

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

第一次启动卡盘车床时,请按照此步骤开机。
执行此步骤之前,确保清空主轴和换刀装置等可能发生碰撞的区域,确保已拆除运输箱架。
接通电源 X/Z 轴原点移动和可能的碰撞区:
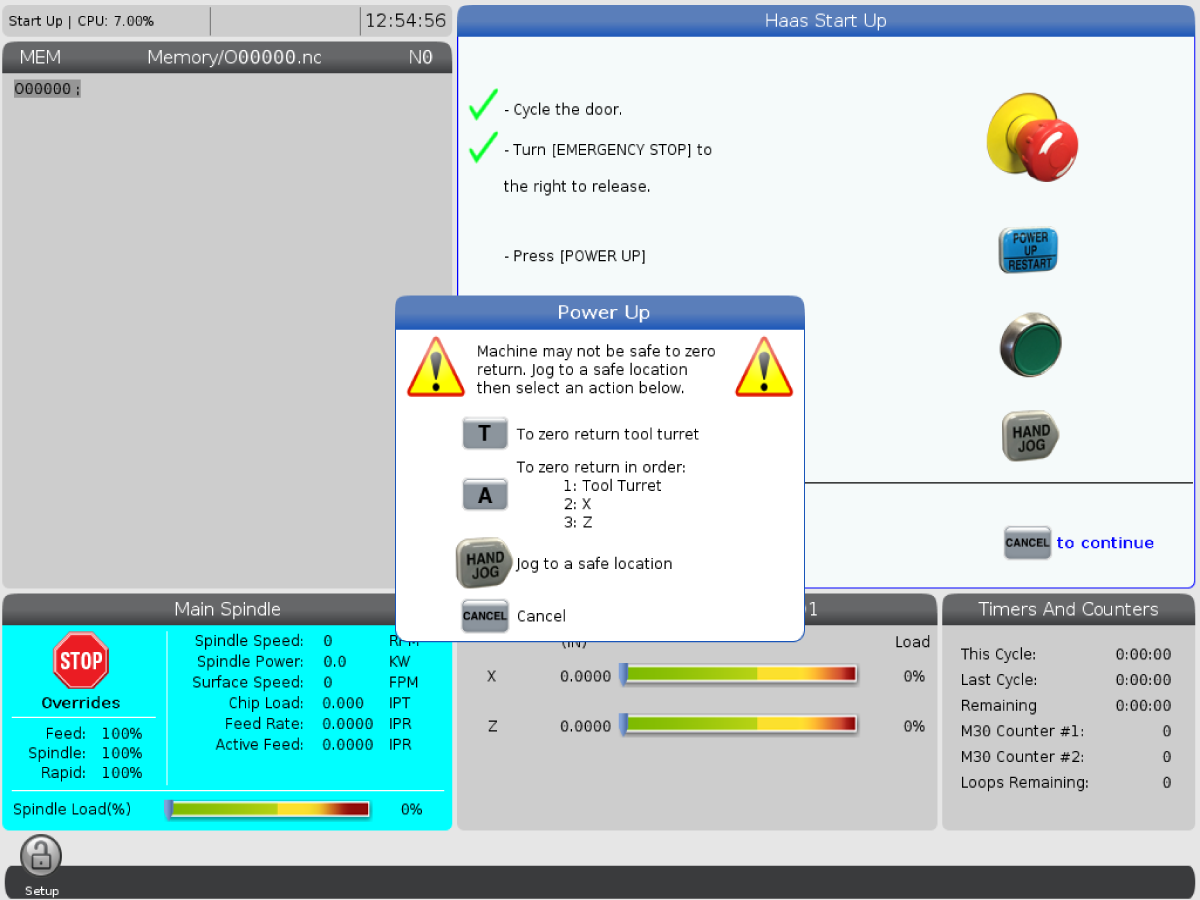
1. 按住 [POWER ON],直到在屏幕上看到 Haas 徽标。在执行自检并完成加速步骤后,显示器将显示开始界面。开始界面将提供针对机床启动的基本介绍。按[ CANCEL] 退出界面。您也可以通过按 [F1] 来禁用它。
2. 顺时针转动 [EMERGENCY STOP] 以将其重置。
3. 按 [RESET] 清除启动报警。如果您无法清除报警,则机床可能需要维修。请与您的 Haas 专卖店 (HFO) 联系,以寻求帮助。
4. 关门。
