
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

在更换任何零件之前,请先下载并填写下面的探针检查报告清单。
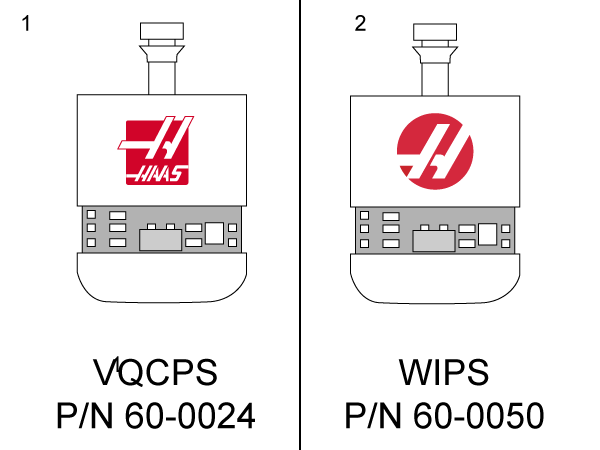
无线直观探测系统 (WIPS) 的工作探头在有线探头系统 (VQCPS) 中不起作用。工作探头可以通过以下方面进行区分:
有关工作探头和工具探头的安装说明,请参阅: 无线直观探测系统 (WIPS) - 安装
| 探头操作: | 打开工作探头的电源 | 打开工具探头的电源 |
| 经典 Haas 控制器 (CHC) | M59 P1134; 推 [CYCLE START]。 |
M59 P1133; G04 P1.0; M59 P1134; 推 [CYCLE START]。 |
| 下一代控制器 (NGC) | M59 P3; 推 [CYCLE START]。 |
M59 P2; G04 P1.0; M59 P3; 推 [CYCLE START]。 |
|
当探头通电并可供使用时,工作探头上的 LED 呈绿色闪烁。 触摸探头手写笔时,CNC 控制发出"蜂鸣音"。 每次触摸触笔时,工作探头上的 LED 都会呈红色闪烁。 |
当探头通电并可供使用时,工作探头上的 LED 呈绿色闪烁。 触摸探头手写笔时,CNC 控制发出"蜂鸣音"。 每次触摸触笔时,工作探头上的 LED 都会呈红色闪烁。 当触摸工具探头上的手写笔时,数控控制器发出“蜂鸣音”。 工具探头没有任何 LED。 |
