
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

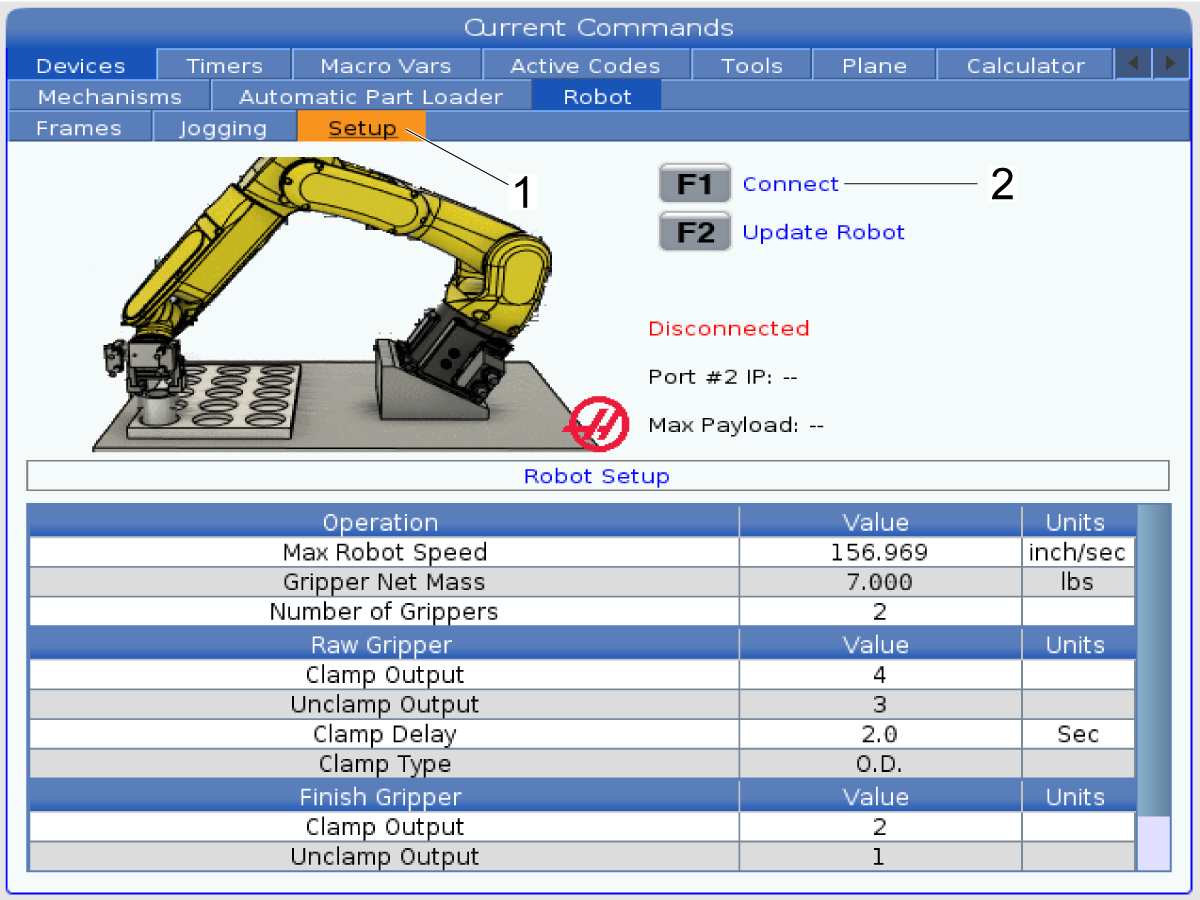
此程序将通过您的 Haas 机器人设置工作。
按照《Haas 机器人安装指南》中的“首次启动”部分将机器人连接到 Haas 机床。
注意: 如果在保存作业之前将机床重新开机,则模板信息可能会丢失。
定期检查机床设备安全功能:
在设置机器人作业前,您需要创建一个用户框架。用户框架将不在零件表内。这将设置我们的 X、Y 和 Z 轴。
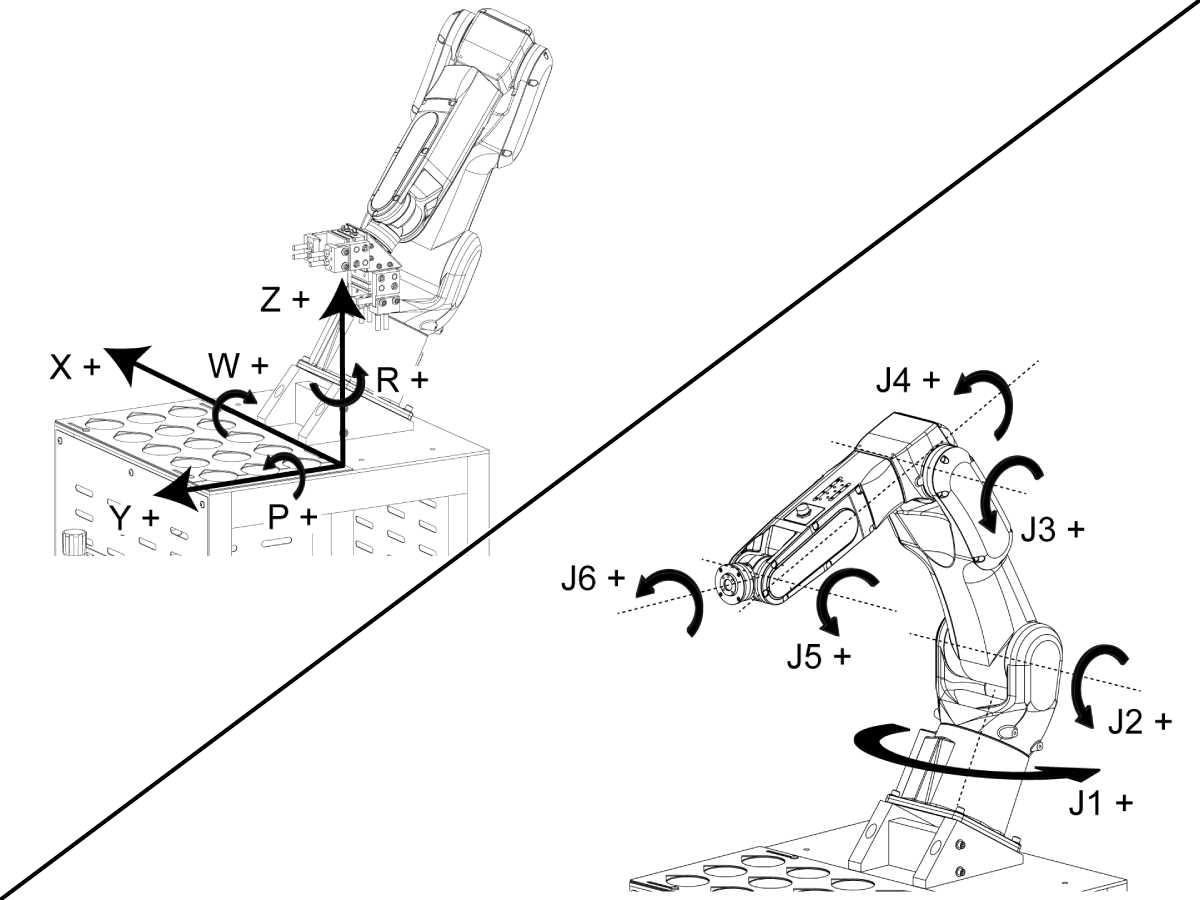
包含两种类型的可点动机器人。分别是笛卡尔和联合类型。
笛卡尔坐标系包括:
联合坐标系包括:
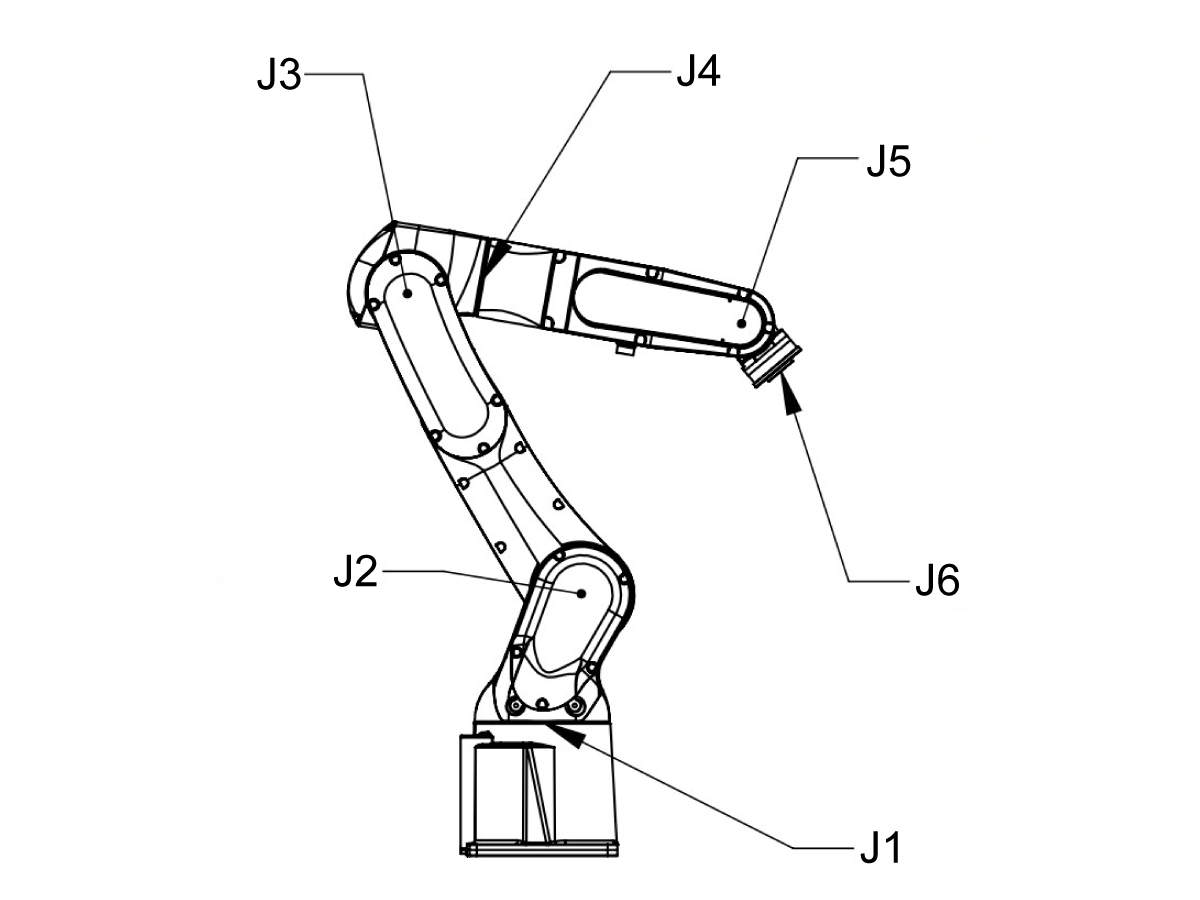
机器人关节行程限制
J1 (+/-170°)
J2 (+/-122.5°)
J3 (+/-215°)
J4 (+/-190°)
J5 (+/-125°)
J6 (+/-360°)

将“三点方法”用于设置我们的用户框架。导航至 Current Commands(当前命令) > Devices(设备) > Robot(机器人) > Frames(框架) 以及 User Frames(用户框架)窗口。按 [F2] 以切换框。