警告: 在进行下一步操作之前,切记,在您按 [POWER UP/RESTART] 后,将立刻开始执行自动运动。确保运行路径已清空。请远离主轴和换刀装置。
5. 按 [POWER UP]。轴将缓慢移动,直到机床为每根轴找到初始位置开关。这将使机床初始位置得到建立。控制器此时处于 OPERATION:MEM 模式。
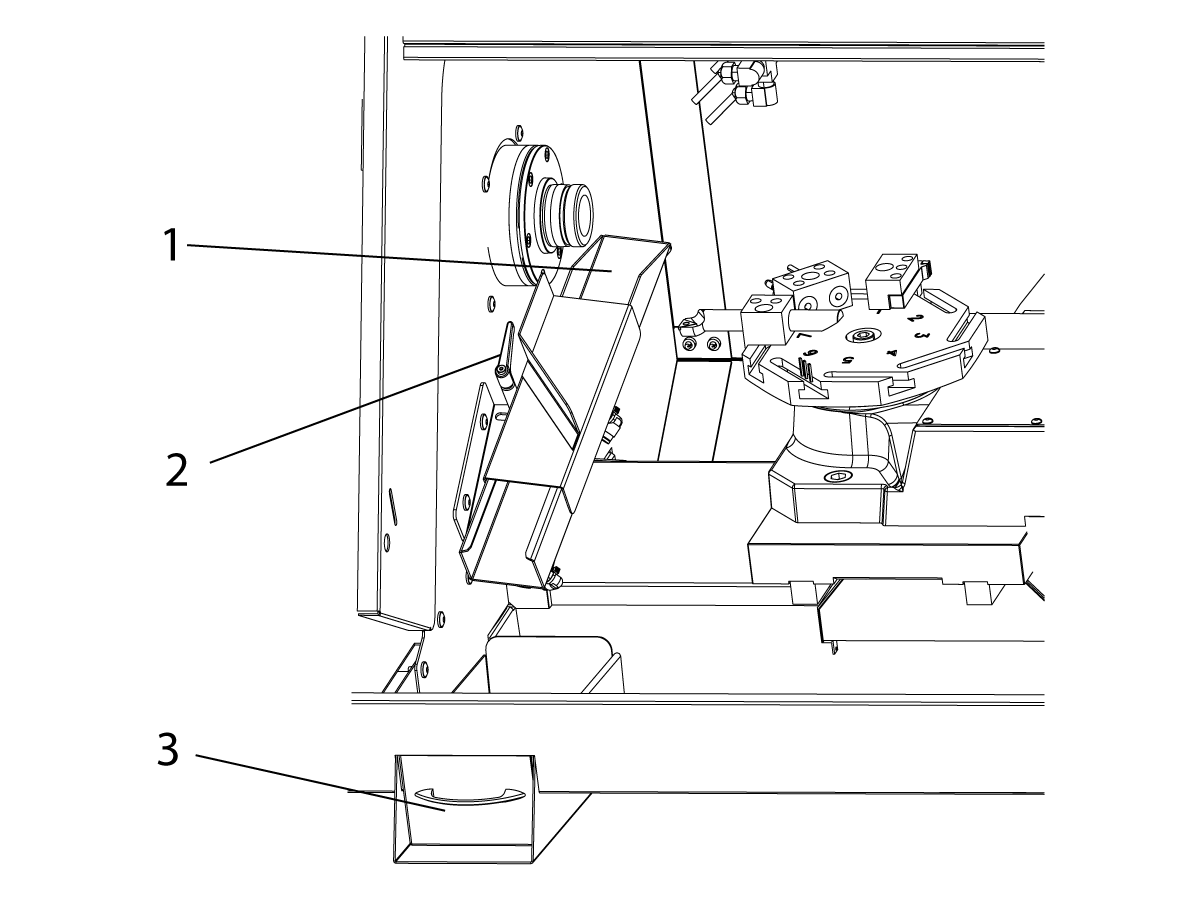
安装筒夹:
1. 打开大的操作门。
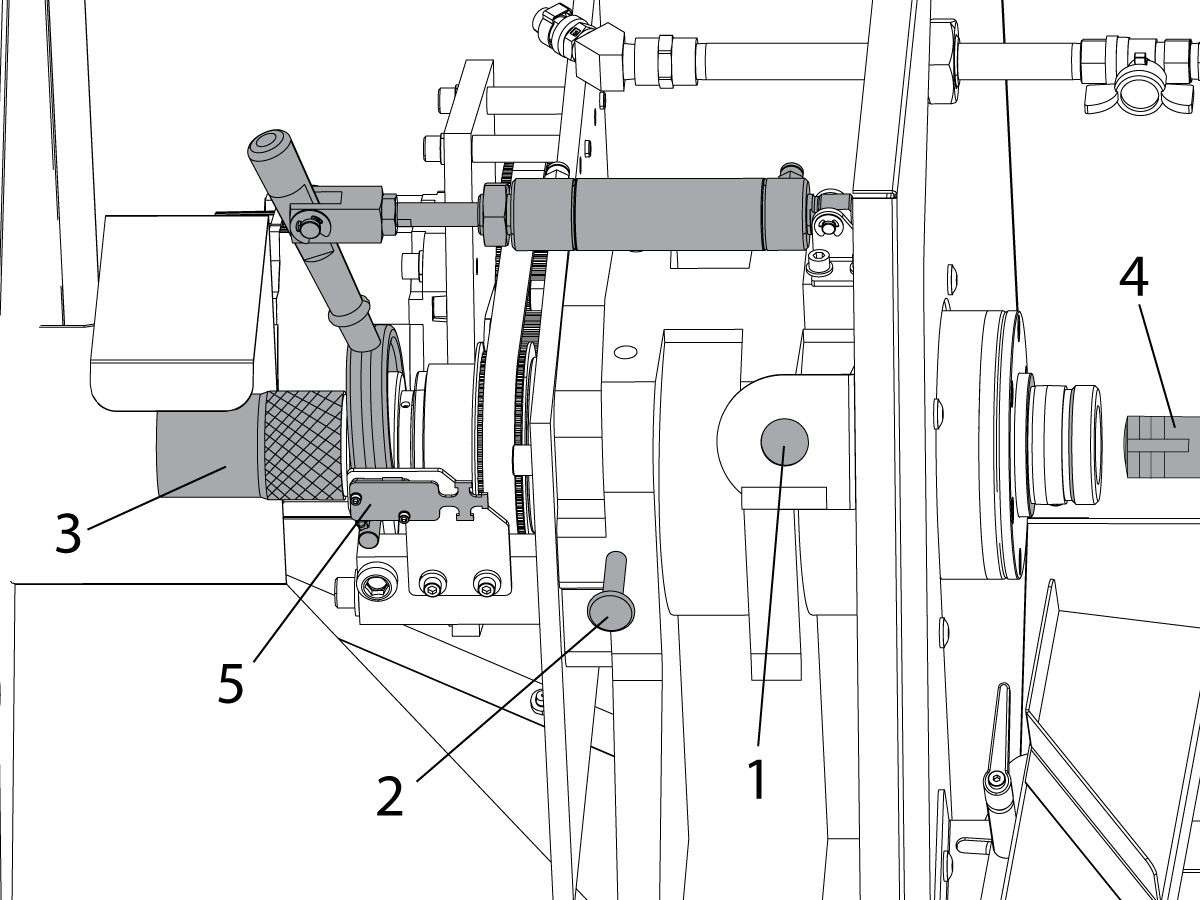
2. 按“卡盘”按钮 [1] 松开夹头。控制系统显示屏上显示消息“松开”。
3. 推动主轴锁销[2],并手动转动主轴至锁销啮合且主轴不能转动。
4. 在拉杆组件末尾处顺时针转动滚花旋钮 [3],直到能够把夹头 [4] 插入到主轴头中。主轴包含一个夹头防转销,用于对转夹头,方便安装。转动主轴头中的筒夹,直到感觉到防转销与筒夹上的销槽卡合。
