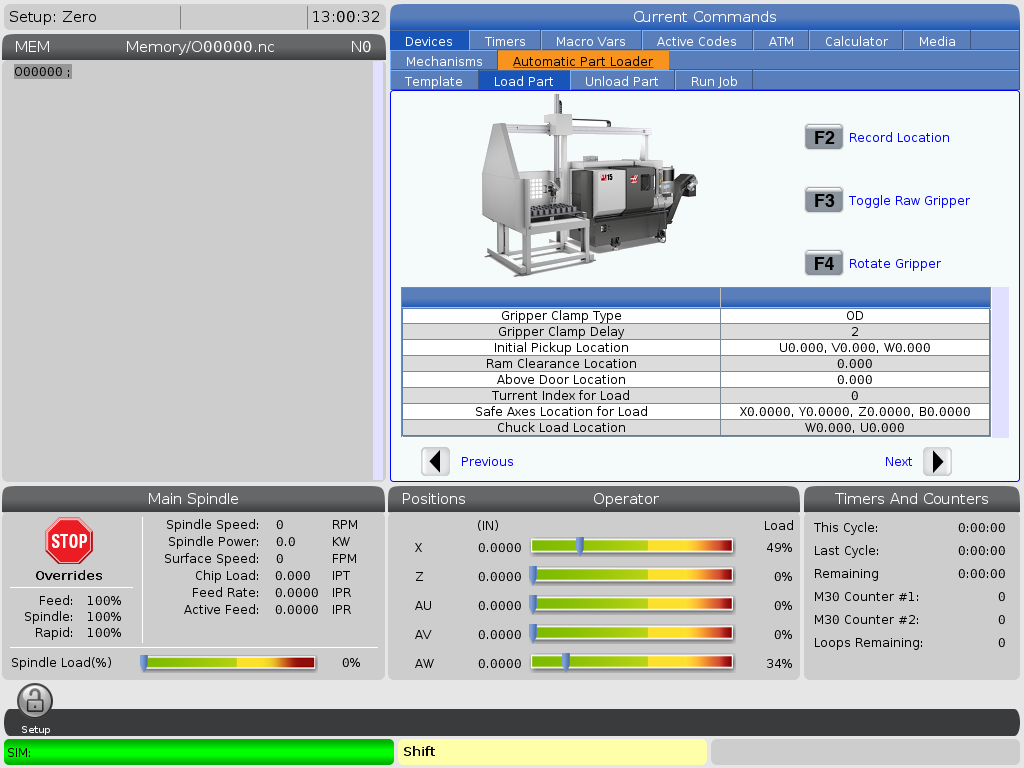
---vertical---installation/Currents-Comments-APL-TAB.png)
---vertical---installation/APL-Grid-Offset.png)
---vertical---installation/Align-AU-Axis.png)
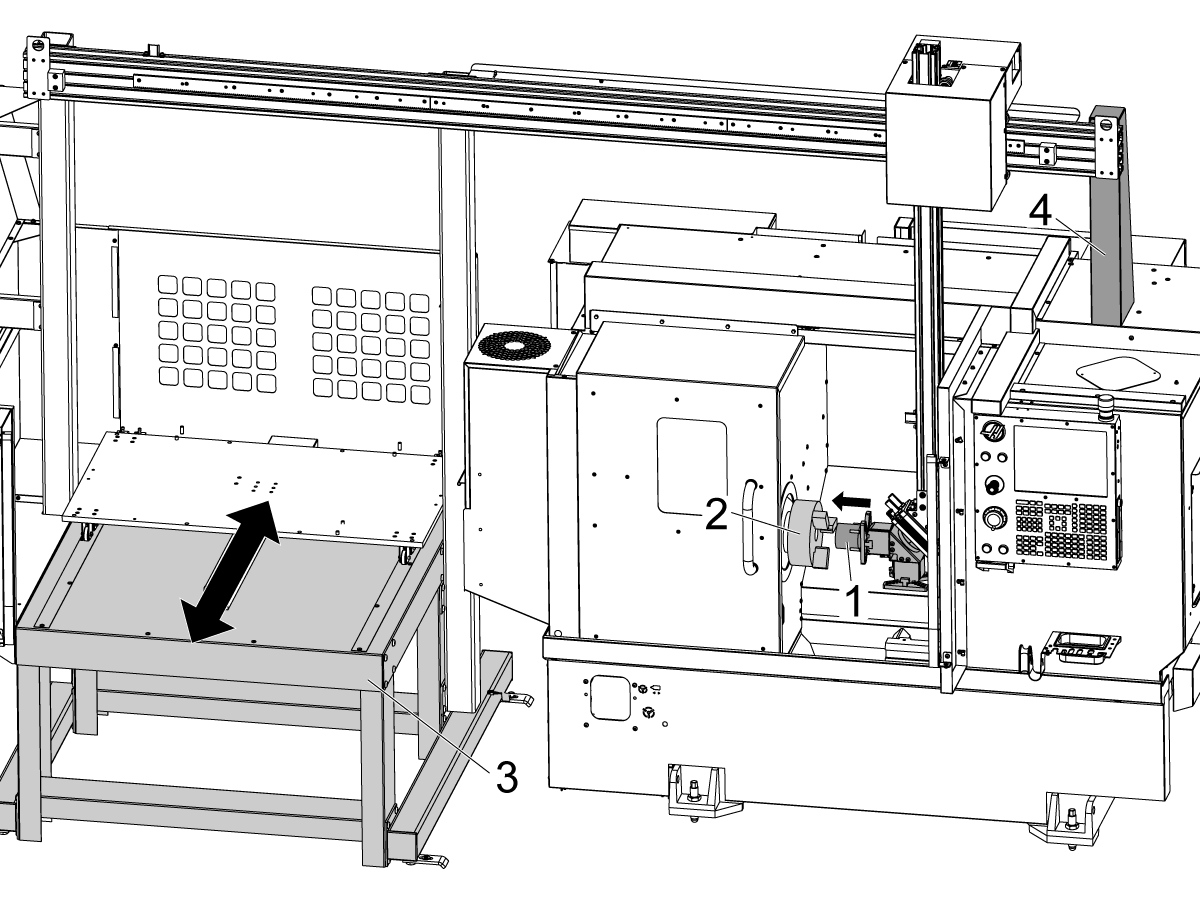
---vertical---installation/Align-APL-Grippers-to-Vice.png)

