

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Revision 1
Under Construction
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
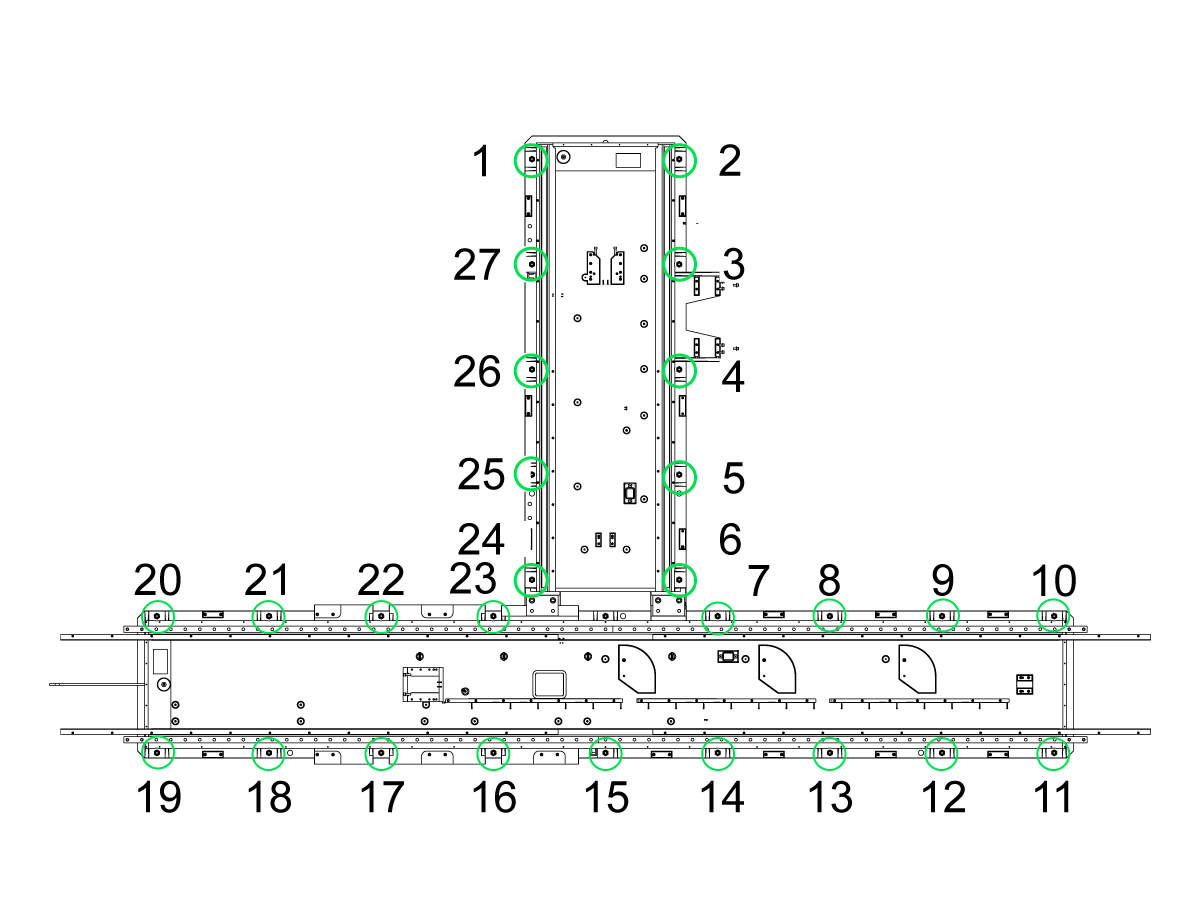
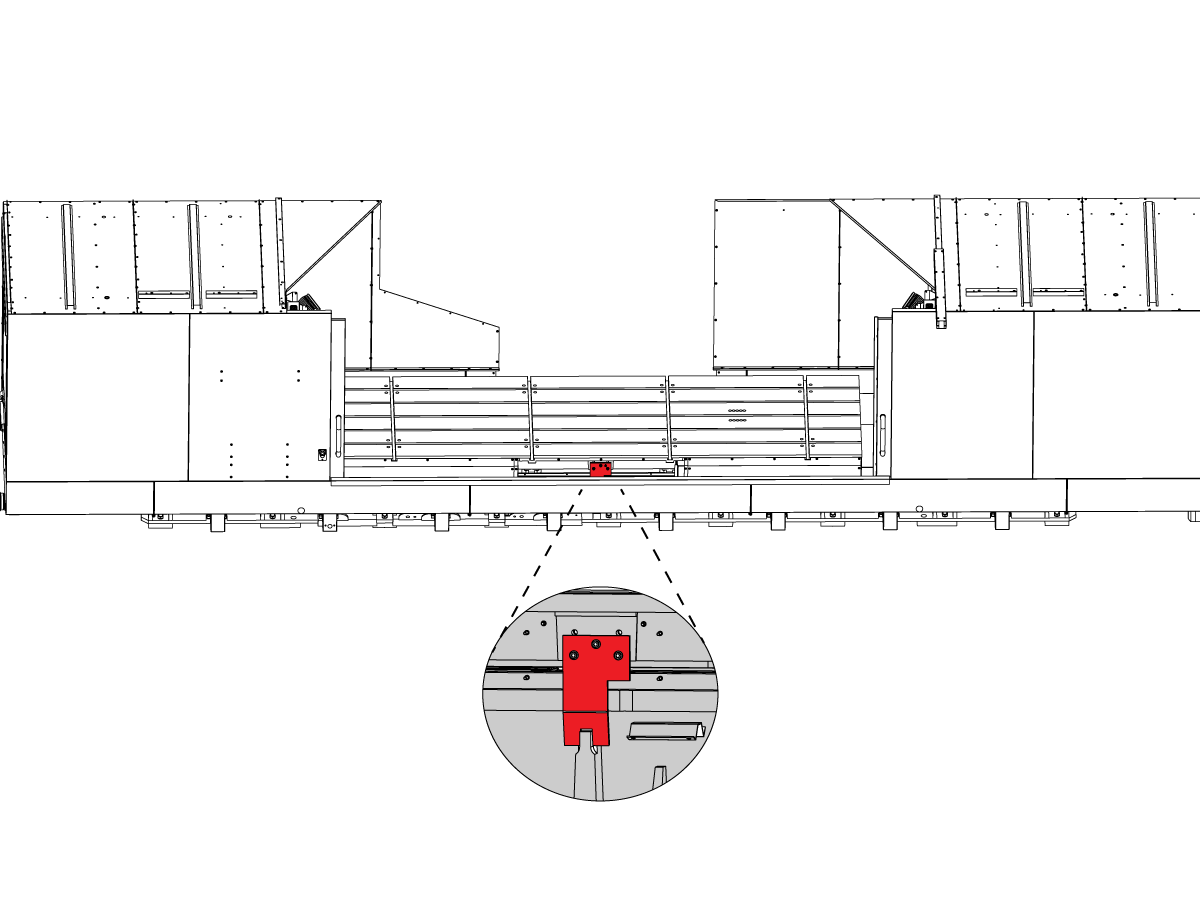
Use these numbers to identify which foot to adjust.
Adjust each leveling screw until the base is 4" (10 cm) above the floor (3" (76 mm) leveling pad height plus 1" (25 mm) of screw below the bottom of the pad).
Note: The condition of the foundation may require different heights at some leveling screws to make the machine level.
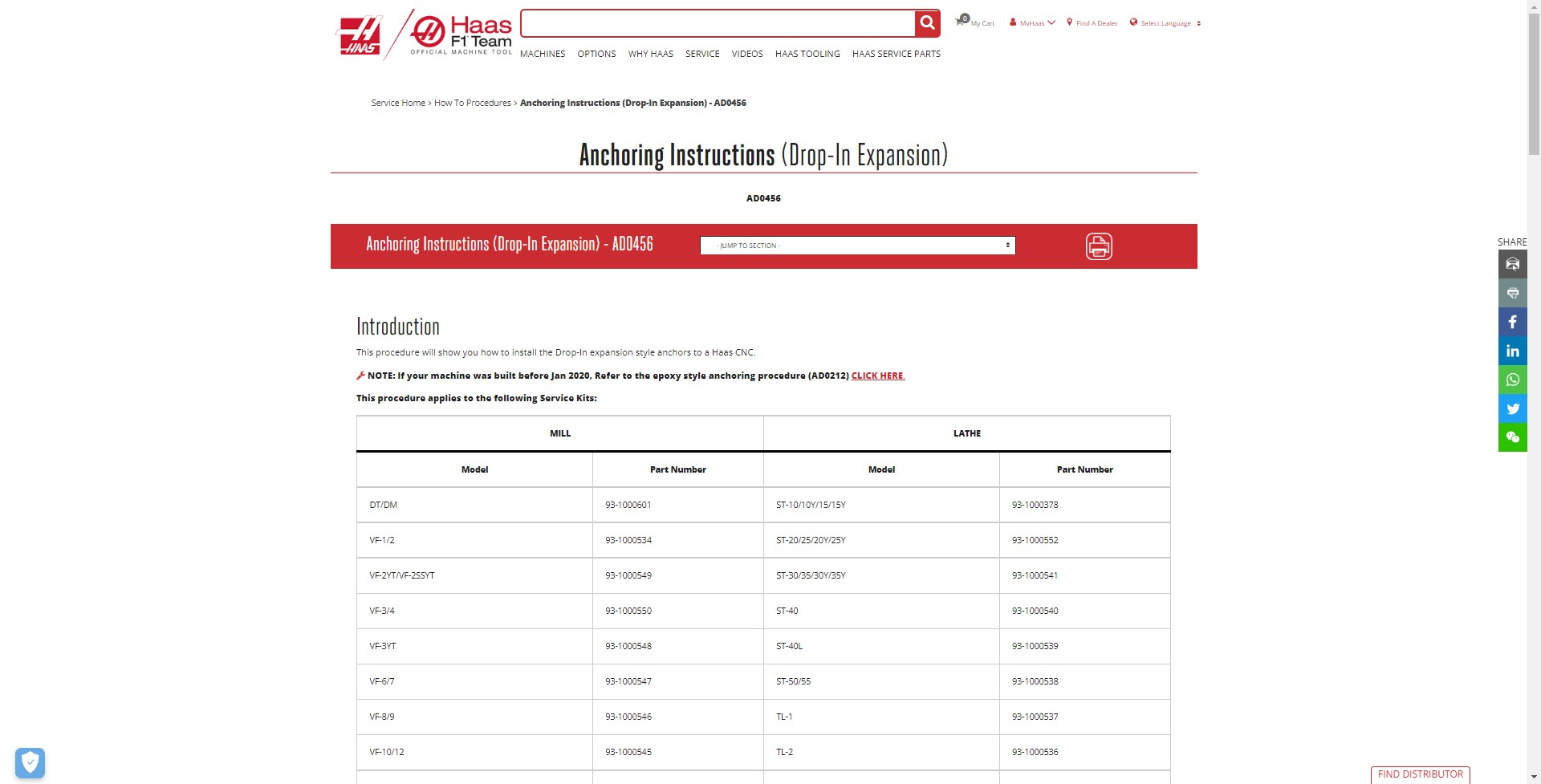
Important: it is required that the machine be anchored. Refer to the following link: ANCHORING INSTRUCTIONS.
Tools Required:
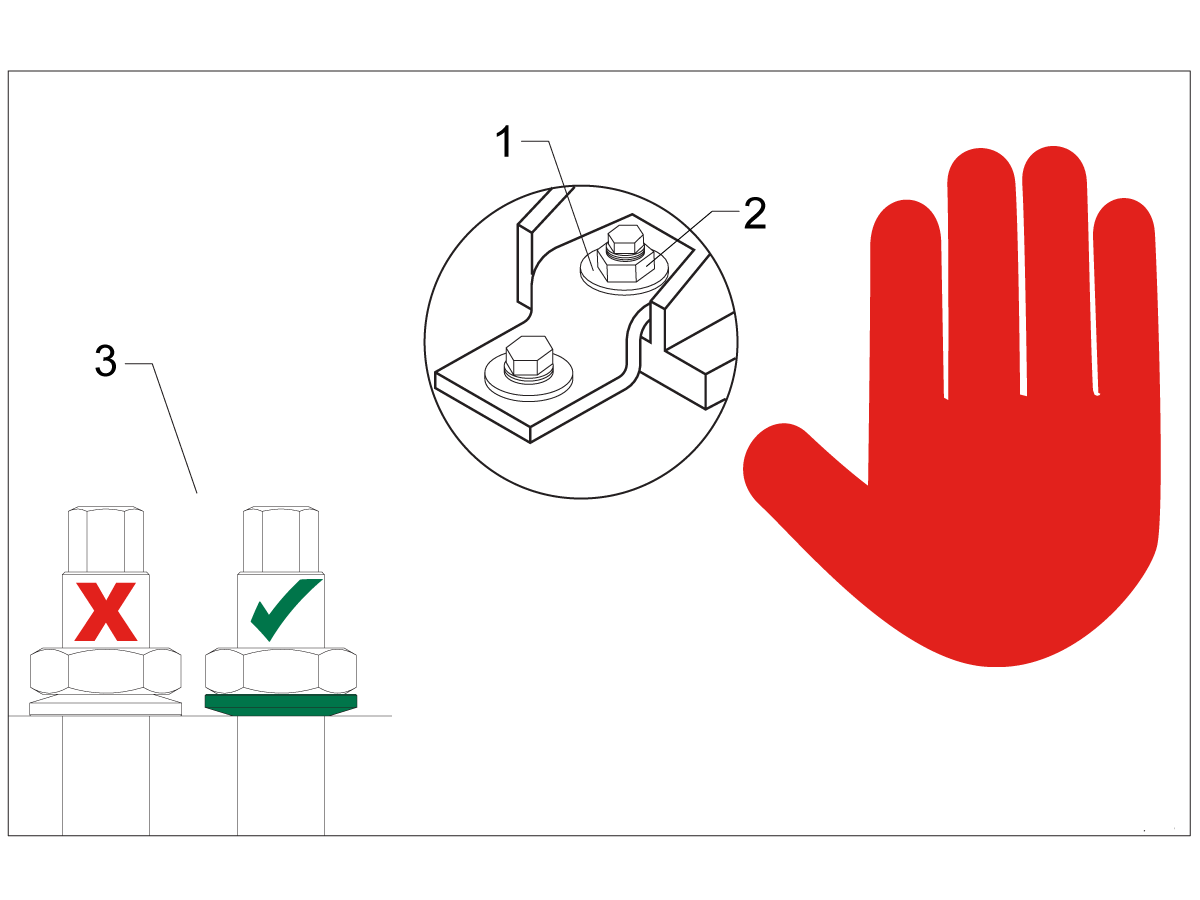
Note: The washers [1] and nuts [2] are installed during shipping and should be saved for installation and not be discarded.
Note: The washer orientation [3] is important. The conical part of the washer should be against the casting, see illustration.
Wiring connections to power the machine must be made before the Levelling Procedure can be followed. It is required that the machine be anchored in place for best and most consistent results while in use. The anchoring bolts (in accordance with the anchoring instructions) should be installed prior to the machine being set in place.