按 [INSERT] 以使用“三点方法”。然后输入用户框架的名称,然后按 [F2] 以记录。
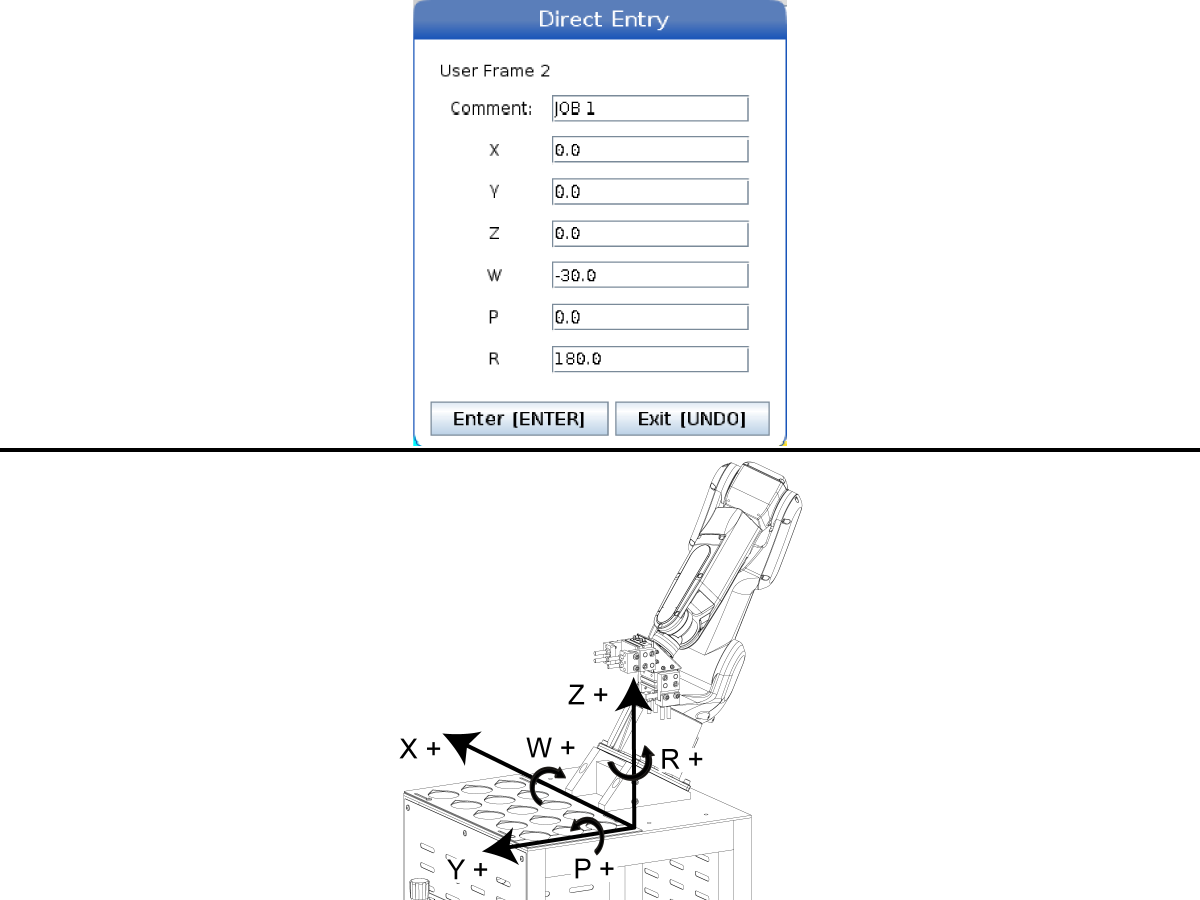
也可通过“直接输入法”设置我们的用户框架。导航至 Current Commands(当前命令) > Devices(设备) > Robot(机器人) > Frames(框架) 以及 User Frames(用户框架)窗口。按 [F2] 以切换框。
按 [ENTER] 以查看“直接输入法”。若要将用户框架从机器人支架移开。输入用户框架名称并添加以下值:
这将使机器人沿 Y 轴旋转 30 度,沿 Z 轴旋转 180 度。机器人将沿 Z 轴、按垂直于工作台的方向缓慢移动。按 [ENTER] 以记录。
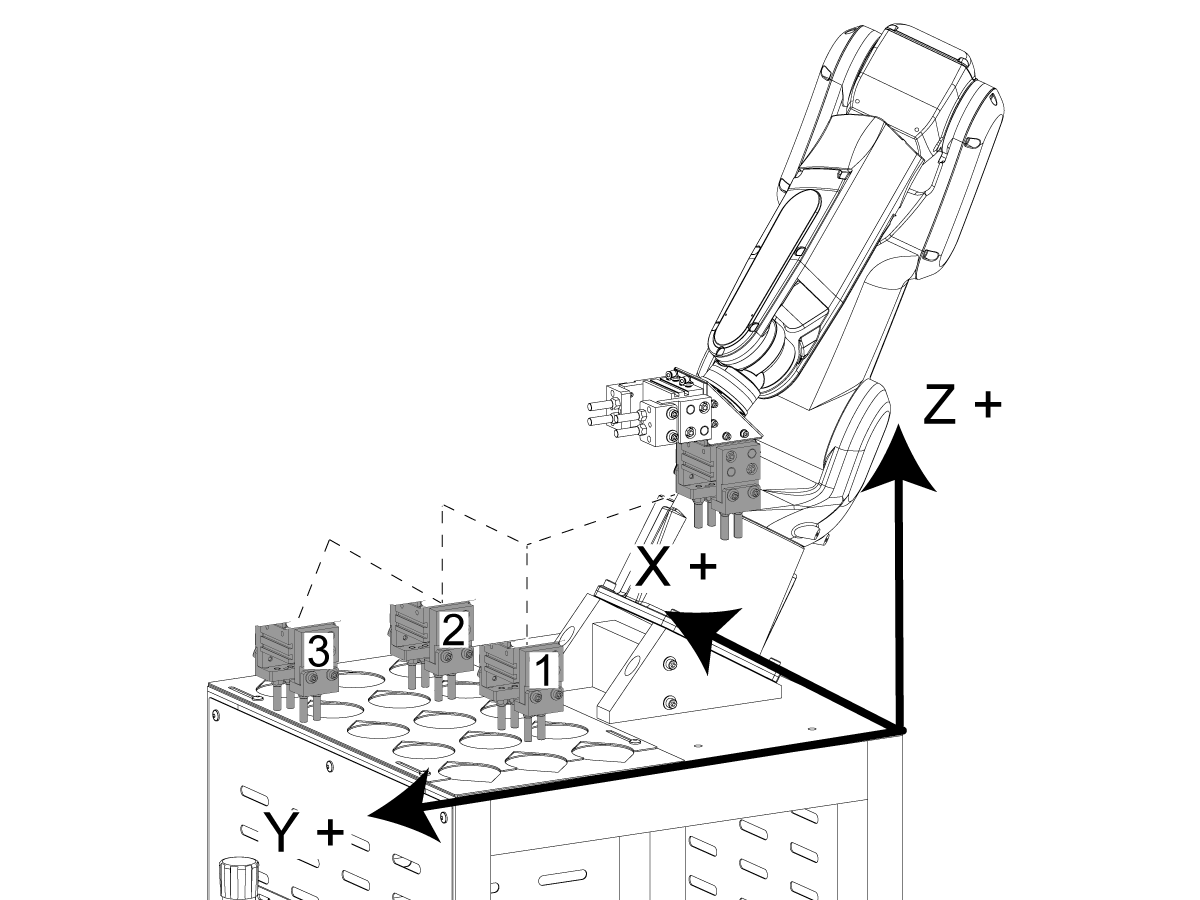
您记录的第一个点是定向点。设置方法为,使用夹持器 1 的夹爪在工作台向上和向下指。将机器人慢慢推至该位置。检查以确保所有 4 个夹持器全部位于工作台平面,与工件上的刀具仅一张纸的距离。设置我们的定向点[1]后,按 [F2] 记录。