| 症状 | 可能的原因 | 纠正措施 |
| 警报 1086 路径阻塞 | 仅受保护的定位循环。 | 清除障碍物,然后从安全位置重新开始。 |
| 警报 1088 无进给速率 | 仅受保护的定位循环。 | 插入 F 代码输入值,从安全位置再次启动。建议受保护定位进给速率为 120 in/min。 |
| 警报 1089 未激活刀具长度 | 在调用循环前,G43 或 G44 未处于活动状态。 | 编辑程序,然后从安全位置重新开始。 |
| 警报 1091 格式错误 | 输入格式混合、缺失或不当。 | 编辑程序,然后从安全位置重新开始。 |
警报 1092 探针打开/表面异常
|
工作灯的干扰。 | 调整工作灯 |
| 工作探头中的设置不正确。 | 更正设置。 | |
| 未按预期找到零件的表面。 | 编辑程序。 | |
| 如在移动前、或当定位探头或刀具时触发探头,则发生上述情况。 | 清除故障,并从安全位置重启,检查是否有切屑卡在吊耳周围 | |
| 警报 1093 探针故障/未找到表面 | 工作灯的干扰。 | 调整工作灯 |
| 工作探头中的设置不正确。 | 更正设置。 | |
| 未找到零件的表面。 | 编辑程序。 | |
| 警报 1099 破碎刀具 | 如果刀具容差未在用户定义范围内,则可能发生该警报。 | 更换有缺陷的刀具,然后设置正确的刀具偏置值。 |
| 警报 1101 探针启动故障。 | 电池损坏。 | 更换电池。 |
| 宏已损坏。 | 重新加载宏 | |