---vertical---installation/APL-Tool-Change-Offset.png)
---vertical---installation/2019-10-08_15h56_48.jpg)

---umc---installation/umc_apl_90_degree_control_cabinet_alignment.png)
---umc---installation/foot-print-reduction-placement_measurment.png)
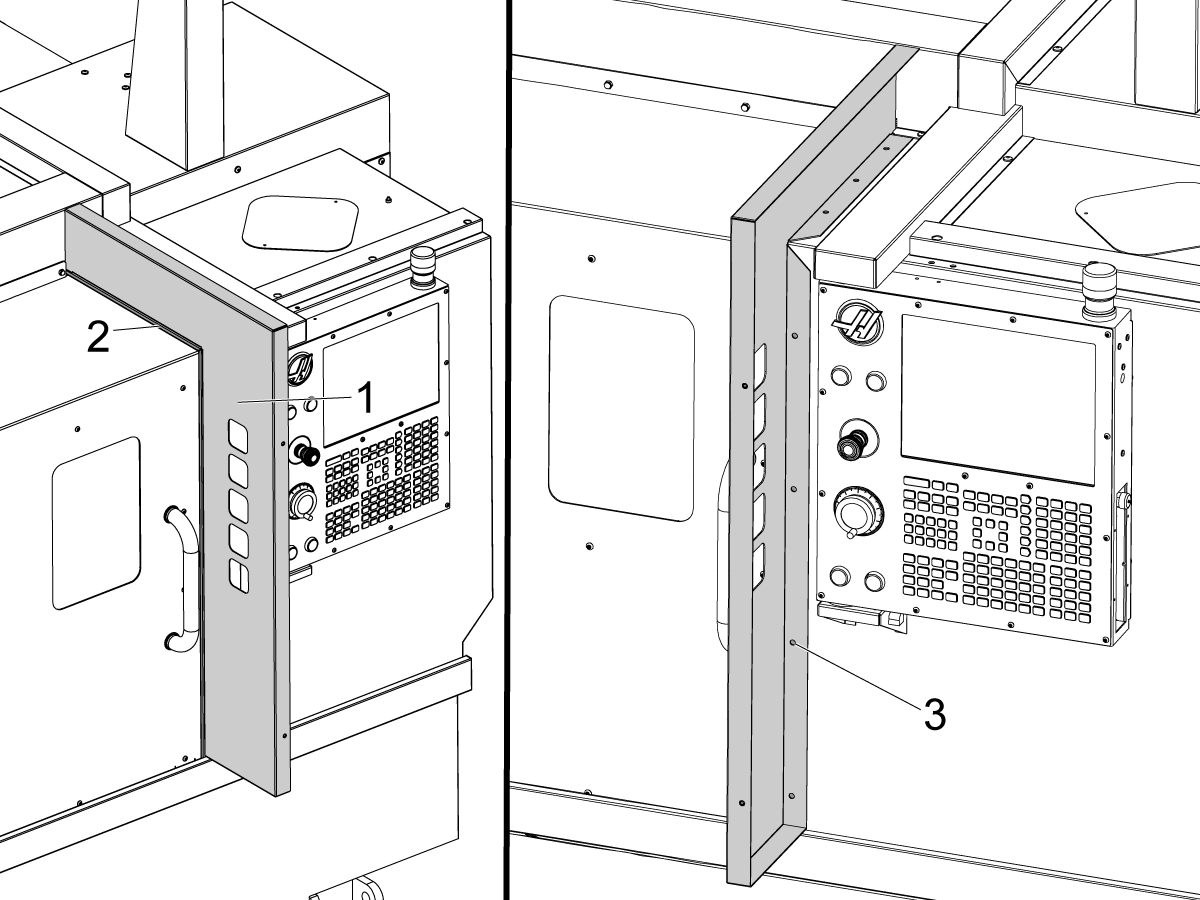
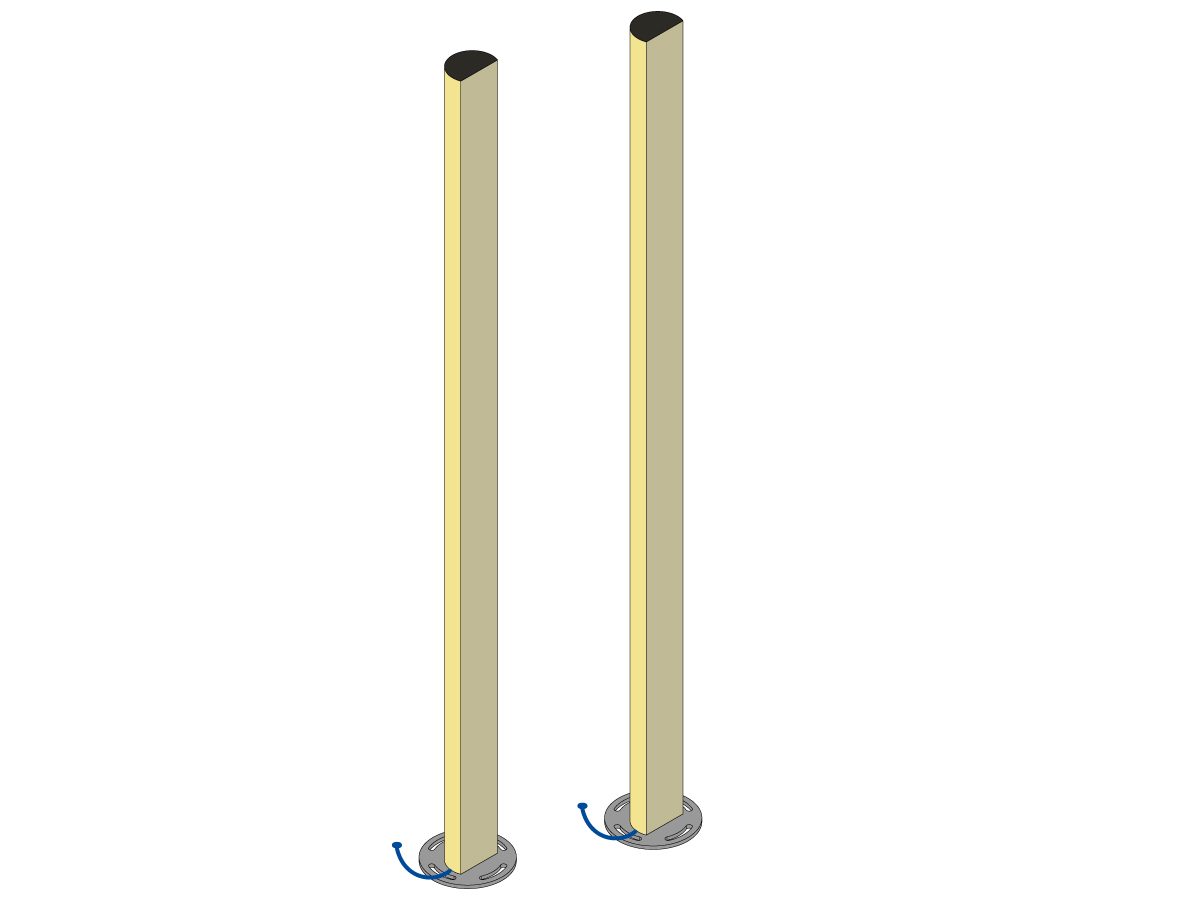
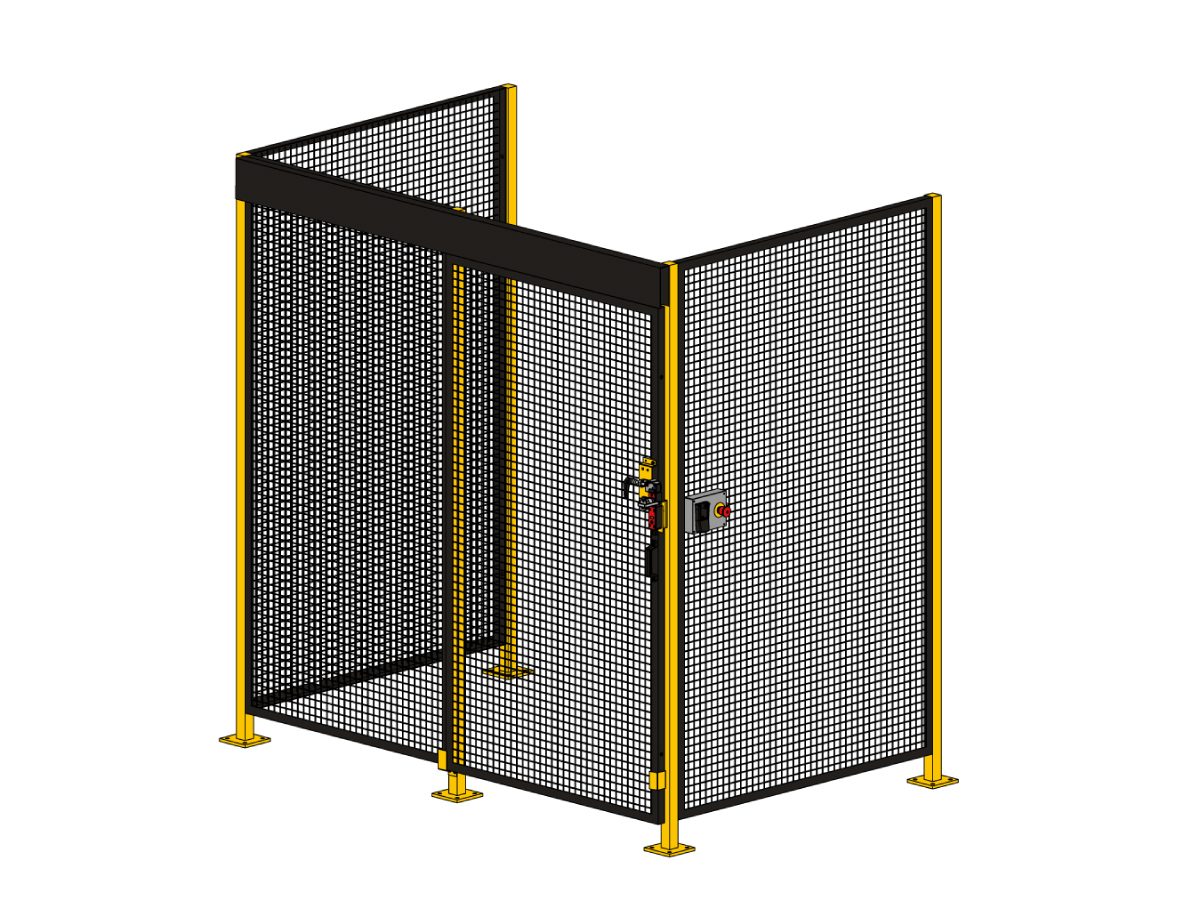
---umc---installation/new-fence-enclosure-panel-ce-machines.png)
---umc---installation/umc_apl_panel_to-electrical.png)
