

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
此过程将指导您完成 VMC 的安装
所需工具:
注意:
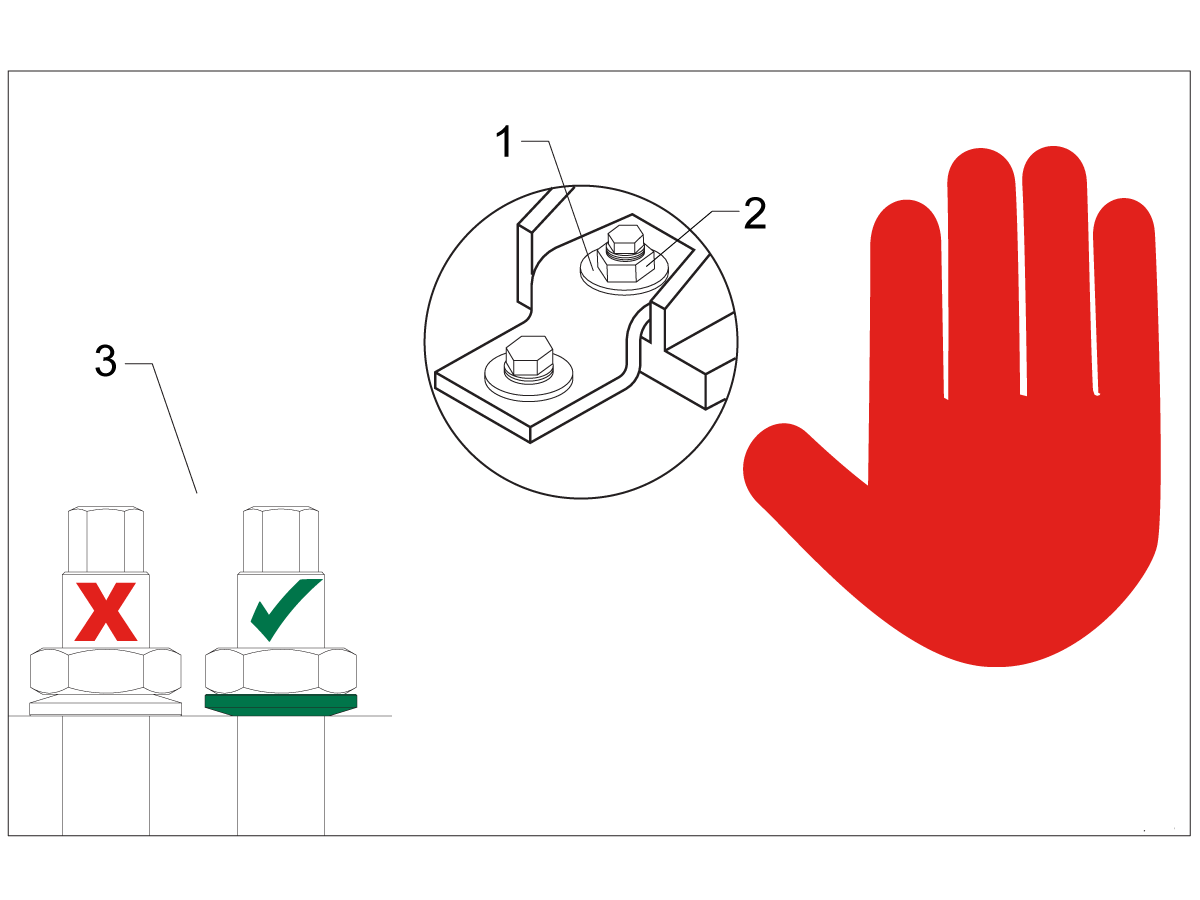
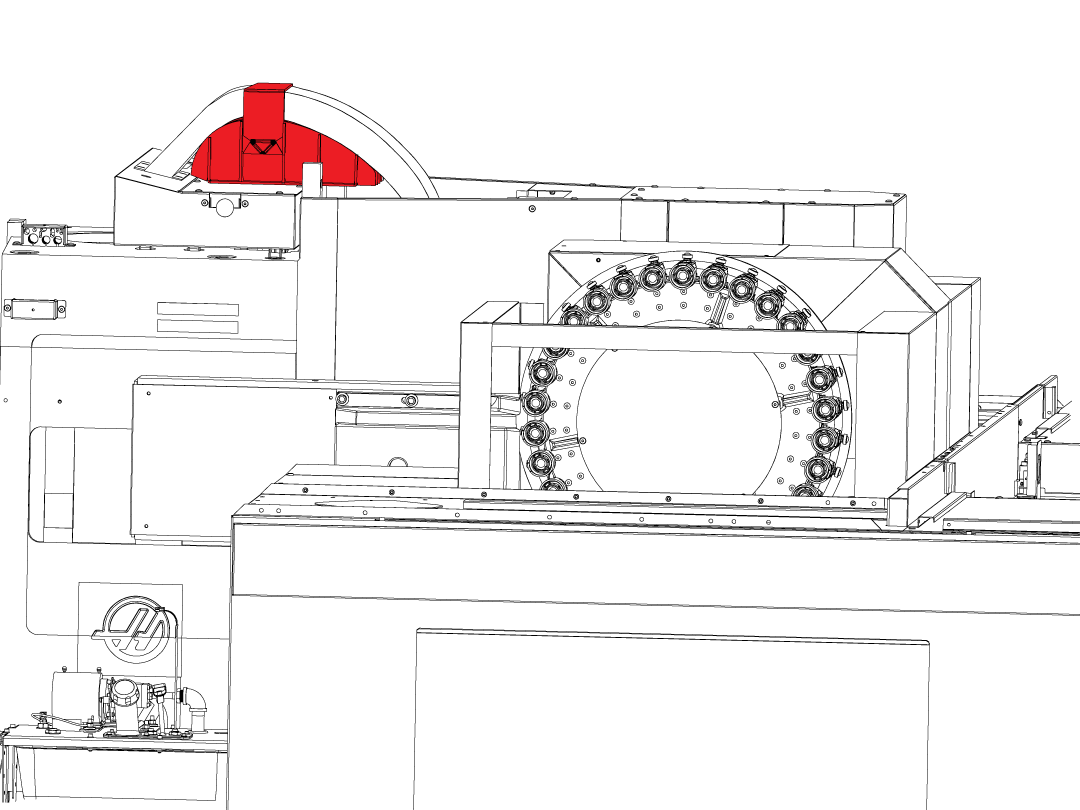
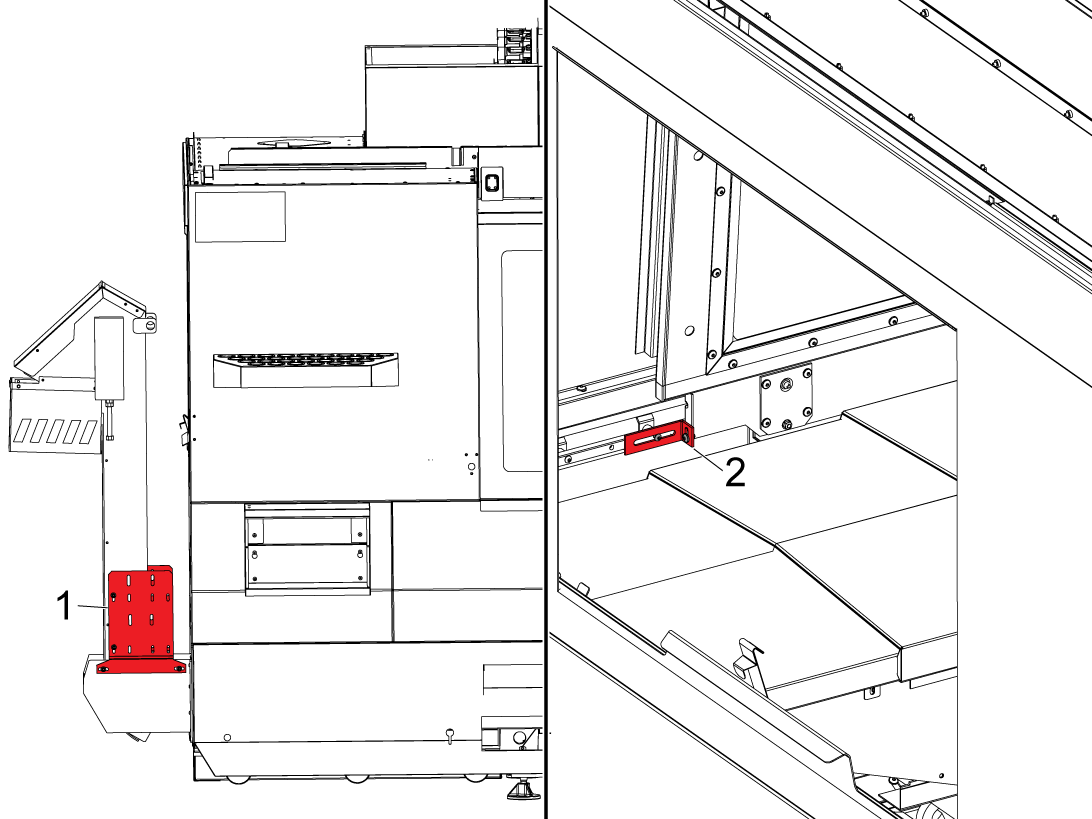
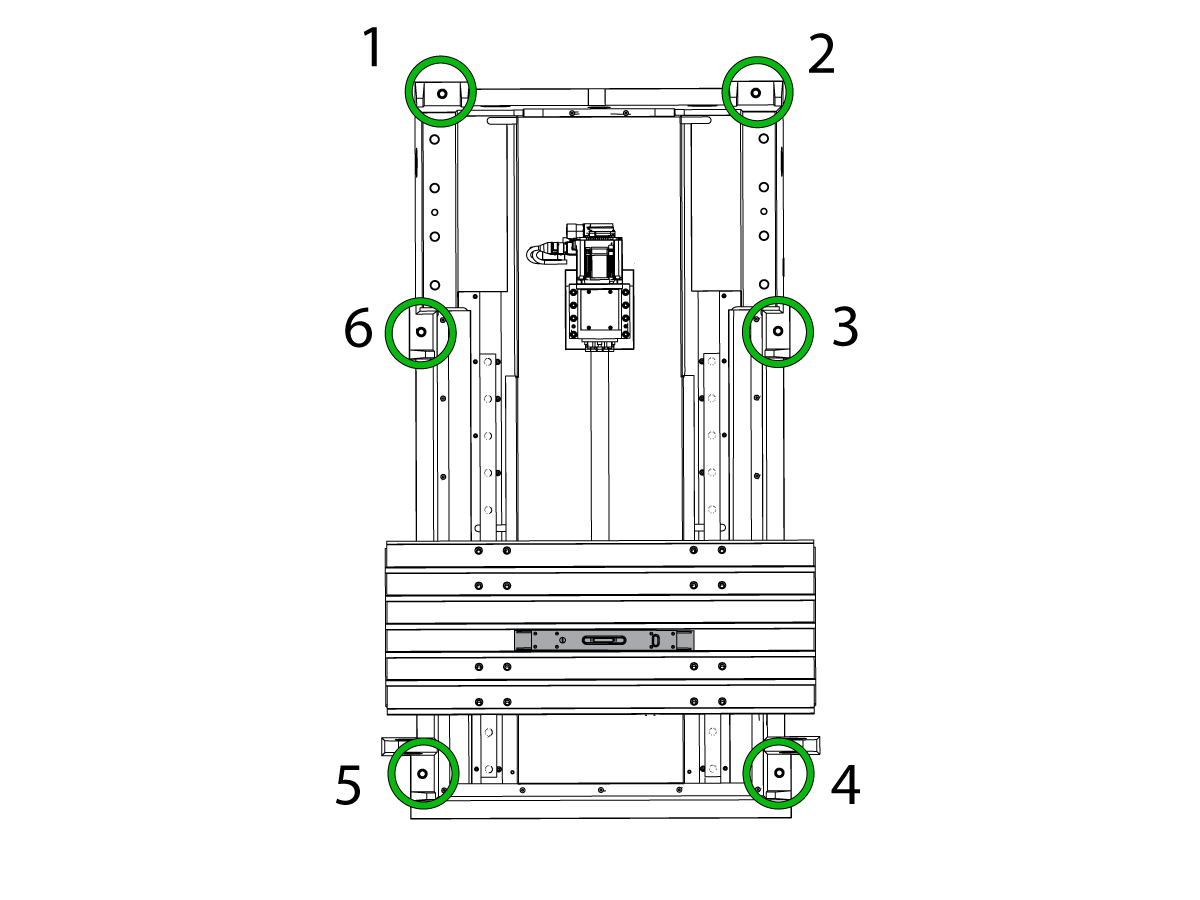
垫圈[1]和螺母[2]在运输过程中已安装,应妥善保存以备安装,切勿丢弃。注意:垫圈方向[3]很重要。 垫圈的锥形部分应紧贴铸件, 请参见插图。
危险:使用数控设备所需的电气服务非常危险,可能会导致严重伤害或死亡。
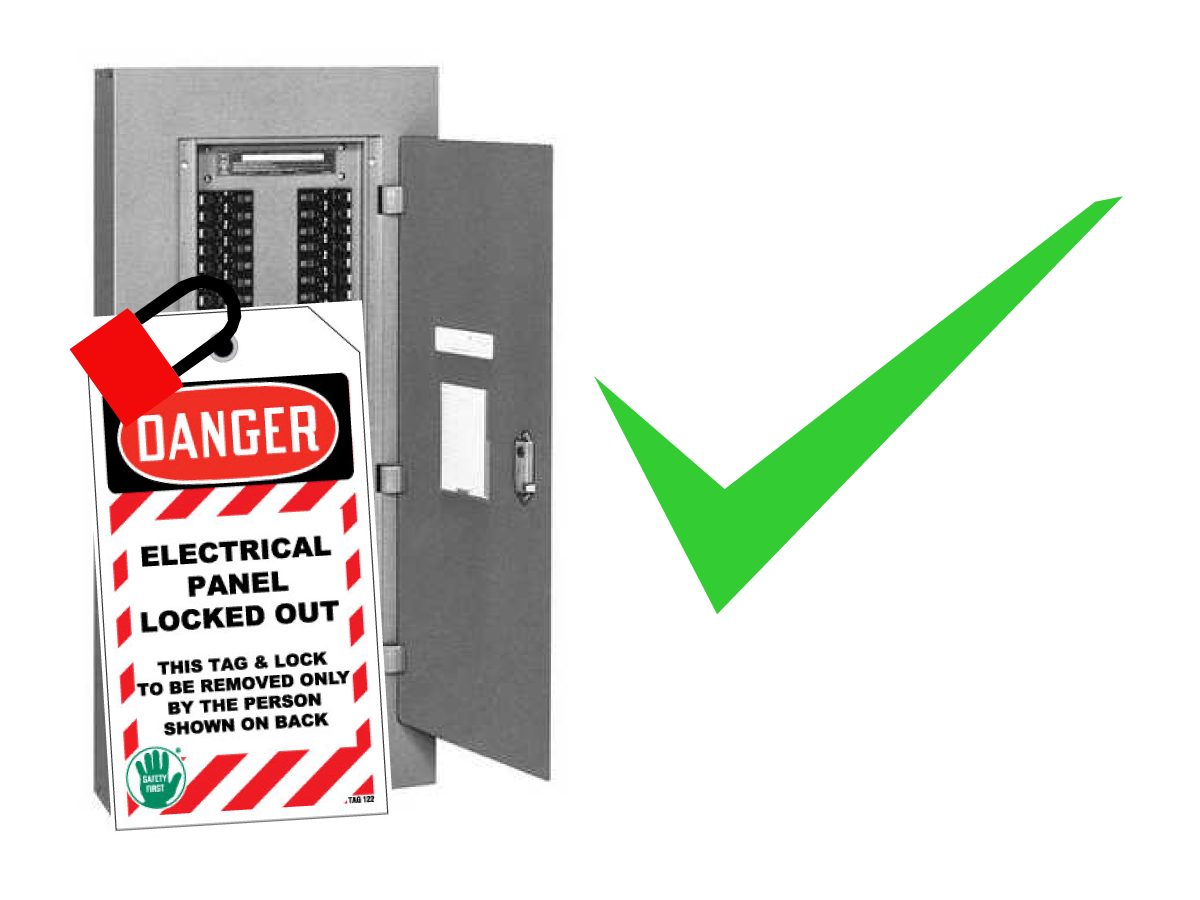
在将电线连接到数控设备之前:
如果您不确定如何安全地断开电源或执行 LOTO 程序:
如果不遵守这些预防措施,可能会导致触电、设备损坏或致命伤害。
初始控制检查
危险:此时,机床不应有电气连接。电气面板必须关闭并固定。主断路器合闸时,整个配电板(包括电路板和逻辑电路)都具有高电压,并且一些部件在运转时温度会很高。因此必须非常小心。因此,在面板中工作时要格外小心。
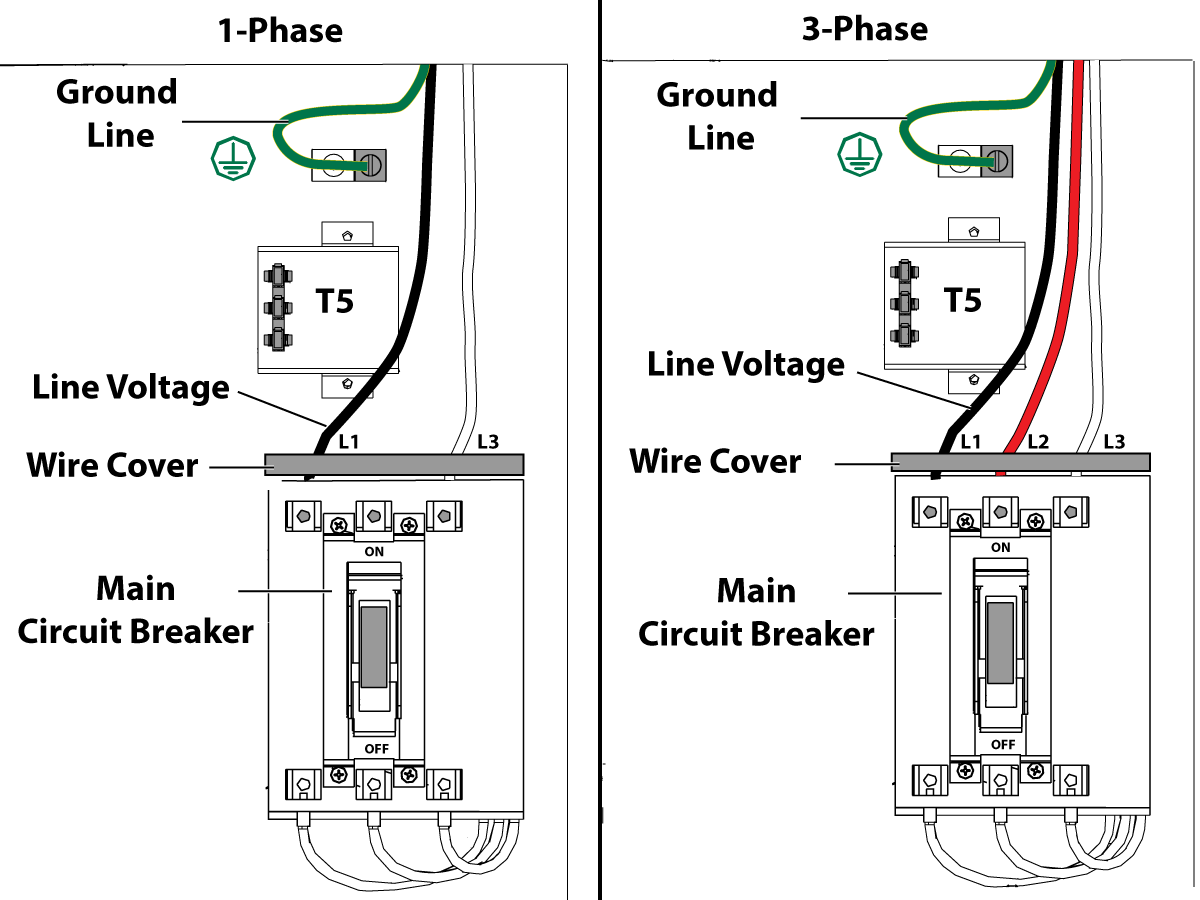
1 相机器: 将每个电源引线插入导线盖。 将两个电源引线连接到主断路器顶部的 L1 和 L3 端子。
三相机器: 将每个电源引线插入导线盖。 将三个电源引线连接到主断路器顶部的 L1、L2 和 L3 端子。
