/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

AD0499
版本 B - 2026 年 6 月
此程序所述为如何在 UMC 重启机床设备安装液压工件夹具总成。
此过程适用于以下套件:
先决条件
这仅适用于重启机床。
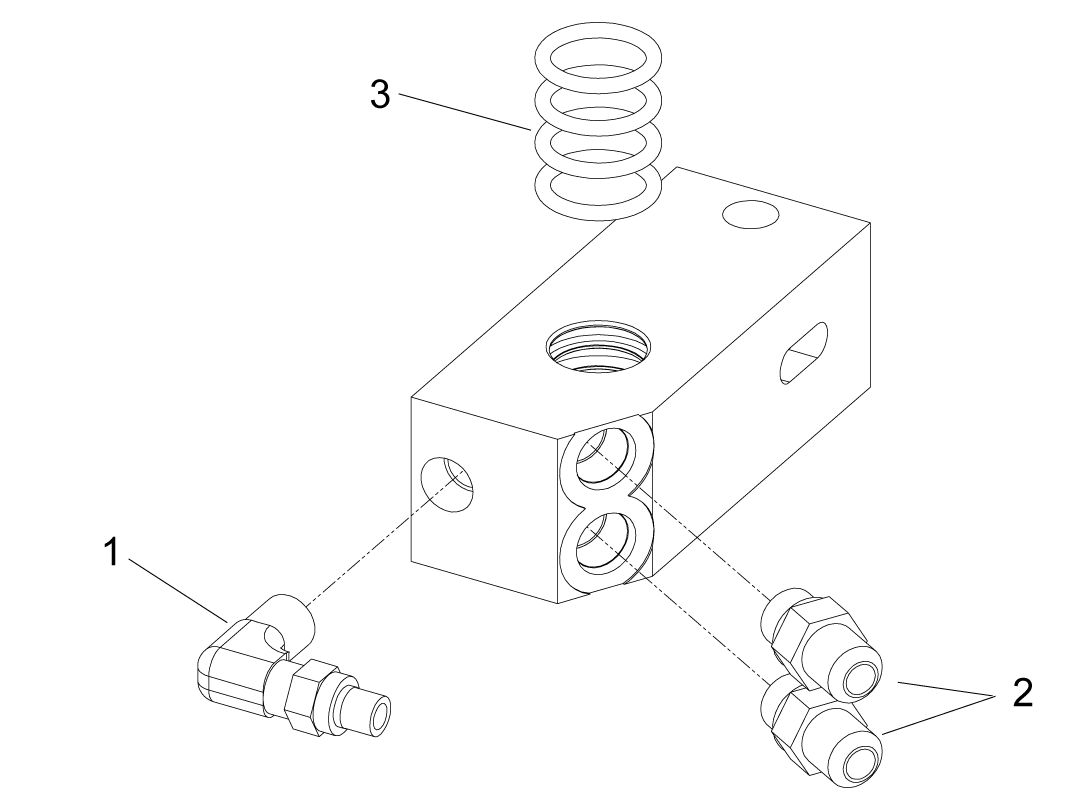
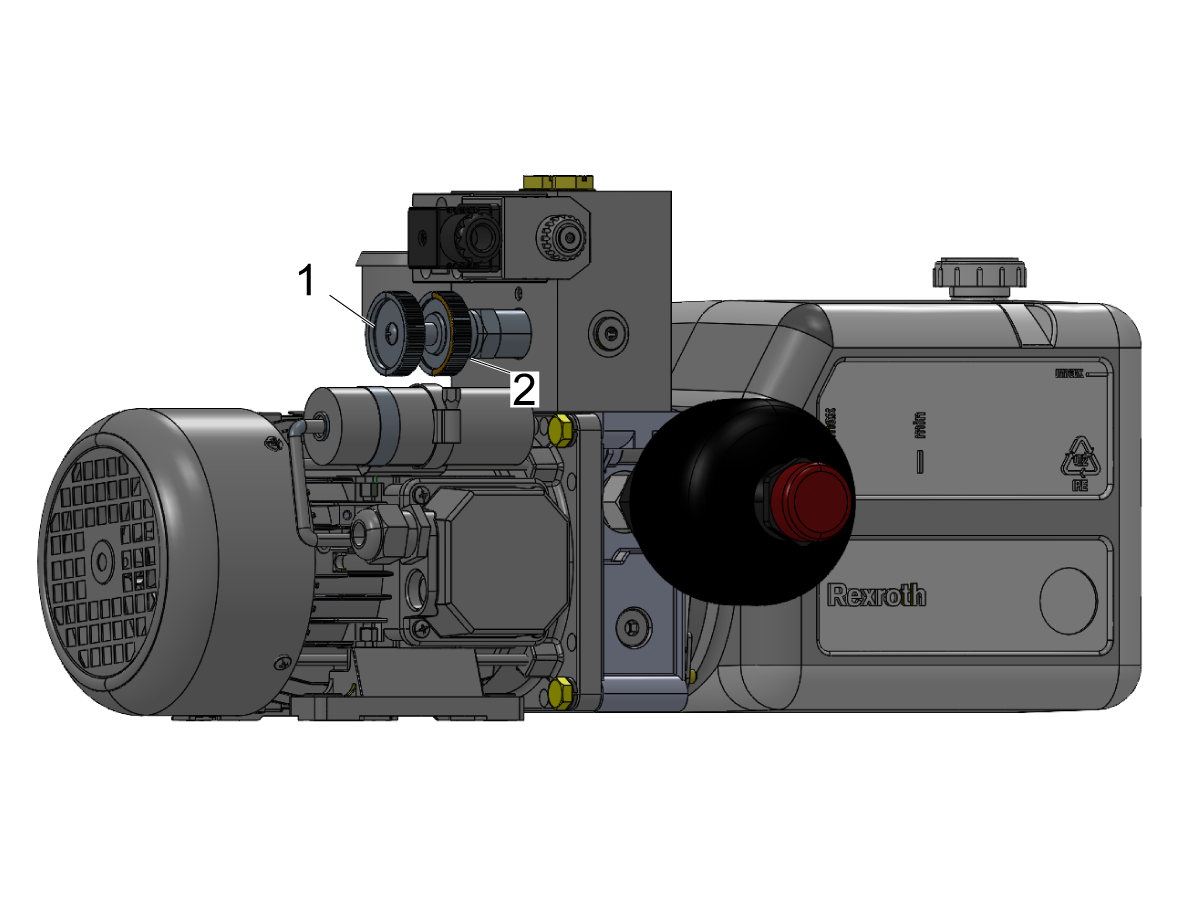
如图示组装液压歧管:
[1] FITG POLY3/8F NPT1/4M 90 BRASS
[2] FITG ORB6M JIC6M STR STL (2x)
[3] O 型环 2-212 (4x)
注意:将四个 O 形环安装到歧管块顶面的交替凹槽中,在每个已安装的 O 形环间留下一个空凹槽。
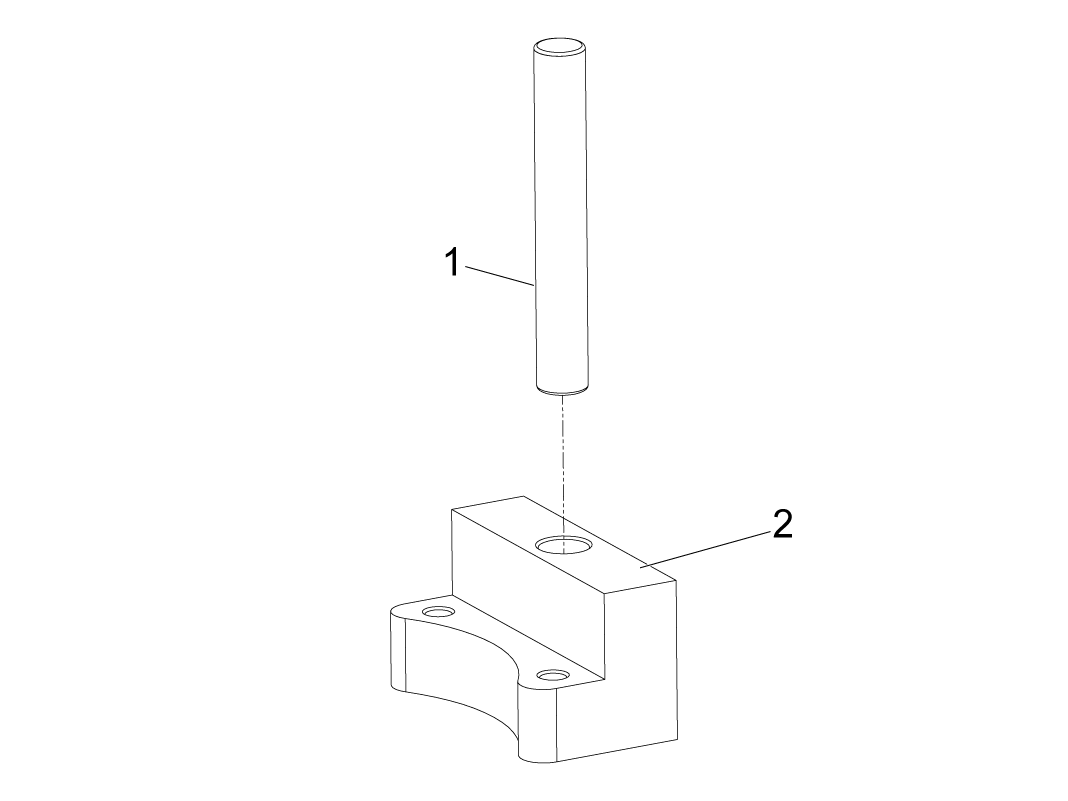
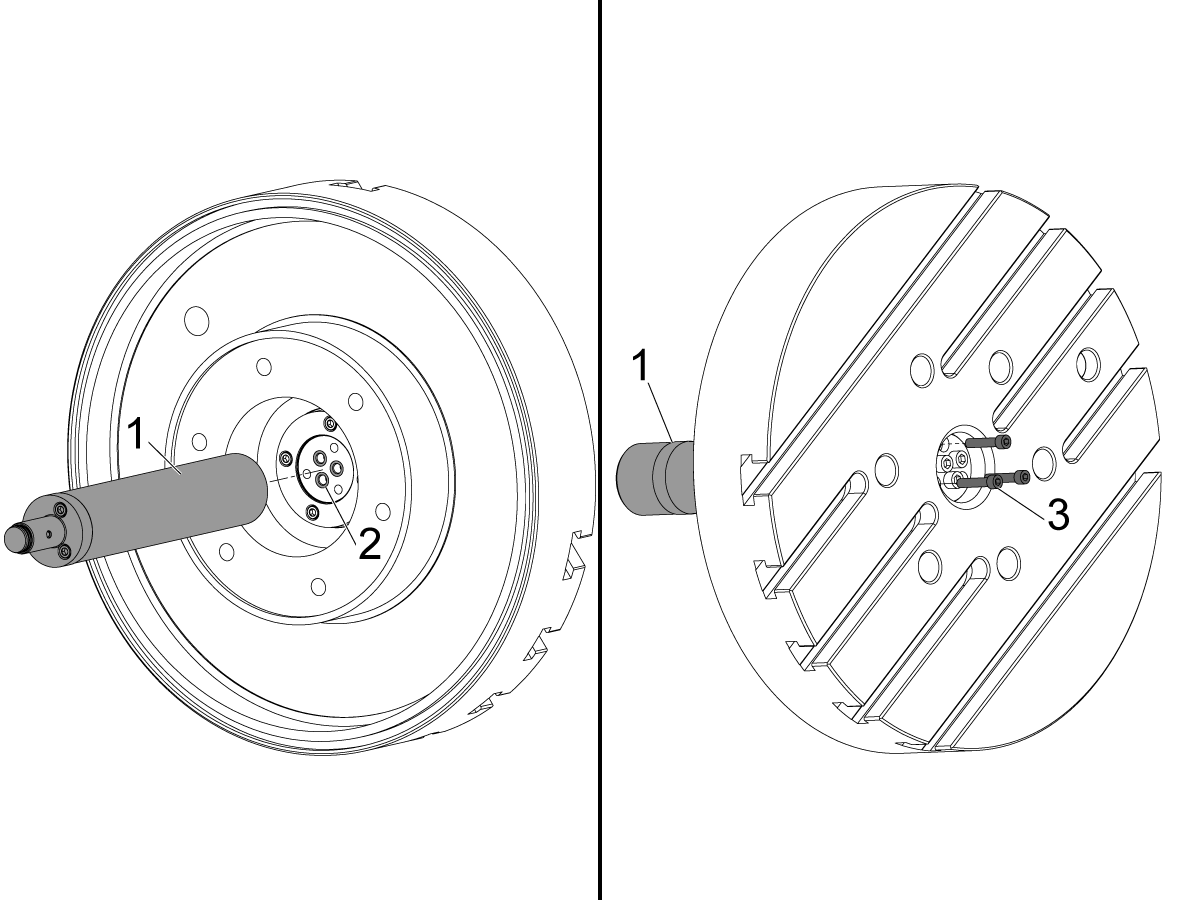
将定位销[1]压入防旋转块[2],直至其接触底部。

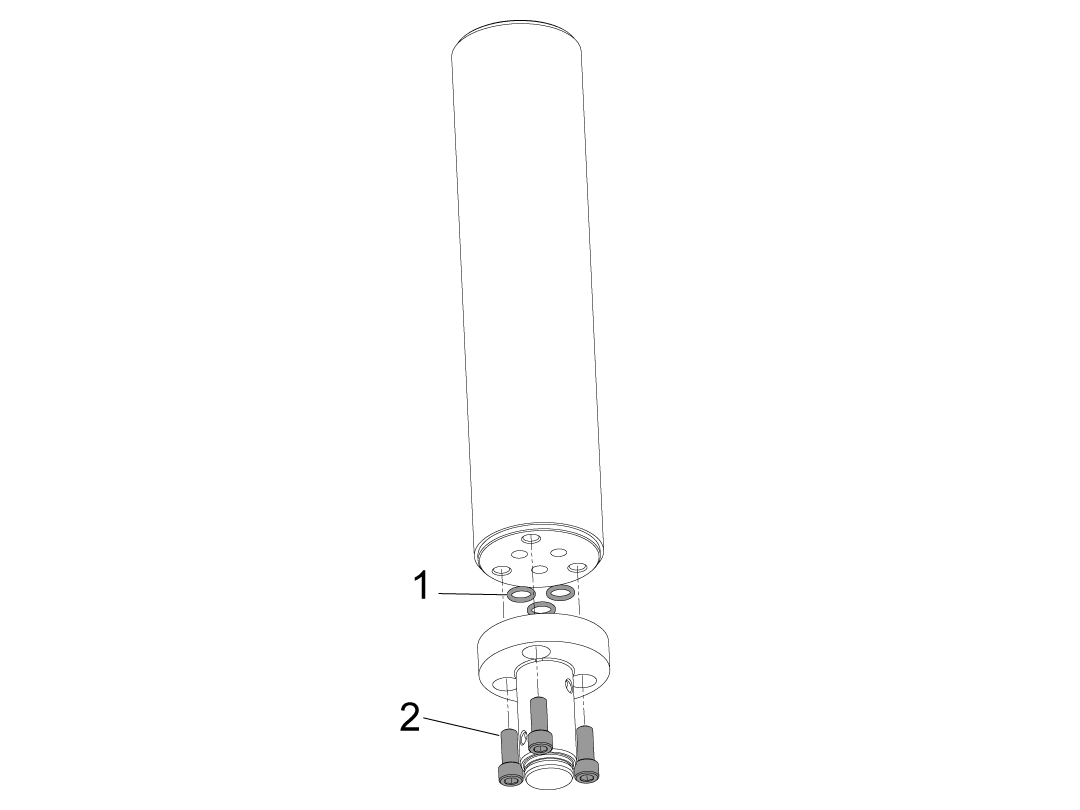
通过安装三个 SHCS 5/16-18 X 1/2 [3]和台虎钳就绪密封件 57-1057 [2] 组装转盘联轴器[1]。其将用作气动管路插头,直到完成台虎钳安装。
通过将 O 形环 2-031 [4]安装至联轴器 [5] 凹槽内,完成组装。
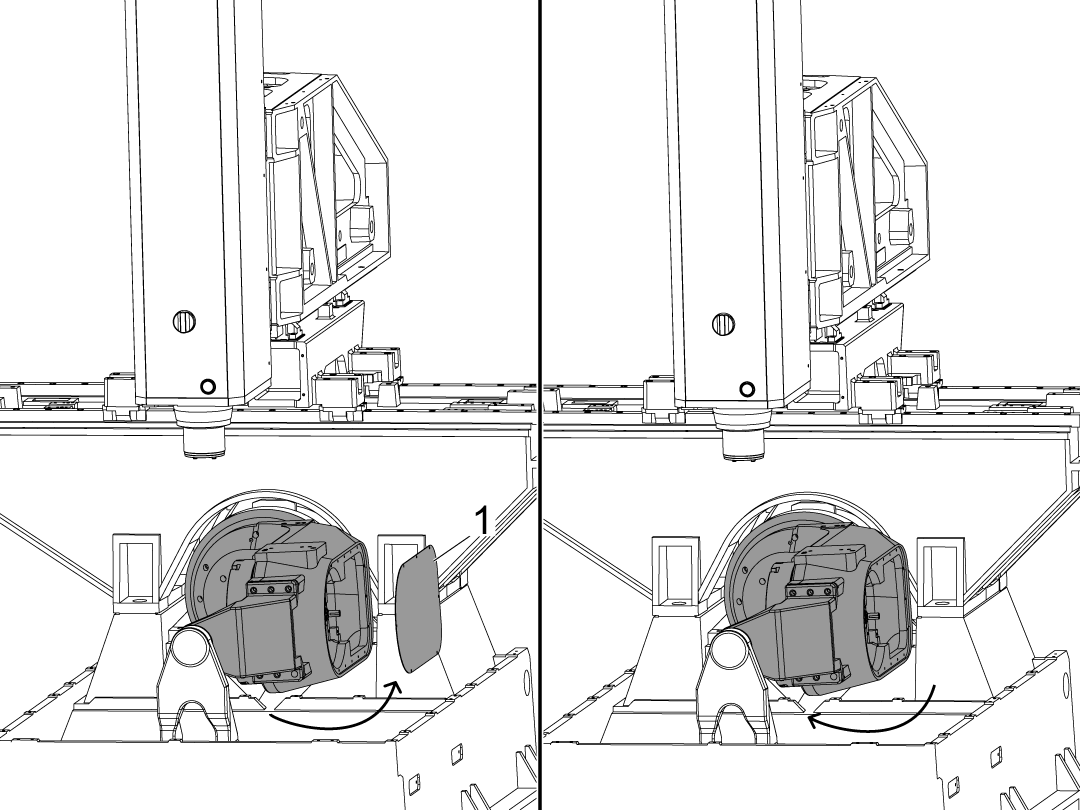
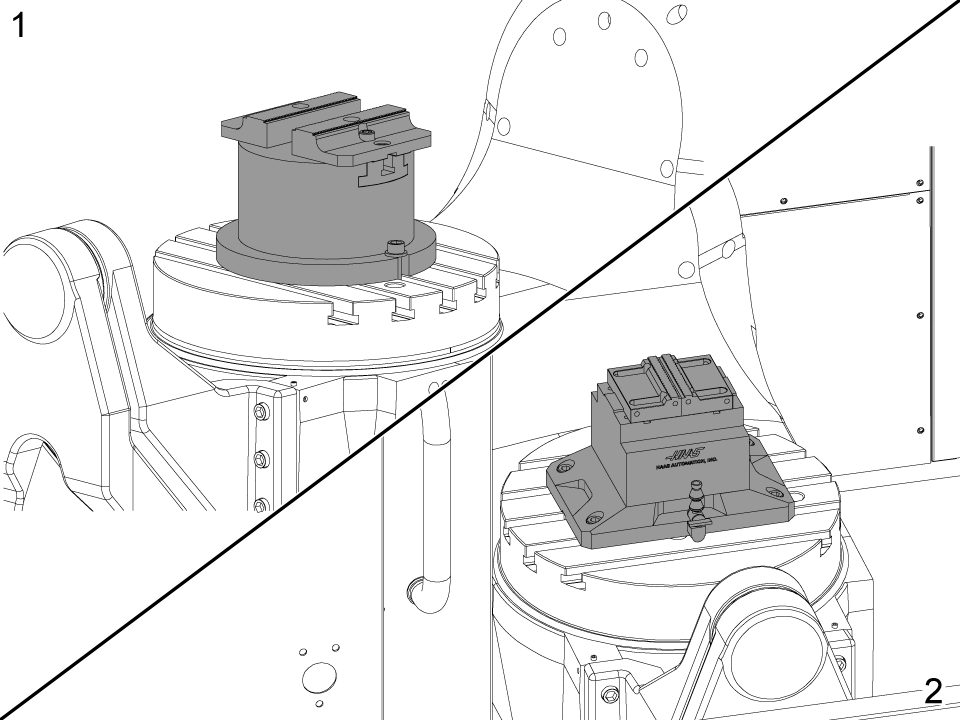
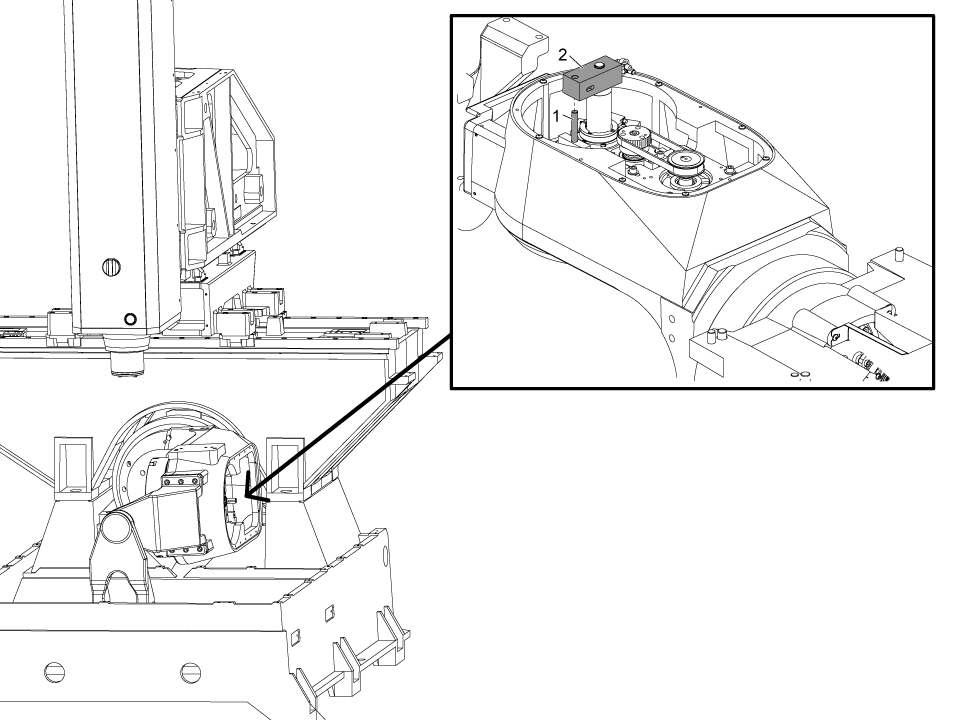
将 B 轴旋转 +90 度,然后拆下盖子[1]。将 B 轴返回 0 度的初始位置。
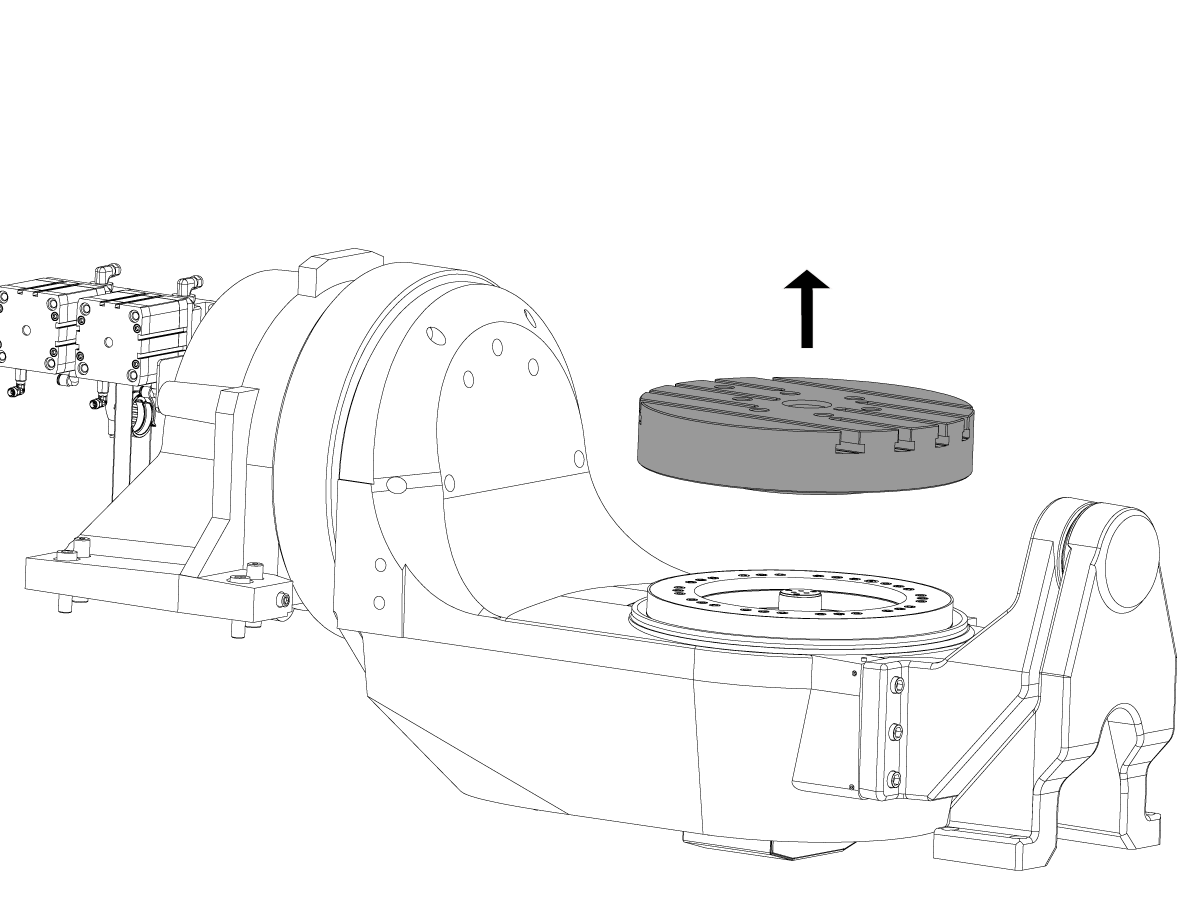