5. 顺时针转动滚花旋钮,把夹头拉进主轴。您会感觉到拉杆在筒夹螺纹上卡紧。
注意:确保筒夹与防转销正确对准。若筒夹未正确对准,可能会损坏主轴和筒夹。
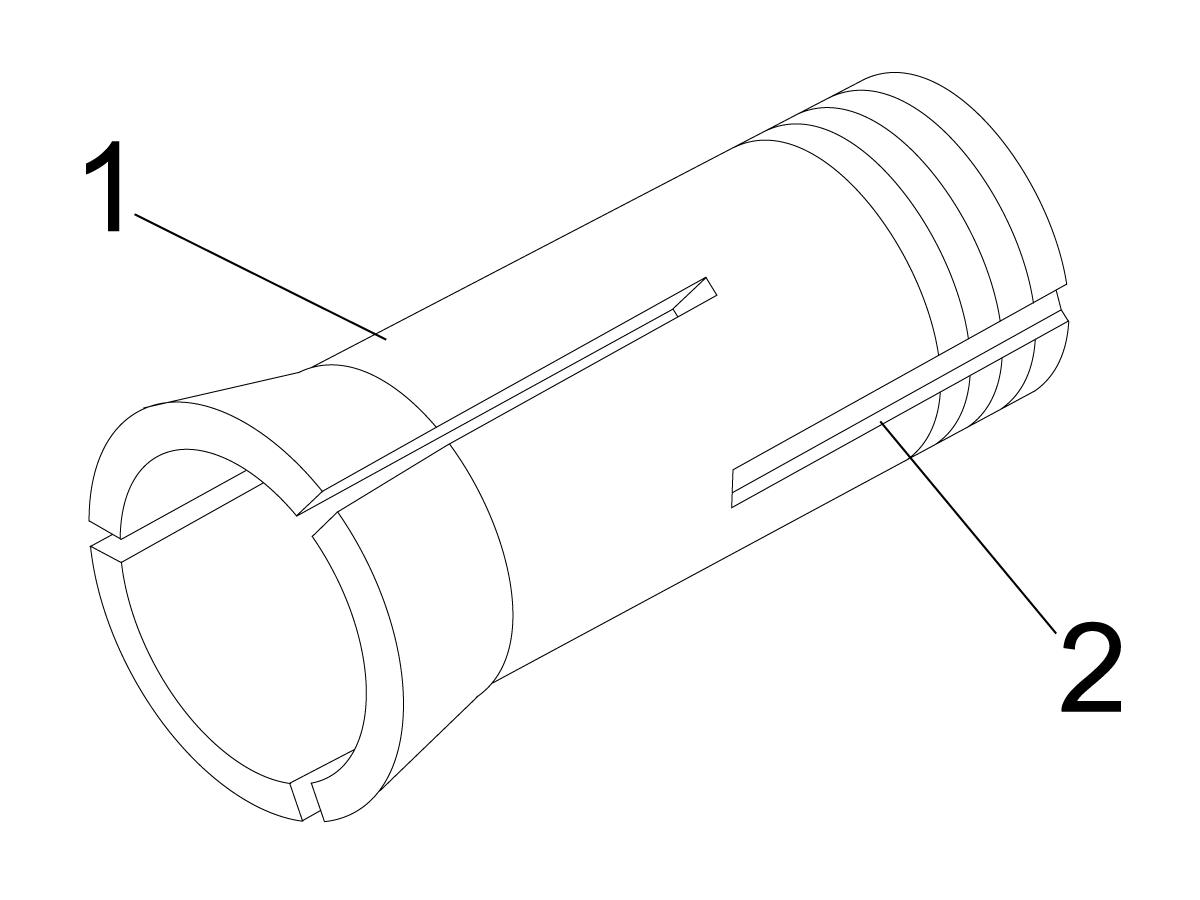
筒夹防转销:
1. 筒夹
2. 筒夹防转销槽。
筒夹使用提示:
有些筒夹对特定材料的夹紧效果较好,所以请确保选择合适的筒夹(即锯齿筒夹或平滑筒夹)。在夹紧材料时,标准夹头回拉。如果零件外直径(OD)改变,回拉距离(Z距离)将随之改变。因为设计的缘故,定长(准确长度)筒夹能够更加稳定地定位零件。
注意:请勿尝试调整拉杆臂汽缸的长度。联系Haas维修部门进行调整。如果主轴转动时滚子轴承随之旋转,请联系 Haas 维修部。
插入工件:
1. 把零件放入打开的筒夹中。
2. 顺时针转动滚花旋钮,直到零件在夹头中卡紧,然后把旋钮松开半圈。
3. 按“卡盘”按钮。确保零件在筒夹中夹紧。