将单独的接地线连接到端子左侧的接地总线。
对于三相机床,请检查机床的电源配置类型。对每条接地的电源引线进行电压测量。然后参考 RD0084 - 输入电源配置 ,根据电压读数和电源配置确定哪条电源引线应连接到 L1 端子。
参考 Haas 主断路器 - 扭矩规格 ,以获取断路器电源引线的扭矩值。
注意: 确保引线实际进入端子块夹。(连接不良会导致机床间歇性运行或出现其他问题,例如伺服过载。) 要进行检查,只需在拧紧螺钉后拉扯导线即可。
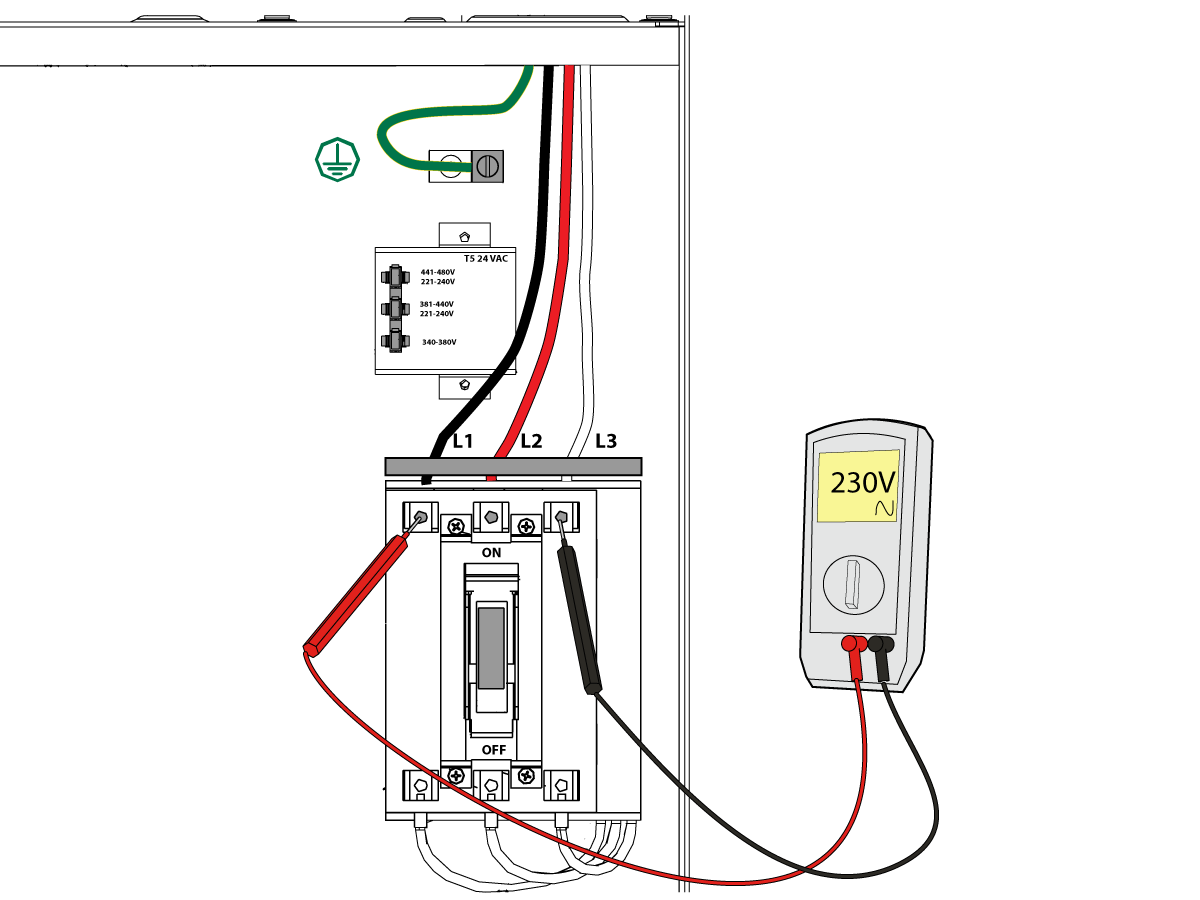
线路电压连接到机器后,确保主断路器(后机柜右上)已关闭。卸下锁定/标出并打开电源上的电源。使用数字电压计和适当的安全程序:
1 相机器: 测量 L1 上的交流电压 & 主断路器处的 L3。 交流电压必须介于 220 - 250 伏之间。
注意:低于或高于此电压可产生低压/高压警报。
三相机器: 测量主断路器上所有三个对相位之间的交流电压。
交流电压必须介于195 和 260 伏(高压选件为 360 和 480 伏)。
SMinimill - 重启: 对于没有高压变压器的机器,交流电压必须介于 198 和 242 伏之间。 请参阅迷你铣床/SMinimill - 识别文档。
注意: 宽电压波动在许多工业领域很常见;必须知道机床在运行期间提供给机器的最小和最大电压。美国国家电气法规规定,机床在平均电源电压变化时应变化 +5% 到 -5%。如果线路电压出现问题,或怀疑线路电压低,可以使用外部变压器。如果您怀疑电压问题,应在典型一天中每或两小时检查一次电压,以确保电压与平均值的波动不超过 +5% 或 -5%。
