
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

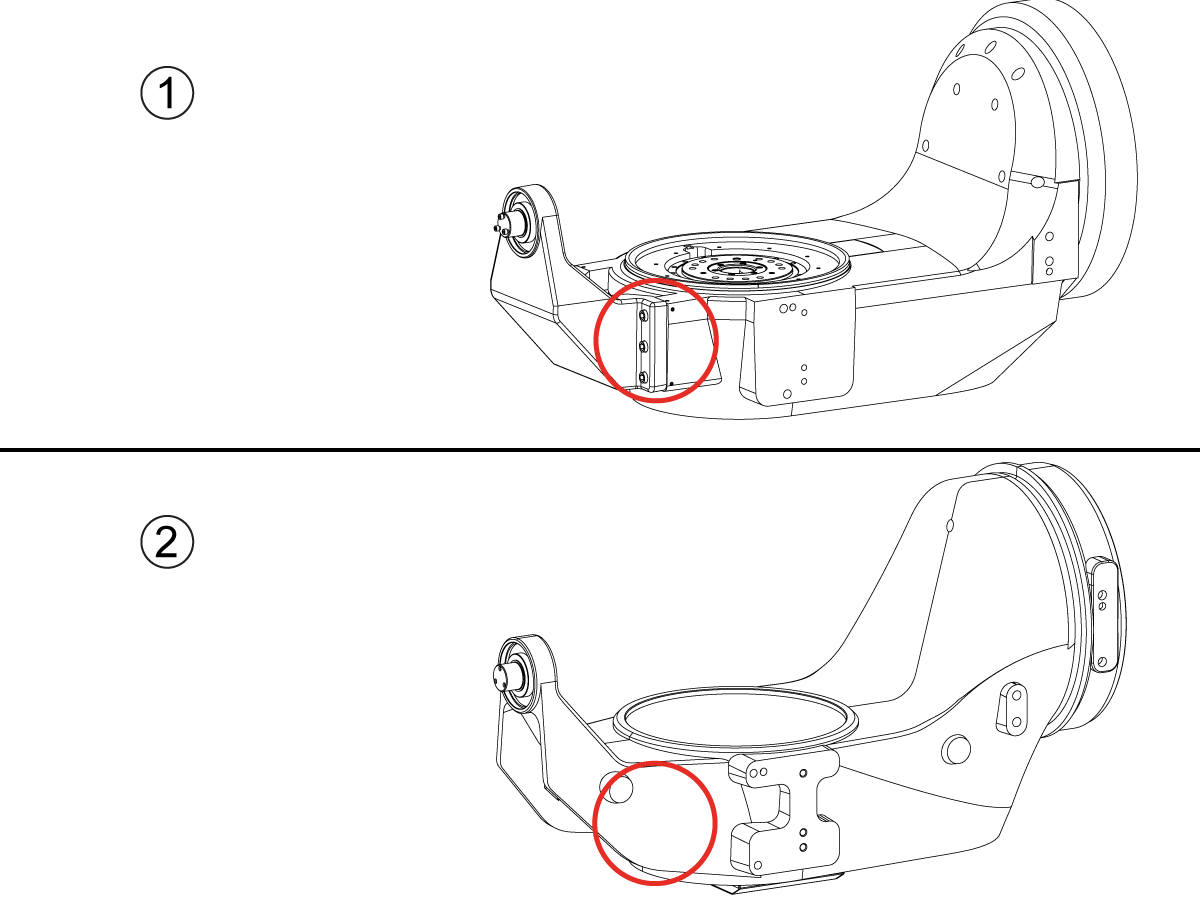
如何识别多件和单体耳轴
1) 多件耳轴: 在大约 MM/YYYY 之前制造的 UMC 机床将具有此配置
2) 单体耳轴: 在大约 MM/YYYY 之前制造的 UMC 机床将具有此配置
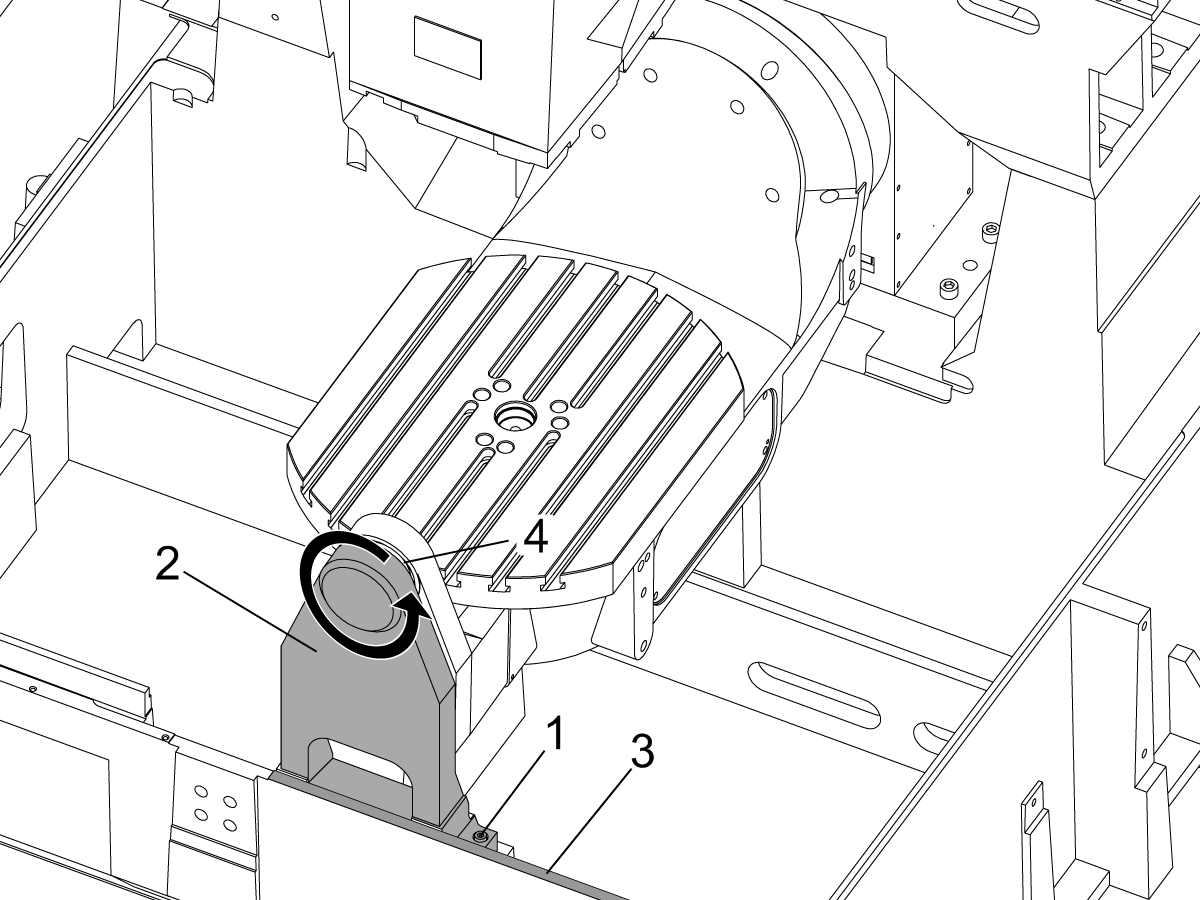
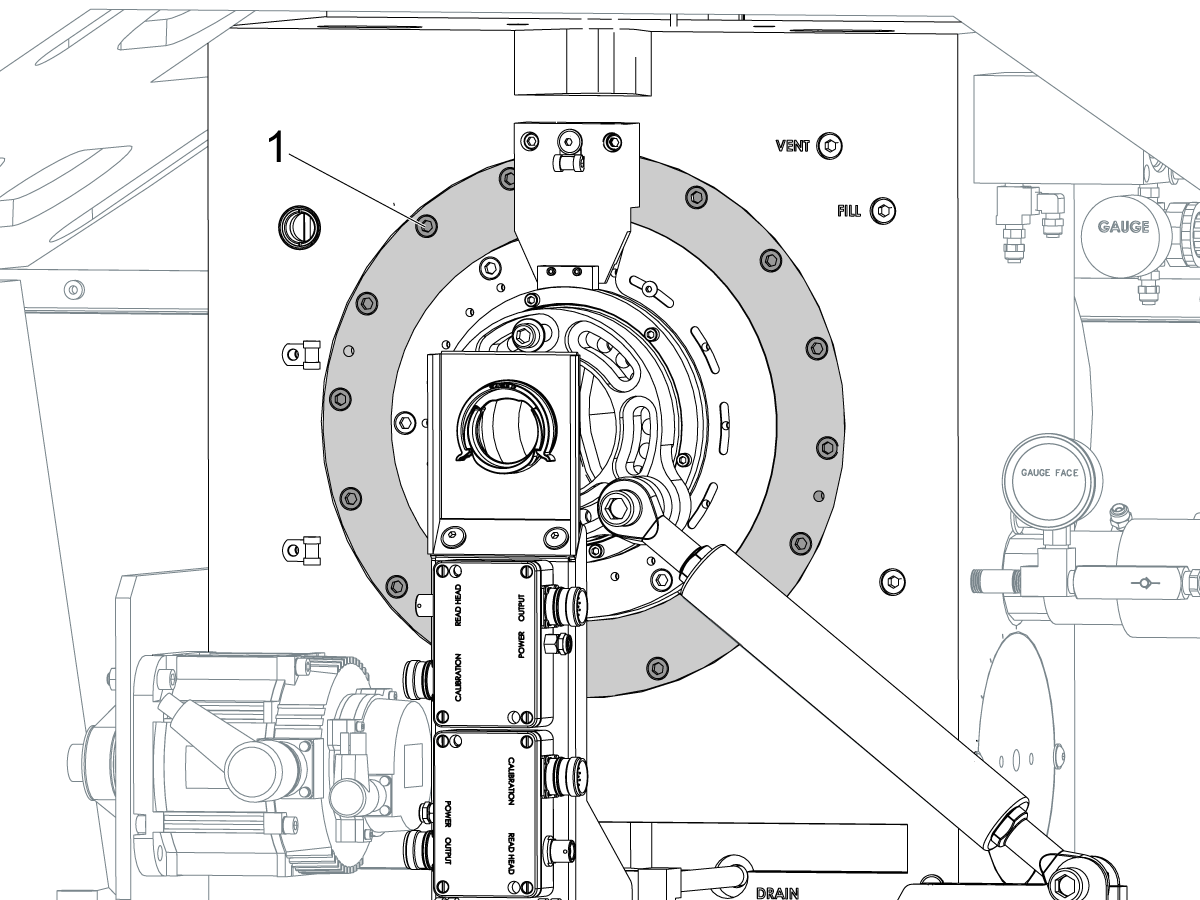
拆下 A 形框架耳轴支架:
拆下将 A 形框架耳轴支架 [2] 固定在底座上的螺栓 [1],并取出 A 形框架支柱和底座之间的垫片。
逆时针旋转 A 形框架支柱 [2] 以清除底座边缘 [3]。
将 A 形框架支柱从轴承上拉出。
说明:A 形框架支柱可能会对轴承进行真空锁定。使用束线带撬开密封件 [4]。
注意:要举起耳轴支架,请获取他人的帮助。支架重量为 85 磅(39 千克)。
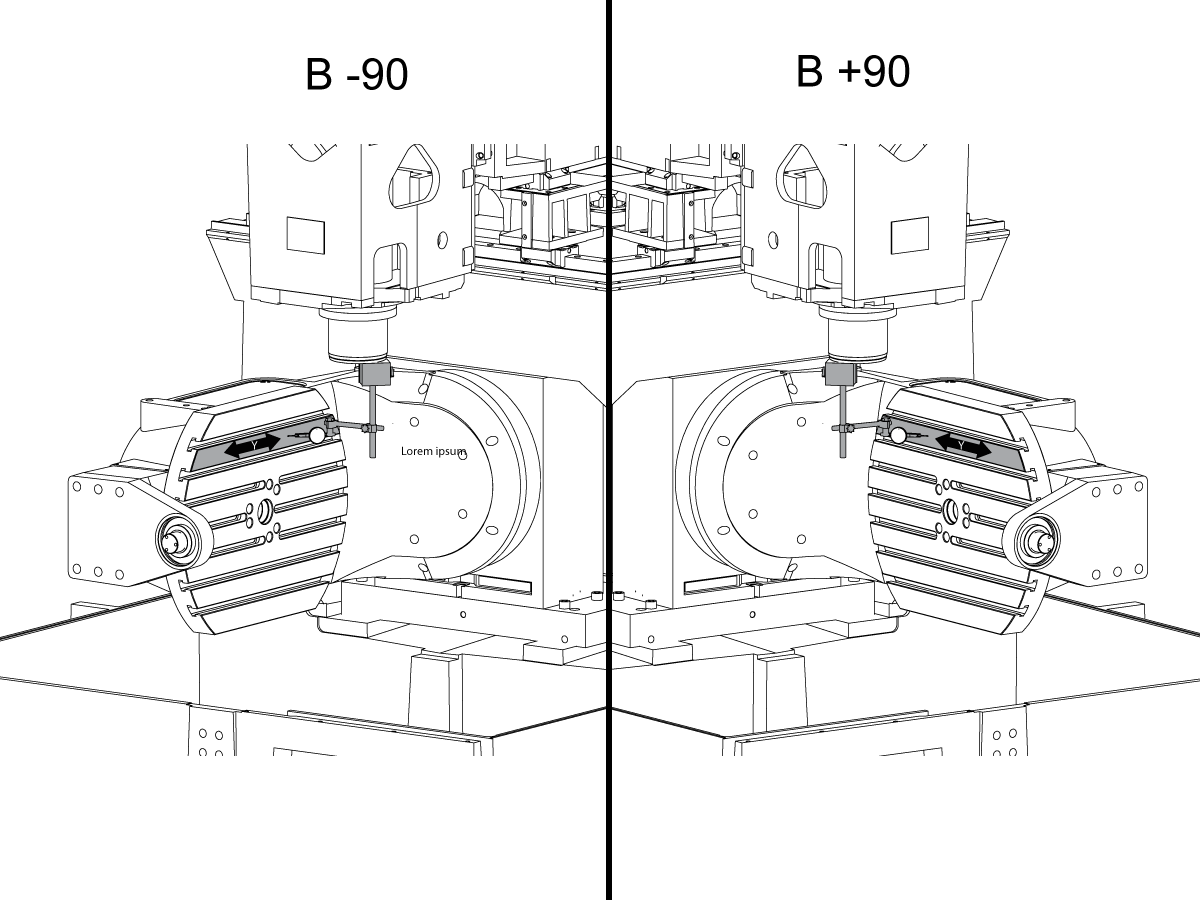
