
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

第一次启动工具车床时,请按照此步骤开机。
注意:执行此步骤之前,应先拆除车床外面的所有运输箱架和固定支架(如有)。确保主轴、横拖板和尾座等可能的碰撞部位不会发生碰撞。
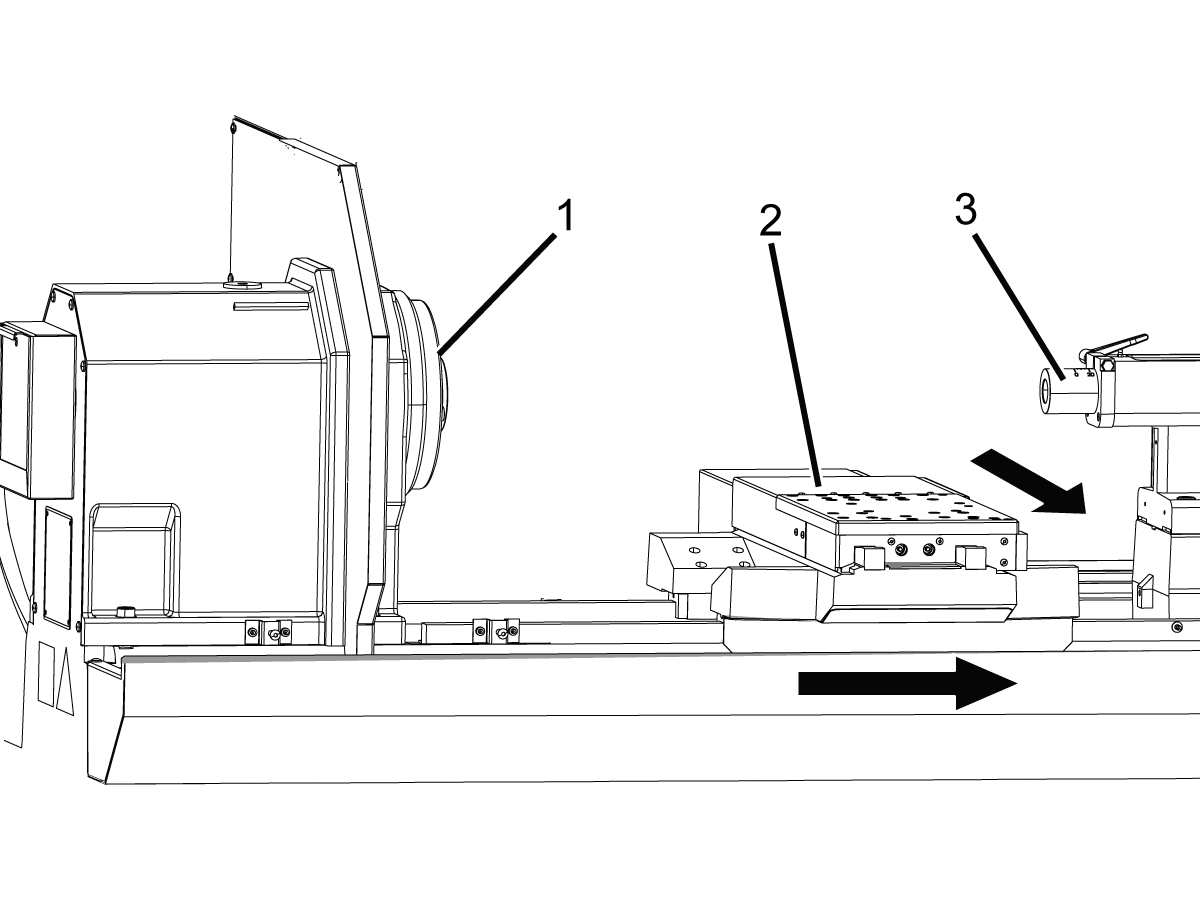
开机横拖板返回原位运动和可能的碰撞部位:
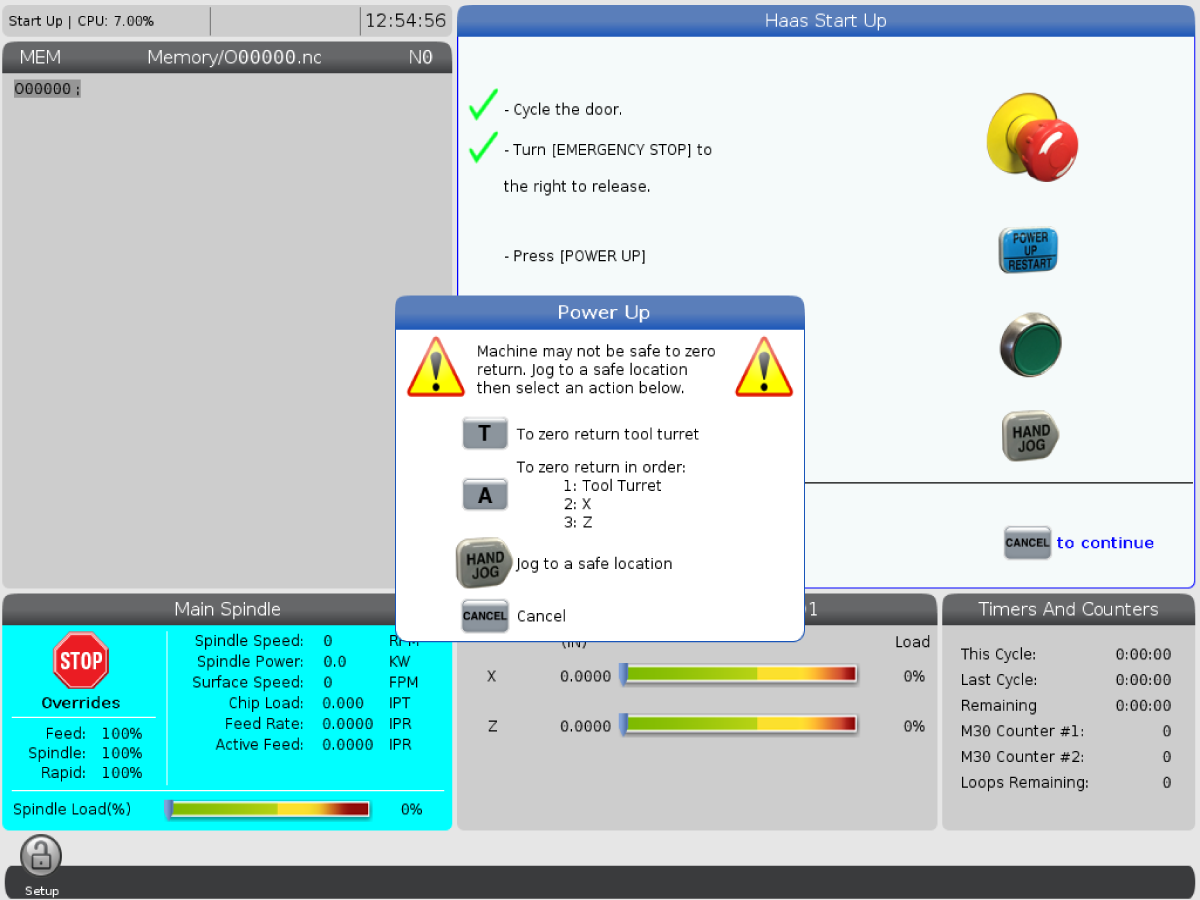
1. 按住 [POWER ON],直到在屏幕上看到 Haas 徽标。在执行自检并完成加速步骤后,显示器将显示开始界面。开始界面将提供针对机床启动的基本介绍。按[ CANCEL] 退出界面。您也可以通过按 [F1] 来禁用它。
2. 顺时针转动 [EMERGENCY STOP] 以将其重置。
3. 按 [RESET] 清除启动报警。如果您无法清除报警,则机床可能需要维修。请与您的 Haas 专卖店 (HFO) 联系,以寻求帮助。
4. 关门。
警告:在进行下一步操作前,记住,在按 [POWER UP] 时自动运行将立刻开始。确保运行路径已清空。零点返回期间,中心架(如配备)不能安装在横拖板和尾座之间。远离主轴、横拖板和尾座。