重要:关闭主断路器。
检查后机柜右下角的变压器分接头。
1 相机器:输入电压电缆必须移到连接器上, 对应于上述步骤中测量的平均电压。
三相机器: 标有 74、75 和 76 的输入电压电缆必须移到端子块三重,这对应于上述步骤中测量的平均电压。
变压器 T5 提供 24VAC,用于为主接触器供电。此变压器有两个版本,可用于 240 和 400V 机器。240V 变压器有两个输入连接器,距离变压器约两英寸,可将其连接到 180-220V 或 221-240V。
具有 220V-240V RMS 输入功率的用户应使用标记为 221-240V 的连接器,而具有 190-220V 输入功率的用户应使用标记为 180-220V 的连接器。未能使用正确的输入接头将导致主接触器过热或无法可靠地接合主接触器。
480V(可选)T5变压器有三个输入连接器,标有340-380V、381-440V和441-480V。
340V-380V 50Hz/60Hz 电源的用户应使用 340V-380V 连接器,而具有 380V-440V 50Hz/60Hz 电源的用户应使用 381V-440V 连接器。
重要:将主断路器设置为位置。检查问题的证据,如过热部件的气味或烟雾。如果出现此类问题,请立即将主断路器设置为 OFF,然后致电工厂,然后再继续操作。
电源打开后,测量主断路器底部端子上的电压。它应与输入电源连接到主断路器的测量值相同。如果有任何问题,请检查接线。
按下前面板上的电源打开开关,为控制部供电。
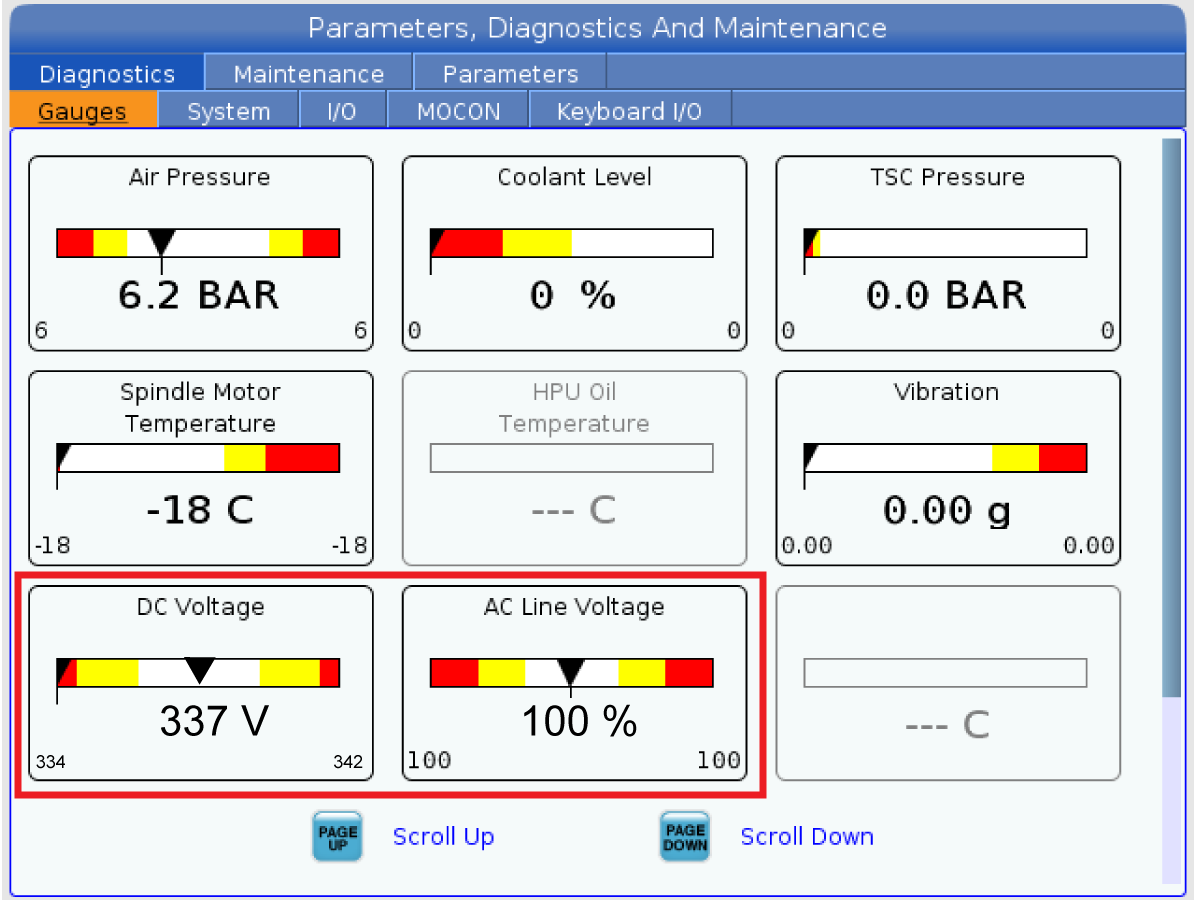