下一个点是 X 方向点。处于笛卡尔位置时,在 RJH 上记录 Z 位置。按 Z 方向上点动机器人,以在沿 X 方向点动时,使夹持器夹爪保持整洁。沿 X 方向点动机器人,然后返回至已记录位置。夹爪应触及工作台。使用一张纸将夹持器移动回工作台上。按[F2]记录 X 方向点[2]。
沿 Y 方向点动机器人。由于机器人以 30 度角安装,因此沿 Y 方向,从工作台向上移动。沿 Z 方向向下点动工作台,然后使用一张纸触发夹持器夹爪。按[F2]记录 Y 方向点[3]。

按 [Insert] 以创建用户框架。导航至 Jogging(点动)选项卡,然后选择已创建用户框架,以使其激活。
-setup/dcs_robot_arm_dsc_zones.png)
每台 Haas 机器人均配有 FANUC 的 DCS 系统。用户可定义机器人的速度和位置限制。如果机器人超出了该限制,DCS 将停止机器人并切断电机电源。
此程序将向您展示如何设置 Fanuc 双重检查安全 (DCS) 区域。

操作
硬爪
精加工夹持器

工件类型 –输入 1 表示“肥料/定标器”,输入 2 为“棒料”。
堆叠工件数量 –输入每个刀套的堆叠工件数量。
行数 – 输入要在工作台上使用的行数。
列数 – 输入您要在工作台上使用的列数。
行间距离 –输入行间的增量距离。