5. 按 [POWER UP]。轴将缓慢移动,直到机床为每根轴找到初始位置开关。这将使机床初始位置得到建立。闪烁的消息 INSTALL TOOL 1 PRESS CYCLE START 提示您安装刀具 1,然后按 [CYCLE START]。
说明:有些选配项,如TT-4或ATT8,会禁用开启电源功能。在此例中,回原点菜单用于使机床返回原点。
6. 移动每根轴之前确认安全距离。如需要,推动 [HANDLE JOG] 并把轴移到安全位置。必要时卸除刀具。如果安装了e手轮,控制盒点动轮只能用于在控制器之间滚动。如果安装了e手轮,就必须用e手轮点动轴。分别对每根轴进行零点返回操作。按 [T],只有换刀装置才能找到原点。c)按 [A],“刀塔”将首先找到原点,然后是 X 轴,最后是 Z 轴。控制器此时处于 OPERATION:MEM 模式。
工具车床可在手动模式下运行,无需返回原位。当处于手动模式时,机床不会读取偏置、程序或任何 G 代码与 M 代码。行程限制未开启,所以在移动轴时应小心谨慎。
开机菜单:
1. 设置 325 启用手动模式必须设置为 ON。
2. 按 [HAND JOG] 进入手轮点动模式。
3. 使用电子手轮来点动轴。
4. 要打开主轴,请用数字键输入 RPM 值,并按 [FWD] 或 [REV]。
5. 随着主轴运行,“电动进给”摇臂开关将打开。
6. 如果安装了选配的TT-4或ATT-8刀库,在MDI 模式中,按 [TURRET FWD] 或 [TURRET REV] 以更换刀具。更换刀具之前,先确保换刀装置周围有足够的安全距离。
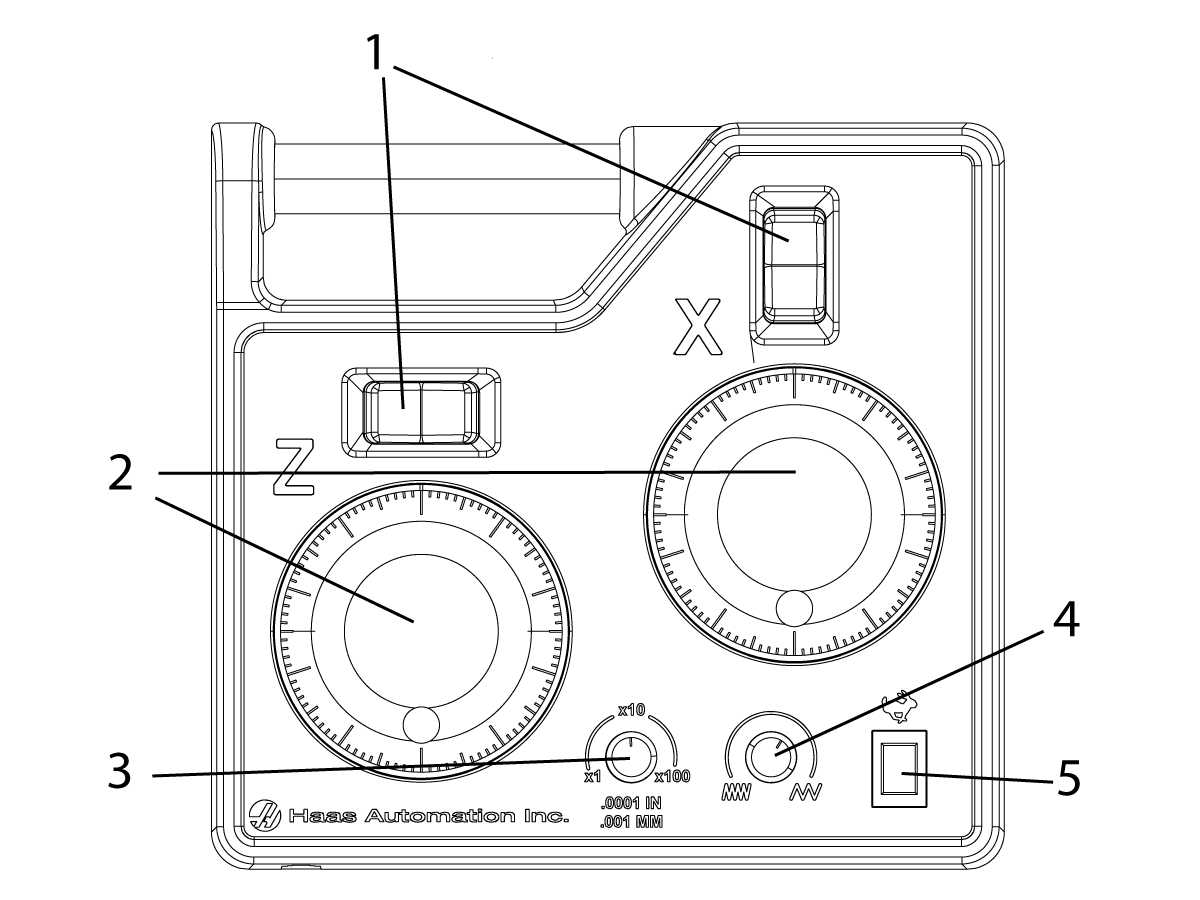
电子手轮概览:
1. 电动进给
2. 手轮点动
3. 点动增量
4. 电动进给速度
5. 快速进给
注意:如果安装了电子手轮,控制盒点动轮只能用于在控制器之间滚动。不能用它来点动机床。
注意:进给摇臂开关只在主轴转动时或在按住“快速进给”期间起作用。
点动行为:
在配备下一代控制器的新 TL 上,电子手轮的点动被设置为与手动车床相似。这与配备经典Haas控制器的旧款TL's的设置方式不同。下表显示了两者差异。如果想要配备下一代控制器的 TL 与配备经典 Haas 控制器的旧款 TL 功能相同,则可以让本地 Haas 专卖店在“出厂设置”选项卡“反转参数 1.177 轴点动方向反转”下反转方向。在更改参数之前,某些机床可能需要从 HBC 下载最新的配置文件。