---umc---installation/foot-print-reduction-new-enclosure-panel.png)
---umc---installation/umc_90_degree_route_conduit.png)
---installation/c-apl_intro.png)
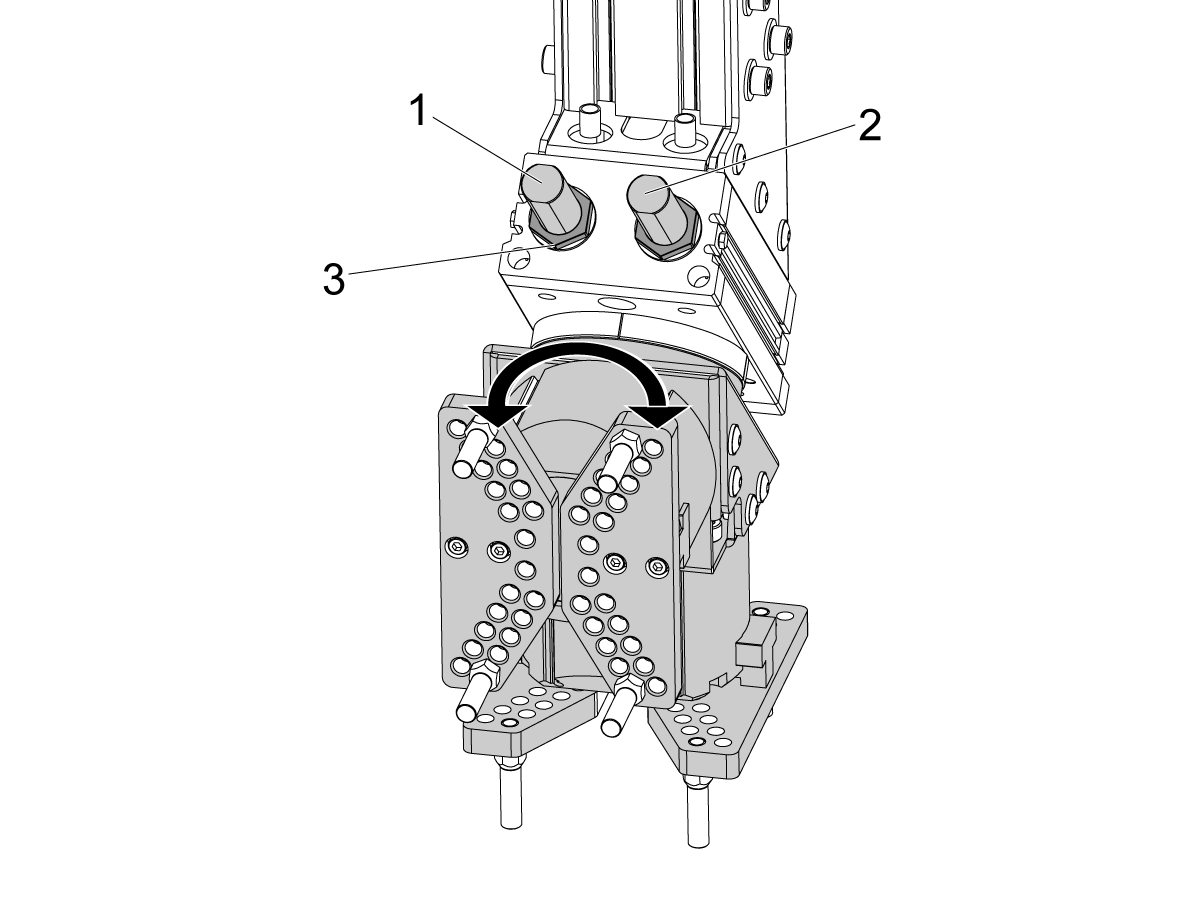
---installation/adjust-air-cylinder.png)
---installation/c-apl_updated_feet_attachment.png)
