

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

机床通电后,循环启动门并按 [EMERGENCY STOP] 按钮。然后按 [POWER UP]。
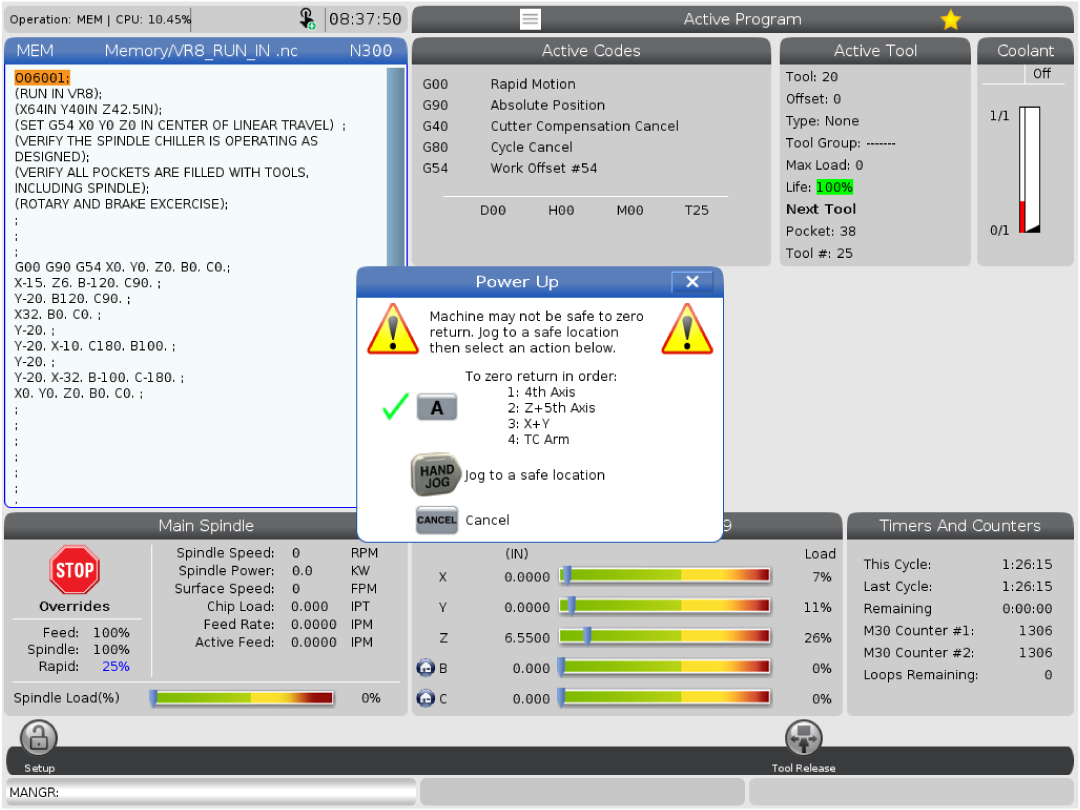
回原点序列如下所示:
警告:回原点序列将忽略安全区,如果在刀架中存在刀具,则该刀具可能会撞到钣金、工作台或双臂。
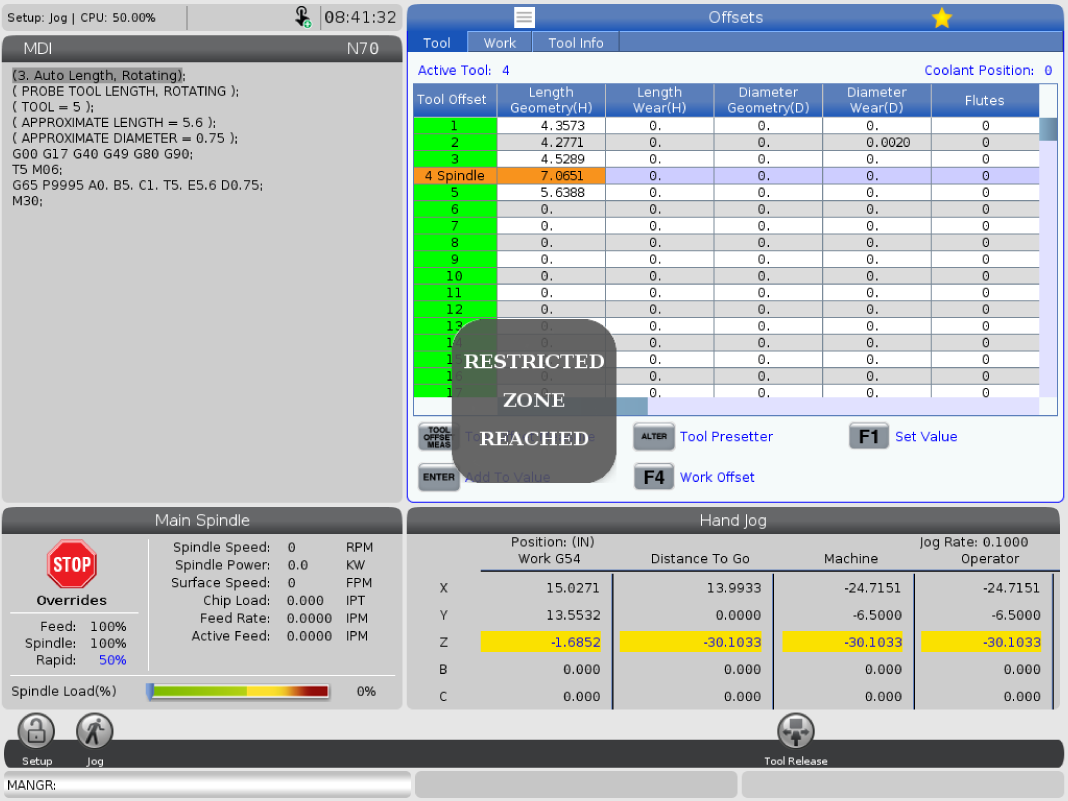
