
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

一个典型的CNC程序拥有3部分:
1)准备:程序的这一部分将选择工件和刀具偏置、选择切削刀具、开启冷却液、设置主轴速度并为轴运动选择绝对值或增量定位。
2)切削:程序的这一部分定义了用于切削操作的刀具路径和进给率。
3)完成:程序的这一部分 将把主轴移离路径、关停主轴、关闭冷却液并把工作台移到一个可取下工件进行检查的位置。
采用这个基本程序将沿着一条从X=0.0, Y=0.0到X=4.0, Y=4.0的直线采用刀具1在一块材料上进行深度为0.100" (2.54 mm)的切削。
注意: 一个程序块可包含一个以上的G代码,只要这些G代码是来自不同组的即可。在同一个程序块中不可拥有两个同组G代码。注意,每个块只能有一个M代码。
%
O40001 (基本编程 );
(G54 X0 Y0在工件的右上角);
(Z0在零件的顶部);
(T1是一把1/2"立铣刀);
(准备程序块开始);
T1 M06 (选择刀具1);
G00 G90 G17 G40 G49 G54 (安全启动);
X0 Y0 (快速移至第1个位置);
S1000 M03 (顺时针启动主轴);
G43 H01 Z0.1 (开启刀具偏置1);
M08 冷却液打开;
(切削程序块开始);
G01 F20。Z-0.1 (进给至切削深度) ;
X-4. Y-4.(直线运动);
(完成程序块开始);
G00 Z0.1 M09 (快速退刀,关闭冷却液);
G53 G49 Z0 M05 (Z回原点, 关闭主轴);
G53 Y0(Y原点);
M30(结束程序);
%
这些是范例程序O40001中的准备代码:
| 准备代码块 | 说明 |
| % | 表示在文本编辑器中编写的一个程序的开头。 |
| O40001 (基本编程 ); | O40001是程序名称。程序命名规范按照 Onnnnn 格式:字母“O”或者“o”后跟5位数字。 |
| (G54 X0在旋转中心); | 注释 |
| ((Z0在零件的端面); | 注释 |
| (T1是一把端面切削刀具); | 注释 |
| T101 (选择刀具和偏置1); | T101选择刀具、偏置1并发出把刀具更换为刀具1的指令。 |
| G00 G18 G20 G40 G80 G99(安全启动); | 这被称为安全启动行。按照经验,最好在每次换刀后加上这一代码块。G00定义了这之后要采用快速运动模式进行轴移动。G18把切削平面定义为XZ平面。G20采用英寸为单位定义定位坐标。G40取消刀具补偿。G80将任何固定循环加以取消。G99将使机床处于每转进给模式。 |
| G50 S1000 (限制主轴于1000转/分钟); | G50将主轴转速限制在最高为1000转/分钟。S1000 是主轴转速地址。它采用了地址码Snnnn,其中,nnnn是所需主轴转速值。 |