检查直流电压和交流线路电压表 诊断。直流电压表的读取电压必须介于 310 - 360V 之间。交流线路电压必须介于 90% 和 105% 之间。如果电压超出这些限制,请关闭电源并重新检查步骤 2 和 3。如果电压仍超出这些限制,请致电工厂。
电力必须正确分段,以避免损坏您的设备。电源组件 PC 板包含 "相位检测" 带霓虹灯指示灯的电路。当橙色霓虹灯亮起 (NE5) 时,相位不正确。如果绿色霓虹灯亮起 (NE6),则相位正确。如果两个霓虹灯指示灯都亮起,则导线松动;检查连接。通过将源电源设置为关闭,然后在主断路器上交换输入电源线路的 L1 和 L2 来调整相位。
危险: 在调整相位之前,必须关闭电源上锁定标签的所有 CNC 电源。始终使用交流电压检测器仔细检查传入线路。
将主断路器设置为关闭位置。关上门,锁紧闩锁,然后重新打开电源。从控制柜中取出钥匙,交给车间经理。
激活
当机床正确放置并连接到空气和电力时,即可进行最终安装(拆卸装运块、调平、主轴扫描等)和软件激活。HFO 维修技师这样做。请与本地 HFO 联系以安排工作。
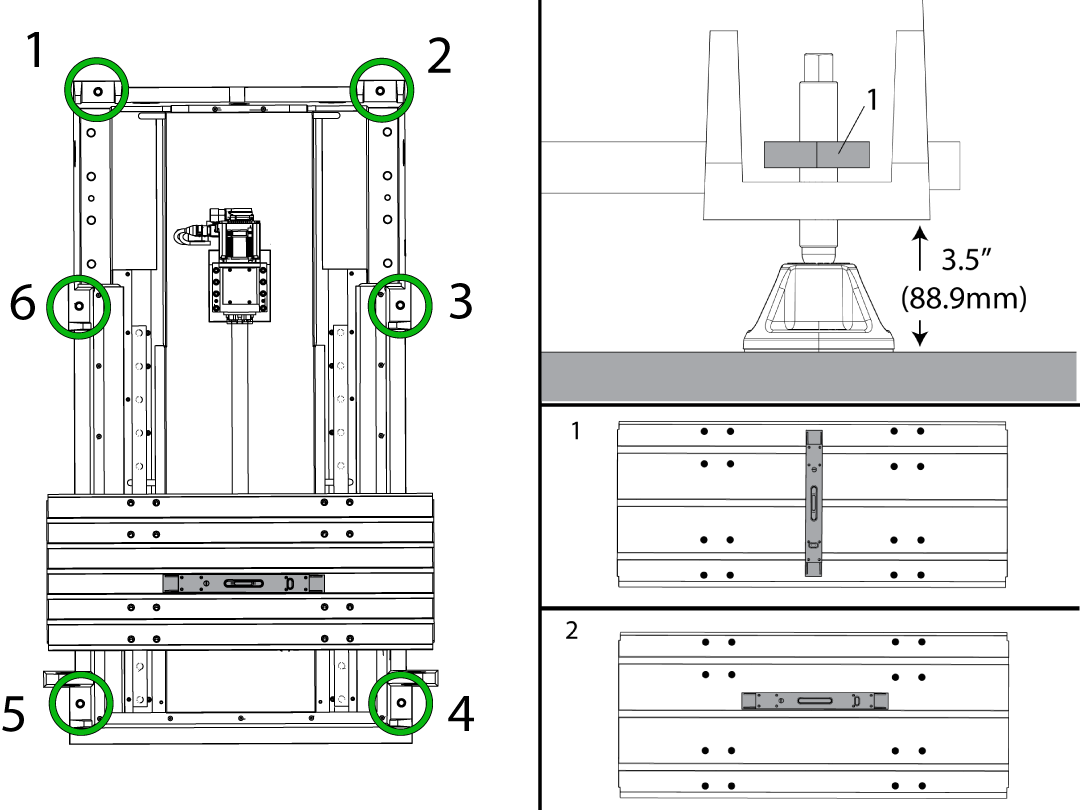
重要事项: 在尝试装备运动传感器之前,必须对配备运动传感器的机床进行粗略调平。 有关详细说明,请参阅 服务通知 - SA0007。 仅 Haas 专卖店人员才能访问本文档。
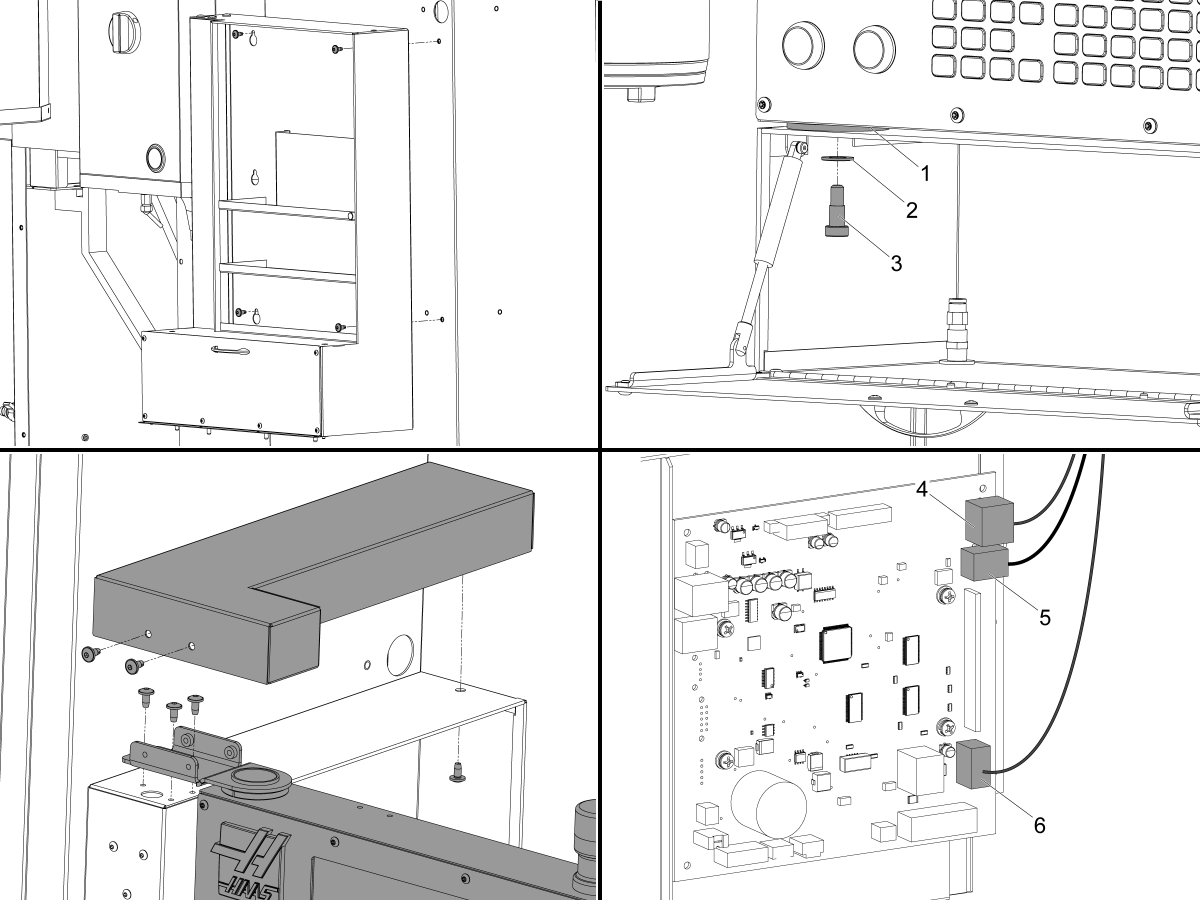
Attach the storage cabinet to the side of the machine.