当安全区域处于活动状态时,某些轴的运动会受到限制,以防止发生碰撞。每当用户达到这些限制时,消息框 "RESTRICTED ZONE REACHED" 都会出现。
如果此消息框出现在不应出现的区域中,请重新校准安全区。
如果此问题仍然存在,请联系 Haas 服务部门。
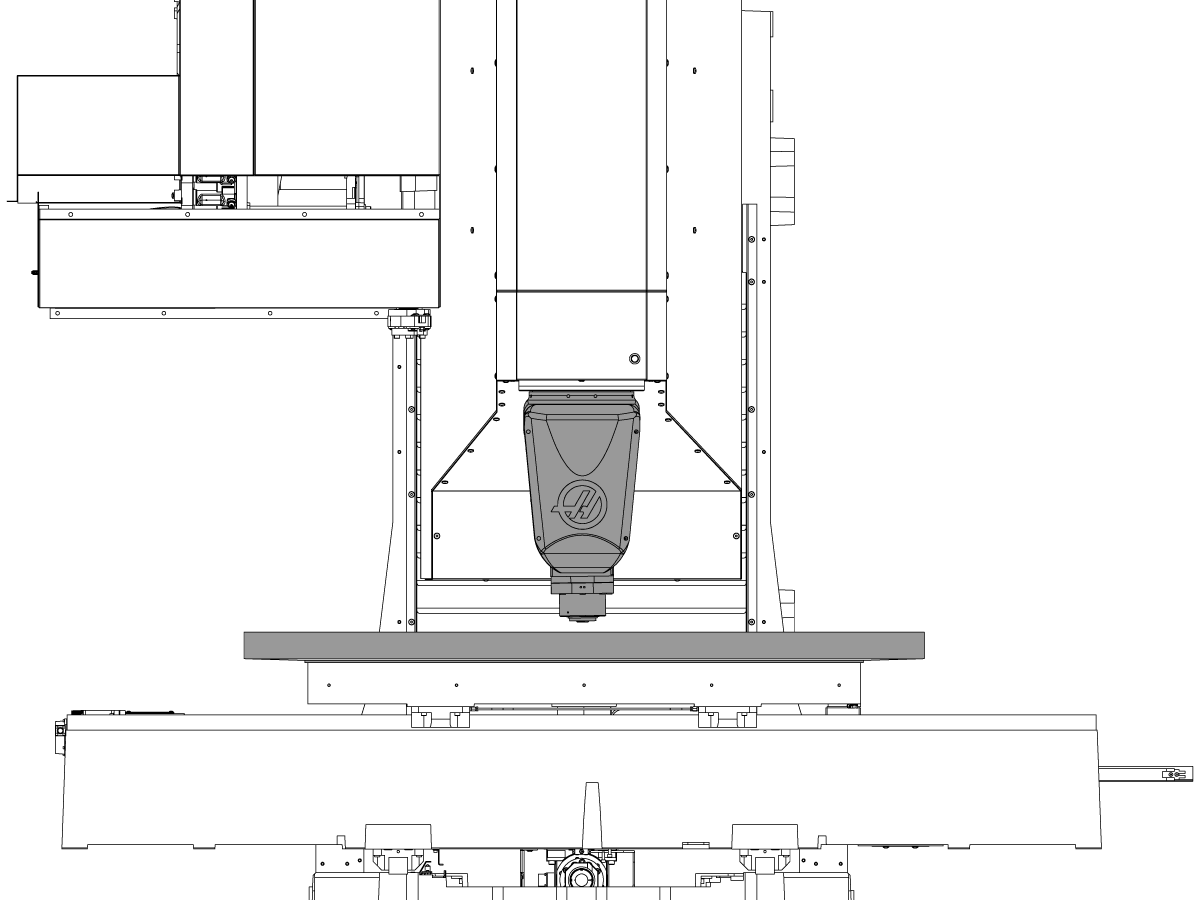
Z轴的最大行程由 B 位置决定。
该图显示 Z 在 B=0 处的最大行程,在达到安全区限制之前,机床将能够移动到此位置。
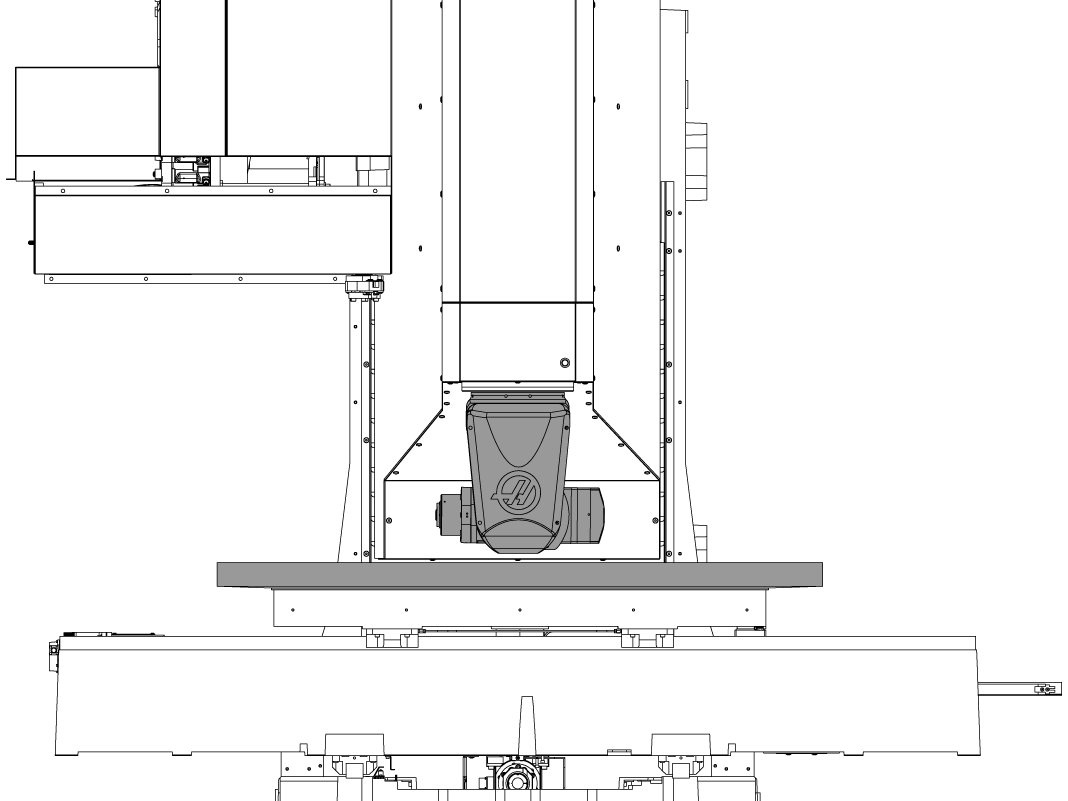