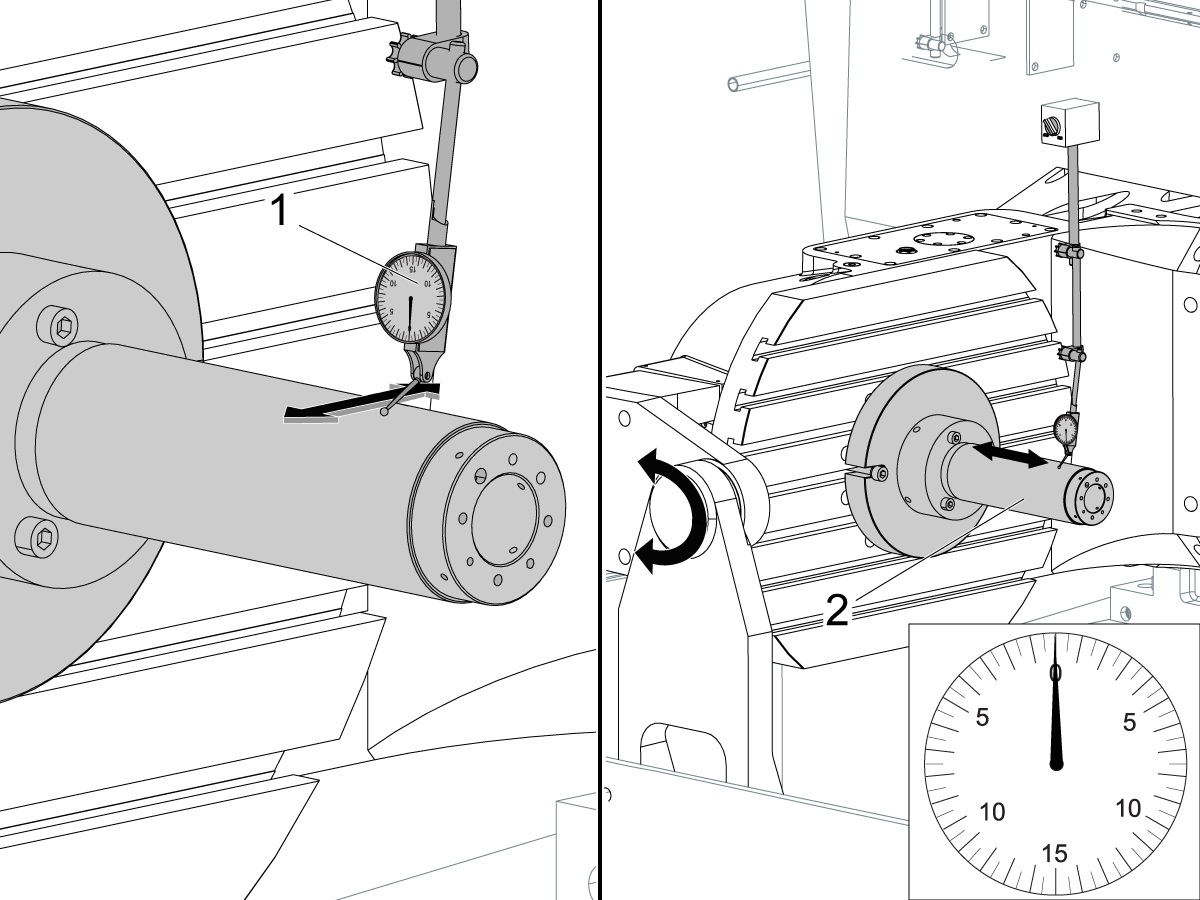
测量与 Y-Z 平面平行旋转的 B 轴:
对于具有经典 Haas 控制的机床,请更改参数 151:20(B 轴 CHK TRAVL LIM)为 0。
对于具有下一代控制器的机床,请更改参数 6.021(B 轴 CHK TRAVL LIM)为 FALSE。
测量 B 轴为 90°时转盘与 Y-Z 平面的平行度,然后测量 B 轴为 -90°时的值,如图所示。
将 Y 轴置于以下起始位置:
UMC-500:Y=0,扫描 381 毫米,从顶部开始的第 3 个 T 型槽
UMC-750/1500-Duo:Y=-1.0,扫描 457 毫米,从顶部开始的第 3 个 T 型槽
UMC-1000:Y=-2.0,扫描 508 毫米,从顶部开始的第 2 个 T 型槽
UMC-1250: Y=-1.0,扫描 711 毫米,从顶部开始的第 3 个 T 型槽
UMC-500PP:Y=-4.0,扫描 7"
UMC-750PP:Y=-5.08 厘米,扫描 15"
UMC-1000PP:Y=-10.16 厘米,扫描 15"
比较 B 为 90°和 B 为 -90°的结果。结果应为