列间距离 – 输入列间的增量距离。
零件翻转 –为两项操作作业启用零件翻转。
原料质量 –输入原始棒料的质量。
精加工零件质量 –输入精加工零件的质量。

注意:后续操作可使用以下命令:
机器人速度 –在零件表中输入机器人的运动速度。设置过程中,首先慢速执行,然后验证是否正常作业,更新速度至所需循环时间。

初始拾取位置 –点动夹持器 1 至零件工作台的首个零件位置。若要夹紧零件,首先按 [F3] ,然后按 [F2] 记录参考位置。
提示与技巧:拾取零件,并将零件重新对齐至模板上的首个零件位置,然后记录该位置。这可以更好地将夹持器与零件和工作台对齐。
移到上方工作台 – 在 Z 方向点动机器人以清除工作台上的所有零件,然后按 [F2] 以记录参考位置。此位置也为恢复位置。
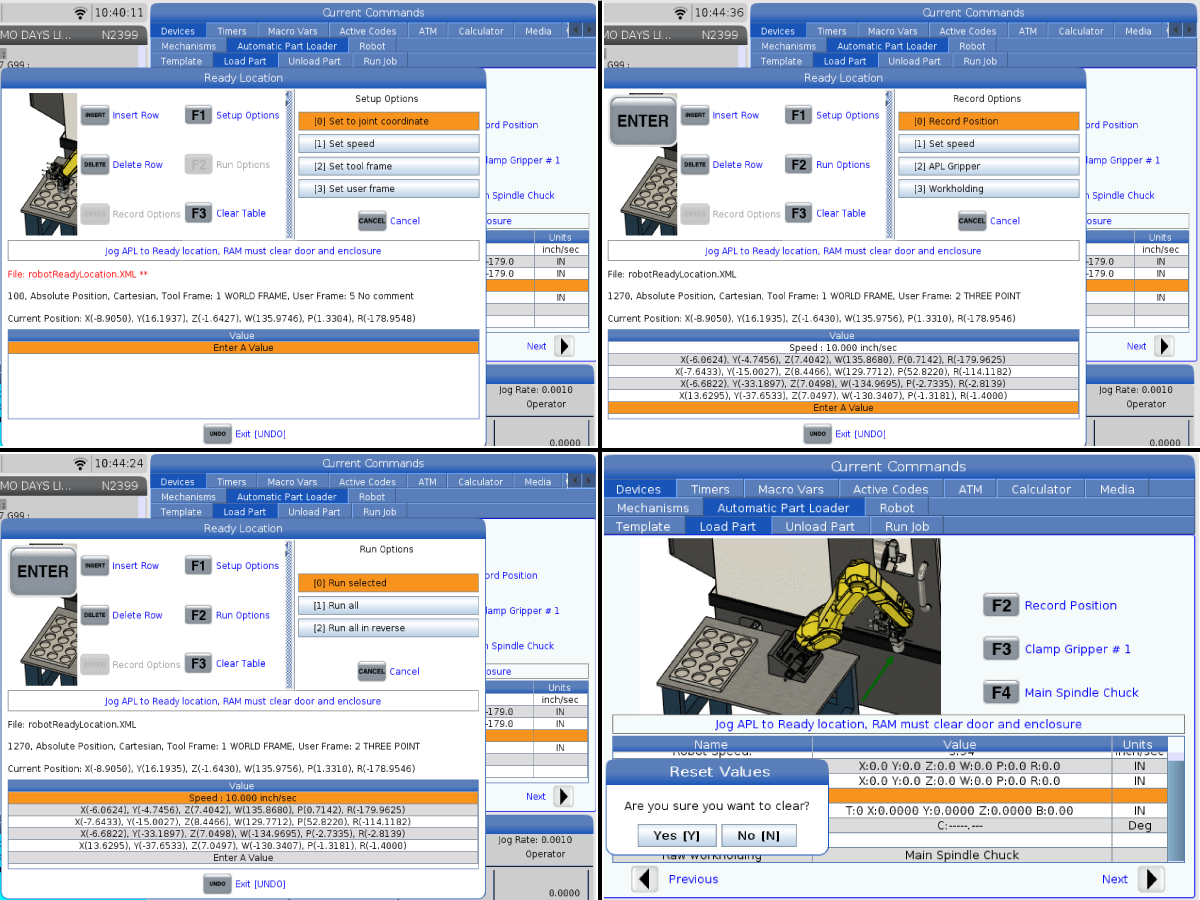
准备位置 –创建运动文件,将机器人从“上方工作台位置”移动至“准备位置”。该位置应位于门外,可旋转夹持器 1 以将零件置于卡盘内。
按 [ENTER] 创建运动文件,然后按 [F1] 设置选项。
旋转夹持器 1 时,将机器人从上方工作台位置点动到门外。记录路线位置,以保证运行顺畅。
提示与技巧: 将此运动文件的第一个点设置为远离 X 和 Y 方向的上方工作台位置。
