

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0166
版本 D - 2026 年 3 月
此程序适用于带有以太网接口的振动分析仪。此振动分析仪使用以太网连接将测量数据发送到计算机。
如果您有带 RS-232 接口的振动分析仪,请执行振动分析 - RS-232 接口程序。
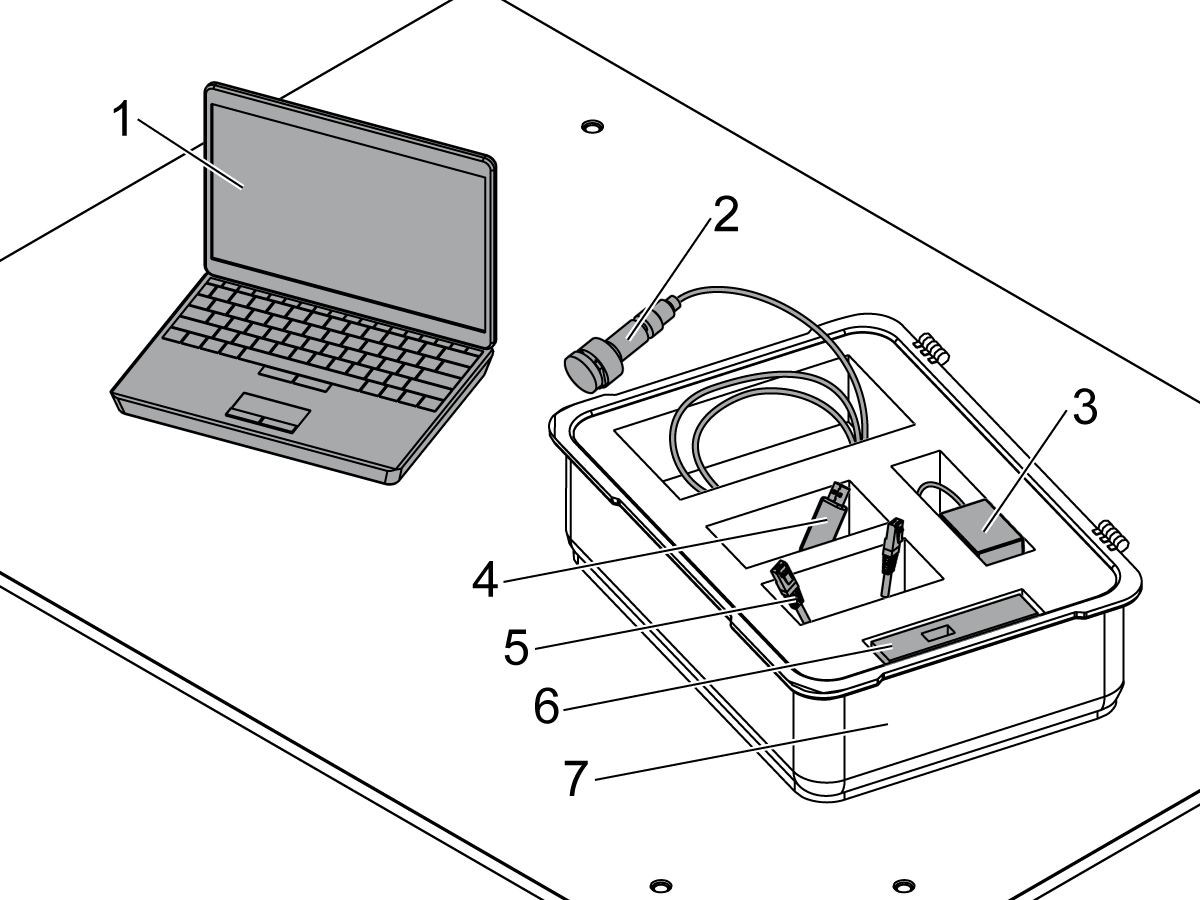
您需要 93-2262 / 93-2262A 振动分析仪,以完成该过程。
此过程展示如何执行这些任务:
该程序显示 Windows 7 操作系统。该程序与其他操作系统类似。
将电缆 [5] 连接到计算机 [1]。
将以太网电缆 [5] 的另一端连接到以太网接口 [6]。