Put the pendant spacer [1] onto the storage cabinet. Place the pendant onto the spacer.
Attach the washer[2] and shoulder screw[3] to the pendant.
Attach the pendant bracket to the top of the storage cabinet.
Insert the cables into the pendant and install the cover .
Remove the rear panel of the pendant. Connect these cables:
有关如何对 VMC 进行水平设置(包括如何使用外动器)的更深入的指南,请参阅:
Complete an inspection report after leveling, verifying geometry, and setting the MRZP Offsets.
The Inspection Report EA0426 can be found on the Haas Service Guide.
Note: This site is available only to Haas Service Techs.
Email the completed inspection report to [email protected]. This will be attached to the machine history.
This tells you how to set Machine Rotary Zero Point (MRZP) Offsets.
This procedures shows images that use both calibration assemblies.
Important: The spindle probe must be calibrated before doing this procedure. This makes sure the accuracy of the probe to the machine position is correct. Refer to the Next Generation Control - Probe Calibration (VPS) procedure, in the diy.haascnc.com
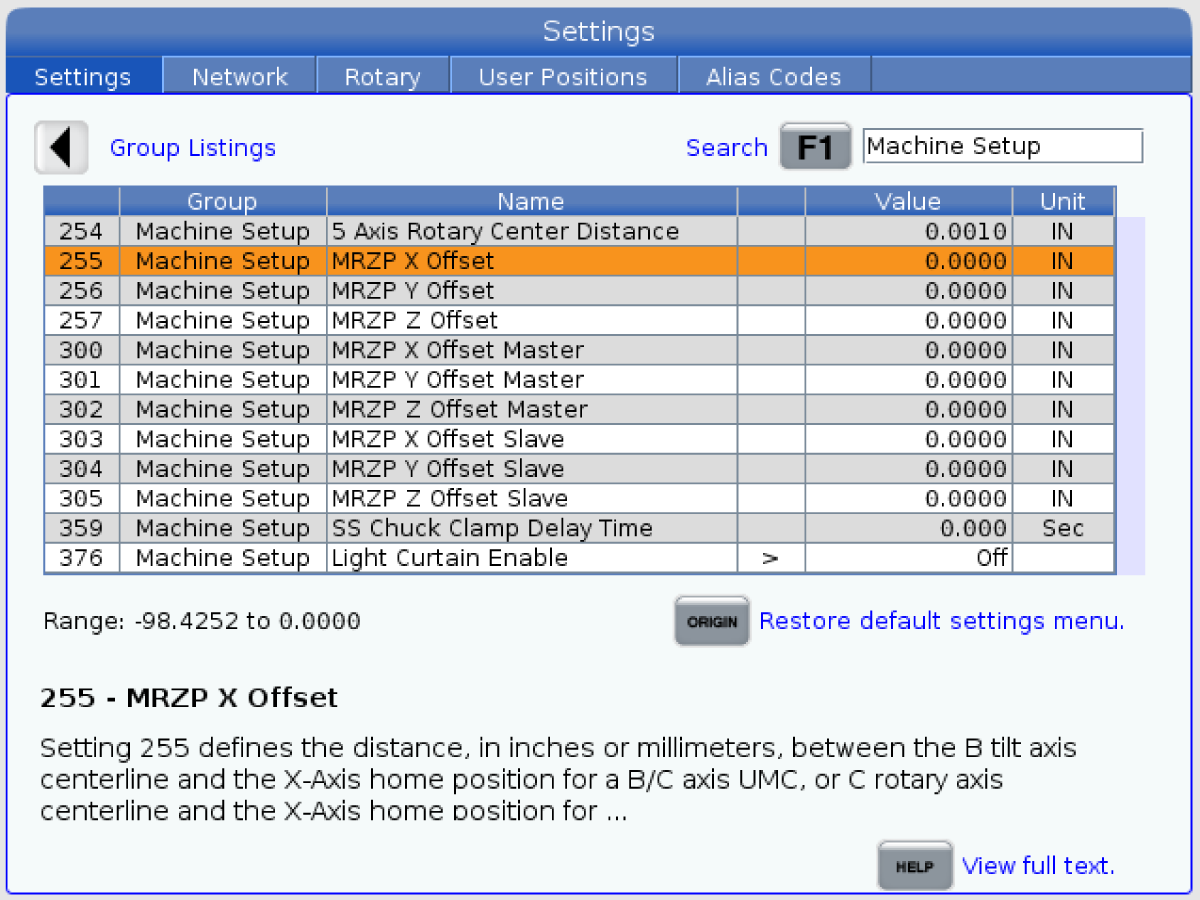
Press [Setting] and navigate to Machine Setup. Check setting 255, 256, and 257. The values should not be zero. If they are perform the following procedure.
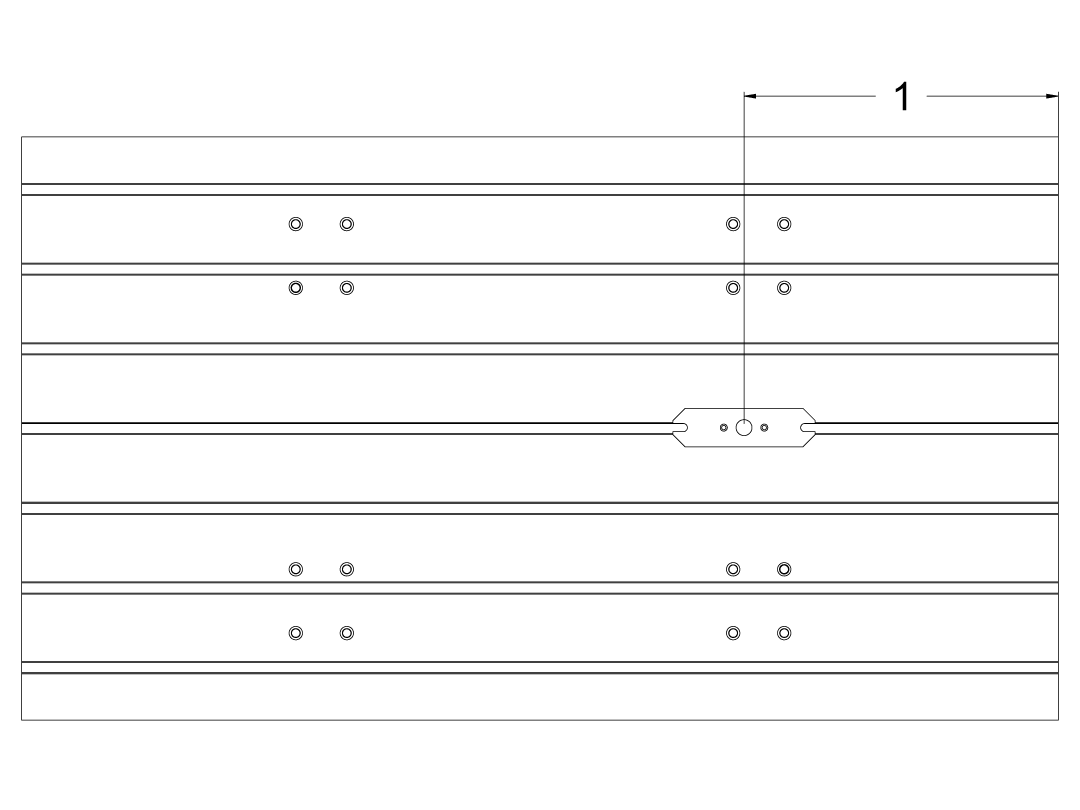
Place the straight sphere assembly in the center T slot and 17.25" from the right edge of the table. This will be done for both the MRZP and safe zones.