The installation process will be further aided if, when each base assembly is set in place, a very rough leveling procedure be done. The theoretical distance from the floor to the bottom of the two bases is 4 inches. The use of a machinist scale or small gauge blocks will expedite the process. While all leveling screws and leveling pads are in place measure from the floor to the bottom of each base until the distance is very close to the 4 inch height. This will accomplish two things: First, that the machine is set to the proper height to receive the coolant tank/Conveyor and, second, that the machine will be very much closer to level than without having done this procedure.
The installation procedure will necessarily follow the general outline below (a more detailed explanation follows). Depending on the available space and equipment it may be simpler to place the column base assembly before the table base assembly. Regardless of which assembly is placed first, the concepts of the general outline need to be adhered to:
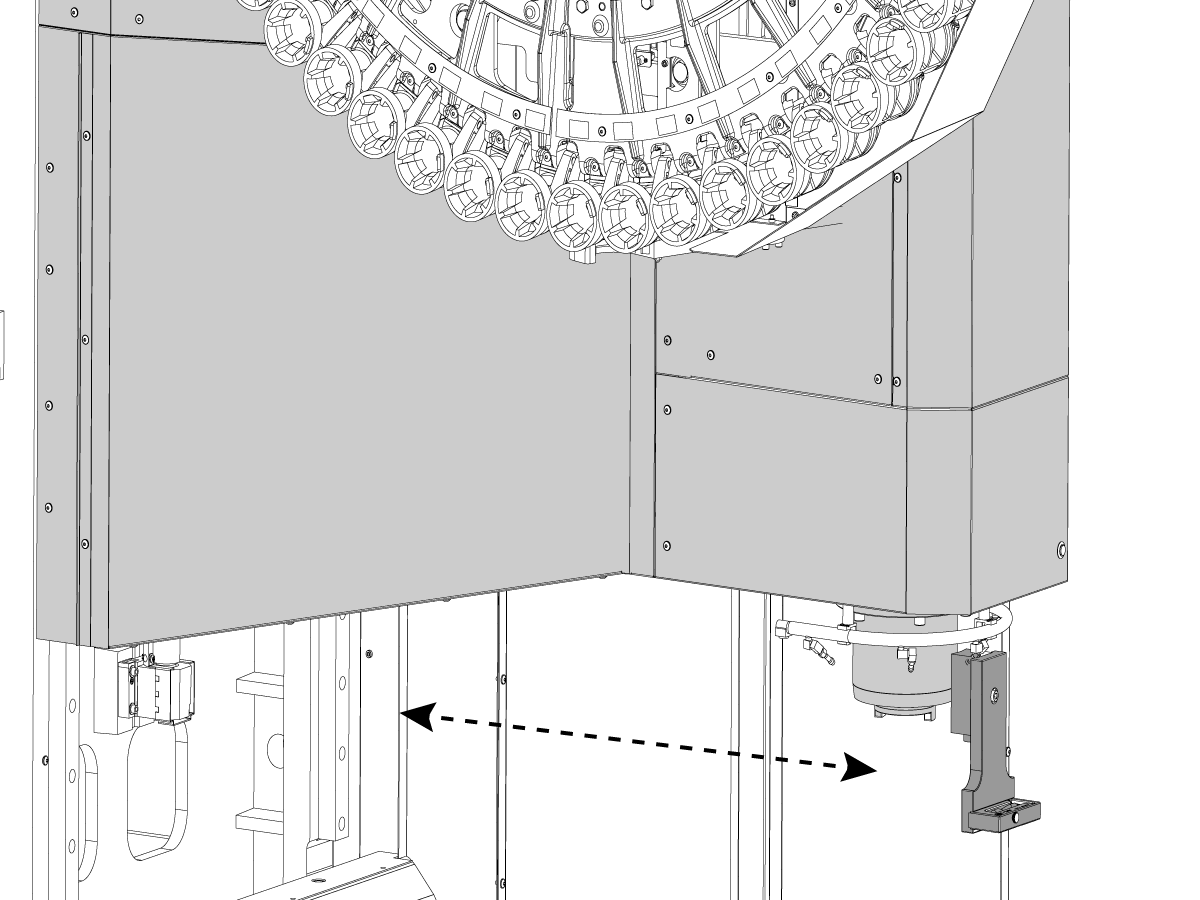
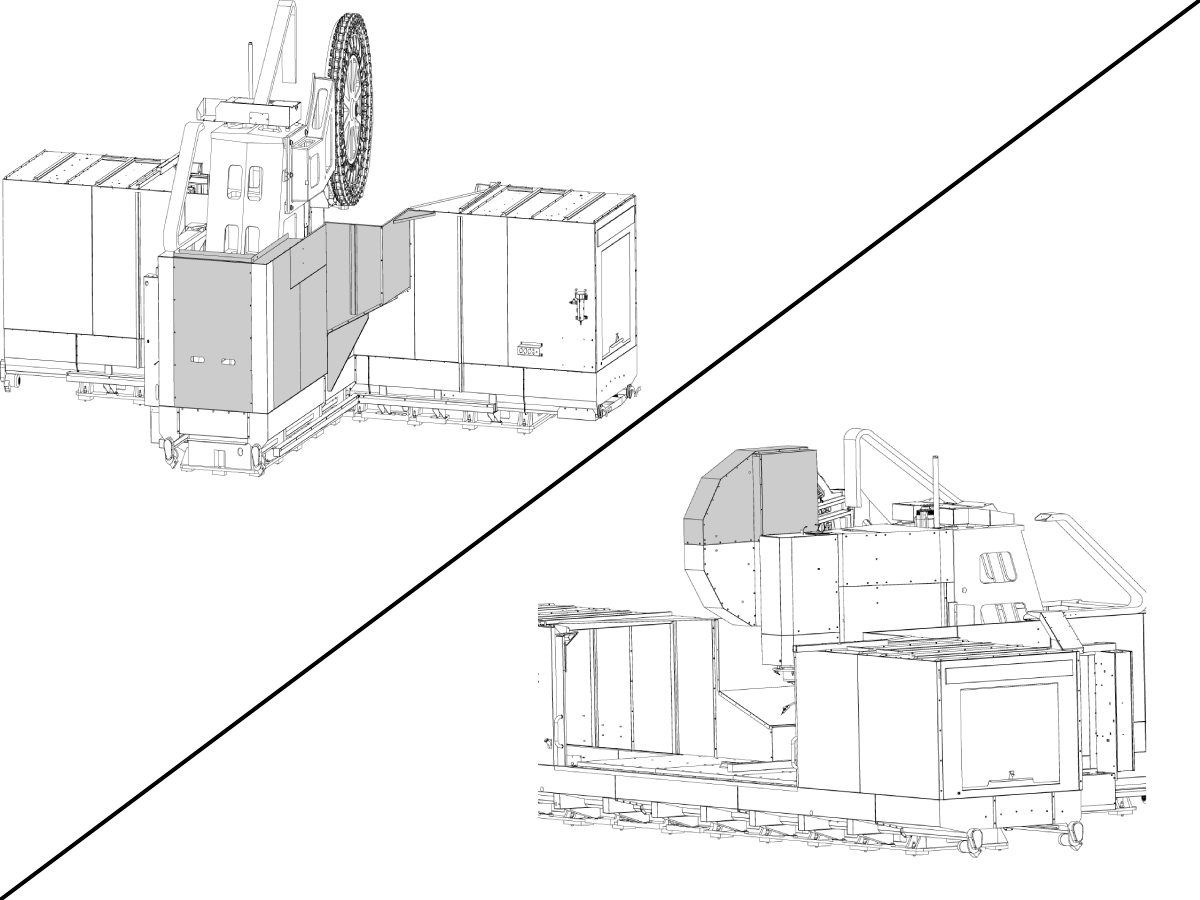