| 工件探头中的设置不正确。 | 更正设置 | |
| 警报 1011 OMP40 未校准 | 主轴探针刀具偏置与宏变量 #10561 不匹配。 | 要解决此问题,请重新校准主轴探针。 |
| 主轴探针未校准。 | 要解决此问题,请校准主轴探针。 | |
| 警报 1106 或 1107 OMP40 需要校准 | 主轴探针刀具偏置与宏变量 #10561 不匹配。 | 要解决此问题,请重新校准主轴探针。 |
| 主轴探针未校准。 | 要解决此问题,请校准主轴探针。 | |
| 警报 1010 OTS 未校准 | 刀具探针未校准。 | 校准刀具探针。 |
| 警报 1104 OTS 需要校准 | 刀具探针未校准。 | 校准刀具探针。 |
| 测量不正确。探测不提供可重复的位置结果。 | 探头未校准。 | 校准探头。 |
| 探头手写笔松动。 | 检查探头手写笔。 | |
| 探头手写笔与主轴中心线(流出)不同心。 | 调整探头手写笔以消除流出。 | |
| WIPS 程序或宏变量已损坏。 | 加载最新的雷尼肖宏程序。请确保覆盖当前宏程序。 | |
| 在 EC-400 上,使用 M104/M105 命令探头伸出或缩回,然后 警报 329 显示未定义的 M 代码 | 探针臂类型参数值未正确设置 | 查看参数 805 探针臂类型,并验证值是否为 AUTO。 |
| 在 EC-400 上缩回时显示 警报 808自动探针臂故障 | 电缆上探头向下开关连接器针脚不正确 | 检查探头向下开关电缆的引脚。有关详细信息,请参见 EC-400 自动探针臂电缆部分。 |