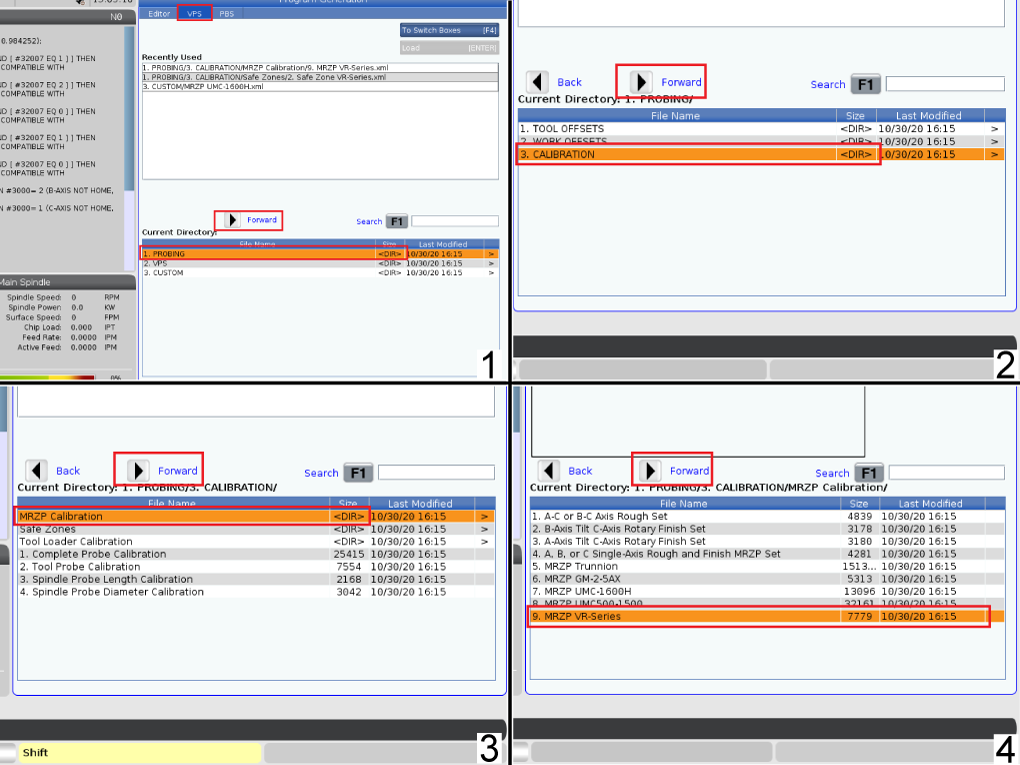
Press [EDIT] and go to the VPS tab. Once there using the direction buttons highlight the probing directory and press [RIGHT ARROW].
Once there highlight CALIBRATION and press [RIGHT ARROW].
Hightlight MRZP CALIBRATION and press [RIGHT ARROW].
Hightlight MRZP VR-SERIES and press [RIGHT ARROW].
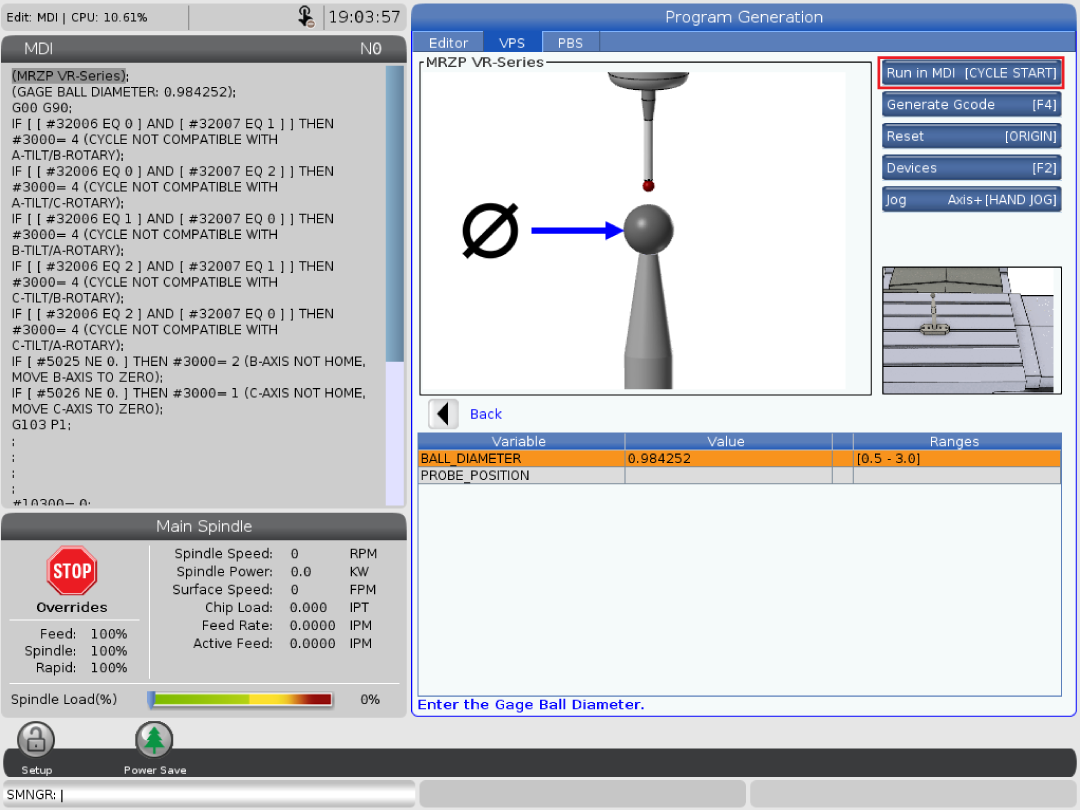
Input the ball diameter measurement and follow the probe position description at the bottom of the window.
NOTE: The probe should be 0.2" above the sphere.
Press [CYCLE START] to run the MRZP program.
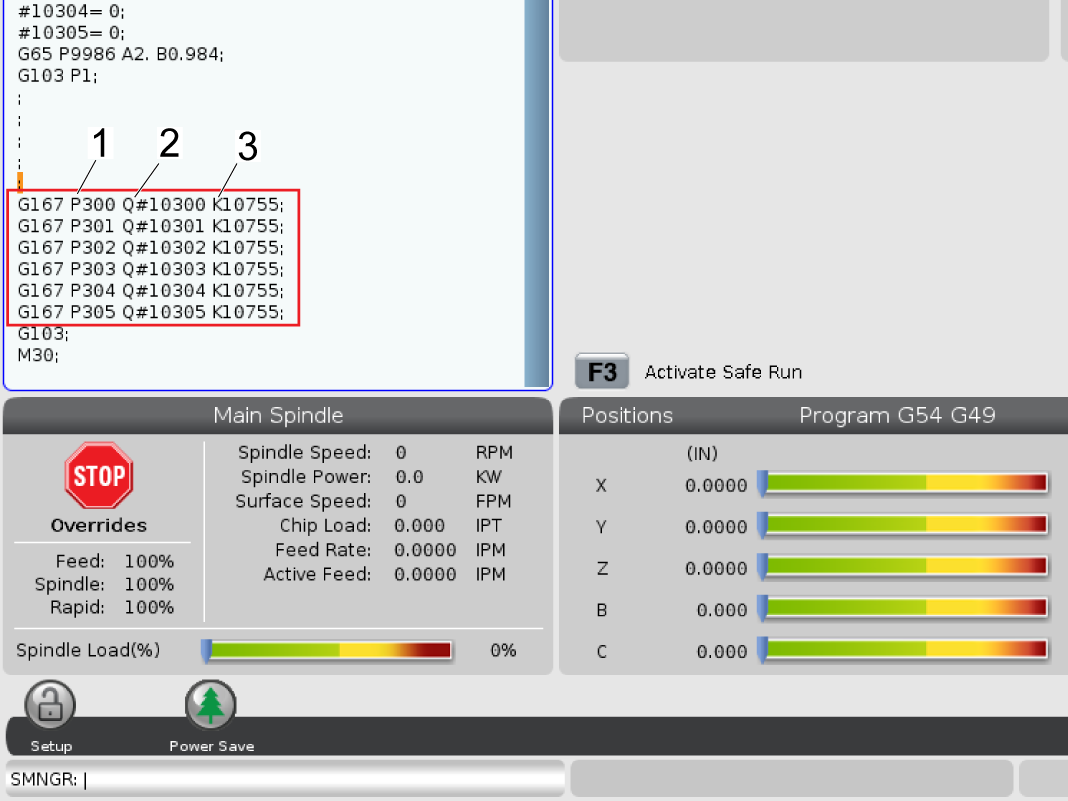
This section only applies for Software Version 100.20.000.1200 or later:
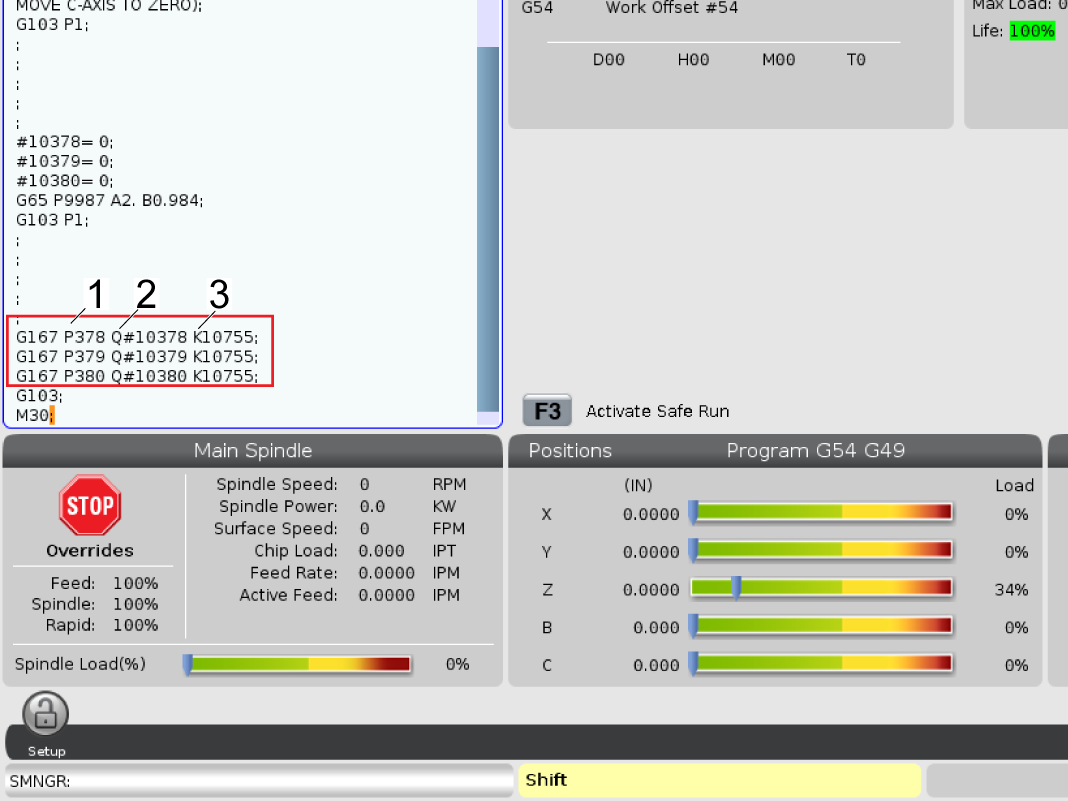
The MRZP program will populate the values that are found into the settings page using the code shown in the picture.