轴点动:
选择“点动增量”,然后用X或Z轴点动轮对轴进行定位。
快速进给:
按住“快速进给”按钮, 然后按所需的“电动进给”摇臂开关。
| 标准手动车床 | CHC TL | NGC TL | |
| 转动 X 轴点动手轮 | CW | CW | CW |
| 手轮上的数字 | 增加 | 增加 | 增加 |
| 相对于操作人员的移动 | 远离 | 靠近 | 远离 |
| 在正显示方面的移动 | N/A | 数字增加 | 数字减少 |
| 在零件尺寸方面的移动 | 零件变小 | 零件变大 | 零件变小 |
| 刀塔位置 | 零件封闭侧 | 零件封闭侧 | 零件封闭侧 |
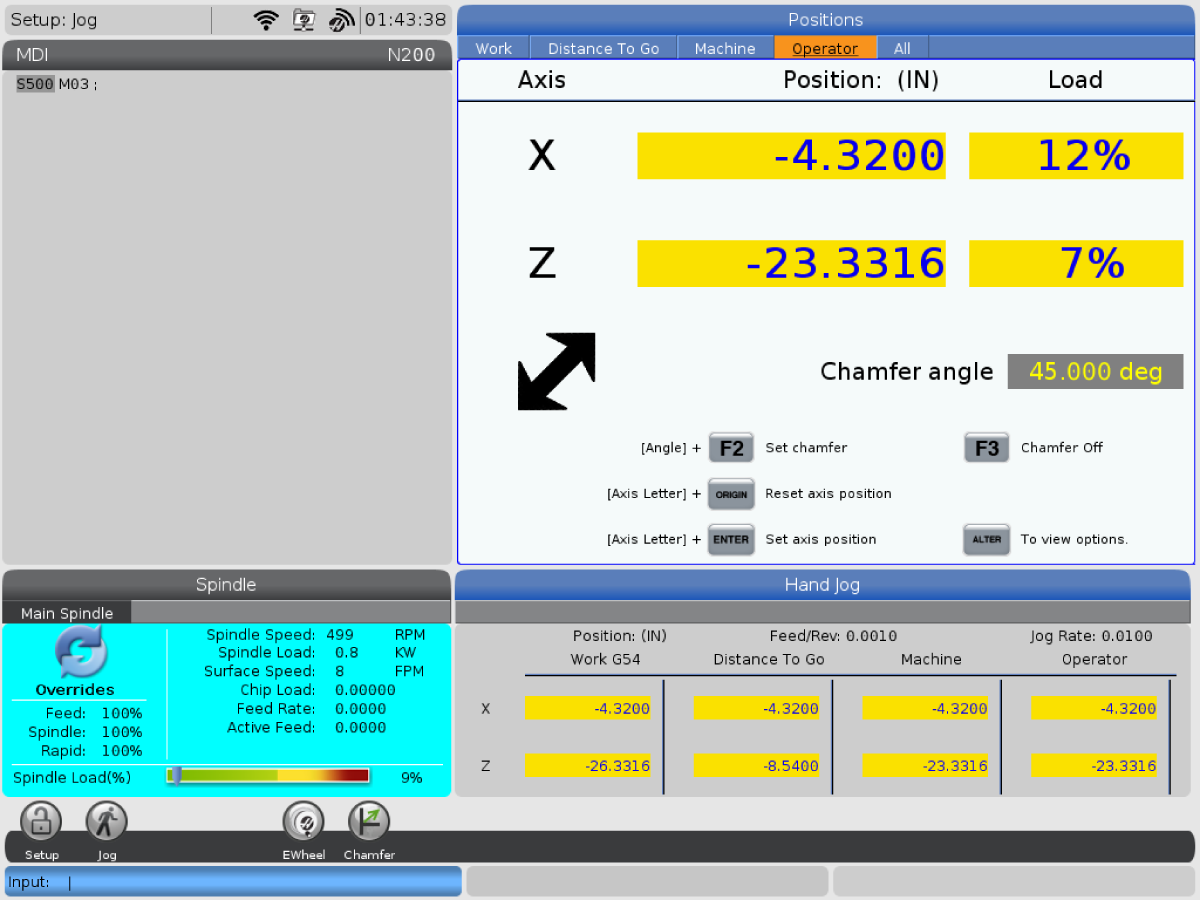
点动倒角:
使用点动轮把刀具点动到起始点。在点动模式中的操作员标签,按 [F3] 启用倒角选项。屏幕上将出现倒角图标。输入一个数值,按 [F2] 设置倒角角度。用“电动进给”摇臂开关内推或外推倒角。按 [F3] 退出倒角模式。
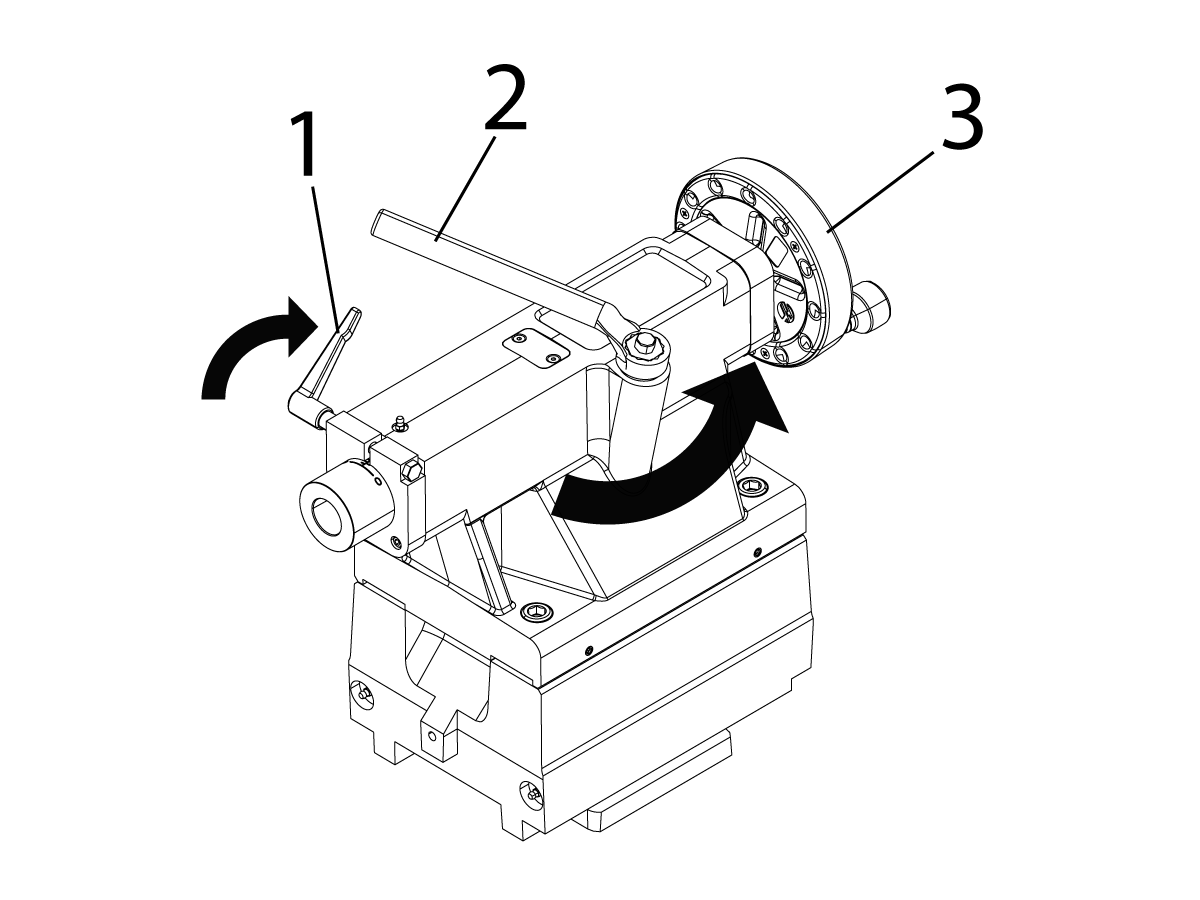