如果结果是与 Y-Z 平面对称,并且小于 0.00254厘米/50.8 厘米:转到步骤 5。
如果结果是与 Y-Z 平面对称,但超过 0.00254厘米/50.8 厘米:转到步骤 4。
警告 如果结果 [3] 与 Y-Z 平面不对称,则需要校准 B 轴旋转:转到步骤 3。

将旋转的 B 轴校准到与 Y-Z 平面平行:
松开将 B 轴转动到基座铸件上的 (6) 个螺栓 [1]。
说明:保持螺栓足够舒适,以控制调整。
调整前后设置螺丝 [2],直到步骤 2 中进行的测量与 Y-Z 平面对称。
拧紧 (6) 个螺栓 [1]。请参阅 Haas 紧固件扭矩规格。
在螺栓转动后,验证步骤 2 中的测量值。
将 C 轴旋转校准到垂直于 B 轴旋转:
拆下底部的 C 轴护罩。
松开将 C 轴主体固定到 B 轴转盘面的 (12) 个螺栓 [1]。
通过 C 轴检修口到达底部 (4) 个螺栓。
如果 B 轴在正方向 [4] 上对称,请在顶部 (2) 螺栓后面安装适当尺寸的马蹄形垫片 [2]。
如果 B 轴在负方向 [5] 上对称,请在底部 (2) 螺栓后面安装适当尺寸的马蹄形垫片 [2]。
将 (12) 个螺栓拧至 80 Ft-lbs (108 Nm)。