---installation/c-apl_height_adjustment.png)
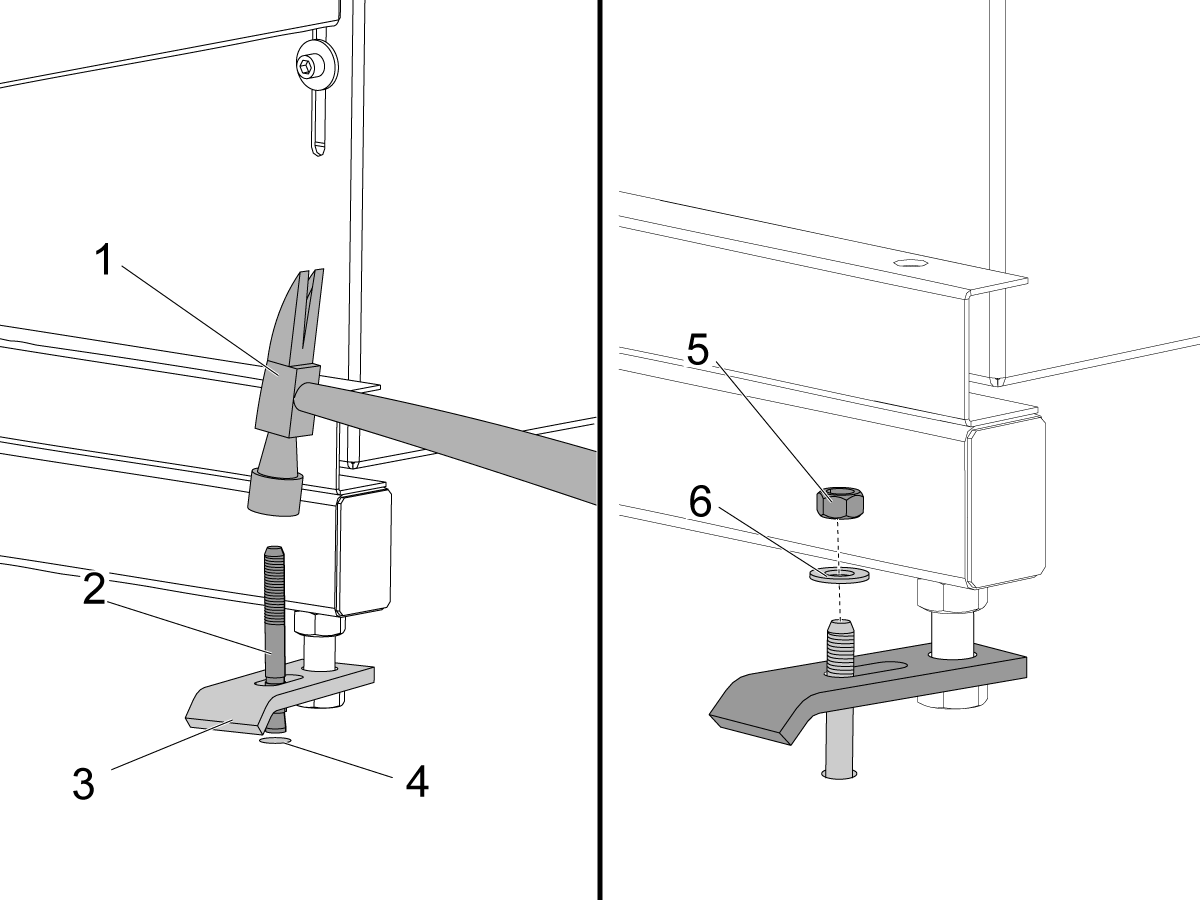
---installation/attach-anchor-sheet-metal.png)
---installation/updated-feet-attachment.png)
---installation/attach-anchor-sheet-metal-update.png)
---installation/locating-bracket-umc350-placement.png)