将电源适配器 [3] 连接到电源。
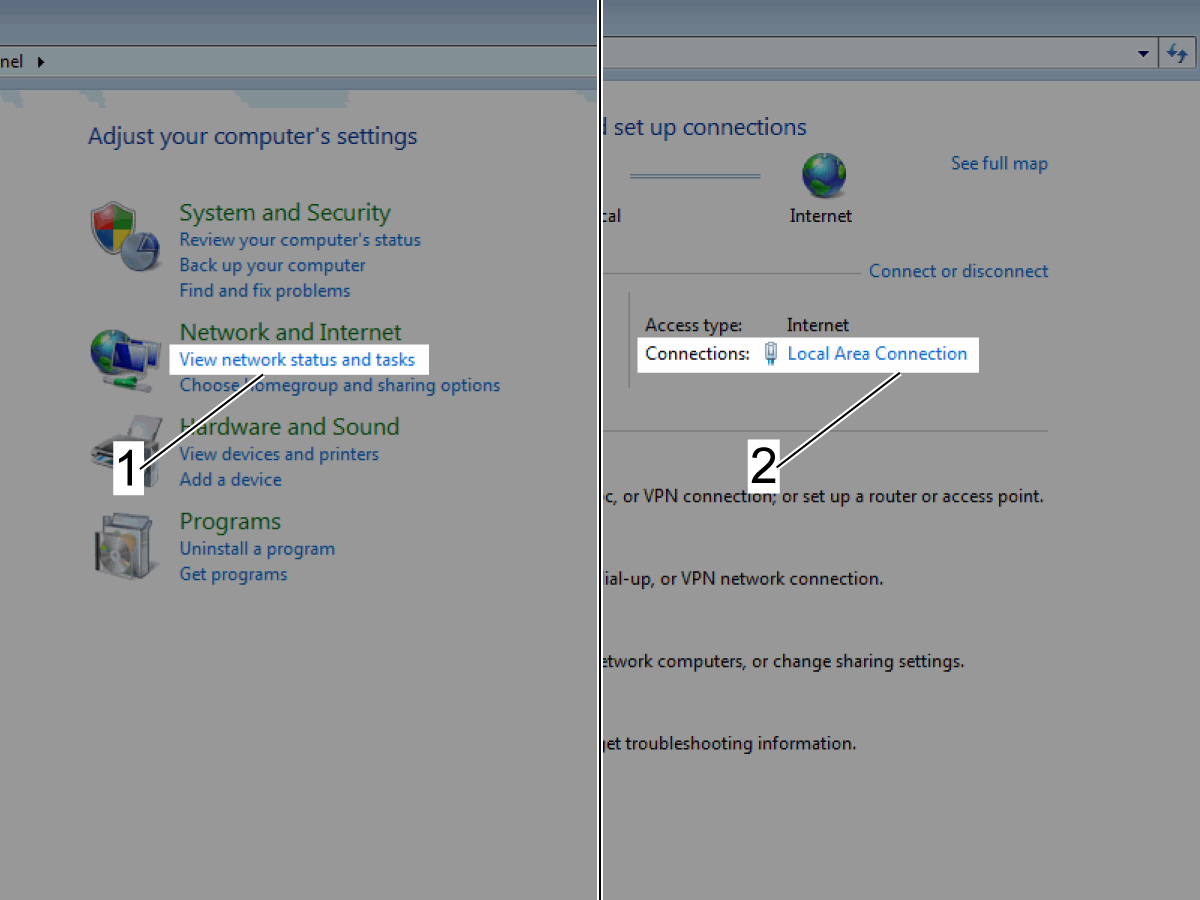
选择 Start 并选择 Control Panel。
选择 查看网络状态和任务 [1]。
选择 局域网连接 [2]。
选择 Properties。
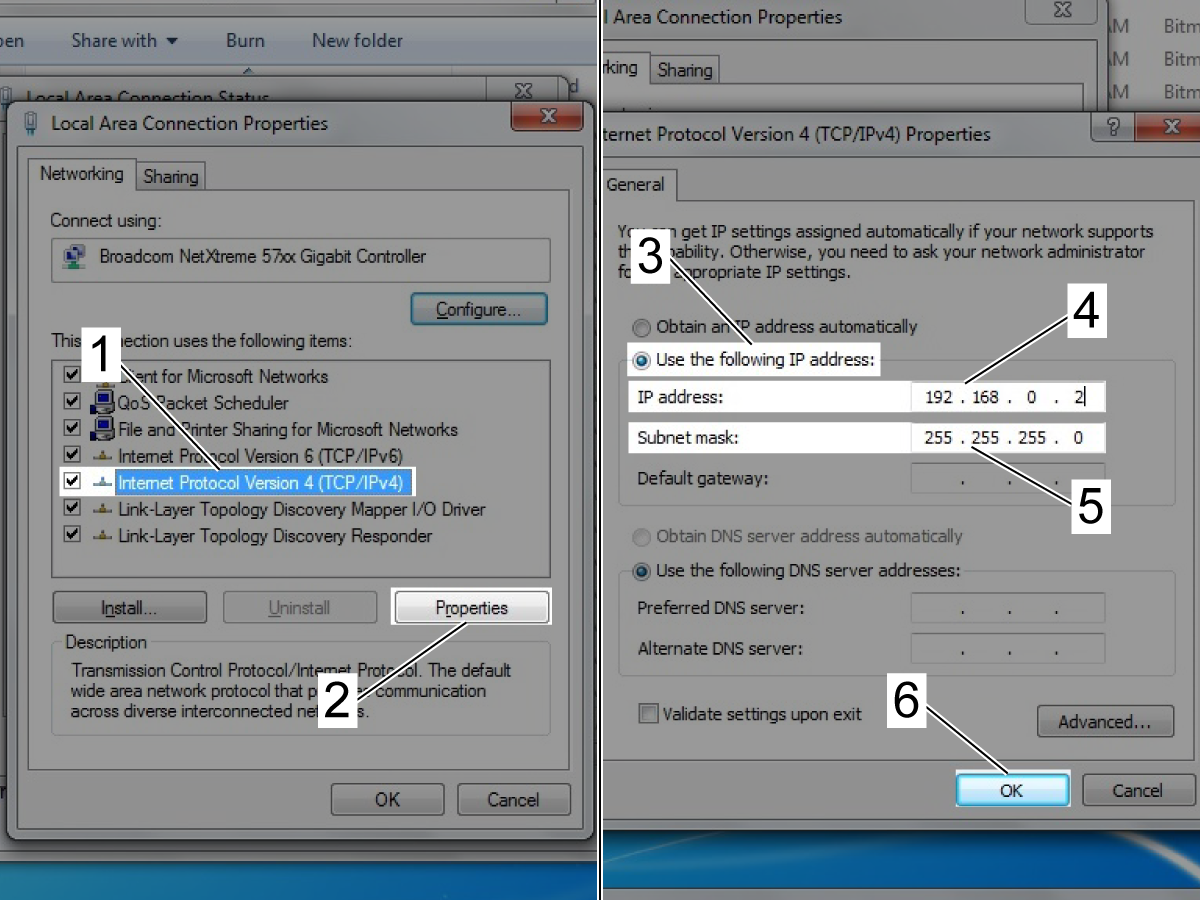
选择 互联网协议版本 4 (TCP/IPv4) [1]。
选择 Properties [2]。
选择 使用以下 IP 地址 [3]:
在 IP address 字段 【4】 中输入 192.168.0.2。
Subnet mask 字段会自动填充 【5】。
如果字段未自动填充,请键入 255.255.255.0 [5]。