切断过多的垫片材料。
在螺栓转动后,验证步骤 2 中的测量值。


将耳轴支架轴与 B 旋转轴对齐:
在耳轴支架轴承 [2] 的外缘上设置 (2) 个指示器,如图所示。
标记外缘上的点,其中一个指示器指针与表面接触。
将 B 轴移动到 90°或 -90°后,您将再次将标记点与指针校准,以排除测量中的轴承跳动误差。
当 B 处于 90°和 -90°时,获取读数。比较读数。
注意: 获取读数时,需要夹紧 B 轴制动器。
当 B 为 90°和 -90°时,每个指示器上的结果之间的偏差必须小于 0.00254厘米。
注意: 轴承侧面的指示器将测量从顶部到底部的校准,轴承顶部的指示器将测量从一侧到另一侧的校准。
____
对于带多件式耳轴的型号
松开 C 轴体支撑上的 (6) 个螺栓 [3]。保持螺栓足够舒适,以控制调节。
调整 (8) 个固定螺栓 [4],直到 B 在 90°和 -90°时的偏差在 0.00254厘米内。
将 C 轴体支撑上的 (6) 个螺栓 [2] 扭矩调整为 80 Ft-lbs (108 Nm)。
在螺栓调整扭矩后验证校准情况。
____
对于具有单体耳轴的型号
点动以旋转到 B90。如下图所示,在突出显示的表面上设置指示器
