-
stroji
-
Vertikalni rezkarji
Vertikalni rezkarji
-
Večosne rešitve
Večosne rešitve
-
Stružnice
Stružnice
-
Horizontalni rezkarji
Horizontalni rezkarji
-
Rotacijske mize in indekserji
Rotacijske mize in indekserji
-
Avtomatizirani sistemi
Avtomatizirani sistemi
-
Namizni stroji
Namizni stroji
-
Oprema za delavnice
Oprema za delavnice
-
Stroji za proizvodnjo
Stroji za proizvodnjo
ORODJA ZA NAKUPOVANJESE ŽELITE S KOM POGOVORITI?Tovarniška izpostava Haas (HFO) lahko odgovori na vaša vprašanja in vam predstavi vaše najboljše možnosti.
CONTACT YOUR DISTRIBUTOR > -
Vertikalni rezkarji
-
Možnosti
-
 Vretena
Vretena
Vretena
Vretena -
 Menjalci orodja
Menjalci orodja
Menjalci orodja
Menjalci orodja -
 4. | 5. os
4. | 5. os
4. | 5. os
4. | 5. os -
 Revolverji in gnana orodja
Revolverji in gnana orodja
Revolverji in gnana orodja
Revolverji in gnana orodja -
 Merjenje s sondo
Merjenje s sondo
Merjenje s sondo
Merjenje s sondo -
 Obvladovanje odrezkov in emulzije
Obvladovanje odrezkov in emulzije
Obvladovanje odrezkov in emulzije
Obvladovanje odrezkov in emulzije -
 Krmilje Haas
Krmilje Haas
Krmilje Haas
Krmilje Haas -
 Opcije izdelka
Opcije izdelka
Opcije izdelka
Opcije izdelka -
 Orodje in vpenjanje
Orodje in vpenjanje
Orodje in vpenjanje
Orodje in vpenjanje -
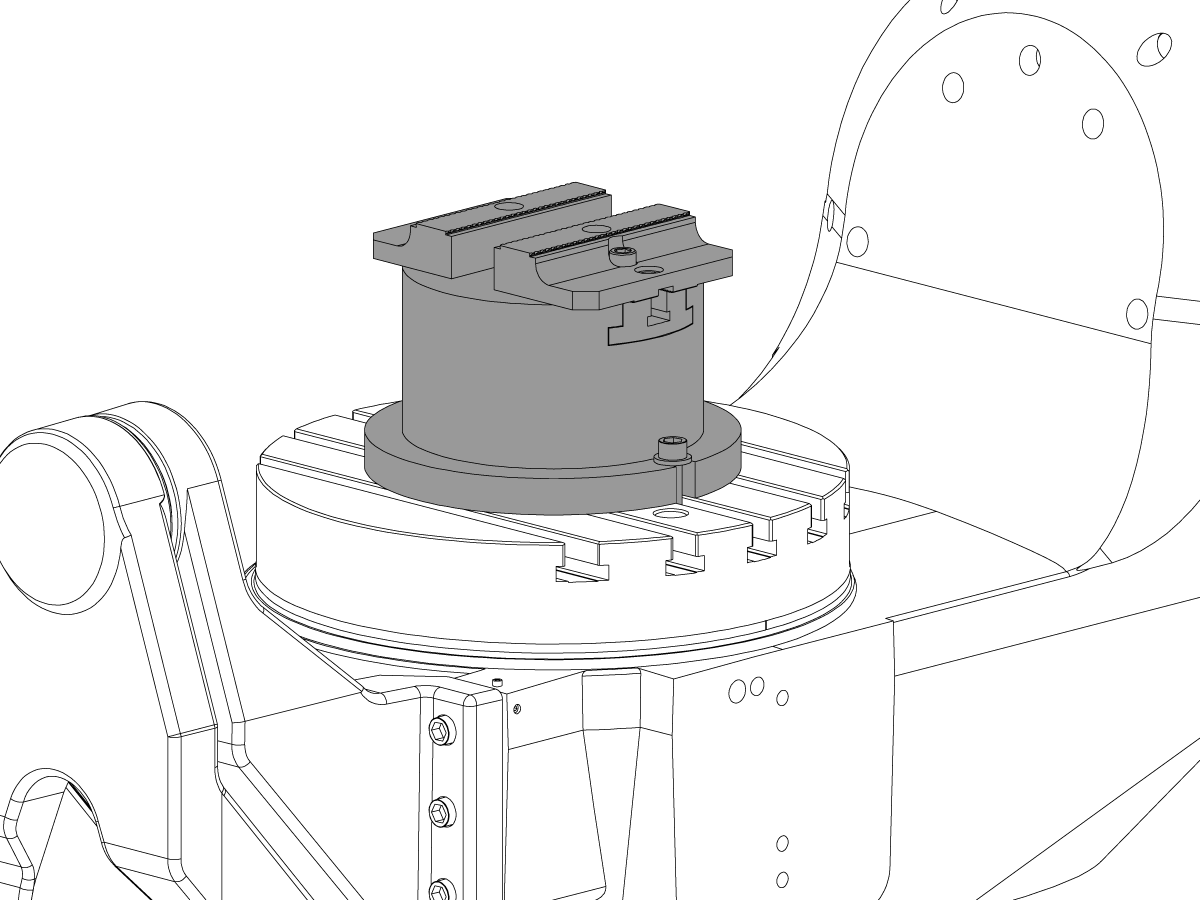
 Vpenjanje obdelovanca
Vpenjanje obdelovanca
Vpenjanje obdelovanca
Vpenjanje obdelovanca -
 5-osne rešitve
5-osne rešitve
5-osne rešitve
5-osne rešitve -
 Avtomatizacija
Avtomatizacija
Avtomatizacija
Avtomatizacija
