

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

AD0473
版本 B - 2025 年 11 月
以下维修视频演示了如何安装可编程气动台虎钳。
注意:这服务视频仅供参考,不能代替书面程序。
此程序将向您展示如何在以下机器及其变体上安装Programmable Air Option(可编程气动选件)[1]:
机床要求:
重要提示: 可编程气动装置选件与 2019 年 6 月
之前建造的带有 TAB 选件的机床 不兼容。| 机床 | 日期 | 零件编号 | |
| VF-1/2 | 2022 年 7 月 22 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 7 月 22 日之后制造 | 25-15873 和 25-15875 | ||
| VF-1/2YT | 2022 年 7 月 21 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 7 月 21 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-3/4 | 2022 年 7 月 30 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 7 月 30 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-3YT/40 | 2022 年 8 月 16 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 8 月 16 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-3YT/50 | 2022 年 12 月 1 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 12 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-5/40/XT | 2022 年 9 月 20 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 9 月 20 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-5/50/XT | 2022 年 10 月 16 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 10 月 16 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-6/40/50 | 2022 年 5 月 1 日 | 之前制造25-12138 和 25-14177 | |
| 2022 年 5 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-7/40/50 | 2022 年 5 月 1 日 | 之前制造25-12138 和 25-14177 | |
| 2022 年 5 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-8/40/50 | 2022 年 2 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 2 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-9/40/50 | 2022 年 2 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 2 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| VR-8/9 | 2022 年 2 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 2 月 28 日 之后制造 | 25-15873 & 25-15875 | 2022 年 5 月 1 日 | 之前制造25-12138 和 25-14177 |
| 2022 年 5 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| DT/DM-1/2 | 2022 年 1 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 1 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| TM-0 | 2022 年 9 月 1 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 9 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| TM-1 | 2022 年 1 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 1 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| TM-2 | 2022 年 9 月 10 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 9 月 10 日 之后制造 | 25-15873 & 25-15875 | ||
| CM-1 | 2022 年 8 月 25 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 8 月 25 日 之后制造 | 25-15873 & 25-15875 |

重要:2025 年 7 月 1 日及以后制造的 VF 小型和 VF 中型机床具有 CANBUS 润滑面板 PCB。
若要识别机床是否具有 CANBUS 润滑面板,请查看连接支架和端子的布局并检查以下指示器:
CANBUS 润滑面板机床不需要直接电缆连接到 IO PCB,用于松开/夹紧和吹气电磁阀。这些电磁阀可以直接连接到润滑面板 PCB 上的端口,如步骤 2 所示。

电磁阀 30-13112 松开/夹紧:
警告: 在进行任何电气安装前,请紧急关停并关闭机器
从润滑柜内的空气歧管上卸下 NPT 插头,将螺线管 [4] 安装到空气歧管上,在 AIR - LUBRICATION SYSTEM - PICTORIAL 上显示的 APC DOOR INTERLOCK/PROGRAMMABLE AIR 位置。
将红色软管与该位置的红色扎带连接,将绿色软管与该位置的绿色扎带连接。
注意:该软管安装端口将确定电源切断后,台虎钳能否继续保持夹紧状态。安装结束时进行测试。
在I/O 板上的 P50 处插入电缆 33-0631 [9]。将电缆另一端插入电磁阀支架上的 APC 门联锁/可编程气动装置位置 [1]。
将电磁阀插入 APC 门联锁位置/可编程气动装置 Molex 联接件 [1] 上的 33-0631。
将电缆 33-0732 [7] 连接到电磁阀 30-13112 [4] 上的压力开关。将电缆 33-0738 [8] 插入 I/O PCB 上的 P13 中,并将另一端连接到电缆 33-0732[7]。
注意: 如果机床配备了其他利用 P13 的选件,请将其连接到从 P13 出来的辫子电缆。
电磁阀 30-11050 吹气:
从润滑柜内的空气歧管上卸下 NPT 插头,将螺线管安装到空气歧管上,在空气-润滑系统-PICTORIAL上所示的可编程鼓风电磁阀位置。
将黑色软管连接至电磁阀。
将电磁阀插入 托盘吹气/可编程气动装置 Molex 联接件 [6] 中。