遵照以下链接的UMC C 轴转盘更换的“拆卸”一节,卸下转盘。
警告:如未在移除转盘前对系统减压,则可能因移除转盘而永久损坏制动系统。
注意:在拆卸之前,请注意转盘的方向,以确保稍后以相同的方向安装转盘。
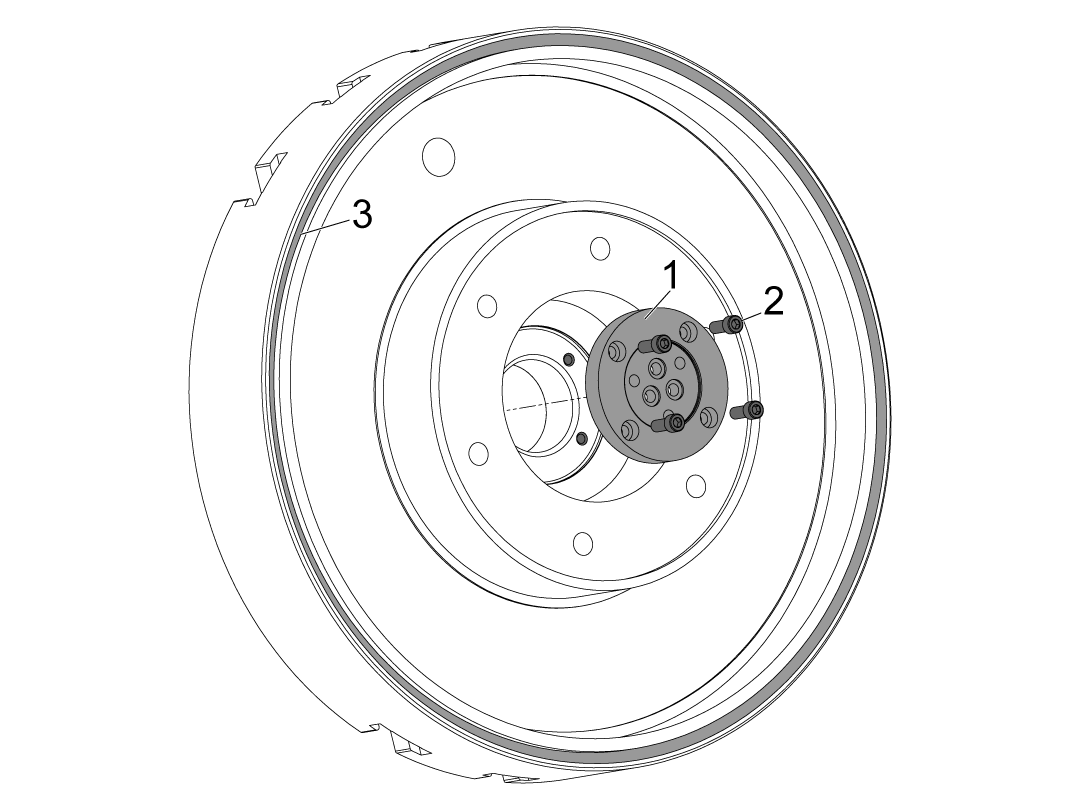
将盘片置于工作台上,然后使用 SHCS 1 / 4-20 X 5/8 [2]将联轴器[1]固定至转盘。
当转盘放在工作台上时,将套件中包含的毛毡条插入凹槽[3]内
注意::如果 UMC 不更换转盘,请重新使用已经在凹槽中的毛毡条。
使用同一转盘时:
需要测量转盘顶部和联轴器顶部之间的高度,以确保工件夹具喷头正确安装。
使用深度千分尺在两个表面之间进行测量。对于 5/22/2026 之前制造的机床,测量值应为 0.7000 ± .0010",对于 5/22/2026 【1】 之后制造的机床,测量值应为 0.7560 ± .0010"。
注意:在没有密封的情况下进行测量。
根据需要安装垫片 P/N 59-2350 与 59-2351,以实现适当的工件夹具高度。垫片安装在工件夹具与转盘面[2]之间。
使用 1 / 4-20 X 1 1/4 螺栓[3]将耦合器安装到轴组件[1]。确保 O 形环 2-011 [2]位于轴孔内,而非螺栓固定的位置。
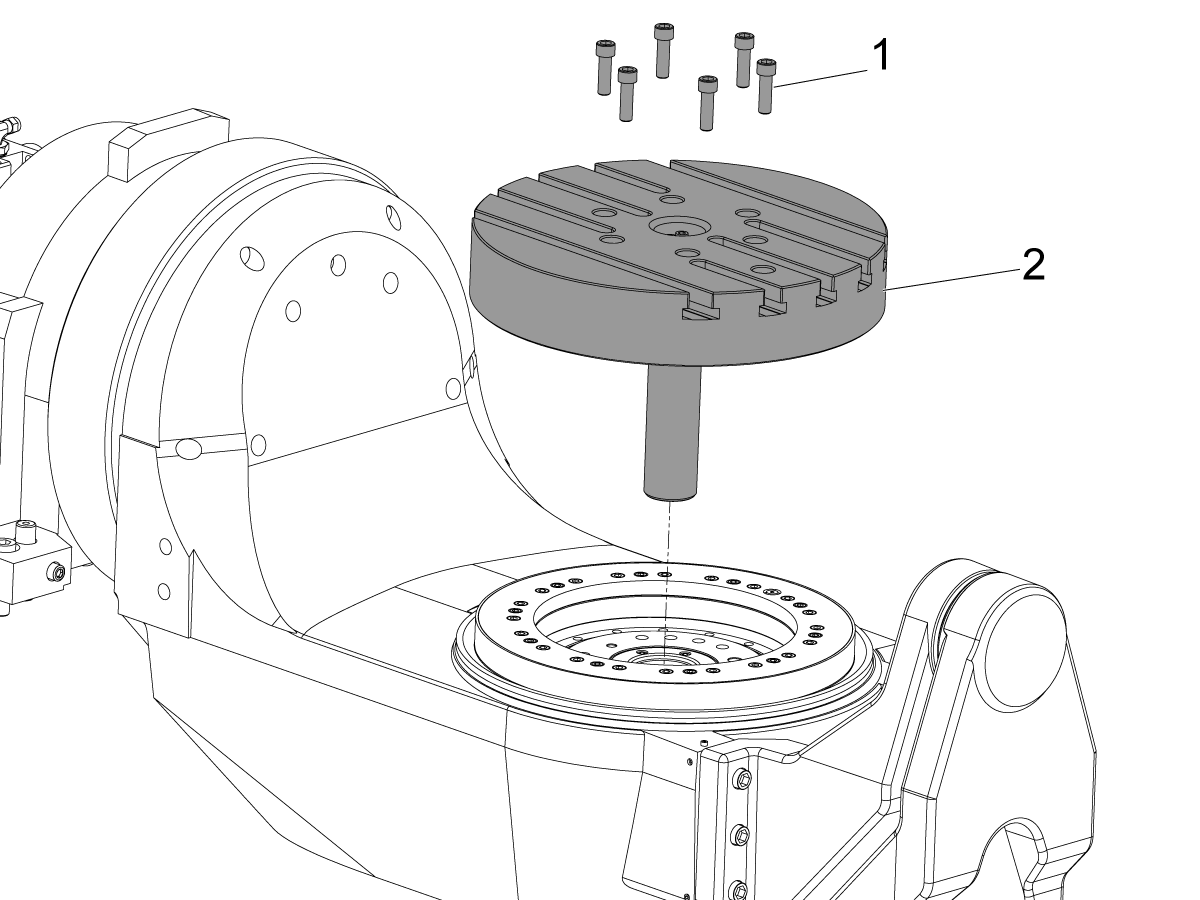
使用 M12 螺栓[1]将联轴器和转盘组件[2]安装回转盘。
拧紧螺钉,但切勿向下拧。
请按以下UMC C 轴转盘更换 连接的安装部分,获取关于适当重新安装转盘的完整说明。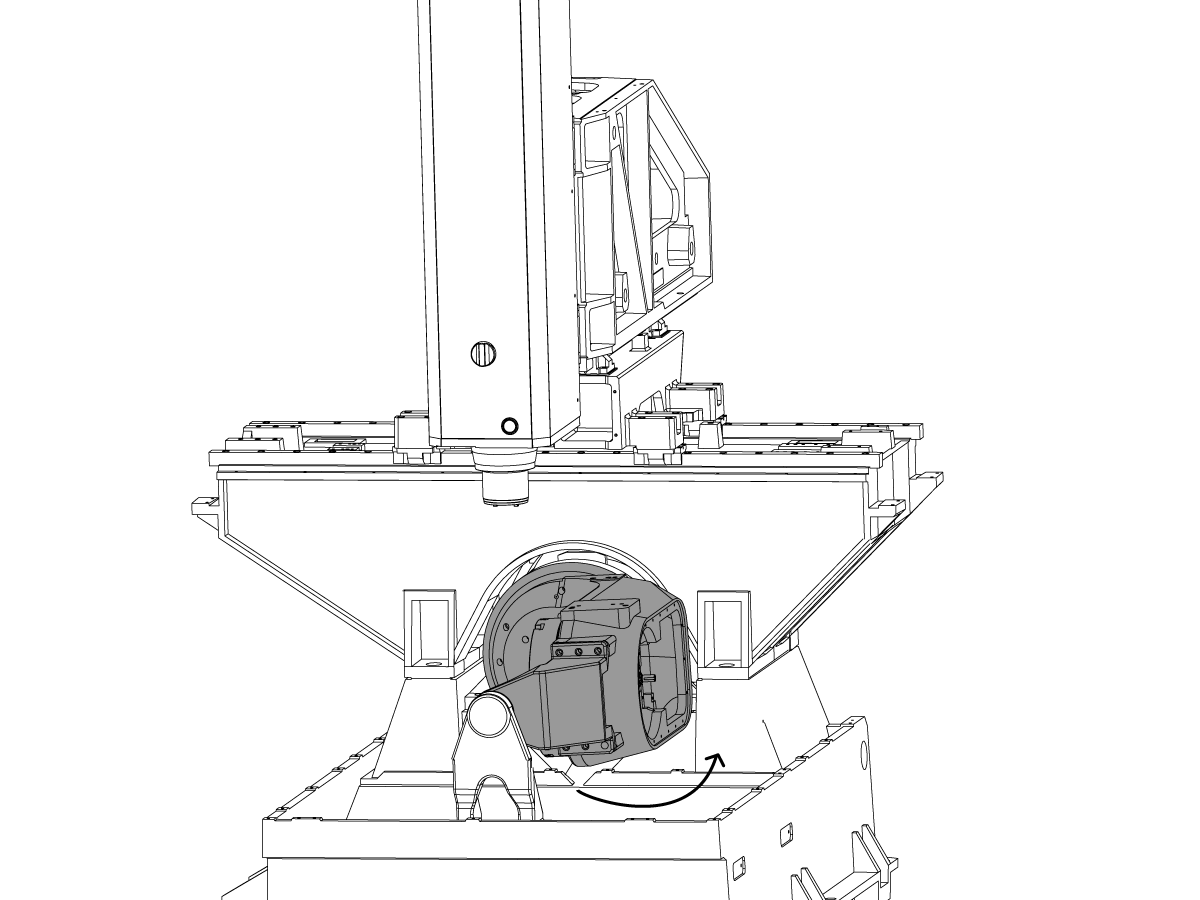
将 B 轴旋转 90 度[1]。
使用 M6 螺栓[4]将防转块[3]安装至变速箱。
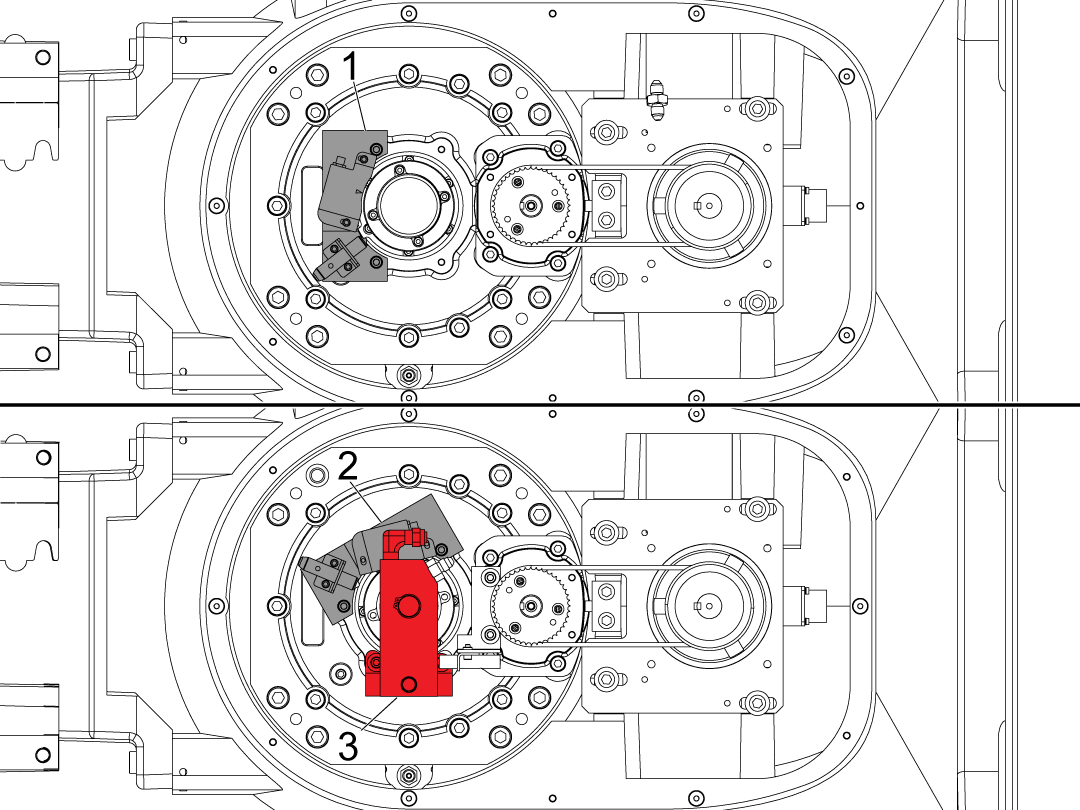
如果读取头处于配置[1],则需要将其计时到位置[2],这要求您重新对机床设备执行补偿操作。