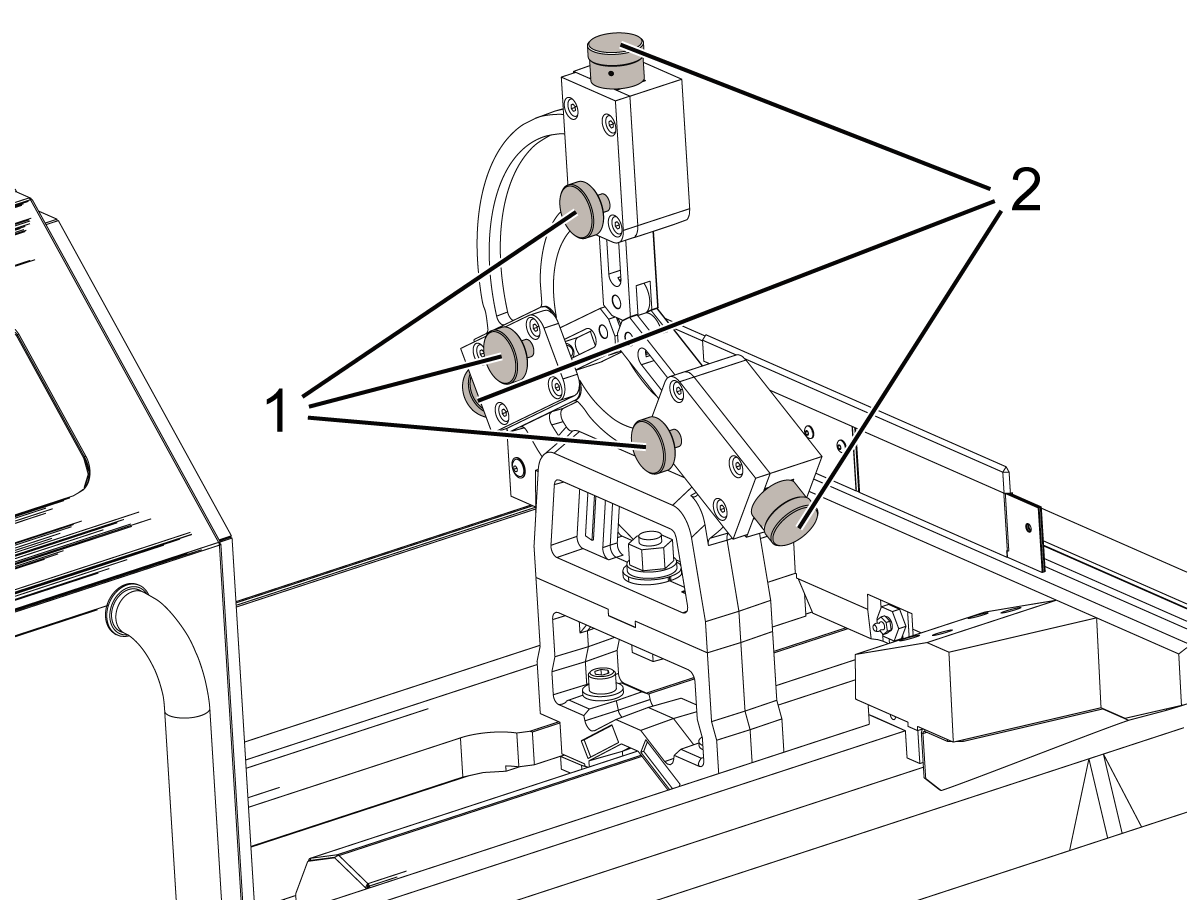
TL-1/2 尾座:
要操作尾座:
1. 用基座锁紧扳手 [2]松开尾座铸造基座上的夹紧螺栓。逆时针转动扳手可松开。
2. 手动定位尾座基座,然后用基座锁紧扳手 [2] 拧紧尾座铸造基座上的夹紧螺栓。顺时针转动扳手可锁紧。
3. 套筒伸/缩:旋转套筒夹锁 [1] 以远离主轴,并逆时针/顺时针旋转铸件 [3] 后面的手轮。
注意:TL-1/2 尾座有一个 #4 莫氏锥度 (MT4)。
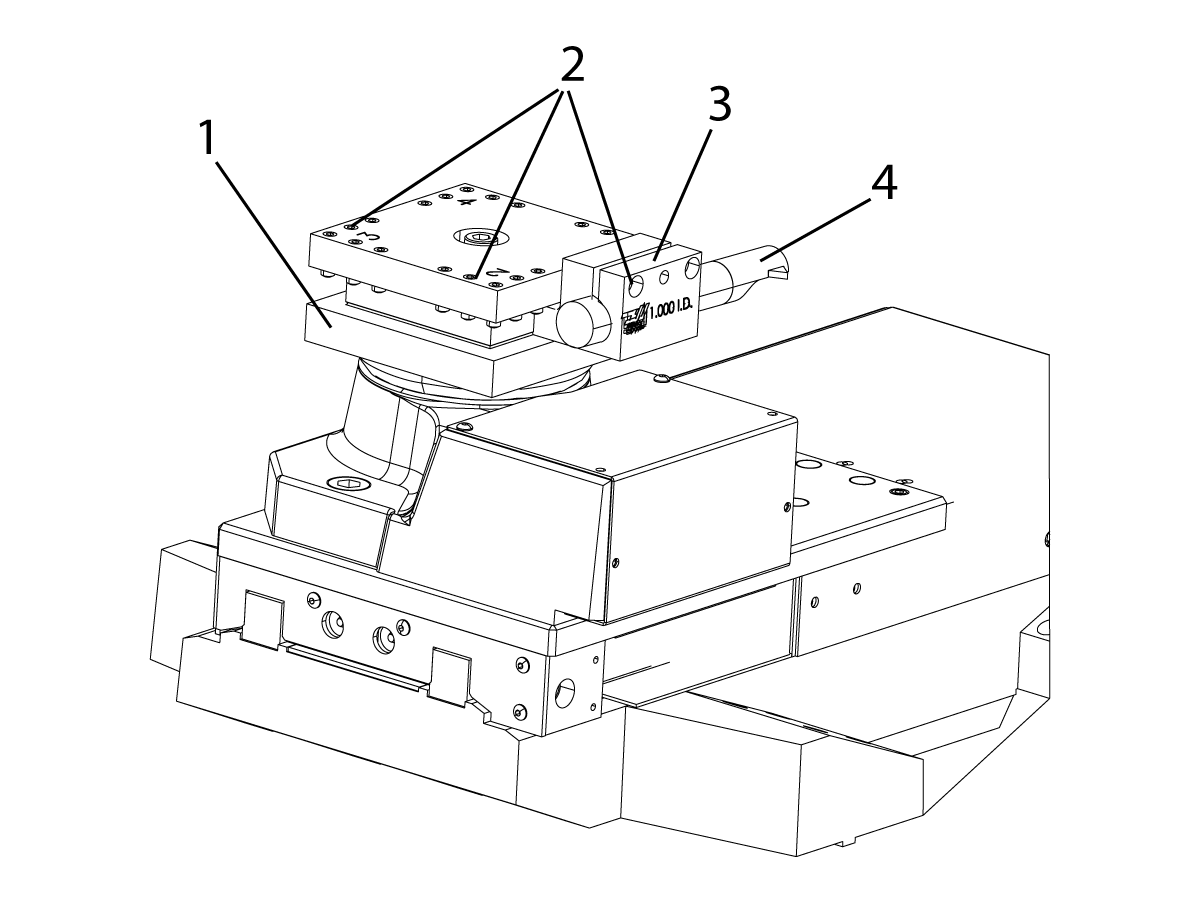
TT-4 刀塔详图:
1. 刀塔
2. 刀具固定螺钉
3. 刀架
4. 刀具。
要设置 TT-4 刀塔:
松开刀具固定螺钉 [2]。把刀具 [4] 放入刀座 [3] ,并旋紧刀具固定螺钉 [2]。
注意:下 TT-4 板[1]底部与伺服电机罩顶部之间有 0.25" (6 mm) 的安全距离。请勿使用伸出到伺服电机罩顶下面的刀具。使用所示类型的镗杆夹头[3] 。
注意:使用气枪清除刀塔中的切屑和冷却液时,不要把空气吹进刀塔基座处的环形盖内。否则,压缩空气会把切屑和冷却液吹进机械装置里。这会造成装置损坏。