仅 CANBUS 润滑面板机床
注意:带 CAN 润滑面板的机床不需要电缆 33-0631/33-0632,因此不应安装。 电磁阀电源线可以直接连接到润滑面板中的 CANBUS PCB。
夹紧/松开电磁阀 【1】 可以直接连接到 PROG AIR 连接器 【2】。吹气电磁阀【3】可以连接到 PROG。吹气 【4】 如图所示。
重要:2025 年 7 月 1 日及以后制造的 VF 小型和 VF 中型机床具有 CANBUS 润滑面板 PCB。
若要识别机床是否具有 CANBUS 润滑面板,请查看连接支架和端子的布局并检查以下指示器:
CANBUS 润滑面板机床不需要直接电缆连接到 IO PCB,用于松开/夹紧和吹气电磁阀。这些电磁阀可以直接连接到润滑面板 PCB 上的端口,如步骤 2 所示。
电磁阀 30-13112 松开/夹紧:
警告: 在进行任何电气安装前,请紧急关停并关闭机器
从润滑柜内的空气歧管上卸下 NPT 插头,将螺线管 [4] 安装到空气歧管上,在 AIR - LUBRICATION SYSTEM - PICTORIAL 上显示的 APC DOOR INTERLOCK/PROGRAMMABLE AIR 位置。
将红色软管与该位置的红色扎带连接,将绿色软管与该位置的绿色扎带连接。
注意:软管安装端口将确定设备电源切断后,台虎钳继续保持夹紧状态。 安装结束时进行测试。
在I/O 板上的 P50 处插入电缆 33-0631 [9]。将电缆另一端插入电磁阀支架上的 APC 门联锁/可编程气动装置位置 [1]。
将电磁阀插入 APC 门联锁位置/可编程气动装置 Molex 联接件 [1] 上的 33-0631。
将电缆 33-0732 [7] 连接到电磁阀 30-13112 [4] 上的压力开关。将电缆 33-0738 [8] 插入 I/O PCB 上的 P13 中,并将另一端连接到电缆 33-0732[7]。
注意: 如果机床配备了其他利用 P13 的选件,请将其连接到从 P13 出来的辫子电缆。
电磁阀 30-11050 吹气:
从润滑柜内的空气歧管上卸下 NPT 插头,将螺线管安装到空气歧管上,在空气-润滑系统-PICTORIAL上所示的可编程鼓风电磁阀位置。
将黑色软管连接至电磁阀。
将电磁阀插入 托盘吹气/可编程气动装置 Molex 联接件 [6] 中。
注意:空气润滑电缆的零件号将确定此电磁阀连接的位置:
仅 CANBUS 润滑面板机床
注意:带 CAN 润滑面板的机床不需要电缆 33-0631/33-0632,因此不应安装。 电磁阀电源线可以直接连接到润滑面板中的 CANBUS PCB。
夹紧/松开电磁阀 【1】 可以直接连接到 PROG AIR 连接器 【2】。吹气电磁阀【3】可以连接到 PROG。吹气 【4】 如图所示。
表格区
DT-1/2 - DM-1/2 - VF-1/2 - MM's
可编程空气歧管可安装在工作台任何位置。确认导管在其行程限制时有足够的松弛度,并且没有卡在导轨护板上。
VF-3/4/5
可编程空气歧管可安装在工作台的大多数位置。确认导管在其行程限制时有足够的松弛度,并且没有卡在导轨护板上。
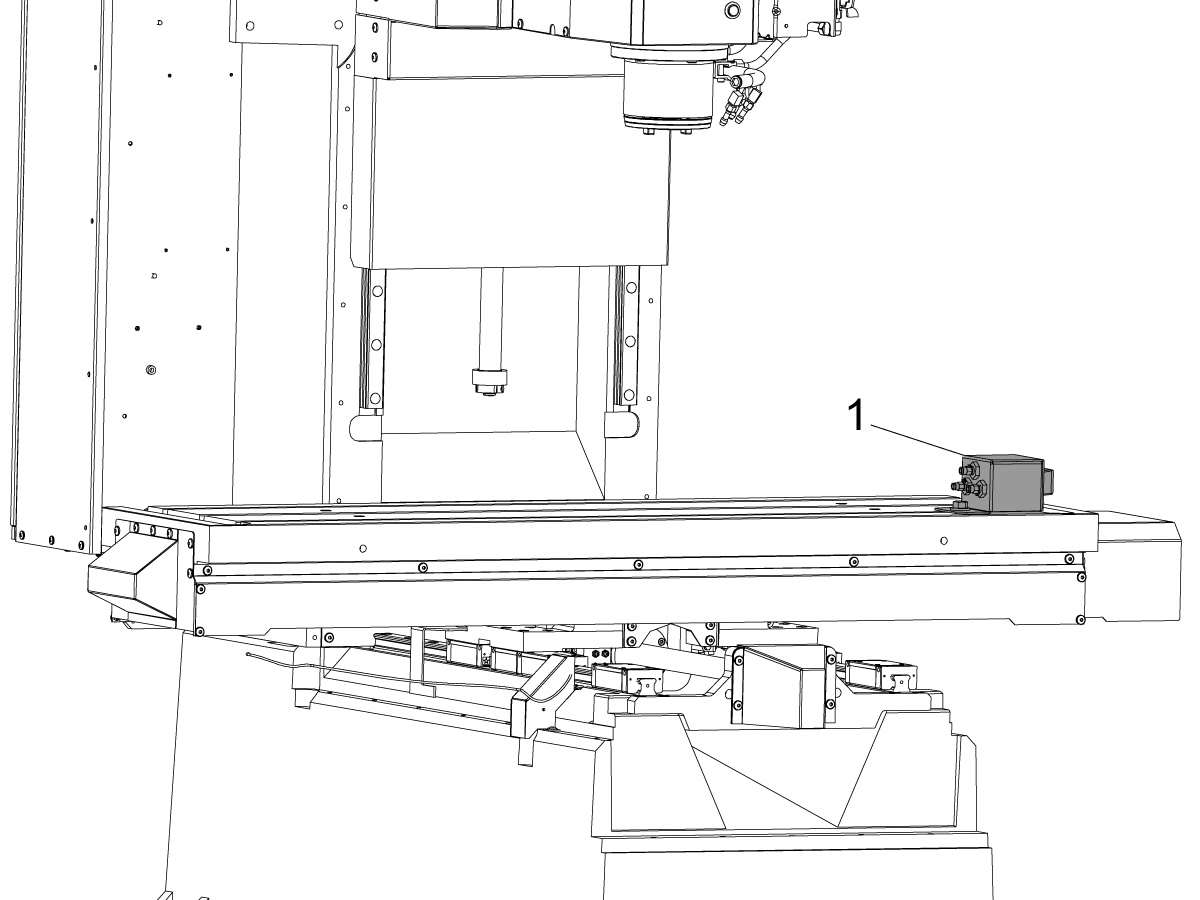
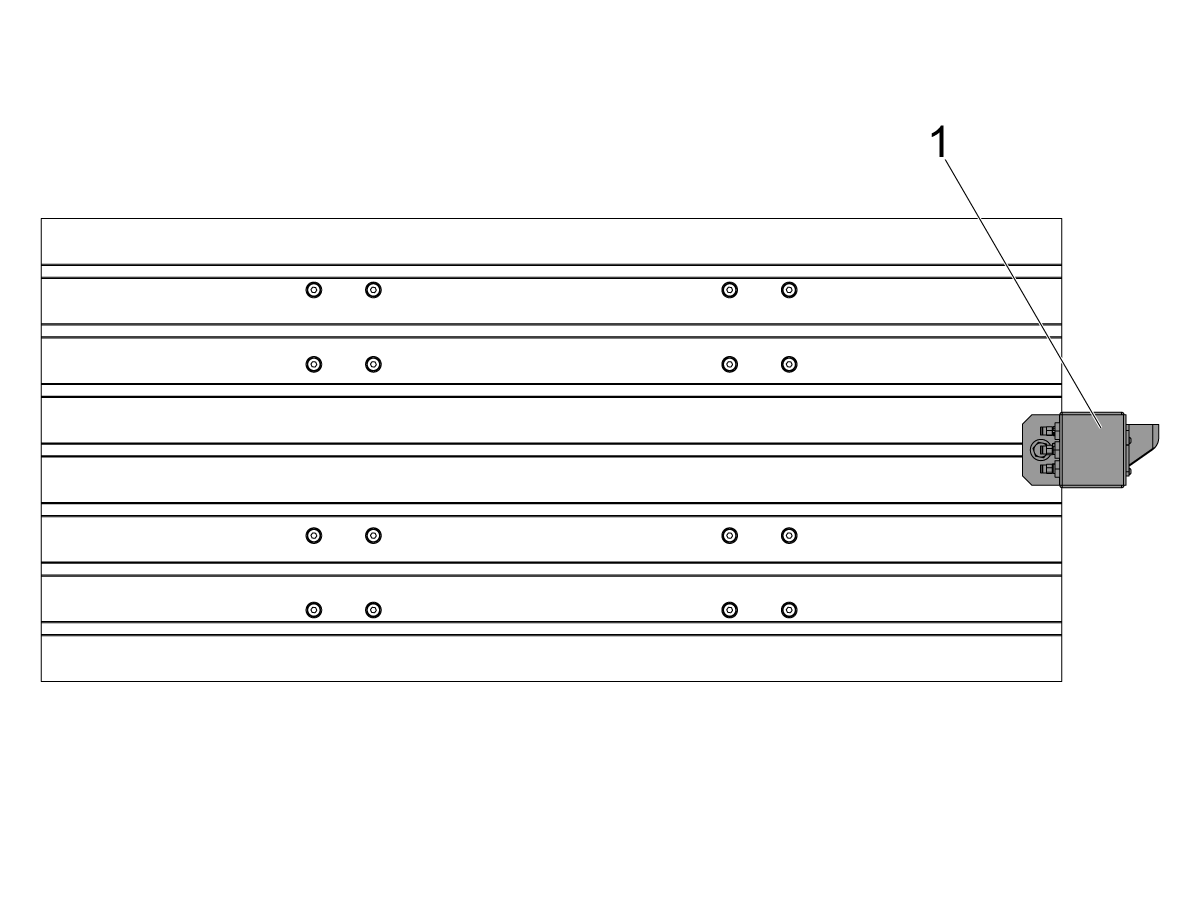
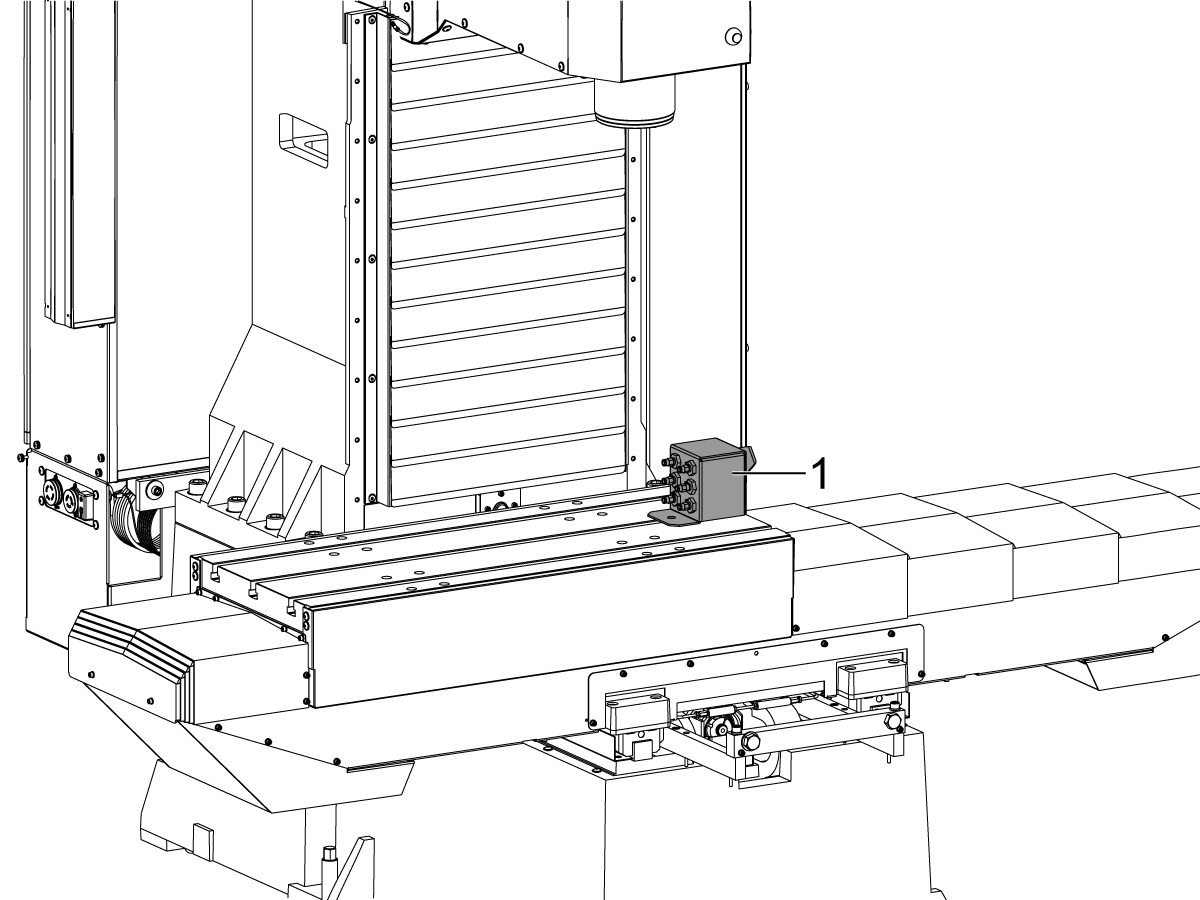
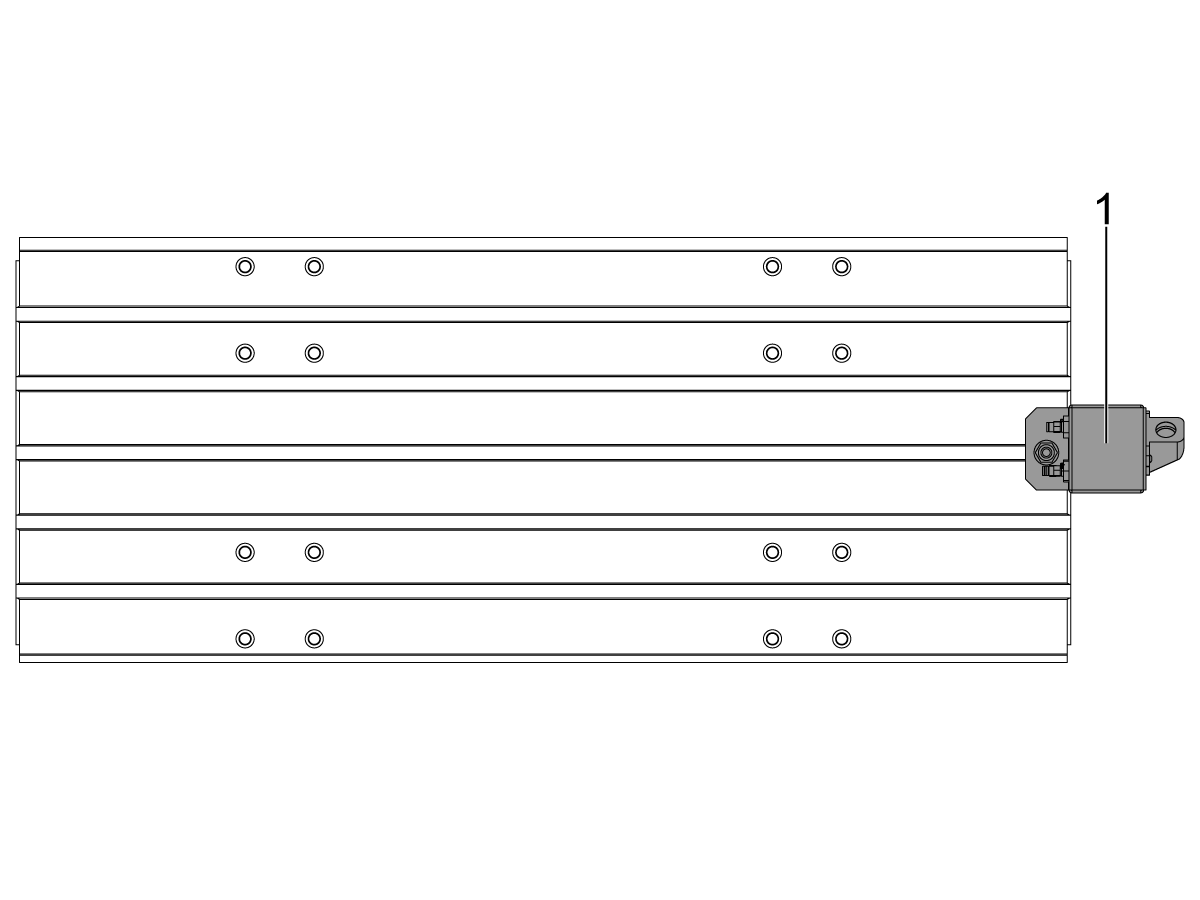
VF-5/40XT/50XT 和 VF-6/7/8/9
将可编程空气歧管安装在工作台 [1] 右侧和中间。 确认导管在其行程限制时有足够的松弛度,并且没有卡在导轨护板上。
VM -2/3
可编程空气歧管可安装在工作台的大多数位置。确认导管在其行程限制时有足够的松弛度,并且没有卡在导轨护板上。
CM-1/2
可编程空气歧管可安装在工作台任何位置。确认导管在其行程限制时有足够的松弛度,并且没有卡在导轨护板上。
注意: 这些机床标配 台式辅助空气源。要安装可编程空气歧管,需在 CALM 空气歧管上使用新位置。根据机器配置,需制作适配器以添加可编程空气螺线管。
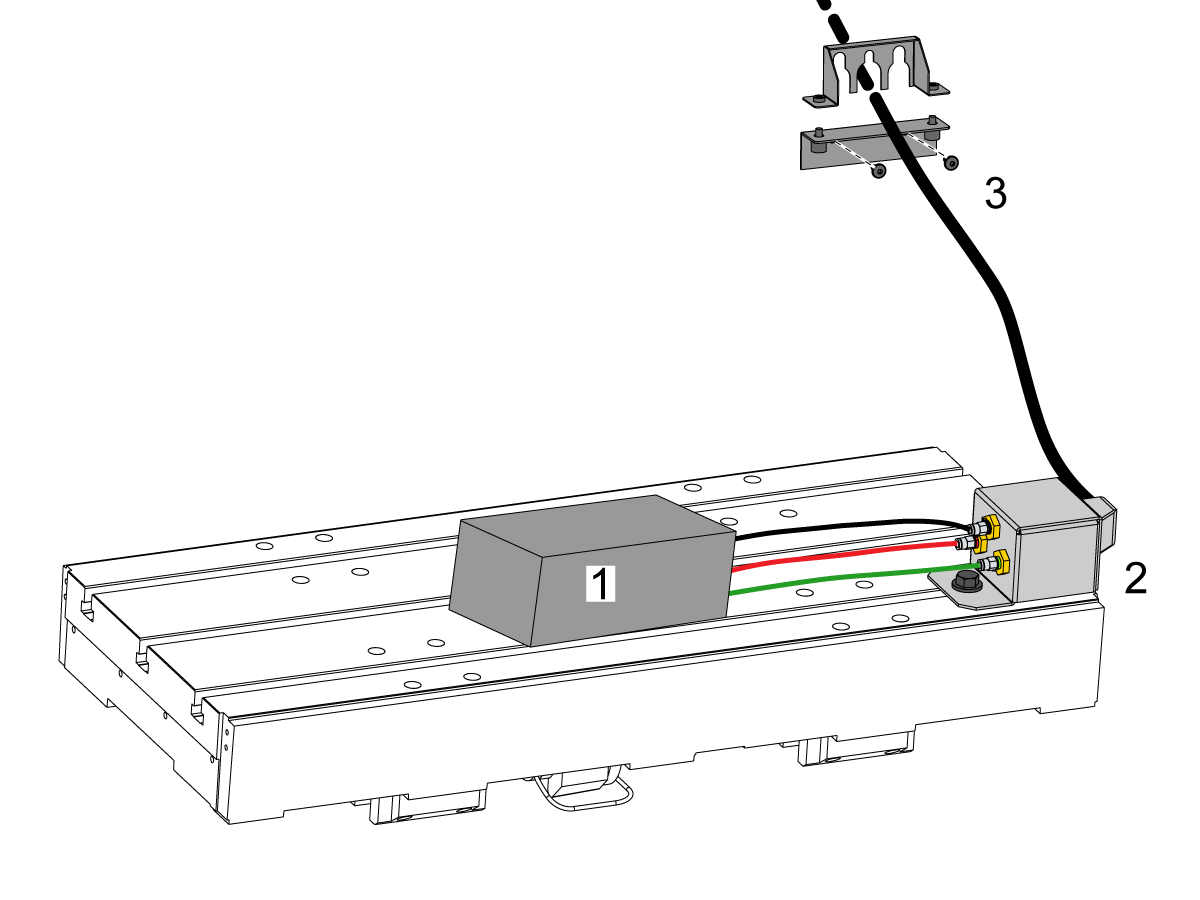
用户提供的可编程老虎钳应安装在所需工作台位置[1]
使用随附 T 型螺母将歧管支架连接到工作台[2]。
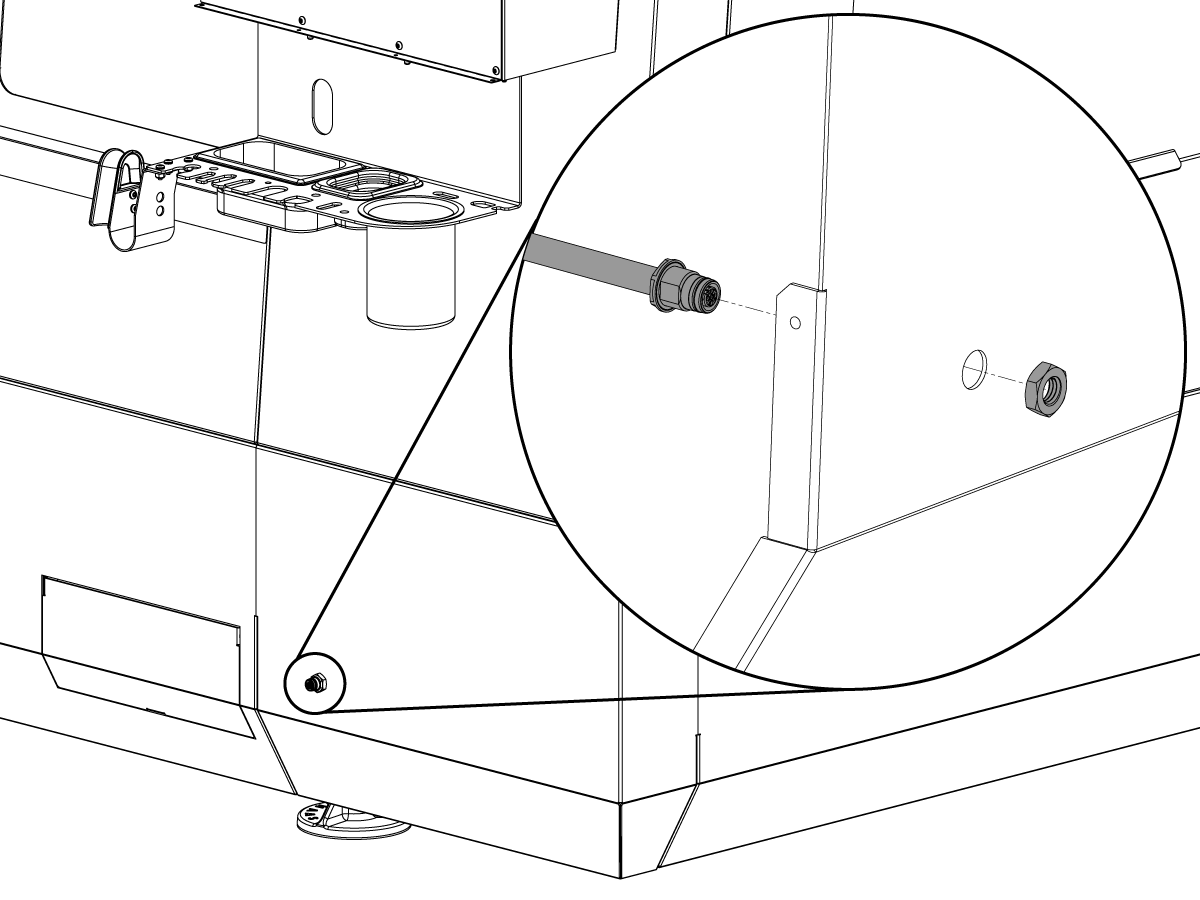
如图[3]所示,将电缆夹导管安装至机床右后钣金位置。
将工作台从电缆夹导管点动至最远角落,以设置电缆行程长度
若已安装配件,则将工作台轻推至导管电缆夹的最近角度,核实导管未与 Z 轴防护罩,OMI 传感器或 WIFI 摄像头连接。
将用户提供的老虎钳和喷砂枪插入工作台上的空气歧管
夹紧时,扎带位置变红。
松开时,扎带位置变绿。
吹气时,扎带位置变黑。
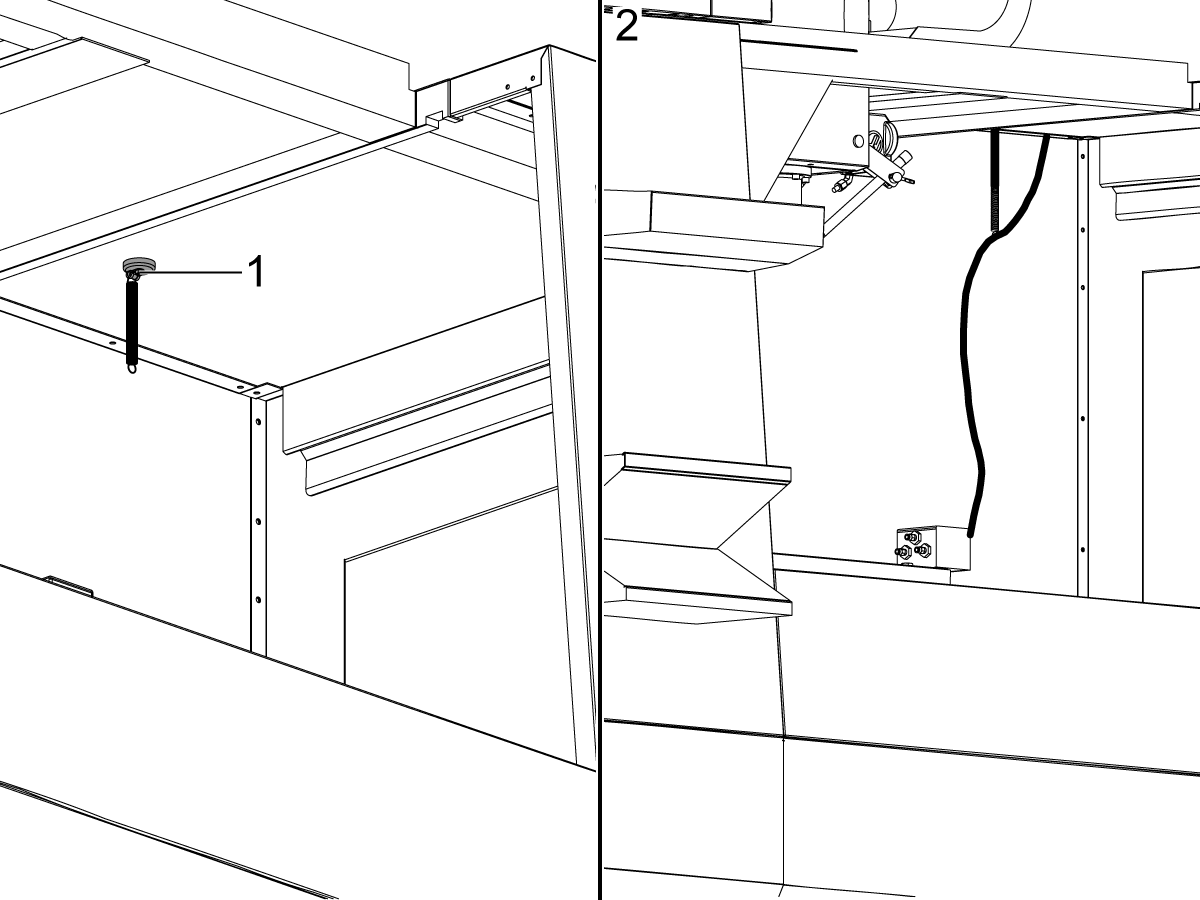
对于 VF-3 至 VF-5,以及 VF-6 至 VF-14
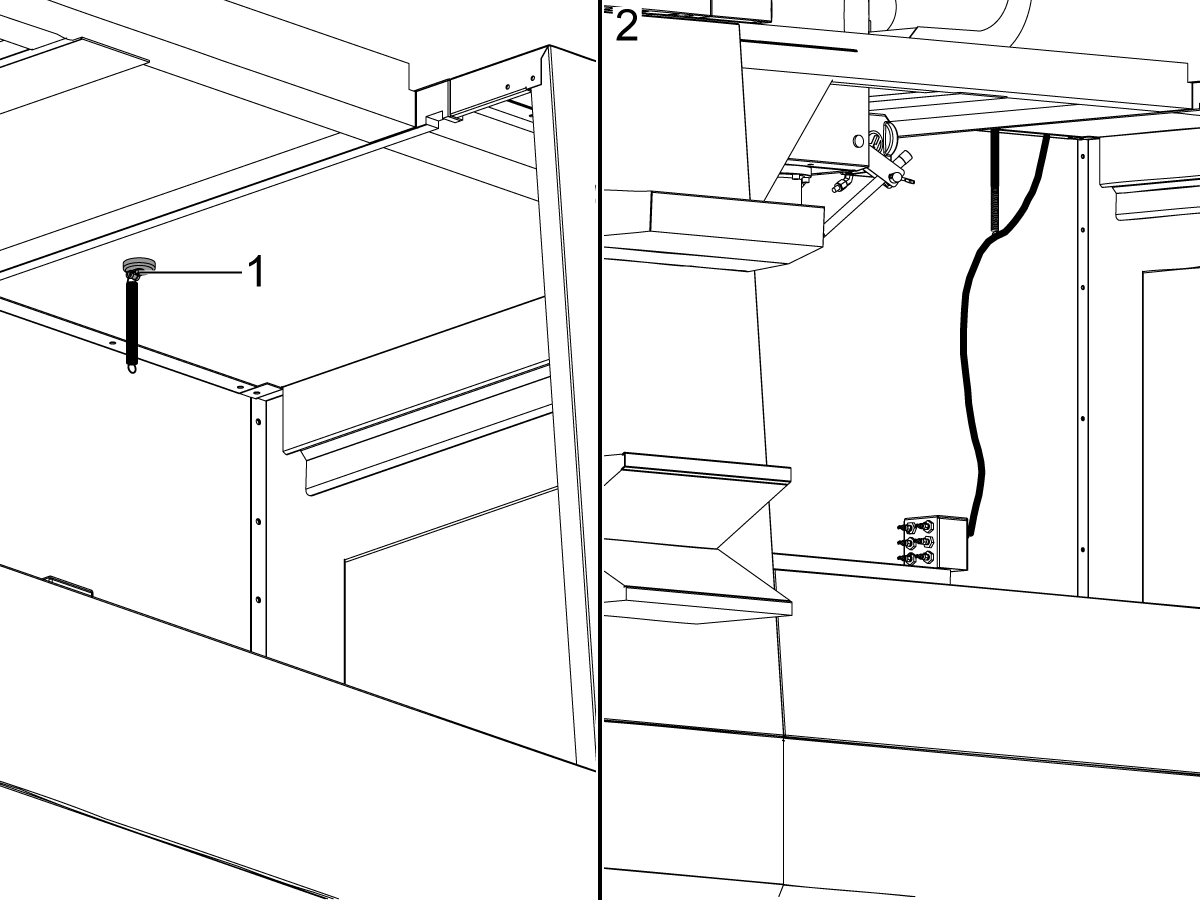
如图所示,将弹簧/磁铁 [1] 组件连接至机床顶部面板。将其用于帮助电缆导管下垂,如 [2] 所示。