如果B 旋转到其90 度位置,则 Z 轴最大行程会发生变化, 以使 B 轴铸件不会撞坏工作台。
该图显示了达到最大行程限制时所在的位置。
说明:对于安全区,将考虑所有其他运动,如果用户尝试在达到其最大行程限制时旋转 B 轴,那么,他们将收到一条已达到限制区消息。
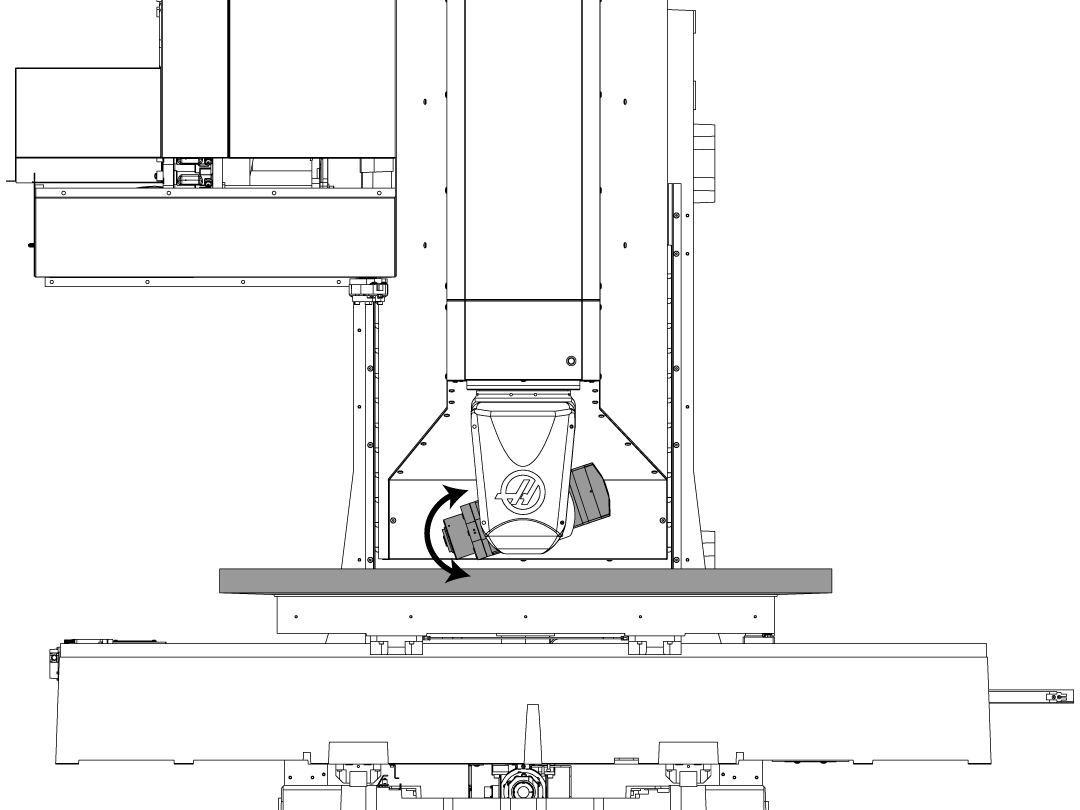
如果命令 B 轴移动,则 VR头可能会撞到工作台上的任何非零位置。
回原点序列会导致头部碰撞,因为它将首先旋转 B轴并忽略安全区。