---installation/locating-bracket-DM-placement.png)
---installation/locating-bracket-vf-placement.png)
---installation/c-apl-locating-bracket-on-mm.png)
---installation/level_compact_apl.png)
---installation/update-anchoring.png)
---installation/shipping-brackets.png)
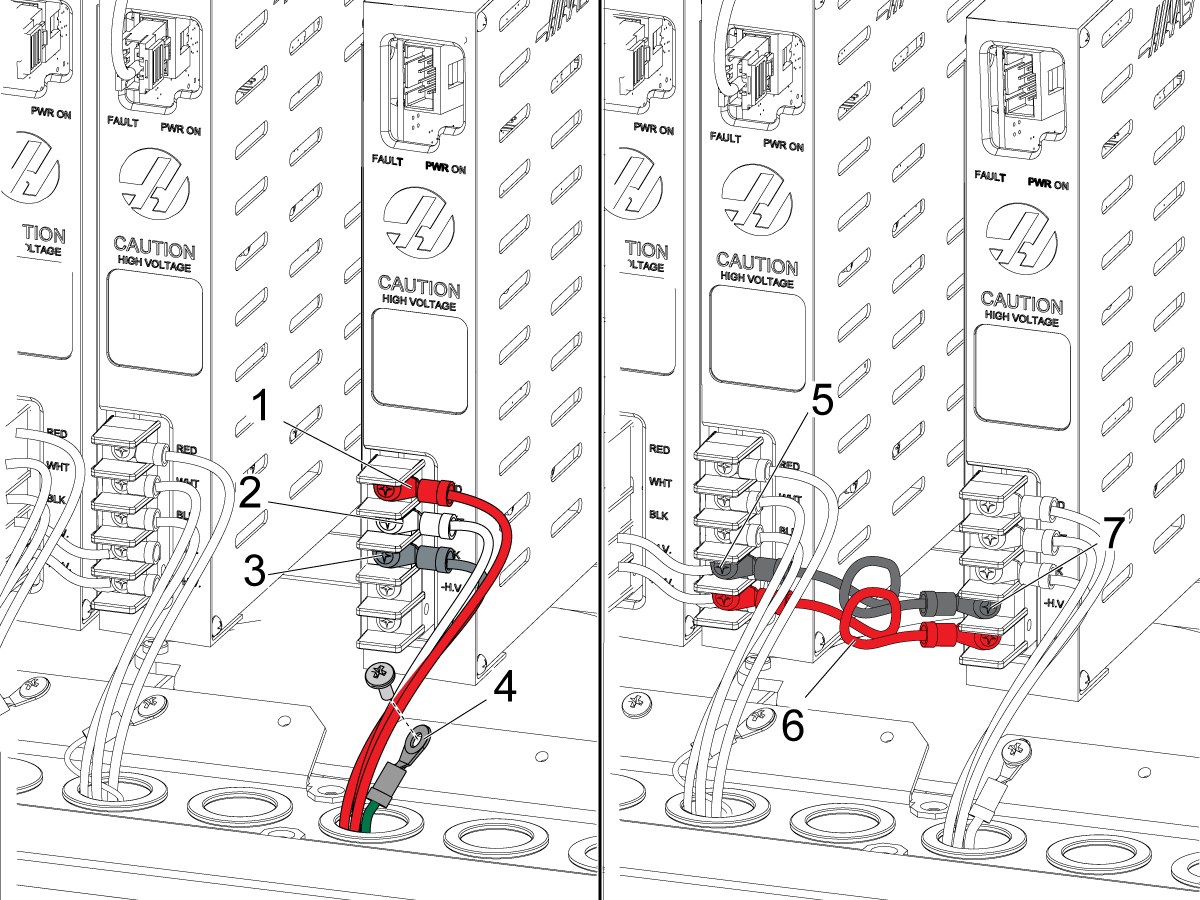
---installation/remove-wye-delta-and-attach-new-bracket.png)
---installation/attach-wye-delta-and-ps-with-can-board.png)
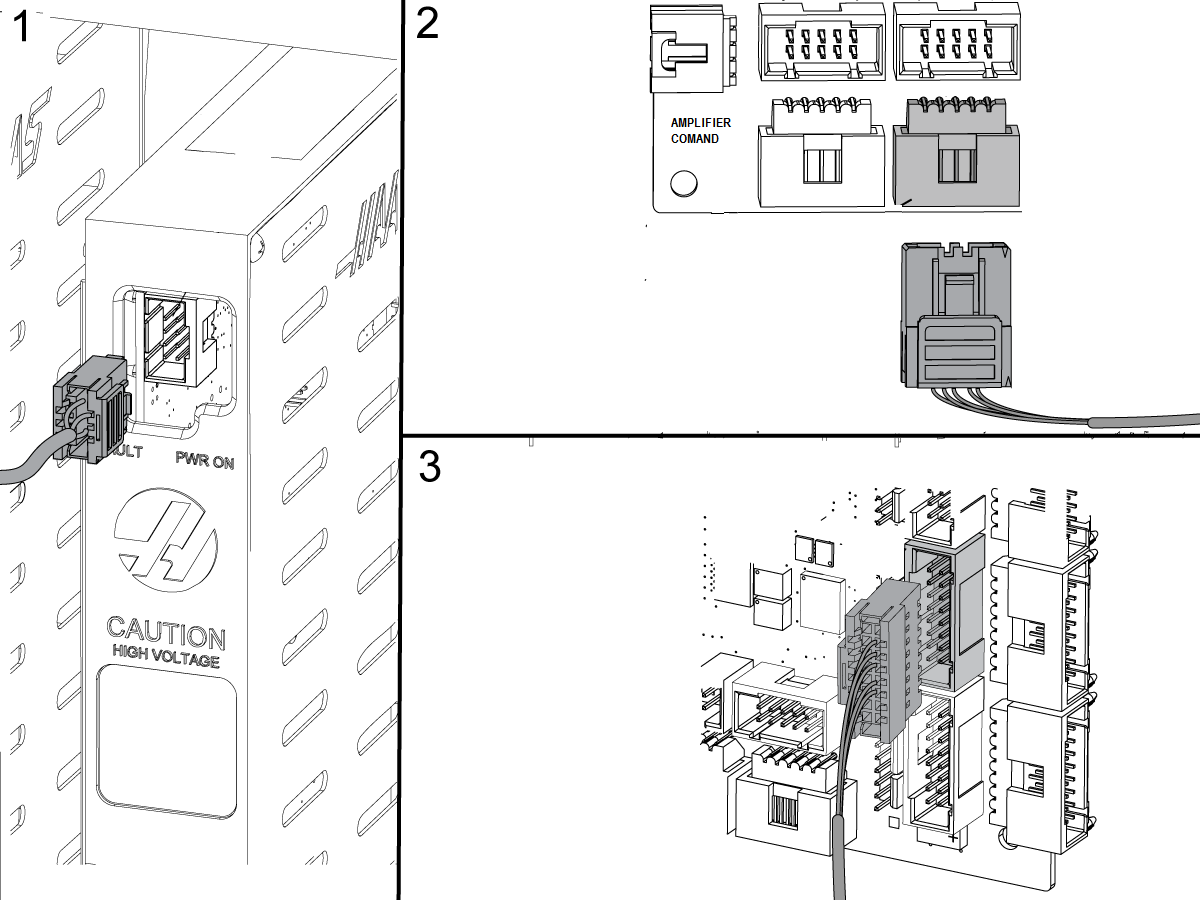
---installation/smtc-board-location.png)
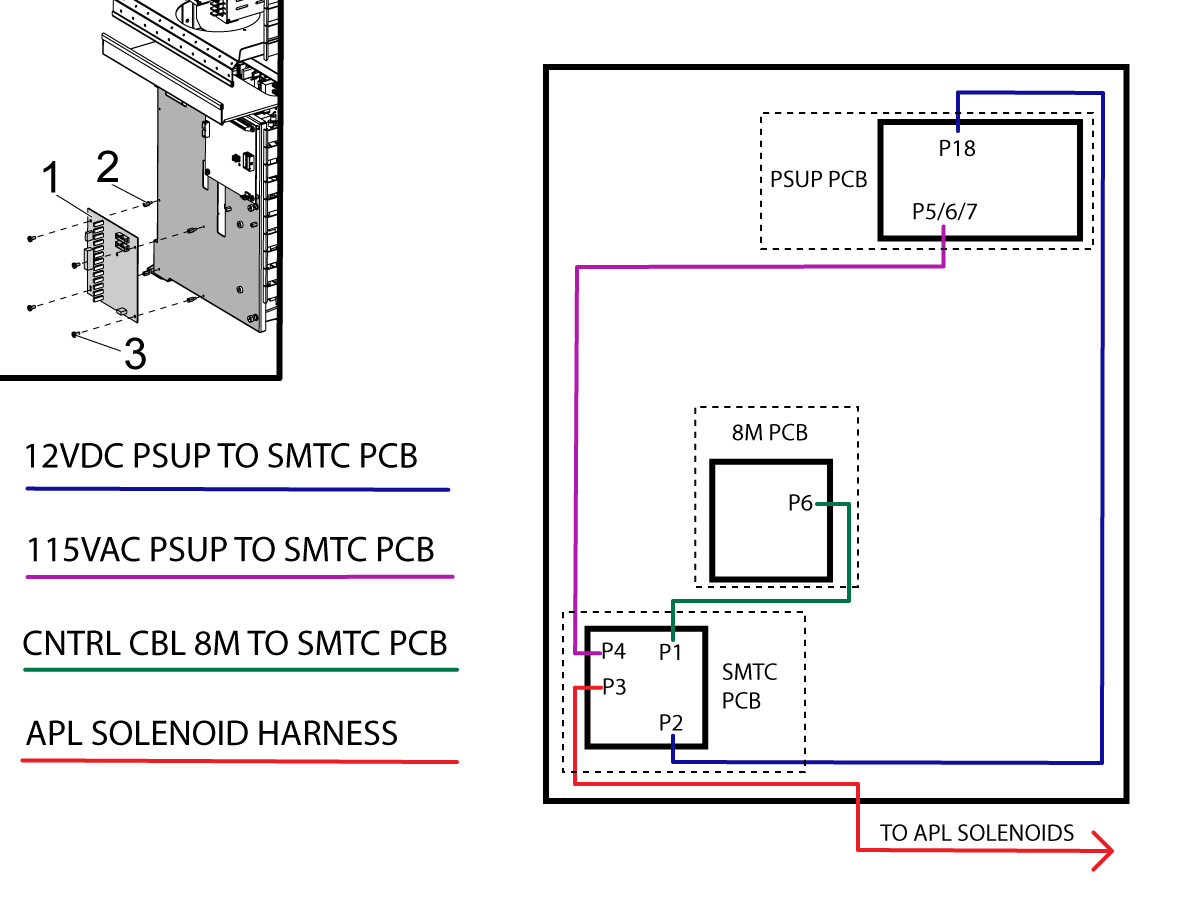