Note: (**) Depending on the available space and equipment it may be simpler to relocate the tool changer assembly before moving the Column Base into the facility
Important: Depending on the available space and equipment it may be simpler to relocate the tool changer assembly before moving the Column Base into the facility
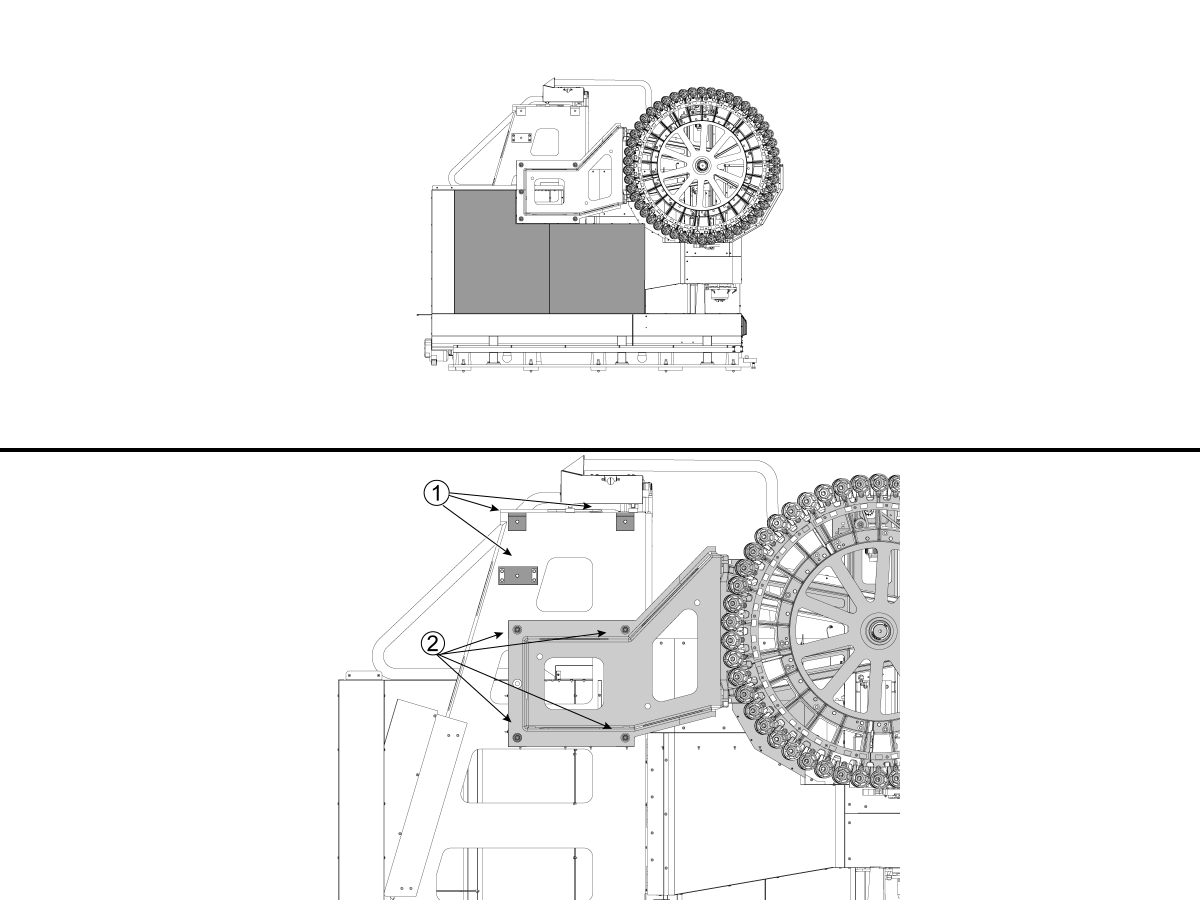
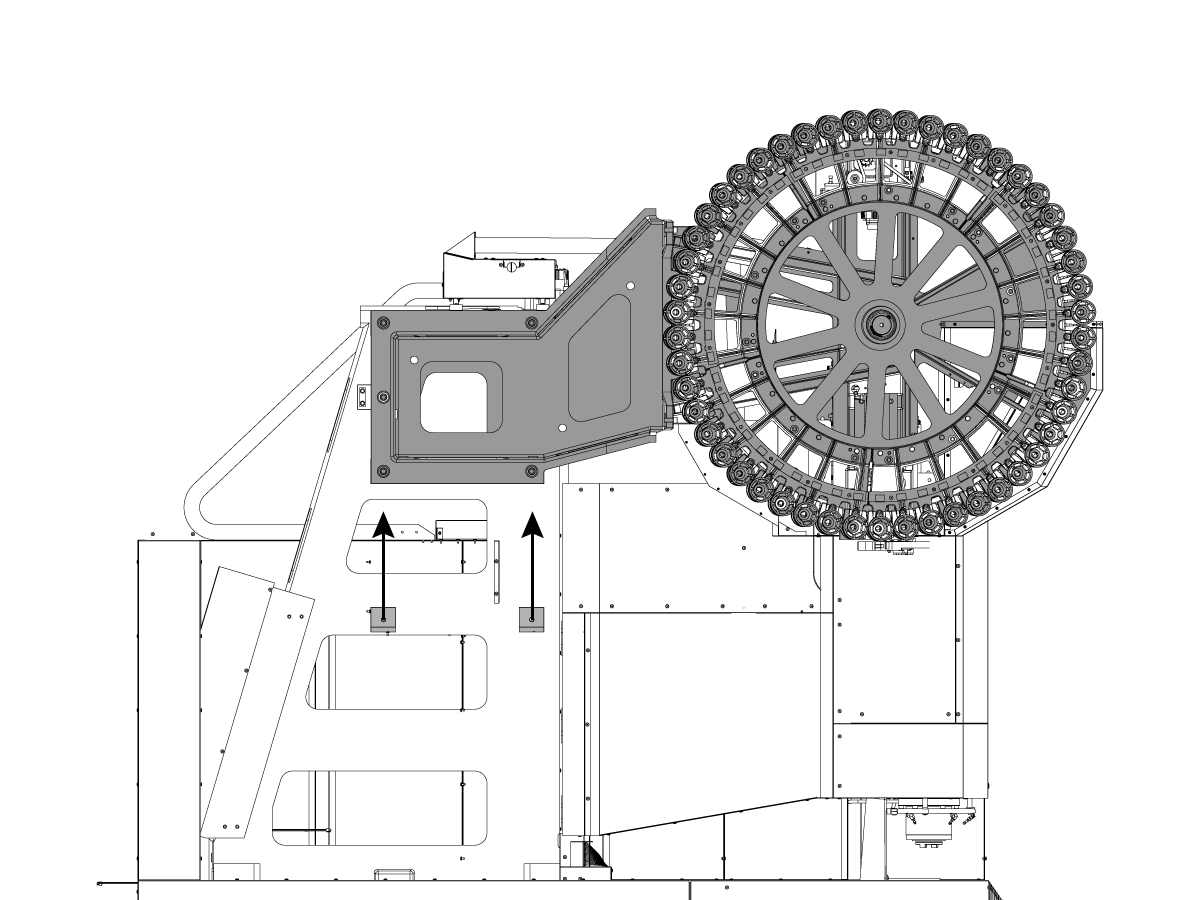
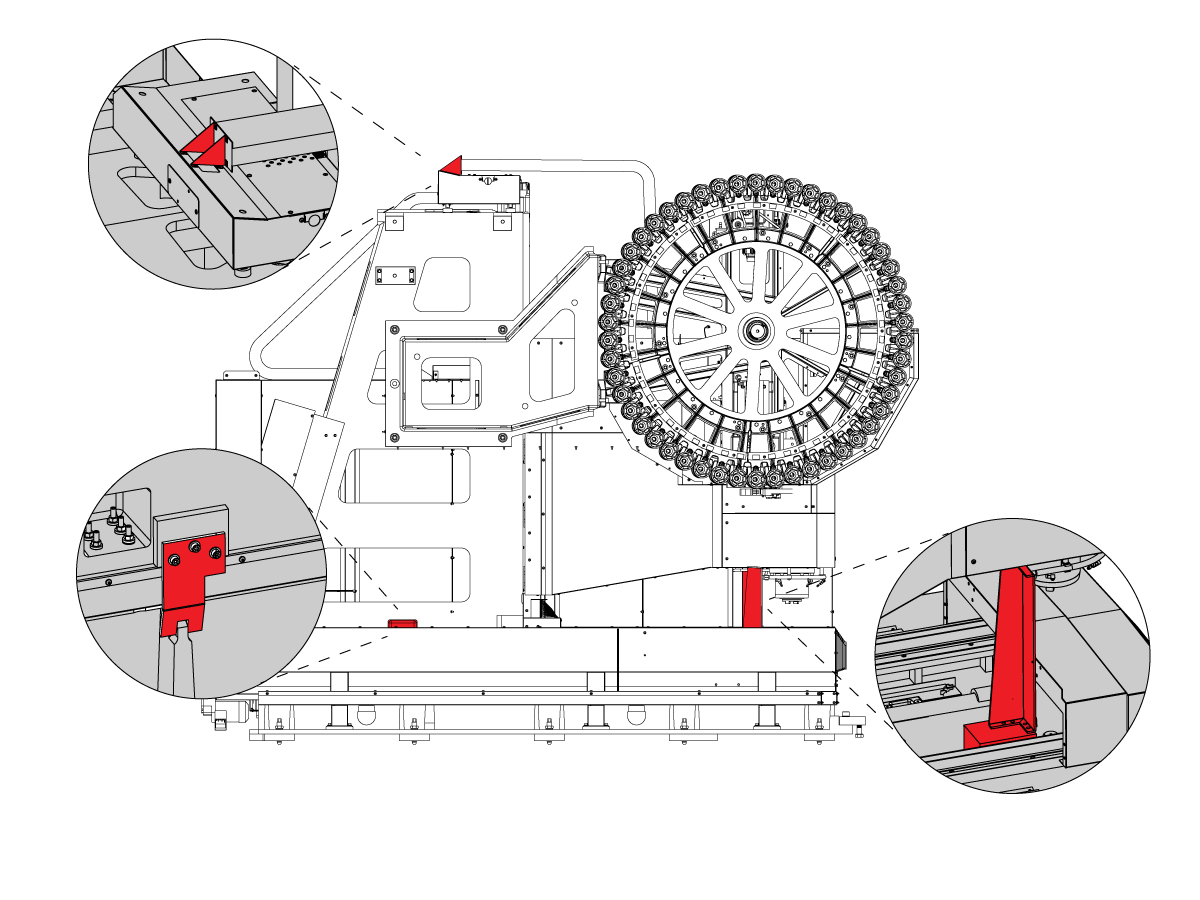
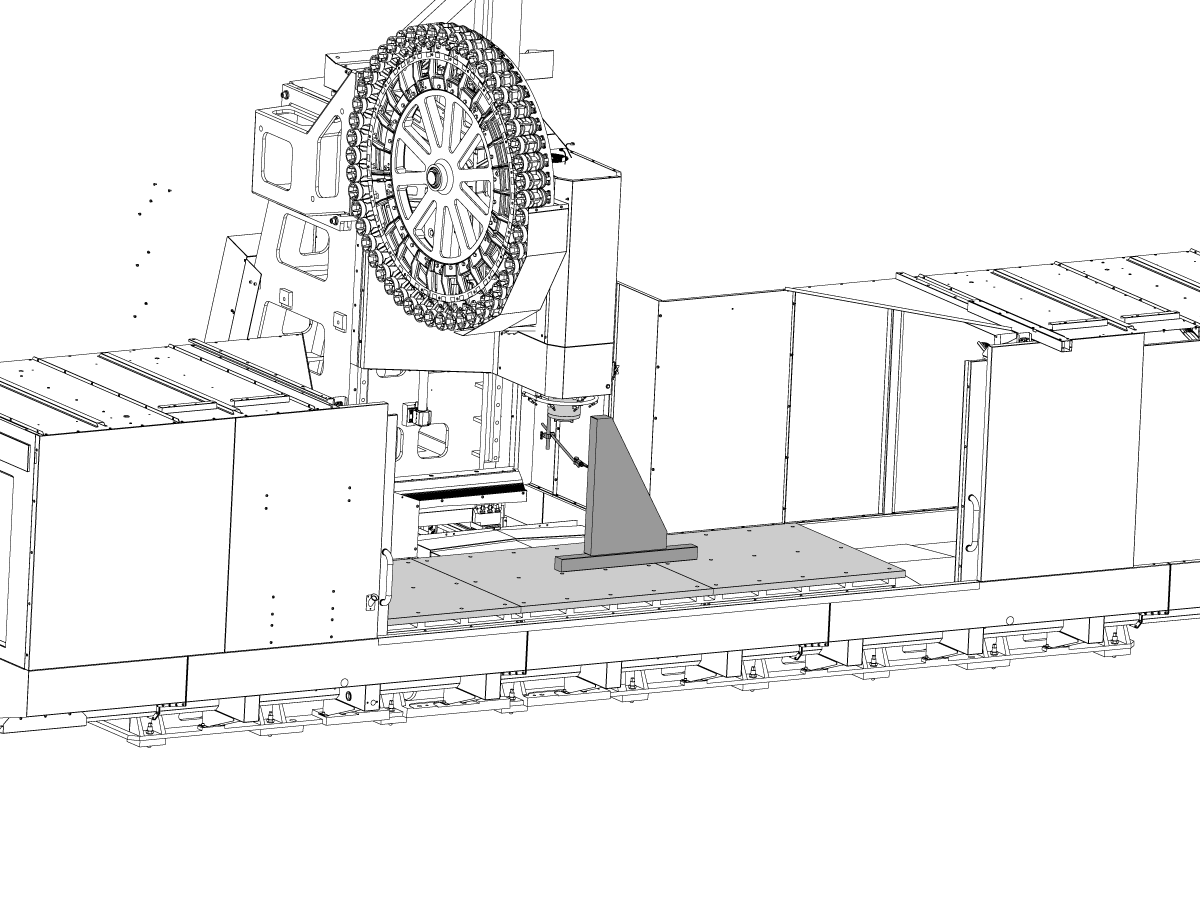
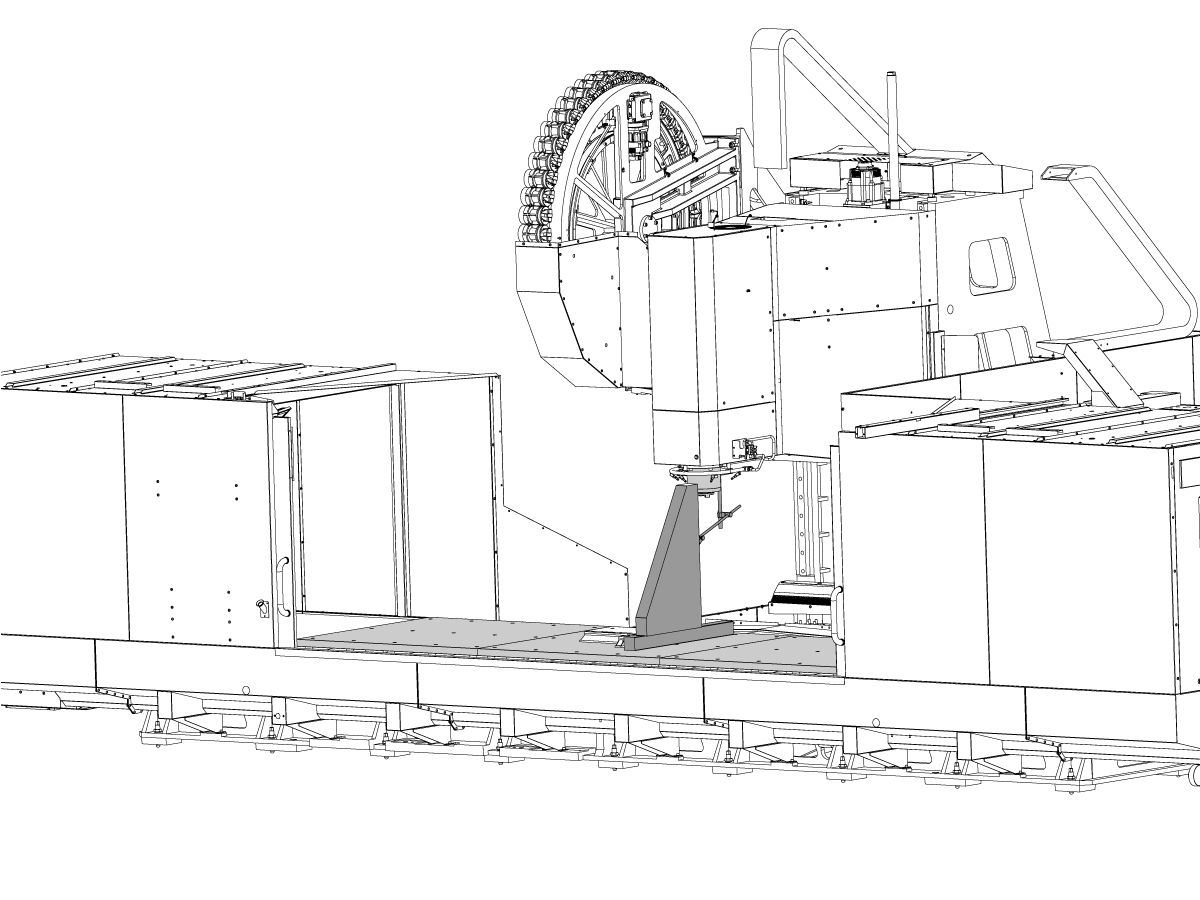
Remove the side panels from under the tool changer.
Clean the mating surface for the tool changer [1].
Place a piece of cardboard between the spindle head and the tool changer to prevent scratching the spindle head covers.
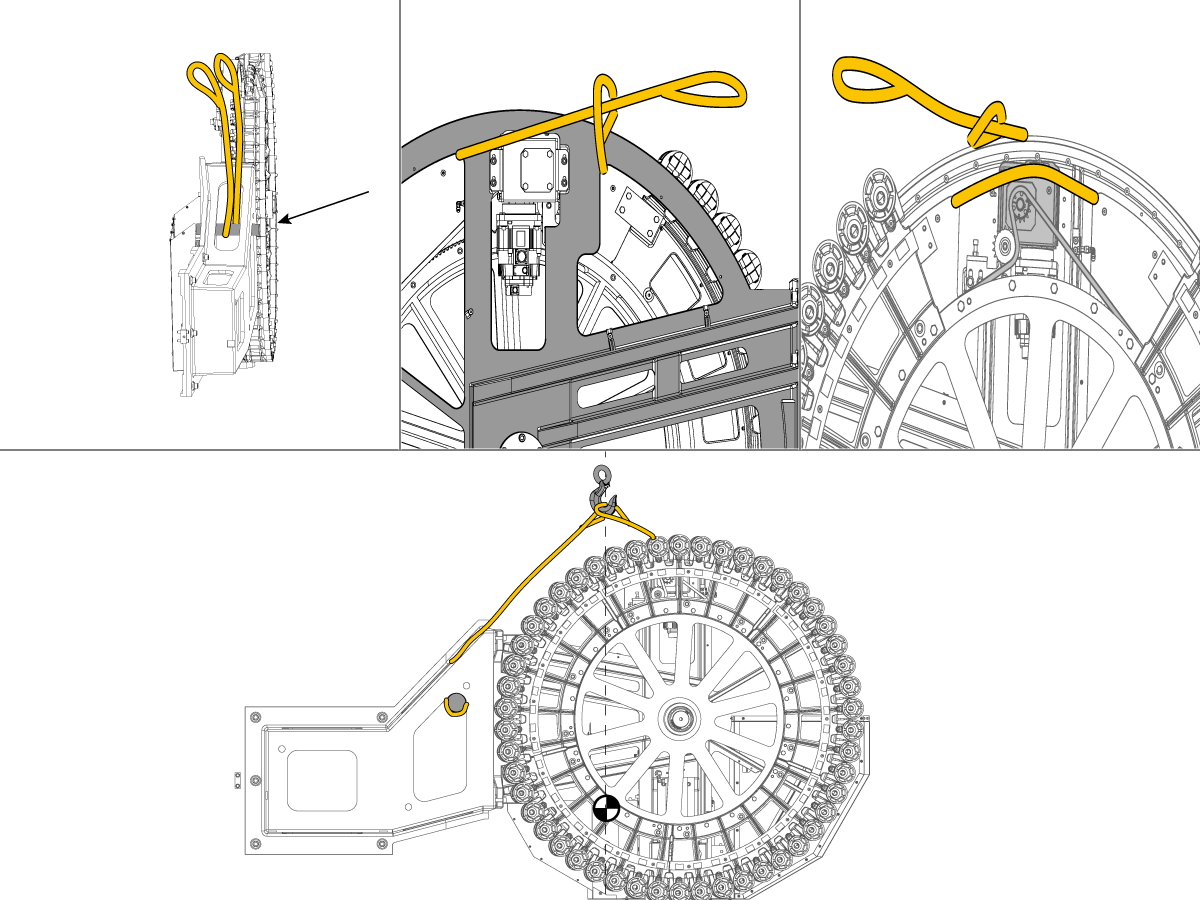
Note: Some components of the Carousel where removed for illustration purpose only.
Using the proper lifting equipment and lifting straps (2x) as shown to support the tool changer (aprox. 2670 lbs / 1211 kg).
Unbolt [2] the tool changer from the shipping location and lift it into position on the column and tighten the (6) bolts to 80 ft-lb (108 Nm).