将 B 轴旋转 180 度(90 至 -90)
耗尽 (NTE 0.010” TIR)
注意:如果测量值超过公差,请联系支持部门
.png)
安装并给 A 形框架支架添加垫片:
将 B 轴移动到 90°。
在 C 轴体的加工曲面上设置一个指示器 [1]。将指标设置为 0。
在安装 A 形框架支柱时,使用塑料束线带 [2] 撬开密封件。这样,不必要的空气和润滑脂会流出组件。
将 A 形耳轴支架 [3] 安装在轴承上。
拆下电缆托盘。
顺时针转动耳轴支架,直到它垂直。
注意: A 形框架支柱的重量将导致耳轴下垂。下垂量使用以前设置在 C 轴体侧面的指示器来测量。
____
对于多件式耳轴
调整 A 形框架支柱和基座铸件之间的垫片 [4],以移除下垂,直到指示器读数再次为 0。
当指示器读数为 0 时,转动 (4) 个螺栓。请参阅 Haas 紧固件扭矩规格。
在螺栓转动后验证读数。如有必要,再次调整垫片,直到指示器读数为 0。
____
对于带单体耳轴的型号
确定提升耳轴臂所需的垫片量 [4],以便指示器读数为 0.0127 厘米
拧紧支架后,指示器 [1] 值将发生变化。
指标仍然就位时:
耳轴臂升高(0.0127 厘米 至 0.0254 厘米)。
说明:对于单体耳轴,垫片位置也可以用于将 C 轴校正为 X-Y 平面垂直度,而不是为鞍座支架加上垫片
注意: 在 A 形框架支柱的每一侧使用等量的垫片。不等量的垫片将导致 A 形框架支柱将耳轴拉到侧面。
验证 B 轴与 Y-Z 平面的旋转校准(步骤 2)。如有必要,松开螺栓并点击 A 形框架支柱侧对侧,以将 B 轴校正为 Y-Z 平面校准。

把 C 轴设置为垂直于 X/Y 平面:
把轴移动至
UMC-750 的......X= -26.67厘米 和 Y=0厘米。
UMC-1000 的......X=-43.18厘米& Y=-0厘米。
将接地块 [2] 上的指示器 [1] 归零,距离转盘 后部边缘(主轴上的磁石底座) 1.27厘米,C 为 0 度
将 C 轴旋转至 180°。
沿 Y 轴负方向移动 Y 轴和接地块,直到距转盘边缘 1.27 厘米,并取垂直度测量
调整垫片,直到端到端平均误差在 0.00127 厘米以内。
说明:对于单体耳轴,在轴承支撑下的垫片位置也可以用于将 C 轴校正为 X-Y 平面垂直度,而不是为鞍座支架加上垫片
注意: 给两个前架或两个后架加同样多的垫片。