| G97 S500 M03 (CSS关, 顺时针启动主轴); | G97取消恒定线速度(CSS),并把S值设为500转/分钟。S500是主轴转速地址。它采用了地址码Snnnn,其中,nnnn是所需主轴转速值。M03启动主轴。 注意:配备齿轮箱的车床,控制器不会为您选择高速或低速档。必须在 Snnnn 代码前的行上使用一个 M41 低速或 M42 高速。欲知有关这些M代码的详细信息,请参阅M41 / M42 低速/高速档倍率。 |
| G00 G54 X2.1 Z0.1 (快速移至第1个位置); | G00定义了这之后要采用快速运动模式进行轴移动。G54在偏置显示中定义了需要以保存在G54中的工件偏置为中心的坐标系。X2.0 指令 X 轴运行至 X = 2.0。Z0.1指令要求Z轴运行至Z=0.1。 |
| M08 冷却液打开; | M08开通冷却液。 |
| G96 S200(CSS 开); | G96开启恒定线速度(CSS)。S200指定了一个200转/分钟的切削速度,用于与当前直径一起计算出正确的转速。 |
这些是范例程序O40001中的切削代码块:
| 切削代码块 | 说明 |
| G01 Z-0.1 F.01 (直线进给) ; | G01定义了这之后呈直线形式的轴运动。Z0.1指令要求Z轴运行至Z=-0.1。G01需要地址码Fnnn.nnnn。F.01表示运行进给率为0.0100"(0.254 mm)/转。 |
| X-0.02(直线进给) ; | X-0.02发出X轴移至X=-0.02的指令。 |
| 完成代码块 | 说明 |
| G00 Z0.1 M09 (快速退刀,关闭冷却液); | G00要求采用快速运动模式完成轴运动。Z0.1 指令要求 Z 轴运行至 Z=0.1。M09关闭冷却液。 |
| G97 S500(CSS 关); | G97取消恒定线速度(CSS),并把S值设为500转/分钟。对于具有变速箱的机床,控制器将基于指令给出的主轴转速自动选择高速挡或低速挡。S500是主轴转速地址。它采用了地址码Snnnn,其中,nnnn是所需主轴转速值。 |
| G53 X0 (X回原点) ; | G53定义了这之后的轴运动将以机床坐标系为基准。X0发出要求 X 轴移至 X = 0.0(X回原点)的指令。 |
| G53 Z0 M05 (Z回原点, 关闭主轴); | G53定义了这之后的轴运动将以机床坐标系为基准。Z0发出要求 Z 轴移至 Z = 0.0(Z回原点)的指令。M05关闭主轴。 |
| M30(结束程序); | M30 结束程序并把控制器上的光标移至程序顶部。 |
| % | 表示在文本编辑器中编写的一个程序的末尾。 |
绝对值定位(XYZ)和增量定位(UVW)指令将定义控制器解析轴运动指令的方式。如果采用一个 X、Y 或 Z 发出轴移动指令,轴将基于当前所用坐标系原点移向位置。在采用U(X)、V(Y)或W(Z)发出轴移动指令时,轴将基于当前位置移向该位置。在众多情况中,绝对值编程都非常有用。对于均匀分布的重复性切削,增量编程就非常高效。