如果读取头处于配置[2],则无需重新进行补偿操作。
有关借用旋转检查器的信息,请联系服务部门。
将定位销[2]压入液压歧管内,以安装轴和歧管组件[1]。
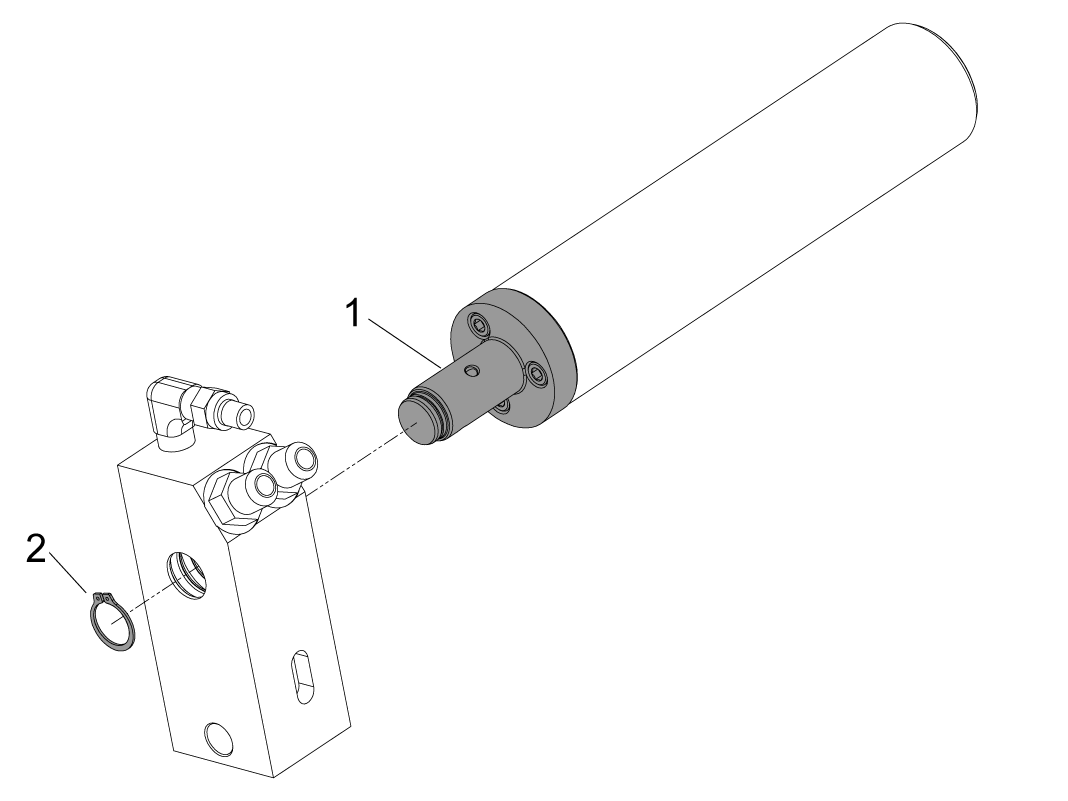
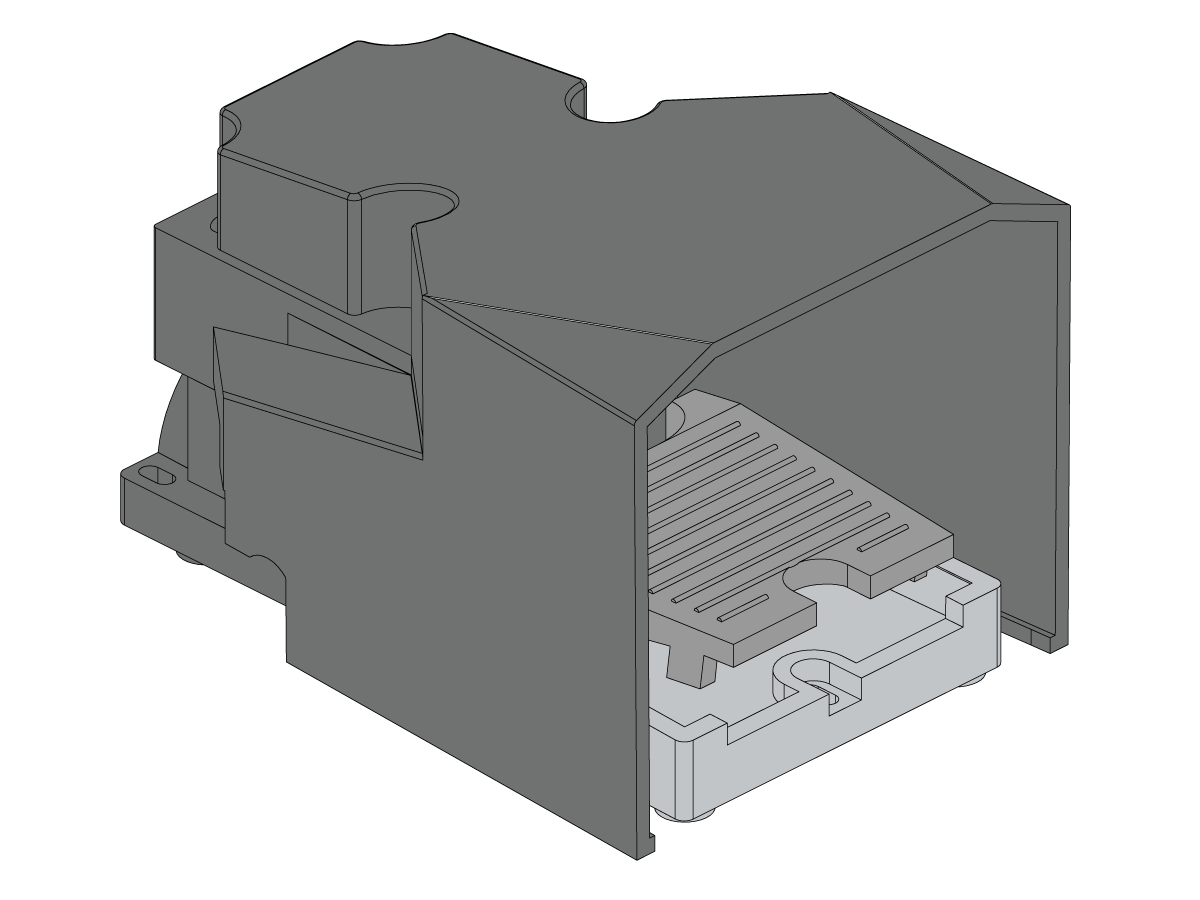
将轴组件安装至液压歧管,确保将卡环[2]安装到轴槽[1]中。
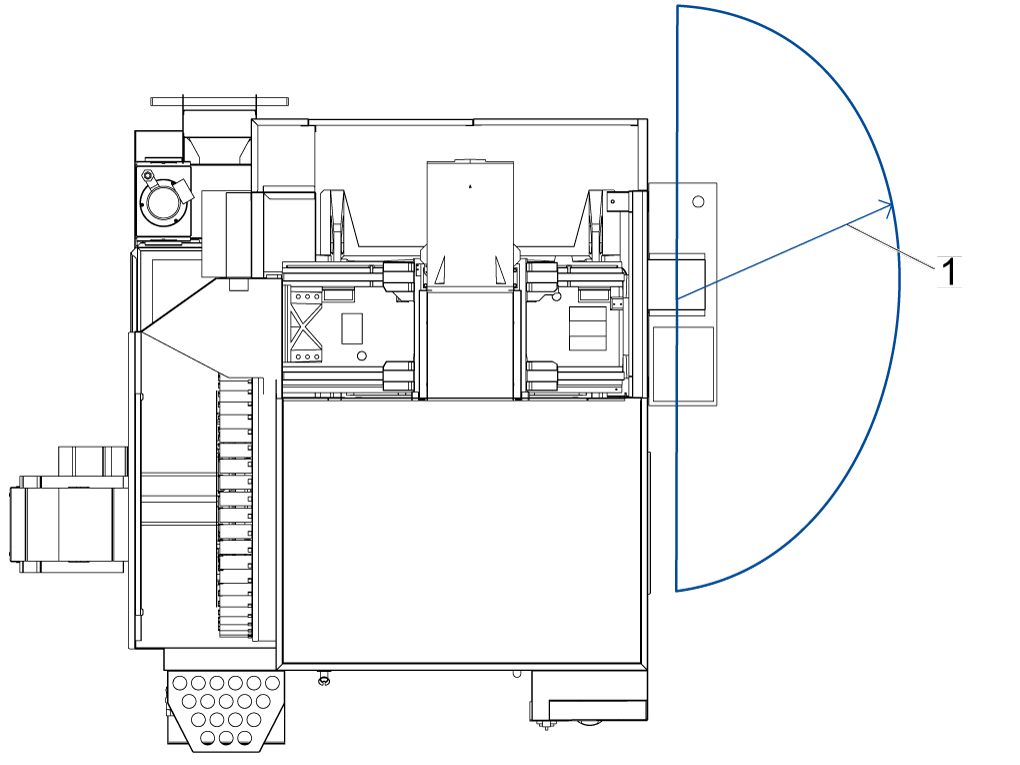
HPU 电缆将引至控制柜箱内,此处的 HPU 半径为 6 英尺[1],因此客户可以自由地将其放置在所需位置。该部分电缆将包含在导管内。
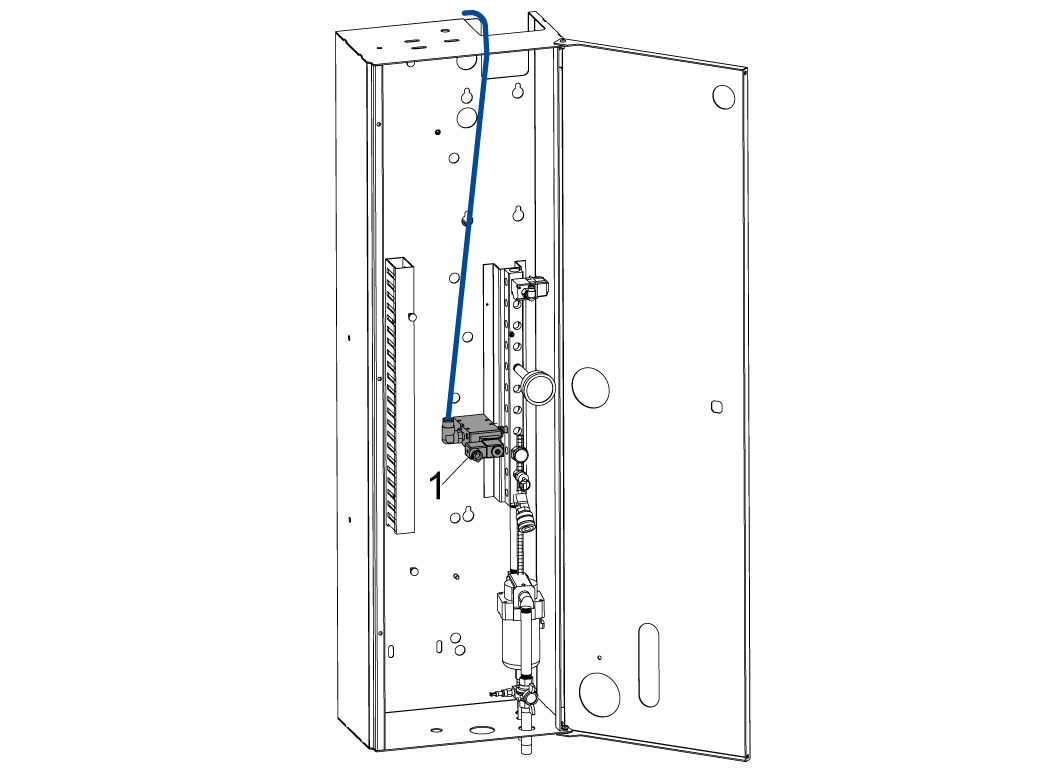
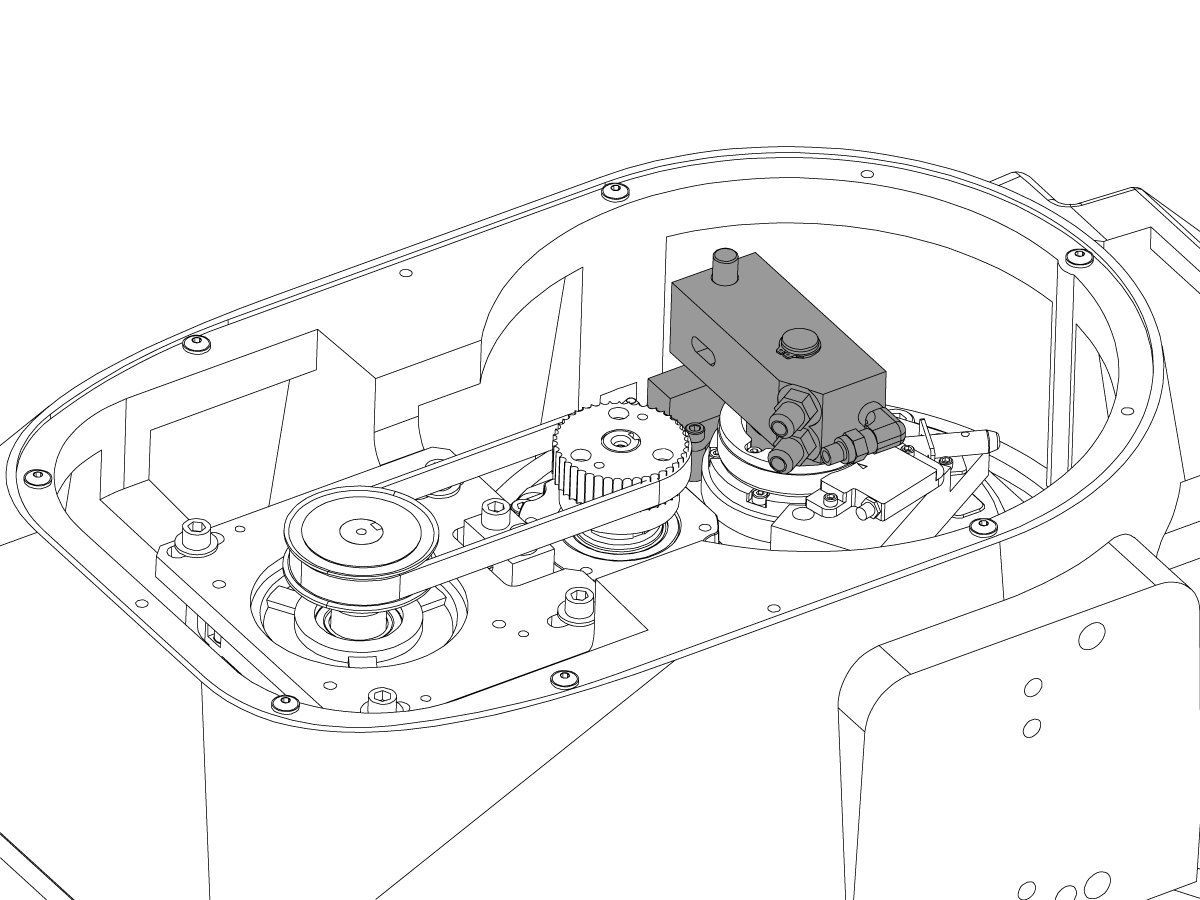
如图所示,将托盘吹气螺线管[1]安装至润滑面板,将软管从螺线管穿过机床顶部进入钣金内。
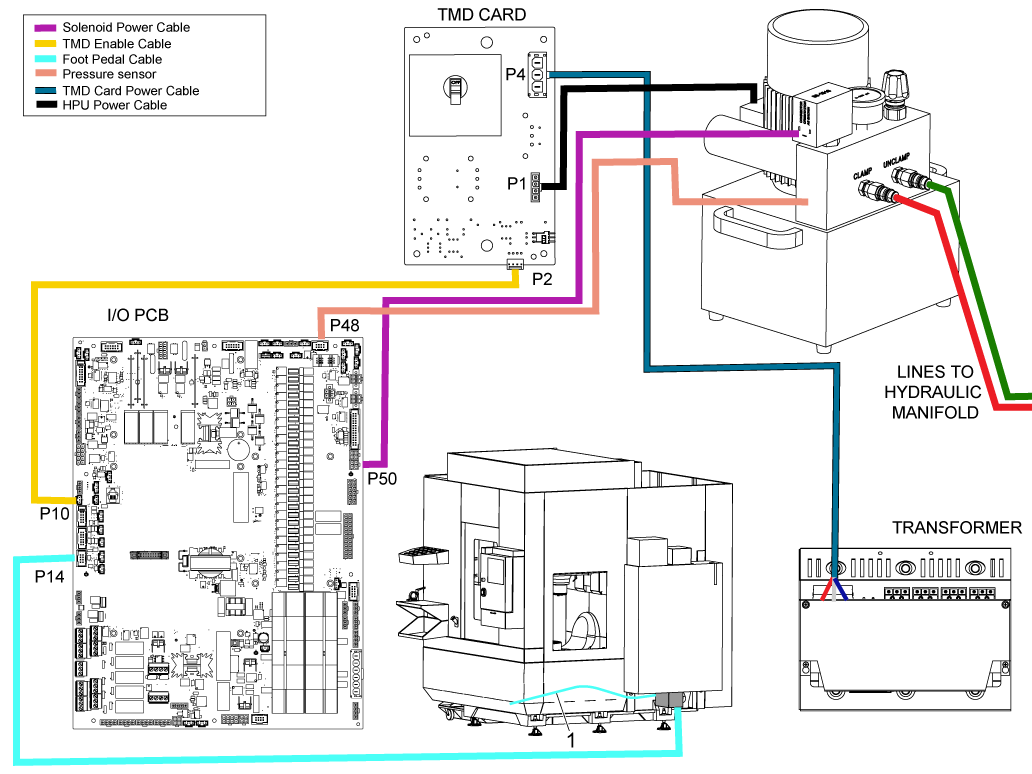
遵循电气部件接线图,所有的布线都将穿过控制柜下面的盒子并到达 I/O 板。
如果机床未配备 I/O 铰链门,则需要安装,请按照 I / O 铰链门程序 有关安装方法的说明。
对踏板电缆布线时,从机床前裙板[1]沿侧裙板布至控制柜箱内,并如图示连接至 I/O 板。
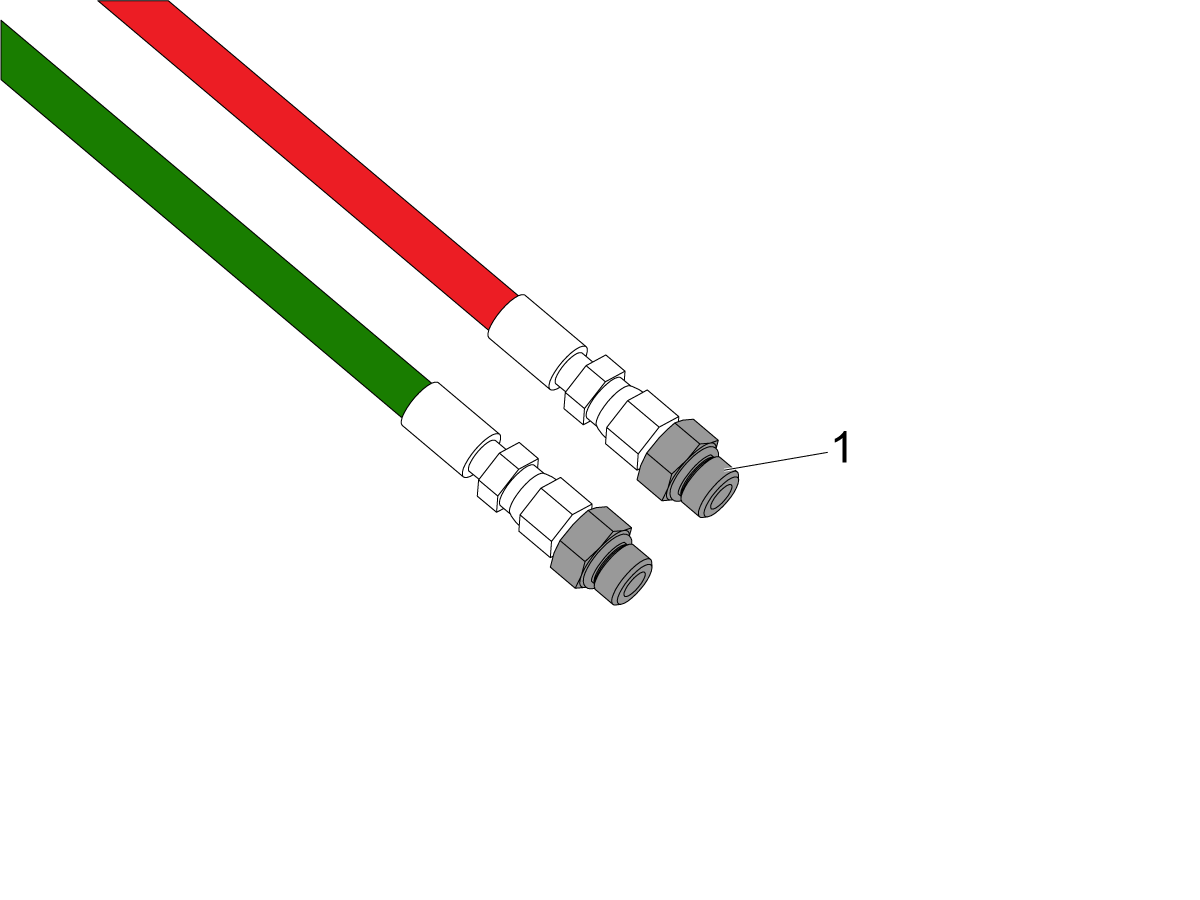
将带有过滤器的软管一侧 [1] 安装在 HPU 上,有扎带指示哪个软管是夹紧和哪个软管是松开。
红色扎带表示夹紧液压软管。
绿色扎带表示松开液压软管。
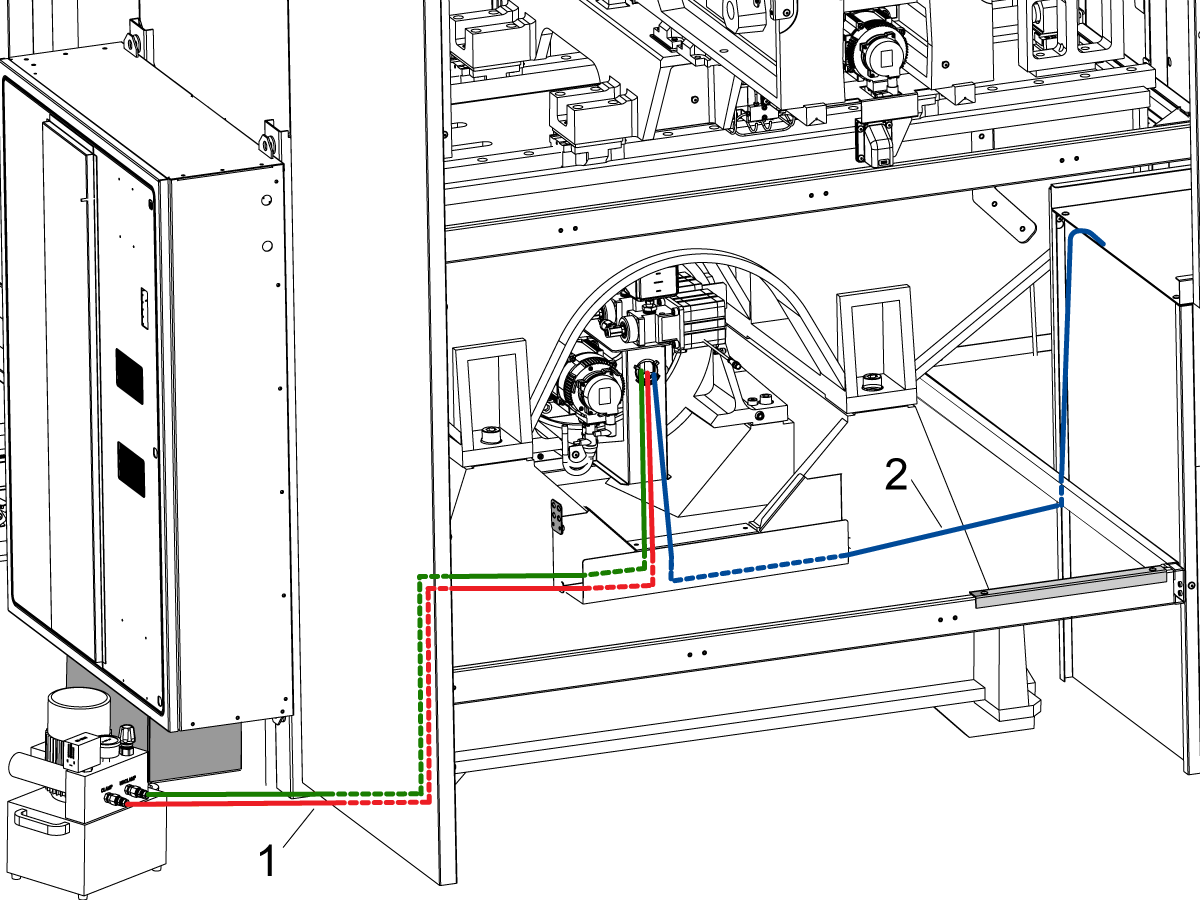
将液压管路从 HPU [1]穿过 B 轴体的中心孔。空气管道[2]也将与液压管路一起部署。
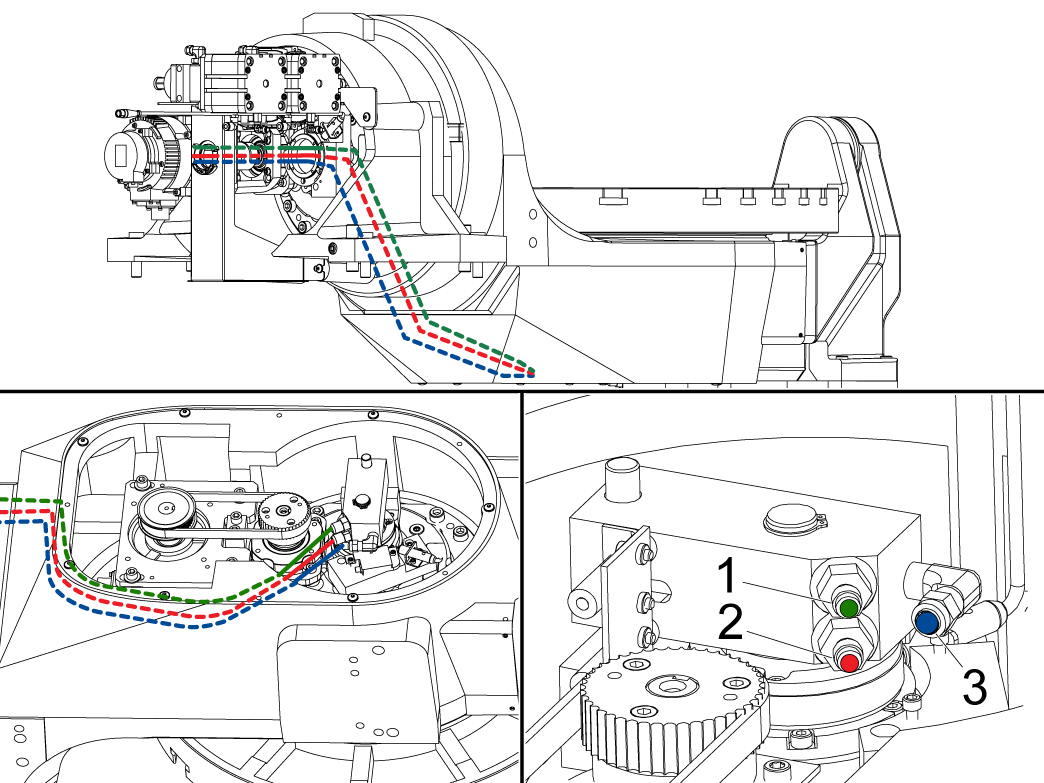
如图示拉动软管穿过 B 轴主体和液压歧管。使用扎带和电缆夹将电缆整齐地布线至液压歧管。