注意: 在保持 X 到 Y 成直角时,给一个架加垫片。
拧紧所有螺栓后验证测量值。
在步骤 2 中验证 X 到 Y 校准方式。

设置换刀偏置:
B 轴换刀偏置 [1]
对于经典 Haas 控制器,更改 参数 213。
有关下一代控制器,请访问:设置>转台选项卡>突出显示转台,并按 [INSERT],或者更改 差数 6.078 (B 刀具更换偏置)以将耳轴(B 轴)设置为与 X 轴平行
对于带多件式耳轴的型号
(NTE 0.00254厘米/25.4厘米;NTE 0.00508厘米整体)
对于带单体耳轴的型号
(NTE 0.00127厘米/25.4厘米;NTE 0.00254厘米整体)
___
C 轴换刀偏置 [2]
对于经典 Haas 控制器,请更改 参数 523。
有关下一代控制器,请访问:设置>转台选项卡>突出显示转台,并按 [INSERT],或者更改 差数 7.078 (C 换刀偏置)以将工作台 T 型槽(C 轴)设置为与 X 轴平行
对于带多件式耳轴的型号
(NTE 0.00254厘米/25.4厘米;NTE 0.00508厘米整体)
对于带单体耳轴的型号
(NTE 0.00127厘米/25.4厘米;NTE 0.00254厘米整体)