ORODJA ZA NAKUPOVANJESE ŽELITE S KOM POGOVORITI?Tovarniška izpostava Haas (HFO) lahko odgovori na vaša vprašanja in vam predstavi vaše najboljše možnosti.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Spoznajte Haasovo razliko
-
Servis
- Videoposnetki








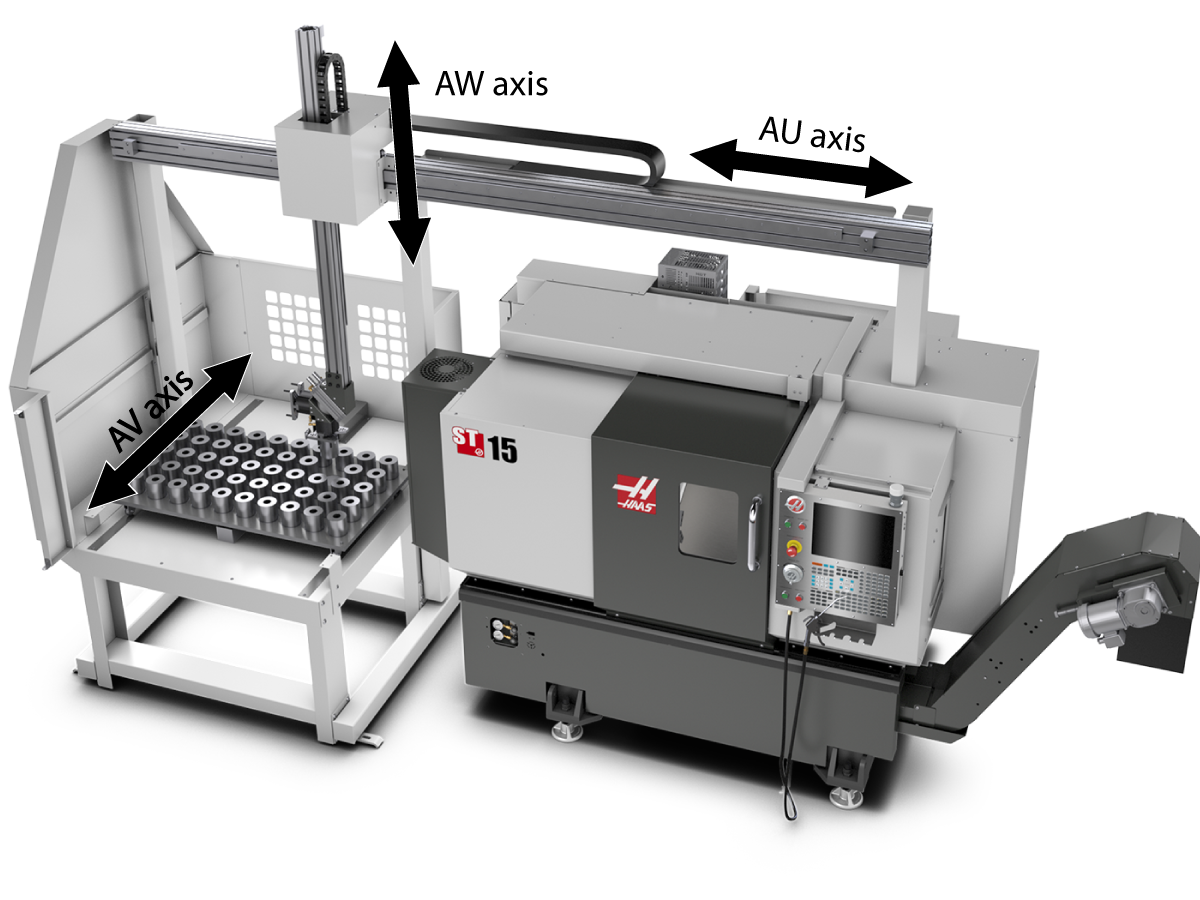
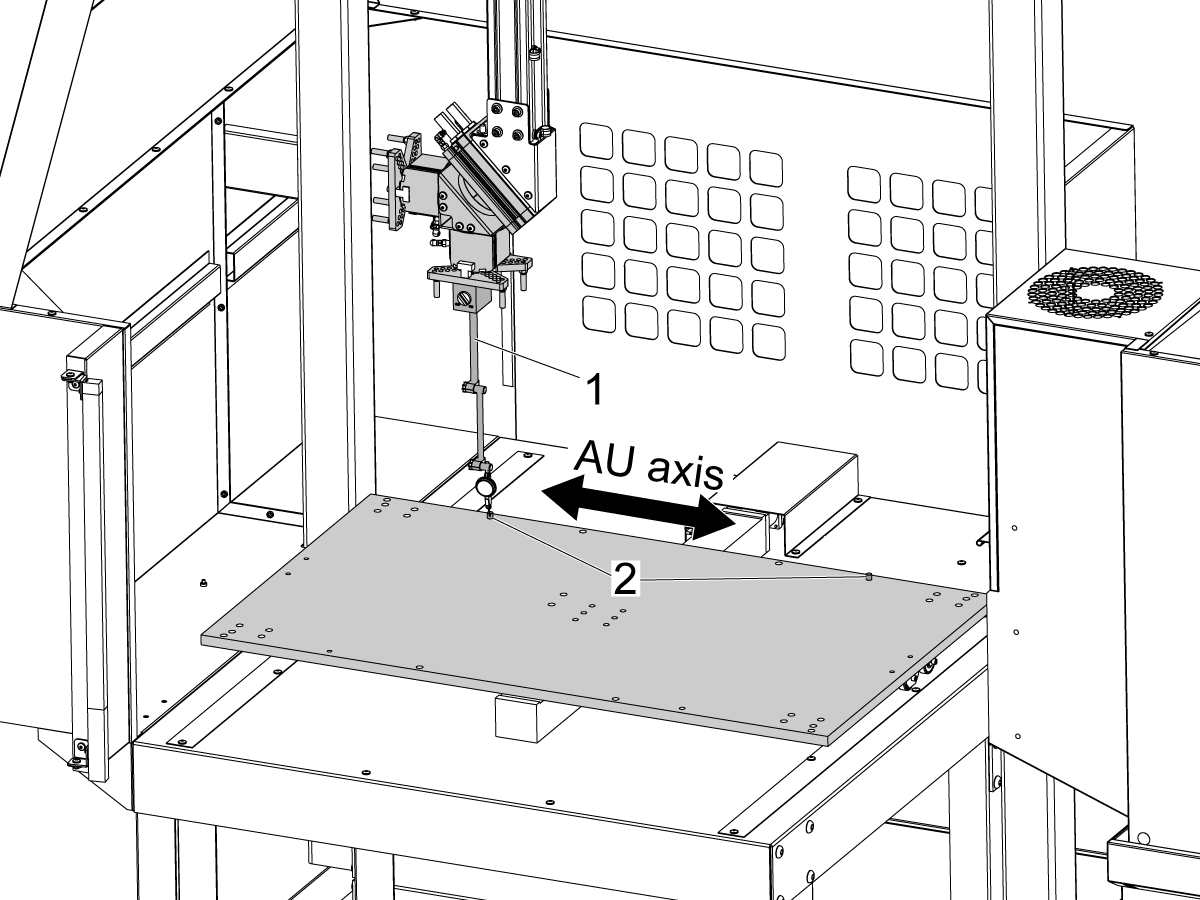
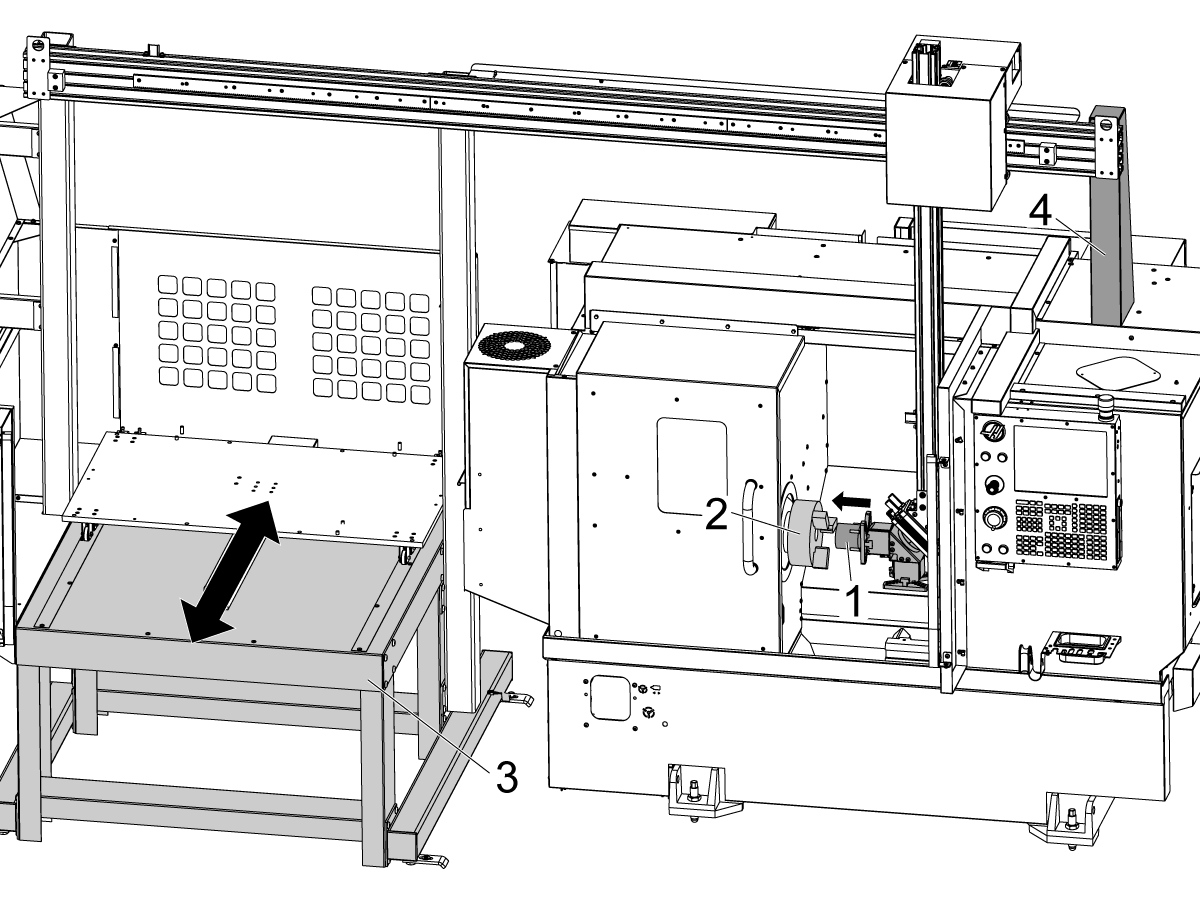
---vertical---installation/APL-Axis-Directions.png)
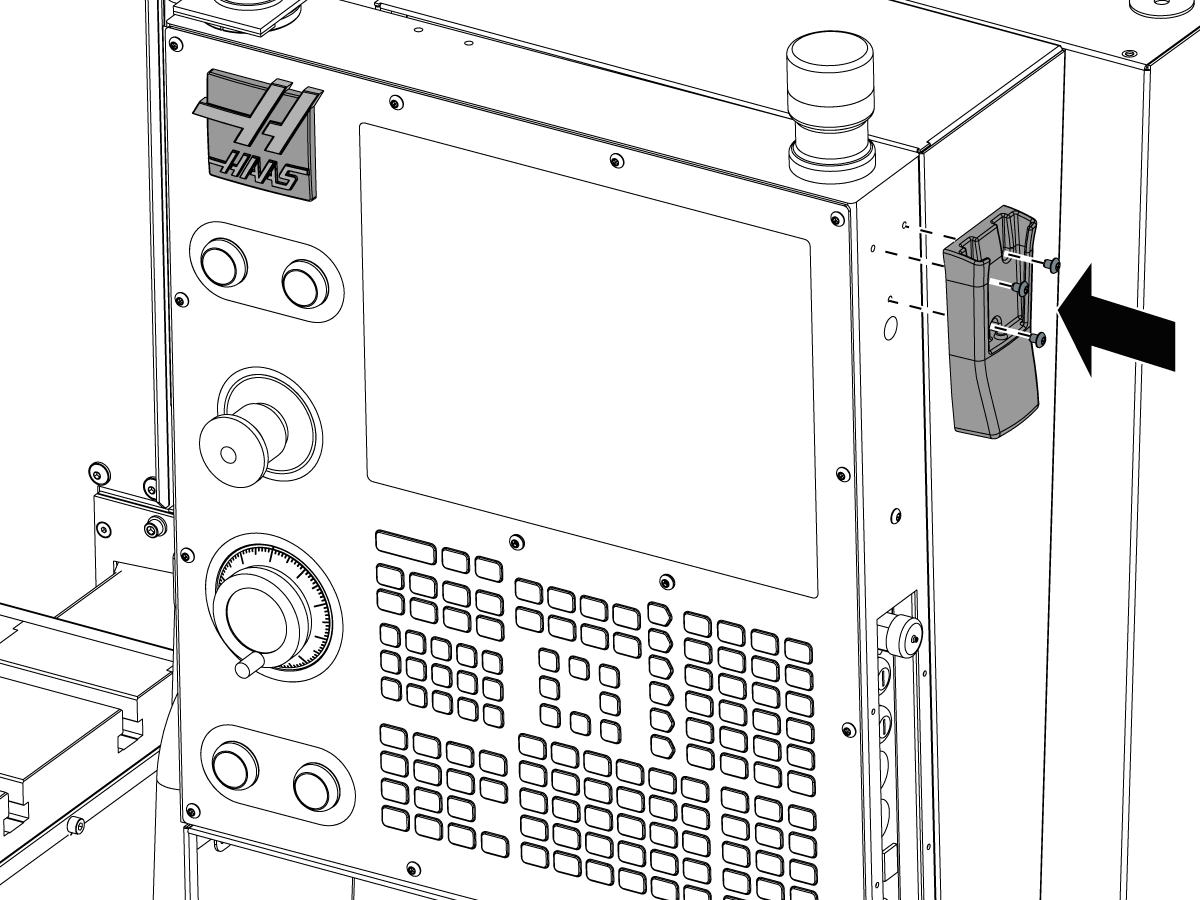
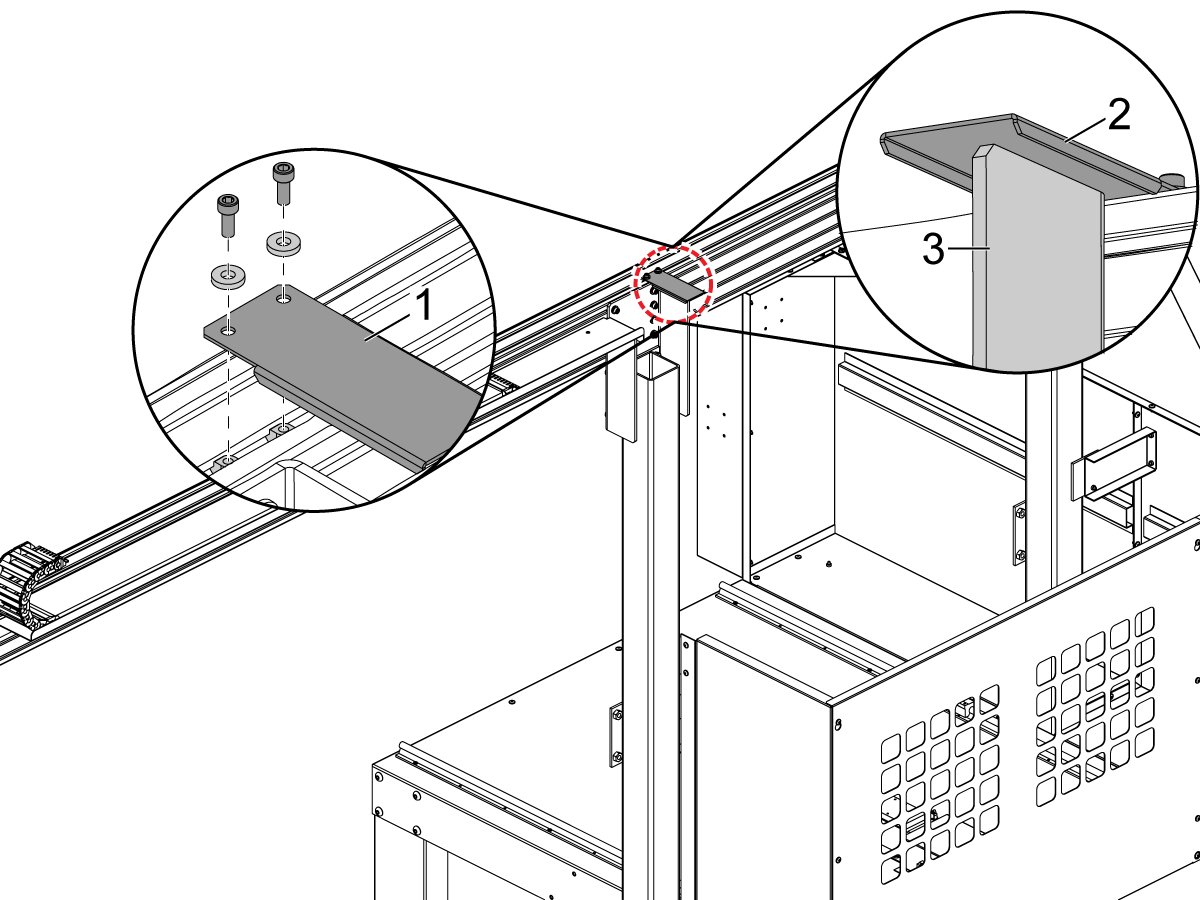
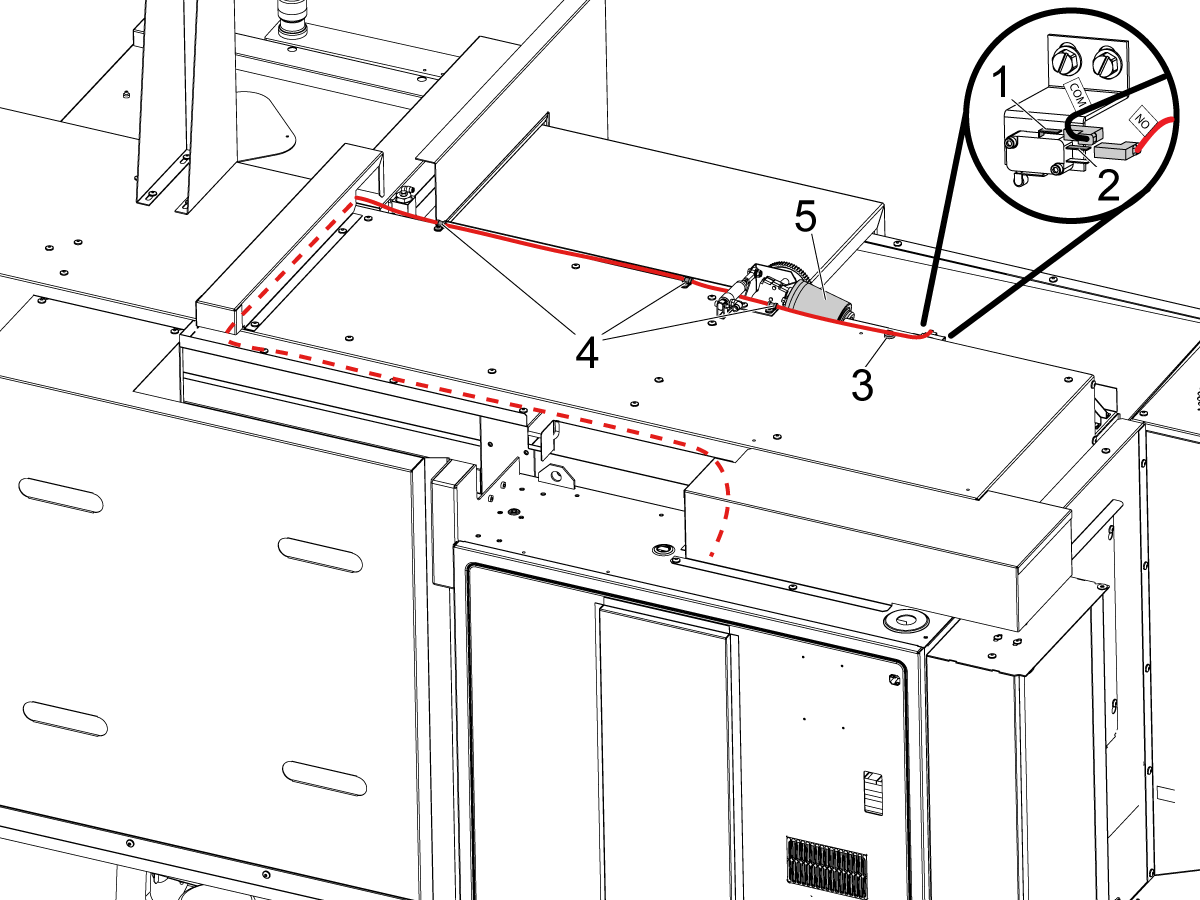
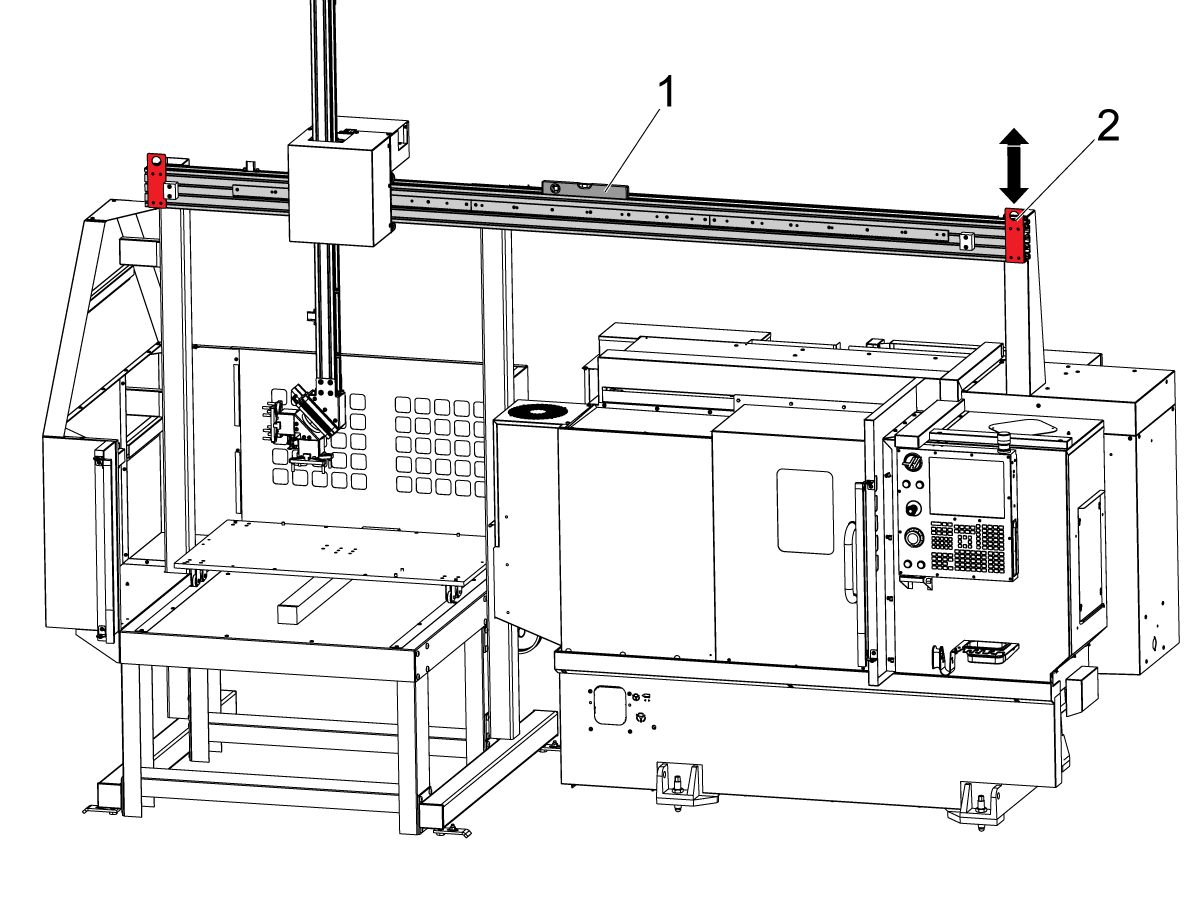
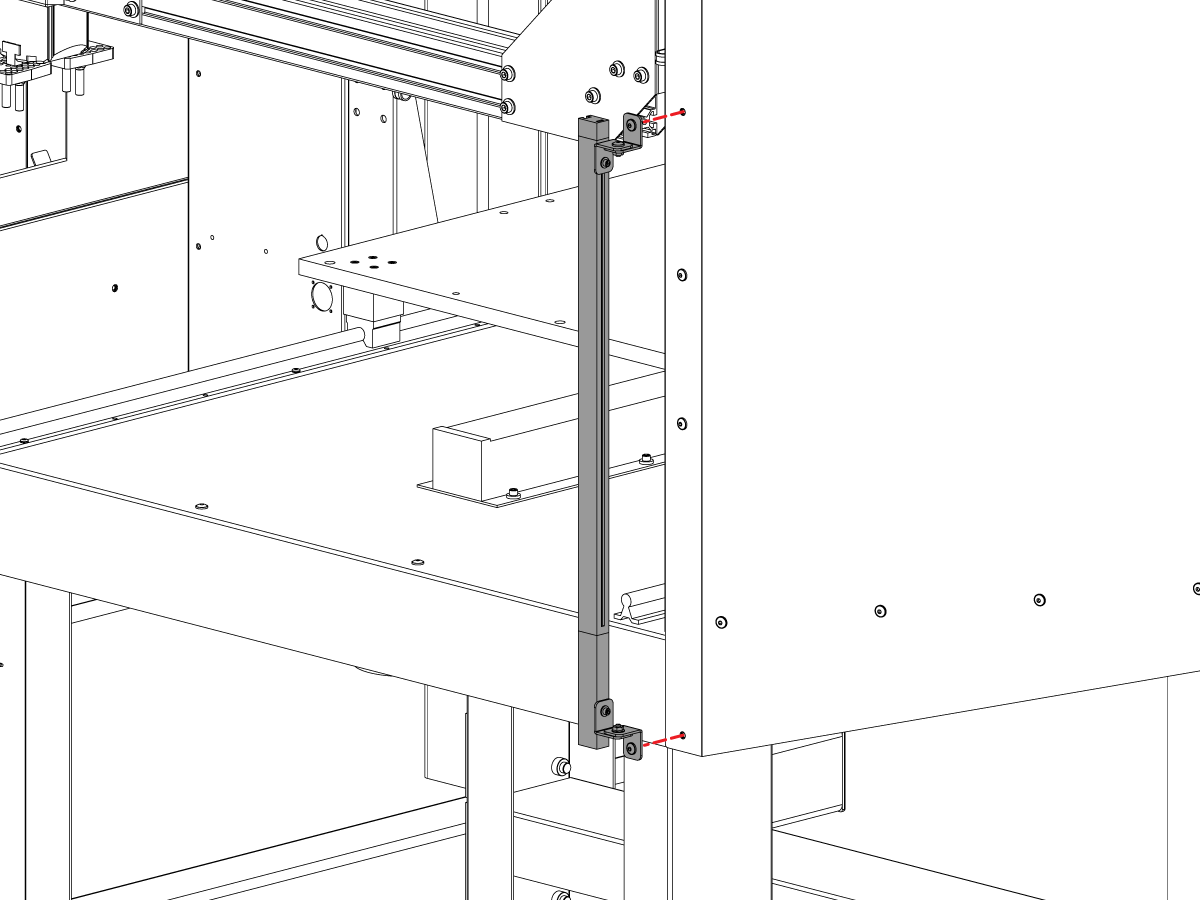
---vertical---installation/Install-Prox-Switch-Bracket.png)
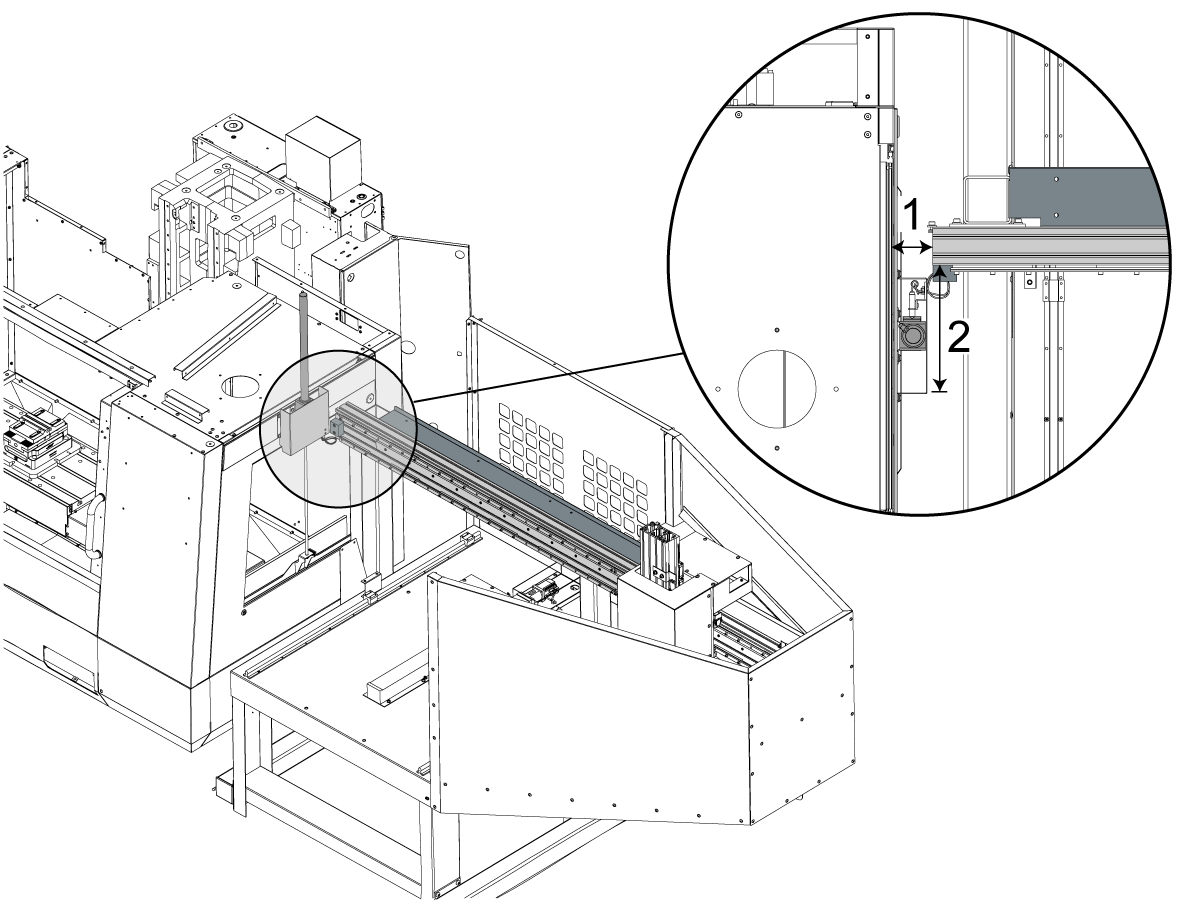
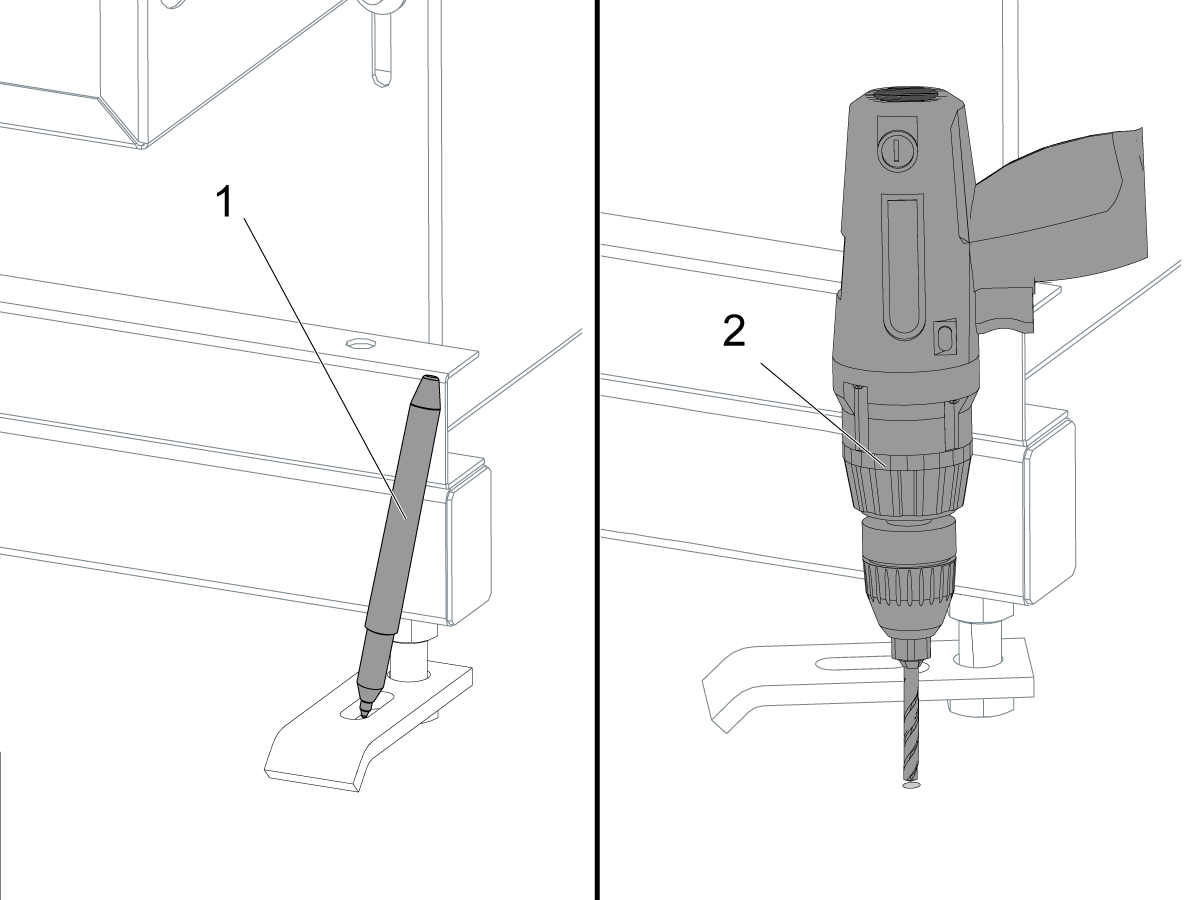
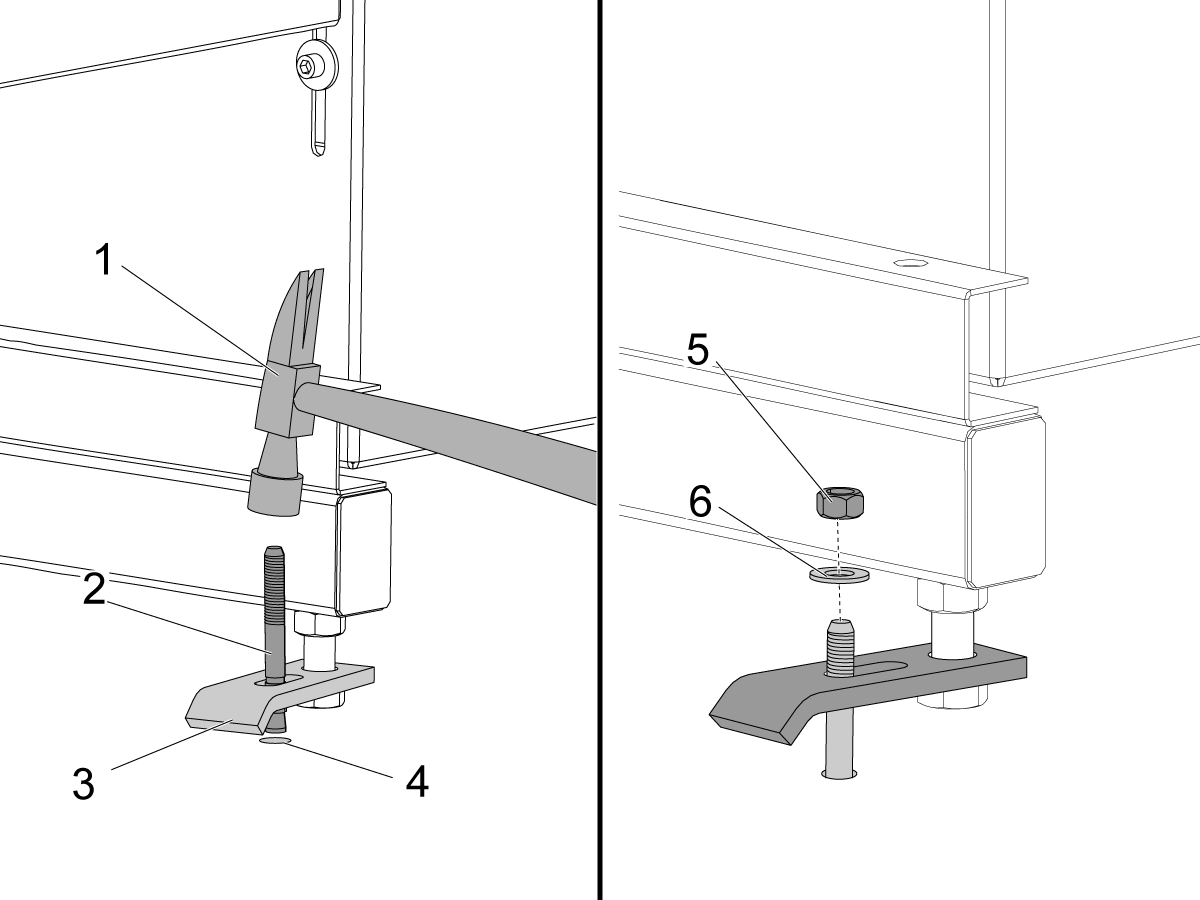