确保尾座 [2] 与伺服电机罩四周之间有充分的安全距离。为防止尾座与伺服电机罩之间干扰,应把刀架更远地伸出刀塔外。
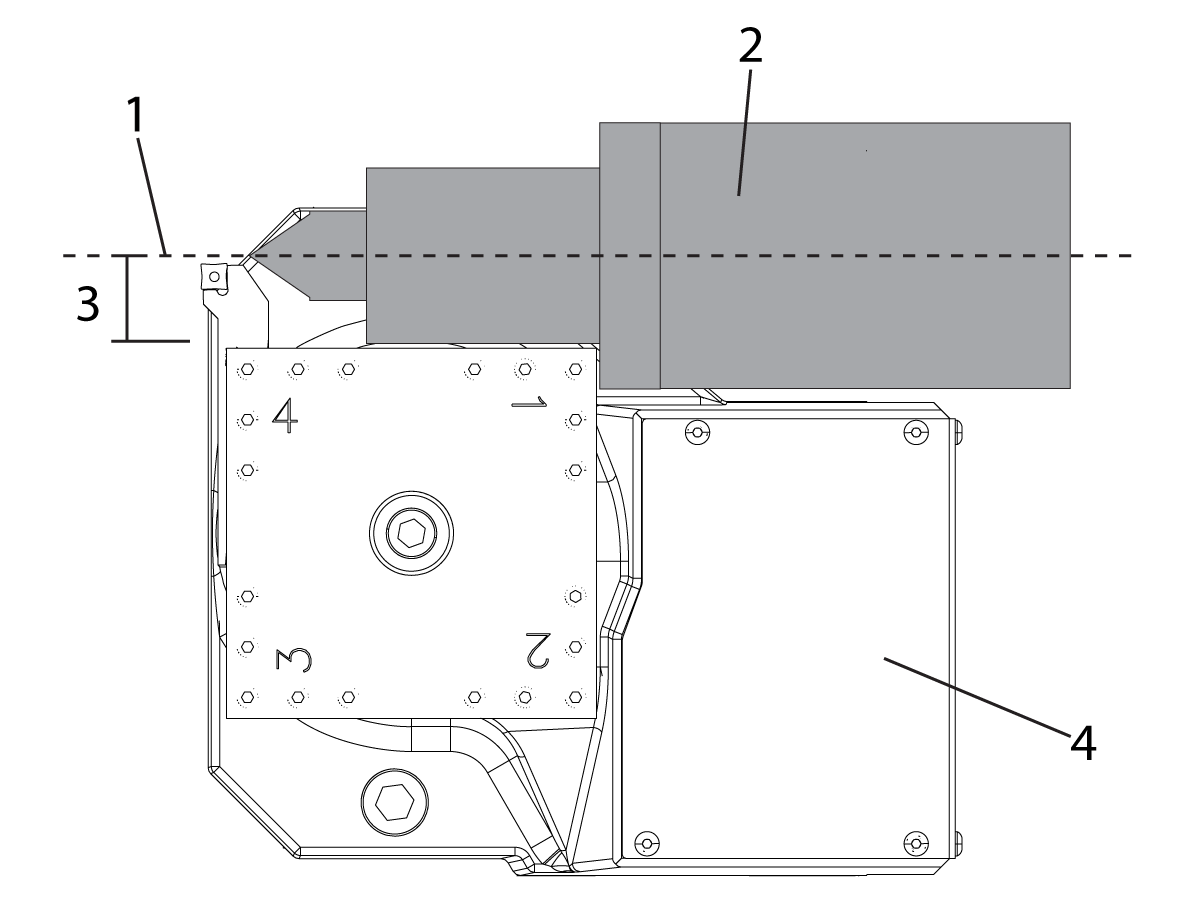
TT-4 刀塔与伺服电机罩安全距离:
1. 尾座中心线
2. 尾座
3. 安全距离
4. 伺服电机罩
确保尾座中心线 [1] 与伺服电机罩 [4] 边缘和刀塔之间的安全距离 [3] 大于 1.78 (45 mm)。
%
T1
T2
T3
T4;
T3
T2
M99
;
;
;
%
使用此程序测试换刀装置:
注意:使用T地址码操作刀库。例如,T303 把换刀装置旋转至 3 号刀具位置,并使用偏置 3。像其他代码行一样,把T地址码添加到程序中。有关 T 代码和刀具偏置的更多信息,请参阅《车床操作员手册》。
从不完整的刀具更换中恢复换刀装置:
1. 按 [MDI]。
2. 按 [TURRET FWD] 或 [TURRET REV]。
注意:按 [TURRET FWD] 或 [TURRET REV] 时,刀库快速移动。为防止人员受伤,应在刀塔周围留出充分的安全距离。
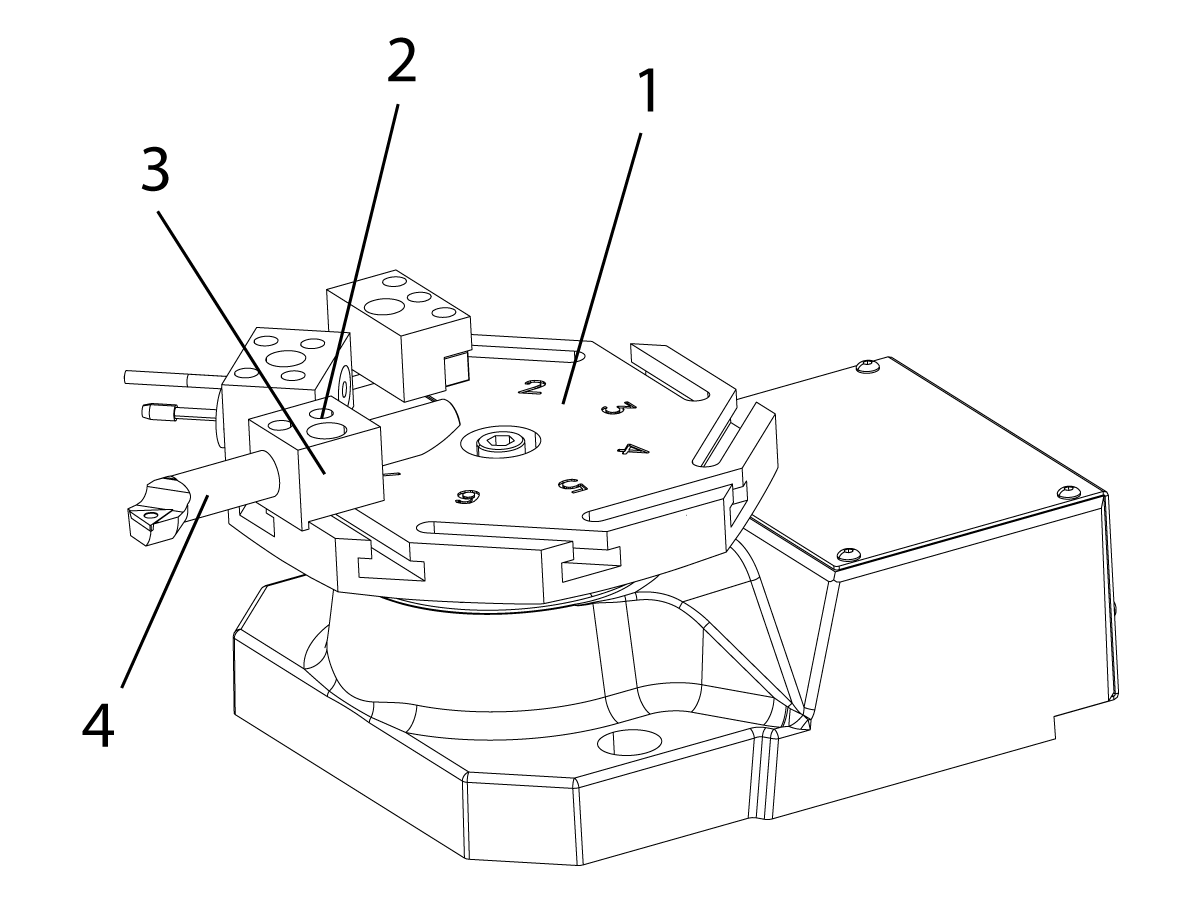
ATT8 刀塔详图:
