
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

控制盒是您的Haas机床的主接口。这是您编程和运行您CNC加工项目的地方。此控制盒章节描述了不同的控制盒部分:
| 名称 | 图像 | 功能 |
| 开机 |  |
开启机床电源。 |
| POWER OFF(电源关闭) |  |
切断机床电源。 |
| EMERGENCY STOP(紧急停止) |  |
按该按钮可停止所有轴运动、禁用伺服、停止主轴和刀库的运动并关闭冷却液泵。 |
| HANDLE JOG(手轮点动) |  |
这用于点动移动轴(在 HANDLE JOG(手轮点动) 模式中选择)。也用于在编辑时滚动浏览程序代码或菜单项。 |
| CYCLE START(循环启动) |  |
启动一个程序。此按钮也用于在图像模式中启动一次程序模式。 |
| FEED HOLD(进给暂停) |  |
在一个程序运行期间停止所有轴运动。按此按钮不会使主轴停止运转。按 CYCLE START (循环启动)以取消。 |
| 名称 | 图像 | 功能 |
| USB |  |
用于连接兼容USB设备。它有一个可拆卸防尘盖。 |
| Memory Lock(内存锁) |  |
在锁定位置,此钥匙开关将防止程序、设置、参数和偏置被修改。 |
| 设置模式 |  |
在锁定位置,此钥匙开关将使所有机床安全功能得到启用。解锁后可进行设置(欲知详细信息,请参阅本手册安全一节中关于“设置模式”的内容)。 |
| Second Home(第二原位) |  |
按此按钮,将轴快速移动至设置 268 - 270 指定的坐标。(有关详细信息,请参阅本手册“设置”章节中的“设置 268-270”)。 |
| Auto Door Override(自动门倍率) |  |
按该按钮可打开或关闭自动门(如果配备)。 |
| 工作灯 |  |
这些开关用于内部工作灯和高亮度照明(如果配备)的开关。 |
| 信号灯 | |
| 采用它可对机床当前状态快速目测检查。信号灯有五种不同的状态: | |
| 信号灯状态 | 含义 |
| 关 | 机床处于非工作状态。 |
| 绿色长亮 | 机床处于运行中。 |
| 绿色闪烁 | 机床停止,但处于运行就绪状态。 如要继续运行,则需要操作人员干预。 |
| 红色闪烁 | 出现了一个错误,或者机床处于紧急停机状态。 |
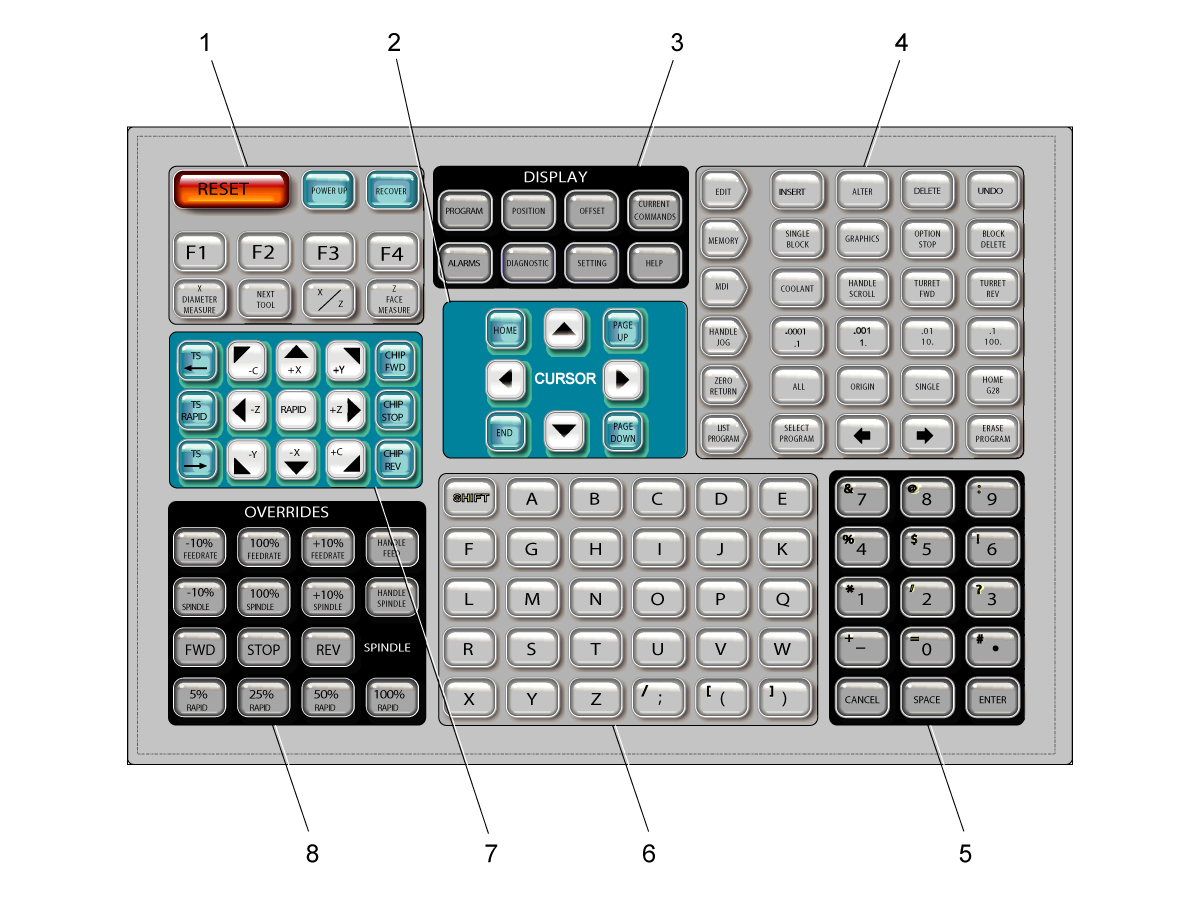
键盘上的按键被按照下列功能进行了分组:
键盘上没有一些特殊符号。
| 符号 | 名称 |
| _ | 下划线 |
| ^ | 脱字符 |
| ~ | 代字号 |
| { | 开始大括号 |
| } | 结束大括号 |
| \ | 反斜杠 |
| | | 竖线符号 |
| < | 小于 |
| > | 大于 |
请执行以下步骤输入特殊符号:
例如,为了把一个目录名修改为MY_DIRECTORY:
功能键名称及其功能列表
| 名称 | 键 | 功能 |
| 复位 | [RESET]([复位]) | 清除警报。清除输入文本。如果设置88为开,则将倍率设置为默认值。 |
| 开机 | [POWER UP]([开机]) | 使所有轴归零并初始化机床控制器。 |
| 恢复 | [RECOVER]([恢复]) | 进入刀库恢复模式。 |
| F1- F4 | [F1 - F4] | 这些按钮会因处于激活状态的标签而拥有不同的功能。 |
| X 直径测量 | [X DIAMETER MEASURE] | 在零件设置时在偏置页面记录 X 轴刀具偏移偏置。 |