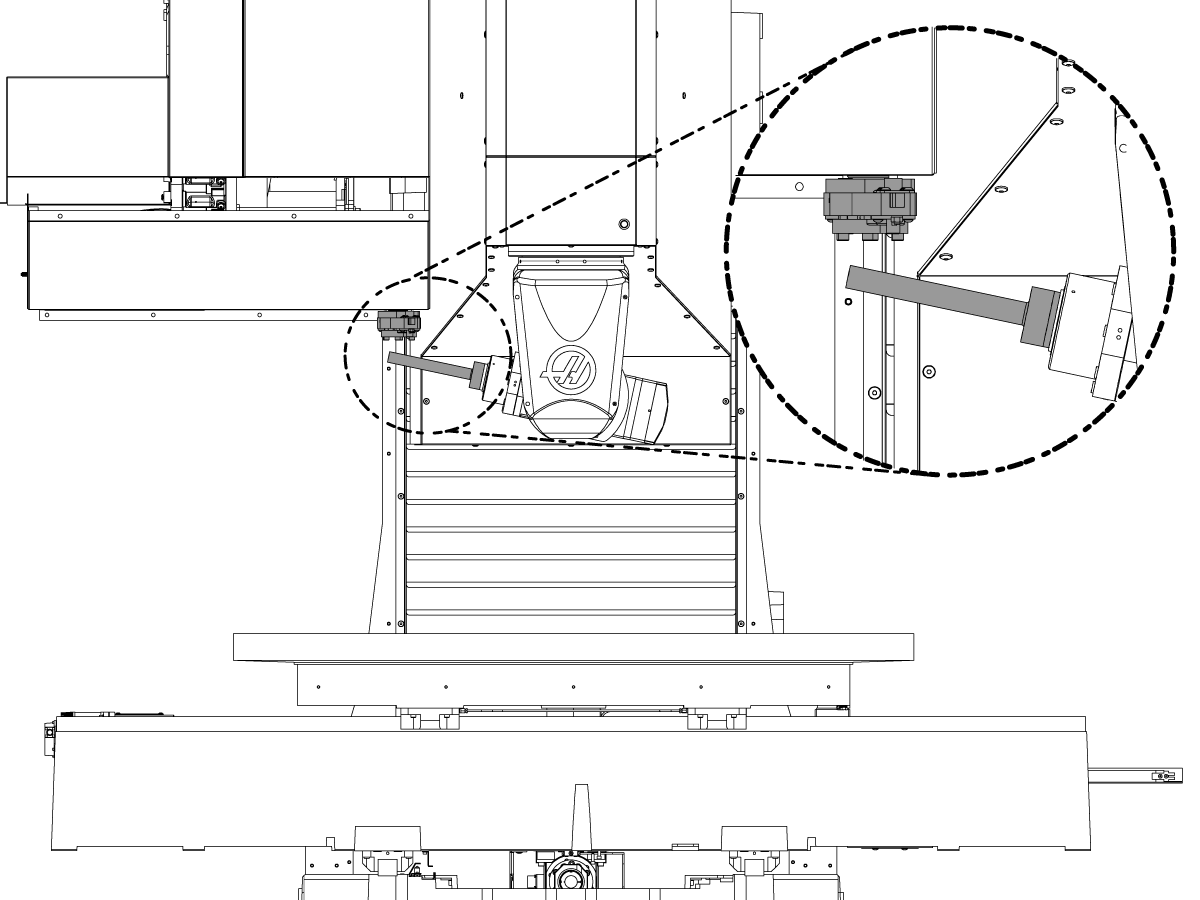
当主轴中有长工具或测试杆时,可能会出现另一个可能的碰撞区。
如果未正确设置工具高度偏置或将 SETTING 408 设置为 1,则 B轴可能会旋转到足以撞入双臂或钣金的位置。
注意:不管 SETTING 408 为何,安全区都会被忽略,因此机床在初始加工归零期间也会碰撞。
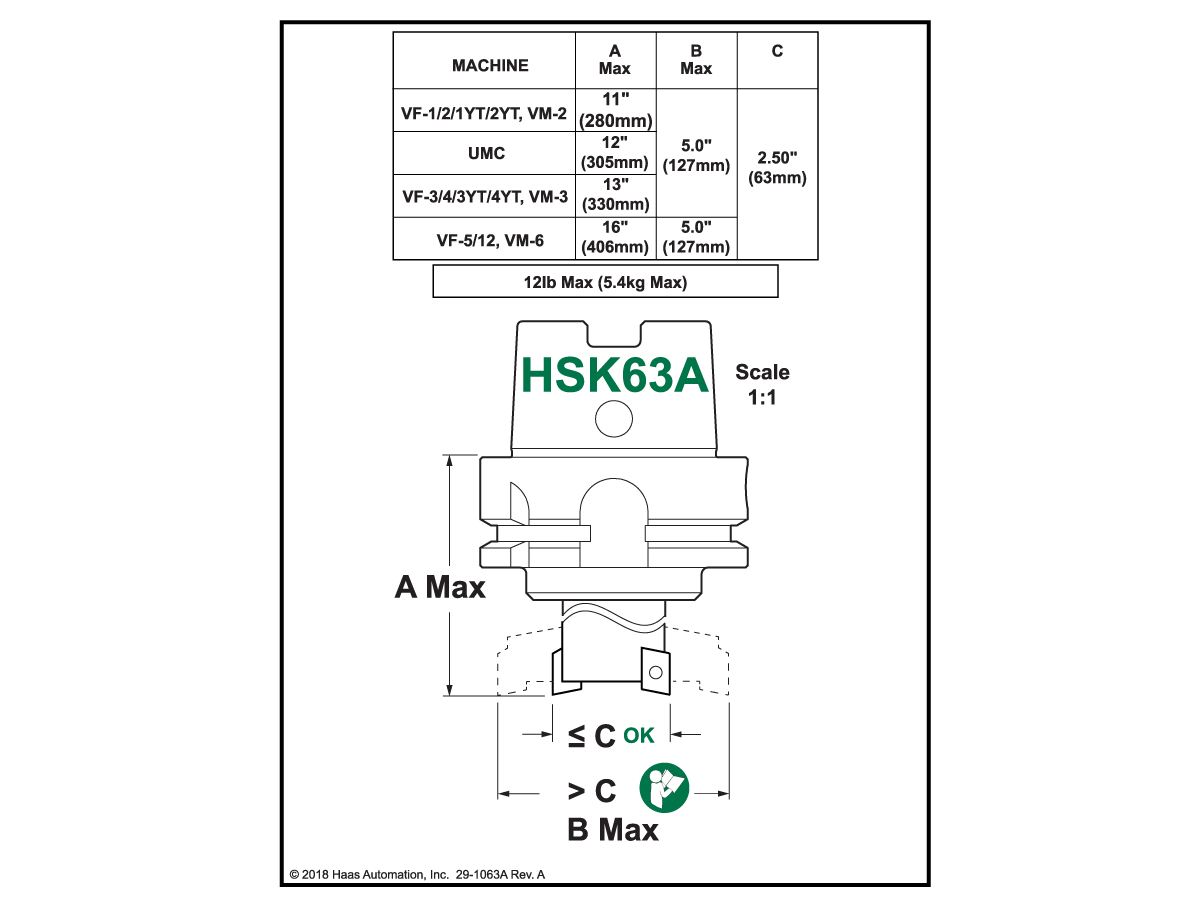
VR 系列使用 HSK63A 刀架。所有刀具必须平衡至 20,000 RPM。请参阅保养章节,以了解正确的刀架保养方法。