按[ENTER] 及记录选项。在您的运动文件中创建一个动作。
注意:机器人模板将打开/关闭夹持器和工件。若要插入夹持器状态或工件夹具状态,则仅适用于使用零件翻转的高级作业
按 [F2] 以运行选项。
如果 您需要清除运动文件,则按 [F3] 清理工作台。按 [Y] 以重置值和 [N] 取消。
确认运动后,按 [UNDO] 退出并保存运动文件。
提示与技巧: 当您将夹持臂移向门时,通过查验 RJH 位置,查看并确保未绕组任何接头。通过按 RJH 左下角的 Linear(线性),可在“联合”模式和“笛卡尔”模式移动进行切换。
提示与技巧:“准备位置”运动文件中的至少一个点应以“联合”模式记录,而“准备位置”运动文件中的最后一个位置需要以“笛卡尔”模式记录。

装料安全轴位置 –轻推内轴,以确保在装载零件时换刀装置、刀具和 B 轴无异物。按[F2]以记录参考位置。
C 轴定向位置 – 该字段用于设置上料时的卡盘方向。按屏幕说明设置值。
卡盘装载位置 –创建运动文件,以将机器人从“准备位置”移至“卡盘装载位置”。
提示与技巧:运动文件中记录的第一个位置应该是“准备位置”运动文件中的最后一个位置。该位置应位于门外,可旋转夹持器 1 以将零件置于卡盘内。