| X/Z | [X/Z] | 在零件设置过程中在 X 轴和 Z 轴点动模式之间切换。 |
| Z 平面测量 | [Z FACE MEASURE] | 用于在零件设置时在偏置页面记录 Z 轴刀具偏移偏置。 |
光标键使您能在数据栏位之间移动,滚动浏览程序以及在标签式菜单之间切换。
| 名称 | 键 | 功能 |
| 原位 | [HOME]([原点]) | 把光标移到界面最上方的条目;在编辑时光标将移到程序最左侧。 |
| 光标箭头 | [Up]([上]), [Down]([下]),[Left]([左]),[Right]([右]) | 朝相关方向移至一个条目、块或栏位上。这些键都采用箭头表示,但本手册针对这些按键都采用了具体的名称。 |
| 上页、下页 | [PAGE UP]([上页]) / [PAGE DOWN([下页]) | 用于更改显示或在查看程序时向上/向下移动一页。 |
| 结束 | [END]([结束]) | 把光标移到界面最下方的条目。在编辑时光标将移到程序最后。 |
使用显示键可查看机床显示、操作信息和帮助页面。
| 名称 | 键 | 功能 |
| 程序 | [PROGRAM]([程序]) | 在大多数模式中用于选择激活程序窗格。 |
| 位置 | [POSITION]([位置]) | 选择位置显示。 |
| 偏置 | [OFFSET]([偏置]) | 显示刀具偏置和工件偏置标签菜单。 |
| 当前指令 | [CURRENT COMMANDS]([当前命令]) | 显示设备、定时器、宏、启用代码、计算器、高级刀具管理(ATM)、刀具表和媒体的菜单。 |
| 警报 | [ALARMS]([警报]) | 显示警报查看和消息页面。 |
| 诊断 | [DIAGNOSTIC]([诊断]) | 显示功能、补偿、诊断和保养的标签。 |
| 设置 | [SETTING]([设置]) | 显示并允许修改用户设置。 |
| 帮助 | [HELP]([帮助]) | 显示帮助信息。 |
模式键可改变机床的操作状态。每个模式键都是箭头形的,并且指向执行与模式键相关功能的按键行。当前模式始终采用模式:键显示形式显示在屏幕左上方。
注意:EDIT(编辑)和LIST PROGRAM(程序列表)也可用作显示键,在此,您可进入程序编辑器和设备管理器,而不需要改变机床模式。比如,当机床在运行一个程序时,您可以使用设备管理器(LIST PROGRAM(程序列表))或后台编辑器(EDIT(编辑)),而不需要停止运行程序。
| 名称 | 键 | 功能 |
| 编辑模式键 | ||
| 编辑 | [EDIT]([编辑]) | 用于在编辑器中编辑程序。您能从编辑标签菜单进入可视化编程系统(VPS)。 |
| 插入 | [INSERT]([插入]) | 从输入行或剪贴板把文本输入到程序当前位置。 |
| 更改 | [ALTER]([更改]) | 将选中的命令或文本替换为来自输入行或剪贴板的文本。 注意:ALTER(更改)不用于偏置。 |
| 删除 | [DELETE]([删除]) | 删除光标所在位置条目,或者删除一个选定的程序块。 |
| 撤消 | [UNDO]([撤消]) | 最多可撤消最后40次编辑修改操作,并可取消对选中程序块的选择。 注意:UNDO(撤消)不能用于已删除的高亮选中程序块或恢复已删除程序。 |
| 内存模式键 | ||
| 内存 | [MEMORY]([内存]) | 选择内存模式。您将采用此模式运行程序,在MEM栏的其他按键将对程序运行方式进行控制。在显示屏左上方显示操作:内存。 |