注意:切勿操作没有刀架的主轴。 机床将生成警报 973 - 夹具故障。
注意:如不使用时,切勿将脏的或发热的刀架置于主轴中过夜。 这可能导致刀架和主轴间的契合表面粘连。工作结束后,将干净的刀架置于主轴上。刀架必须处于室温,或者必须配备 HSD 提供的 HSK 63F 保护锥。
按 [MDI],键入 [T] 以及您要装载的刀具编号。按 [ATC FWD] 。
第二归位功能可用于快速将主轴放置到位,以装载刀具。
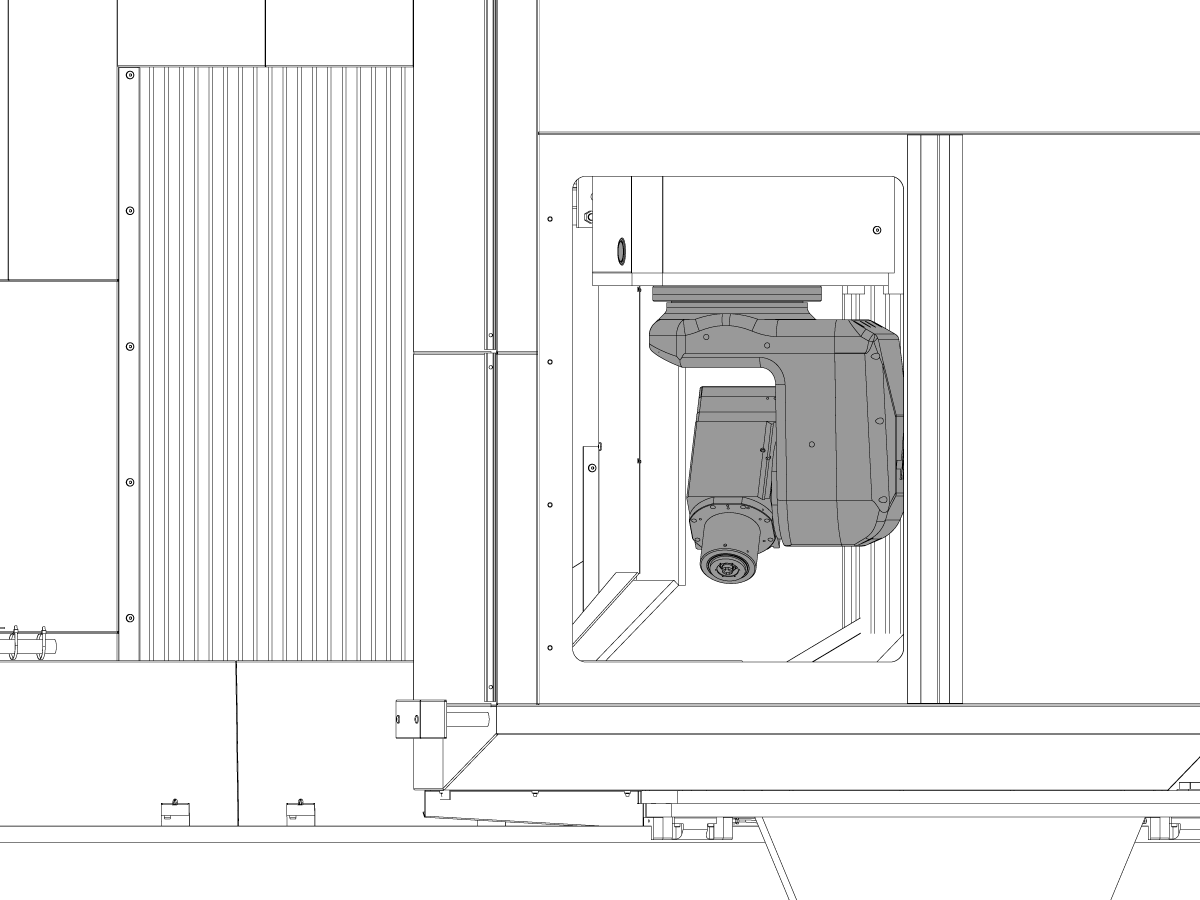