如图所示,用绿色 [1] 表示夹具松开;用红色 [2] 表示夹紧软管。空气管道 [3] 将连接到歧管上的弯头接头。
注意::确保将夹紧软管和松开软管与歧管接头上相同颜色的扎带相匹配。
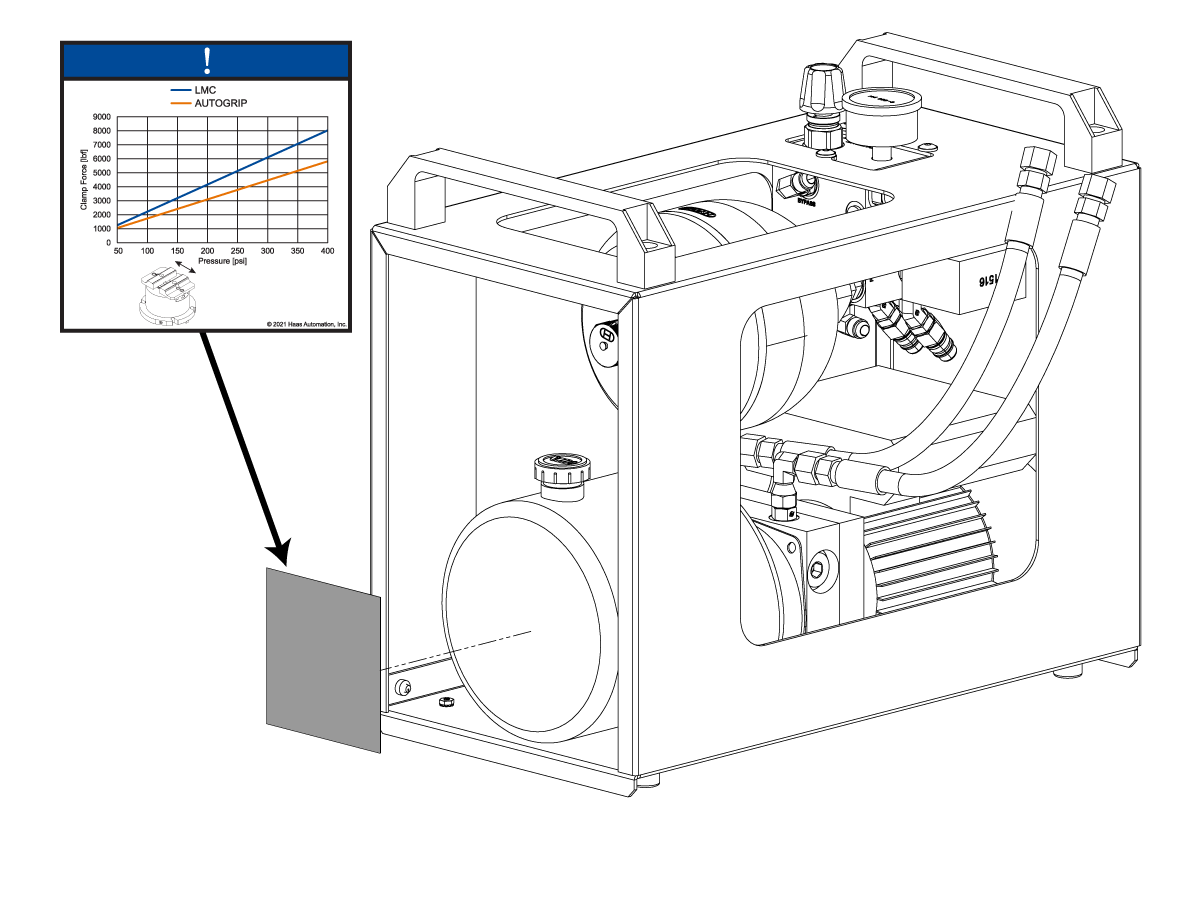
如图所示,将贴花添加到 HPU 的油箱中。
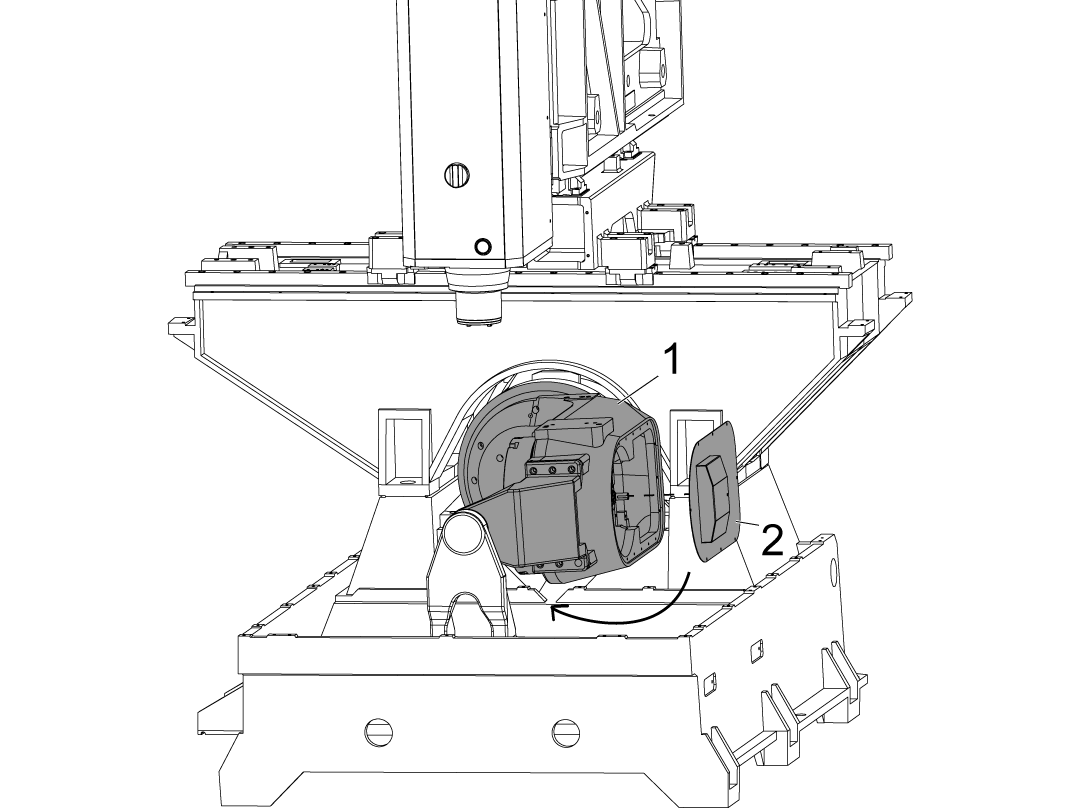
重新安装新盖板[2],然后将转台[1]沿 B 轴返回 0 度。
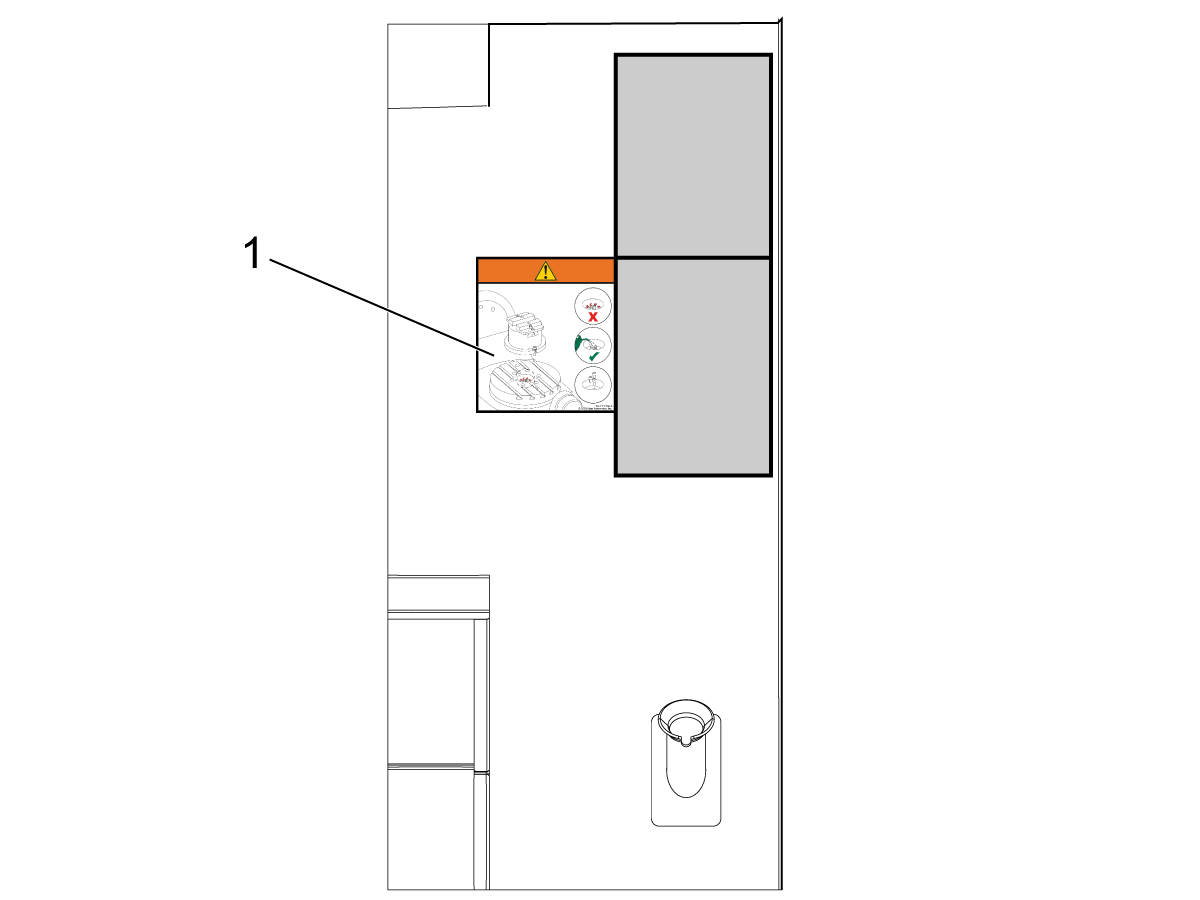
贴上贴纸 [1](PN: 29-1171),其显示了清洁 UMC 前面的转盘和转台接头端口的正确方法。
请参考链接以安装液压台虎钳选件。
访问 HBC.HAASCNC.COM 以下载最新的配置文件。
注意:仅 Haas 认证的服务技术人员才能登录此网站。
将配置补丁文件加载到控制器。请参阅 下一代控制器 - 配置文件 - 下载/加载 程序。
AD0514
版本 A - 2026 年 6 月
此程序所述为如何在 UMC 系列机床设备上安装液压台虎钳选件。
请参考 液压工件夹具 安装 HPU、液压歧管和其他驱动液压虎钳的组件。
前提条件:
适用套件:
本部分适用于带 2 个安装螺栓的液压台虎钳。
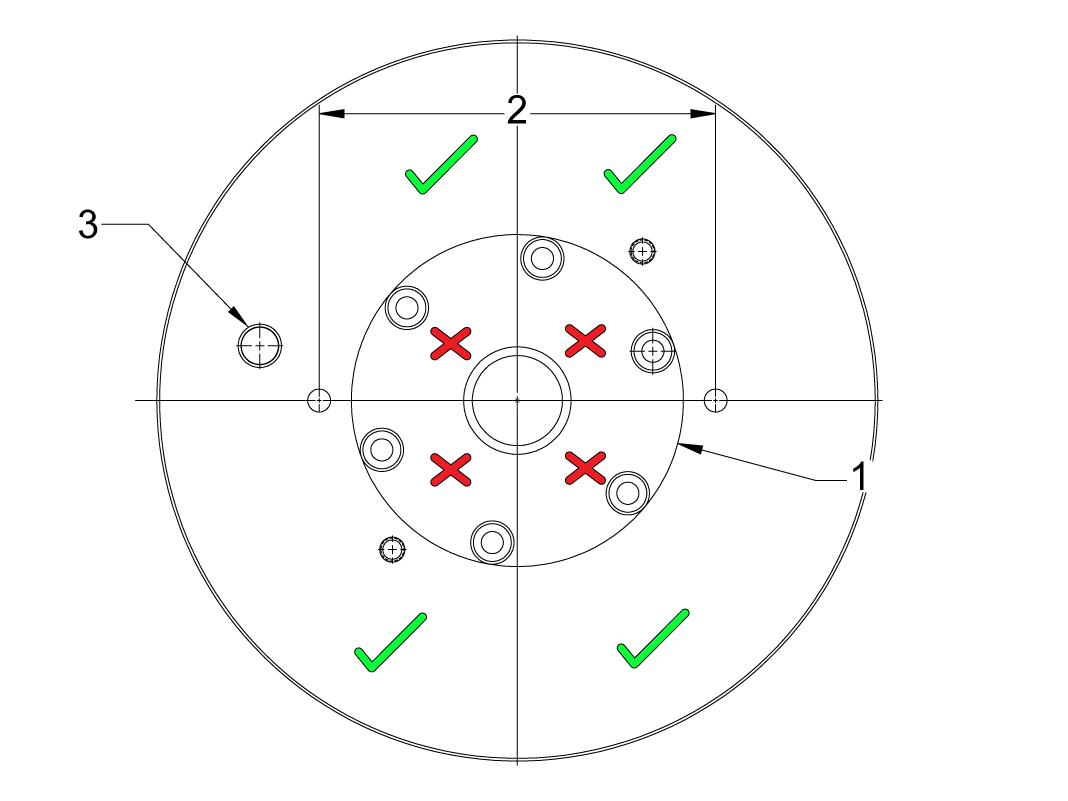
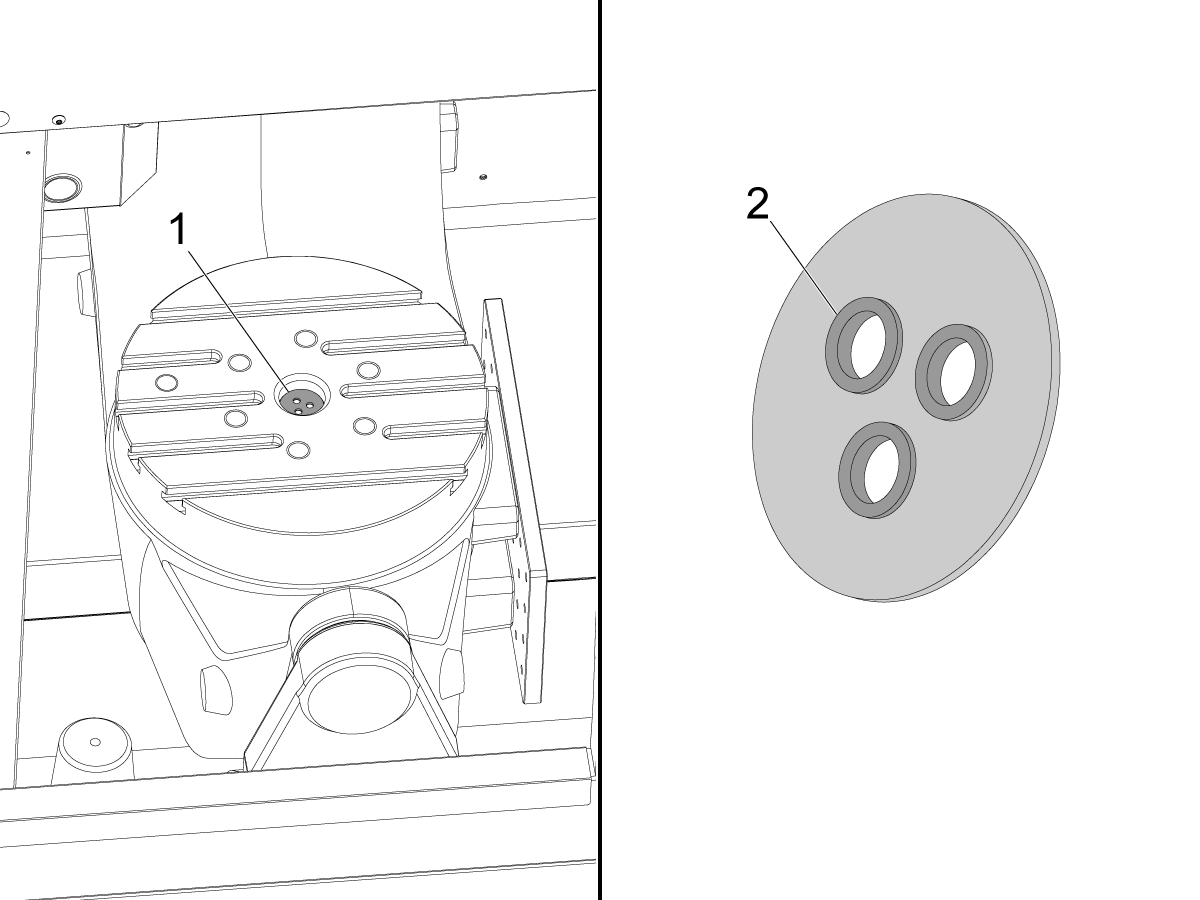
空转盘有一个无钻孔区 [1] (直径为 7.25 英寸且深度为 1.75 英寸),用于在这些转盘上定制工件夹具。
带空转盘出售的机器还可以选择购买 Haas 液压台虎钳。
要安装台虎钳,用户需要在无钻孔区域 [1] 外钻安装孔。 将 B 轴和 C 轴复位并使用以下孔模式钻孔:
对于安装螺栓,安装螺栓。使用制动器放气孔作为参考 [3]。