点击 OK 【6】。
关闭 Connection Properties 界面和 Connection Status 界面。
找到IFM USB存储器设备。
USB 存储设备位于保护套中。
将 USB 存储设备插入计算机 USB 端口。
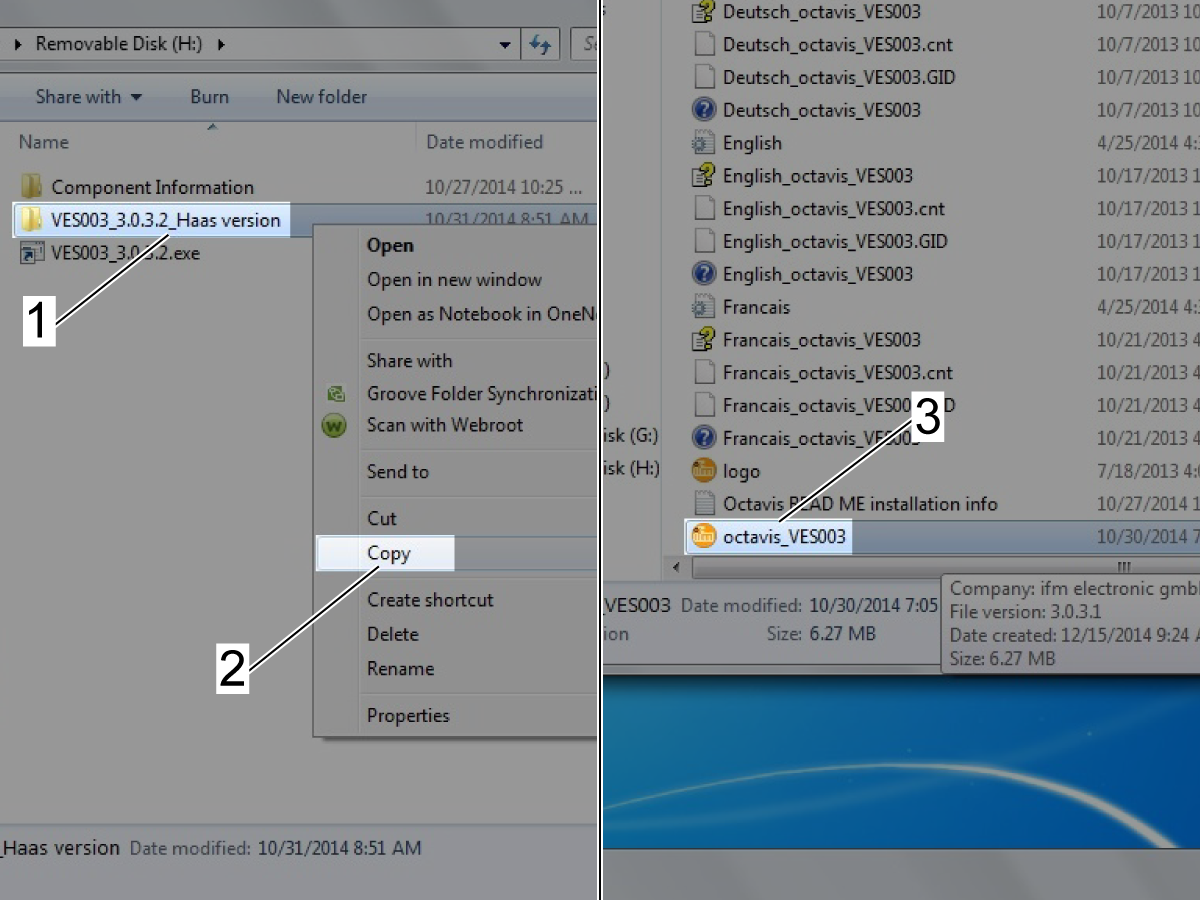
打开 USB 存储器设备的驱动器。
复制 [2] 文件夹名称: VES003_3.0.3.2_Haas Version [1] 到计算机硬盘。
双击 octavis_VES003.exe [3]。
这将启动振动分析软件。

点击 VSE。
转到 New。
选择 VSE 【1】。
选择 静态 IP 地址 [2]。单击 Next。