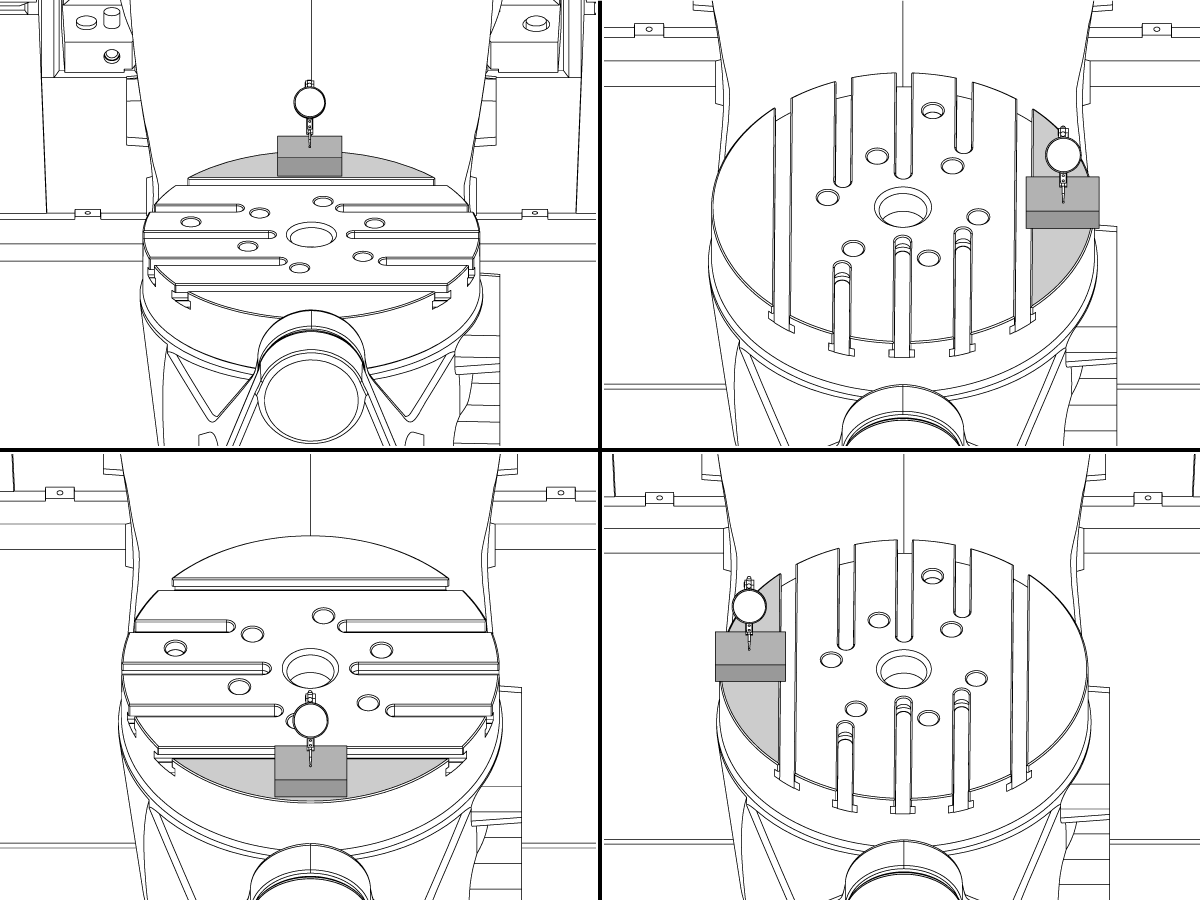
检查 C 轴与 X/Y 平面的垂直度:
将 C 轴孔上方的指示器与 Y 轴在 -10 处校准。
在 Y 轴上正点动,并将指示器对准转盘的最后一部分的中心,并在此位置用可洗标记进行标记。
如图所示插入 1-2-3 块并将指示器 设置为零。
拆下块并旋转转盘 90 度,遵循带有指示器的标记点。
将块插回指示器和转盘之间。记下读数。
重复前两个步骤,在 180、270 和 360 度时获取转盘读数。
多件式耳轴 : (NTE 0.00127厘米)
单体耳轴 : (NTE 0.00254厘米)
校准 B 轴制动盘:
注意: 如果您在 SS 机床上操作,请不要执行此步骤。
在 MDI 模式下运行此代码以松开制动器:
M11;
松开所有制动盘螺栓 [1],并将其拧至 5 Ft-lbs (7 Nm)。
在 MDI 模式下运行此代码以松开制动器:
M10;
等待 10 秒。
拧紧螺栓。请参阅 Haas 紧固件扭矩规格。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