将机器人从“准备位置”点动至主轴中心线。松开工件夹具后,沿主轴中心线向夹盘点动夹持器 1。零件应位于硬爪中心,并紧靠硬爪背面。夹紧卡盘并检查零件的运动情况。调整以将零件居中放置到工件夹具内。
提示与技巧:将零件居中和夹紧工件夹具后,记录最后的位置。然后松开工件夹具,沿 Y 方向将零件电动至工件夹具外,记录并插入该位置,直至最后记录到的位置。
硬爪工件夹具 –选择工件夹具机制以夹紧硬爪零件。

精加工工件夹具 –选择工件夹具机制,以夹紧精加工零件。
卡盘拾取位置 –创建运动文件,以将机器人从“准备位置”移至“卡盘拾取位置”。松开夹具 2 时,点动并旋转夹持器 2 至主轴中心线,然后定位并夹紧零件。夹紧夹具 2 时,请检查机器人的运动并进行调整,以使夹具相对于零件居中。

夹持器交换位置 –创建运动文件,将机器人从“卡盘拾取位置”移动到“夹持器交换位置”。沿主轴中心线向远离卡盘的方向轻推机器人,然后旋转夹持器,使夹持器 1 与主轴中心线对齐。
交换后装载 –创建运动文件,将机器人从“夹持器交换位置”移动到“卡盘装载位置”。松开工件夹具后,沿主轴中心线向夹盘点动夹持器 1。零件应位于硬爪中心,并紧靠硬爪背面。夹紧卡盘并检查零件的运动情况。调整以将零件居中放置到工件夹具内。