对于 CM-1/2 机床
注意: 仅适用 2023 年 1 月 1 日之前生产的机床。
将电缆导管沿着机床延伸。将电缆导管固定在护罩顶部开口 [1] 内。
在机床外侧,将电缆导管向下布线,然后进入 CALM 机柜。
在前裙板上钻一个 5/8" 孔以安装脚踏板电缆。
使用磁性座安装,将电缆32-1390 沿着侧裙板从I/O PCB 上的P14连接到设备的前裙板,以连接到脚踏板。

安装迷你铣床
在迷你铣床上,需要在机床前部为脚踏板安装钣金支架 [2],如套件中提供的磁铁 [1] 所示。
从 32-1390 的 P14 布线电缆,并将电缆安装至支架[2]。
.png)
说明:短路连接器 [1] 不需要连接。使用双变成气动装置时,将多个脚踏板以菊花链方式连接在一起。
打开机器。
登录 HBC 门户。
下载可编程气动装置选项配置修补程序文件。
注意:订购可编程气动装置套件后,选件文件将显示在配置下载页面上。 如果未显示该选项,请与服务部门联系。
将选项配置修补程序文件加载到控件。 请参阅 下一代控制器 - 配置文件 - 下载/加载 程序。
按设置,并将设置 276 工件夹具输入编号设置为 15。
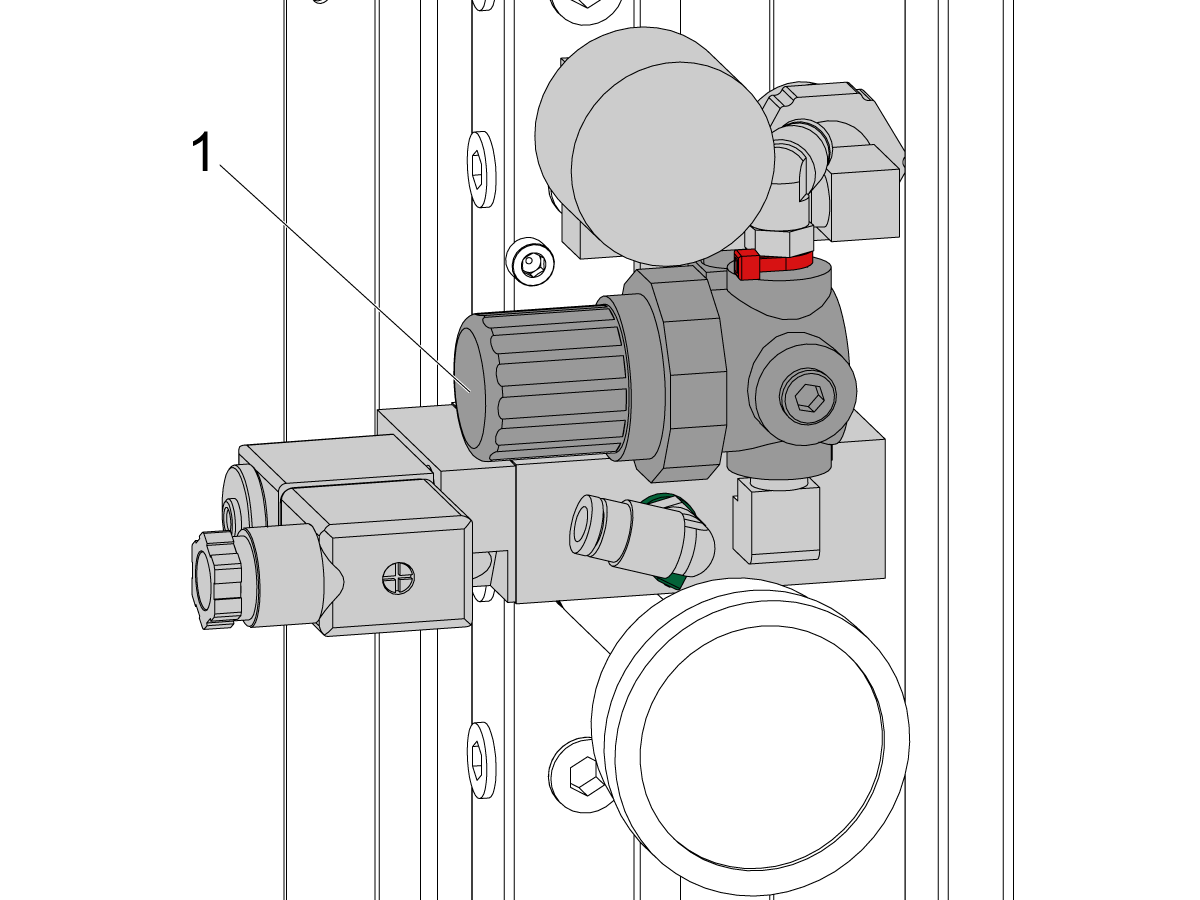
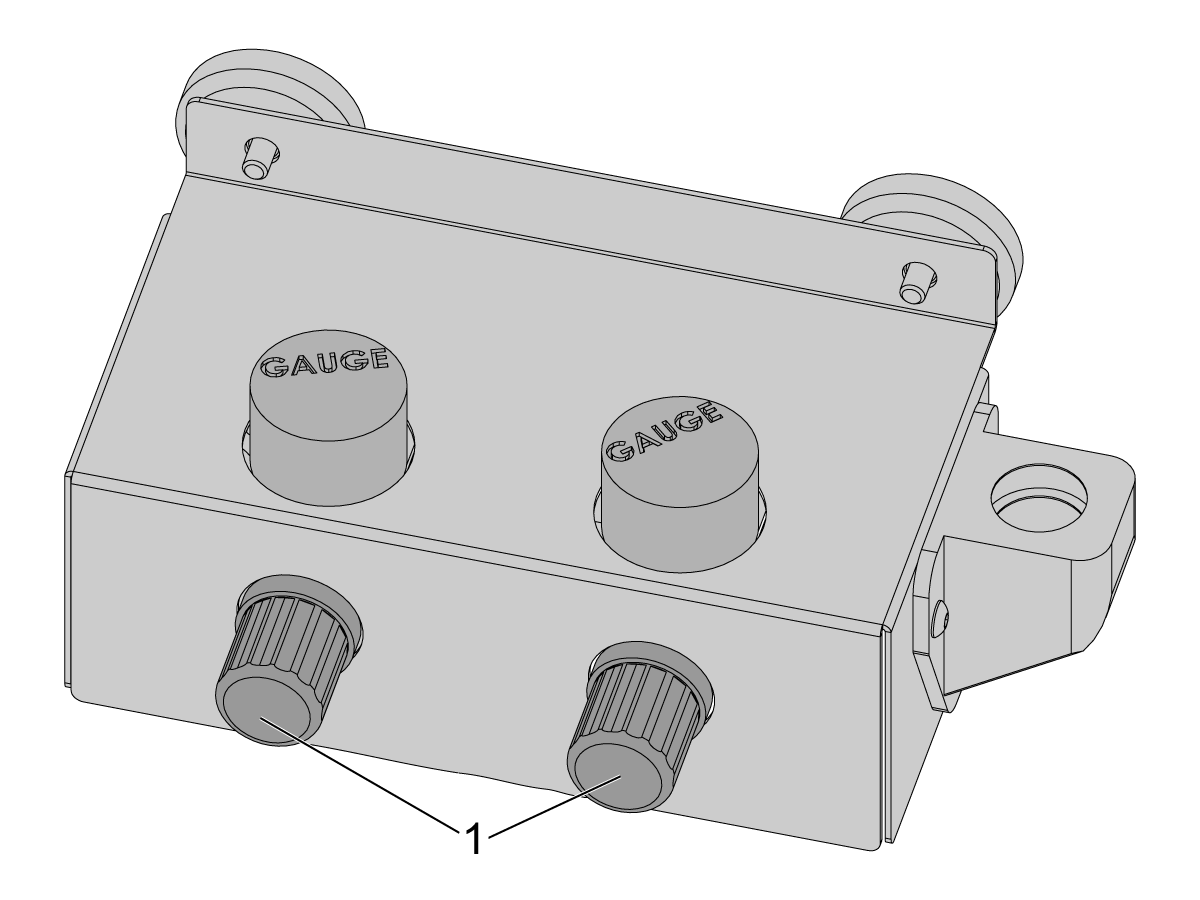
可以通过调节夹紧/松开电磁阀上的空气调节器 [1] 来调节气动台虎钳的夹紧力。压力越高,夹紧力越大。
通过运行 MDI 中的主轴来验证压力开关功能:M03 S100;
通过调低调节器一直降低空气压力,直到设备发出警报(警报 180 夹具未夹紧)为止。 将压力调回所需的压力。