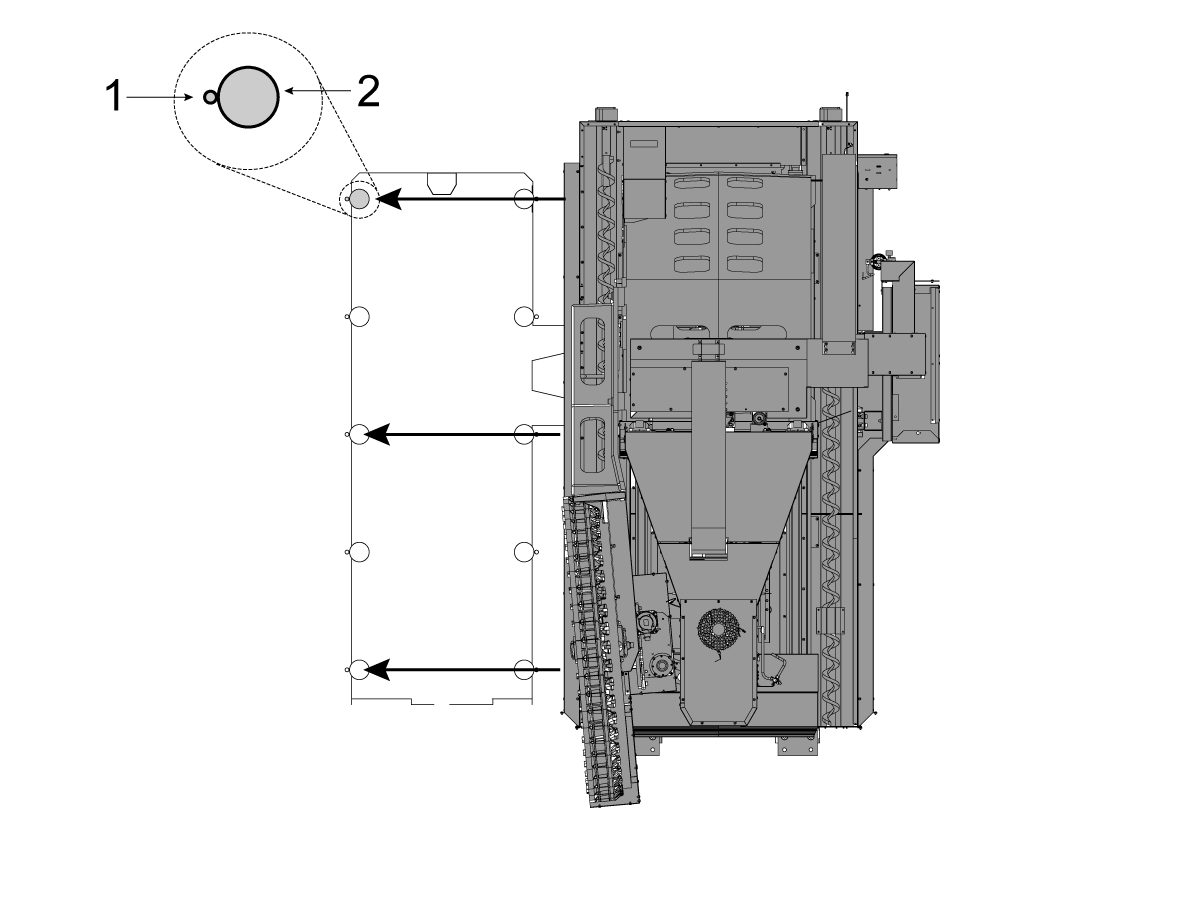
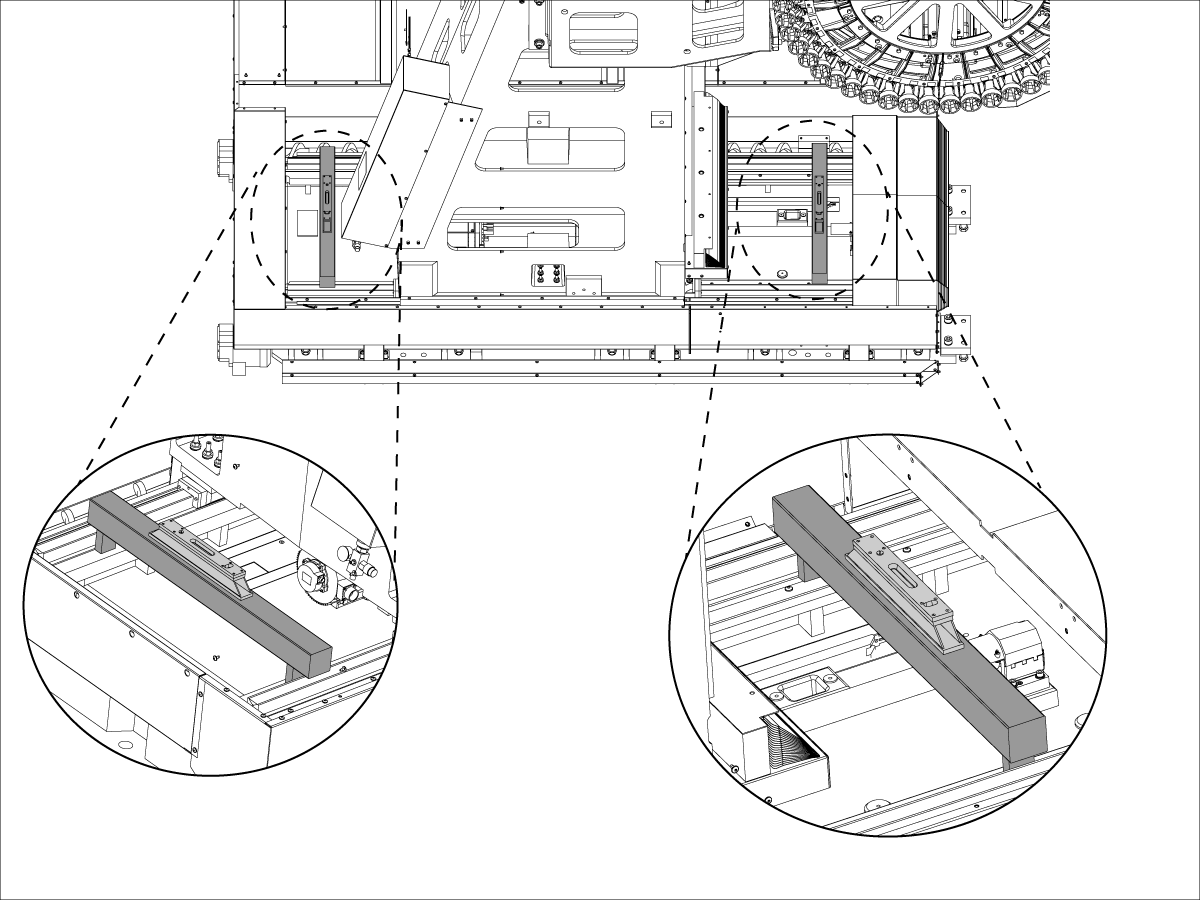
Important: Ensure the anchoring preparations are in accordance with the anchoring instructions prior to setting the machine in place. Image [1] Anchor hole [2] Leveling Pad
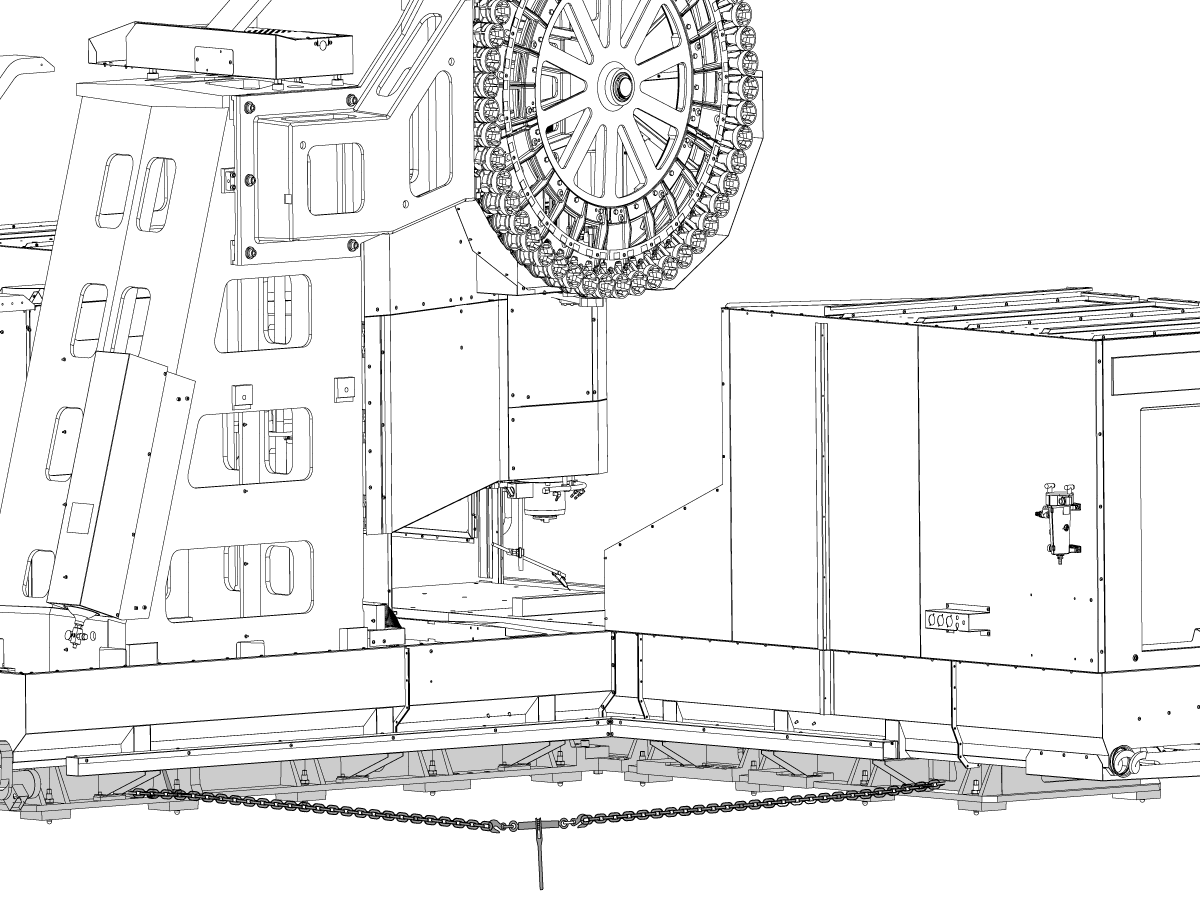
Place the column base assembly in position on the following leveling screws.
Rough level by measuring from the floor to the bottom of the base 3". (4 - 4 1/2 inches for Conveyor Option).
This will ensure that the final leveling procedure will go more quickly and that the coolant tank will properly fit beneath the coolant discharge. Loosely screw the jam nuts onto the leveling screws.
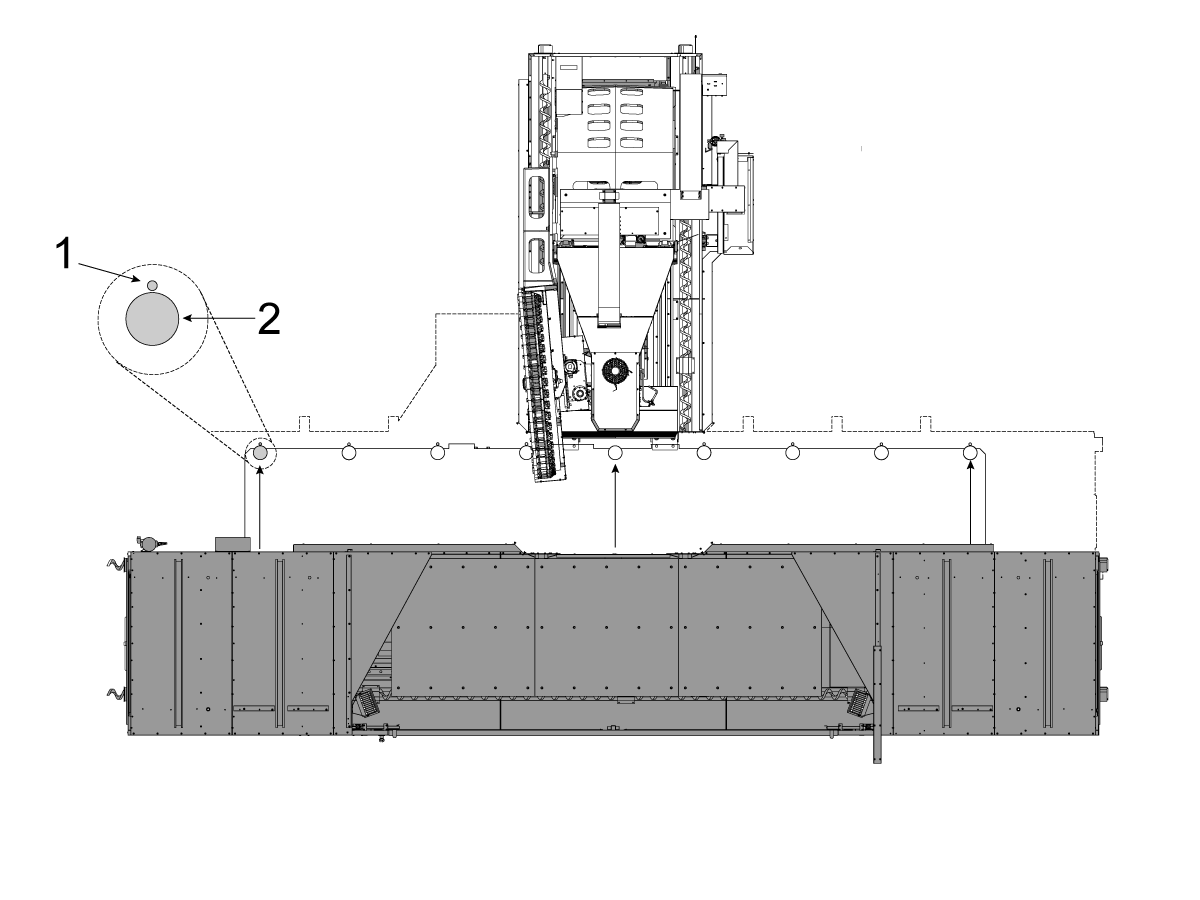
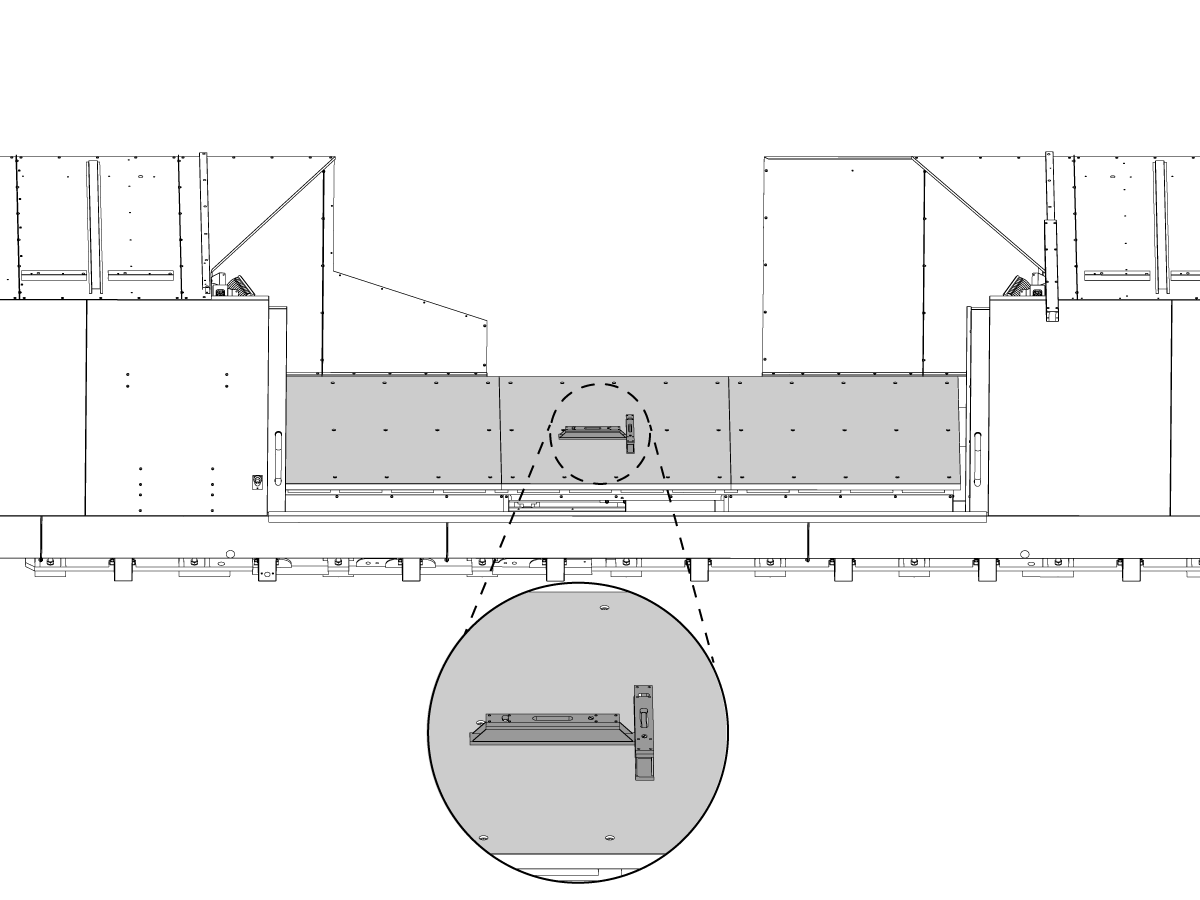
Place the table base assembly in position on the following leveling screws.. When placing the table base in position with respect to the column base, it is important that the two mating flanges be as parallel as possible (vertically and horizontally).