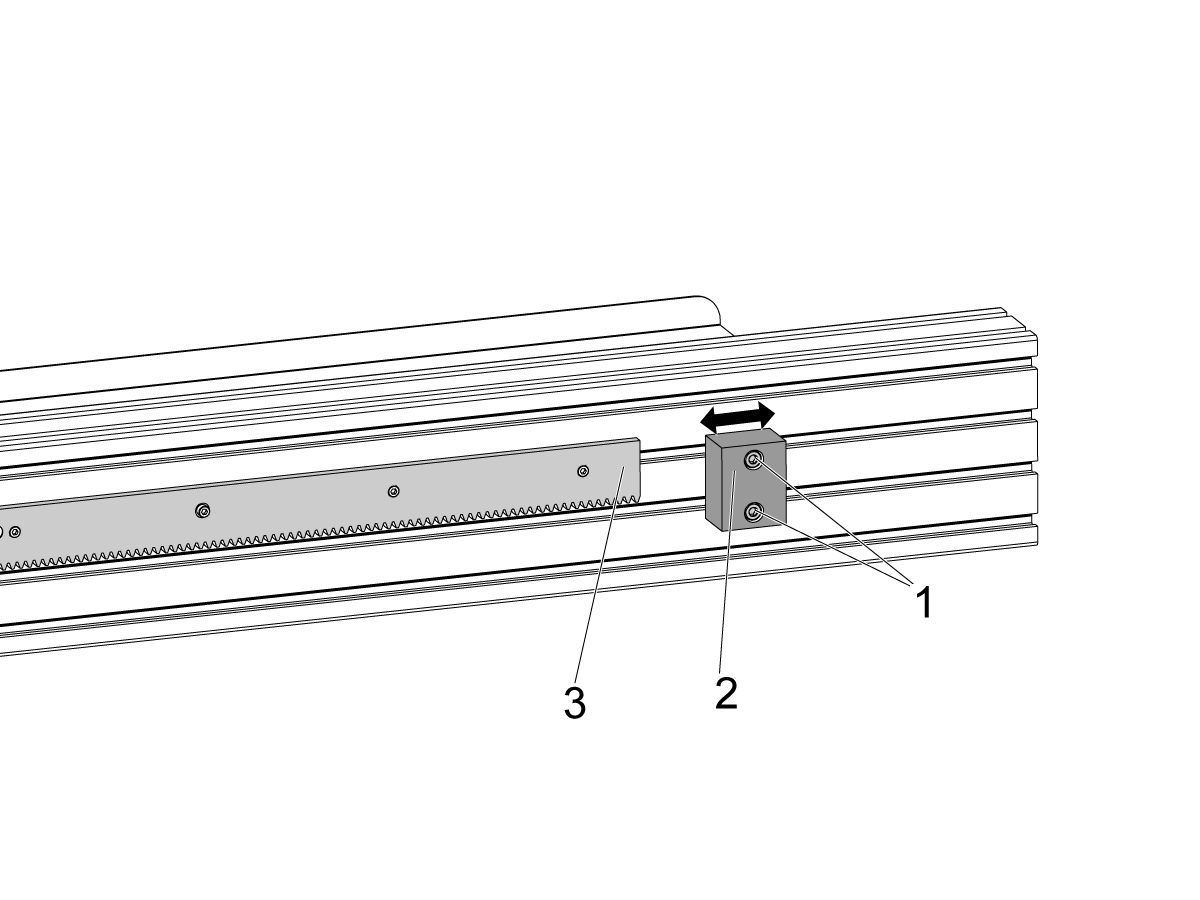
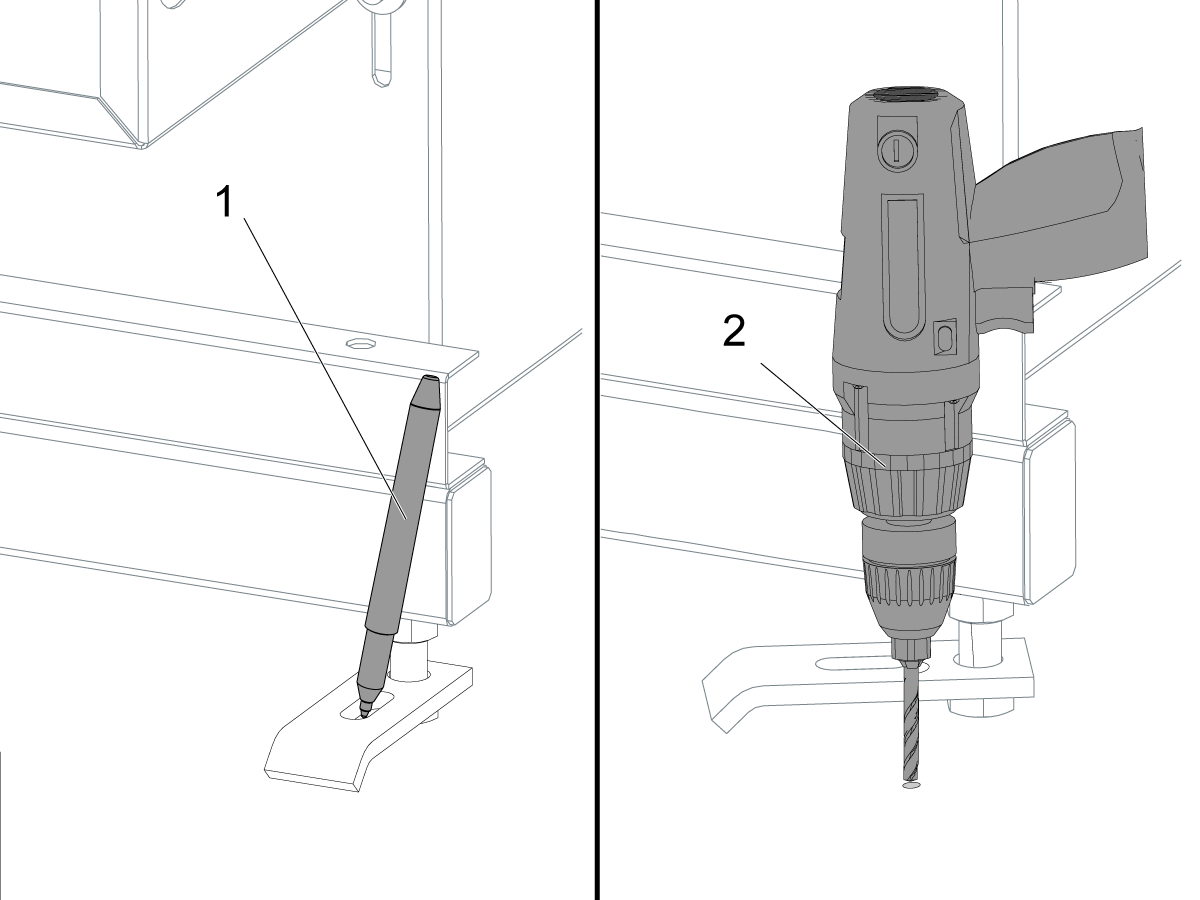
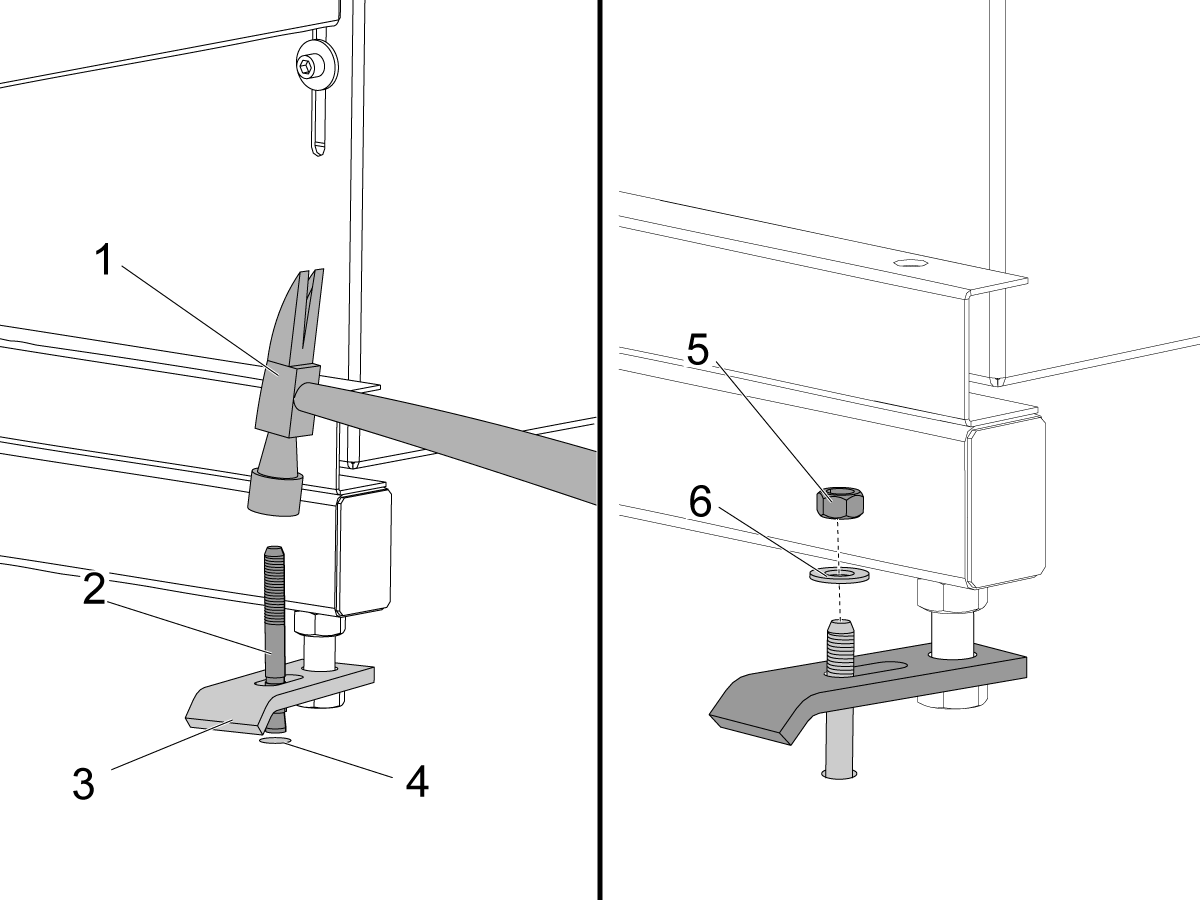
---vertical---installation/Drill-Autodoor-Flag_1.png)
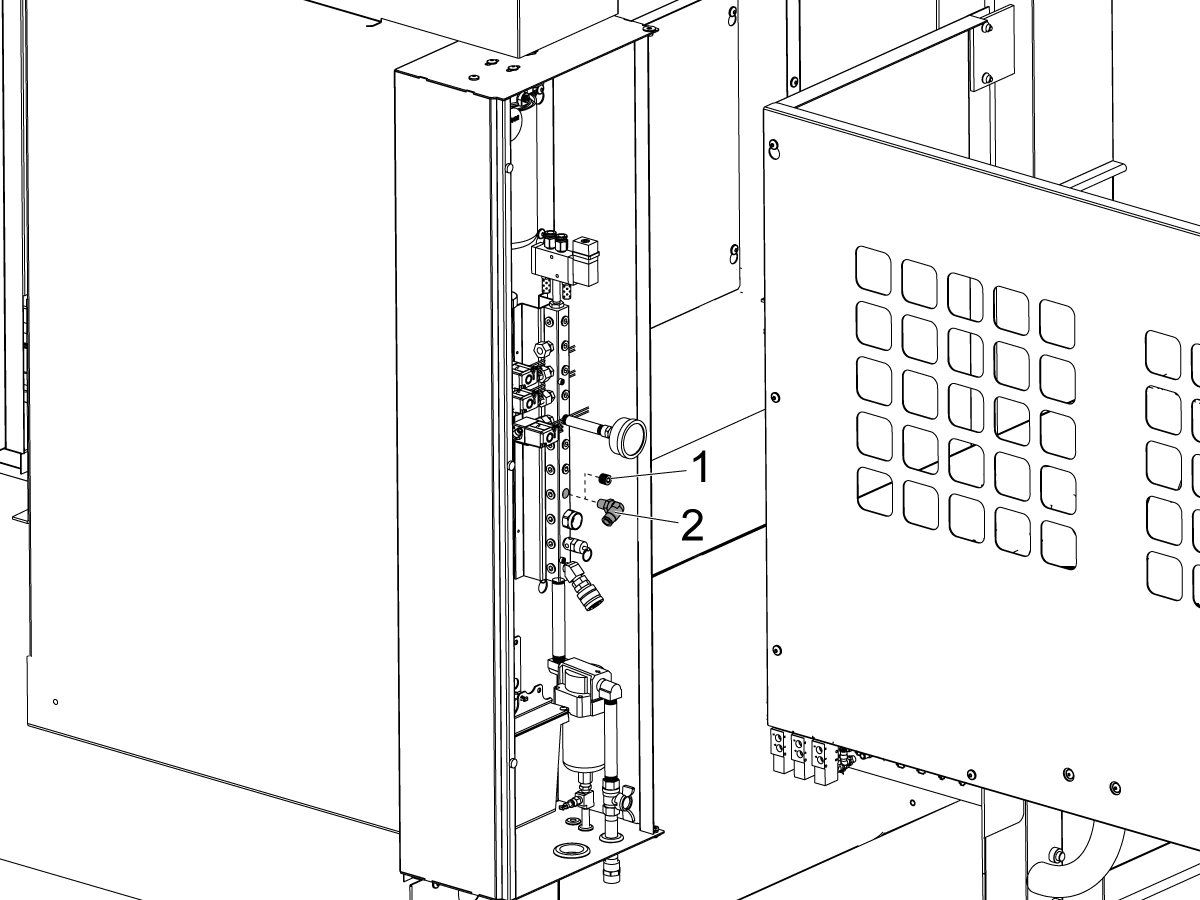
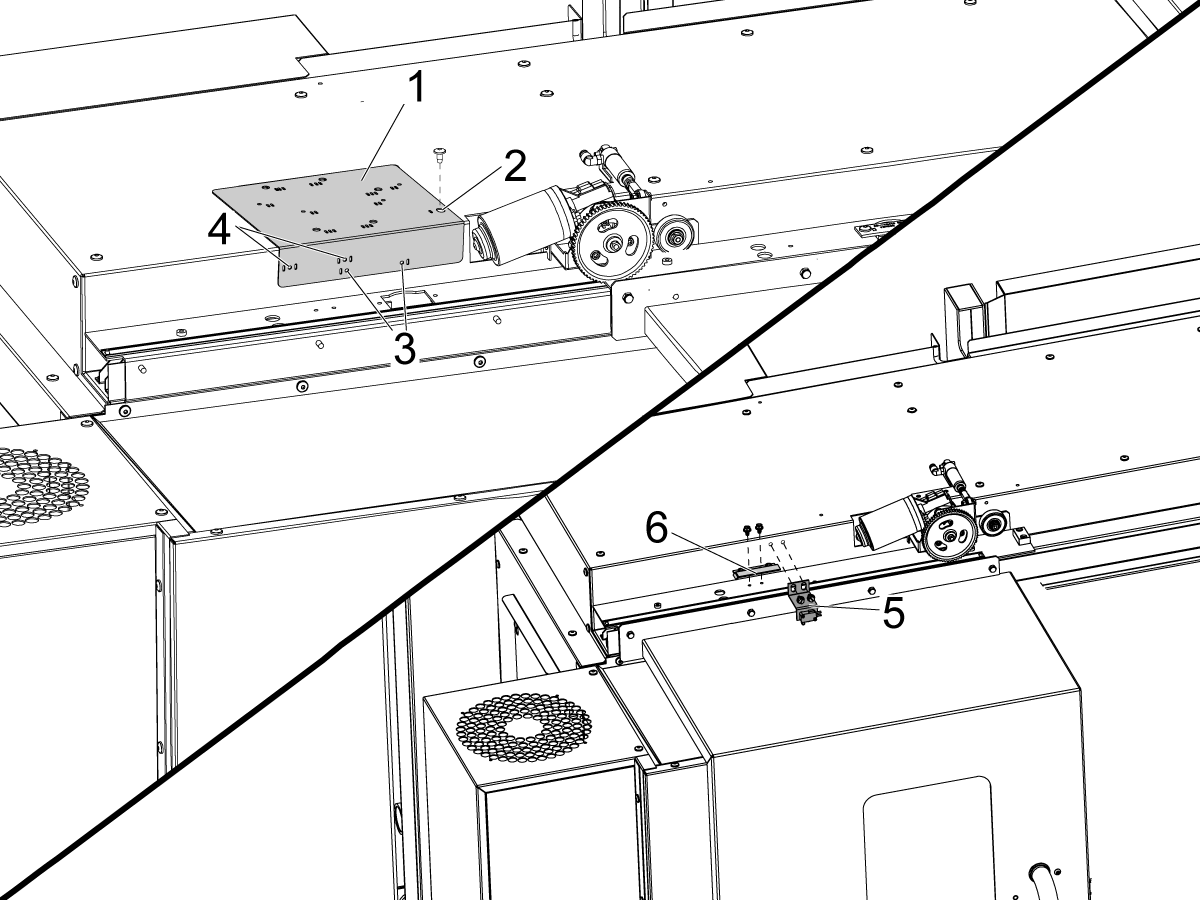
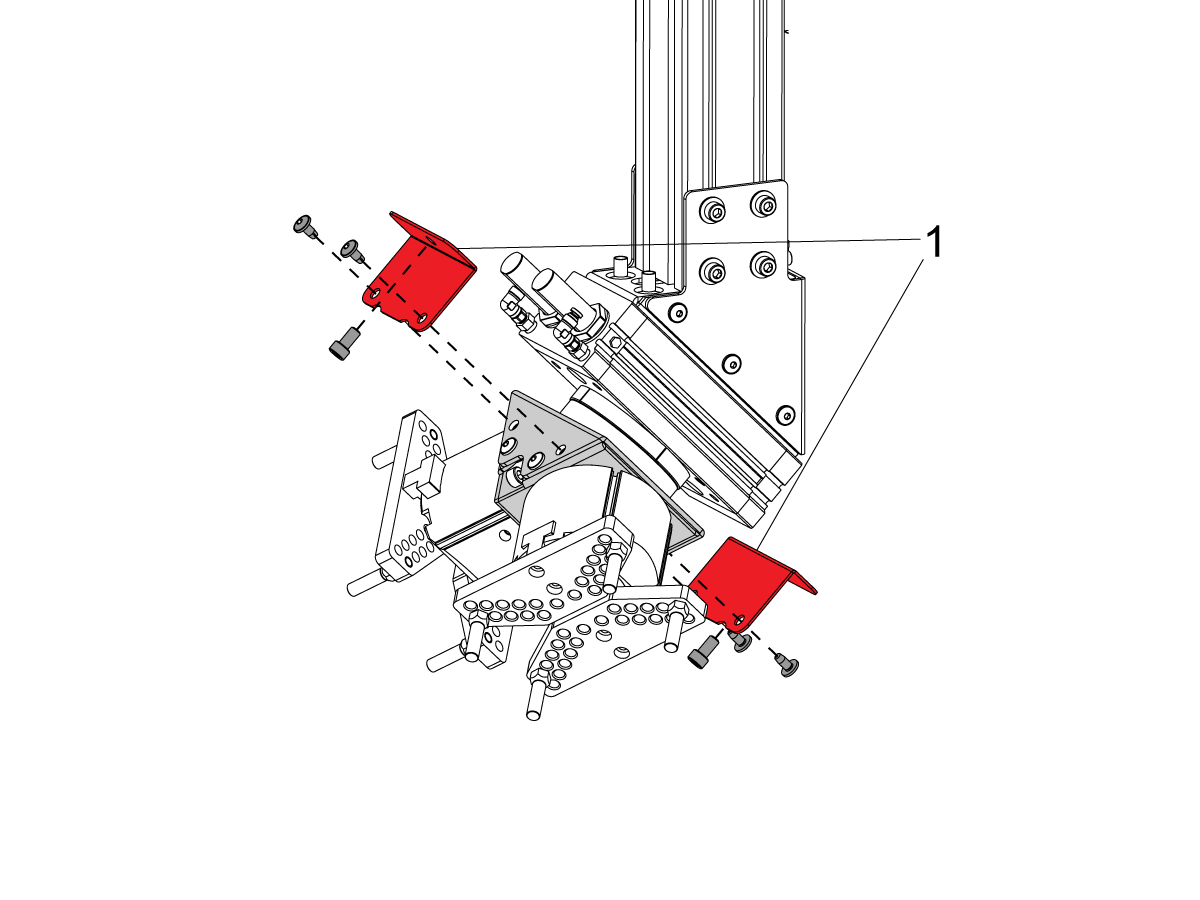
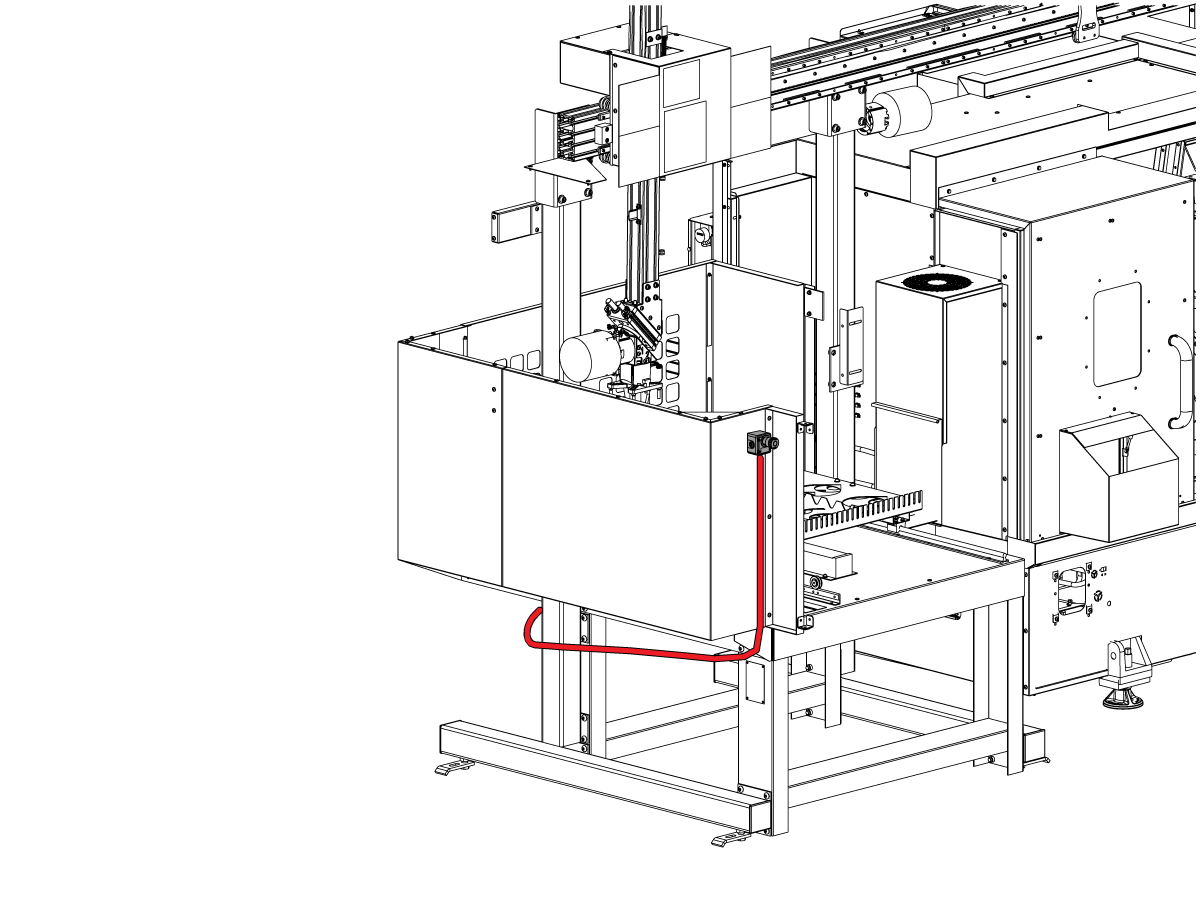
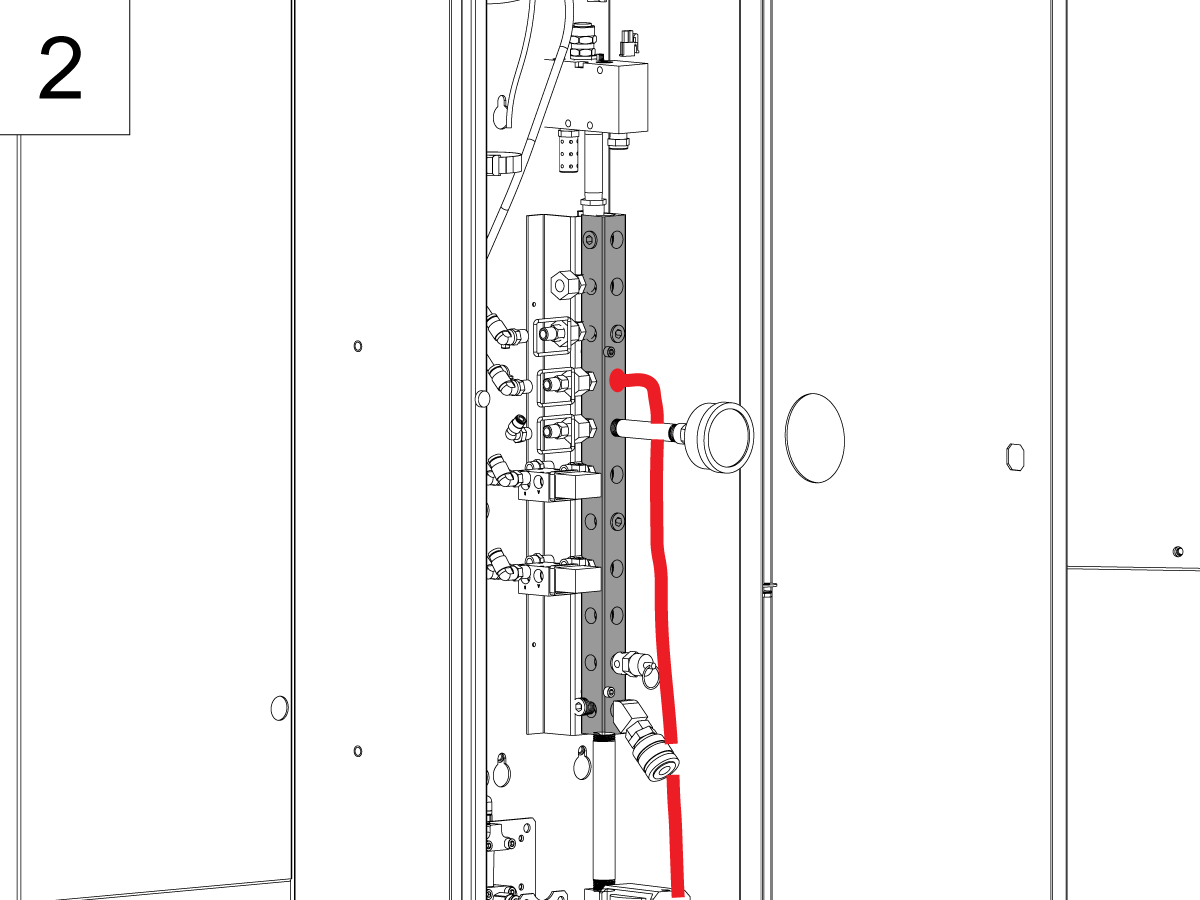
---vertical---installation/Move-Air-Gun.png)
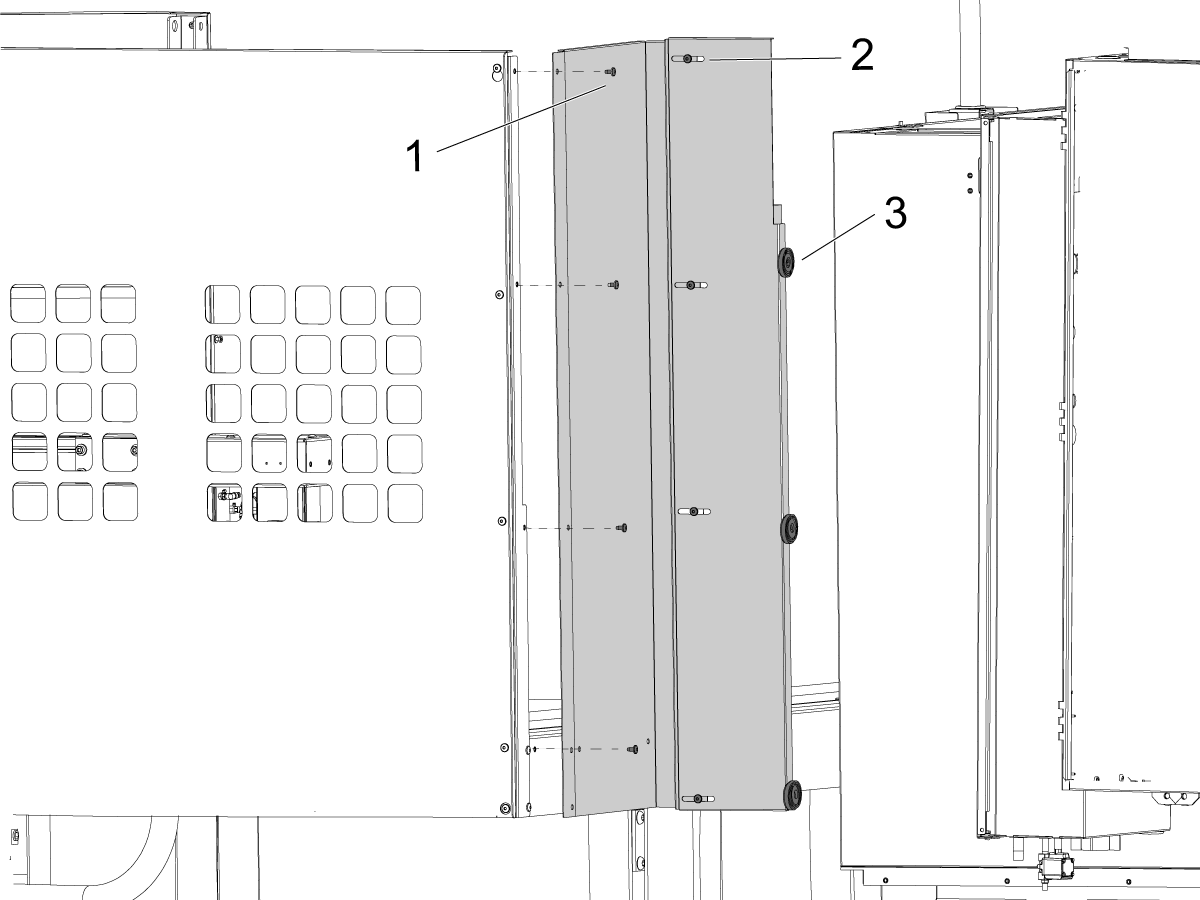
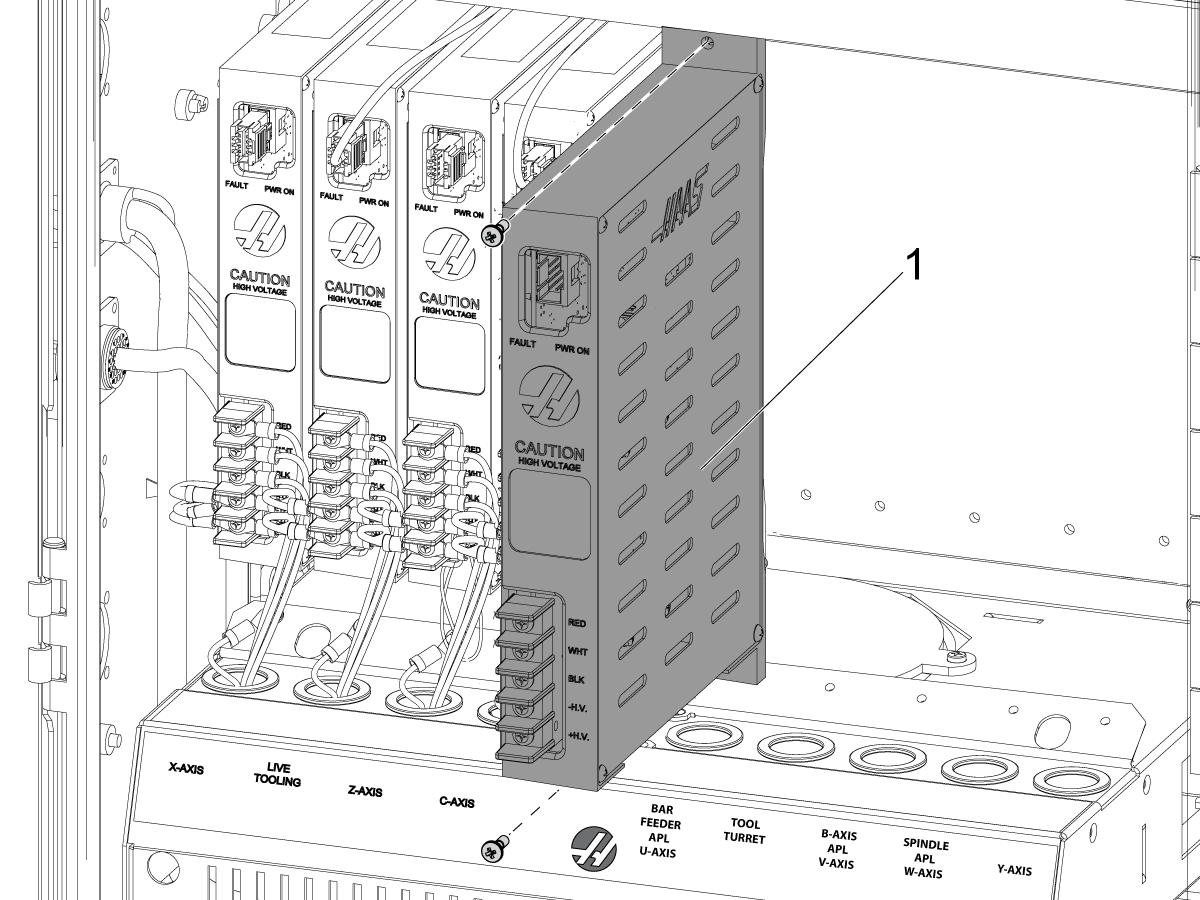
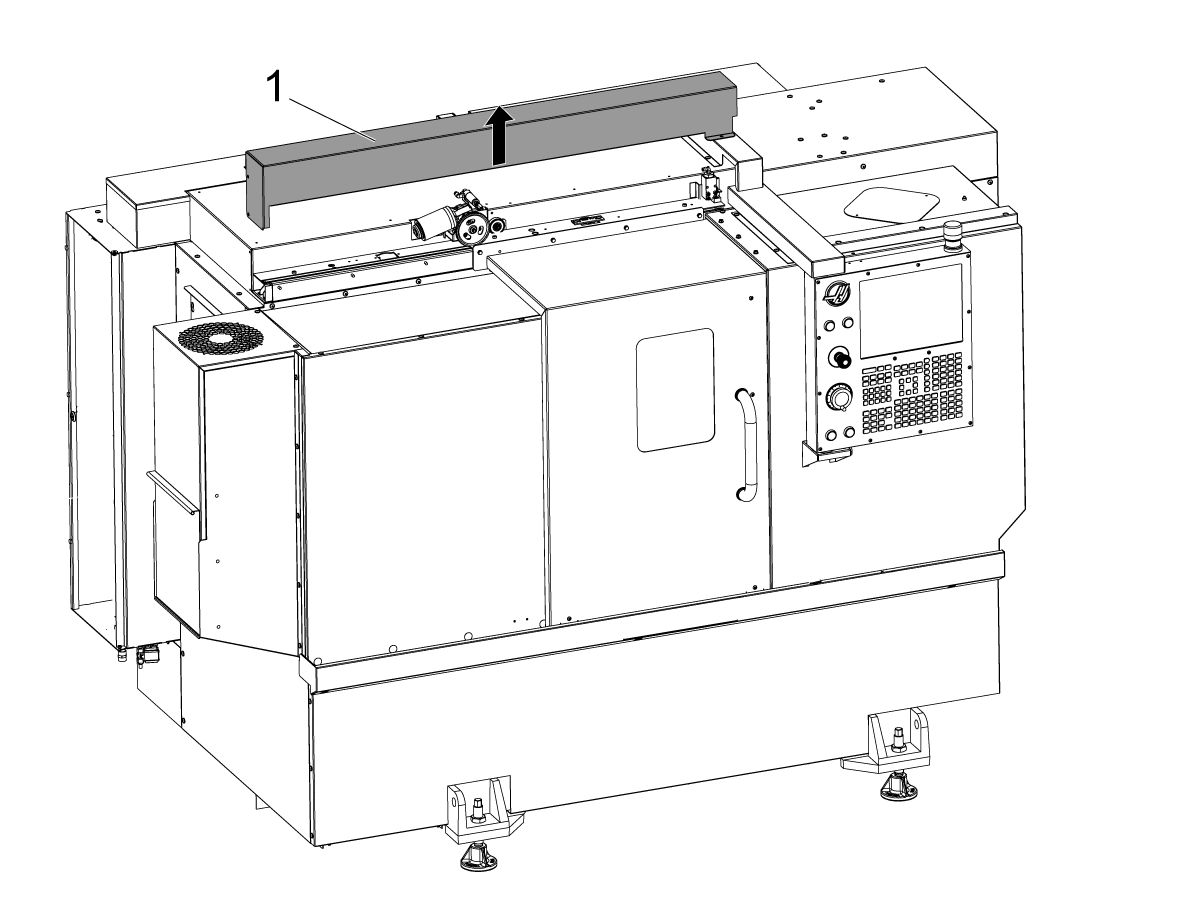
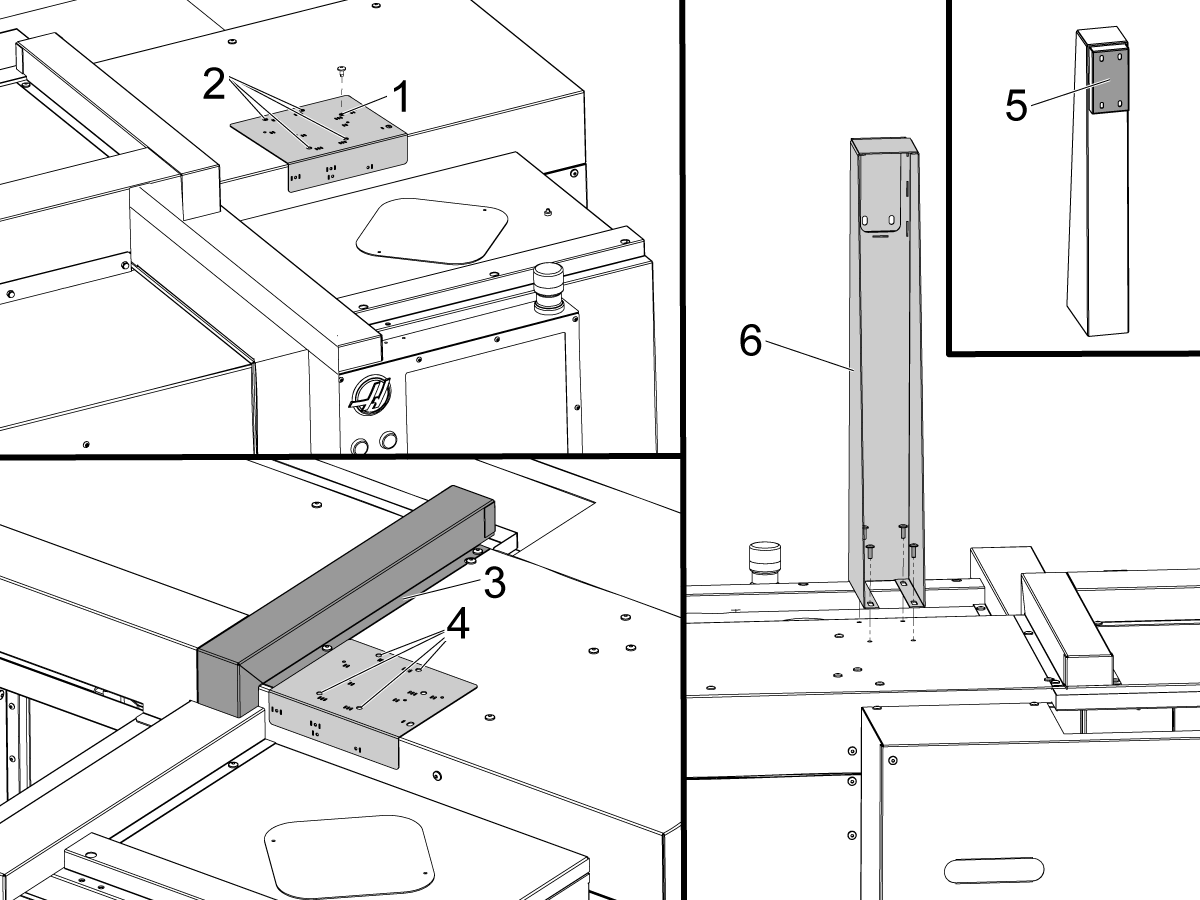
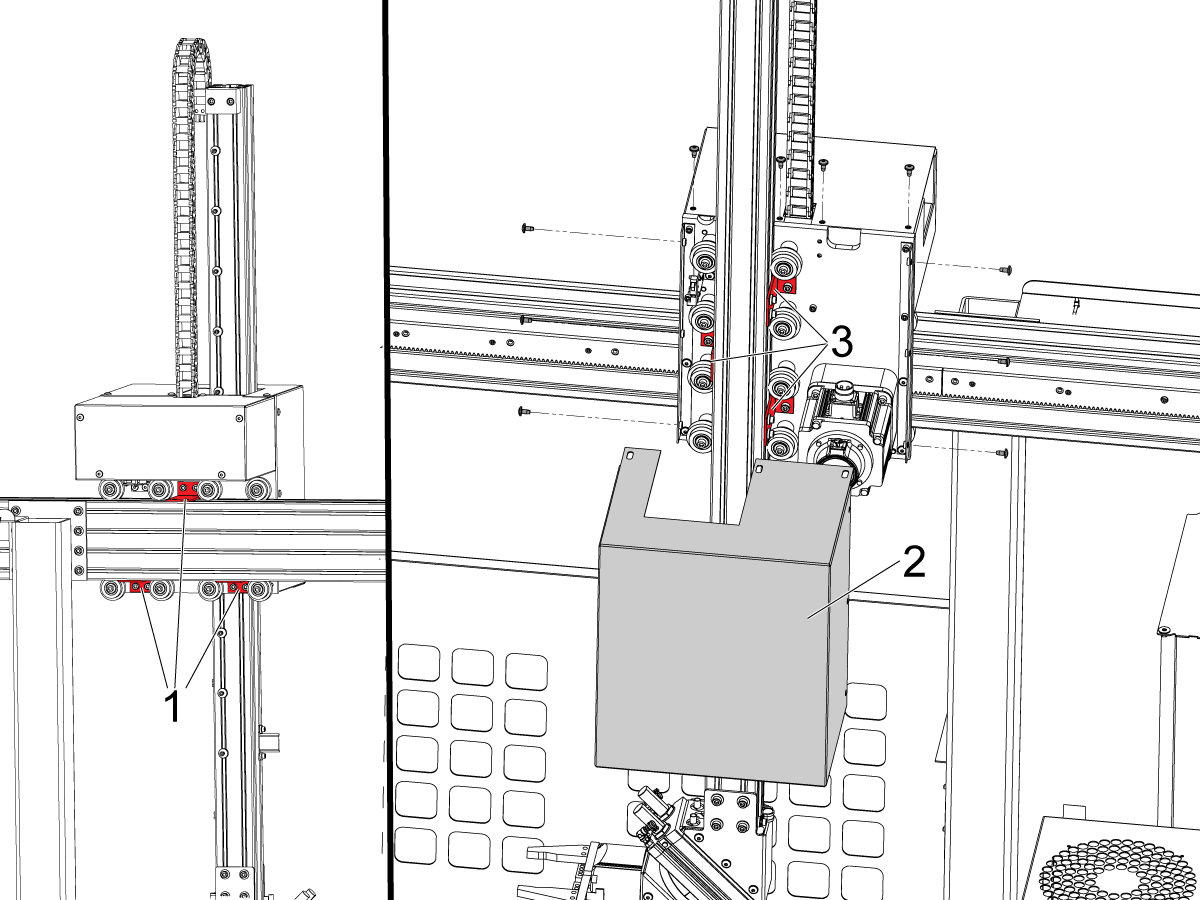
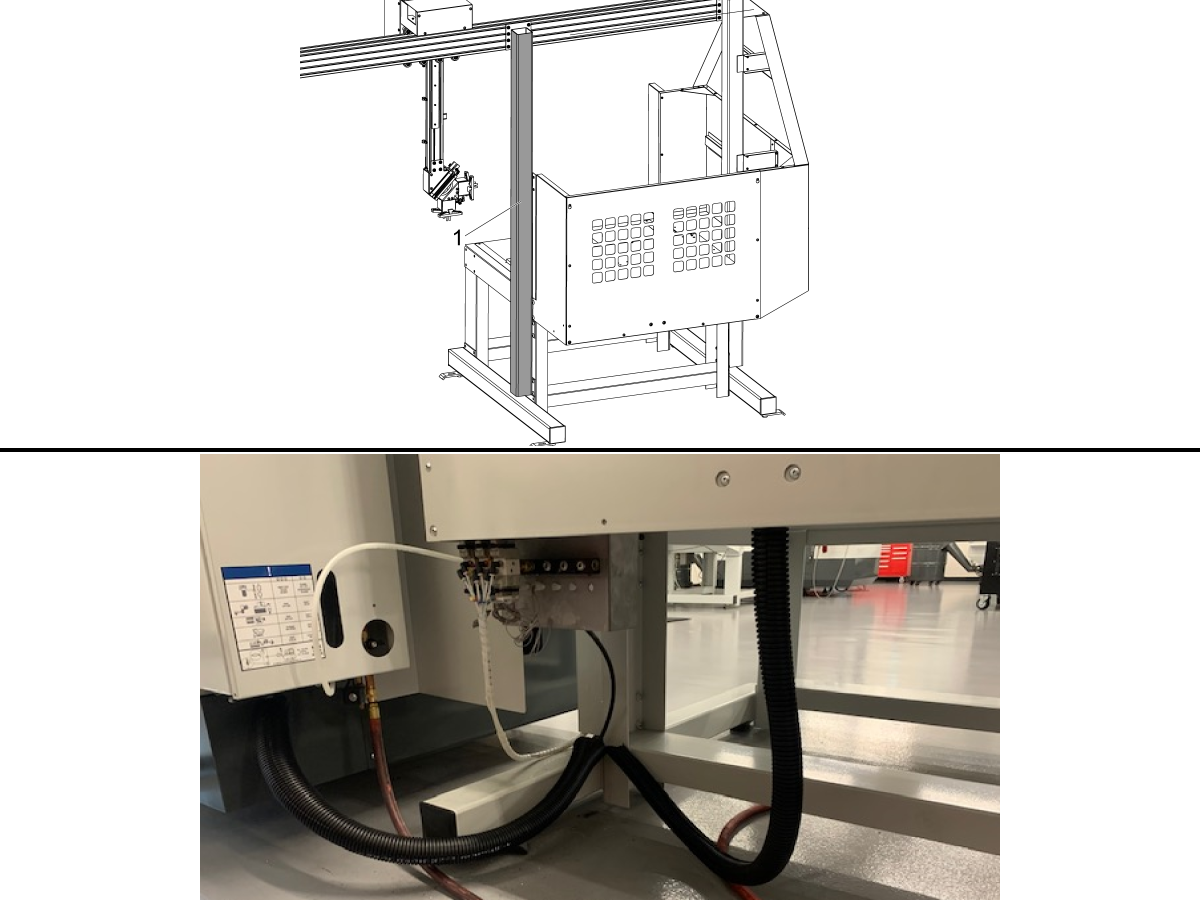
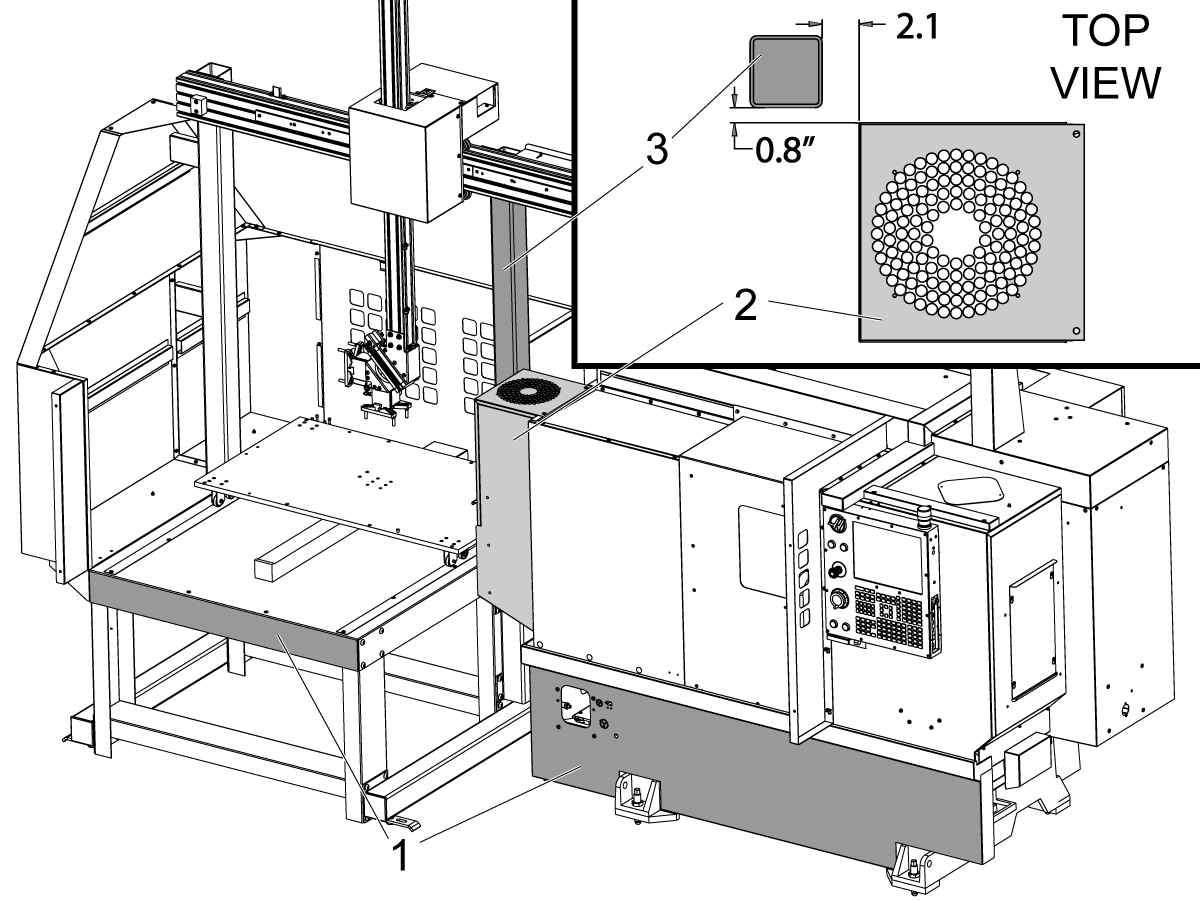
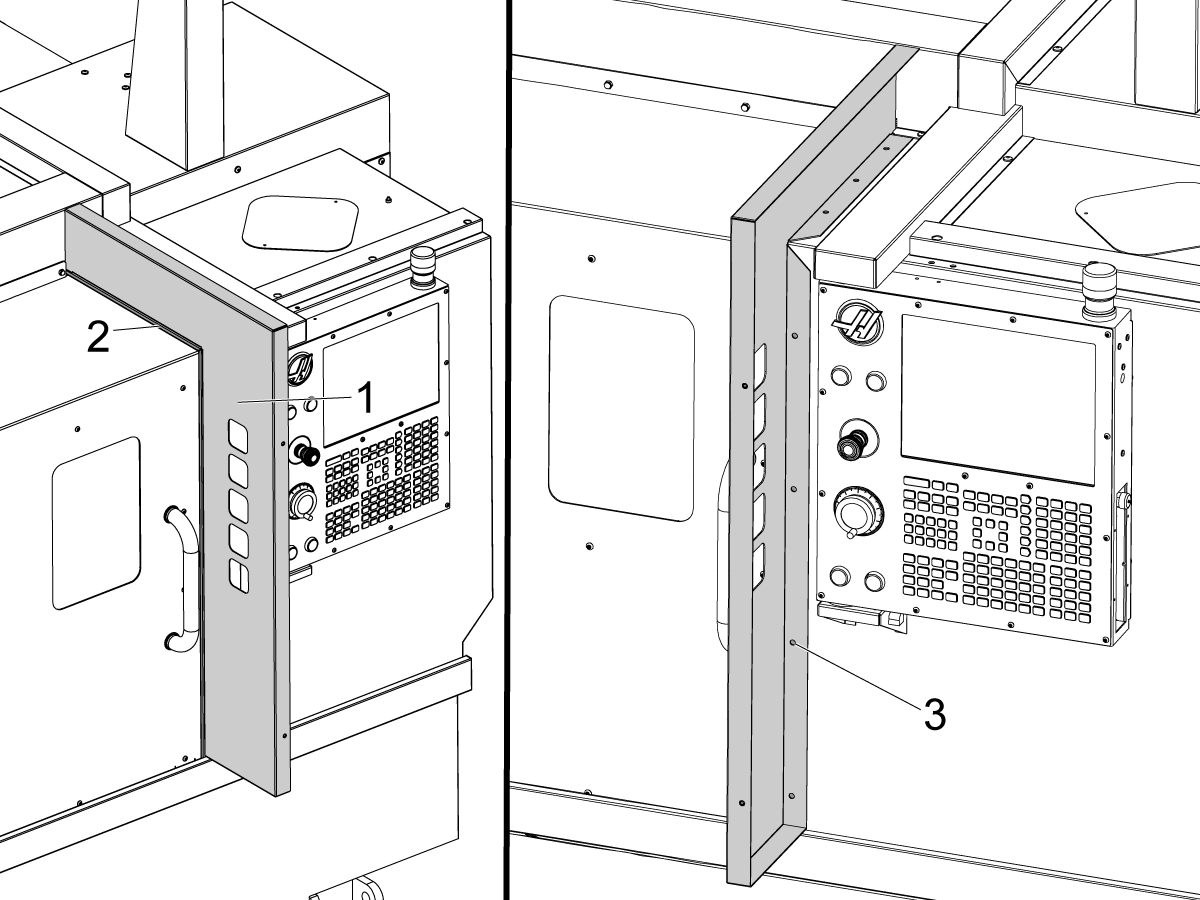