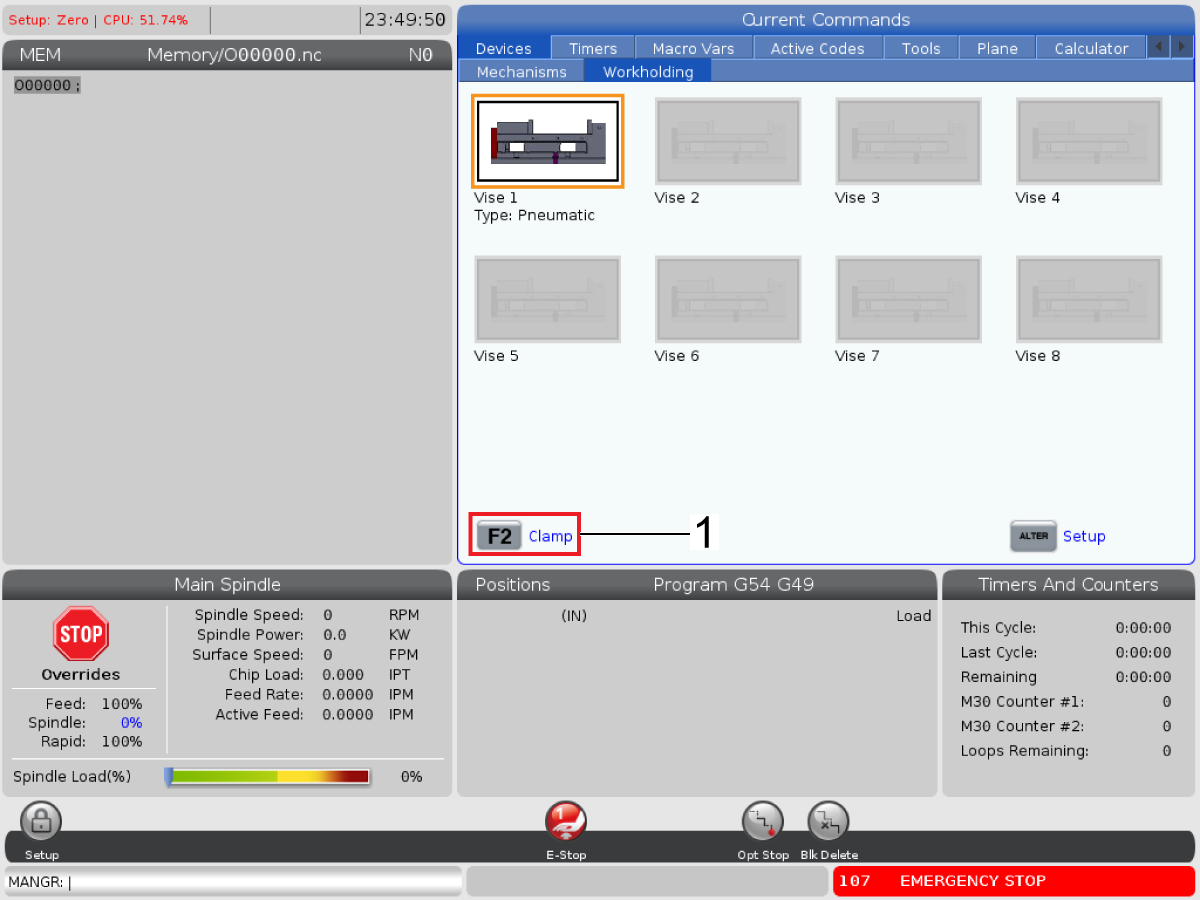
按[CURRENT COMMANDS] 并导航至设备 > 工件夹具 > 台虎钳 1。
按[ALTER]设置台虎钳。
按 [E-Stop]并选择3。定制气动台虎钳。
M70/71 夹紧/松开
M116/M117 吹气打开/关闭
注意:使用 M70 Pn/M71 Pn 夹紧或松开工件夹具页面上的台虎钳设置。 P 代码定义台虎钳编号。范围是 P1 到 P8。例如,M70 P1 夹住台虎钳 1,而 M71 P1 则将其松开。如果未随 M70 或 M71 指定 P 代码,则系统将默认为台虎钳 1。
注意:如果警报 391: 功能已禁用在命令工件夹具时生成,工件夹具尚未在工件夹具选项卡上正确设置。再次执行前面的步骤。
夹紧/松开可通过“工件夹具”选项卡或通过命令脚踏板进行操作。
可以在“设备”选项卡上操作“吹气”。
通过夹紧工件夹具并运行 MDI 中的主轴来验证压力开关功能:M03 S100;
通过调低调节器 [1] 一直将空气压力降为 0,直到设备发出警报(警报 180 夹具未夹紧)为止。 将压力调回所需的压力。
AD0554
此过程告诉您如何在以下机床及其变体上安装气动台虎钳:
机床要求:
此过程适用于以下套件:
摆放台虎钳之前,先清理碎屑工作台,然后快速冲洗。
注意:确保也完全清除 T 型槽中的切屑。
清洁工作台并铺石,然后喷涂一层防锈剂。
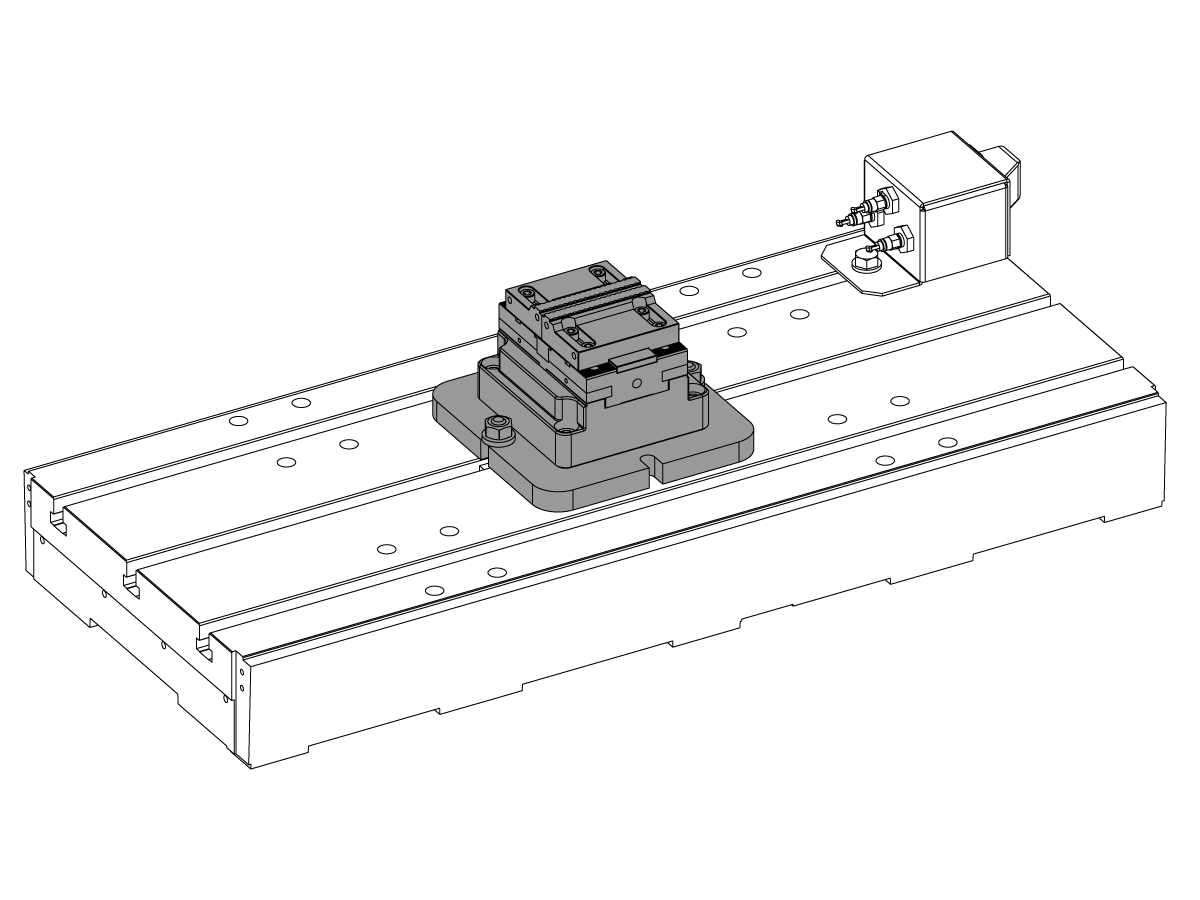
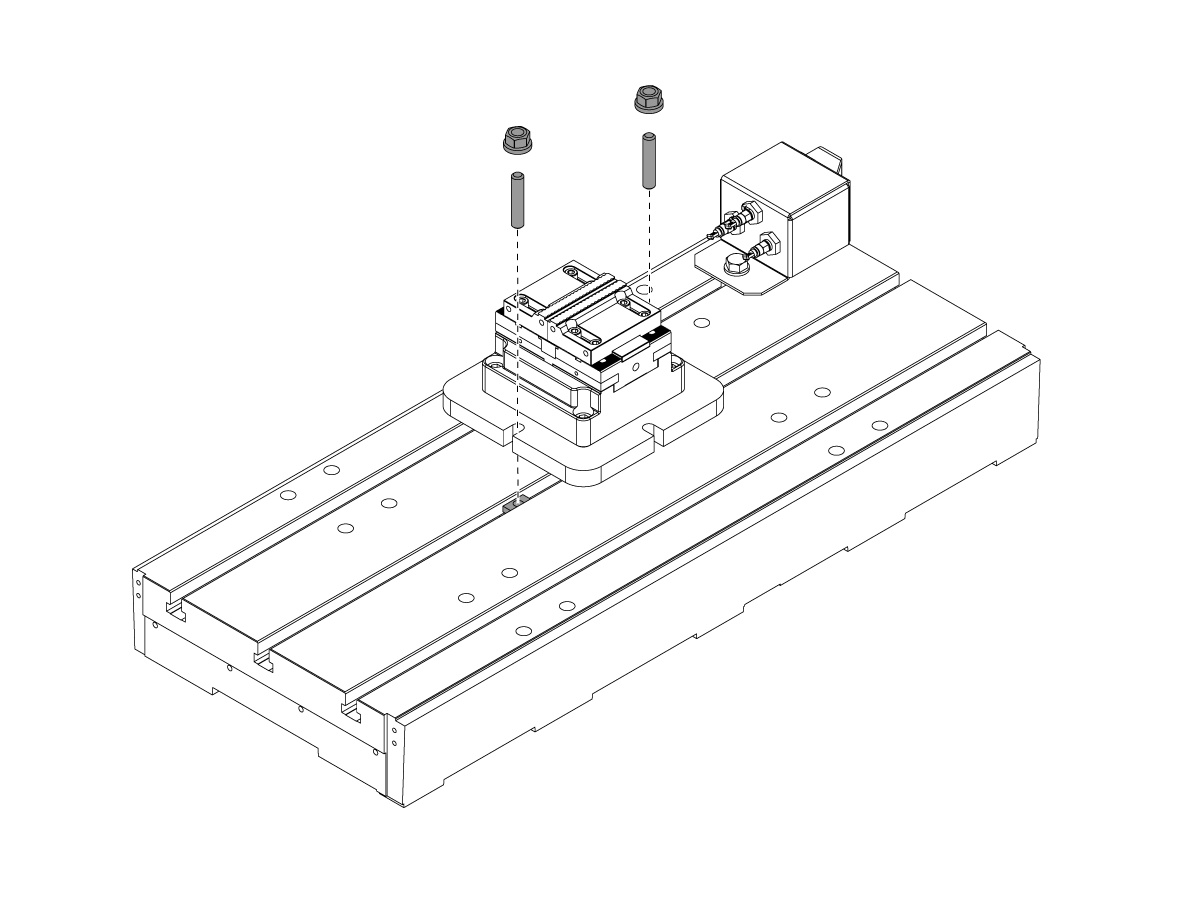
小心地将台钳放在工作台上,并使用提供的 T 形螺母和其他硬件将气动台虎钳固定到工作台上。
.png)
如果要安装吹气功能装置,首先组装吹气歧管。
这些组件包括:
注意: 铜管将是直管,长度 15"。您需要弯曲并切割至适当长度。
注意:吹气歧管套件中不包括 58-0562。其将包含在可编程气动装置套件中。
.png)
使用随附的两个螺栓 [1] 将歧管连接至台虎钳。
将铜管弯曲并修剪至所需形状。
.png)
将可编程气动装置歧管上的夹紧和松开接头更换为套件中提供的黄铜接头。
将夹紧/松开软管连接到可编程气动装置歧管。软管接头用其拉链颜色表示:
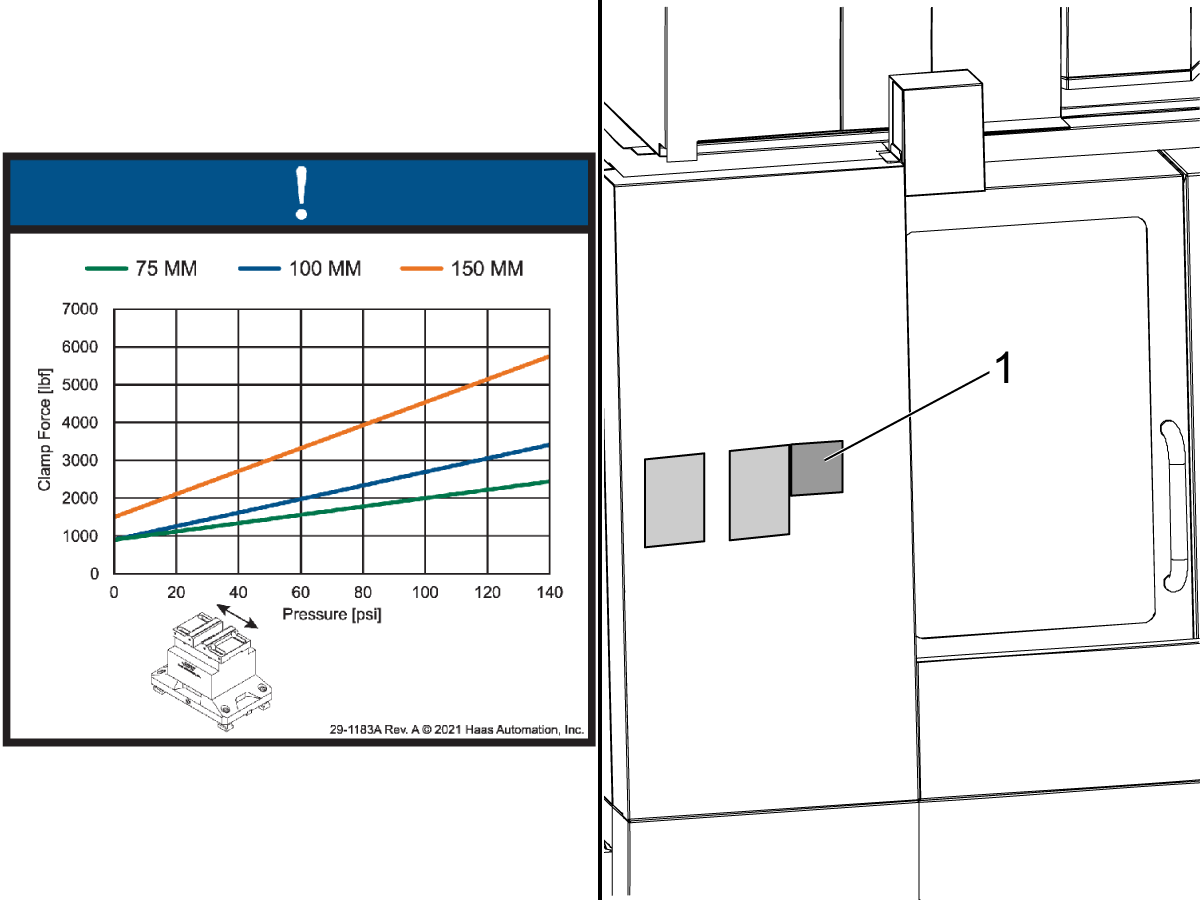
如图 [1] 所示,将台虎钳的 Force-Pressure 标贴放在机床前部。
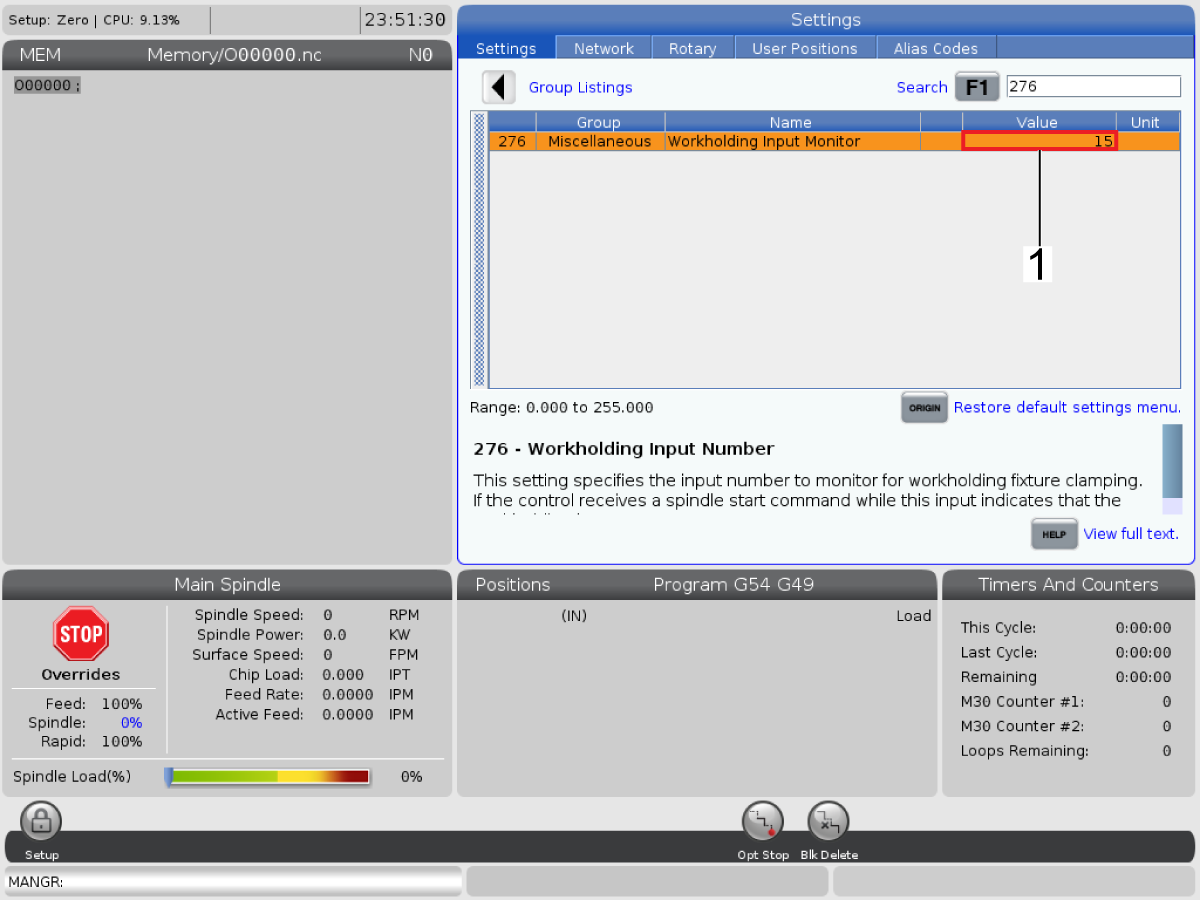
在启用台虎钳之前,先按 [SETTING],找到“设置 276”并确保值为 15。
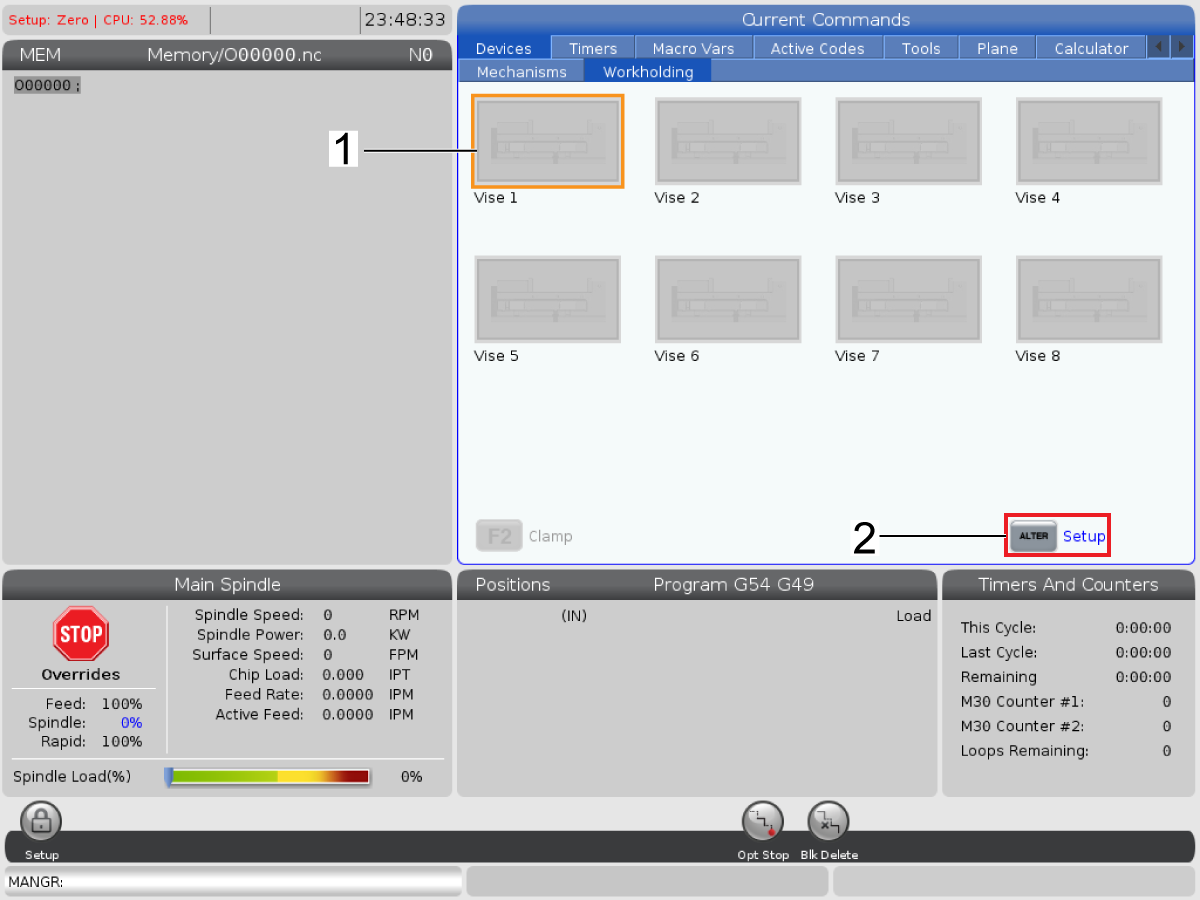
按 [CURRENT COMMAND] 并导航至“设备”选项卡下的“工件夹具”选项卡。
突出显示要设置的台虎钳 [1],然后按 [ALTER] 以设置台虎钳 [2]。
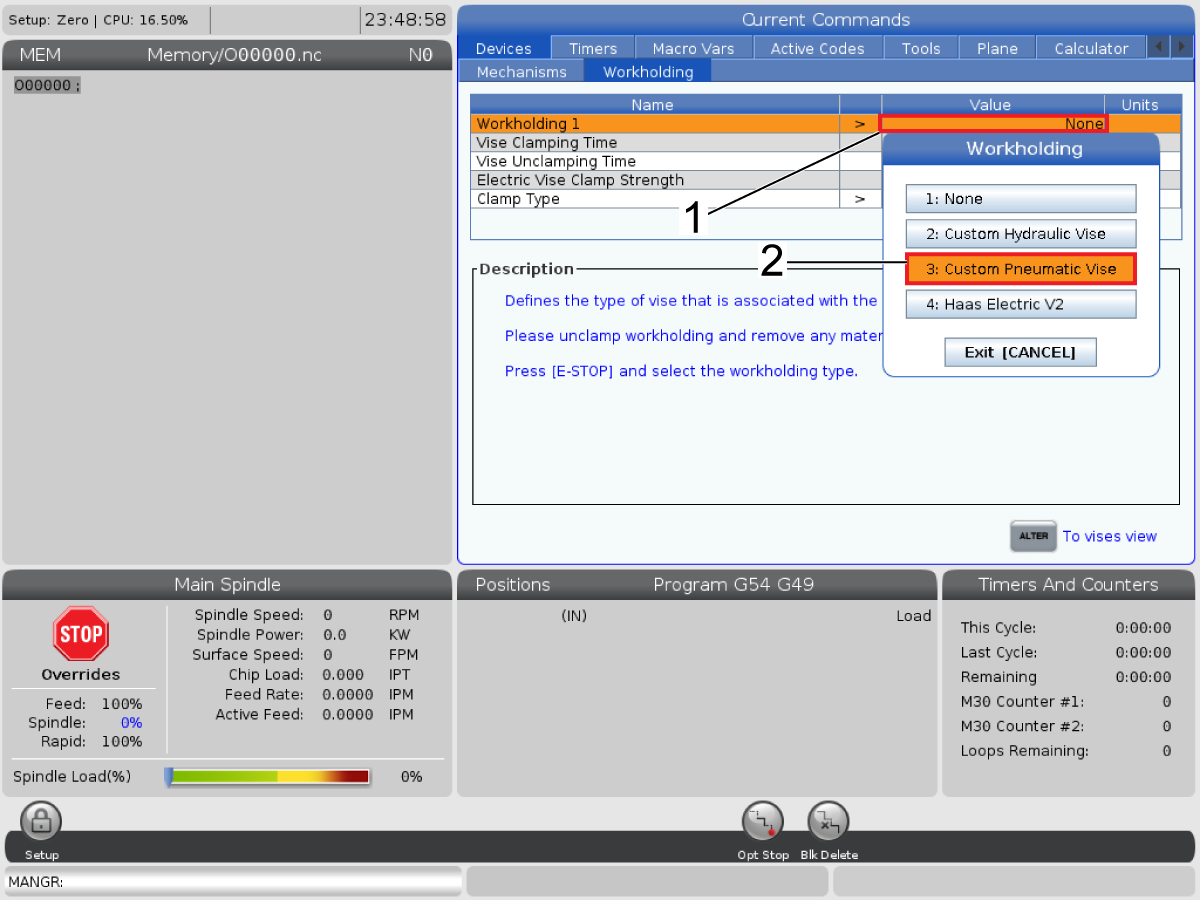
按 [E-STOP]
按键盘上的右箭头将值从无 [1] 更改为3:自定义气动台虎钳 [2]。
按F2 [1],确保台虎钳会正确夹紧/松开。
注意:如果台虎钳未正确夹紧/松开,请检查铺设到可编程气动装置歧管的软管,并在必要时将其反转。
TG0111
| 症状 | 可能的原因 | 纠正措施 |
| 警报 391 功能已禁用 | 工件夹具未在“Workholding”(工件夹具)选项卡上设置。 | 在“Workholding”(工件夹具) 选项卡上启用工件夹具。参见可编程气动装置 - 安装程序以获取更多信息。 |
| 消息:脚踏板 1 被锁定。 | 在 EDIT 模式或 LIST PROGRAM 模式下踩下脚踏板。 | 离开 EDIT 模式或 LIST PROGRAM 模式。 |
| 脚踏板未启动 自动台虎钳。 | 软件版本 不够高。 | 更新至 100.20.000.1200 或更高版本。 最低 IO 固件:版本 4.0 或更高版本。 |
| 未在控制面板中显示的工件夹具选项卡。 | 软件版本 不够高。 | 更新至 100.20.000.1200 或更高版本。 |
| 燕尾爪断开。 | 卡爪零件设置错误。 | 请参阅燕尾的正确使用参考文档。 |
APC 门联锁/可编程气动装置 Molex 联接件 [1]。
吹气电磁阀 30-11050[2]
不夹紧/夹紧电磁阀 30-13112[4]
托盘吹气/可编程气动装置 Molex 联接件 [6]
电缆 33-0732[7]
电缆 33-0738[8]
电缆 33-0631[9]
AD0637
版本 A,2025 年 8 月
此程序将向您展示如何在以下机器及其变体上安装Programmable Air Option(可编程气动选件)[1]:
机床要求:
重要:双可编程气动装置选件不兼容单可编程气动装置选件和电动台虎钳选件。
重要: 双可编程气动装置选件与 2019 年 6 月之前制造的带 TAB 选件的机床 不 兼容 。
重要提示:根据机床的制造日期,可能需要订购单独的支架以使机床兼容。单独出售的支架为25-12138、25-14177和25-12749。请参阅下表以确定每台机床需要哪些支架:
| 机床 | 日期 | 零件编号 | |
| VF-1/2 | 2022 年 7 月 22 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 7 月 22 日之后制造 | 25-15873 和 25-15875 | ||
| VF-1/2YT | 2022 年 7 月 21 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 7 月 21 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-3/4 | 2022 年 7 月 30 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 7 月 30 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-3YT/40 | 2022 年 8 月 16 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 8 月 16 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-3YT/50 | 2022 年 12 月 1 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 12 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-5/40/XT | 2022 年 9 月 20 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 9 月 20 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-5/50/XT | 2022 年 10 月 16 日之前制造 | 25-12749 和 25-14177 | |
| 2022 年 10 月 16 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-6/40/50 | 2022 年 5 月 1 日 | 之前制造25-12138 和 25-14177 | |
| 2022 年 5 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-7/40/50 | 2022 年 5 月 1 日 | 之前制造25-12138 和 25-14177 | |
| 2022 年 5 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-8/40/50 | 2022 年 2 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 2 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| VF-9/40/50 | 2022 年 2 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 2 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| VR-8/9 | 2022 年 2 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 2 月 28 日 之后制造 | 25-15873 & 25-15875 | 2022 年 5 月 1 日 | 之前制造25-12138 和 25-14177 |
| 2022 年 5 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| DT/DM-1/2 | 2022 年 1 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 1 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| TM-0 | 2022 年 9 月 1 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 9 月 1 日 之后制造 | 25-15873 & 25-15875 | ||
| TM-1 | 2022 年 1 月 28 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 1 月 28 日 之后制造 | 25-15873 & 25-15875 | ||
| TM-2 | 2022 年 9 月 10 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 9 月 10 日 之后制造 | 25-15873 & 25-15875 | ||
| CM-1 | 2022 年 8 月 25 日之前制造 | 25-12138 和 25-14177 | |
| 2022 年 8 月 25 日 之后制造 | 25-15873 & 25-15875 |
表格区
DT-1/2 - DM-1/2 - VF-1/2 - MM
可编程空气歧管可安装在工作台任何位置。确认导管在其行程极限时有足够的松弛度,并且没有卡在导轨罩上。
VF-3/4/5
可编程空气歧管可安装在工作台的大多数位置。确认导管在其行程极限时有足够的松弛度,并且没有卡在导轨罩上。
VF-5/40XT/50XT 和 VF-6/7/8/9
将可编程空气歧管安装在工作台[1]右侧和中间。 确认导管在其行程极限时有足够的松弛度,并且没有卡在导轨罩上。
VM -2/3
可编程空气歧管可安装在工作台的大多数位置。确认导管在其行程极限时有足够的松弛度,并且没有卡在导轨罩上。
CM-1可编程空气歧管可安装在工作台任何位置。确认导管在其行程极限时有足够的松弛度,并且没有卡在导轨罩上。
注意: 这些机床标配 台式辅助空气源。要安装可编程空气歧管,需在 CALM 空气歧管上使用新位置。根据机器配置,需制作适配器以添加可编程空气螺线管。
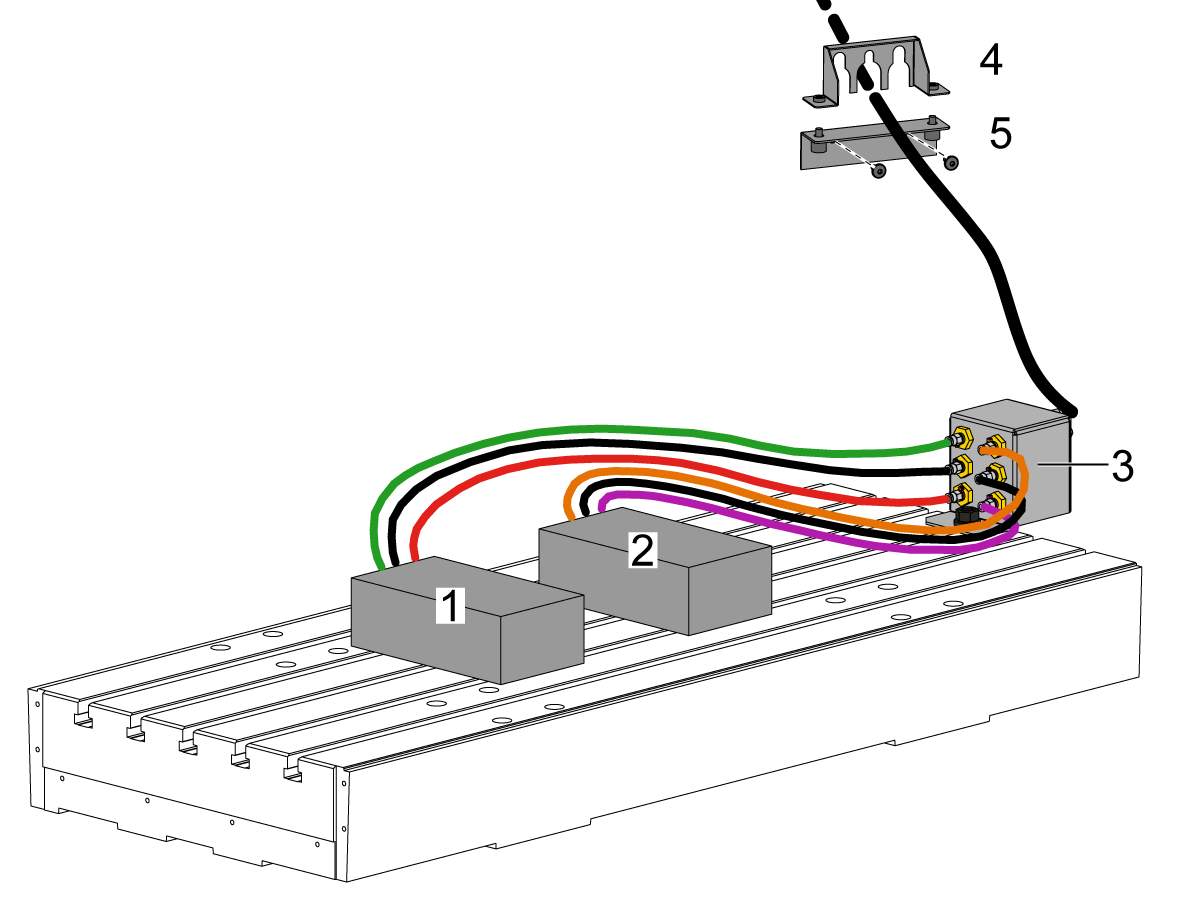
用户提供的可编程台虎钳应安装在所需工作台位置 [1],[2]。
使用随附 T 型螺母将歧管支架连接到工作台 [3]。
将电缆夹导管 [4] 安装在机床的钣金面板 [5] 上。
注意: 图中显示了小型、中型和大型 VF 机床。用于导管的钣金面板开口可能位于右侧面板的背面或顶部面板的右后方。
将工作台从电缆夹导管点动至最远角落,以设置电缆行程长度
若已安装配件,则将工作台轻推至导管电缆夹的最近角度,核实导管未与 Z 轴导轨罩,OMI 传感器或 WIFI 摄像头连接。
将用户提供的老虎钳和喷砂枪插入工作台上的空气歧管
台虎钳 1 夹紧时,扎带位置变红。
台虎钳 1 松开时,扎带位置变绿。
台虎钳 2 夹紧时,扎带位置变紫。
台虎钳 2 松开时,扎带位置变橙。
两个台虎钳吹气时,扎带位置变黑
注意: 在 VF-Small 和 DT/DM 机器上,最好放置台虎钳,使空气连接位于机床前部。如果空气连接在机床后部,软管会碰到导轨护板。
注意: 软管可能太短,无法触及工作台上的第二个台虎钳,如果发生这种情况,可以使用套件中的加长软管。
对于 VF-3 至 VF-5,以及 VF-6 至 VF-14
如图所示,将弹簧/磁铁 [1] 组件连接至机床顶部面板。将其用于帮助电缆导管下垂,如 [2] 所示。
对于 CM-1/2 机床
注意:仅适用于 2023 年 1 月 1 日之前生产的机床。
将电缆导管沿着机床延伸。将电缆导管固定至护罩 [1] 顶部的开口内。
在机床外侧,将电缆导管向下布线,然后进入 CALM 机柜。