G167 provides the ability to write to settings, P code [1] is the setting number the program is writing to, Q code [2] is the value of the the Macro Variable the P code setting will be populated with, and the K code [3] essentially means it will keep these values in the setting once the program is over.
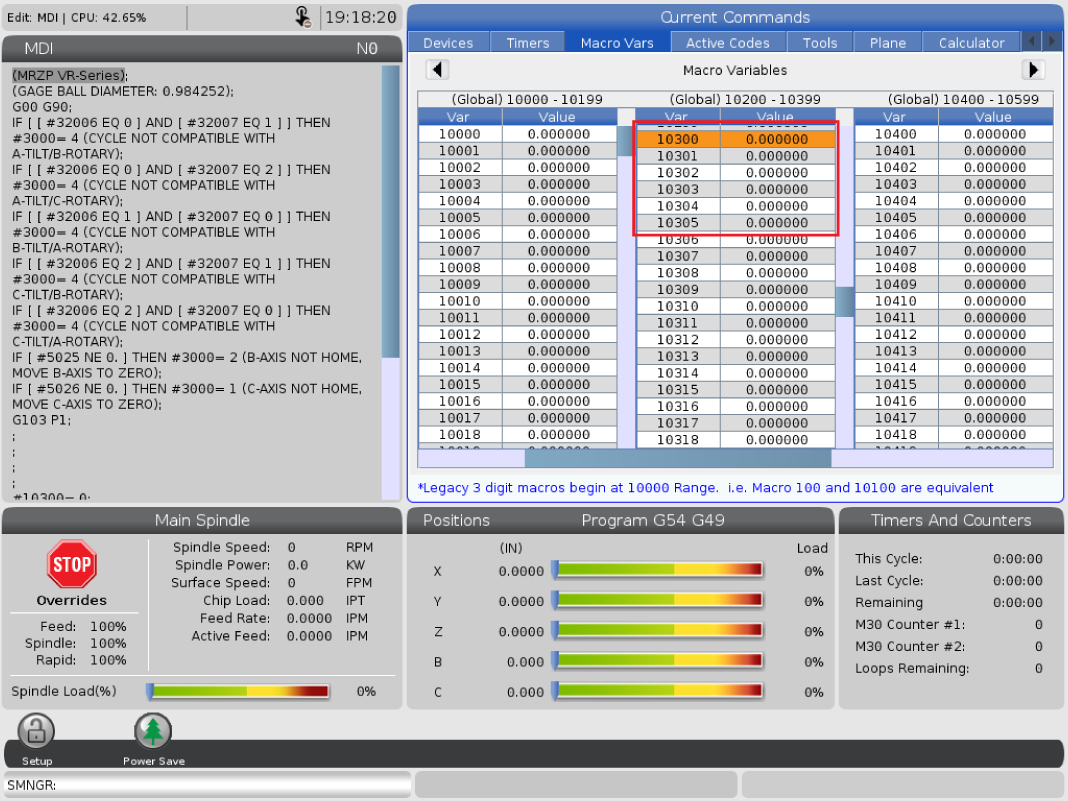
Once the MRZP program finishes press [CURRENT COMMAND] and go to the Macro Variable tab and find variables 10300-10305, write these values on a piece of paper.
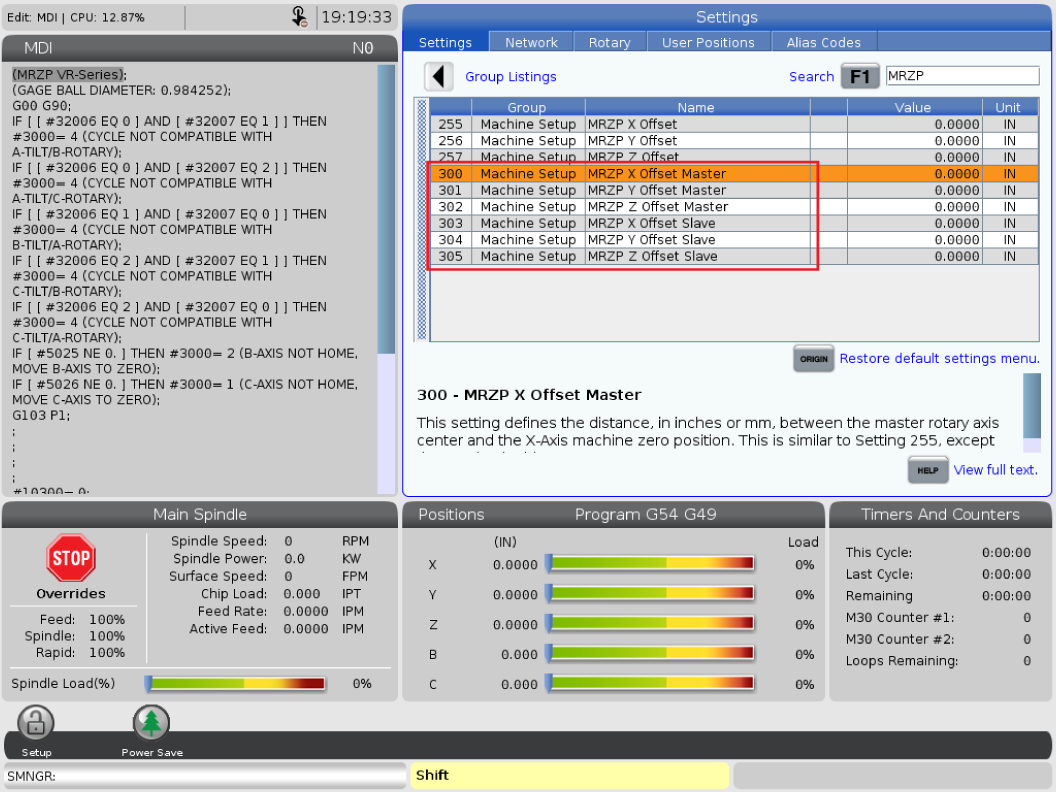
Press [SETTING] and look for settings 300-305, input the values written on the piece of paper. They should correspond as follows: Macro Variable 10300 = Setting 300 and so on.
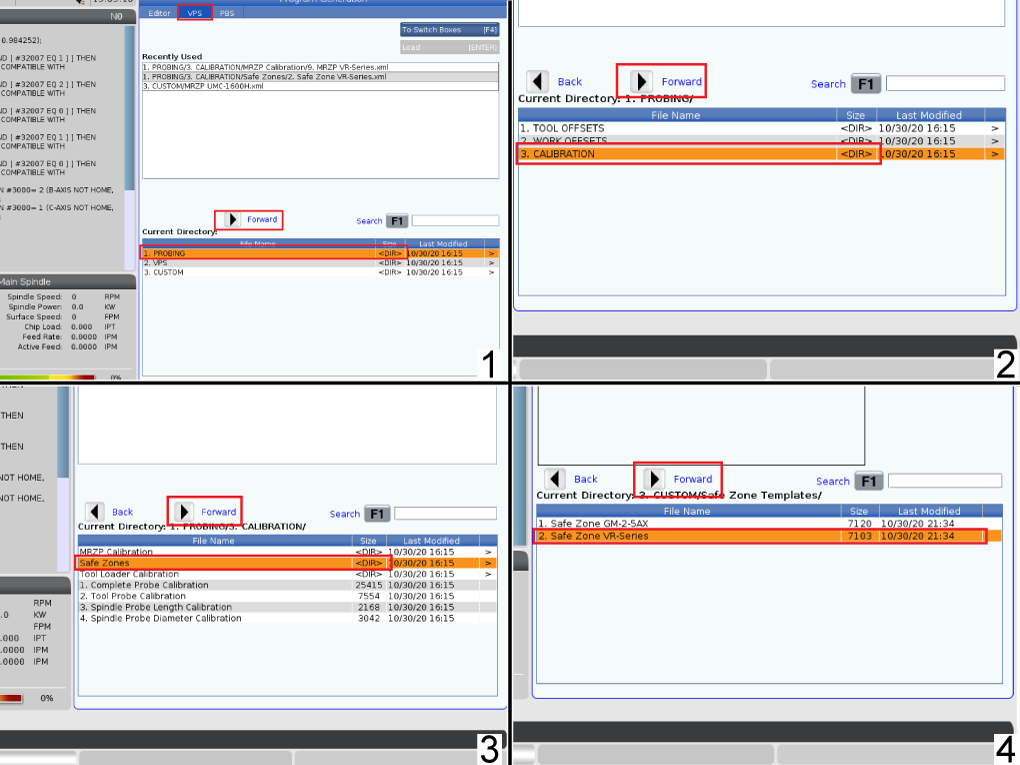
Press [EDIT] and go to the VPS tab. Once there using the direction buttons highlight the probing directory and press [RIGHT ARROW].