刀具功能:
Tnnoo代码选择下一把刀具(nn)和偏置(oo)。
FANUC 坐标系:
T代码的格式为Txxyy,其中xx代表刀具编号(从1到刀塔的最大工作站数量);yy代表刀具几何尺寸和刀具磨损指数(1至50)。刀具几何尺寸X和Z值添加到工件偏置中。如果使用刀尖补偿功能,yy指定半径、锥度和刀尖等刀具几何尺寸。如果yy = 00,则不使用任何刀具几何尺寸或者磨损数据。
FANUC应用的刀具偏置:
在刀具磨损偏置中设置负的刀具磨损量,这将会使刀具朝着轴的负方向前进。因此,对于外径车削和端面车削来说,在X轴中设置负偏置会导致工件直径变 小,在Z轴中设置负值会增加端面去除材料。
注意:在执行刀具更换操作之前不需要执行X或者Z运动,大多数情况下,使X或Z返回初始位置都是浪费时间。但是,在换刀前必须将X轴或Z轴移到一个安全位置,以防刀具和夹具或工件之间发生碰撞。
气压低或气流量不足会降低用于夹紧/松开刀塔的气缸的压力 , 并延长刀塔分度时间或者导致刀塔无法松开。
若要装载刀具或换刀:
1. 按 [POWER UP/RESTART] 或 [ZERO RETURN],然后按 [ALL]。控制器几使刀塔移向一个一般位置。
2. 按 [MDI/DNC] 切换至 MDI 模式。
3. 按 [TURRET FWD] 或 [TURRET REV]。机床将使刀塔旋转至下一个刀位。在显示屏右下方的Active Tool(启用刀具)窗口中显示当前刀具。
4. 按 [CURRENT COMMANDS]。在显示屏右上方的Active Tool(启用刀具)显示中显示当前刀具。
刀尖半径补偿 (TNC)是一种允许您根据不同刀具尺寸或正常刀具磨损调节程序定义刀具路径的功能。采用TNC时,您仅需在您运行一个程序时输入最小偏置数据。您不需要进行其他编程工作。
如果刀尖半径发生了变化,如果在曲面或者锥度切削时必须对刀具磨损进行补偿,那么就要使用刀尖半径补偿。如果程序定义的切削加工只沿着X或Z轴执行,原则上不需要使用刀尖补偿功能。对于锥形和圆形切削,随着刀尖半径产生变化,可能出现切削不足或者过度切削的情况。在该图中,假设在设置完成之后,C1为沿着程序定义刀具路径切削的刀具半径。随着刀具的半径逐渐磨损至C2,操作员可调整刀具几何偏置,以确保达到正确的零件长度和直径尺寸。由此半径将会减小。如果使用刀尖补偿功能,可确保正确切削。控制器将根据控制器中设置的刀尖半径偏置自动调节程序中的路径。该控制装置将改变或者生成代码以确保达到正确的零件几何尺寸。
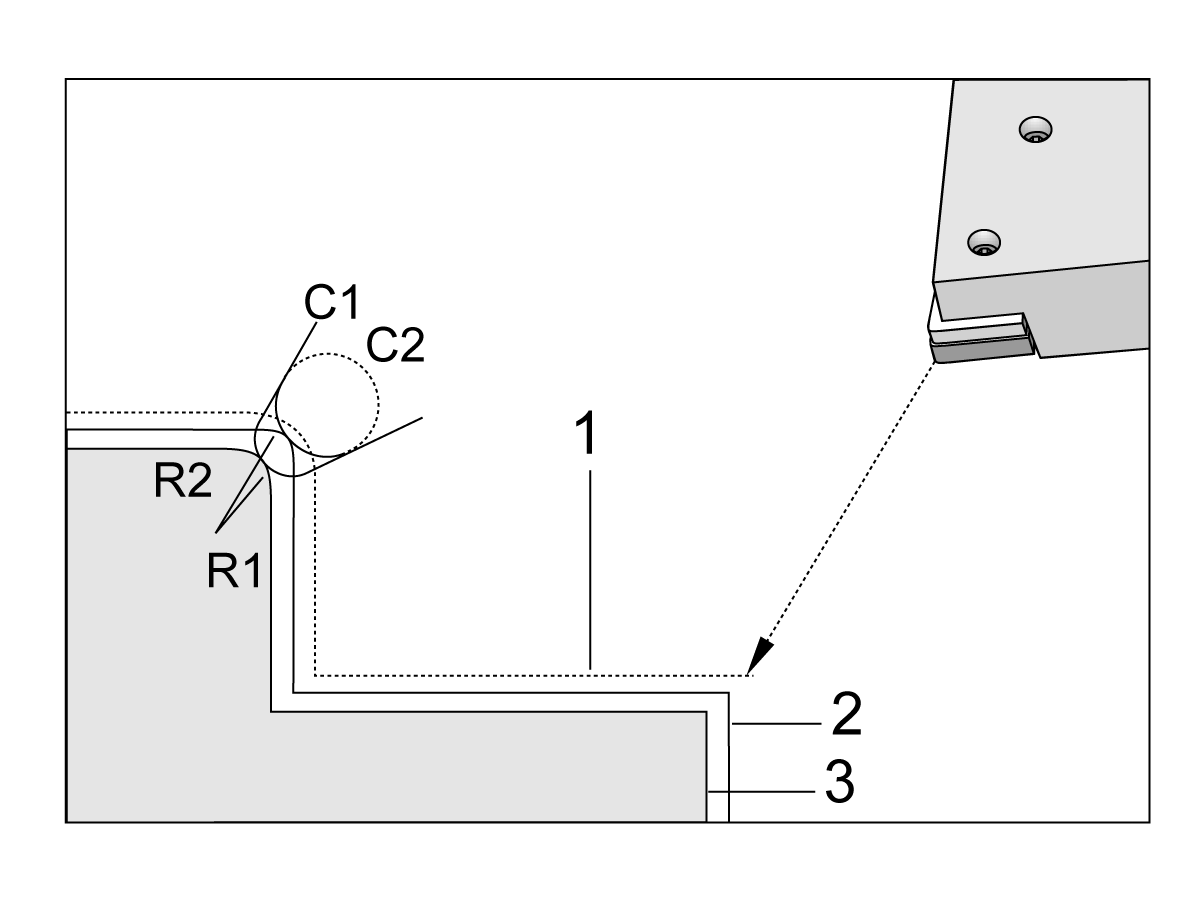
无刀尖补偿时的切削路径:
[1] 刀具路径
[2] 磨损后切削
[3] 想要的切削。
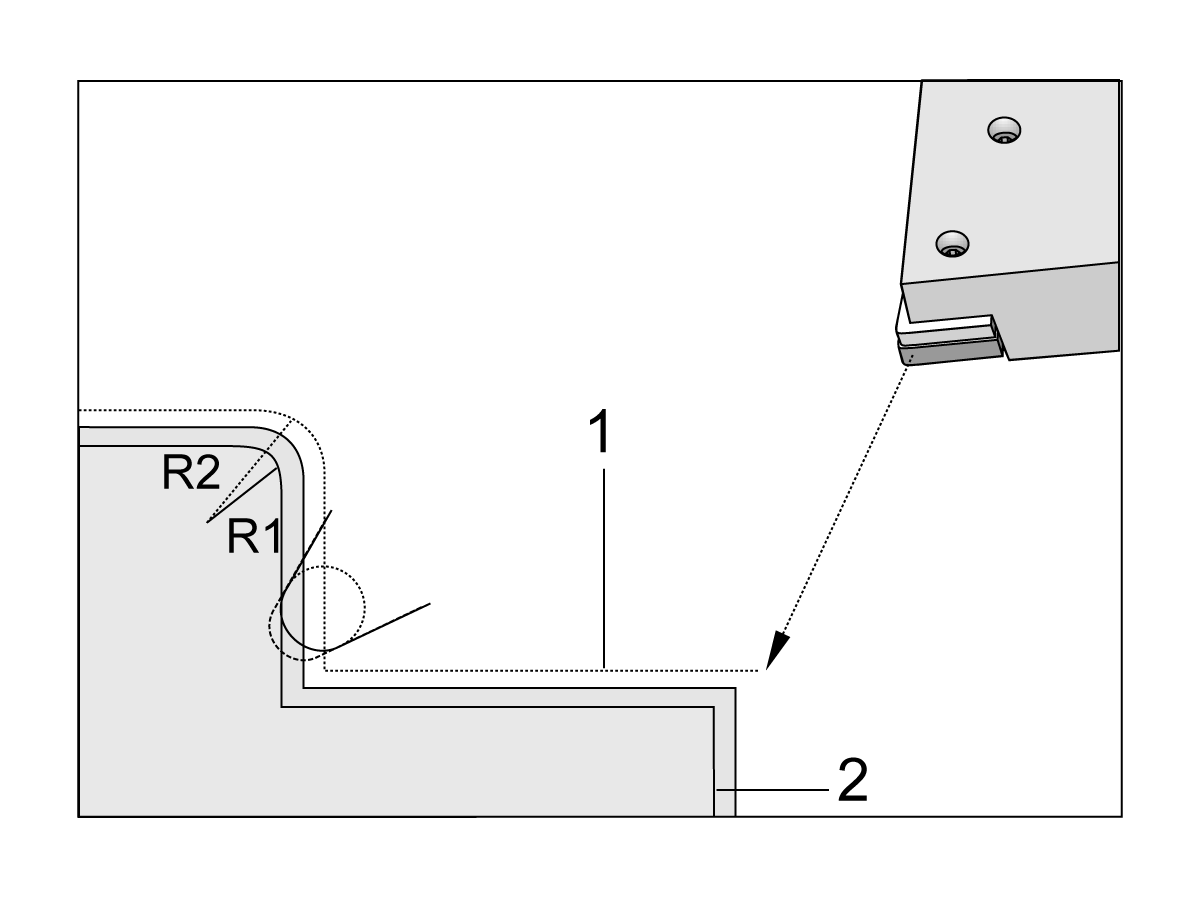
采用刀尖补偿时的切削路径:
[1] 补偿刀具路径