| 探针无法与 OMI 通信。 | 探针可能处于错误模式。 | 请参阅以下相关部分中的光序指南,了解探针所处模式。按需更改模式。 |
2023 年 6 月 14 日之前制造的 UMC-350HD 机床 1.25 英寸或更长的刀具无法到达 OTS 探针。 |
需要较长工具才能更新探针安装。 | 请参阅 UMC-350HD 探针安装改装 程序,以确定机床是否具有旧探针安装,并在有需要时改装新探针。 |
| CM-1 机床上的探针意外打开和关闭,OMI 尝试同时打开两个探针。两个探针的 LED 同时在 OMI 上亮起。 | 电气噪音影响 OMI 功能。Z 轴制动电路具有噪音,在与 OMI 相同的 24V 上运行。 | 验证铁氧体过滤器安装在正确的位置。请参阅下面的 CM-1 部分。I/O PCB 可能已损坏,如果问题仍然存在,则需要更换。 |
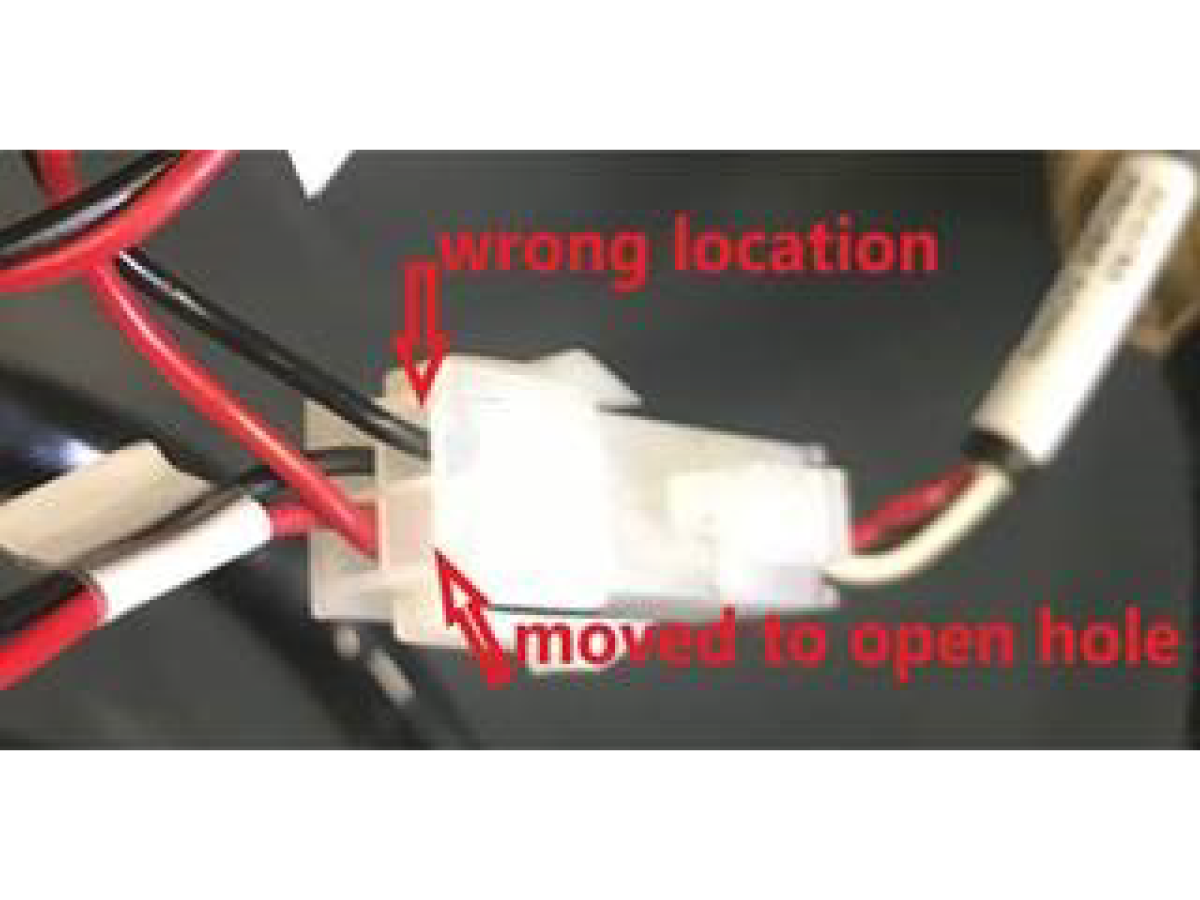
左侧显示了错误插针连接器示例,连接至电缆 32-0763 的电缆插针位置错误。
将电线重新固定至图像中指示的正确位置。
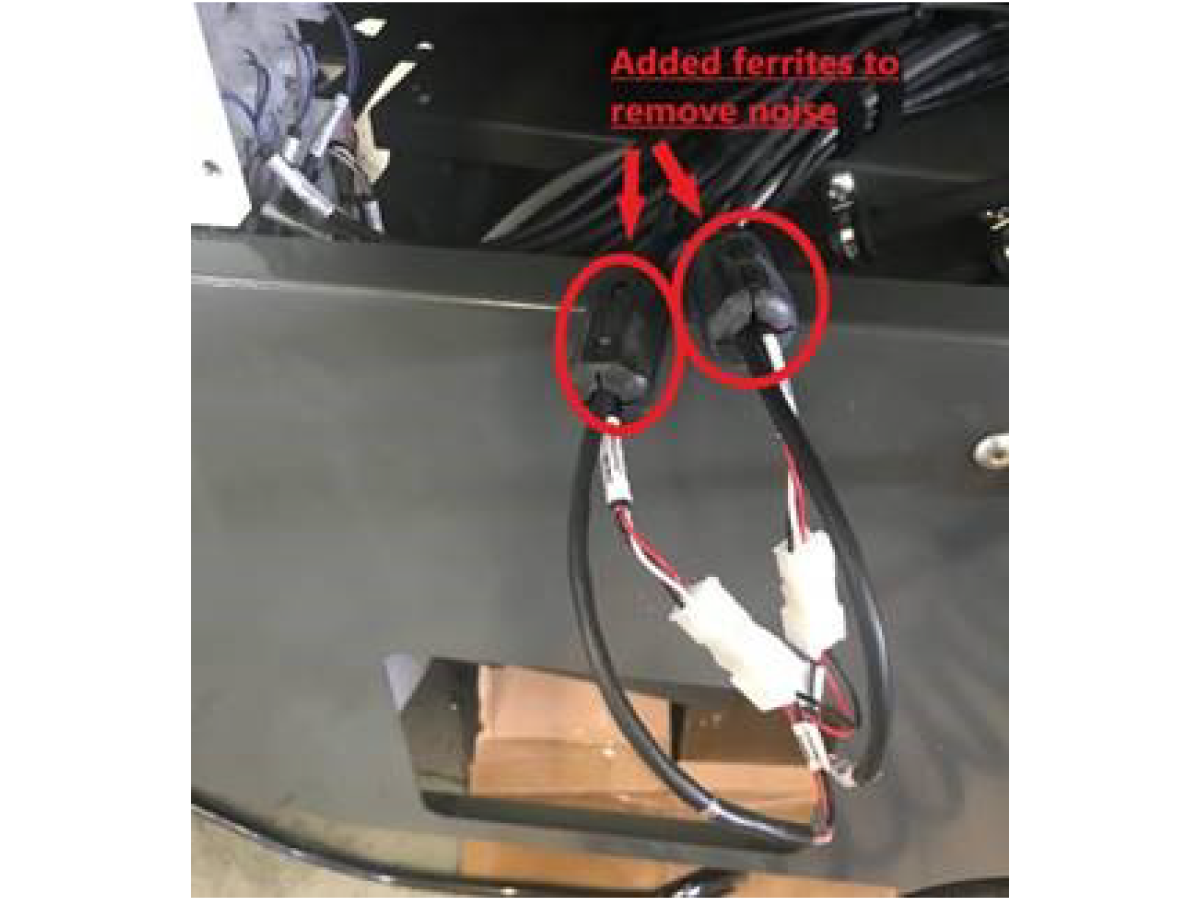
如果探头向上输入在 1 和 0 间闪烁,则添加铁氧体滤波器以降低噪声。

确保 Z 轴编码器和制动电缆与可能产生噪音的大功率电机电缆分离。
将接地电缆从 Z 轴电机连接到电气柜机箱,以帮助消除噪音。