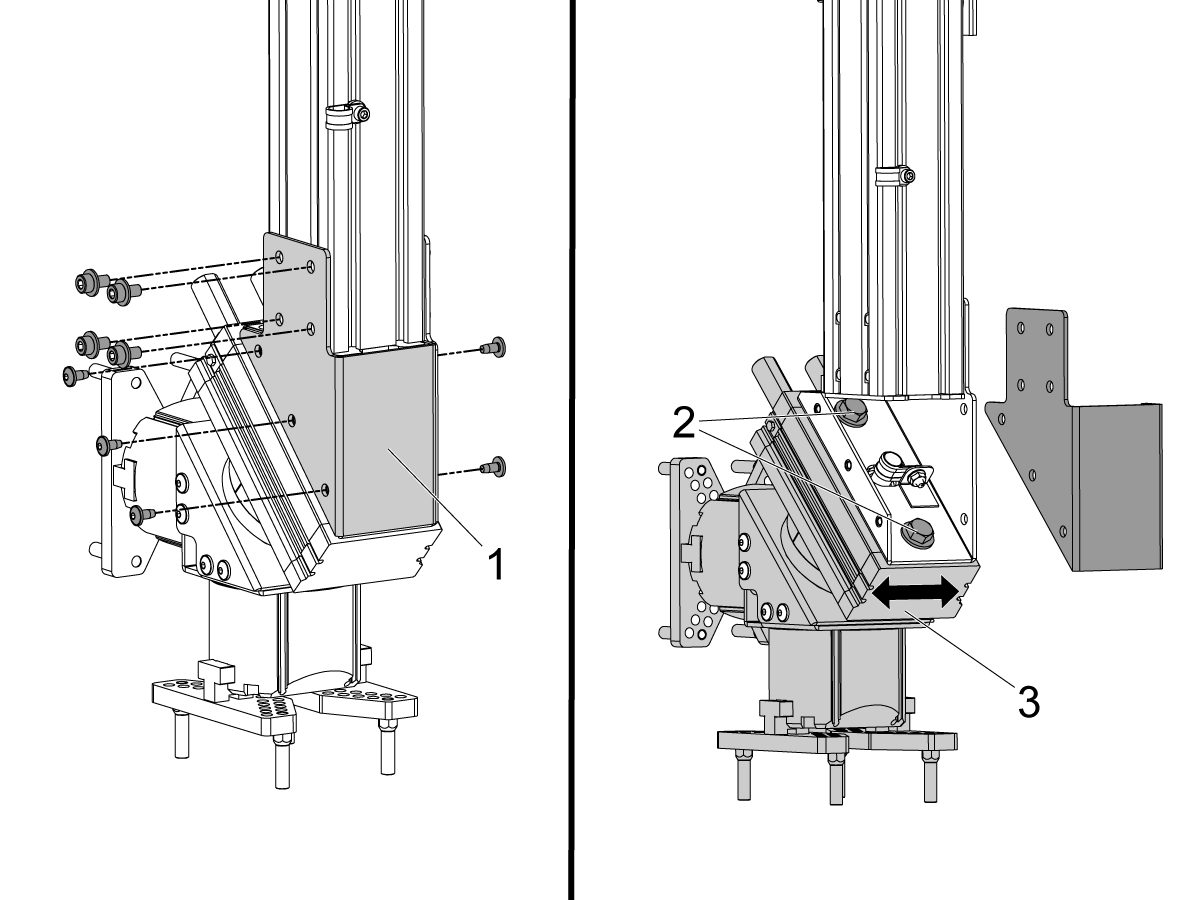
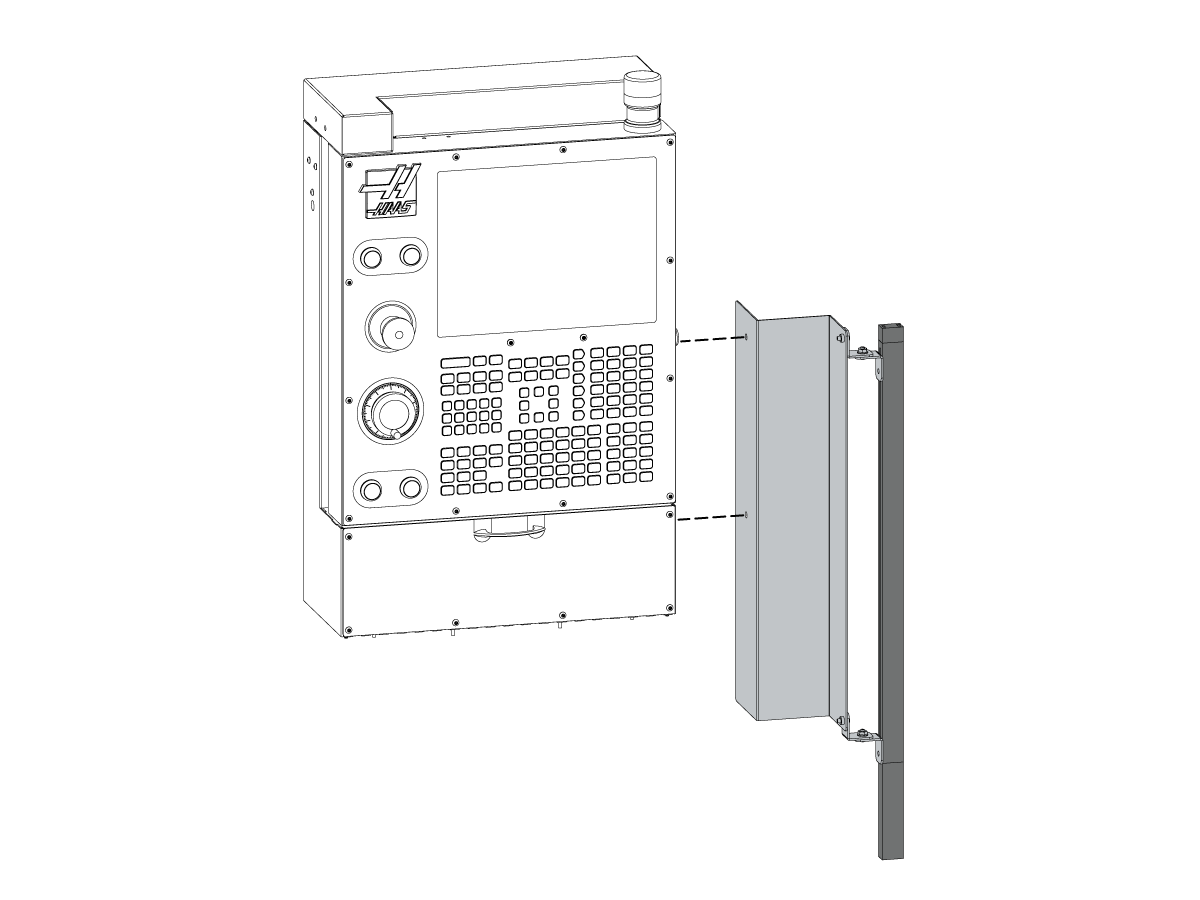
---vertical---installation/Install-Rear-Panel.png)
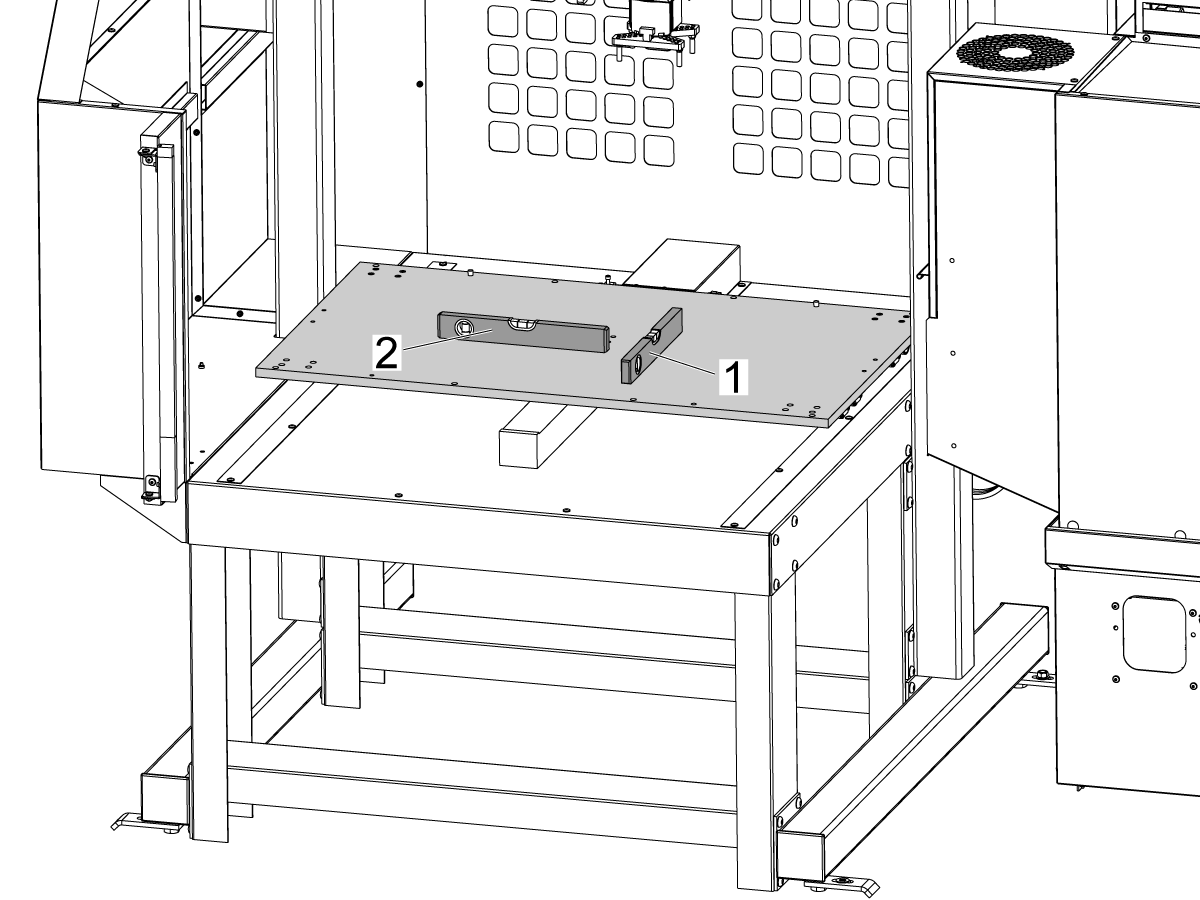
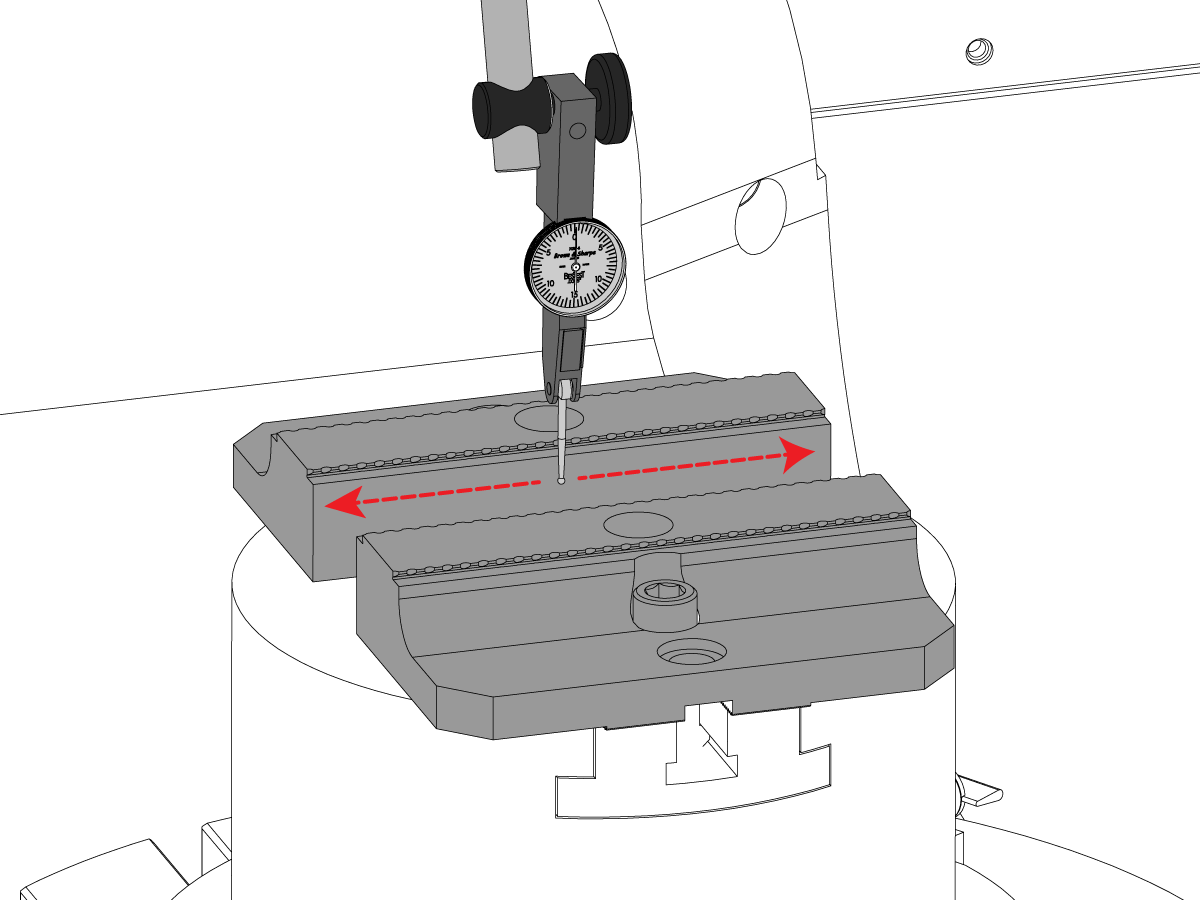
---vertical---installation/Level-the-Mill-APL.png)
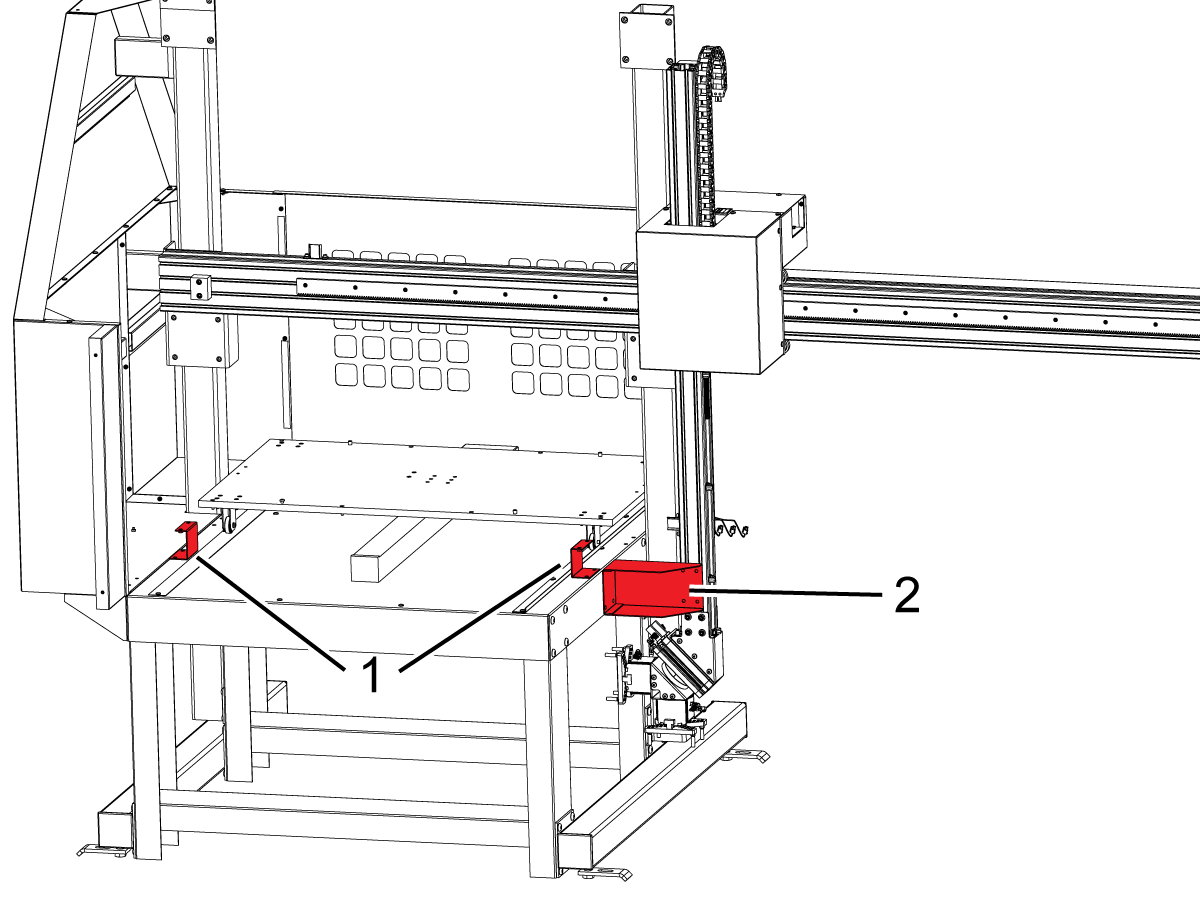
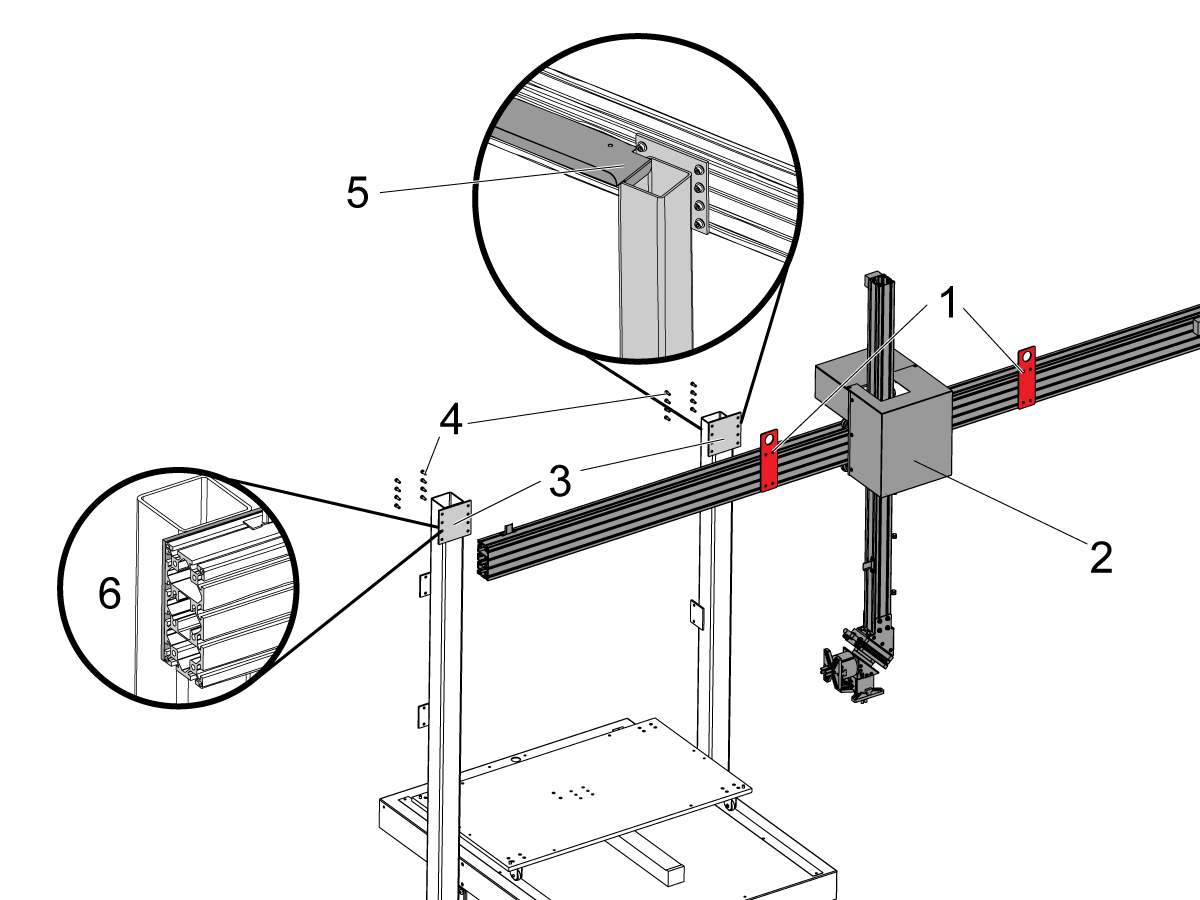
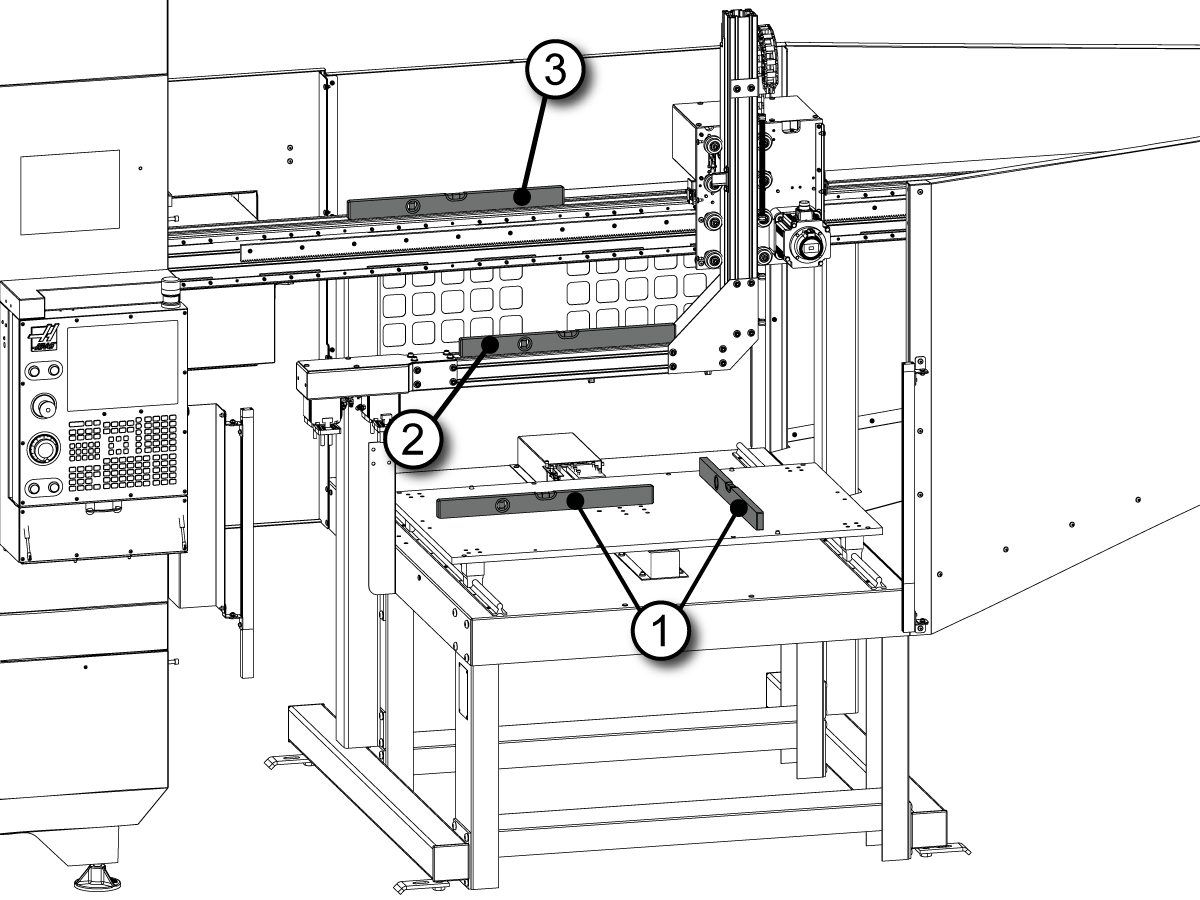
---vertical---installation/Remove-Arm-Shipping-Bracket.png)
---vertical---installation/Remove-Table-Shipping-Brackets.png)
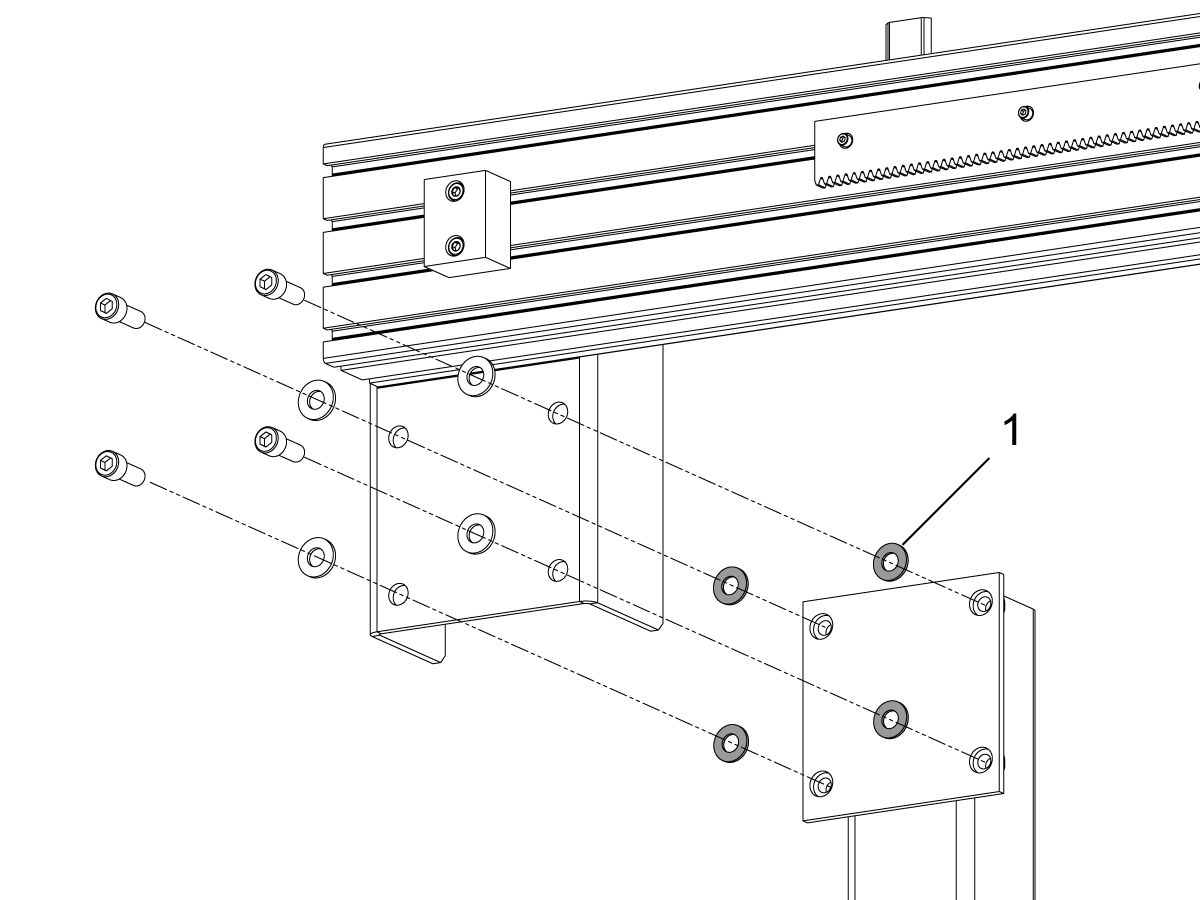
---vertical---installation/Remove-The-AU-AW-axis-shipping-brackets.png)
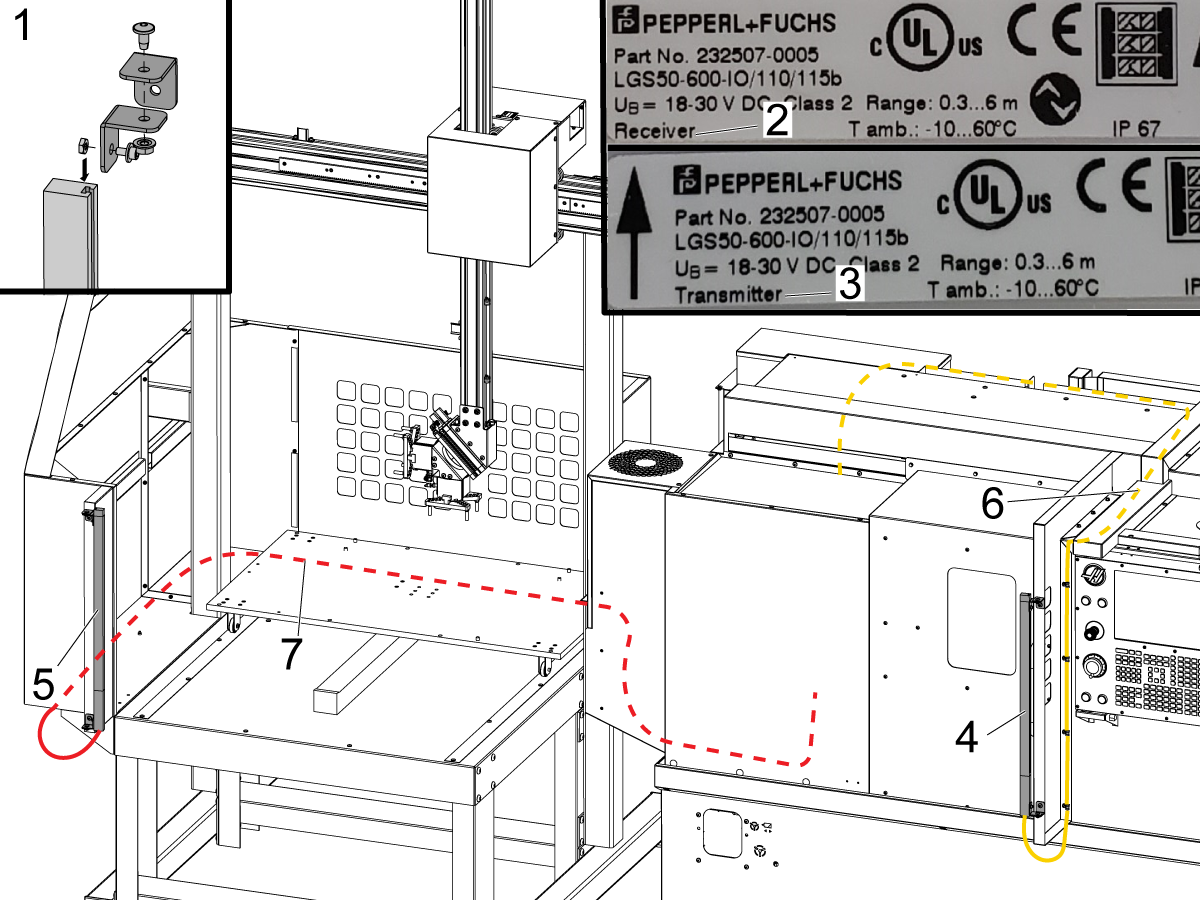
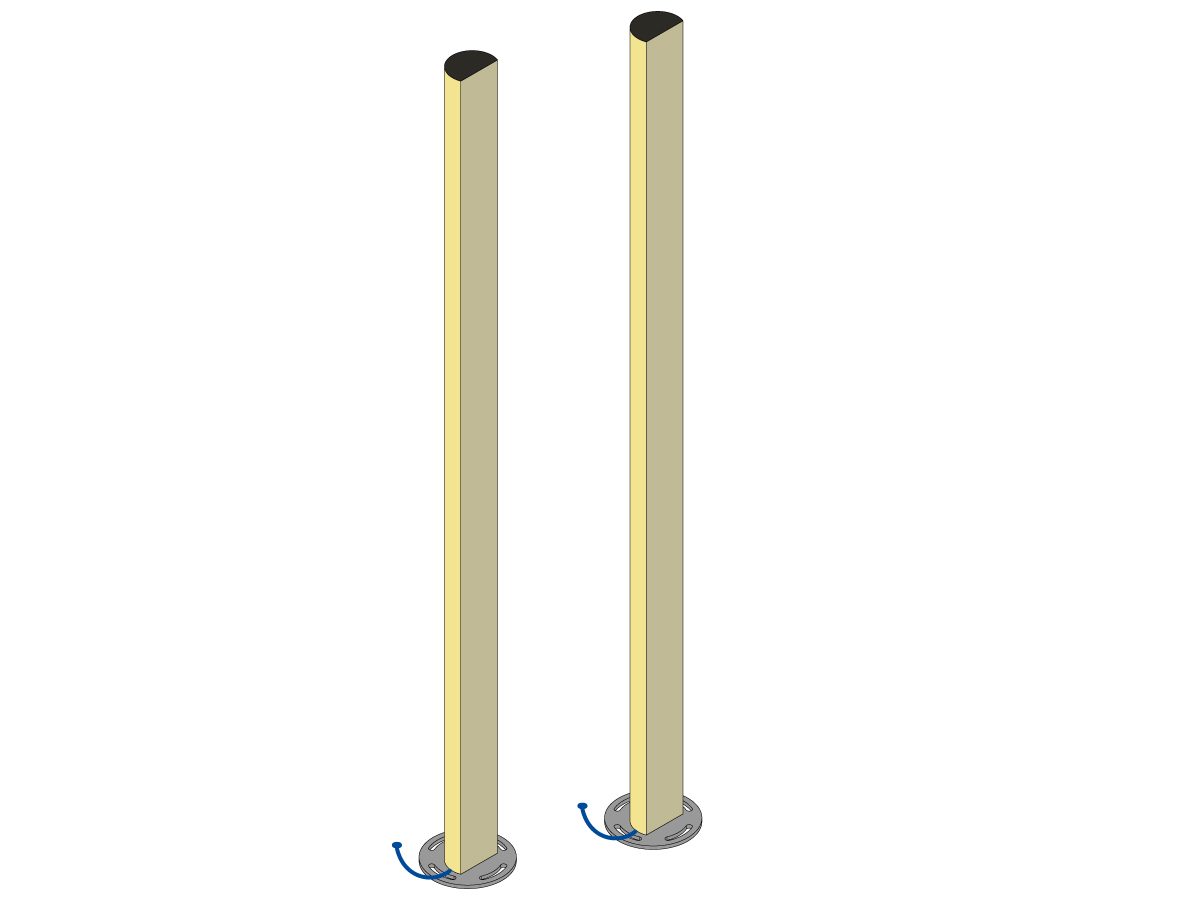
---vertical---installation/Light-Curtain-Hole-Pattern.png)
---vertical---installation/Side-Panel-Hole-Pattern.png)