[2] 所需的切削和编程刀具路径。
注意:第二条程序定义路径与最终零件尺寸完全吻合。尽管将刀尖半径补偿编写入工件程序中不是必须的,但我们还是倾向于采用此方法, 因为这样做使程序中的问题更容易得到发现和解决。
子程序:
在您使用M97时:
在您使用M98时:
固定循环是最常见的子程序用法。比如,您可以将一排孔的X和Y位置编写在一个单独的程序中。然后采用一个固定循环将此程序作为子程序调用。用户不必为每一把刀具输入位置,只需为所有刀具一次性输入各位置。
当程序调用一个子程序时,控制器将首先在启用目录中寻找子程序。如果控制器无法找到子程序,那么,控制器就使用设置251和252来确定接下来在哪里查找。欲知更多信息,请参阅那些设置。
为了在设置252中建立一个查找位置列表:
结果:
为了查阅查找位置列表,请查看设置页面上设置252的值。
此代码调用同一程序中一个行号(N)所引用的子程序。需要一个Pnn代码,且必须与同一程序内的一个行号相匹配。这对于程序内的子程序比较有用,因为不需要单独的程序。子程序必须以M99结束。M97块中的一个Lnn代码将重复调用子程序nn次。
%
O69701(M97 局部子程序调用);
M97 P1000 L2(L2 将运行 N1000 线两次);
M30
N1000 G00 G55 X0 Z0(将在 M97 P1000 运行后运行的 N 线);
S500 M03 ;
G00 Z-.5;
G01 X.5 F100.;
G03 ZI-.5;
G01 X0;
Z1. F50.;
G28 U0;
G28 W0;
M99
%
P - 要运行子程序的编号
L - 重复调用子程序(1-99)次。
(<PATH>) - 子程序的目录路径
M98调用一个子程序,格式为M98 Pnnnn,其中,Pnnnn是被调用程序的编号,或者采用格式M98 (/Onnnnn),其中是至子程序的设备路径。
子程序必须包含一个M99,用于返回主程序。您可以将一个Lnn计数添加至M98块M98,以便在继续执行下一个块前调用子程序 nn次。
当调用一个M98子程序时,控制器将在主程序目录中寻找子程序。如果控制器无法找到子程序,接着,它将在设置251中指定的位置查找。如果控制器无法找到子程序,则将发出警报。
M98 示例:
子程序是一个独立于主程序 (O00002)之外的程序 (O00100)。
%
O00002(程序编号调用);
M98 P100 L4(调用 O00100 SUB 4 次);
M30
%
%
O00100(子程序);
M00;
M99(返回主程序);
%
%
O00002(路径调用);
M98 (USB0/O00001.nc) L4(调用 O00100 SUB 4 次);
M30
%
%
O00100(子程序);
M00;
M99(返回主程序);
%

Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