Rough level by measuring from the floor to the bottom of the base 3" (4 - 4 1/2 inches for Conveyor Option). This will ensure that the final leveling procedure will go more quickly.
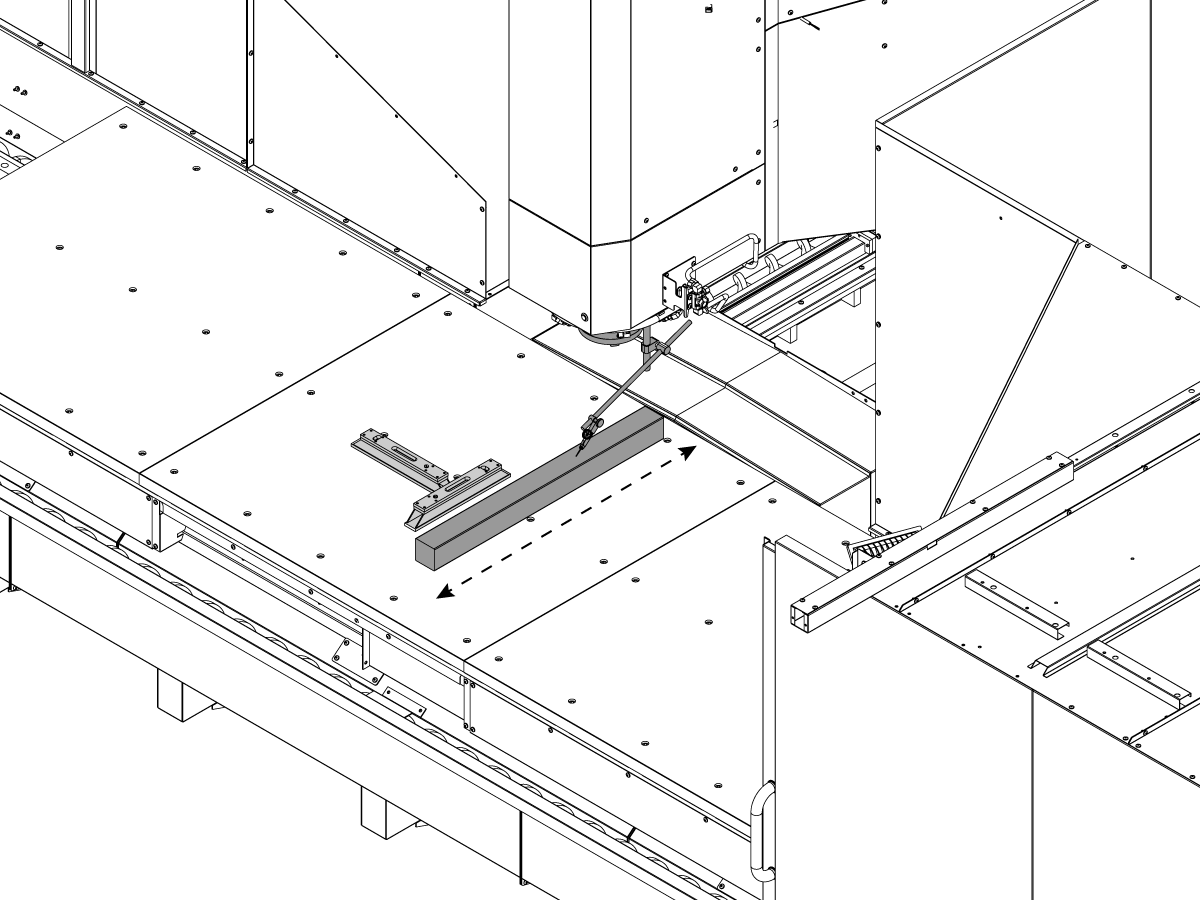
After rough leveling, verify that each of the screws are actually engaged in the threads, and that when the column base is in place and the mating surfaces are in contact that each.
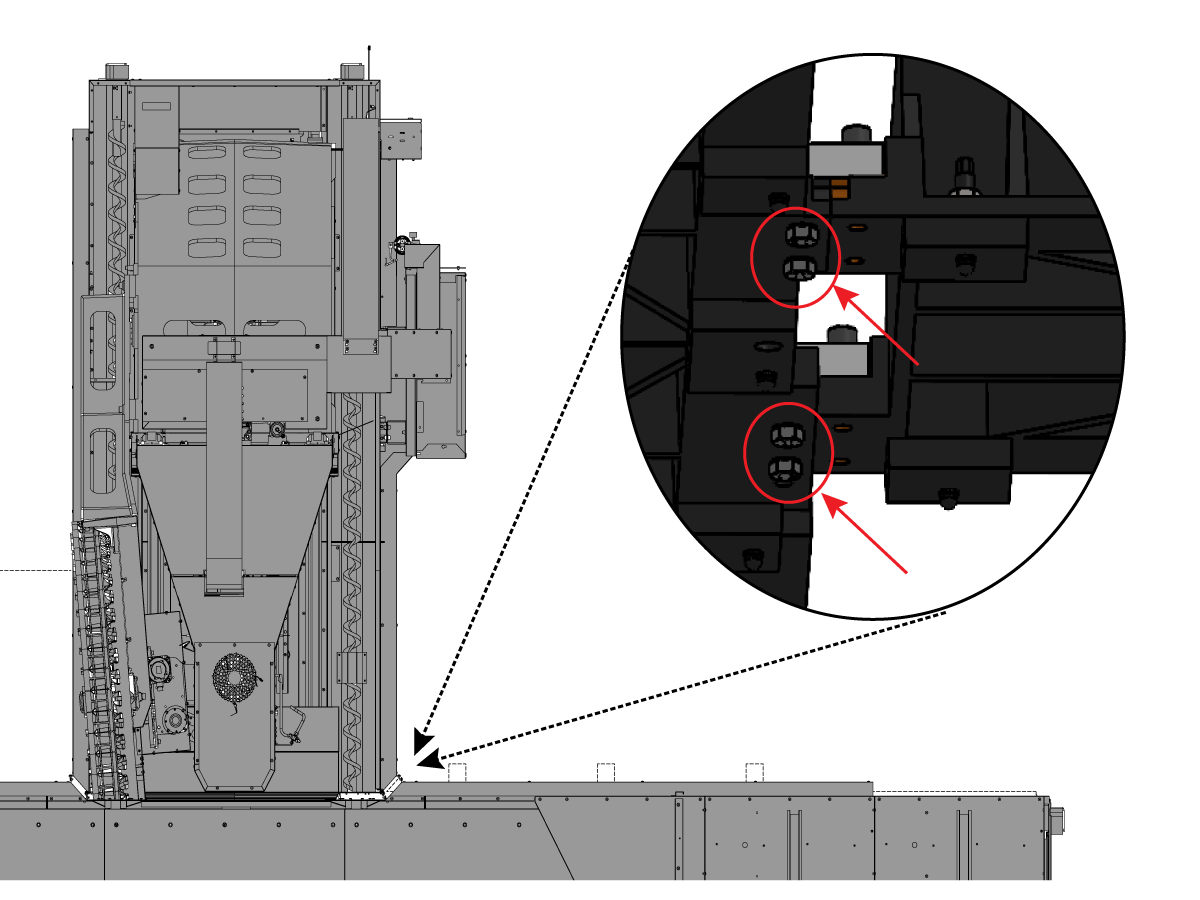
Be certain that the connecting screws are still free to rotate (do not leave the connecting bolts tight at this time because the machine still must be final leveled and squared)
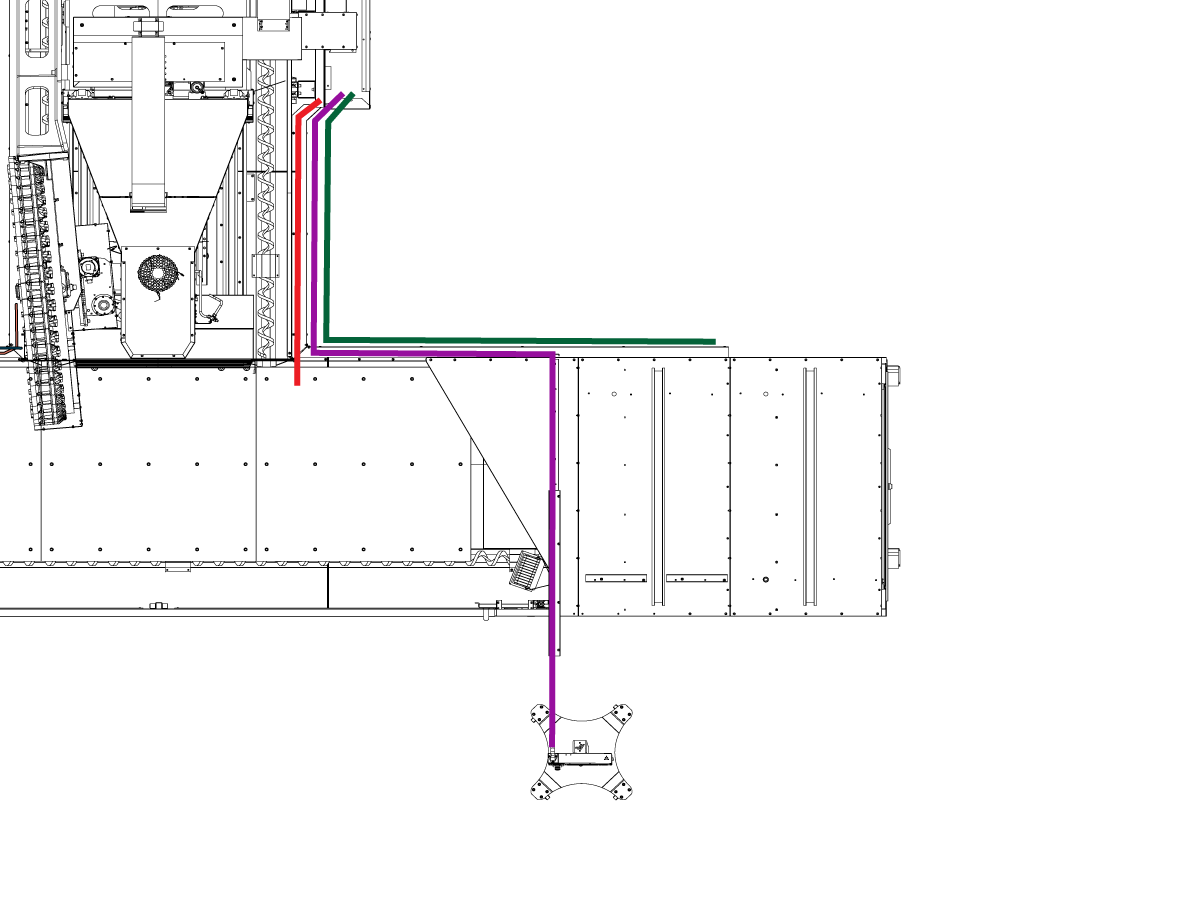
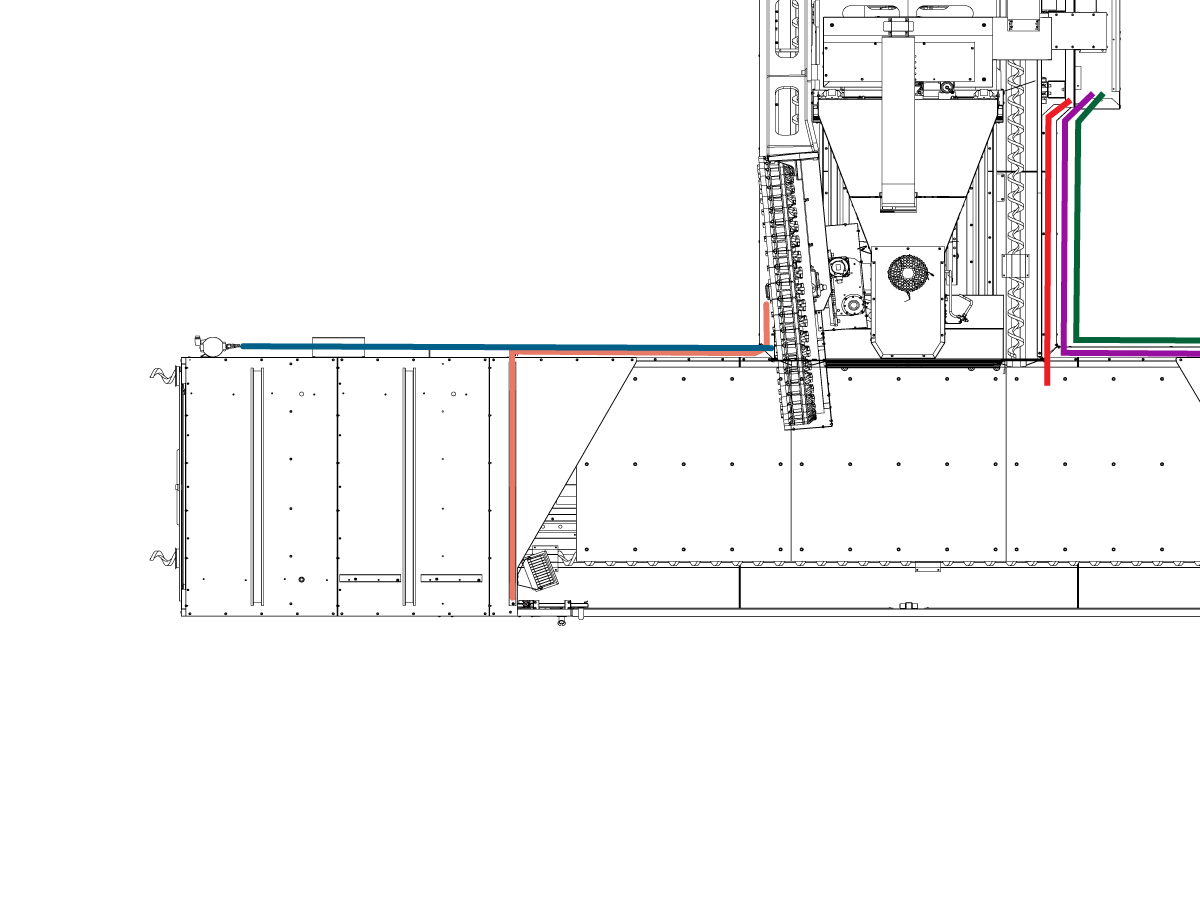
Note: The counterbalance cylinders have been removed (for overhead clearance during shipping), and they must be reinstalled and recharged with dry nitrogen prior to enabling the column axis