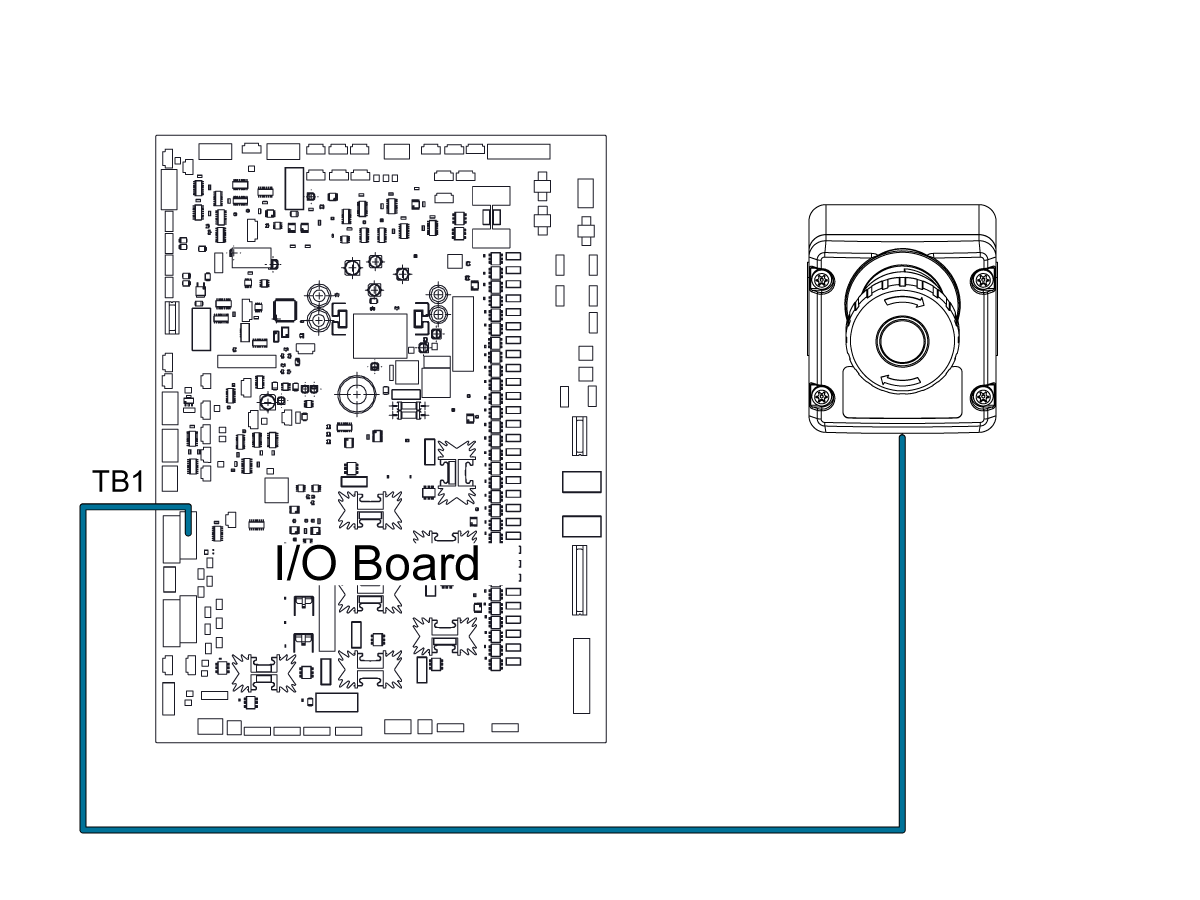
---vertical---installation/Light-Curtain-Installation.png)
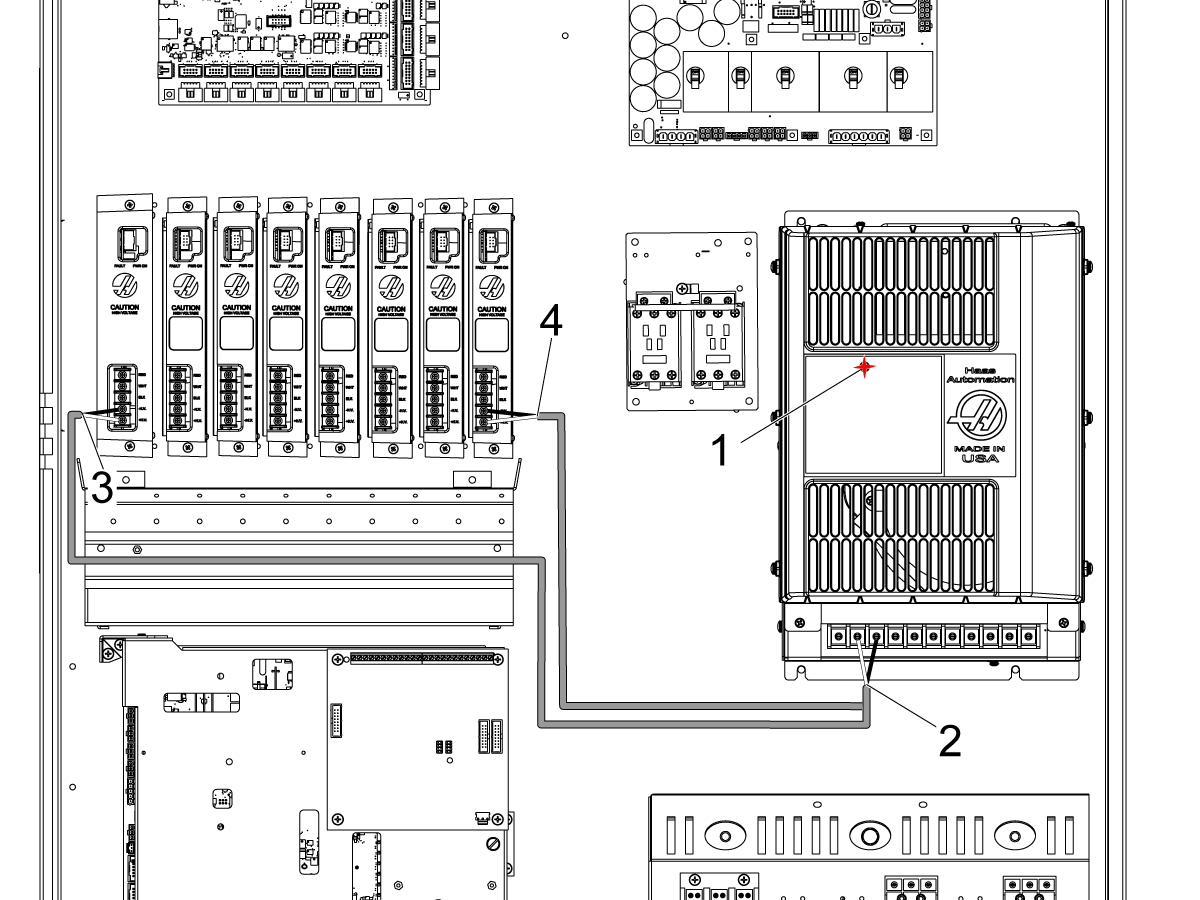
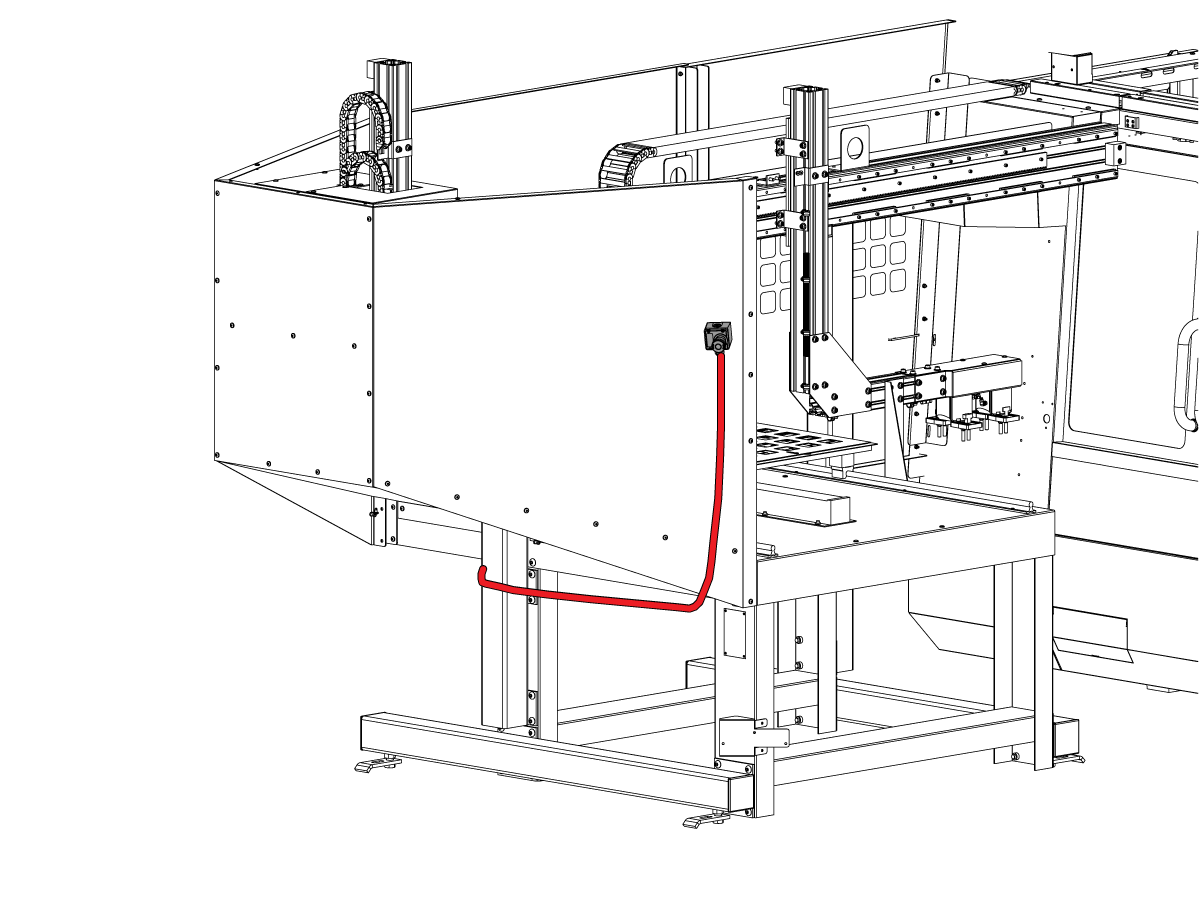
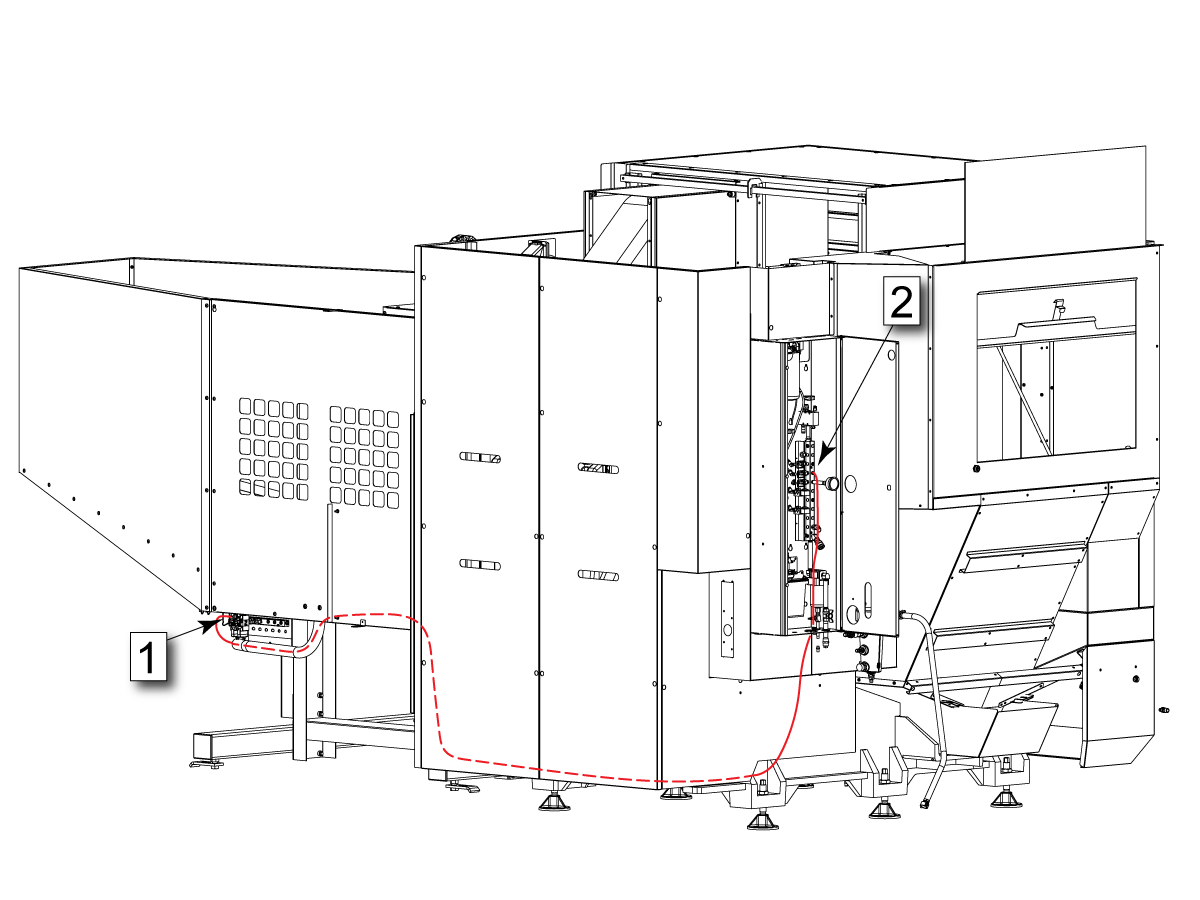
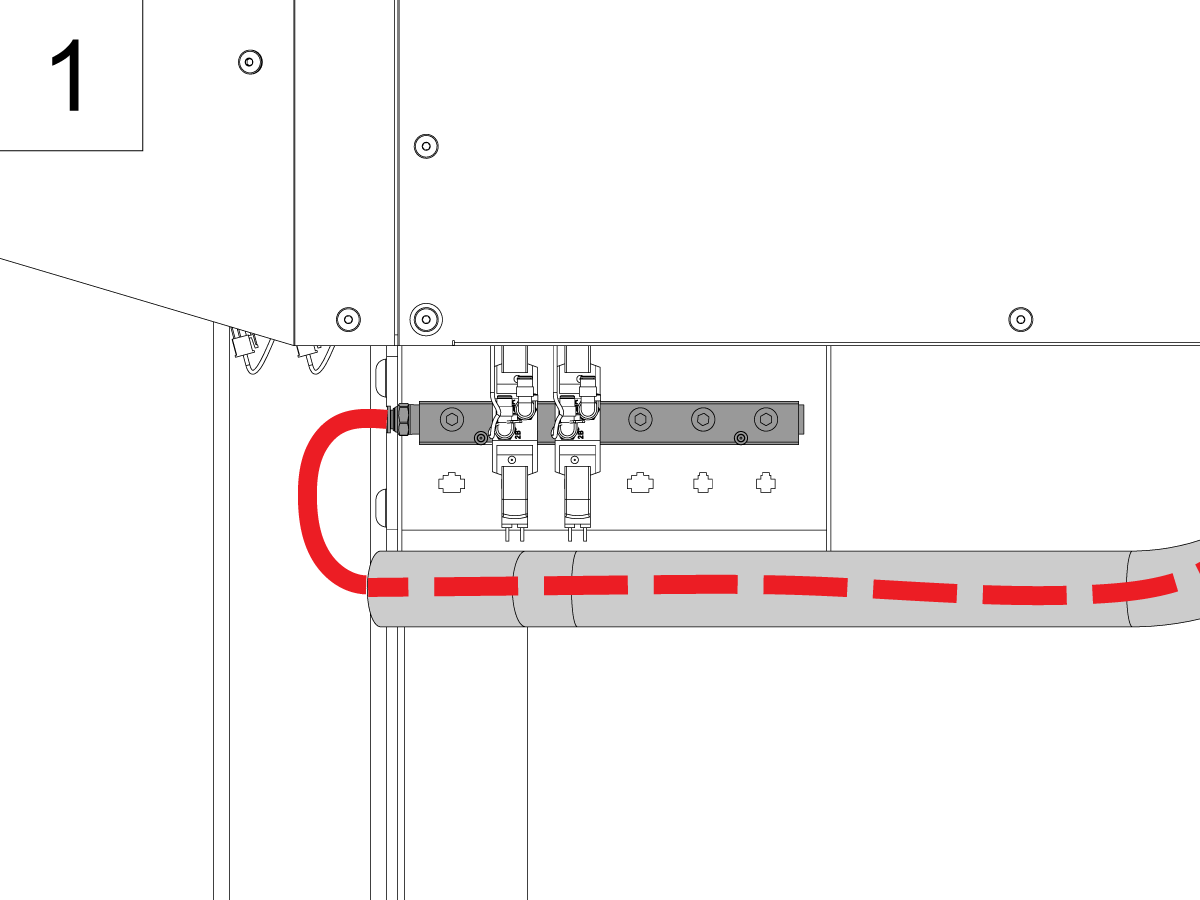
---vertical---installation/Route-Cables_1.png)
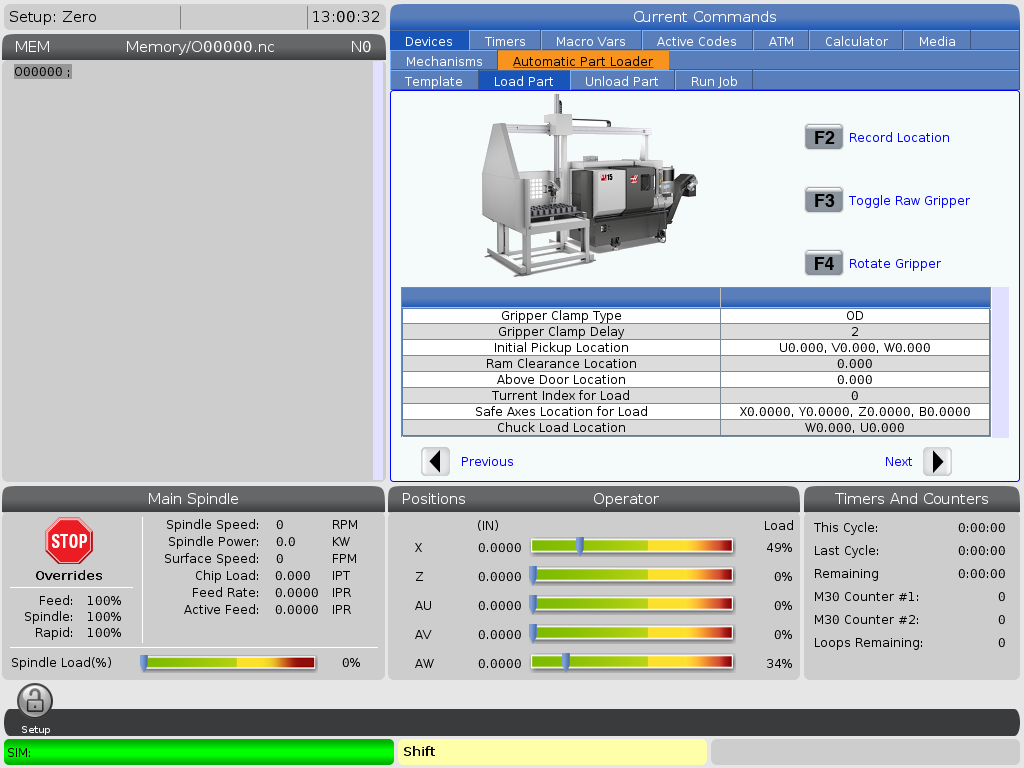
---vertical---installation/Currents-Comments-APL-TAB.png)
---vertical---installation/APL-Grid-Offset.png)
---vertical---installation/Align-AU-Axis.png)
---vertical---installation/Align-APL-Grippers-to-Vice.png)

---vertical---installation/APL-Tool-Change-Offset.png)
---vertical---installation/2019-10-08_15h56_48.jpg)

---umc---installation/umc_apl_90_degree_control_cabinet_alignment.png)