警告: 在进行任何电气安装前,请紧急关停并关闭机器
使用套件中的磁铁将电磁阀组件 [1] 连接至 CALM 机柜门 [2] 中间。

将电缆导管从双可编程气动装置歧管穿过机床后部或顶部 [1]。
将电缆导管的另一端连接到电磁阀组件到电磁阀组件进气口 [2]。
使用随附的工具将导管固定到机床 [3]。

将输气软管从导管连接到电磁阀组件 [1]。
使用颜色匹配的扎带将每条输气软管连接到电磁阀接头。

将电缆连接到压力开关 [1]。
标有 V1 的电缆应连接到台虎钳 1 的开关上。
标有 V2 的电缆应连接到台虎钳 2 的开关上。
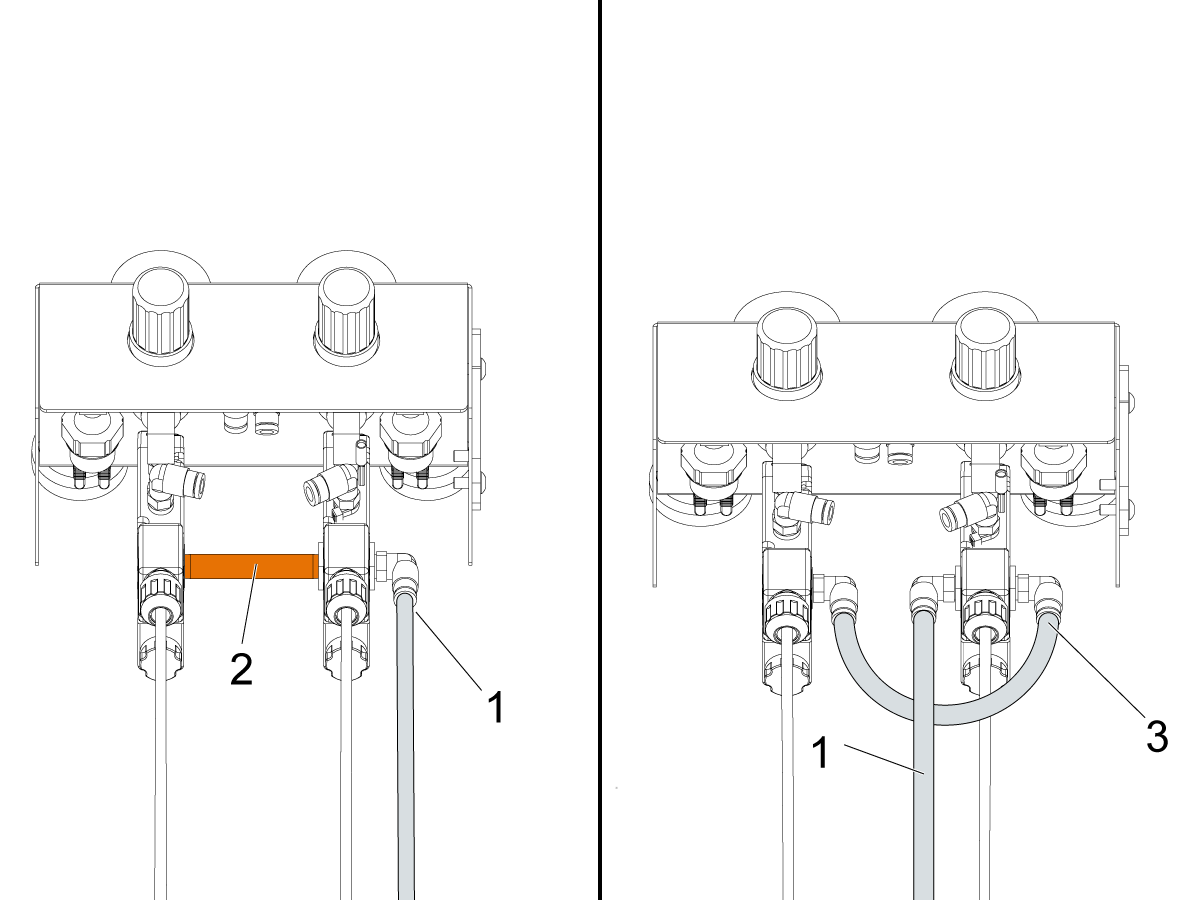
将透明空气管线连接到台虎钳 2 电磁阀 [1]。如果两个电磁阀尚未连接 [2],请使用额外的软管连接它们 [3]。