1. 刀塔
2. 刀具固定螺钉
3. 刀架
4. 刀具
注意:ATT8 刀塔顶部有一把 1/2 英寸长的车刀。
要设置 ATT8 刀塔:
注意:不建议在带有尾座选件的机床上使用 ATT8 换刀装置。
注意:使用气枪清除刀塔中的切屑和冷却液时,不要把空气吹进刀塔基座处的环形盖内。否则,压缩空气会把切屑和冷却液吹进机械装置里。这会造成装置损坏。
%
T1
T2
T3
T4;
T5;
T6;
T7;
T8;
T7;
T6;
T5;
T4;
T3
T2
M99
;
;
;
%
使用此程序测试换刀装置:
注意:使用T地址码操作刀库。例如,T303 把换刀装置旋转至 3 号刀具位置,并使用偏置 3。像其他代码行一样,把T地址码添加到程序中。有关 T 代码和刀具偏置的更多信息,请参阅《车床操作员手册》。
从不完整的刀具更换中恢复换刀装置:
1. 按 [MDI]。
2. 按 [TURRET FWD] 或 [TURRET REV]。
注意:按 [TURRET FWD] 或 [TURRET REV] 时,刀库快速移动。为防止人员受伤,应在刀塔周围留出充分的安全距离。
固定支架为长轴或窄轴操作提供更多的支撑力。沿Z轴行程手动定位中心架,并用夹紧螺栓锁紧。它可与尾座选件一起使用。