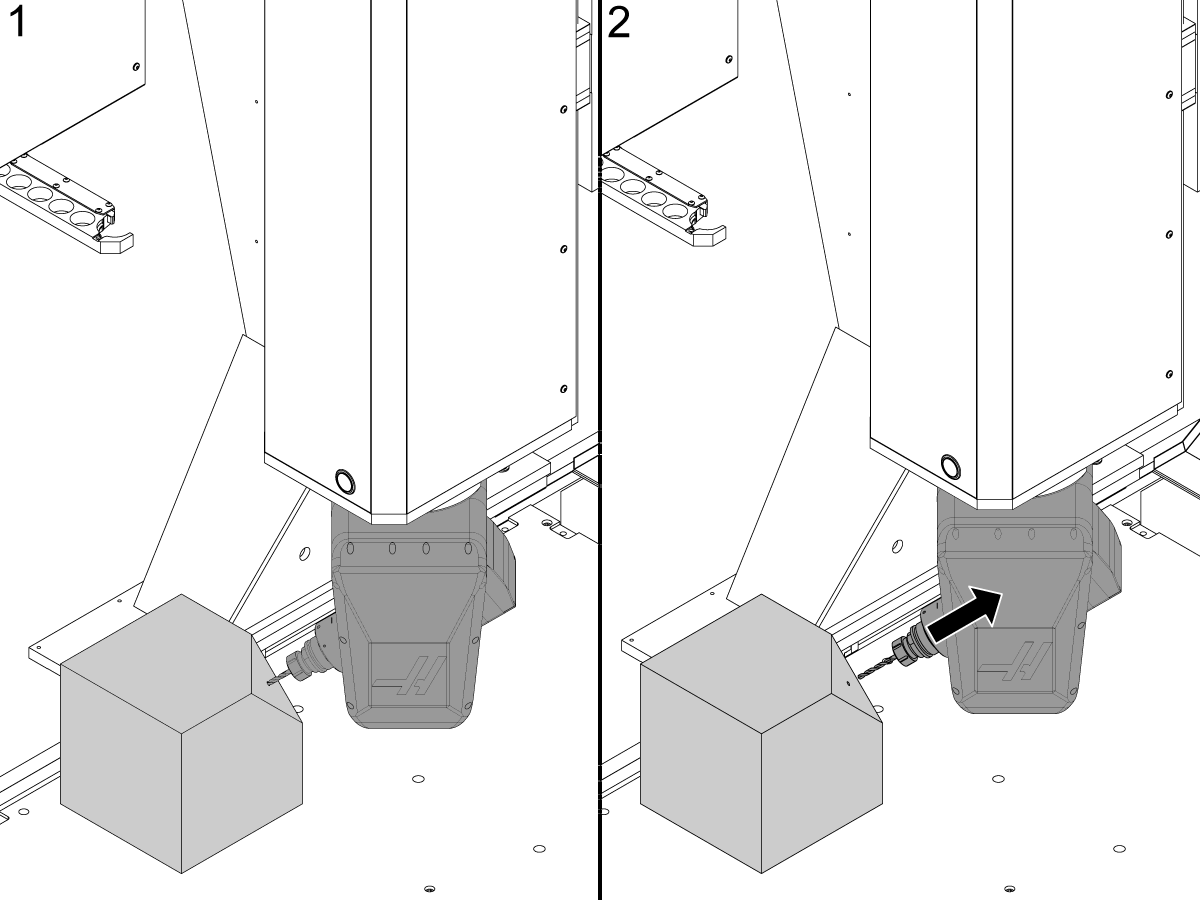
要设置第二机床原点,请将机床点动到位,如下图所示。按 [设置] 并导航到“用户位置”选项卡。选择“Second Home Position(第二原点位置)”并在每个轴的第二原点位置设置上按 [F2]。
按控制器侧面的 [第二原点] 按钮,以将主轴传送至刀具装载位置。
注意:如果当前主轴位置和第二原点位置之间有障碍物,则第二原点可能会使机器崩溃。