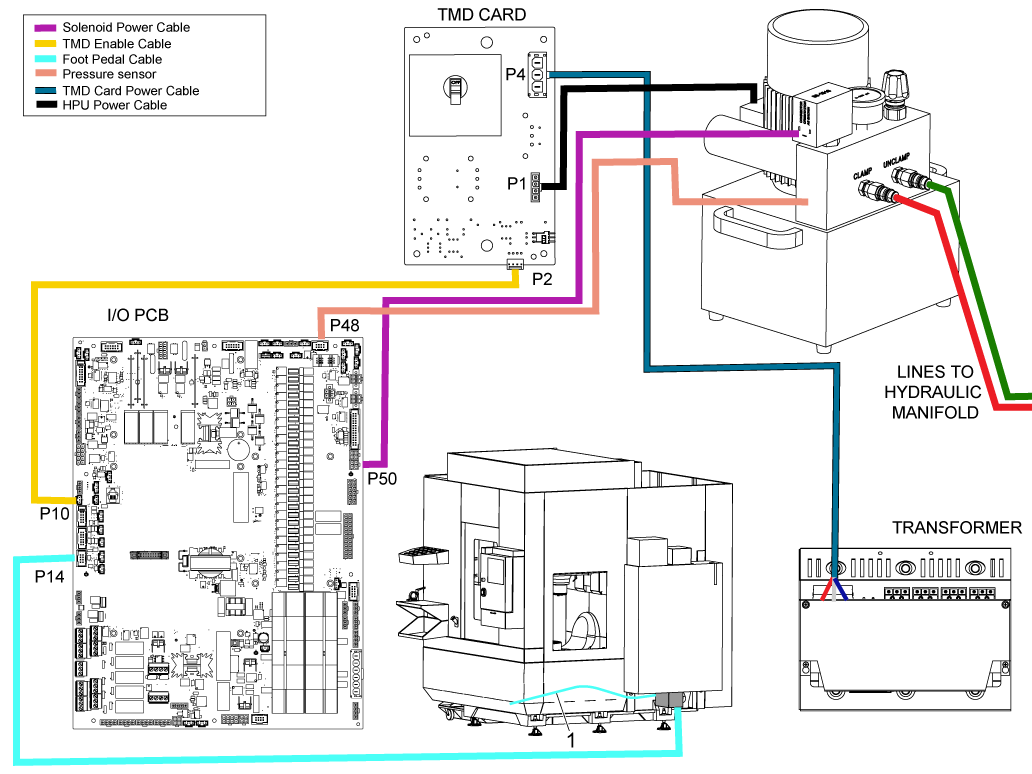
---installation/wire-diagram.png)
---installation/install-safety-relay.png)
---installation/safety_device_wire_diagram_ce.png)
---installation/fence_interlock_wire_diagram.png)
---installation/current-commands-CAPL.png)