将电缆从电磁阀组件连接到电气柜。
拆下电气柜底部的面板,并如图所示进行电缆布线 [1]。请参阅 步骤 7 中的图表,了解 I/O PCB 上的电缆布线位置。
注意:有关空气端口的位置和标签,请参阅空气润滑系统标贴。
来自电磁阀组件的空气管道应连接到空气/润滑机柜 [2] 中。使用 T 型接头将两个黑色空气软管连接到标有可编程空气的端口。将透明空气管道连接到标有辅助空气阀供应端口/可编程吹气电磁阀
的空气端口。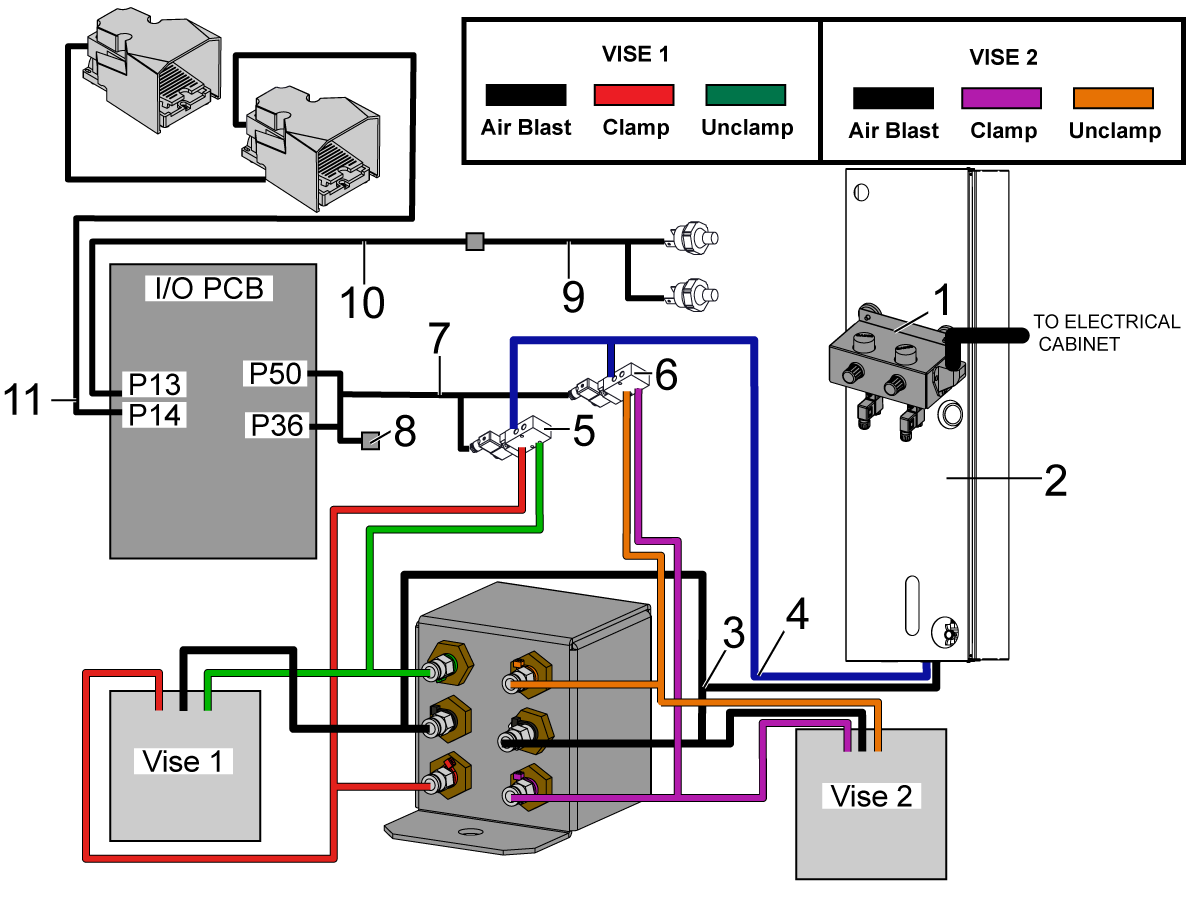
请参阅图表以验证接线。
电缆 33-1206 [7] 连接至 IOPCB 的 P36 和 P50,以及台虎钳的电磁阀 [5]、[6]。如果机床配备冷却液加注选项,则从 P36 上移除电缆并将其连接至电缆33-1206上的尾纤 [8]。
电缆33-1207 [9]通过P13处的电缆33-0738 [10] 连接至适配器。
注意: 如果机床配备了其他利用 P13 的选件,请将其连接到从 P13 出来的辫子电缆。
电缆 32-1390 [11] 连接至机床前踏板。它被路由到 I/O 板上的 P14。
在前裙板上钻一个 5/8" 孔以安装脚踏板电缆。
使用磁性座安装,将电缆 32-1390 沿着侧裙板从 I/O PCB 上的 P14 连接到设备的前裙板,以连接到脚踏板。
重要:如果安装在迷你铣床上,请使用下一步。
安装迷你铣床
在迷你铣床上,需要在机床前部为脚踏板安装钣金支架 [2],如套件中提供的磁铁 [1] 所示。
从 32-1390 的 P14 布线电缆,并将电缆安装至支架[2]。
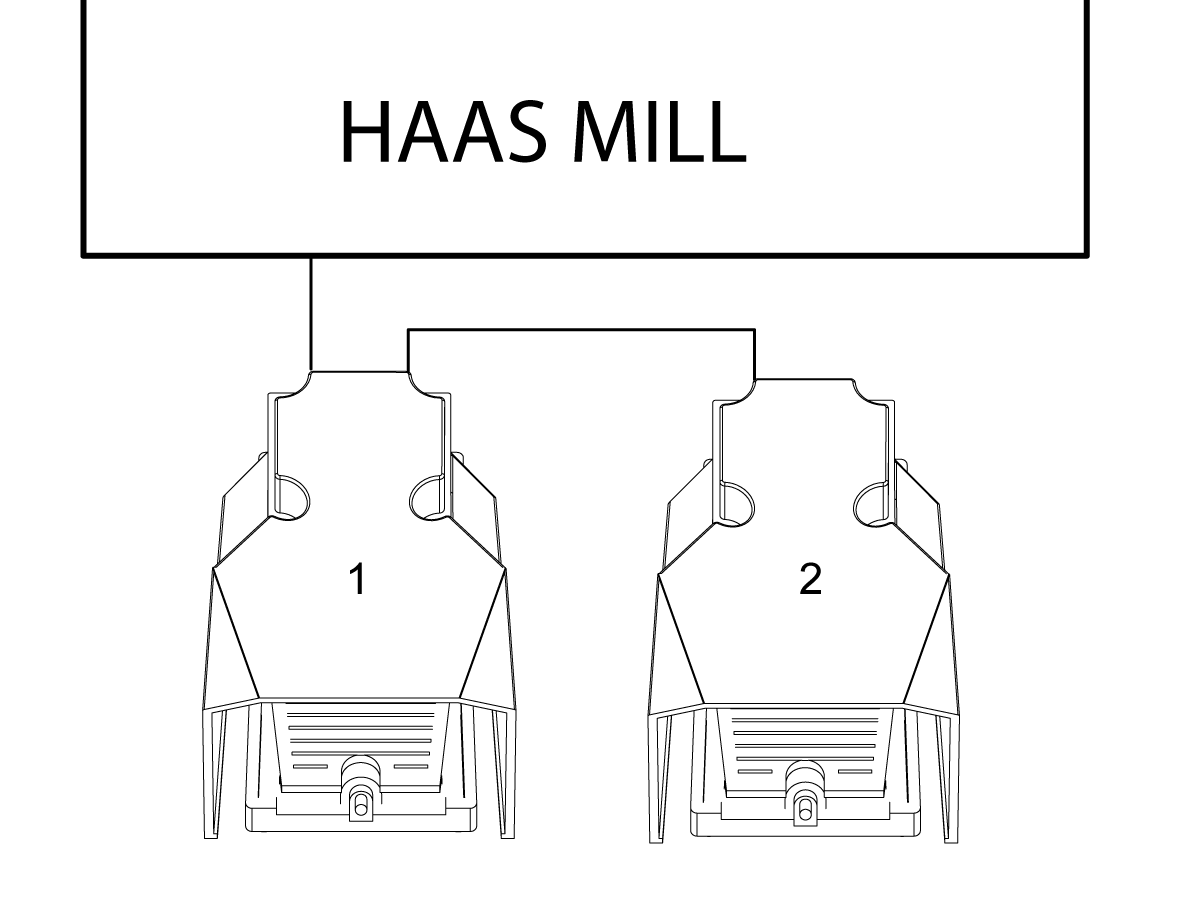
如图所示,将第二个脚踏板 [2] 连接至第一个踏板 [1]。
打开机器。
登录 HBC 门户。
下载双可编程气动装置选件配置修补程序文件。
注意:订购双可编程气动装置套件后,选件文件将显示在配置下载页面上。 如果未显示该选项,请与服务部门联系。
将选项配置修补程序文件加载到控件。 请参阅 下一代控制器 - 配置文件 - 下载/加载 程序。
按设置,并将设置 276 工件夹具输入编号设置为 15。
可以通过调节夹紧/松开电磁阀上的空气调节器 [1] 来调节气动台虎钳的夹紧力。压力越高,夹紧力越大。
通过夹紧工件夹具和在 MDI 中运行主轴,以验证压力开关功能:M03 S100;
通过调低调节器 [1] 一直将空气压力降为 0,直到设备发出警报(警报 180 夹具未夹紧)为止。 将压力调回所需的压力。
按[CURRENT COMMANDS] 并导航至设备 > 工件夹具 > 台虎钳 1。
按[ALTER]设置台虎钳。
按 [E-Stop],然后选择 3.定制气动台虎钳。
M70/71 夹紧/松开
M116/M117 吹气打开/关闭
重复上述步骤,以设置虎钳 2。
注意:使用 M70 Pn/M71 Pn 夹紧或松开工件夹具页面上的台虎钳设置。 P 代码定义台虎钳编号。范围是 P1 到 P8。例如,M70 P1 夹住台虎钳 1,而 M71 P1 则将其松开。如果未随 M70 或 M71 指定 P 代码,则系统将默认为台虎钳 1。
注意:如果警报 391: 功能已禁用在命令工件夹具时生成,工件夹具尚未在工件夹具选项卡上正确设置。再次执行前面的步骤。
夹紧/松开可通过“工件夹具”选项卡或通过命令脚踏板进行操作。
可以在“设备”选项卡上操作“吹气”。
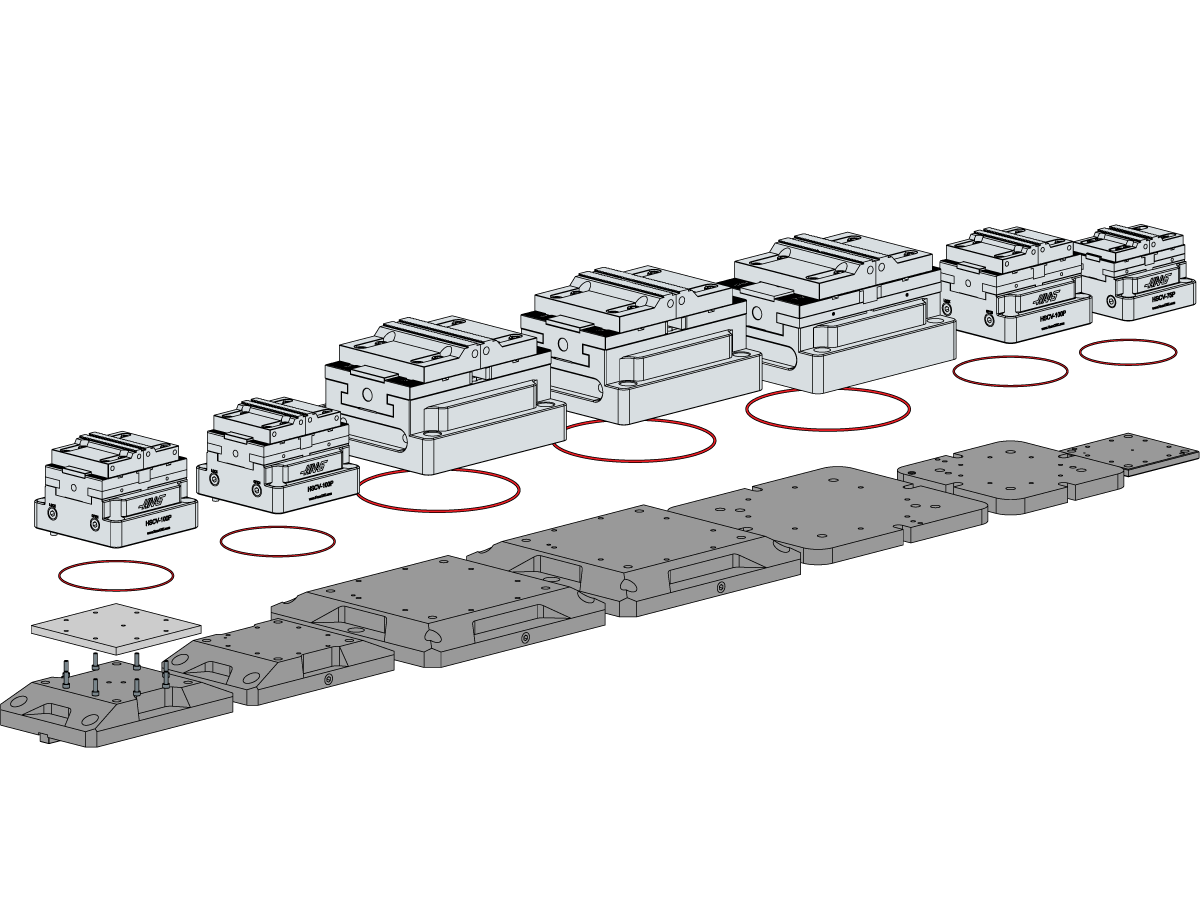
此程序将演示如何更改 UMC 和 VMC 机床的 HAAS 气动台虎钳上的密封件。
说明:UMC 机床具有可拆卸和不可拆卸的圆盘。
本文档适用于以下零件编号:
说明:在装配过程中,请参阅 Haas 紧固件扭矩 规格 。
-top-bolts.png)
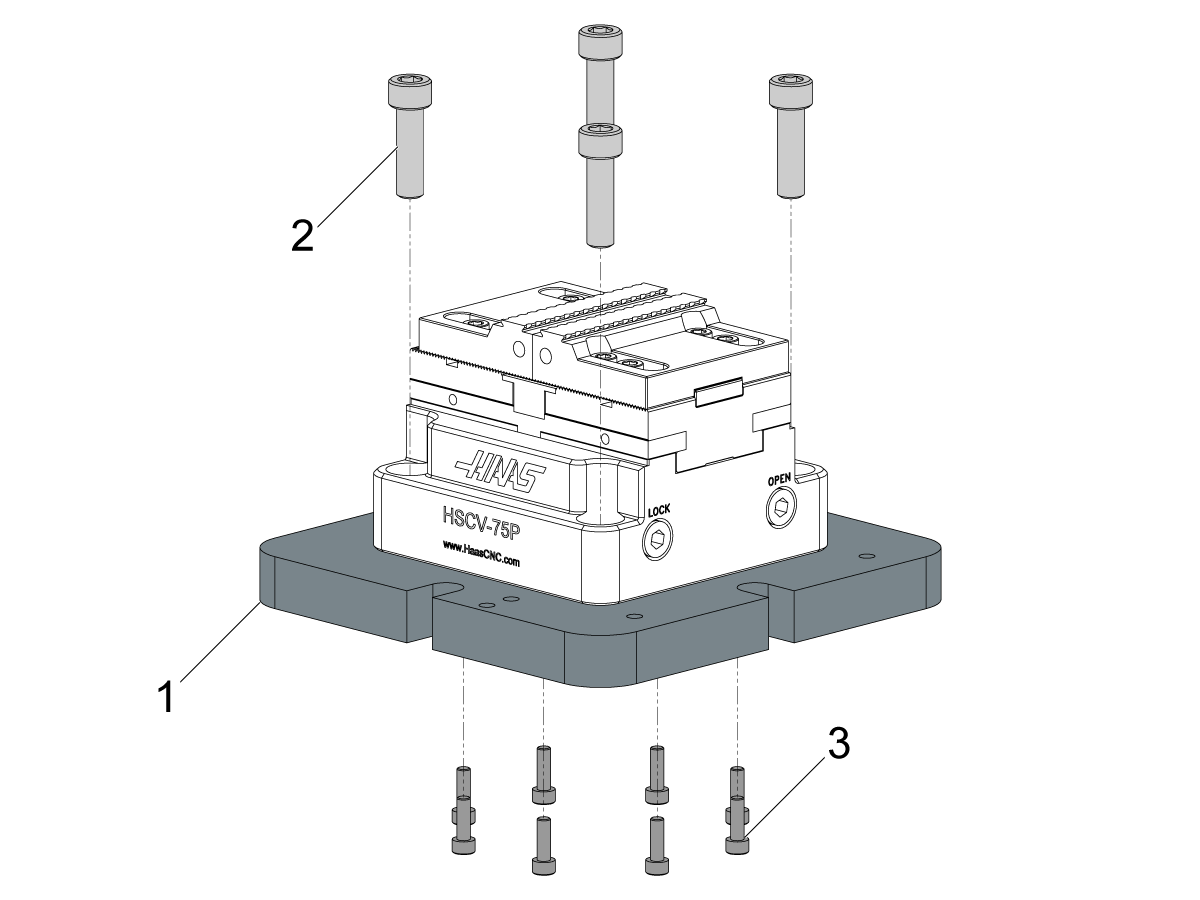
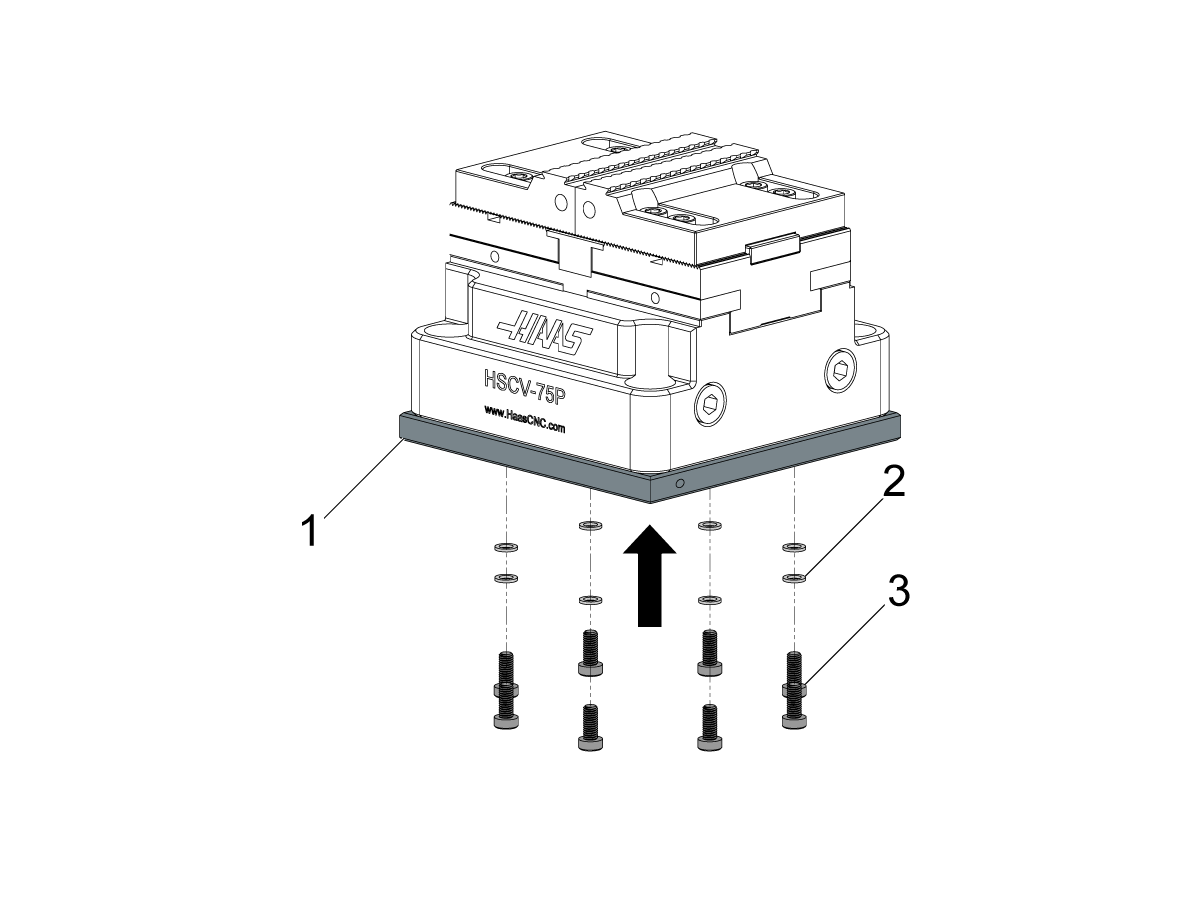
拆下顶部台虎钳螺栓。
-bottom-bolts-.png)
拆下底部螺栓 【2】 和硬垫圈 【1】。
注意: 只有 100mm 台虎钳使用硬垫圈。
-vise-removal.png)
将台虎钳 【2】 与车身 【1】 分开。
-Vise-oring.png)
从台虎钳底部拆下并更换 O 型环 【1】 和 【2】。
注意:在 O 型环和凹槽上使用多功能润滑脂。确保 O 型环正确就位。
-bottom-bolts-torque.png)
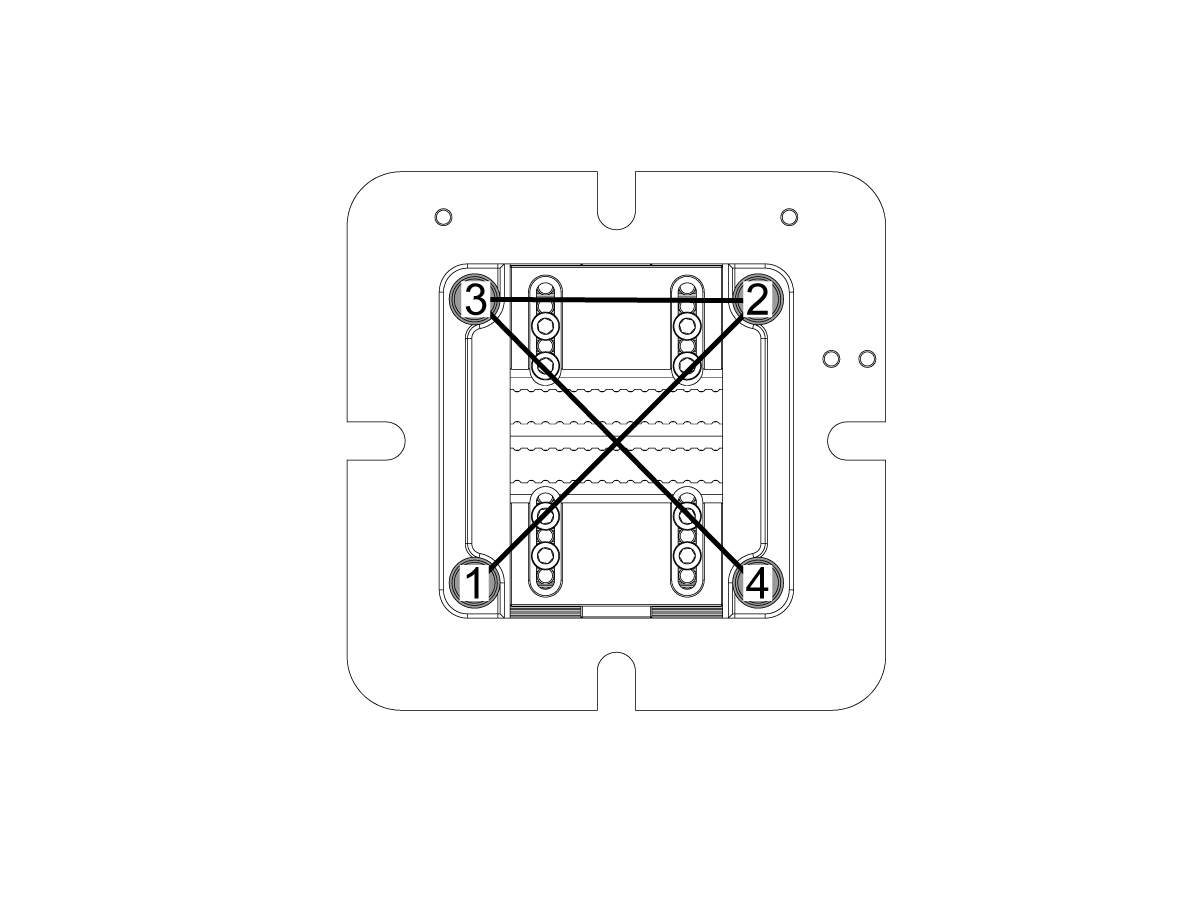
组装台虎钳并以星形拧紧车身螺栓,以便均匀夹紧。
注意: 在重新组装期间,请确保空气端口妥善对齐和朝向。
重要须知: 更换硬垫圈。
-puck-o-rings.png)
通过卸下硬件 【4】 以更换 O 型环 【2】,拆下底部圆盘 【3】。
说明:在 O 型环 [2] 和凹槽 [1] 上使用多功能润滑脂。确保 O 型环正确就位。
-top-bolt-torque.png)
以星形模式拧紧顶部台虎钳螺栓, 确保正确夹紧。
注意: 重新拧紧底部 8 个螺栓和顶部 4 个螺栓,以确保台虎钳完全就位。
重要: 测试台虎钳,以确保没有空气泄漏。
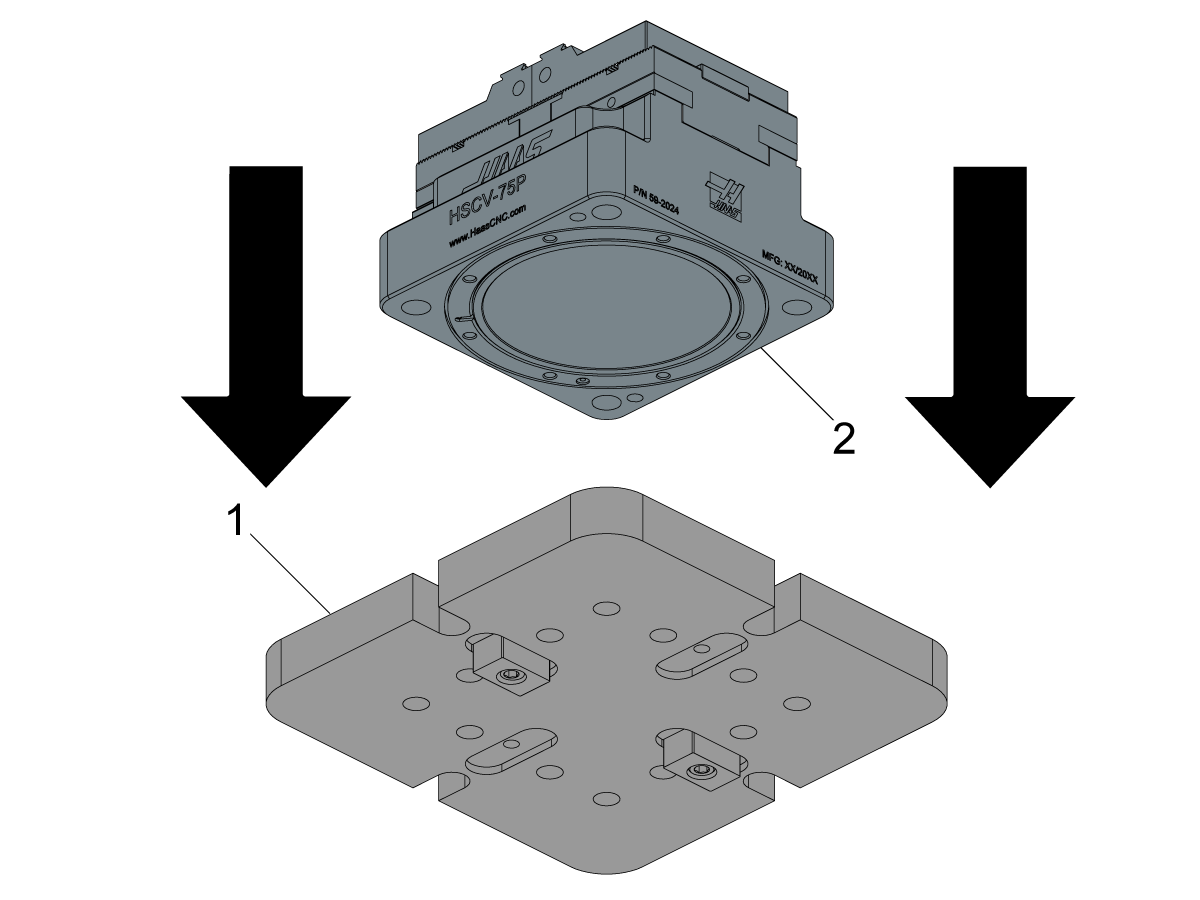
-Viseremoval.png)
拆下顶部螺栓 【1】,然后将台虎钳与车身 【2】 分开。
说明:150mm 台虎钳还需要拆下底部 8 个螺栓才能与主体分离
-bottom-plate-removal.png)
通过拆下底部螺栓 [2],从台虎钳上拆下垫板 [3]。
说明:仅 100mm UMC 台虎钳具有垫板。
从台虎钳底部拆下并更换 O 型环 【1】 和 【2】。
注意: 在 O 型环和凹槽上使用多功能润滑脂。确保 O 型环正确就位。
安装垫板 【3】,并在星形转盘中拧紧螺栓 【2】。
注意: 如果台虎钳未配备硬垫圈 [1],请确保安装所提供的硬垫圈。
注意: 只有 100mm 台虎钳具有垫板。
-bottom--o-ring.png)
从垫板拆下底部 O 型环并更换 O 型环。将台虎钳组装到主体上,同时确保方向正确。
注意: 在 O 型环 [2] 和凹槽上使用多功能润滑脂。确保 O 型环正确就位。
注意:只有 100mm UMC 台虎钳具有这些 O 型环。
注意: 在重新组装期间,请确保空气端口妥善对齐和朝向。
组装台虎钳并以星形拧紧车身螺栓,以便均匀夹紧。
以星形模式拧紧顶部台虎钳螺栓, 确保正确夹紧。
注意: 重新拧紧底部 8 个螺栓和顶部 4 个螺栓,以确保台虎钳完全就位。
重要: 测试台虎钳,以确保没有空气泄漏。
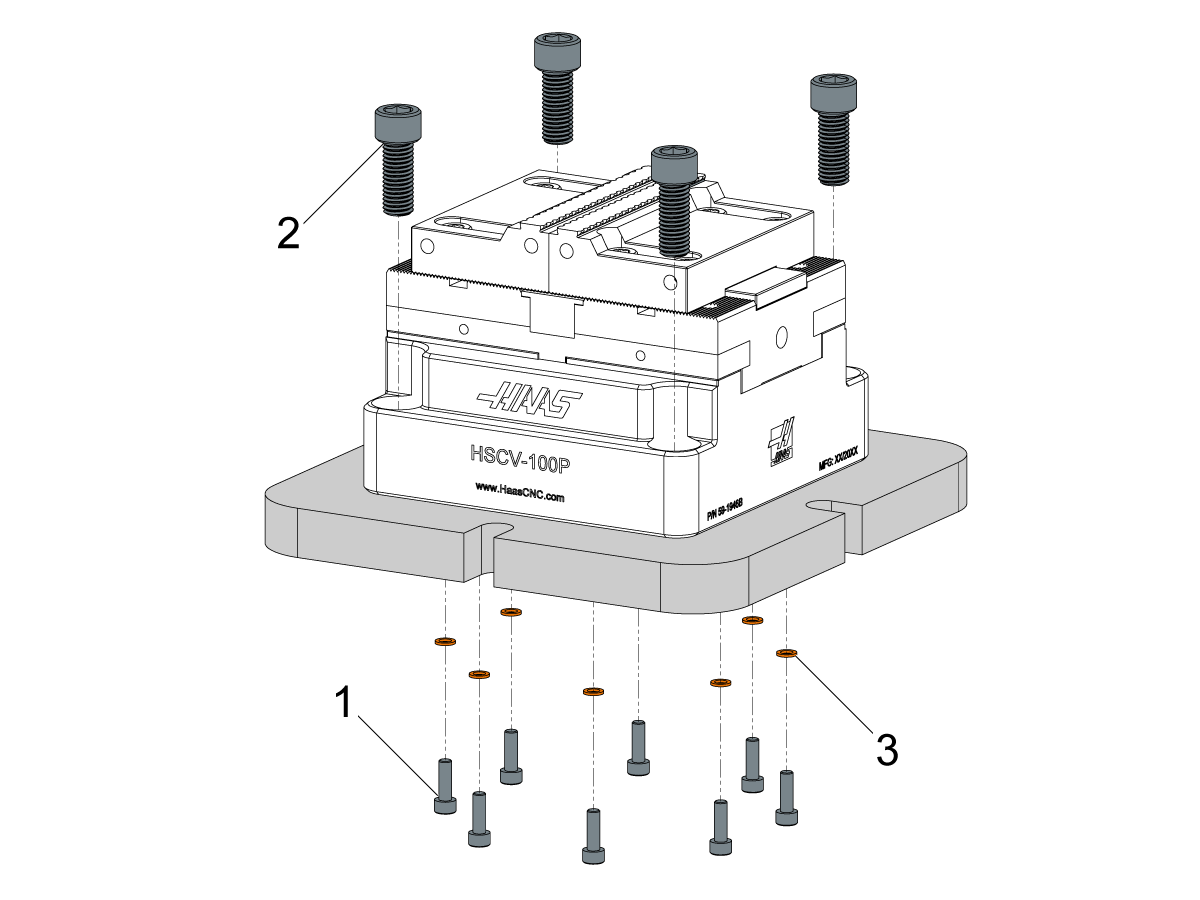
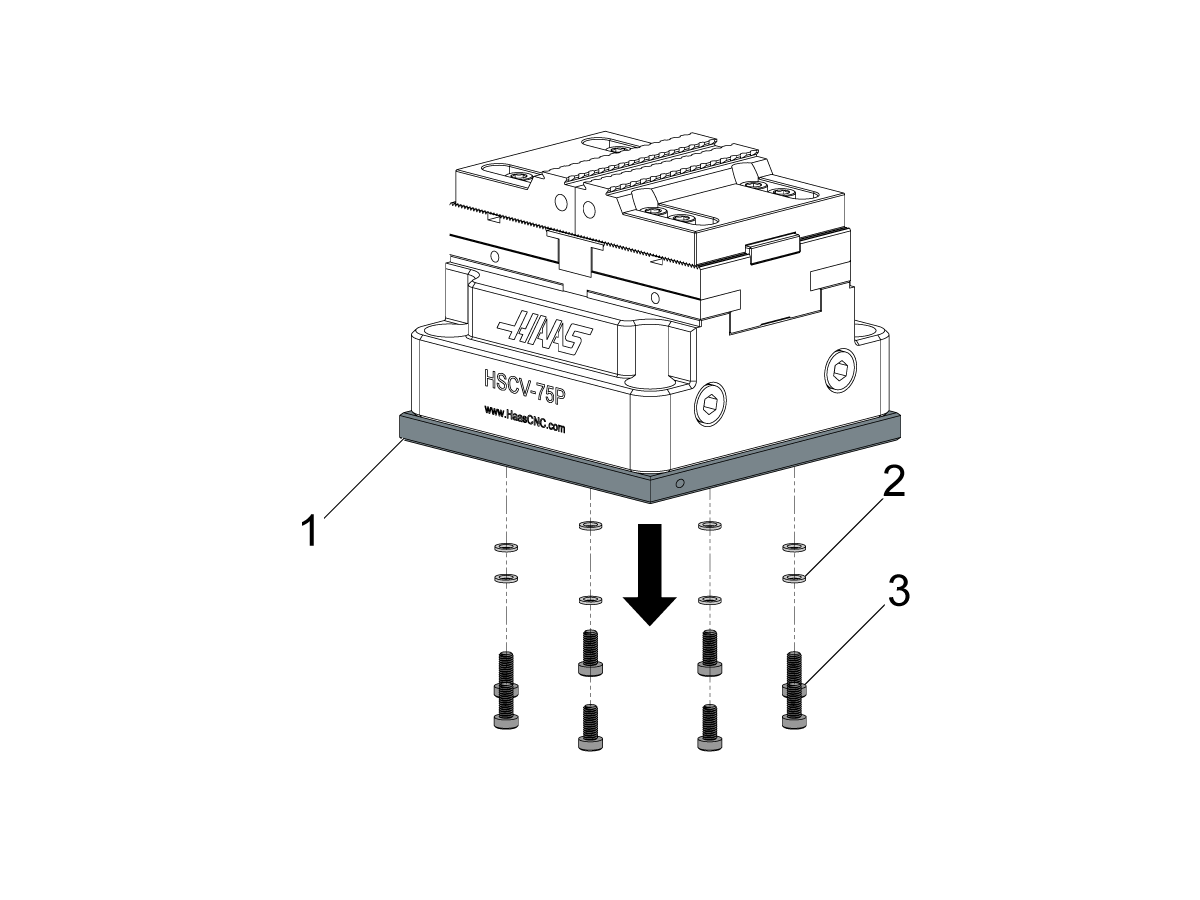
拆下顶部 【2】 和底部螺栓 【1】。
说明:仅 100mm VMC 台虎钳具有底部垫圈 【3】。