---umc---installation/foot-print-reduction-placement_measurment.png)
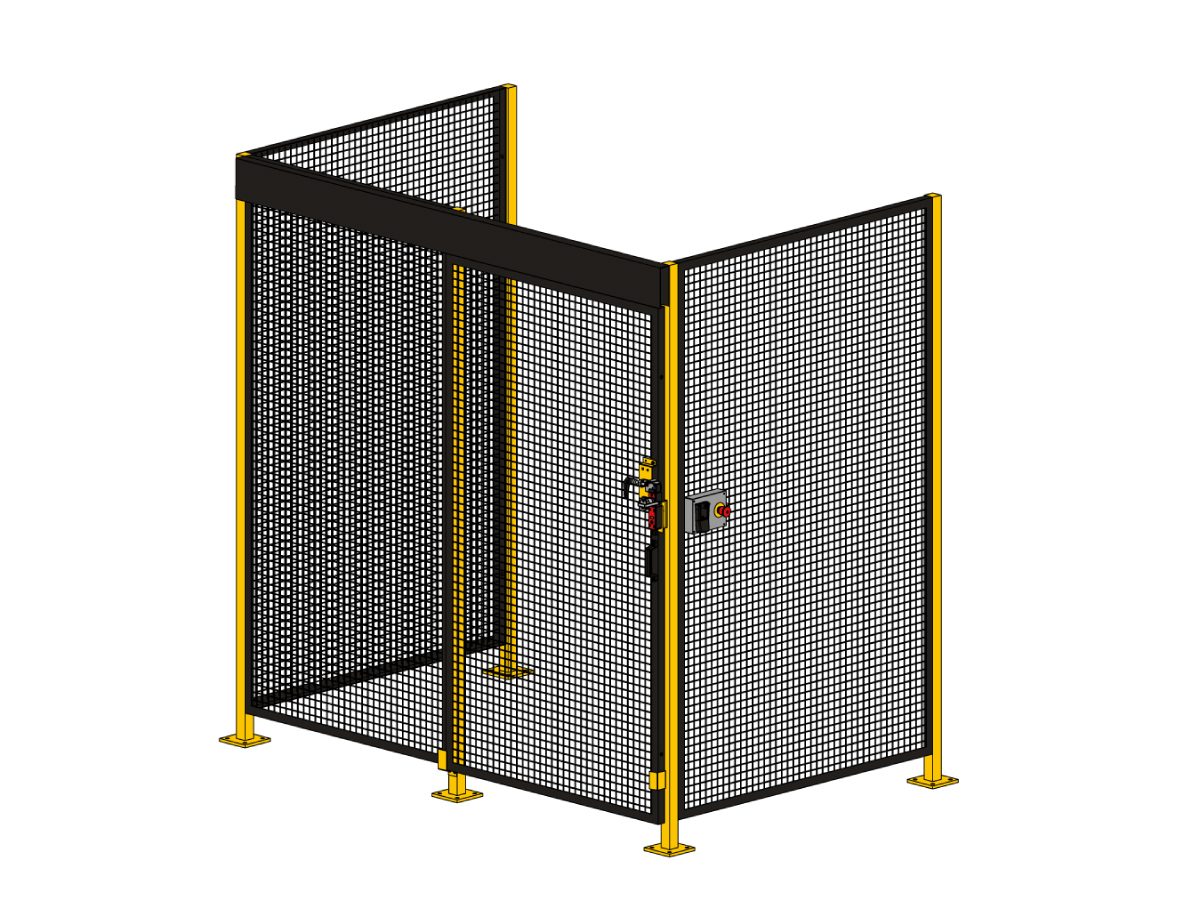
---umc---installation/new-fence-enclosure-panel-ce-machines.png)
---umc---installation/umc_apl_panel_to-electrical.png)
---umc---installation/foot-print-reduction-new-enclosure-panel.png)
---umc---installation/umc_90_degree_route_conduit.png)
---installation/c-apl_intro.png)
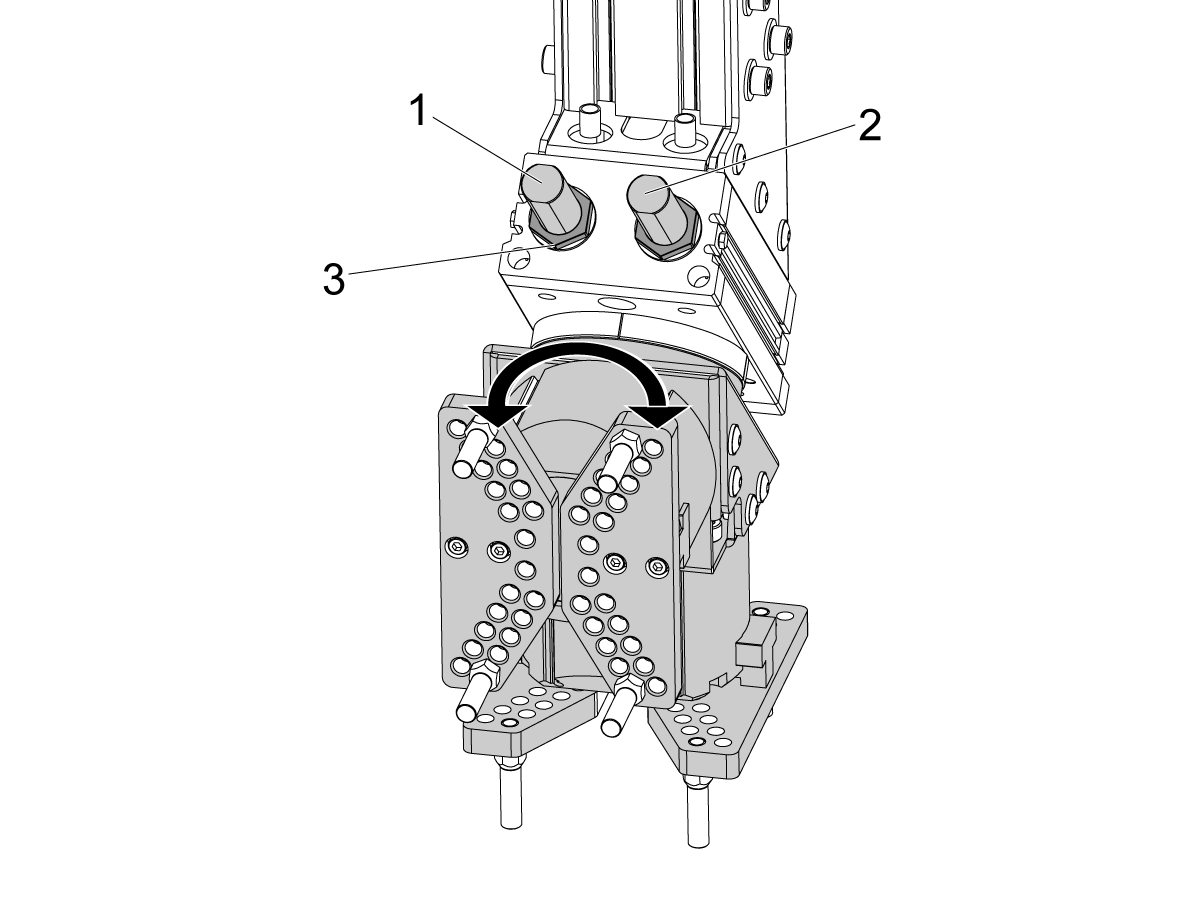
---installation/adjust-air-cylinder.png)
---installation/c-apl_updated_feet_attachment.png)
---installation/c-apl_height_adjustment.png)
---installation/attach-anchor-sheet-metal.png)
---installation/updated-feet-attachment.png)
---installation/attach-anchor-sheet-metal-update.png)
---installation/locating-bracket-umc350-placement.png)
---installation/locating-bracket-DM-placement.png)