| 单块模式 | [SINGLE BLOCK]([单块]) | 开启或关闭单块模式。当单块模式开启时,在您每次按CYCLESTART(循环启动)后,控制器将仅运行一个程序块。 |
| 图形 | [GRAPHICS]([图形]) | 打开图形模式。 |
| 选择停止 | [OPTION STOP]([选项停止]) | 开启或关闭选择停止模式。当选择停止开启时,机床将在到达M01指令时停止运行。 |
| 块删除 | [BLOCK DELETE]([块删除]) | 开启或关闭块删除模式。块删除开启时,控制器会忽略(不执行)同一行斜杠(/)后的代码。 |
| MDI 模式键 | ||
| 手动数据输入 | [MDI] | 在MDI模式中,可在不对从控制器输入的程序或代码块进行保存的情况下运行它们。在显示屏左上方显示编辑:MDI。 |
| 冷却液 | [COOLANT]([冷却液]) | 开启和关闭冷却液选项。SHIFT 键 + COOLANT(冷却液)也可以开启和关闭可选的自动气枪/最低量润滑功能。 |
| 手轮滚动 | [HANDLE SCROLL]([手柄滚动]) | 切换手轮滚动模式。这使您在控制器处于点动模式时使用点动手轮在菜单中移动光标。 |
| 自动刀库正转 | [ATC FWD] | 将刀盘旋转至下一把刀具。 |
| 自动刀库反转 | [ATC REV] | 将刀盘旋转至前一把刀具。 |
| 手轮点动模式键 | ||
| 手轮点动 | [HANDLE JOG]([手轮点动]) | 选择Jog模式。 |
| .0001/.1 .001/1 .01/10 .1/100 | [.0001] /[.1], [.001] / [1.], [.01] / [10.], [.1] / [100.] | 选择用于点动手轮每次点动的增量。如果铣床在MM模式中,在点动轴时第一个数字乘以10(例如 .0001变为0.001mm)。下方数字设置了您按JOG LOCK(Jog锁定)以及一个轴点动键或您按住一个轴点动键后的速度。在显示屏左上方显示设置:点动。 |
| 归零模式键 | ||
| 归零 | [ZERO RETURN]([回原点]) | 选择归零模式,它显示了四个不同类别中的轴位置:操作员、工件G54、机床和要前进的距离。选择标签,以便在各类别之间切换。在显示屏左上方显示设置:零点。 |
| 全部 | [ALL]([全部]) | 使所有轴回到机床零点。除了不进行换刀外,它与POWER UP(开机)类似。 |
| 原位 | [ORIGIN]([原点]) | 把所选值设为零点。 |
| 单轴 | [SINGLE]([单]) | 使一根轴回到机床零点。在字母键盘上按所需轴字母,然后按SINGLE(单轴)。 |
| 原位 G28 | [HOME G28]([原点 G28]) | 采用快速移动方式使所有轴回到零点。HOME G28(原位 G28)采用与SINGLE(单轴)相同的方式使一根轴回到零点。 注意:确保您按此按键时轴运动路径畅通。在轴运动开始前无警告或提示。 |
| 程序列表模式键 | ||
| 程序列表 | [LIST PROGRAM]([程序列表]) | 进入一个标签菜单,以载入和保存程序。 |
| 选择程序 | [SELECT PROGRAM]([选择程序]) | 使高亮显示的程序成为启用程序。 |
| 返回 | [BACK ARROW]([返回箭头]) | 进入当前界面之前您所处界面。按键操作与网络浏览器上的返回按钮一样。 |