注意:图为 UMC-500 空转盘,但所有 UMC 型号的无钻孔区域和 Haas 液压台虎钳孔样式都相同。
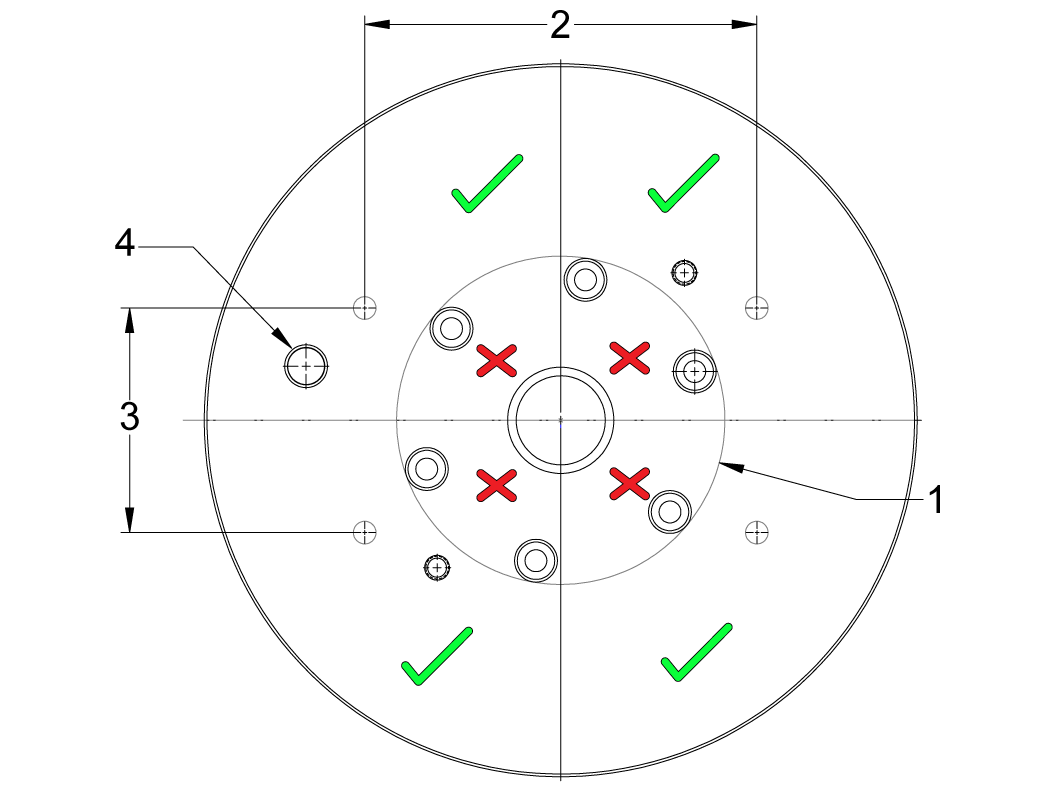
本部分适用于带 4 个安装螺栓的液压台虎钳。
空转盘有一个无钻孔区 [1] (直径为 7.25 英寸且深度为 1.75 英寸),用于在这些转盘上定制工件夹具。
带空转盘出售的机器还可以选择购买 Haas 液压台虎钳。
要安装台虎钳,用户需要在无钻孔区域 [1] 外钻安装孔。 将 B 轴和 C 轴复位并使用以下孔模式钻孔:
对于安装螺栓,安装螺栓。使用制动器放气孔作为参考 [3]。
注意:图为 UMC-500 空转盘,但所有 UMC 型号的无钻孔区域和 Haas 液压台虎钳孔样式都相同。
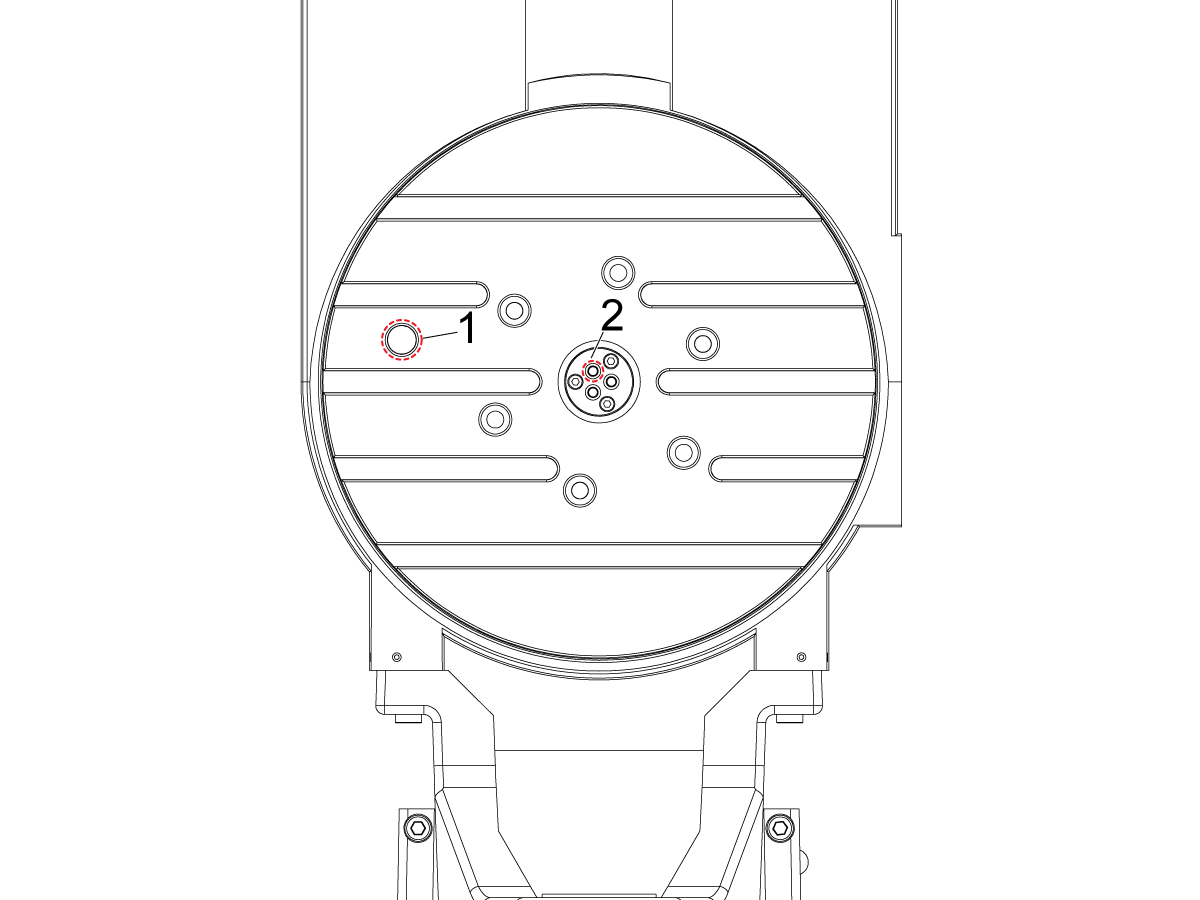
在所示的位置,空气管管道是用[2]表示的孔,请使用制动泄放端口[1]作为参考。
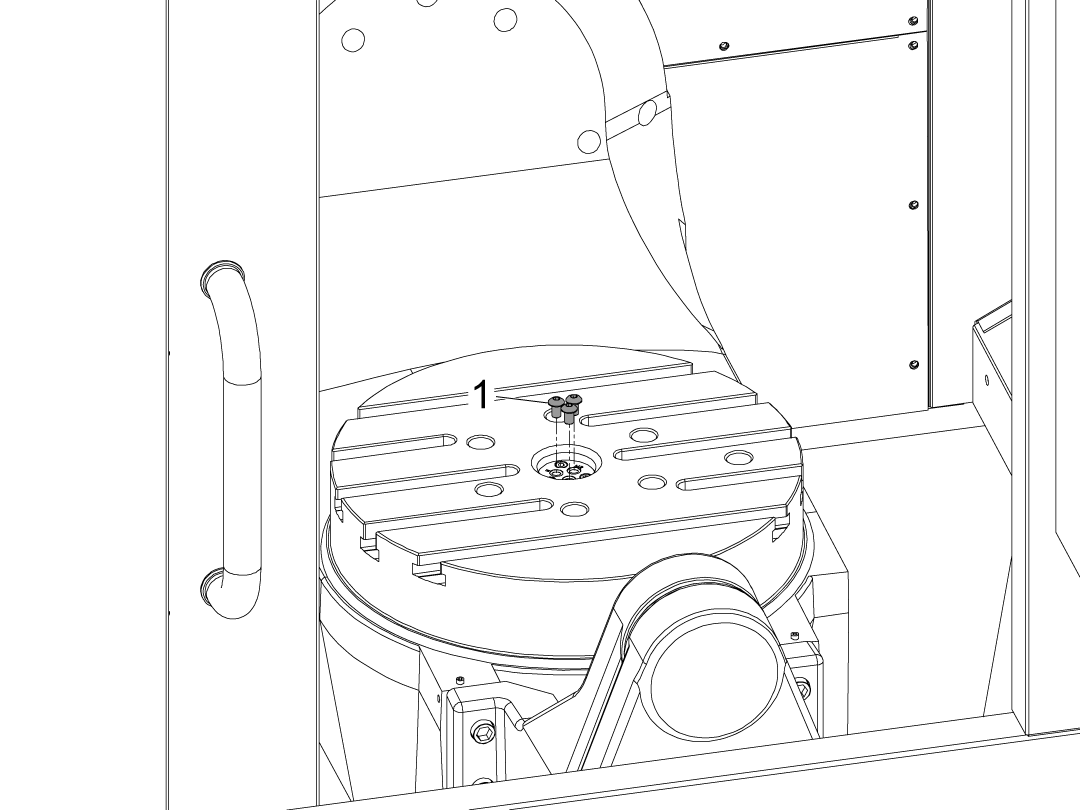
移除联轴器[1]上的插件 (3x) 螺栓。
验证台虎钳密封件 [1] 是否正确就位。密封件 [2] 的 O 形环侧应面向 UMC 转台。
注意:密封件只能按一种方向安装。联轴器上的孔位置间距不等,密封件与联轴器间距相匹配。
将 C 轴设置为其原始位置。
清洁中心孔内和液压台虎钳桩头上的配合面,以清除切屑和残留的油。确保螺钉和垫圈也已卸下
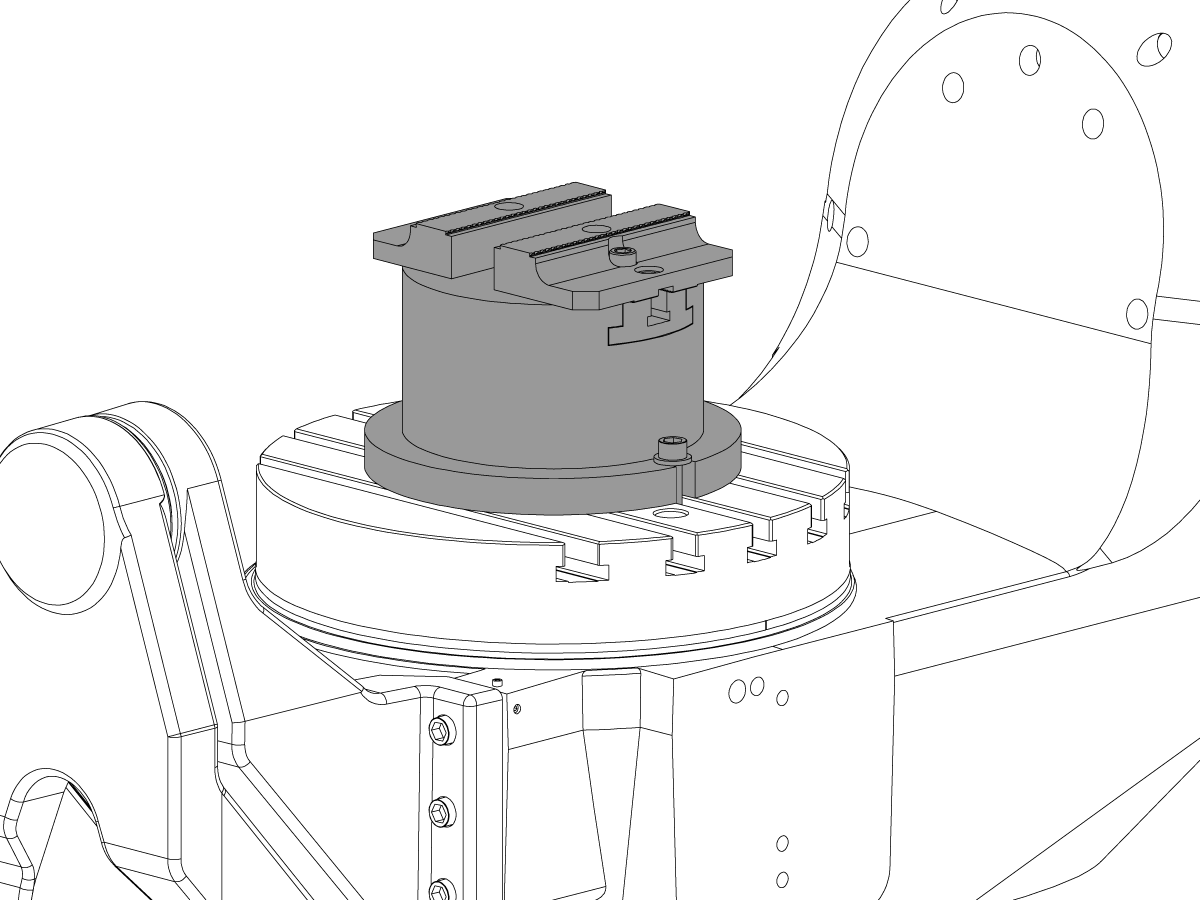
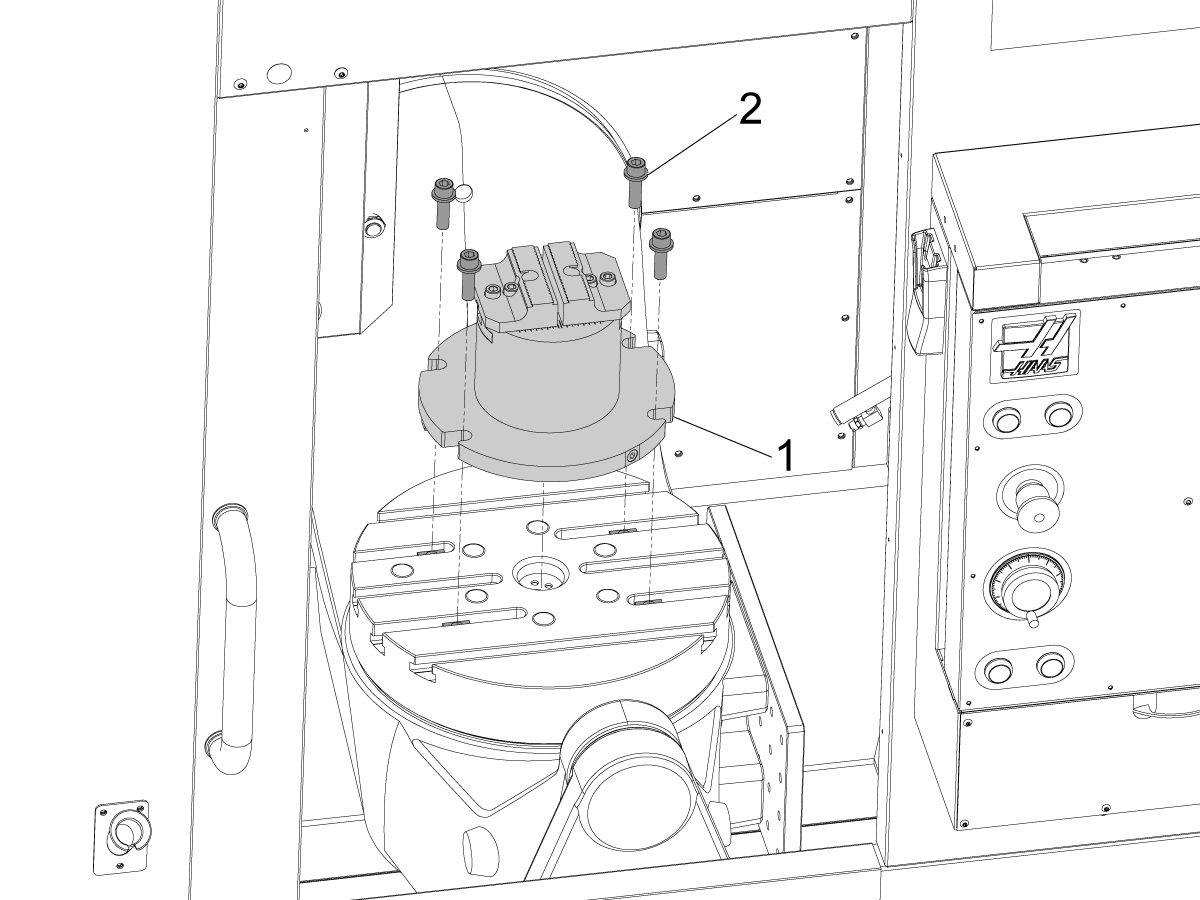
若要安装台虎钳[1],小心地将台虎钳安装至镗内,确保将镗内的液压孔与台虎钳的液压孔对齐。
注意:转盘上的联轴器只能以一种方向安装。液压孔只能以一种方式定向,请确保将联轴器上的孔与桩头上的孔匹配。
如图示,使用 SHCS 和垫圈[2]将台虎钳栓接至槽内 T 型螺母。
放置台虎钳时,确保校准块位于中心 T 型槽中。
注意:在安装液压台虎钳之前,请始终清洁中心孔内的切屑。