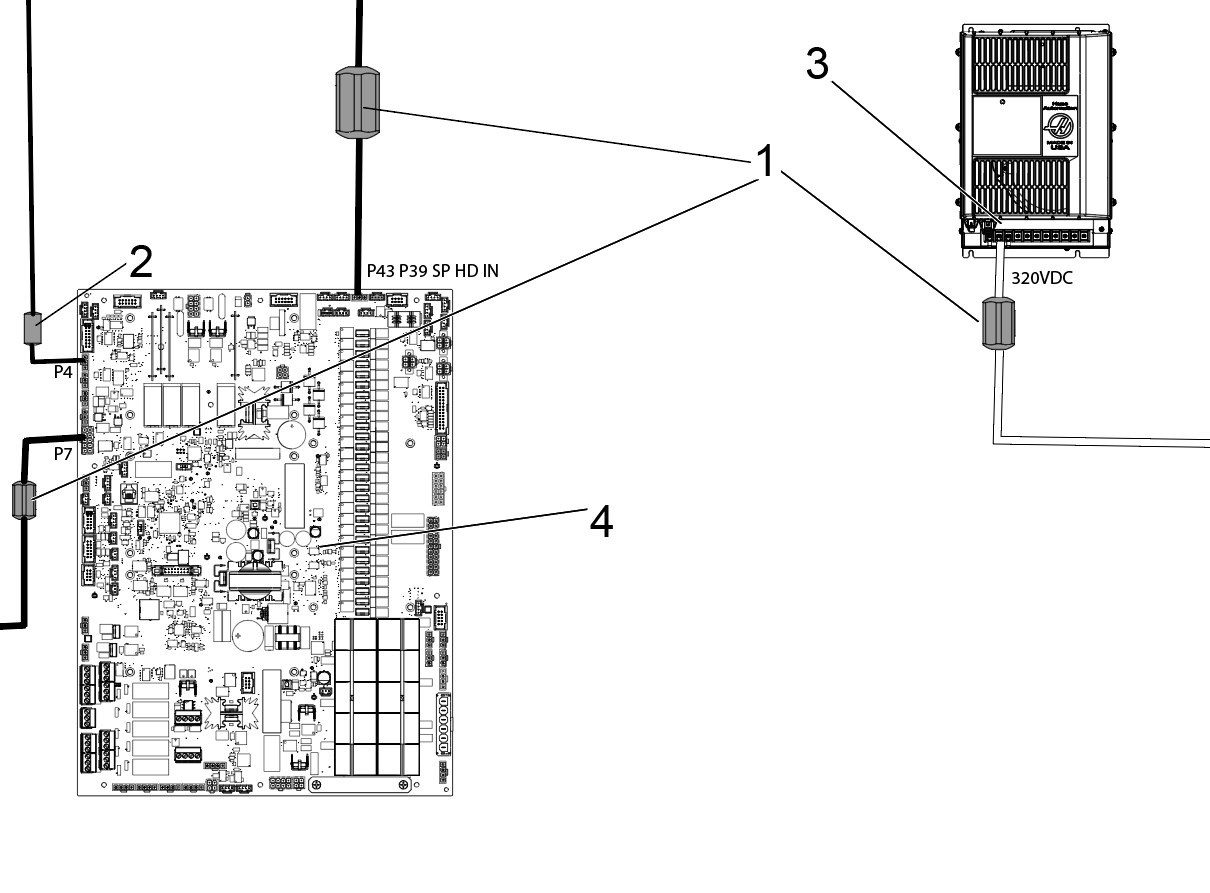

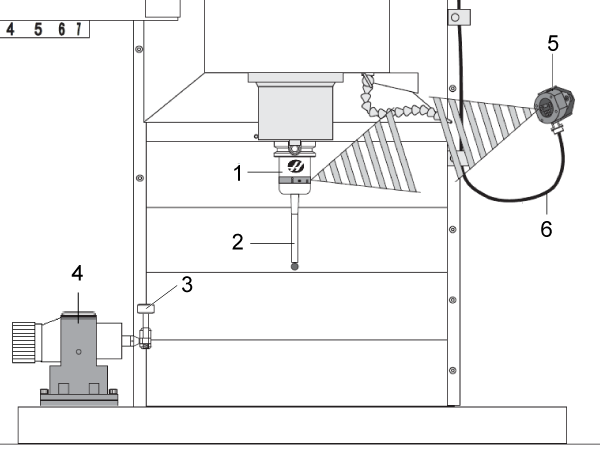
确保 矢量驱动 [3] 的 320VDC 电缆上有一个铁氧体过滤器 [1] 64-1252 。
确保连接到 I/O PCB [4] 上的 P43、P39 和 SP HD IN 的电缆上有一个铁氧体过滤器 [1] 64 -1252。
确保连接到 I/O PCB [4] 的 P7 的电缆上有一个铁氧体过滤器 [1] 64-1252。
确保连接到 I/O PCB [4] 上的 P4 的电缆上有一个铁氧体过滤器 [2]64-1253。
确保铁氧体过滤器 [1] 64-1252 正确安装在来自伺服放大器的轴电源线上。
注意: 如果添加铁氧体过滤器后 WIPS 探针仍然无法正常工作,则 I/O PCB 可能已损坏。请参阅 I/O PCB TSG 以确定是否需要更换 I/O PCB。
纠正措施:
更换电池始终是探头故障排除的第一步。同时更换两个电池。在安装电池之前对其进行测试。
探头中的电池使用寿命约为 8 个月,必须定期更换。如果电池电量不足,工件探针的绿色和蓝色 LED 可能会闪烁。如果电池完全耗尽,红色 LED 可能会持续打开。
请勿依赖万用表测试电池。探头中的锂电池可以从万用表读取 3.6 伏特,即使它们很低。
将日期写在新安装的电池上,以供将来参考。
注意: 更换电池时请勿触摸手写笔。如果触摸触笔,探头可能在设置模式下打开电源。在此模式下,可能会意外更改设置。