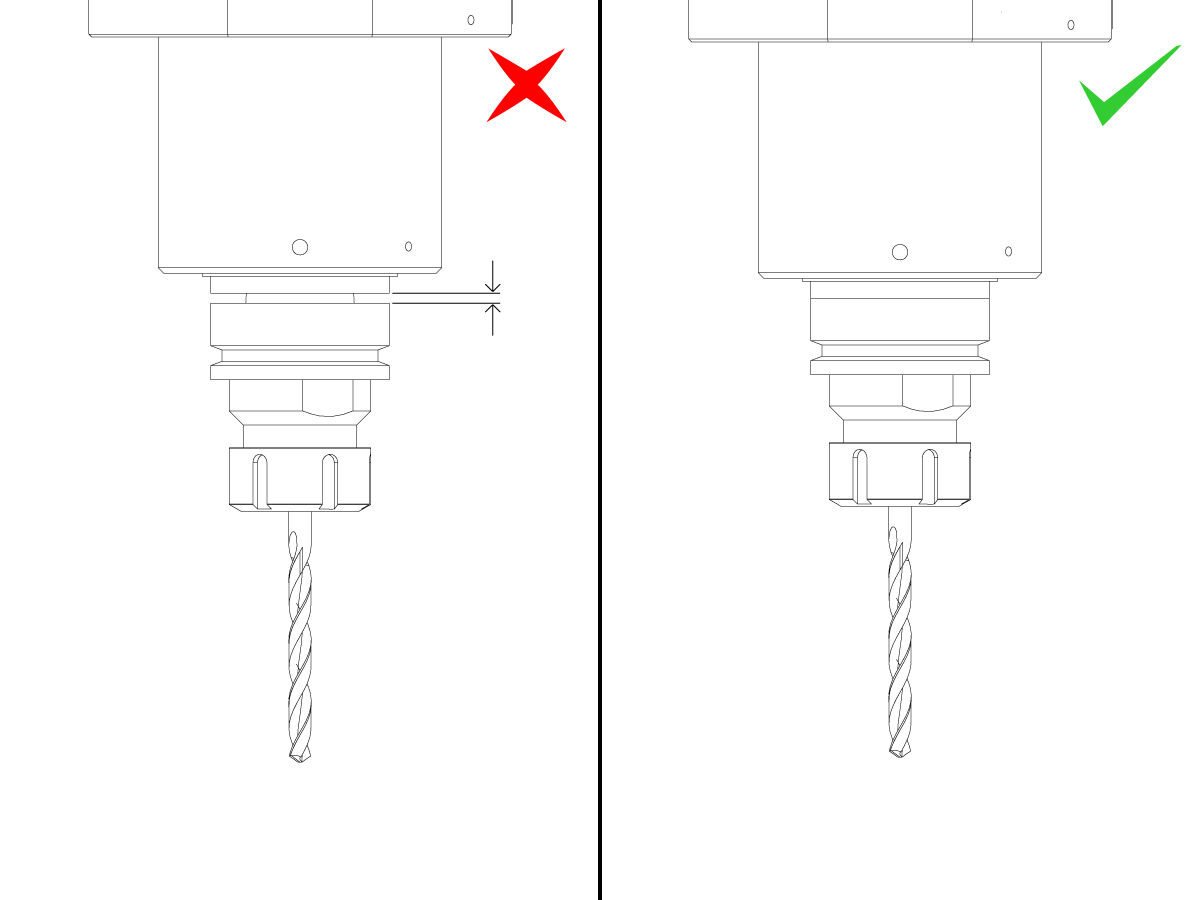
手动控制刀具,按住位于 Z 轴外壳或控制器的 [tool release] ([松开刀具])按钮。将刀具插入主轴,然后松开 [tool release] ([松开刀具])按钮。
注意:确保将刀具完全插入主轴,使刀架表面与主轴表面平齐。 如果主轴过早夹紧刀架,则刀架表面和主轴表面之间将有间隙。主轴不会旋转,但是可以发布换刀命令,这将导致换刀故障或刀具掉落。
将刀具循环插入换刀装置并重复该流程,直至装载了该用途的所有必要刀具。
操作员可通过“矢量进给”功能,沿当前主轴定向矢量点动机床。可随时使用矢量进给。其特别适用于当机床加工零件断电时的刀具恢复。
机床加工期间断电后,若要恢复刀具,请按 [power up] ([开机])。将弹出“回原点”窗口。
键入 VJ 并按 [HANDLE JOG] 。正向点动,沿当前主轴矢量移动刀具,使其远离零件。反向点动,沿当前主轴矢量移动刀具,使其接近零件。
“丝锥恢复”功能将自动通过矢量进给恢复非垂直孔中的丝锥。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