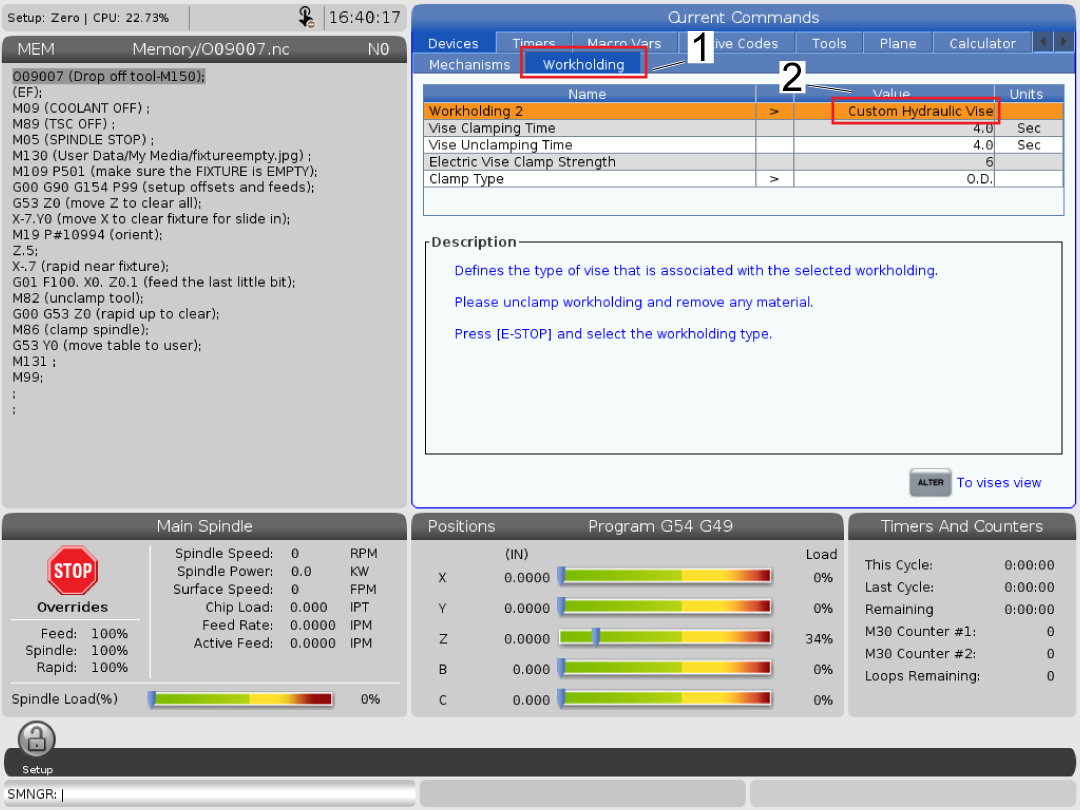
要启动台虎钳,请按 [CURRENT COMMANDS] 并在 工件夹具选项卡 [1] 在“自定义液压台虎钳”中选择工作夹具类型 [2]。
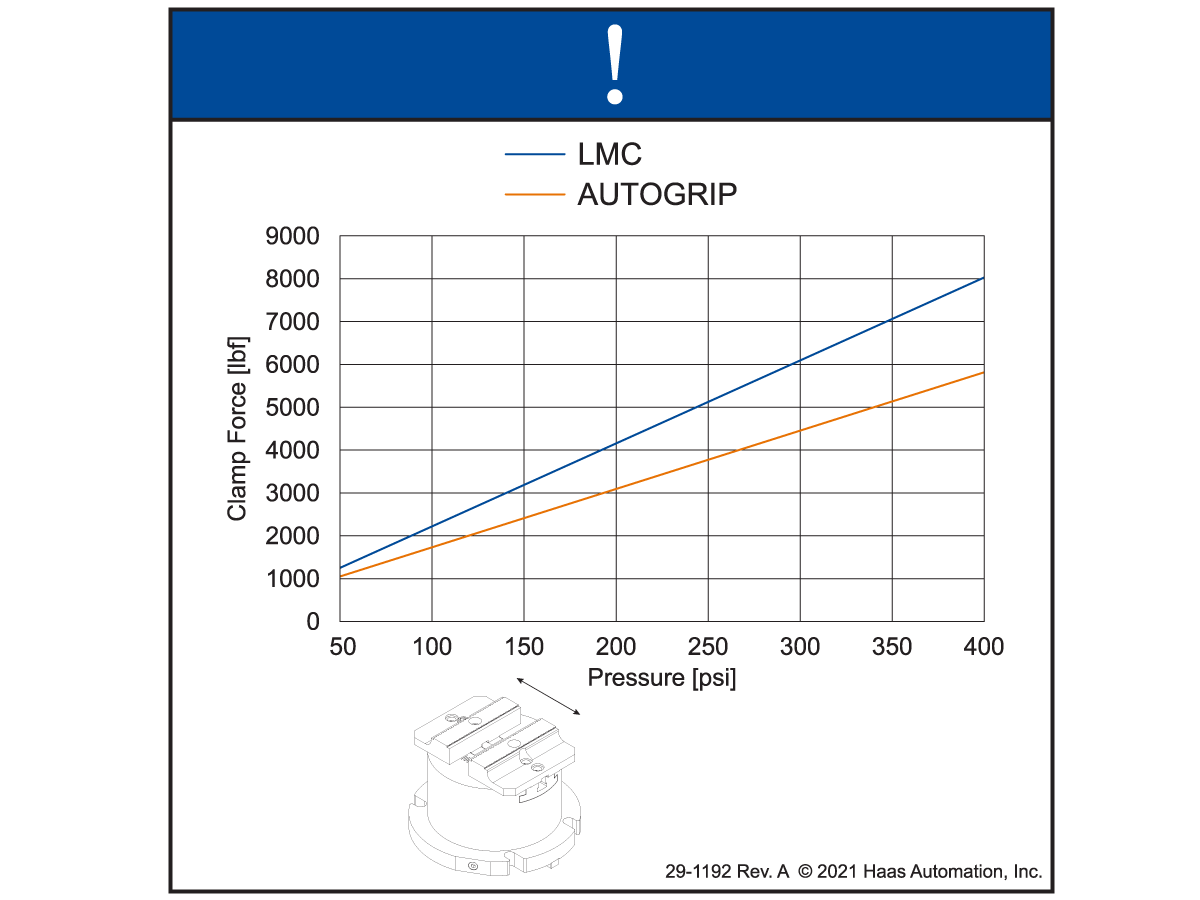
确定机床上安装的液压虎钳的类型。 LMC 或自动夹持。
使用“液压虎钳夹紧力图表”贴花查找可达到所需夹紧力的PSI。
将液压单元压力阀调节到正确的 PSI。
最后,请踩下脚踏板,确保台虎钳已启动。
若要以物理方式移除液压台虎钳,请前往 设备 选项卡的工件夹具选项卡,按[CURRENT COMMANDS] 和以禁用台虎钳。 将“自定义液压台虎钳”工件夹具值更改为“无”。
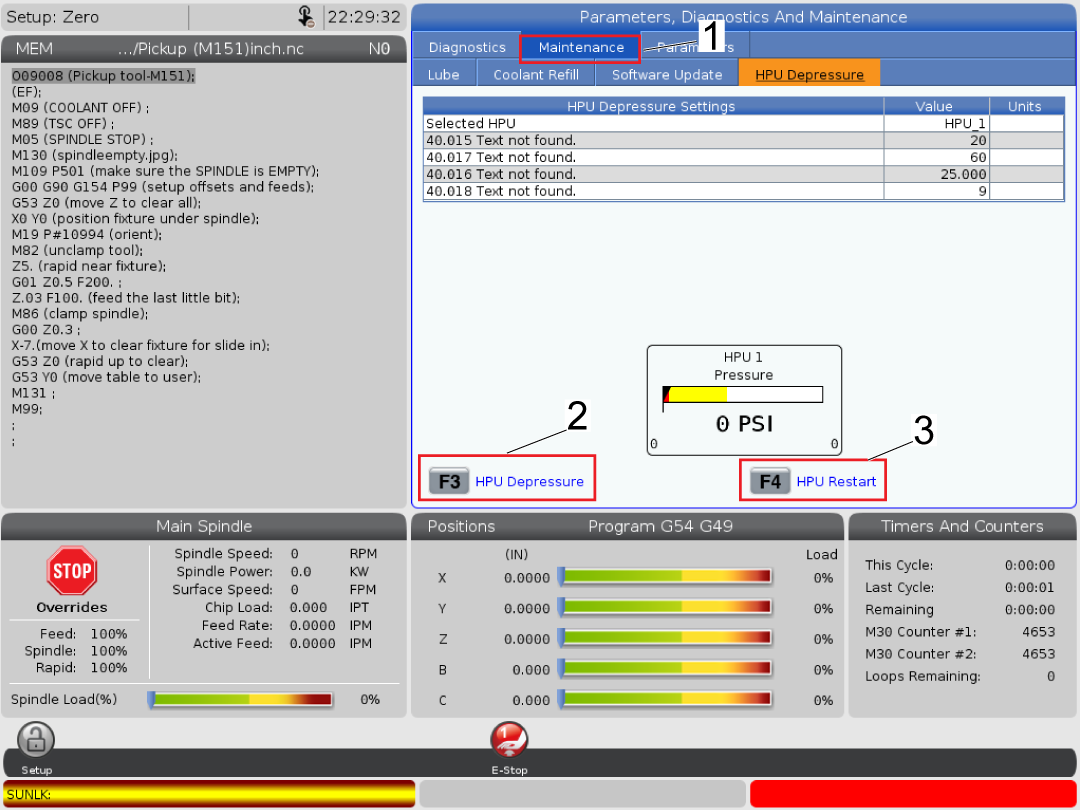
若要降低 HPU 压力 ,请在“维护”选项卡 [F3] 按。
取下台虎钳,并用套件中提供的 5/16-18 螺钉塞住三个端口孔。
若要重新激活 HPU,请按维护 [F4] 选项卡上的 。
卸下台虎钳后,用 5-/16 螺钉和垫圈插入液压端口。
说明:在插入螺钉之前,请确保切槽中有 O 型圈。
TG0089
| 症状 | 可能的原因 | 纠正措施 |
| 液压油从吹气口流出。 | 验证联轴器和台虎钳定位销之间端口的方向。打开和关闭端口可以与吹气端口对齐。 | 从转盘上取下台虎钳并验证方向是否正确。较新版本联轴器将有标为 "AIR" | 的空气端口
| 发出指令时台虎钳钳口未关闭且 HPU 工作正常。 | ||
| 液压管路堵塞。 | 在机床上安装或拆卸液压台虎钳时可能引入了碎屑。 | 如果系统在连接到 HPU 的一侧有液压过滤器接头,请检查过滤器接头以查看是否存在任何碎屑。 如果存在碎屑,请清洁接头,更换液压油并不断检查接头,以免堵塞。根据需要更换接头 |
| 由于液压油中存在碎屑,夹紧和松开电磁阀发生故障。 | ||