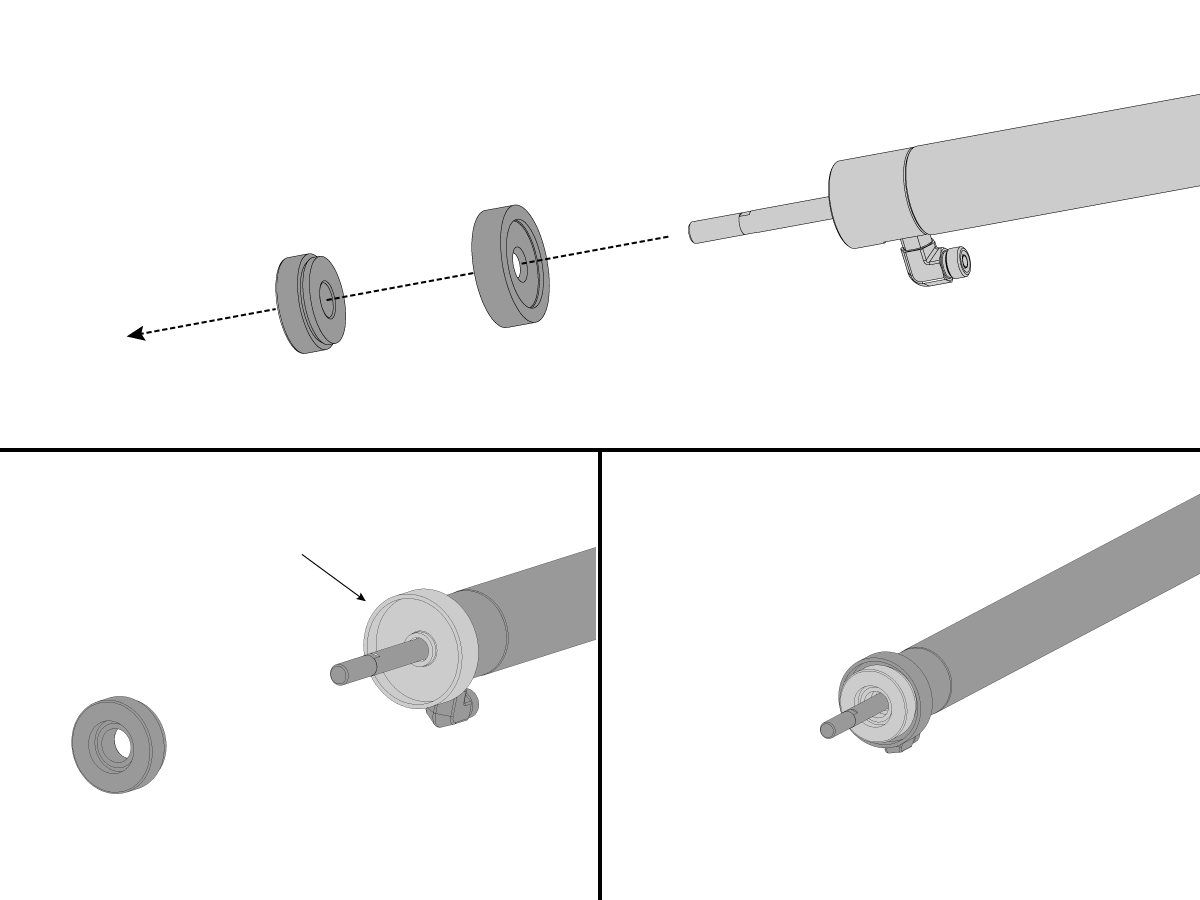
Re-install alignment collar and thrust bearing
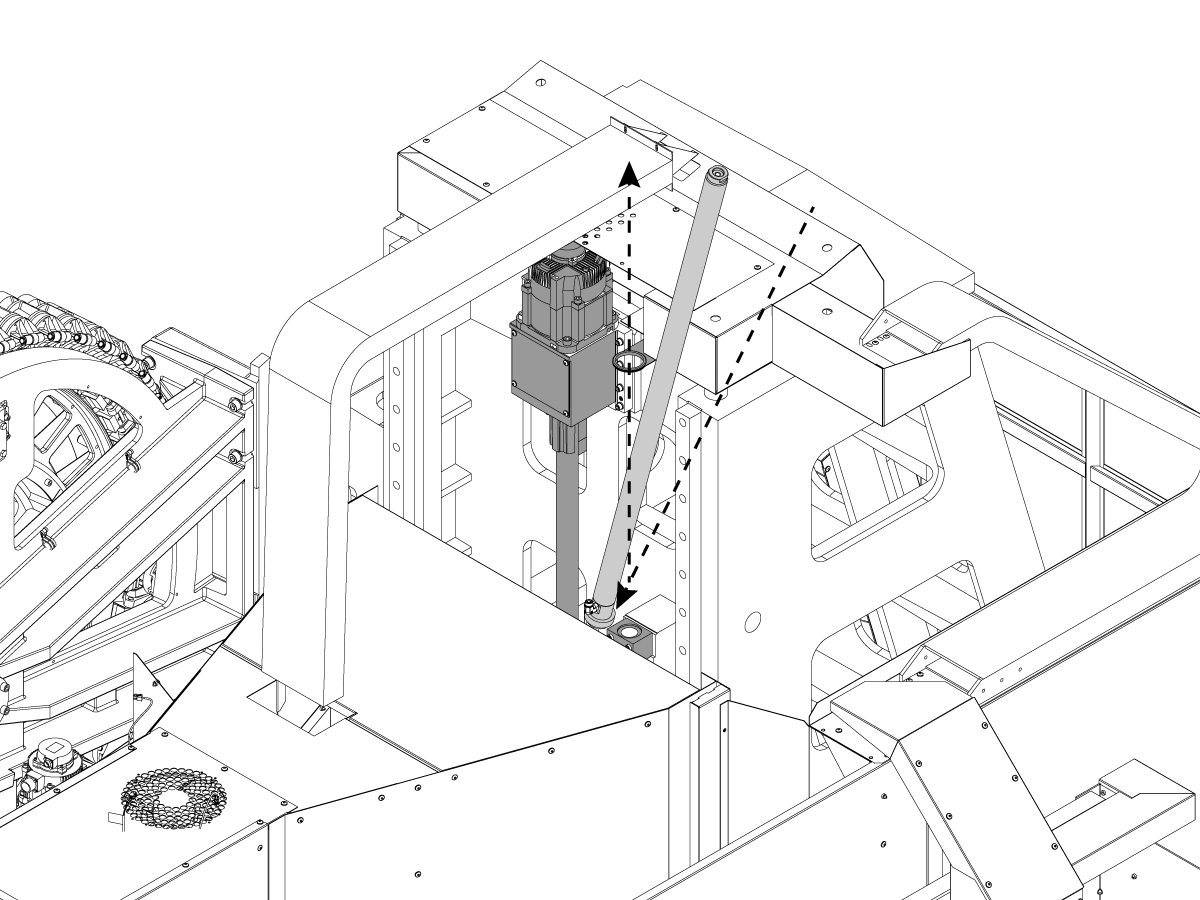
Insert the cylinder down between the spindle head casting and Column casting.
Slide the top of cylinder into the Rod Bracket until the bottom clears the Mount Block
Install cylinder assembly into mounting block on column
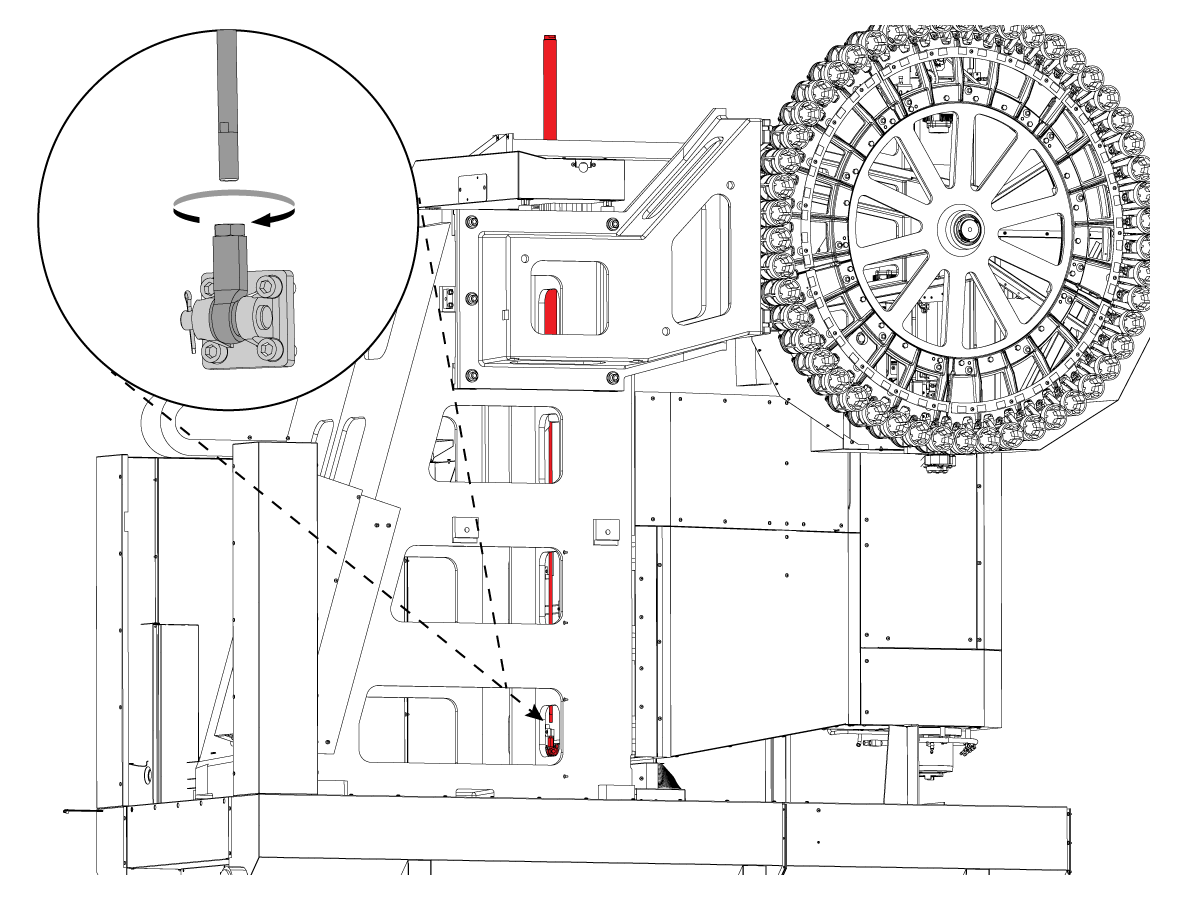
From the rear of the Column casting, extend cylinder rod and re- connect to the Rod End that is mounted on spindle head.
WARNING : Use appropriate PPE equipment (face shield, gloves, etc.) when filling the hydraulic tanks.
Make sure all tank valves are closed before beginning.
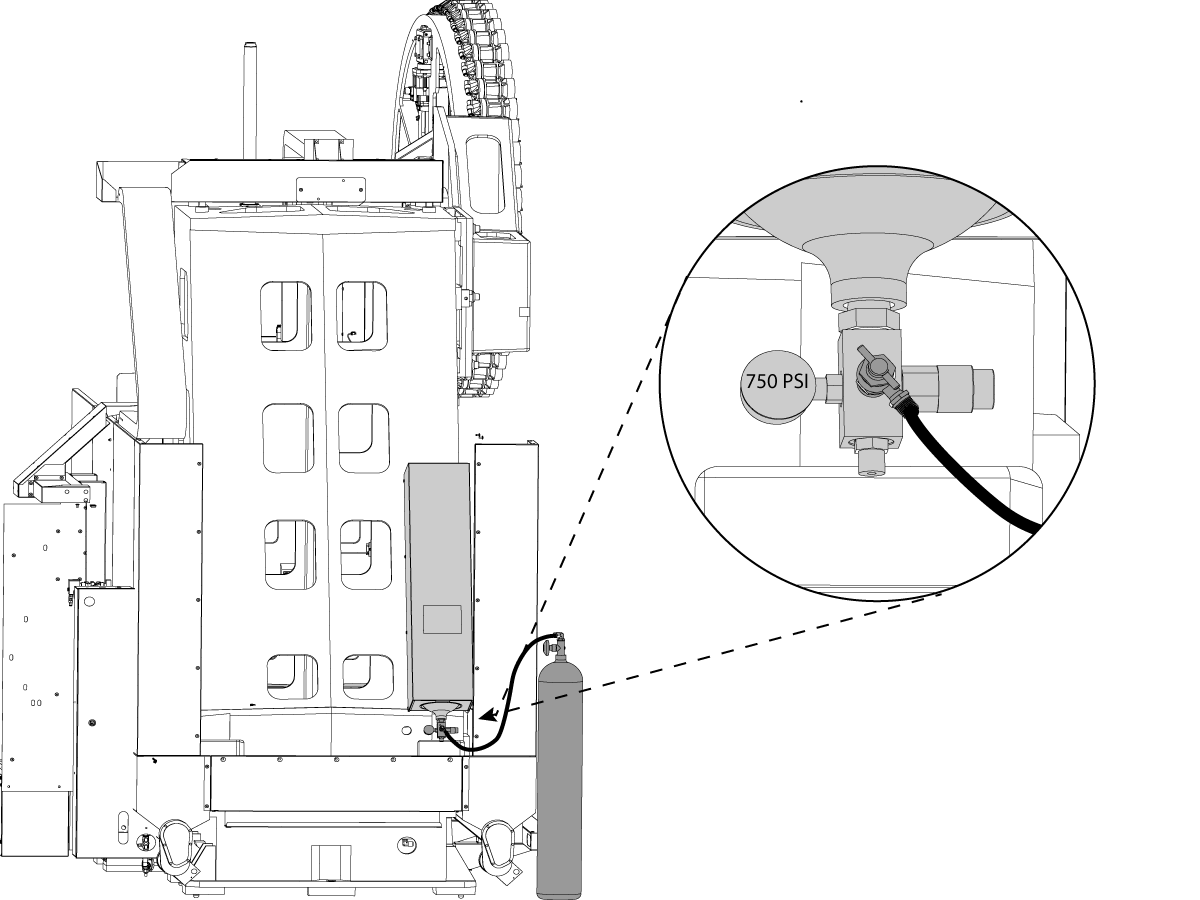
Attach nitrogen tank fill nozzle
Begin filling counterbalance tank by SLOWLY cracking open the valve
Fill tank until gauge reads 750psi.