| 正转 | [FORWARD ARROW]([前进箭头]) | 如果您曾使用过返回箭头,则进入您在当前界面后面进入过的界面。按键操作与网络浏览器上的前进按钮一样。 |
| 删除程序 | [ERASE PROGRAM]([删除程序]) | 在程序列表模式中删除所选程序。在MDI模式下删除全部程序。 |
使用数字键输入数字以及某些特殊字符(在主键上印刷为黄色)。如果要输入特殊字符,请按SHIFT键。
| 名称 | 键 | 功能 |
| 数字 | 0-9 | 输入数字。 |
| 负号 | - | 把一个负号(-) 添加到输入行。 |
| 小数点 | . | 把一个小数点添加到输入行。 |
| 取消 | [CANCEL]([取消]) | 删除上次输入的字符。 |
| 空格 | [SPACE]([空格]) | 把一个空格添加到输入。 |
| 回车 | [ENTER]([回车]) | 回答提问并写入输入。 |
| 特殊字符 | 按 [SHIFT],然后按一个数字键 | 插入按键左上方的黄色字符。这些字符用于注释、宏和某些特殊功能。 |
| + | [SHIFT],然后 - | 插入 + |
| = | [SHIFT],然后 0 | 插入= |
| # | [SHIFT],然后 . | 插入# |
| * | [SHIFT],然后 1 | 插入* |
| ‘ | [SHIFT],然后 2 | 插入‘ |
| ? | [SHIFT],然后 3 | 插入? |
| % | [SHIFT],然后 4 | 插入% |
| $ | [SHIFT],然后 5 | 插入$ |
| ! | [SHIFT],然后 6 | 插入! |
| & | [SHIFT],然后 7 | 插入& |
| @ | [SHIFT],然后 8 | 插入@ |
| : | [SHIFT],然后 9 | 插入: |
使用字母键输入字母以及某些特殊字符(在主键上印刷为黄色)。如果要输入特殊字符,请按SHIFT键。
| 名称 | 键 | 功能 |
| 字母 | [A-Z] | 默认为大写字母。按SHIFT并按一个字母键即为小写。 |
| 块结束(EOB) | ; | 这是块结束字符,表示程序行的结束。 |
| 括号 | (, ) | 用于将 CNC 程序指令与用户注释隔离开来。必须总是成对输入。 |
| Shift | [SHIFT] | 用于选择键盘上的附加字符,或切换至小写字母。这些附加字符处于某些字母键和数字键左上角。 |
| 特殊字符 | 按 [SHIFT],然后按一个字母键 | 插入按键左上方的黄色字符。这些字符用于注释、宏和某些特殊功能。 |
| 斜杠 | [SHIFT],然后 ; | 插入/ |
| 左括号 | [SHIFT],然后 ( | 插入[ |
| 右括号 | [SHIFT],然后 ) | 插入] |
| 名称 | 键 | 功能 |
| 尾座移向 主轴 | [TS <—] | 按住此按键不放将把 尾座移向主轴。 |
| 尾座快移 | [TS RAPID] | 在与另一个尾座按键同时按下时将提高尾座速度。 |
| 尾座移离主轴 | [TS —>] | 朝“后退”方向启动切屑输送机。 |
| 轴点动键 | +X/-X, +Y/-Y, +Z/-Z, +A/C/-A/C and +B/-B ([SHIFT] +A/C/-A/C) | 手动点动轴。按住轴按钮,或者按住然后松开选择一根轴,然后使用手动点动操作。 |
| Jog锁定 | [JOG LOCK]([点动锁定]) | 采用轴点动键工作。按JOG LOCK(Jog锁定),然后按一根轴按钮,轴将移动,直到再次按JOG LOCK(Jog锁定)。 |