IP-Address 字段和 Port 字段 【3】 已填写出厂设置。单击 Next。
默认名称是 IP 地址 [4]。单击 Next。
确保 立即连接 [5] 被选中。单击 Finished 【6】。
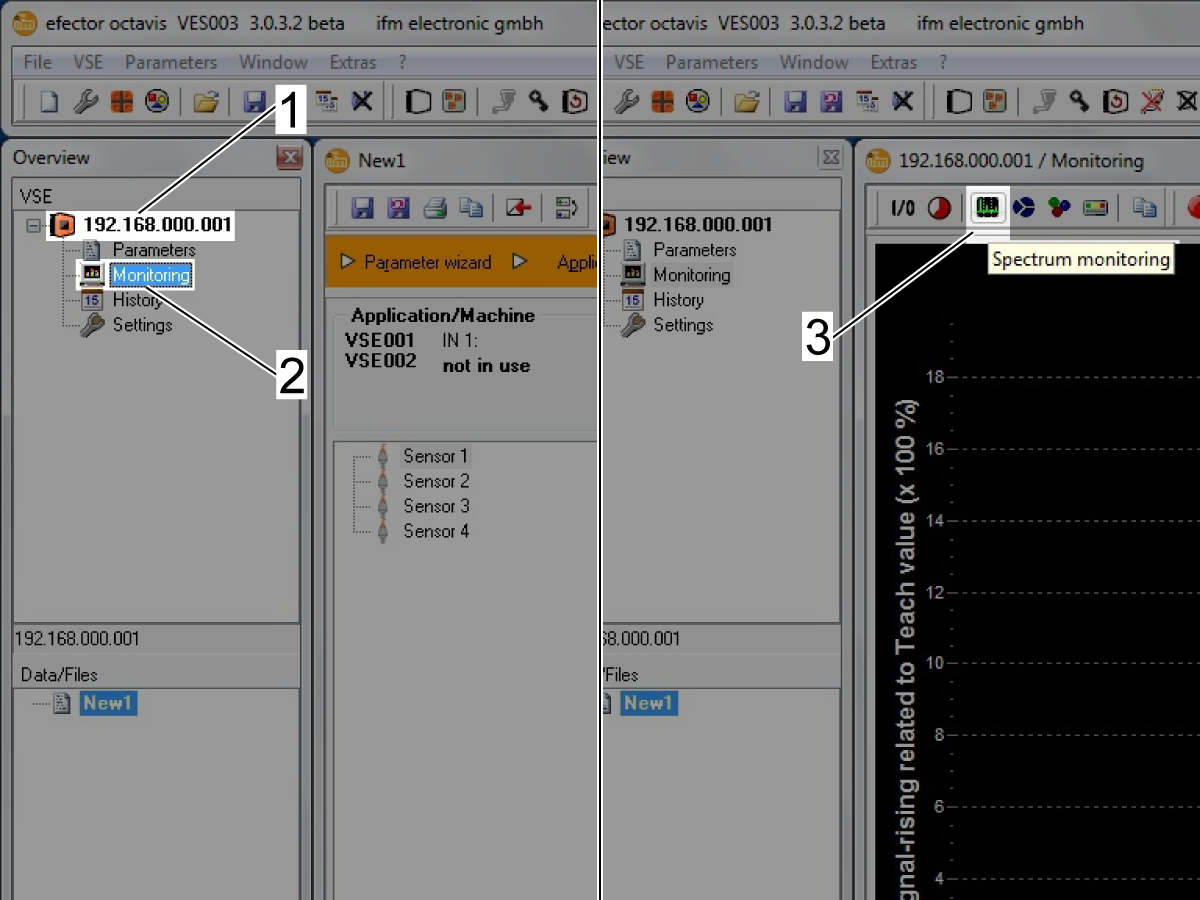
新连接 [1] 显示在概述中。
双击 监测 [2]。
点击 频谱监控 [3]。
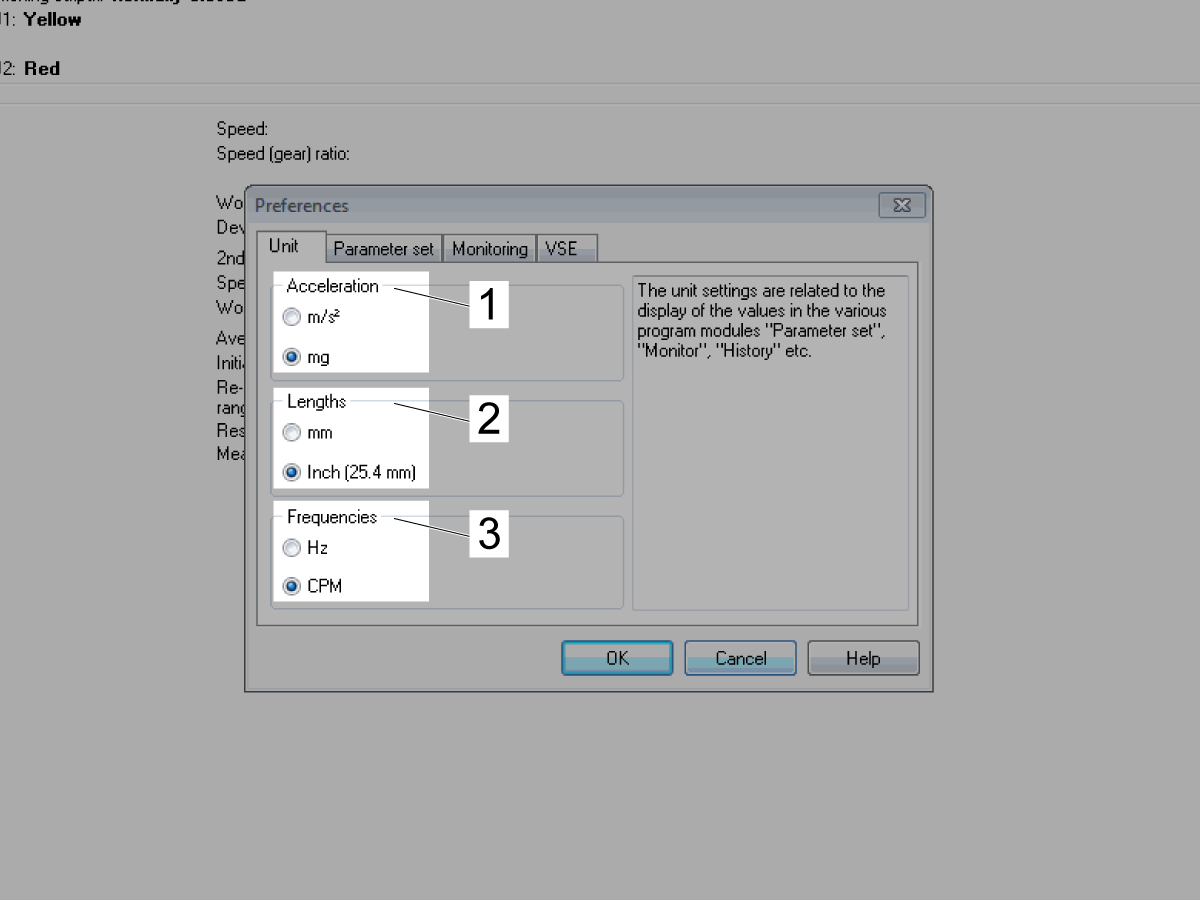
选择 Extras。选择 Preferences。
选择正确的单位:
预热主轴:
在主轴中插入刀具。
对于 10,000 RPM 或更高的主轴,确保刀具平衡到至少平衡等级 G2.5
如有必要,请选择 [MEMORY] 制卡并操作主轴的预热程序:
经典 Haas 控制器 O02020。
下一代控制器 O09220。

将加速度计放在主轴上:
从振动传感器上拆下保护磁铁。
将振动传感器(加速度计)放在主轴右侧的 X 轴方向上。
将与主轴平行的传感器上的平行磁铁放置。
对于车床主轴,您可以将加速度计放在主轴铸件的侧面,也可以将其放置在液压执行器附近的电机支座上。
注意: 我们测量 X 轴中的振动,因为机器在此轴中最弱,因此将在此方向产生最高的振动。

振动位移设置:
选择速度以分析主轴振动:
您可以以任何速度查看振动测量,它不仅仅必须是最大速度。
出于故障排除目的,最好以最大速度获取主轴运行状况基线,以便工厂可以将其与主轴的预期运行状况进行比较。
如果您不确定机器的最大速度,可以检查 参数 131 为您的最大主轴速度。
使用以下示例代码以任何给定速度运行主轴:
例如,对于 12K 主轴,在 MDI 模式下输入此程序:
M03 S12000;
按 [CYCLE START]。
如何获取振动位移图:
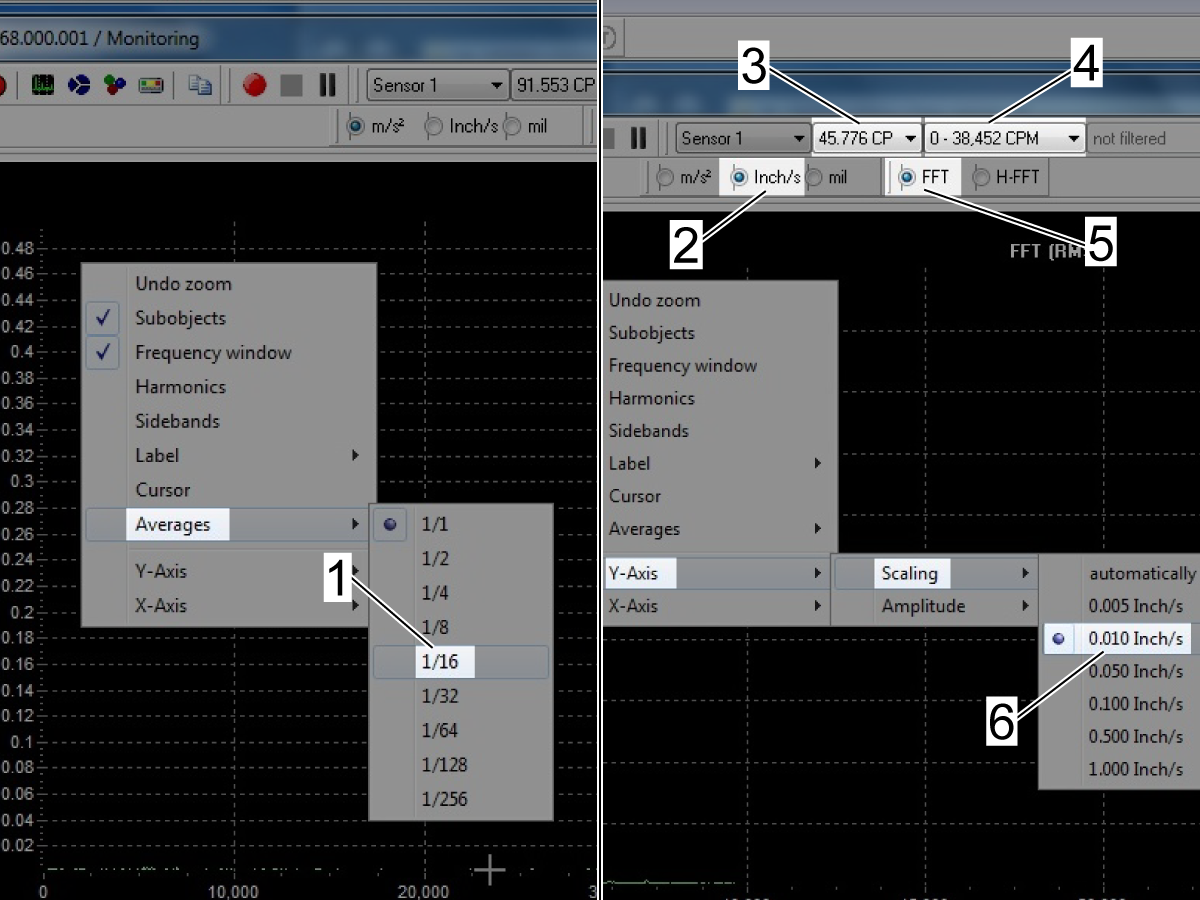
进行测量时,您可以选择可在图表上看到的每分钟周期 (CPM) 范围。
查看置换图时,您希望该范围包括运行主轴的主轴速度,因为此时您将看到振动峰值。
对于大多数位移测量,此测量范围为 0-38,452 CPM。
但是,如果您正在测试紧凑型铣床或办公室铣刀,则可能需要切换到 38,452 - 76,904 CPM 由于其中一些主轴的最大转速可以高达 50,000 RPM,具体取决于主轴选项。
选择您需要的 CPM 范围。
以所需速度运行主轴。
一旦主轴达到您命令的速度(约 5-10 秒),让振动尖峰稳定下来。
捕获屏幕截图。
速度图设置:
在以下 CPM 范围内截取绘图的屏幕截图:
分析数据。请参阅 铣床 - 主轴振动 - 公差 s 或 车床 - 主轴振动 - 公差 ,了解振动规格。
如果振动高于规格,则可以在主轴与电机断开时再次执行此步骤。
注意: 对于内联主轴,必须拆下主轴。
将传感器连接到主轴的头部铸件侧面。
将其连接到最接近主轴电机的位置。
注意: 确保位置是平坦的区域。
将结果与第一个测试进行比较。
如果噪音高于规格,则噪音来自电机。
如果噪音似乎来自主轴,请参阅:
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