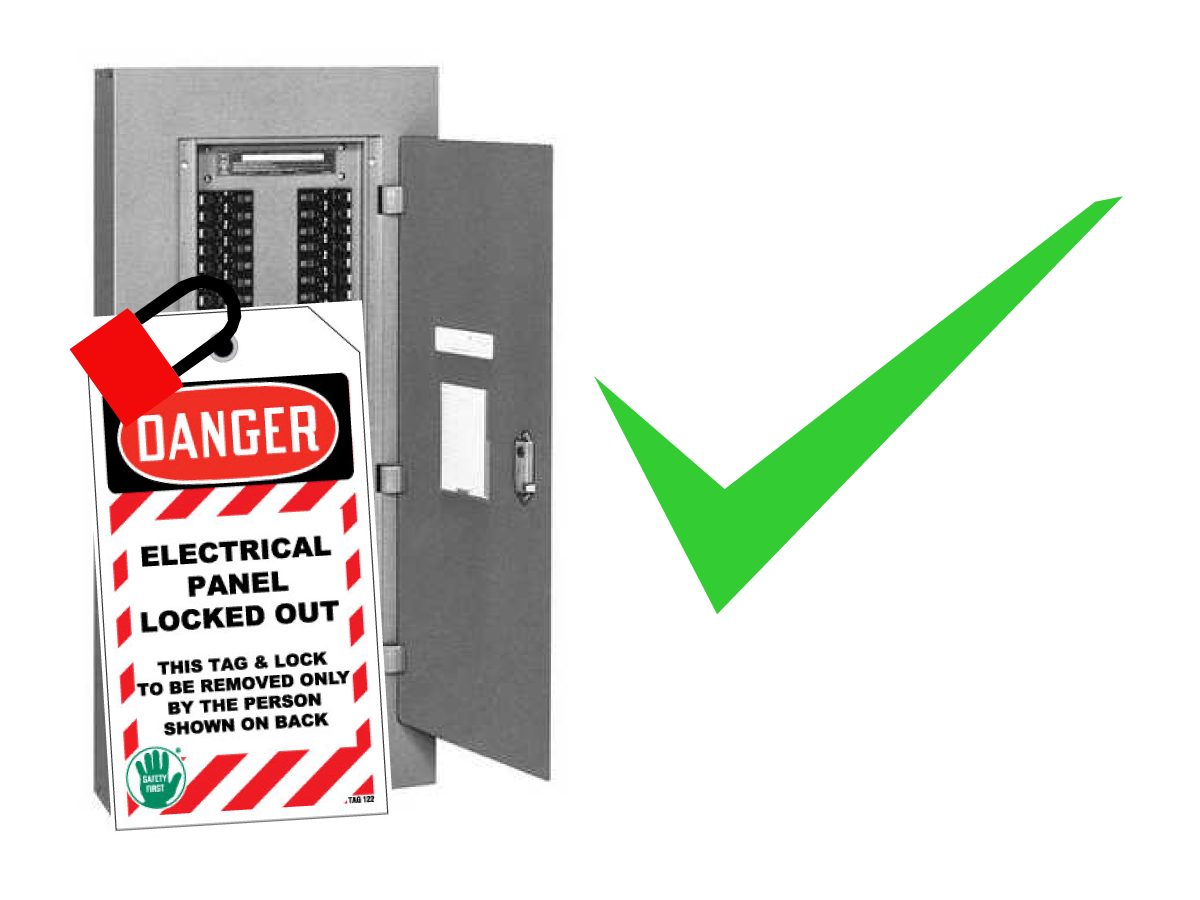
DANGER: Working with the electrical services required for CNC machines is extremely hazardous and can result in serious injury or death.
Before connecting line wires to the CNC:
If you are uncertain about how to safely disconnect power or perform LOTO procedures:
Failure to follow these precautions may result in electrical shock, equipment damage, or fatal injury.
Initial Control Inspection
Danger: At this point, there should be no electrical connection to the machine. Electrical panel must be closed and secured. When main switch is on, there is HIGH VOLTAGE throughout the electrical panel (including the circuit boards and logic circuits) and some components operate at high temperatures. Therefore, exercise extreme caution when working in the panel.
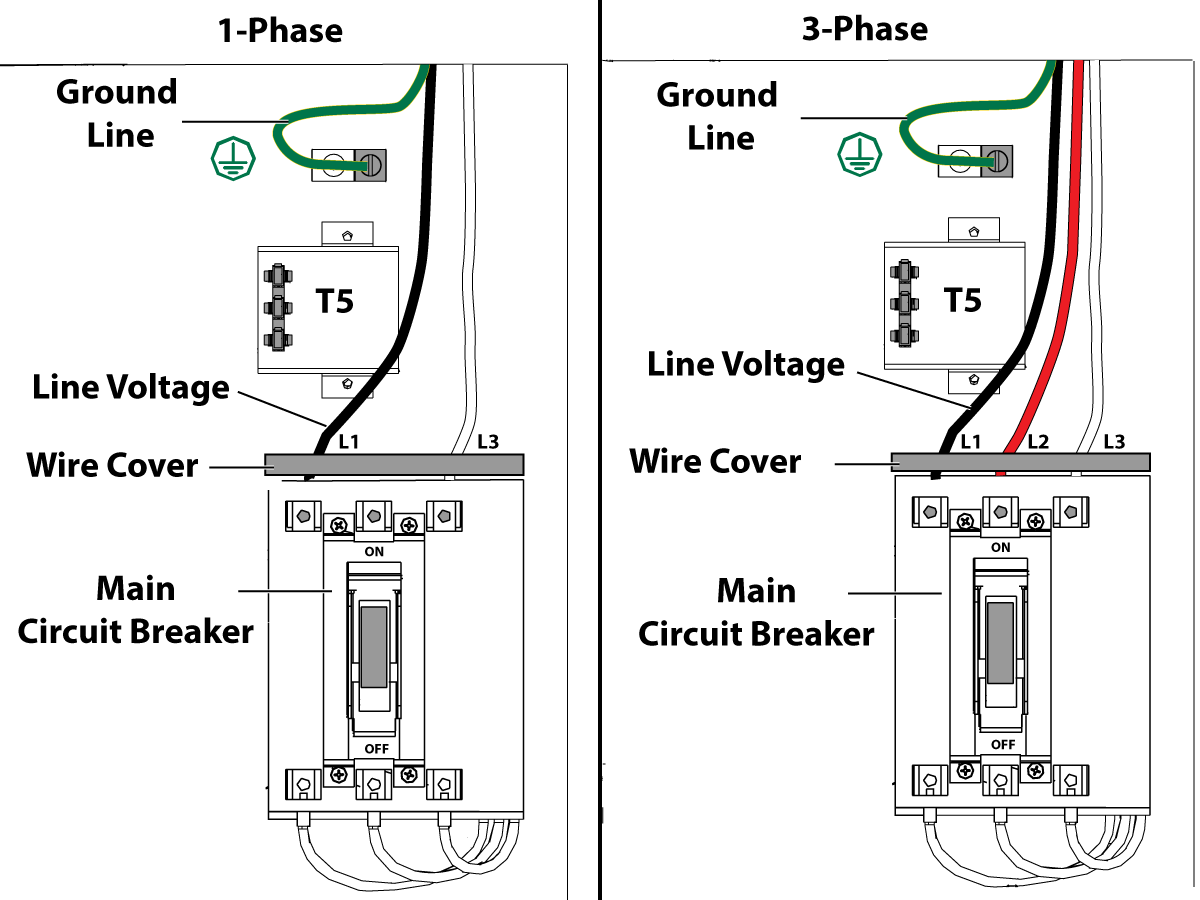
1-Phase Machines: Insert each power lead into the wire cover. Connect the two power leads to L1 and L3 terminals on top of the main circuit breaker.
3-Phase Machines: Insert each power lead into the wire cover. Connect the three power leads to L1, L2 and L3 terminals on top of the main circuit breaker.
Connect the separate ground line to the ground bus to the left of the terminals.
For 3-phase machines, check to see what type of power configuration is supplying the machine. Take voltage measurements of each power lead to ground line. Then refer to RD0084 - Input Power Configurations to determine which power lead should be connected to the L1 terminal based of the voltage readings and power configuration.
Refer to Haas Main Circuit Breaker - Torque Specifications for what value to torque the circuit breaker power leads.
Note: Make sure that the leads actually go into the terminal-block clamps . (A poor connection will cause the machine to run intermittently or have other problems, such as servo overloads.) To check, simply pull on the wires after the screws are tightened.
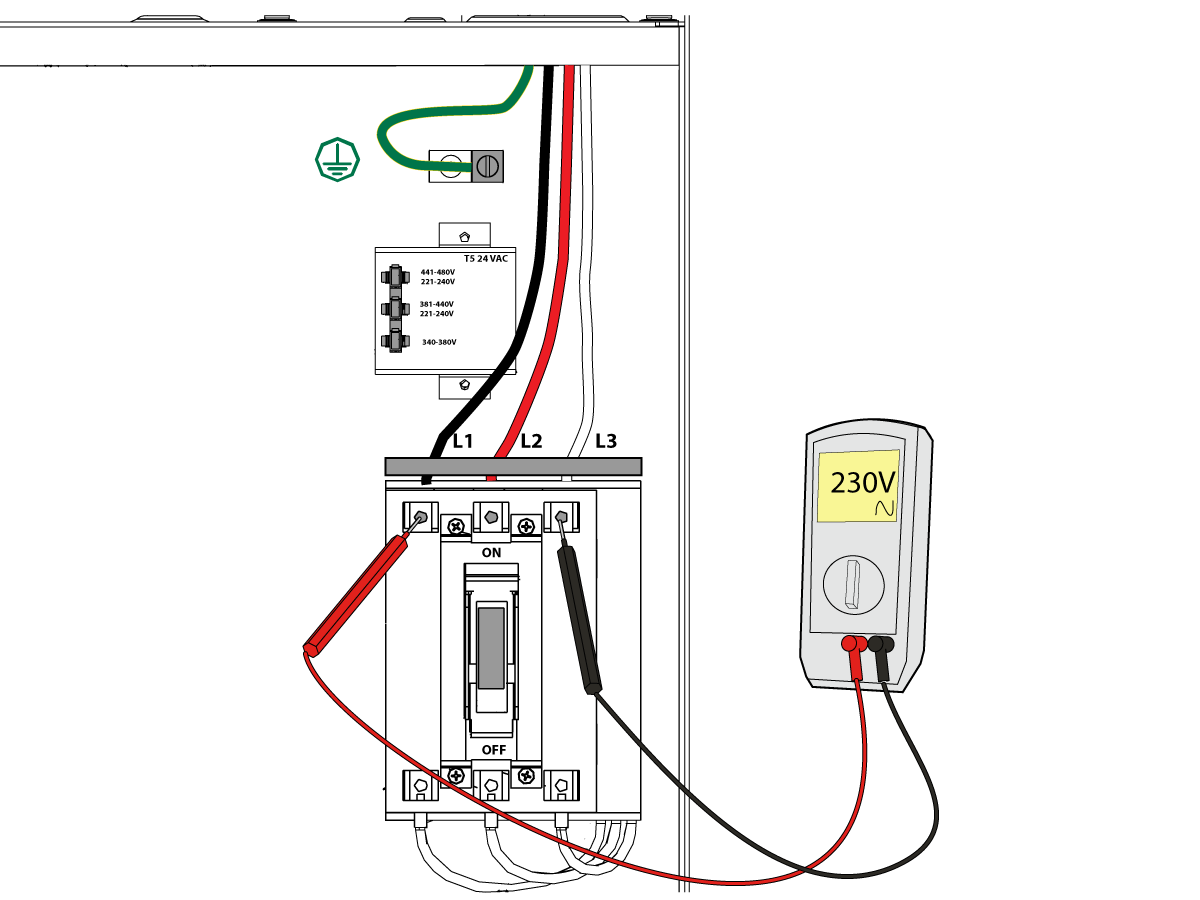
After the line voltage is connected to the machine, make sure that main circuit breaker (at top-right of rear cabinet) is OFF . Remove the Lockout / Tagout and Turn ON the power at the source. Using a digital voltmeter and appropriate safety procedures:
1-Phase Machines: Measure the AC voltage across L1 & L3 at the main circuit breaker. The AC voltage must be between 220 - 250 volts .
Note: Lower or higher than this voltage can generate low/high voltage alarms.
3-Phase Machines : Measure the AC voltage between all three pair phases at the main circuit breaker.
The AC voltage must be between 195 and 260 volts (360 and 480 volts for high voltage option).
SMinimill - Reboot: The AC voltage must be between 198 and 242 volts for machines without a high voltage transformer. Refer to the Minimill/SMinimill - Identification document.
Note: Wide voltage fluctuations are common in many industrial areas; minimum and maximum voltage supplied to a machine while it is in operation must be known. U.S. National Electrical Code specifies that machines should operate with a variation of +5% to -5% around an average supply voltage. If problems with line voltage occur, or low line voltage is suspected, an external transformer may be used. If you suspect voltage problems, voltage should be checked every hour or two during a typical day to be sure it does not fluctuate more than +5% or -5% from an average.
Important: With the main circuit breaker turned OFF.
Check the transformer taps at the bottom-right corner of the rear cabinet.
1-Phase Machines: The input voltage cable must be moved to the connector which corresponds to the average voltage measured in the above step.
3-Phase Machines: The input voltage cables labeled 74, 75, and 76 must be moved to the terminal block triple which corresponds to the average voltage measured in the above step.
Transformer T5 supplies 24VAC used to power the main contactor. There are two versions of this transformer for use on a 240 and 400V machines. The 240V transformer has two input connectors located about two inches from the transformer, which allow it to be connected to either 180-220V or 221-240V.
Users that have 220V-240V RMS input power should use the connector labeled 221-240V, while users with 190-220V input power should use the connector labeled 180-220V. Failure to use the correct input connector will result in either overheating of the main contactor or failure to reliably engage the main contactor.
The 480V (option) T5 transformer has three input connectors, labeled 340-380V, 381-440V and 441-480V.
Users with 340-380V 50/60Hz power should use the 340-380V connector while users with 380V-440V 50/60Hz power should use the 381-440V connector.
Important: Set the main circuit breaker to ON. Check for evidence of problems, such as the smell of overheating components or smoke. If such problems are indicated, immediately set the main circuit breaker to OFF and call the factory before proceeding.
After the power is on, measure the voltage across the bottom terminals on the main circuit breaker. It should be the same as the measurements where the input power connects to the main breaker. If there are any problems, check the wiring.
Apply power to the control by pressing the Power-On switch on the front panel.