| 冷却液上升 | [CLNT UP] | 把可编程冷却液(P-COOL)喷嘴选项向上移。 |
| 冷却液下降 | [CLNT DOWN] | 把P-COOL喷嘴选项向下移。 |
| 辅助冷却液 | [AUX CLNT] | 在MDI模式中按此键,以开关主轴中心内冷 (TSC) 系统(如已配备)操作。按 SHIFT 键 + AUX CLNT 可开关穿过刀具鼓风(TAB)功能(如已配备)。运行-点动-继续模式中也有这两种功能。 |
倍率使您能临时调节程序中的转速和进给速率。比如,您可在对一个程序进行校验时降低快挡速度,或者调整进给率,以试验其对于零件光洁度的影响等。
采用设置19、20和21可分别禁用进给率、主轴和快挡倍率。
FEED HOLD(进给暂停) 的作用类似一个倍率键,在您把它按下时将停止快进和进给运动。FEED HOLD(进给暂停)也使换刀和零件计时器停止,但不会使攻丝循环或暂停计时器停止。
在 FEED HOLD(进给暂停)后,按 CYCLE START(循环启动)将继续运行。当设置模式钥匙开关解锁时,机床外壳上的门 开关也有类似的作用,但在门打开时会显示Door Hold(门止)。门关闭后,控制状态将会是 Feed Hold(进给暂停),必须按CYCLE START(循环启动)才能继续。Door Hold(门止)和 FEED HOLD (进给暂停)不会使任何辅助轴停止。
您可通过按下COOLANT(冷却液)按钮来调节标准冷却液设置。冷却液泵将保持开启或关闭状态,直至程序运行到下一个M代码或者直到操作员手动更改(请参阅设置32)。
通过借助设置83、87和88使用M30和M06指令或RESET(复位)分别把倍率值改回其默认值。
| 名称 | 键 | 功能 |
| -10% 进给率 | [-10% FEEDRATE]([-10% 进给率]) | 将当前进给率降低10%。 |
| 100% 进给率 | [100% FEEDRATE]([100% 进给率]) | 把一个进给倍率重置为程序定义进给率。 |
| +10% 进给率 | [+10% FEEDRATE]([+10% 进给率]) | 将当前进给率增加10%。 |
| 手动控制进给率 | [HANDLE FEED]([手轮进给]) | 使您能使用点动手轮以1%的增量步幅调节进给率。 |
| -10% 主轴 | [-10% SPINDLE]([-10% 主轴]) | 将当前主轴转速降低10%。 |
| 100% 主轴 | [100% SPINDLE]([100% 主轴]) | 把主轴转速重设为程序定义的转速。 |
| +10% 主轴 | [+10% SPINDLE]([+10% 主轴]) | 将当前主轴转速增加10%。 |
| 手动主轴 | [HANDLE SPINDLE]([手柄主轴]) | 使您能使用点动手轮以1%的增量步幅调节主轴转速。 |
| 正转 | [FWD]([向前]) | 以顺时针方向启动主轴。 |
| 停止 | [STOP]([停止]) | 停止主轴运行。 |
| 反转 | [REV]([后退]) | 以逆时针方向启动主轴。 |
| 快挡 | [5% RAPID]([5% 快移)/ [25% RAPID]([25% 快移)/ [50% RAPID]([50% 快移) / [100% RAPID]([100% 快移) | 把机床快挡速度限制在按键上值之内。 |

Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