如果系统在连接到 HPU 的一侧没有液压过滤器接头,请订购两个 58-2127 FILTER 65 MICRON HYD 6ORBM 6JICM STR STL 并更换两个已经安装在软管上的 58-0038 FITG ORB6M JIC6M STR STL 来更新系统。 更换液压油并不断检查接头,以免堵塞。根据需要更换接头 |
||
| HPU - 压力表页面上的液压台虎钳压力正在下降。 | 压力传感器监测的是蓄能器压力而不是台虎钳压力。 | 访问液压台虎钳 - HPU 刻度盘和阀门部分,了解更多信息 |
| 液压台虎钳 - 零件在夹紧时移动。 | 夹紧力设置不正确。 | 使用贴在 HPU 上的贴花将 HPU 上的阀门调整到正确的压力。 访问 液压台虎钳 - HPU 刻度盘和阀门 部分,了解更多信息。 |
| 消息: 脚踏板 1 被锁定。 | 在 EDIT 模式或 LIST PROGRAM 模式下踩下脚踏板。 | 离开 EDIT 模式或 LIST PROGRAM 模式。 |
| 警报 391 功能已禁用 | 工件夹具未在“Workholding”(工件夹具)选项卡上设置。 | 在“Workholding”(工件夹具) 选项卡上启用工件夹具。参见 可编程气动装置 - 安装 程序以获取更多信息。 |
| 燕尾爪断开。 | 卡爪零件设置错误。 | 请参阅 燕尾的正确使用 参考文档。 |
| 无法持续设置压力。 | 墨盒阀故障。 |
检查墨盒阀是否有任何泄漏。如果没有泄漏,则更换墨盒阀。 |
| 无法达到 100 psi 以上 |
本部分适用于带 2 个安装螺栓的液压台虎钳。
空转盘有一个无钻孔区 [1] (直径为 7.25 英寸且深度为 1.75 英寸),用于在这些转盘上定制工件夹具。
带空转盘出售的机器还可以选择购买 Haas 液压台虎钳。
要安装台虎钳,用户需要在无钻孔区域 [1] 外钻安装孔。 将 B 轴和 C 轴复位并使用以下孔模式钻孔:
对于安装螺栓,安装螺栓。使用制动器放气孔作为参考 [3]。