将台虎钳 【1】 与底板 【2】 分开。
从台虎钳底部拆下并更换 O 型环 【1】 和 【2】。
注意:在 O 型环和凹槽上使用多功能润滑脂。确保 O 型环正确就位。
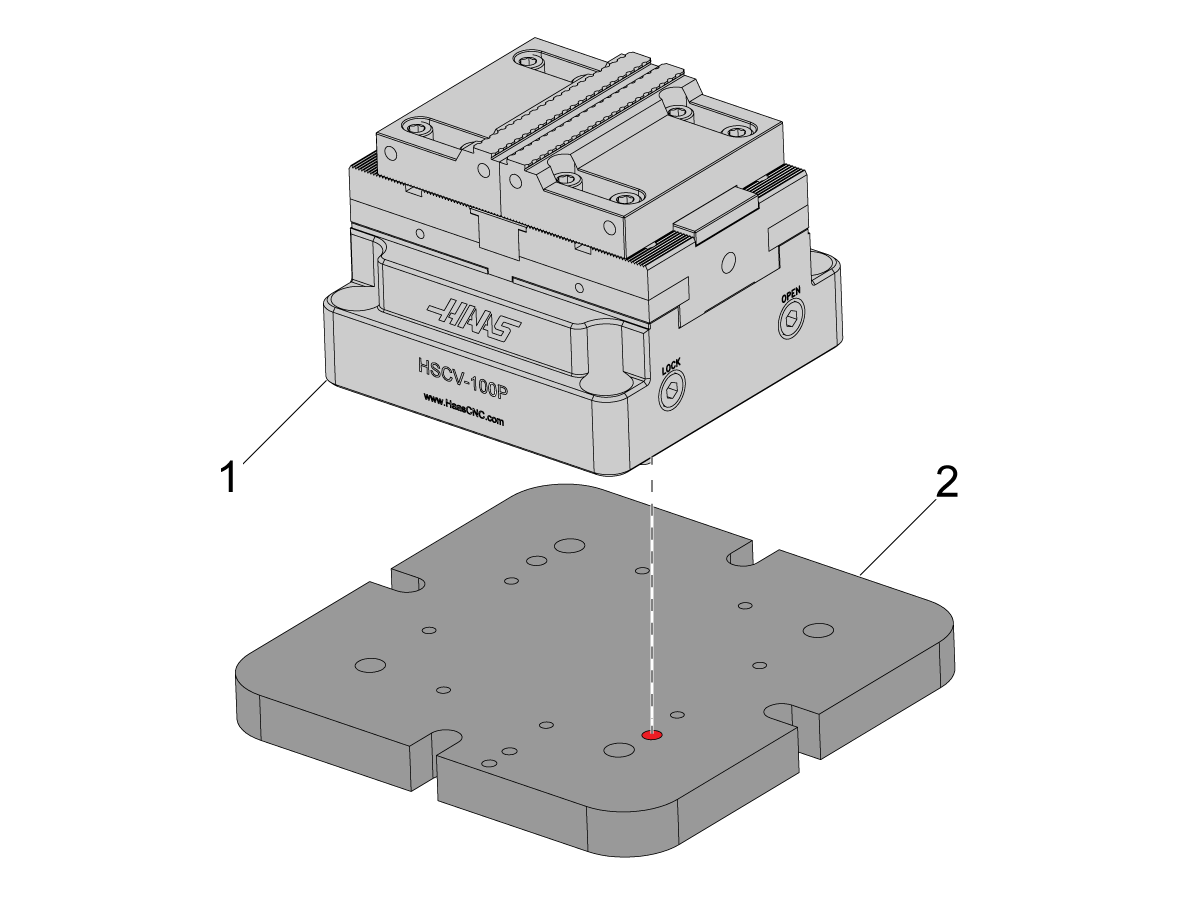
将台虎钳与底板连接,确保方向正确。
注意: 在重新组装期间,请确保空气端口妥善对齐和朝向。