---installation/locating-bracket-vf-placement.png)
---installation/c-apl-locating-bracket-on-mm.png)
---installation/level_compact_apl.png)
---installation/update-anchoring.png)
---installation/shipping-brackets.png)
---installation/remove-wye-delta-and-attach-new-bracket.png)
---installation/attach-wye-delta-and-ps-with-can-board.png)
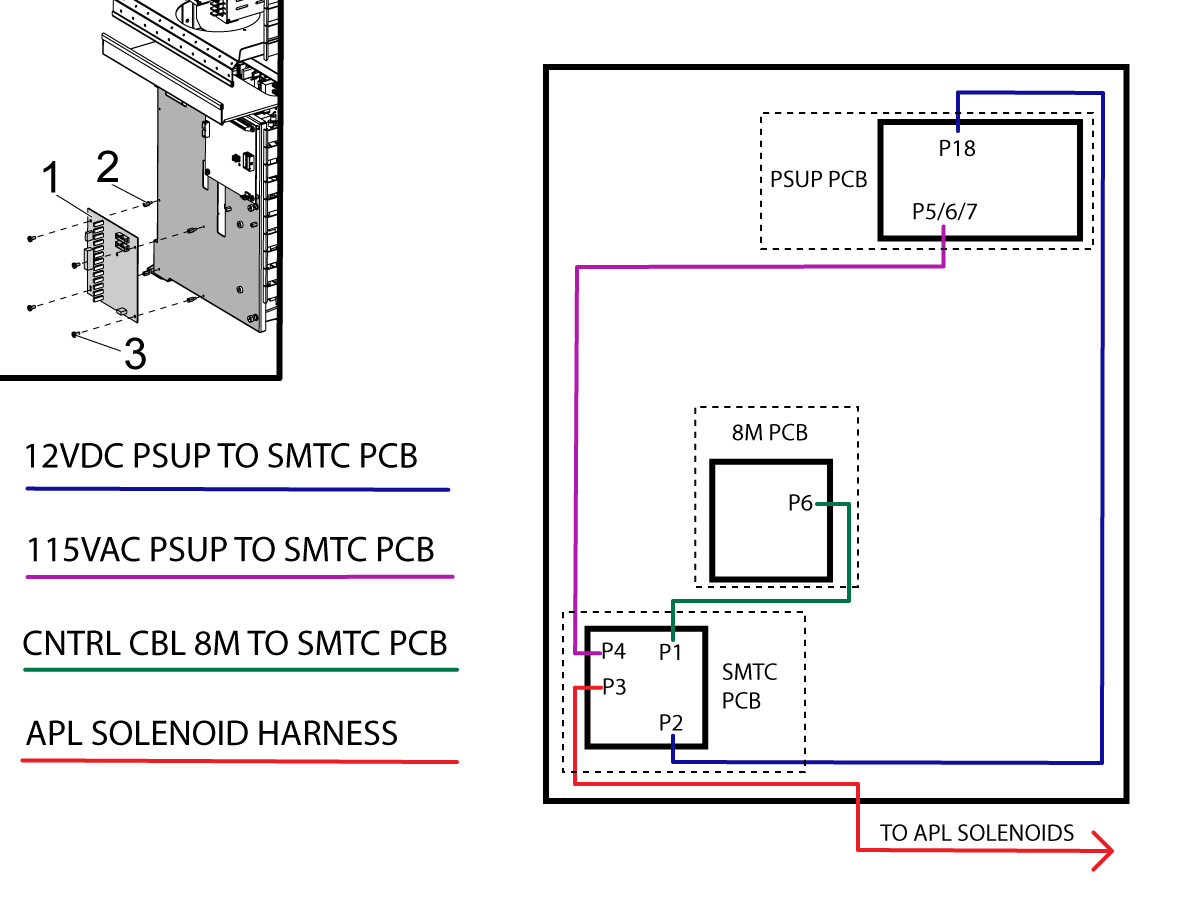
---installation/smtc-board-location.png)
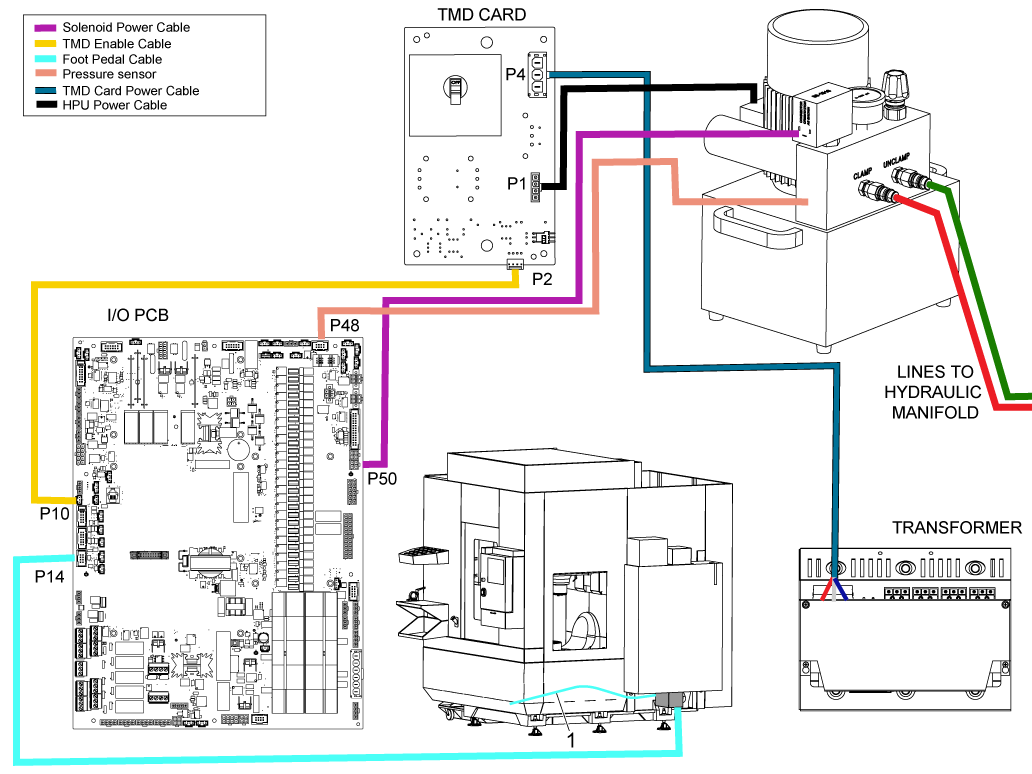
---installation/wire-diagram.png)
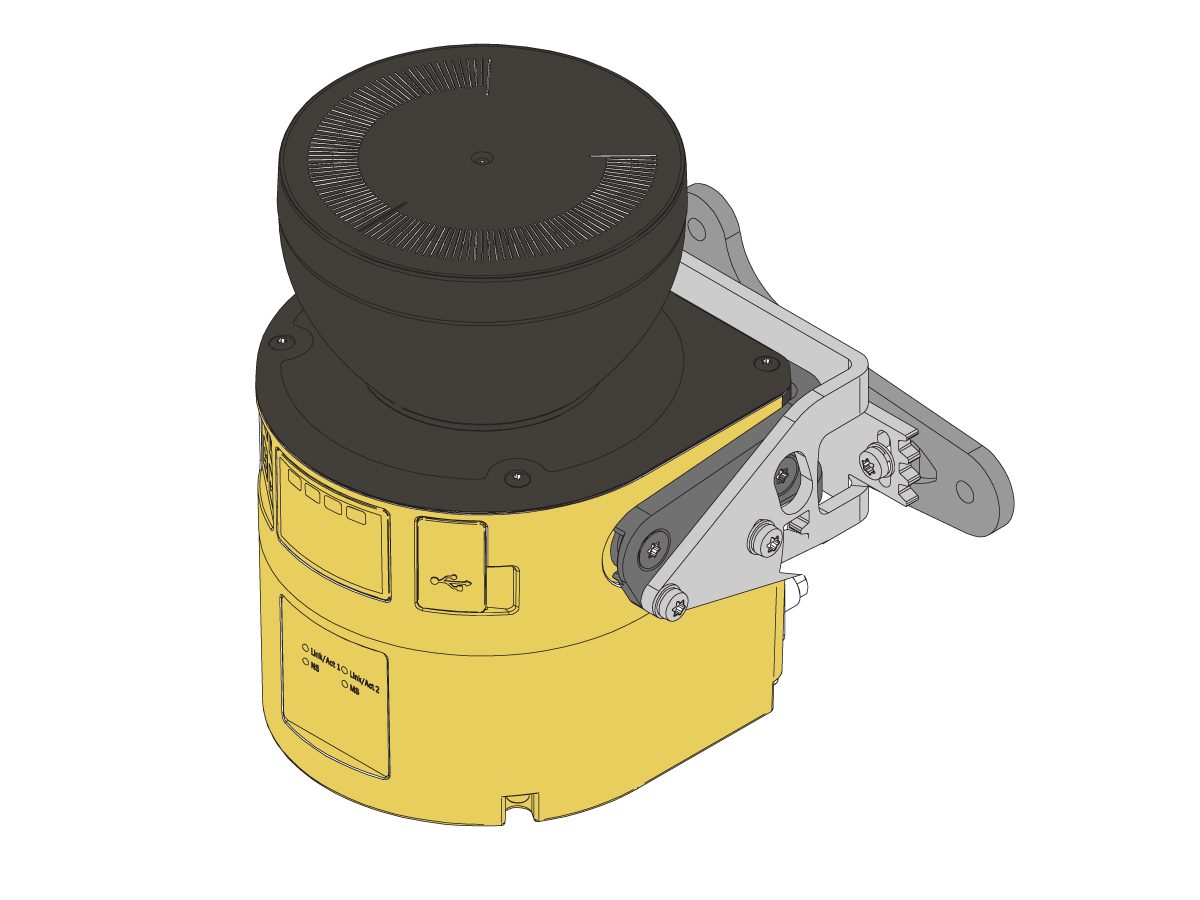
---installation/install-safety-relay.png)
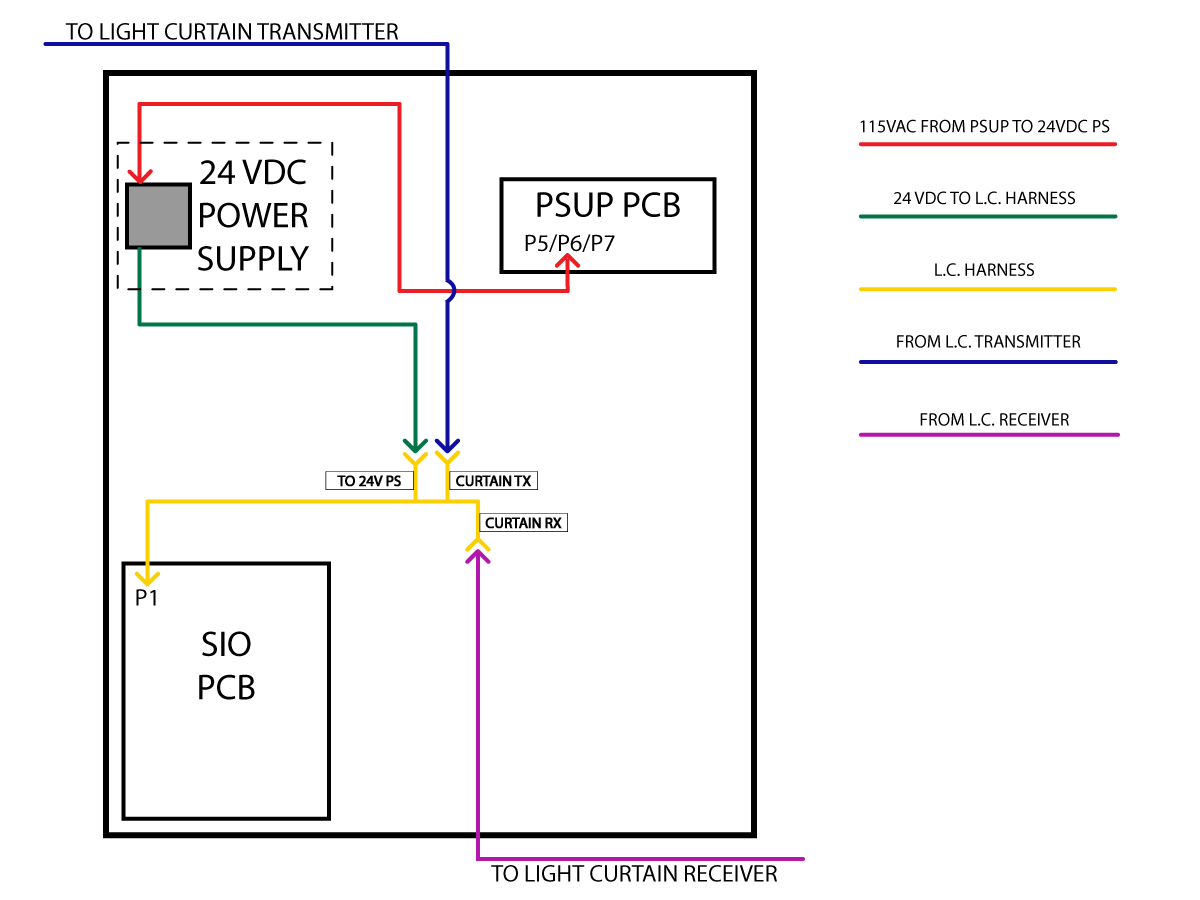
---installation/safety_device_wire_diagram_ce.png)
---installation/fence_interlock_wire_diagram.png)
---installation/current-commands-CAPL.png)