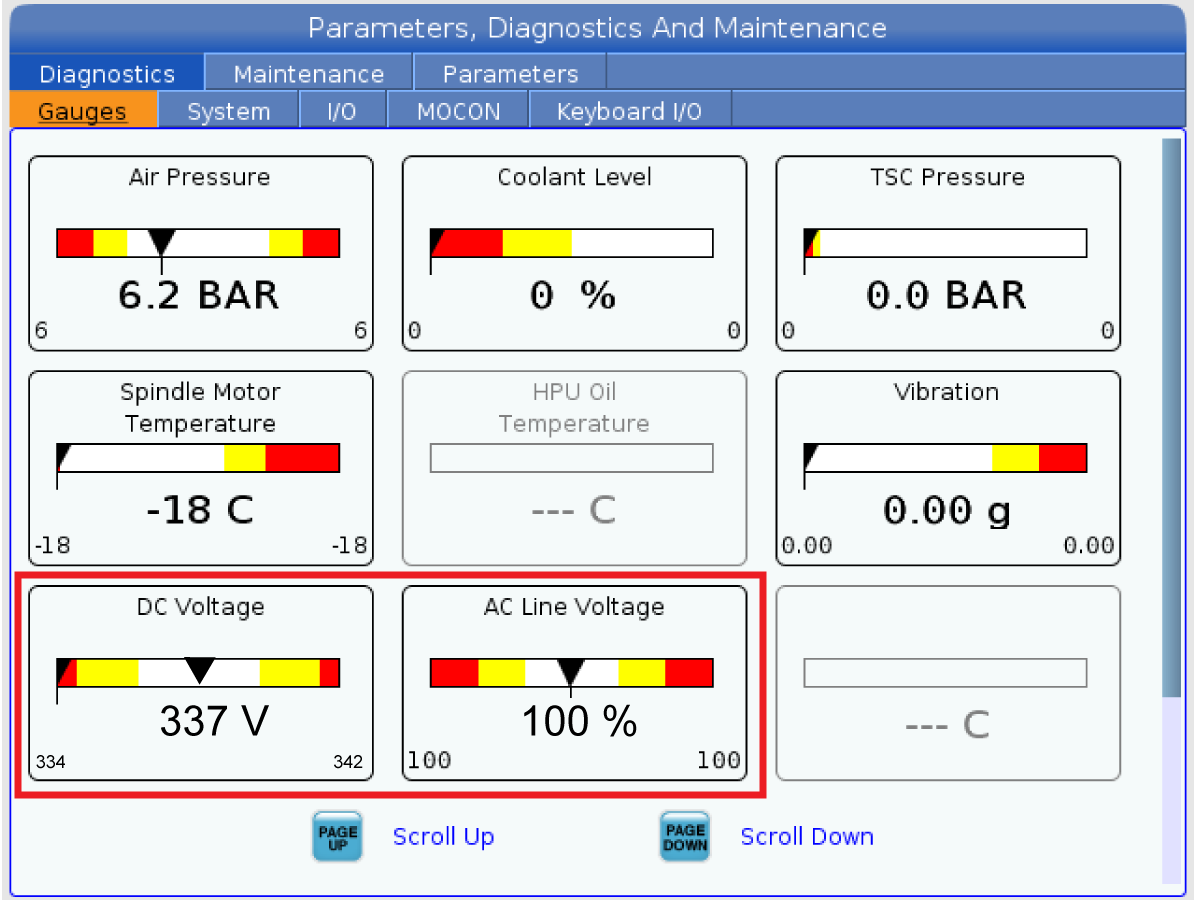
Check the DC Voltage and AC Line Voltage gauges in Diagnostics. The DC Voltage gauge must read between 310 - 360V. The AC Line Voltage must be between 90 and 105 percent. If the voltage is outside these limits, turn off the power and recheck steps 2 and 3. If the voltage is still outside these limits, call the factory.
Electrical power must be phased properly to avoid damage to your equipment. The Power Supply Assembly PC board incorporates a "Phase Detect" circuit with neon indicators. When the orange neon is lit (NE5), the phasing is incorrect. If the green neon is lit (NE6), the phasing is correct. If both neon indicators are lit, you have a loose wire; check the connections. Adjust phasing by setting the source power to off and then swapping L1 and L2 of the incoming power lines at the main circuit breaker.
Danger: ALL POWER TO CNC MUST BE TURNED OFF LOCKOUT-TAGOUT AT THE SOURCE PRIOR TO ADJUSTING PHASING. ALWAYS DOUBLE CHECK THE INCOMING LINES WITH AN AC VOLTAGE DETECTOR.
Turn off the power and set the main circuit breaker to OFF. Close the door, lock the latches, and turn the power back on.
Remove the key from the control cabinet and give it to the shop manager.
Activation
When the machine is properly placed and connected to both air and electrical power, it is ready for final installation (removing shipping blocks, leveling, spindle sweep, etc.) and software activation. The HFO service technician does this. Contact the local HFO to schedule the work.
IMPORTANT: Machines equipped with motion sensors must be rough‑leveled before attempting to arm the motion sensor. For detailed instructions, refer to Service Notification - SA0007. Access to this document is restricted to Haas Factory Outlet personnel.
CAUTION: Before unblocking machine ensure that counterbalance cylinder charging hose is attached to nitrogen tank and nitrogen tank is fully charged to 750 psi.
At this point the machine is completely unblocked and all axes are enabled. The process of leveling can now begin. The following criteria should have already been met at this point:
Level of the Column Base
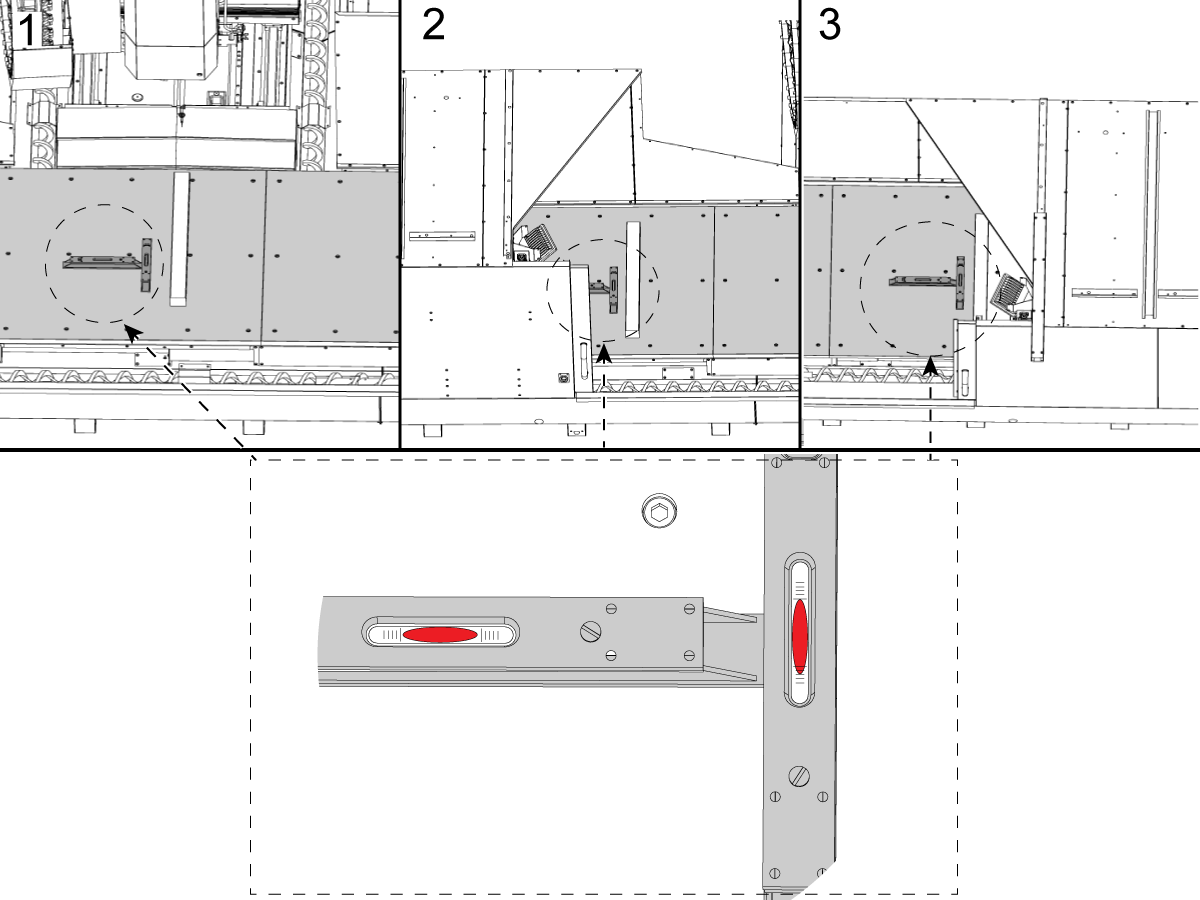
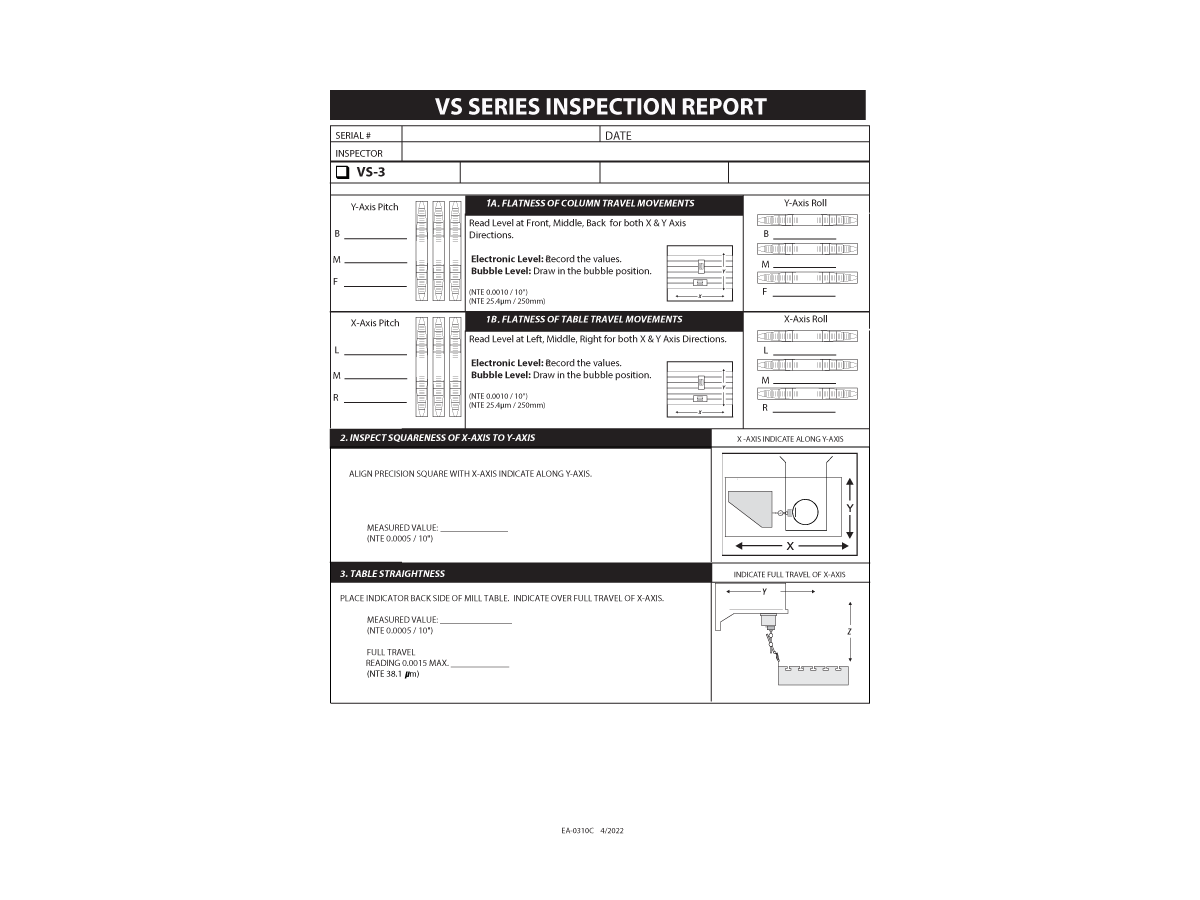
Every point of inspection must be verified to be within the tolerances specified for the machine.
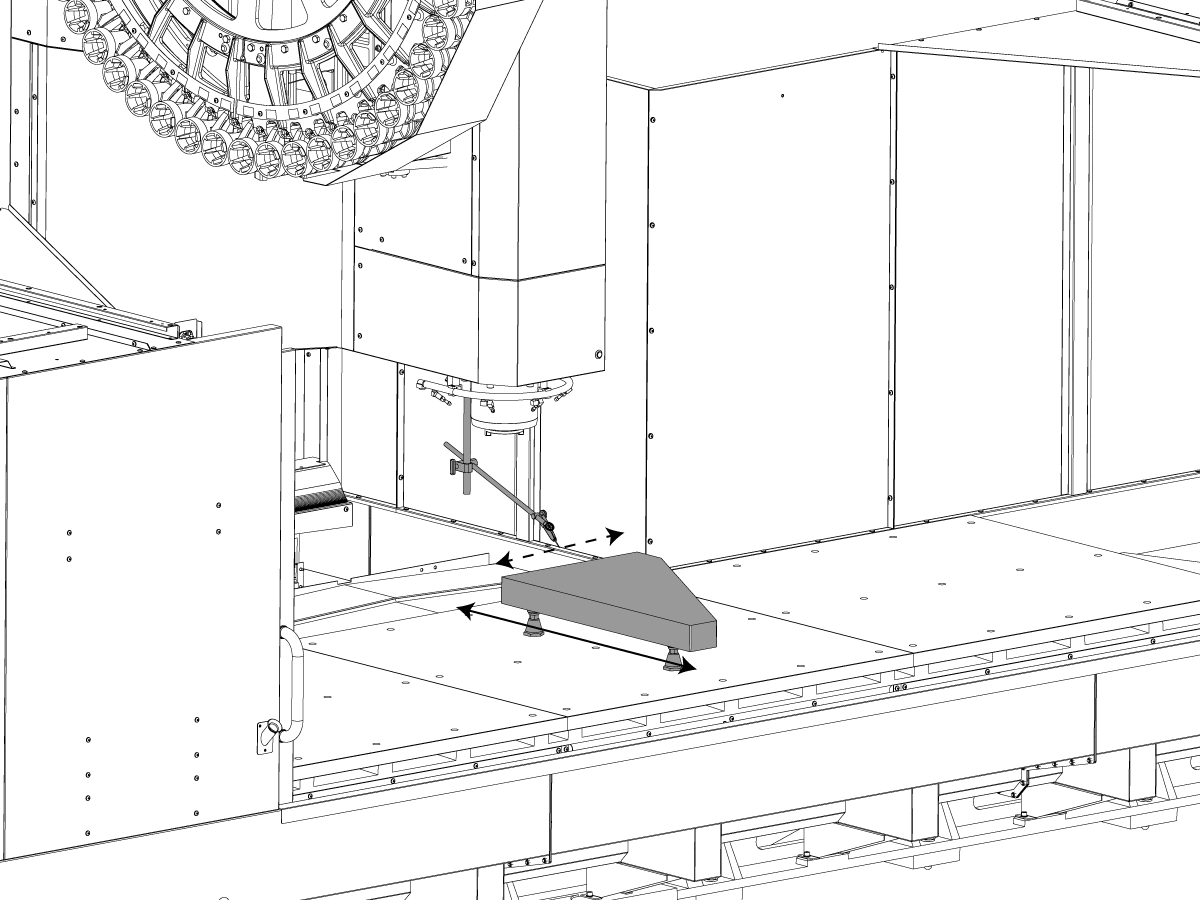
Two fundamental geometry checks need to be made. The first is the perpendicularity of the X-axis to the Y-axis, and the second is to verify the sweep of the Z-axis.
Observe readings and adjust base to saddle perpendicularity as follows:
Verify the sweep of the Y/Z-axis:
Observe readings and adjust the needed Column Base leveling screws:
4. Verify all machine functions.
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