以星形模式拧紧底部螺栓 【1】 到 【8】,以确保均匀地夹紧 O 型环。
以星形模式拧紧顶部螺栓 【1】 到 【4】。
注意: 重新拧紧底部 8 个螺栓和顶部 4 个螺栓,以确保台虎钳完全就位。
重要: 测试台虎钳,以确保没有空气泄漏。
拆下底部螺栓 【3】,然后拆下顶部螺栓 【2】,以将台虎钳顶部与底板 【1】 分开。
-vise-oring-2.png)
拆下并更换 O 型环 [1],并确保台虎钳插头 [2] 正确安装到台虎钳主体中。
注意: 在 O 型环和凹槽上使用多功能润滑脂。确保 O 型环正确就位。
将台虎钳 [2] 与底板 [1] 连接。
注意: 在重新组装期间,请确保空气端口妥善对齐和朝向。
以星形模式拧紧底部螺栓 【1】 到 【8】,以确保均匀地夹紧 O 型环。
以星形模式拧紧顶部螺栓 【1】 到 【4】。
注意: 重新拧紧底部 8 个螺栓和顶部 4 个螺栓,以确保台虎钳完全就位。
重要: 测试台虎钳,以确保没有空气泄漏。
拆下底部螺栓 【3】 和垫圈 【2】,以将台虎钳顶部与垫板 【1】 分开。
说明:更换垫圈。

从台虎钳底部拆下并更换 O 型环 【1】 和 【2】。
注意: 在 O 型环和凹槽上使用多功能润滑脂。确保 O 型环正确就位。
通过安装底部螺栓 [3] 和垫圈 [2],将台虎钳组装到垫片。
注意: 在重新组装期间,请确保空气端口妥善对齐和朝向。
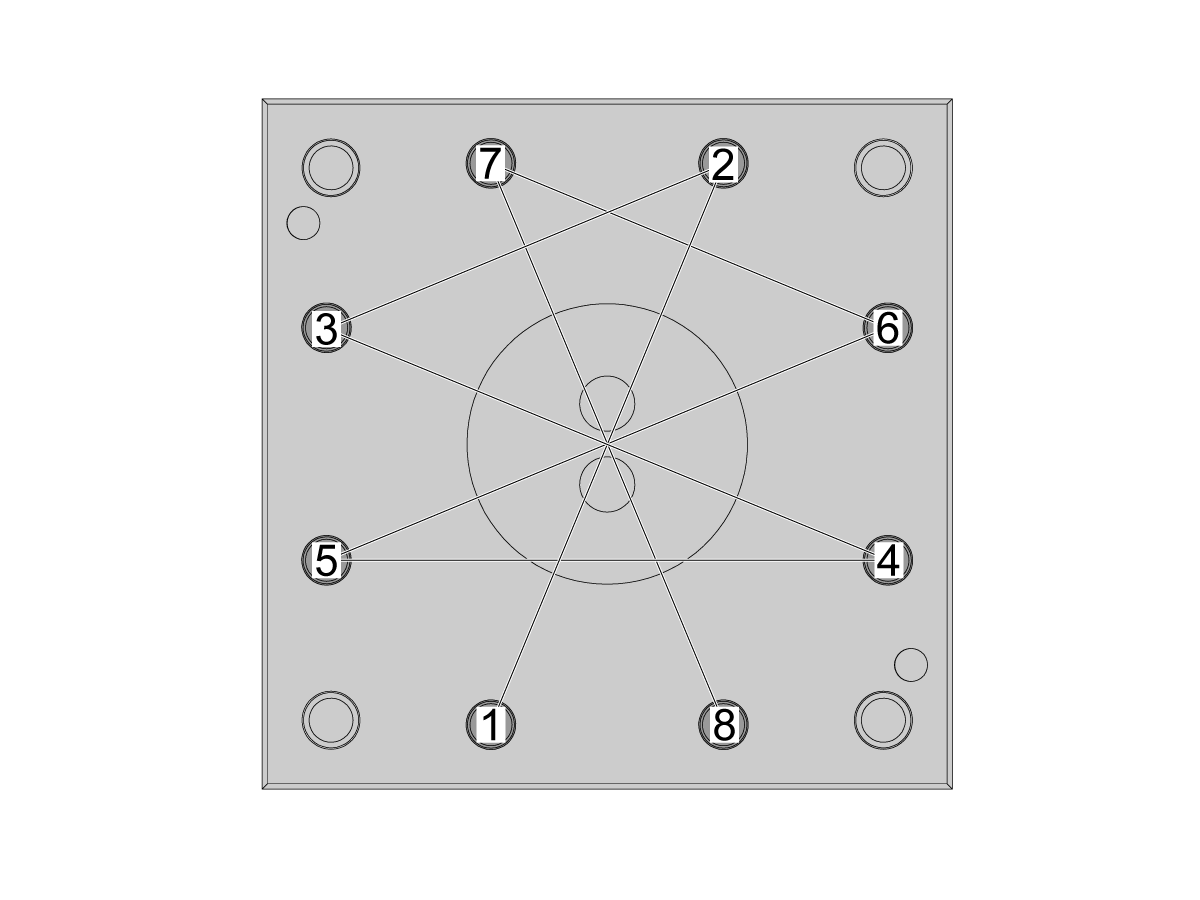
以星形模式拧紧底部螺栓 【1】 到 【8】,以确保均匀地夹紧 O 型环。
注意: 重新拧紧底部 8 个螺栓和顶部 4 个螺栓,以确保台虎钳完全就位。
重要: 测试台虎钳,以确保没有空气泄漏。
AD0882
版本 A - 2025 年 5 月
以下过程将指导您安装 HRT-210 的气动 3 - 爪式气动卡盘。
以下安装适用于以下套件
重要: 在安装 3 - 爪式气动卡盘之前,机床必须满足必要的要求。在执行此过程之前,必须先安装可编程气动装置选件。请参阅 可编程气动装置 - 安装 了解更多信息。

重要须知: 在安装卡盘之前,请确保关闭机床的空气供应并从机床润滑柜中的主歧管排出空气。
使用卡盘随附的硬件套件,将 6 个 T 型螺母 安装到 HRT 转盘的 T 型槽中 [1]。
使用 6 x M12 内六角螺钉将转接板安装到 HRT 的转盘 [2]。

使用气动卡盘随附的六个内六角螺钉,将气动卡盘与转接板对齐,并拧紧螺栓以将卡盘牢牢固定在板上。
注意:将气动卡盘安装到转接板上时,请确保以下空气端口位于转台的左侧,如 【2】 所示 。

使用套件中随附的支架,拆下位于 [1] 处的两个圆头帽螺钉,然后使用相同的螺钉连接支架。
将套件中随附的额外紧固件之一安装到卡盘 [2] 的顶部安装孔中。
注意: 此顶部螺钉将用作防旋转挡块,防止带有卡盘空气端口的板旋转 360 度,并导致油管在安装后绑定。
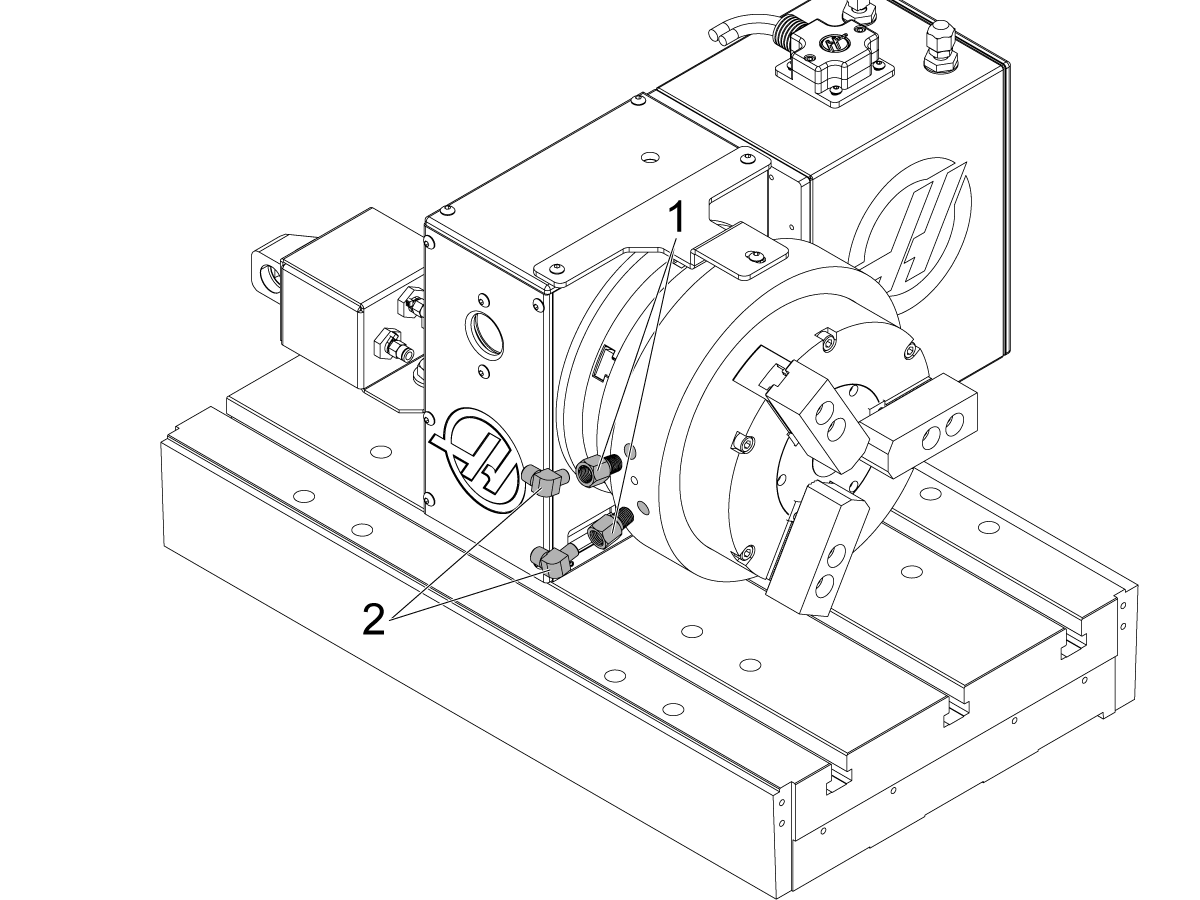
使用安装套件中提供的接头,将两个 1/4 NPT 母头 x 1/4 NPT 公头安装到 3 - 爪式气动卡盘 [1]。
将两个 90 度 1/4 NPT 公头 x 1/4 NPT 公头安装到两个母头接头 [2]。

拆下可编程空气歧管上的当前 1/4 英寸接头。
注意:拆卸原始接头时,请务必注意哪个端口用于夹紧,哪个端口用于松开,因为下一步需要此信息。
使用两个 1/4 NPT 公接头 x 1/4 NPT 公接头将其安装到可编程空气歧管 [1]。

使用套件中提供的软管之一,将 1/4" 母端软管从空气歧管连接到气动卡盘上的松开接头 [1]。
使用套件中提供的其余软管,并将 1/4" 母端软管从空气歧管连接到气动卡盘上的夹紧接头 [2]。
注意: 使用转台电缆管理套件来固定多余的软管,防止它们松散地悬挂在机床内部。有关详细信息,请参阅转台电缆管理安装指南。
在启用台虎钳之前,先按 [SETTING],找到“设置 276”并确保值为 15。
按 [CURRENT COMMAND] 并导航至“设备”选项卡下的“工件夹具”选项卡。
突出显示要设置的台虎钳 [1],然后按 [ALTER] 以设置台虎钳 [2]。
按 [E-STOP]
按键盘上的右箭头将值从无 [1] 更改为3:自定义气动台虎钳 [2]。
按F2 [1],确保台虎钳会正确夹紧/松开。
注意:如果台虎钳未正确夹紧/松开,请检查铺设到可编程气动装置歧管的软管,并在必要时将其反转。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