卸料运动 –创建运动文件,将机器人从“卡盘装载”移至“准备位置”。松开夹持器 1 时,沿主轴中心线向远离工件夹具和门外的方向轻推机器人,以达到“准备位置”。
精加工零件下放方法 –选择精加工零件的下方方法。输入 1 意为“独立工作台”,2 意为“对称双工作台”,3 意为“单点”。
工作台下放位置 –将机器人从“准备位置”移动到工作台的第一部分位置。将零件置于工作台以上 0.0625”处,按[F3] 以松开夹持器 2。按[F2]以记录参考位置。
通风- 输入零件被移除后鼓风打开所需秒数。
卡盘转速 –输入鼓风期间主轴转速。
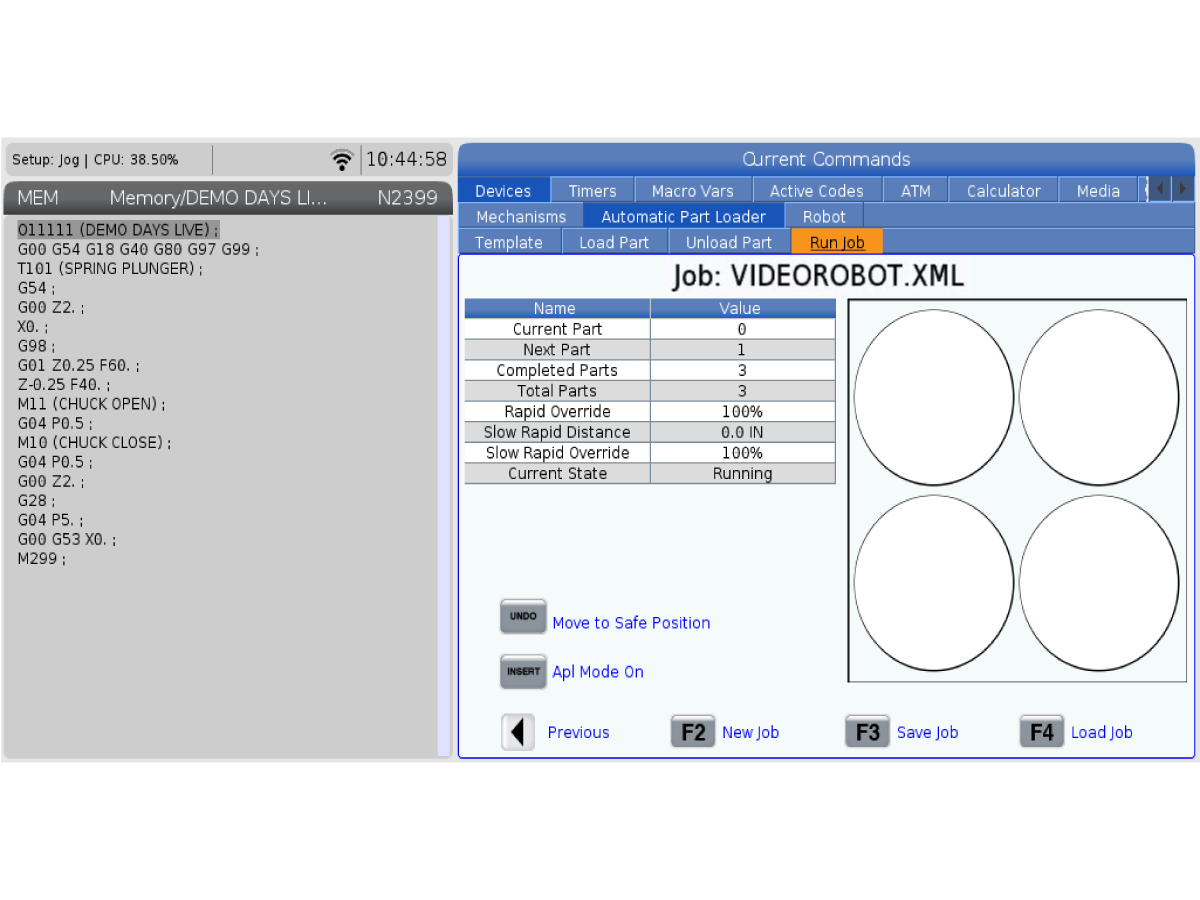
Run Job(运行作业)选项卡允许您加载/运行和保存作业。选项还可显示当前机器人模式状态和当前运行作业。如未保存作业,则作业文件名将显示红色。
将值填入 Template(模板), Load Part (加载零件)和 Unload Part(卸载零件)选项卡后。输入预设作业名,按 [F3] 保存作业并选择文件位置。
当前零件 - 更新字段,序列进入规定数值。
下一零件 –计数器显示下一零件。
完成零件 –计数器显示已完成零件的数量。按[ORIGIN]键可重置此字段。
零件总数 –可更改此字段。序列将一直更新,直至成品零件数与零件总数持平。需运行部分工作台