注意:图为 UMC-500 空转盘,但所有 UMC 型号的无钻孔区域和 Haas 液压台虎钳孔样式都相同。
本部分适用于带 4 个安装螺栓的液压台虎钳。
空转盘有一个无钻孔区 [1] (直径为 7.25 英寸且深度为 1.75 英寸),用于在这些转盘上定制工件夹具。
带空转盘出售的机器还可以选择购买 Haas 液压台虎钳。
要安装台虎钳,用户需要在无钻孔区域 [1] 外钻安装孔。 将 B 轴和 C 轴复位并使用以下孔模式钻孔:
对于安装螺栓,安装螺栓。使用制动器放气孔作为参考 [3]。
注意:图为 UMC-500 空转盘,但所有 UMC 型号的无钻孔区域和 Haas 液压台虎钳孔样式都相同。
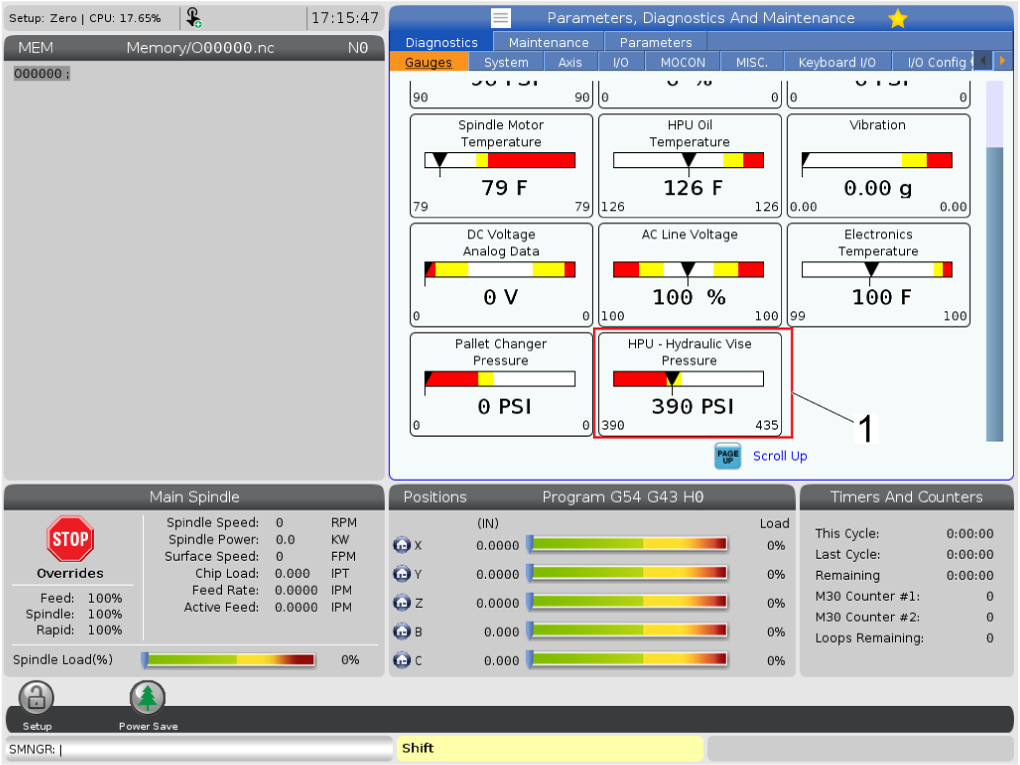
控制器仪表页面上的压降是正常的,因为它正在监测蓄能器压力 [1]。控制器上的压力应始终高于系统刻度盘上的压力,以保持夹紧力一致。
注意:100 psi/5 分钟被认为是正常的压降。
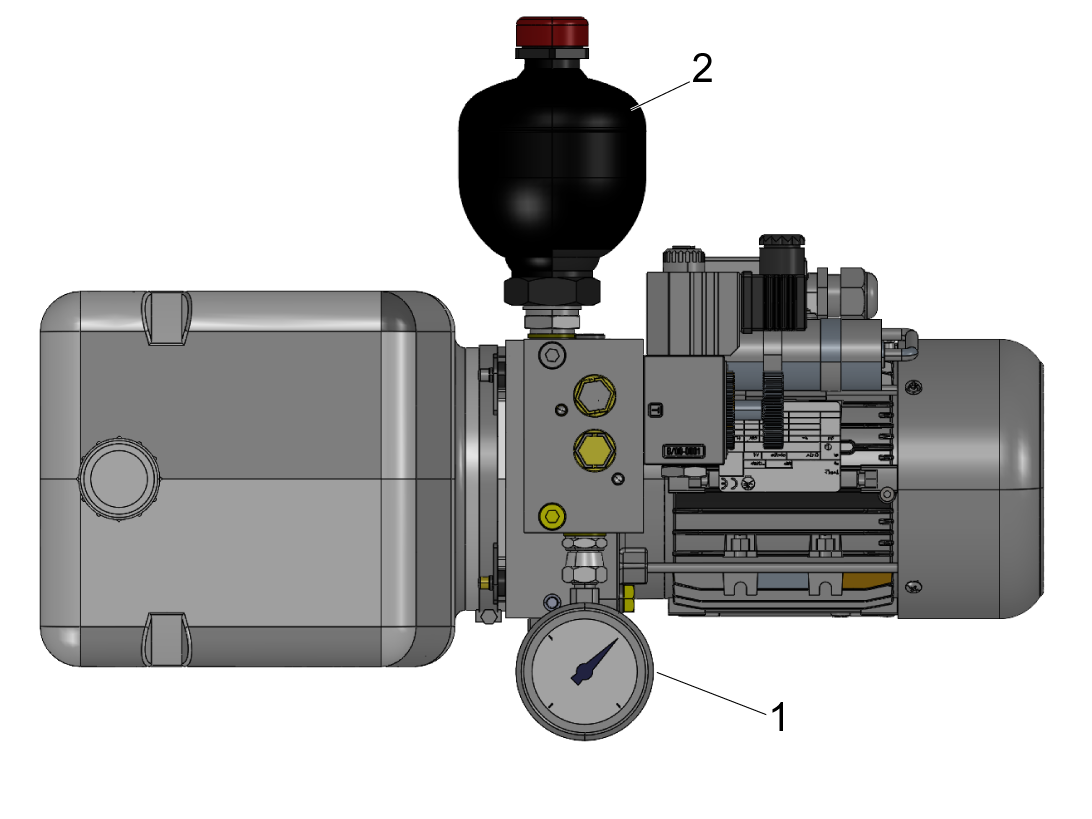
位于 HPU 上的 HPU 刻度盘 [1] 将显示施加到台虎钳上的压力,气压表页面上的控制器 HPU 压力将显示从蓄能器 [2] 监测到的压力。
说明:只要蓄能器功能正常,压力可能会在 10 psi 范围内变化。
要对施加在台虎钳上的压力进行调整,标为 [1] 的旋钮用于调整,而标为 [2] 的旋钮用于将调整锁定到位。
注意: 如果在刻度盘上的压力值漂移超过 10 psi,请检查旋钮 [2] 是否锁定到位,并检查台虎钳或系统是否有任何泄漏。
Haas 液压台虎钳将有一个液压台虎钳夹紧力图表,可用于实现与刻度盘上的压力相关的正确夹紧力。
注意: 此图表不适用于第三方台虎钳。
布置线路时,请确保电缆上没有过大的应力。检查以确保所有连接都牢固,并根据上图位于正确的位置。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255