Once there highlight CALIBRATION and press [RIGHT ARROW].
Hightlight SAFE ZONES and press [RIGHT ARROW].
Hightlight SAFE ZONE VR-SERIES and press [RIGHT ARROW].
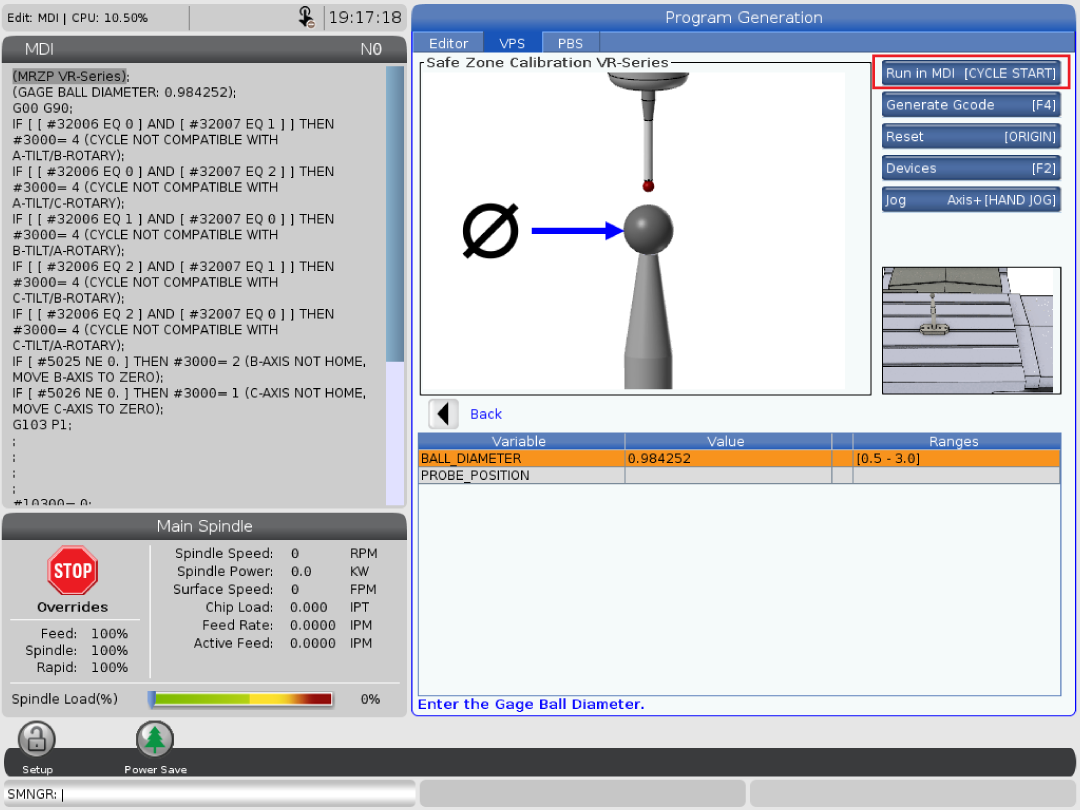
Input the ball diameter measurement and follow the probe position description at the bottom of the window.
NOTE: The probe should be 0.25" above the sphere.
Press [CYCLE START] to run the SAFE ZONE program.
This section only applies for Software Version 100.20.000.1200 or later:
The Safe Zone program will populate the values that are found into the settings page using the code shown in the picture.
G167 provides the ability to write to settings, P code [1] is the setting number the program is writing to, Q code [2] is the value of the the Macro Variable the P code setting will be populated with, and the K code [3] essentially means it will keep these values in the setting once the program is over.
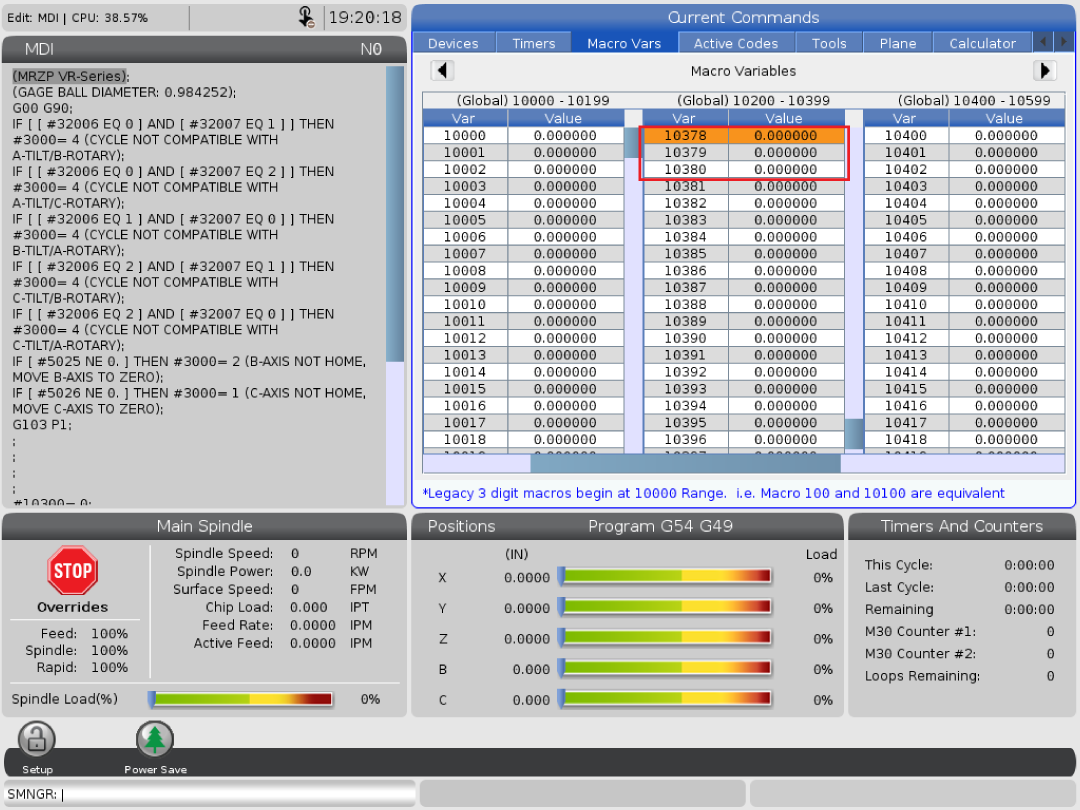
Once the Safe Zone program finishes press [CURRENT COMMAND] and go to the Macro Variable tab and find variables 10378-10380, write these values on a piece of paper.
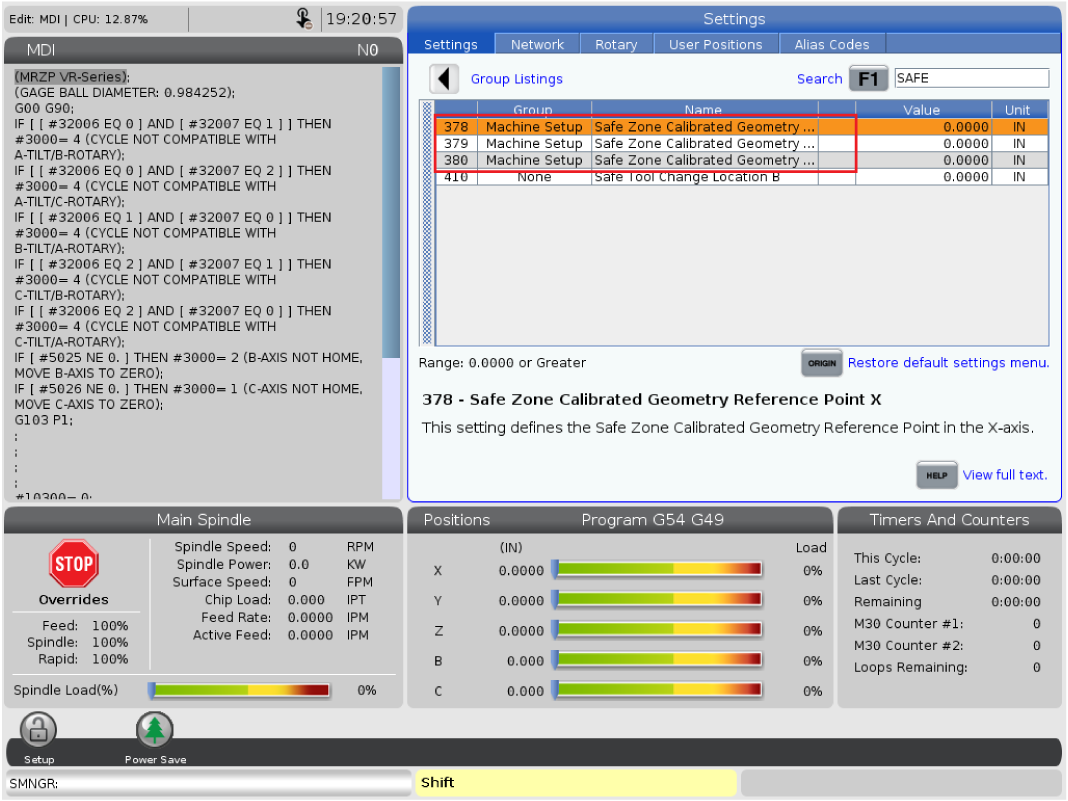
Press [SETTING] and look for settings 378-380, input the values written on the piece of paper. They should correspond as follows: Macro Variable 10378 = Setting 378 and so on.
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