纠正措施:
关闭工作灯以开始故障排除。确保机器内的工作灯未对准探头或 OMI-2H。明亮的灯光可能会干扰工作探头。确保没有明亮的灯光对准机器。
纠正措施:
编辑程序以在靠近零件的位置启动探头。
纠正措施:
每当更换手写笔、移动工具探头或 CNC 控制在探头例程期间生成警报时,都需要校准探头。从英制转换为公制或从公制转换为英制时,需要对探头进行校准。
按照步骤校准工具探头和工作探头。请参阅。
探头必须按以下顺序校准:
探测设置基础知识
探头设置位于以下 (4) 组中:
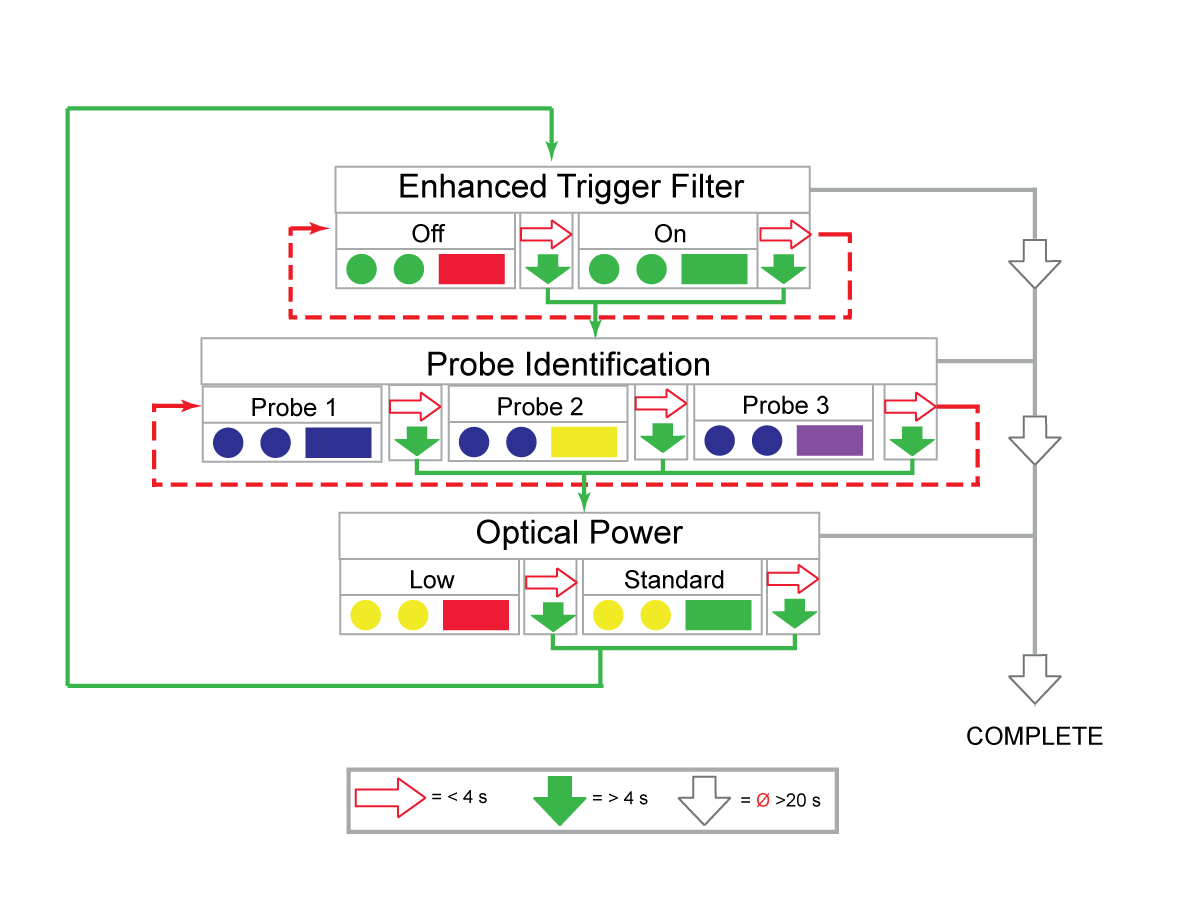
探测器闪烁的序列告诉您当前探头设置。
注意: LED 以不同的颜色和不同的时间长度闪烁。LED 闪烁的顺序告诉您探头设置。指示灯闪烁短时间或长时间。在以下表格中,一个彩色的小圆圈 ![]() 表示 LED 闪烁的时间很短。矩形
表示 LED 闪烁的时间很短。矩形 ![]() 显示 LED 闪烁很长时间。
显示 LED 闪烁很长时间。
要查看当前探测设置是什么,需要执行以下操作:
从探头中取出电池至少 5 秒钟。
安装电池。
重要: 重新插入电池后请勿触摸探头手写笔 - 这就是更改探头设置的方式。仅稍后触摸它,以便更改设置。
更换电池后,探头 LED 按特定顺序闪烁。
查看探头指示灯。记录 LED 闪烁的顺序。
请参阅 雷尼肖 - 探针 - OMP40-2 - 设置 ,了解序列的含义。
如果要更改探测设置,执行以下操作:
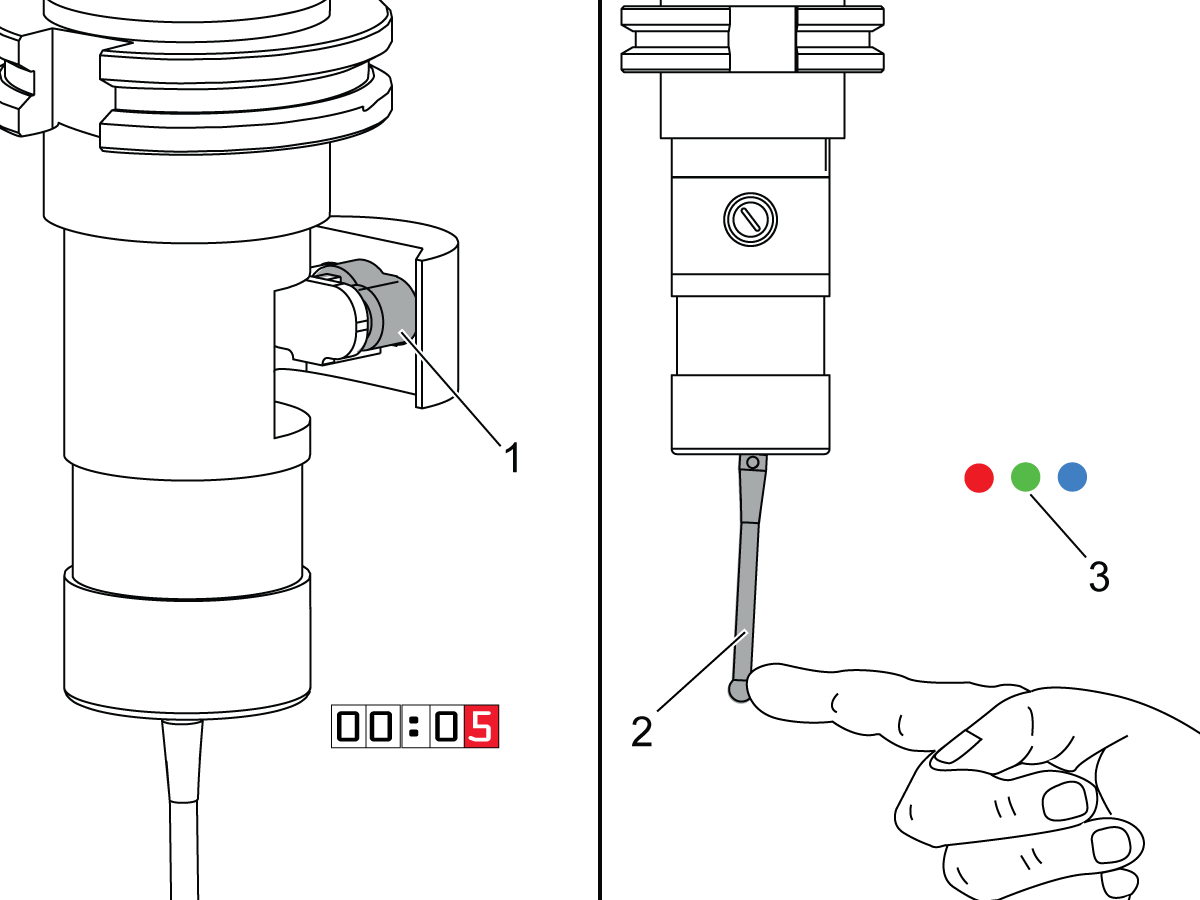
从探头中取出电池 [1]至少 5 秒钟。
安装电池时,移动并按住手写笔 [2]。
按住手写笔,直到探头完成 LED 序列 [3] 并闪烁红色 5 次。
松开手写笔。
要更改按指定顺序移动手写笔的探测设置,请参阅下表,了解不同设置的订单:
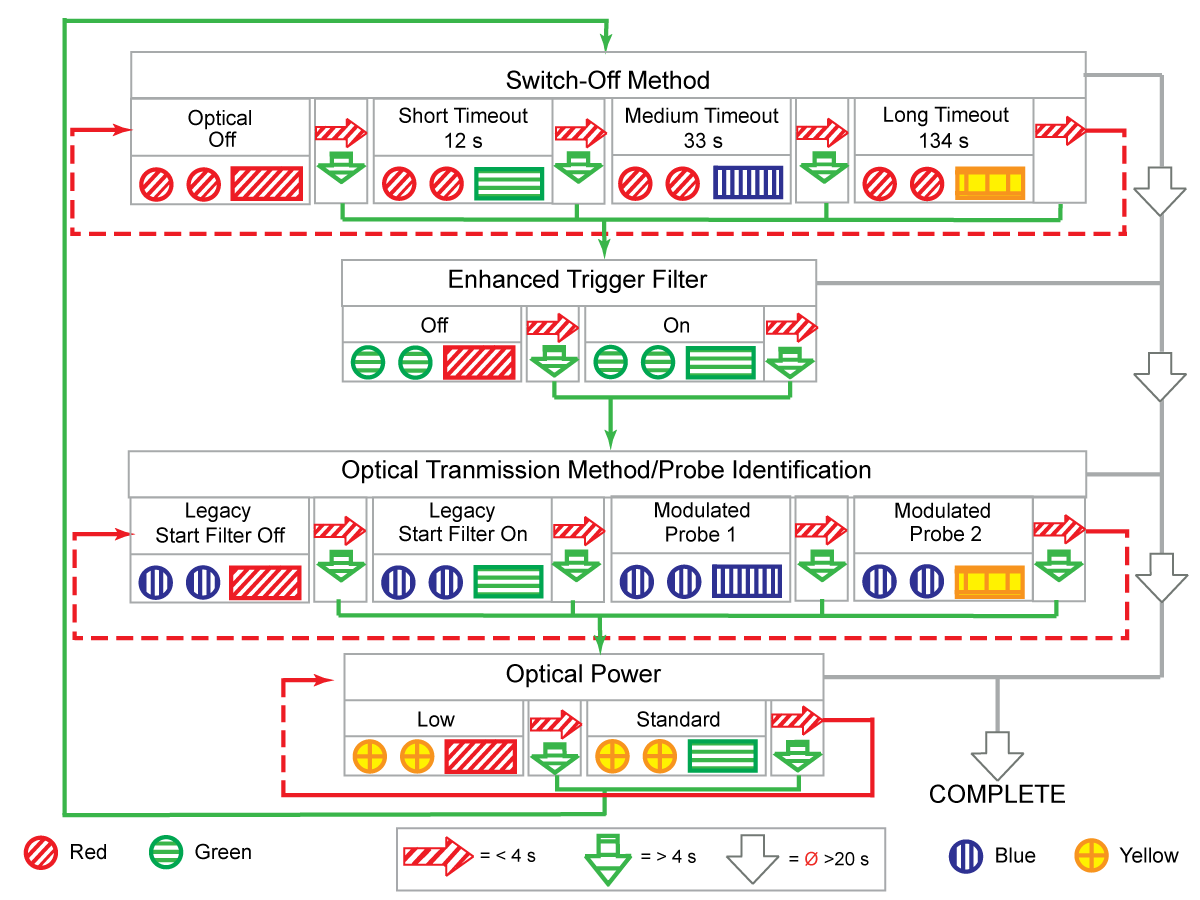
| 插图显示了这些符号: | 符号告诉您: | 这将给出此结果: |
| 指向右侧的红色箭头。 |
移动并按住手写笔的时间少于 (4) 秒。 | 选择组中的下一个选项。 |
| 向下指向的绿色箭头。 |
移动并按住手写笔超过 (4) 秒。 | 从一个组移动到另一个组。 |
| 向下指向的白色箭头。 |
请勿触摸触笔(20 秒或更长时间)。 | 退出设置。 |
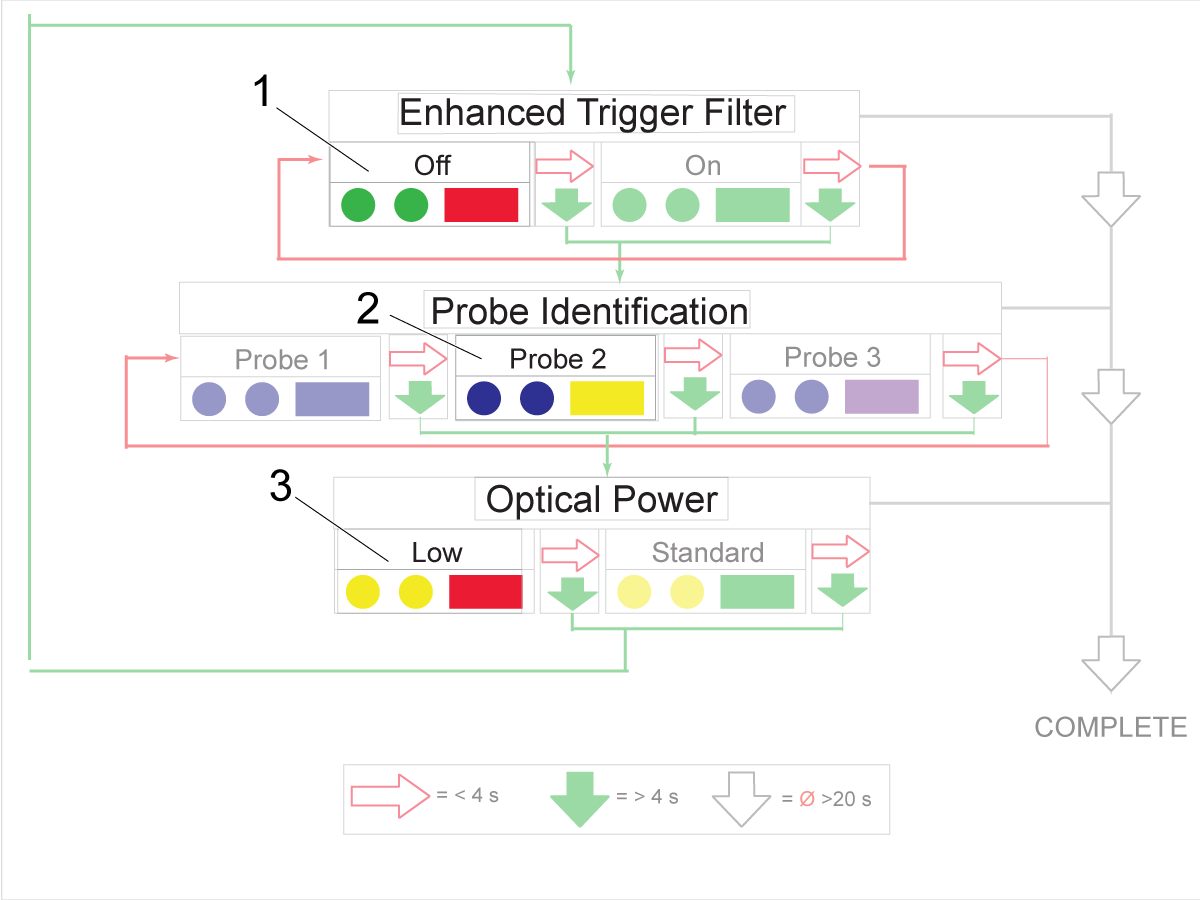
默认 OMP40-2 设置如下:
OMP40-2 - 宏变量。
OTS 设置基础知识:
探头设置位于这些 (3) 组中。
LED 以不同的颜色和不同的时间长度闪烁。LED 闪烁的顺序告诉您探头设置。指示灯闪烁短时间或长时间。在以下表格中,一个彩色的小圆圈 ![]() 表示 LED 闪烁的时间很短。彩色矩形
表示 LED 闪烁的时间很短。彩色矩形 ![]() 显示 LED 闪烁很长时间。
显示 LED 闪烁很长时间。
要查找当前的 OTS 探测设置,应执行以下操作:

取出并重新安装电池。安装电池后,探头 LED 会以特殊顺序闪烁。这些 LED 应显示初始出厂设置。
注意: 安装电池时请勿触摸探头,这可能会更改探头设置。
查看探头指示灯。记录 LED 闪烁的颜色顺序和时间长度
请参阅 雷尼肖 - 探针 - OTS - 设置 ,了解光序列的含义。
要更改 OTS 探测设置,应执行以下操作:
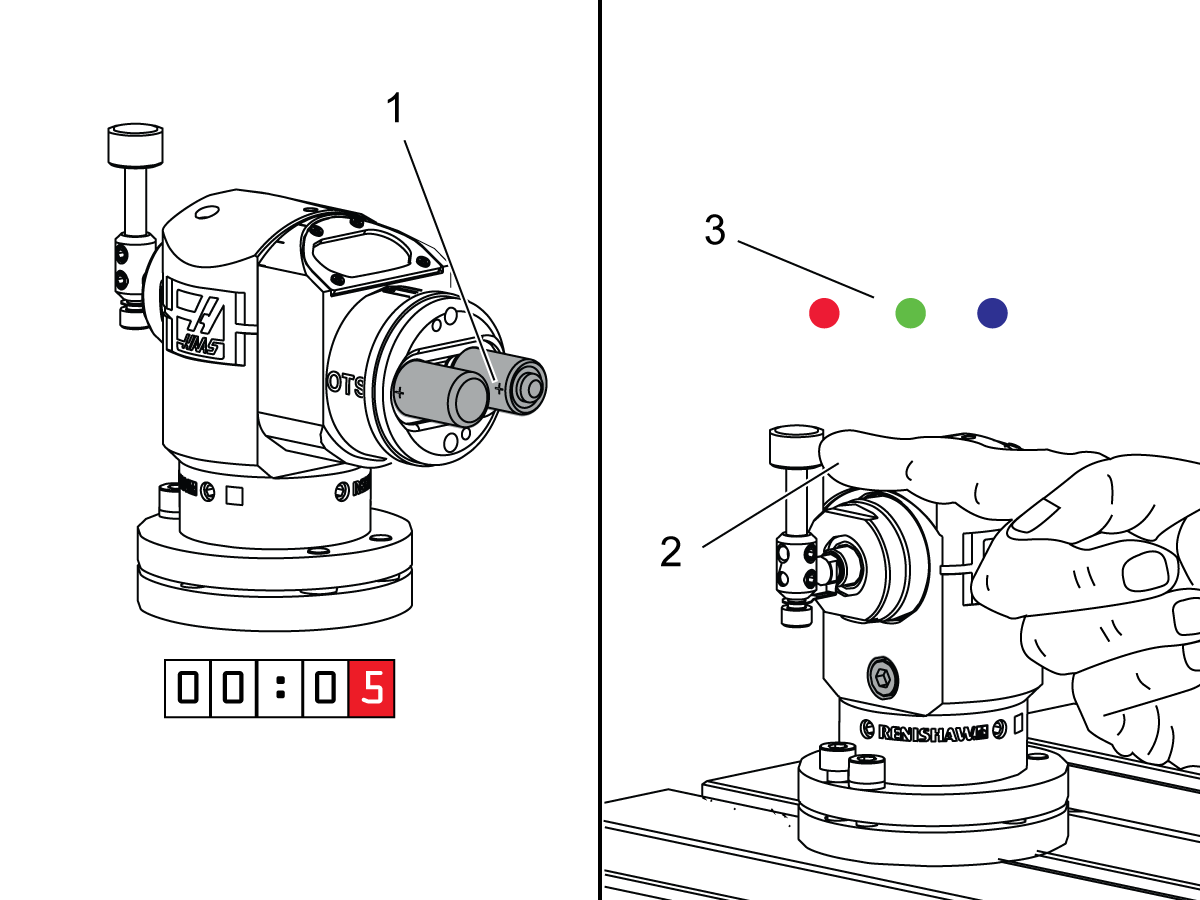
从探头中取出电池 [1]至少 5 秒钟。
安装电池时,移动并按住手写笔 [2]。按住手写笔,直到探头完成 LED 序列 [3] 并闪烁红色 5 次。
松开手写笔。
按照下表选择所需的设置值。默认出厂设置显示在下一组表中:
| 插图显示了这些符号: | 符号告诉您: | 这将给出此结果: |
| 指向右侧的红色箭头。 |
移动并按住手写笔的时间少于 (4) 秒。 | 选择组中的下一个选项。 |
| 向下指向的绿色箭头。 |
移动并按住手写笔超过 (4) 秒。 | 从一个组移动到另一个组。 |
| 向下指向的白色箭头。 |
请勿触摸触笔(20 秒或更长时间)。 | 退出设置。 |
默认探测设置如下:
宏变量
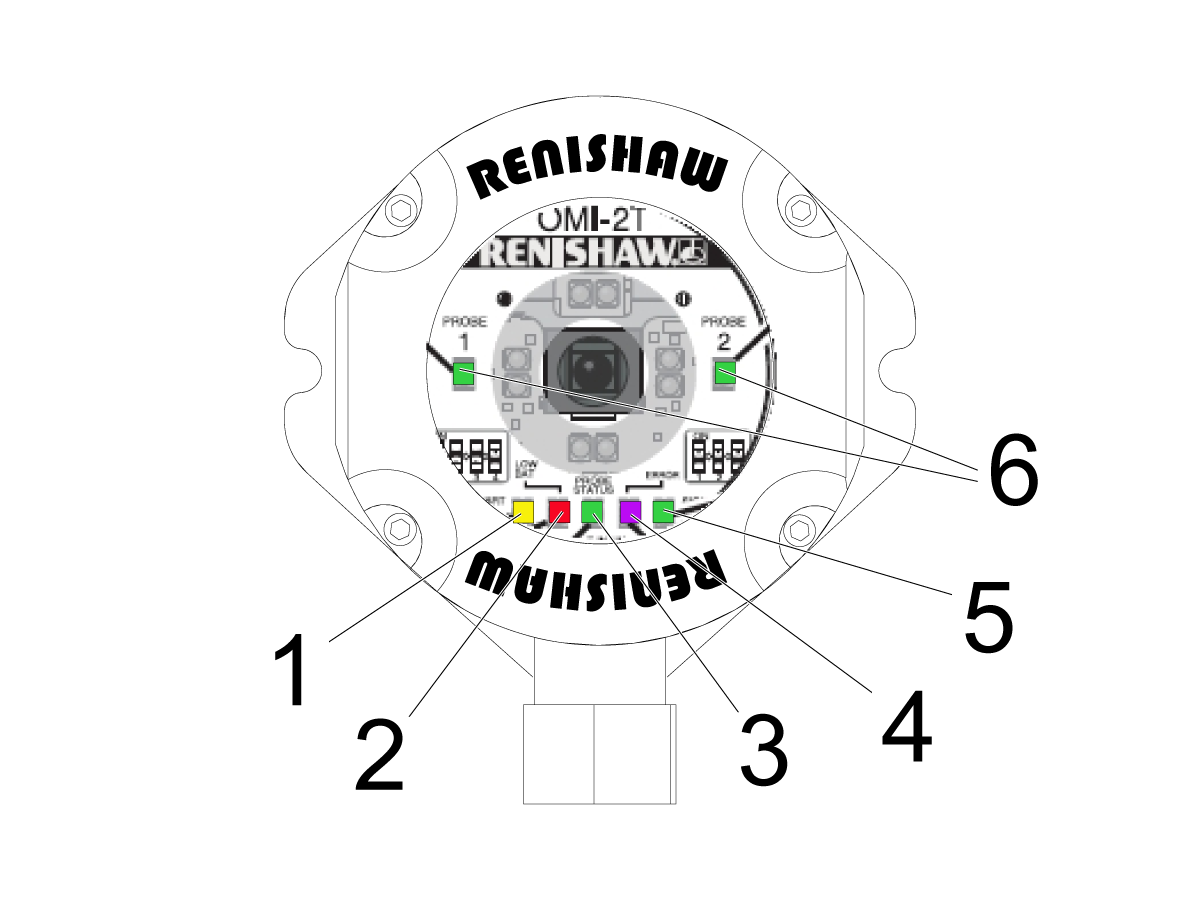
有关详细信息,请参阅 光学机器接口 (OMI) - 灯光信息.
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






