
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
| 症状 | 可能的原因 | 纠正措施 |
| 部分在夹头中移动。低夹紧力。 | CL 润滑 | 润滑夹头。 |
| 液压不正确 | 调整液压。 | |
| 夹头设置不正确 | 检查夹头设置。 | |
| 完成零件中的问题或分光。 | 液压不正确 | 调整液压。 |
| 夹头设置不正确 | 检查夹头设置。 | |
| 下颚松动或损坏 | 检查夹头。 | |
| 夹头不会夹紧或松开 | 液压堵塞 | 检查驱动电磁阀和液压缸体 |
纠正措施
验证液压执行器是否接收液压油流量的正确量和方向。 断开吸油管路并将其放入铲斗或其他物品中以捕获液压油。 夹紧和松开夹头观察液流量是否从正确的软管位置流出。
如果一条软管没有发生流量或仅发生流量,请通过拆下激活电磁阀并检查其是否有可能导致堵塞的芯片或其他脱毛液来排除根本原因。 如果电磁阀清洁,则拆下并检查海尔道利歧管有无碎屑。
参考此视频 如何清洁液压电磁阀

纠正措施
润滑夹头。缺乏润滑可以大大减少夹头的夹紧力。
纠正措施
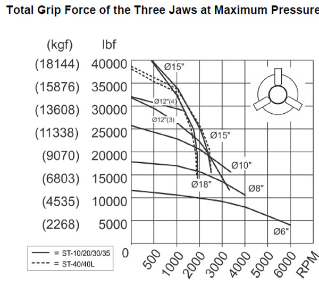
正确设置液压对于要切割的尺寸和材料。
压力过低会导致工件旋转或拉出夹头。
压力过高会导致夹头钳子在零件上"脚跟",使其移动产生表面处理问题。高压还可能导致零件变形。
| 类型 | Psi | 棒料 |
| 12 寸卡盘 | 330 | 23. |
| 6 寸卡盘 | 330 | 23. |
| 8" 恰克, 2" 孔 | 330 | 23. |
| 8" 恰克, 2.5" 孔 | 260 | 18. |
| 10 寸卡盘 | 330 | 23. |
| 12" 恰克, 3" 孔 | 400 | 28. |
| 12" 恰克, 4" 孔 | 250 | 17. |
| 15 寸卡盘 | 340 | 23. |
| 18 寸卡盘 | 300 | 21 |
纠正措施
为正在使用的材料选择正确的钳口类型。
下颌痕迹也可以减少或消除软钳口。
请参阅此视频 有关如何 正确切割软钳口.
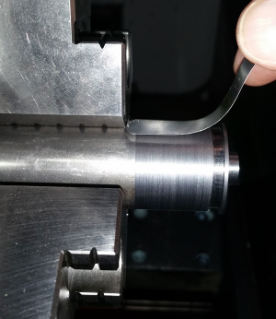
夹紧时,使用测距仪检查夹头钳口和工件之间的间隙。确保下颚抓住下颌笔画中间的零件。
在切割软钳口之前,使用溅动或钻孔环正确加载夹头。
纠正措施
把工件装夹于卡盘中。检查每个夹头钳口有无运动,应该没有。
如果有运动,检查它是在主钳口还是可拆卸钳口中。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