快速超控 - 显示当前快速超控状态。
慢速快速距离 –当 APL 为慢速快速距离时,拾取或放下零件。从工作台或主轴。速度将降至慢速快速超控设置。
慢速快速超控 –当 APL 为慢速快速距离时,拾取或放下零件。从工作台或主轴。速度将降至此设值。
当前状态 –显示当前 APL 状态。
---vertical---installation/2019-10-08_15h56_48.jpg)
加工程序第一部分,必须将 SLUG 正确固定在卡爪肩部,否则停止操作。可使用哈斯弹簧柱塞或其他定制工具。与刀具一样的是,柱塞必须配置自己的刀具偏置值和刀塔。
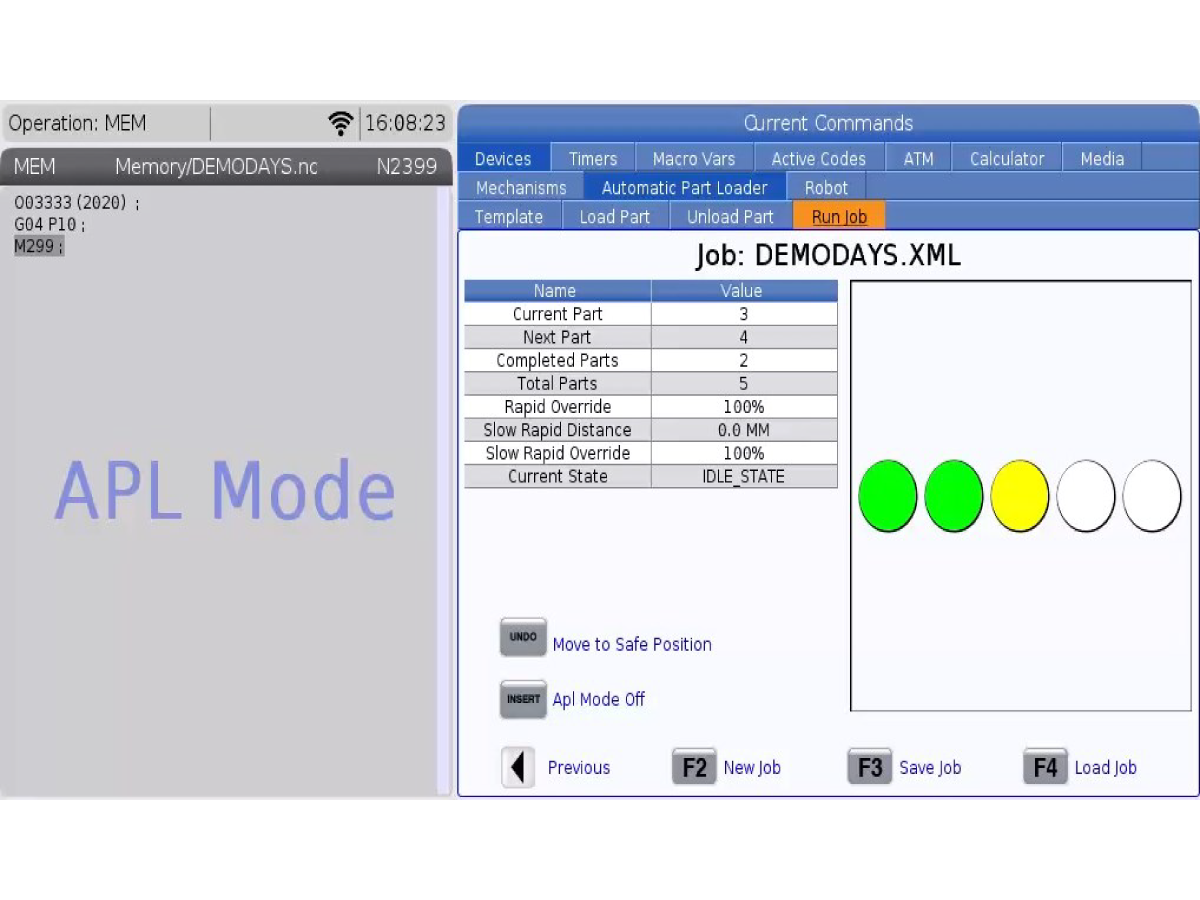
设置作业后 ,按键[INSERT]以打开 APL 模式。
注意: APL 模式下,机器执行 M299 代码时控件将加载下一个零件。 未运行 APL 模式时,M299 在程序末尾代替 M30 或 M99 。
更多编程信息,请参见 操作手册.
按 CYCLE START(循环开始) 启动程序。

若要禁用机器人,以通过独立模式运行机床设备。按[SETTING]。更改以下设置:
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