注意:把中心架从运输位置挪出之前,不能使Z轴返回原位。如果中心架处于横拖板和尾座之间,Z轴不能返回原位。搬运中可能与固定支架发生碰撞,对两种组件造成损坏。
1. 如果您尚未把固定支架移出其运输位置,可使用起重设备把固定支架从横拖板与尾座之间的运输位置移到卡盘与横拖板之间的操作位置。
2. 紧固固定支架基座上的夹具。
注意:确保使用的起重设备与固定支架的重量相配。
要操作 C 型固定支架:
1. 旋转滚子锁紧螺钉[1] ,松开滚子。
2. 通过旋转调整螺钉 [2],缩回滚子。
3. 把工件装夹于卡盘中。
4. 如果要使用尾座,请接合尾座活顶尖并接合尾座制动器。
5. 旋转固定支架滚子调整螺钉 [2],将滚子朝向工件移动。
6. 拧紧滚子锁紧螺钉 [1],将滚子固定到位。
注意:Haas建议您不要把表面粗糙的材料放在中心架中。固定支架对表面光滑的工件夹持更牢固。
7. 在 Z 轴直线导轨上放一个千分表,把指针尖定位在工件外边缘附近。
8. 用手转动工件,检查零件的偏转。
9. 如有必要,调整并拧紧固定支架滚子。

Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