警告:如果零件位置正确,但筒夹和零件不紧,请勿操作主轴。
4. 接下来,为棒料找到正确的夹紧力:
警告:如果拉杆臂没有走完整个行程,表明夹头未完全夹紧。夹紧筒夹时,在触发微动开关[5] 之前,机床不会启动主轴。
警告 如果在夹紧零件期间拉杆臂未停顿,表明零件未夹紧,在刀具接触时可能发生转动。零件也可能会飞出,造成损坏或人员受伤。
5. 用一对测试架确保筒夹的张力正确。
注意:标准 5C 筒夹的最大调整范围只有 0.010" 左右。零件直径变化或棒料变化可能会造成夹紧不当。良好的加工做法包括定期检查棒料直径和/或调整筒夹。
6. 操作主轴之前,确保要松脱主轴锁销。
拆除筒夹:
1. 打开大的操作门,按“卡盘”按钮松开筒夹。
2. 推上锁销,用手转动主轴,直到锁销卡合且主轴不能转动。
3. 逆时针转动滚花旋钮,开始松开夹头。如果筒夹中有棒料,在足够松动时尽快从筒夹中取出。
4. 继续转动滚花旋钮直至夹头松开,然后从主轴上拆下夹头。筒夹使用提示:有些筒夹对特定材料的夹紧效果较好,所以请确保选择合适的筒夹(即锯齿筒夹或平滑筒夹)。在夹紧材料时,标准夹头回拉。如果零件外直径(OD)改变,回拉距离(Z距离)将随之改变。因为设计的缘故,定长(准确长度)筒夹能够更加稳定地定位零件。
安装卡盘:
1. 实施此流程期间,请插上主轴锁销。
2. 用工具箱中提供的内六角柱头螺钉(SHCS)把卡盘连到其背板上。拧紧 SHCS,使其扭矩为 25 ft-lbs。
安装卡盘:
1. 插座头盖螺钉 (SCHS)
2. 面板
3. 卡盘。
4. 轻轻转动主轴头上的组件,直到顶住主轴肩。用带式扳手拧紧卡盘,使其扭矩为 70 ft-lbs 左右。
卡盘校准:按照以下步骤消除卡盘中的跳动。
1. 在卡盘中放一把精密测试杆。
2. 用千分表顶住测试杆,旋转卡盘。
3. 使用卡盘调整螺钉对准卡盘,直到百分表读数为零。
卡盘拆卸:
1. 插上主轴锁销。
2. 使用带式扳手松开卡盘螺钉。为避免损坏卡盘,请不要撬卡盘爪。
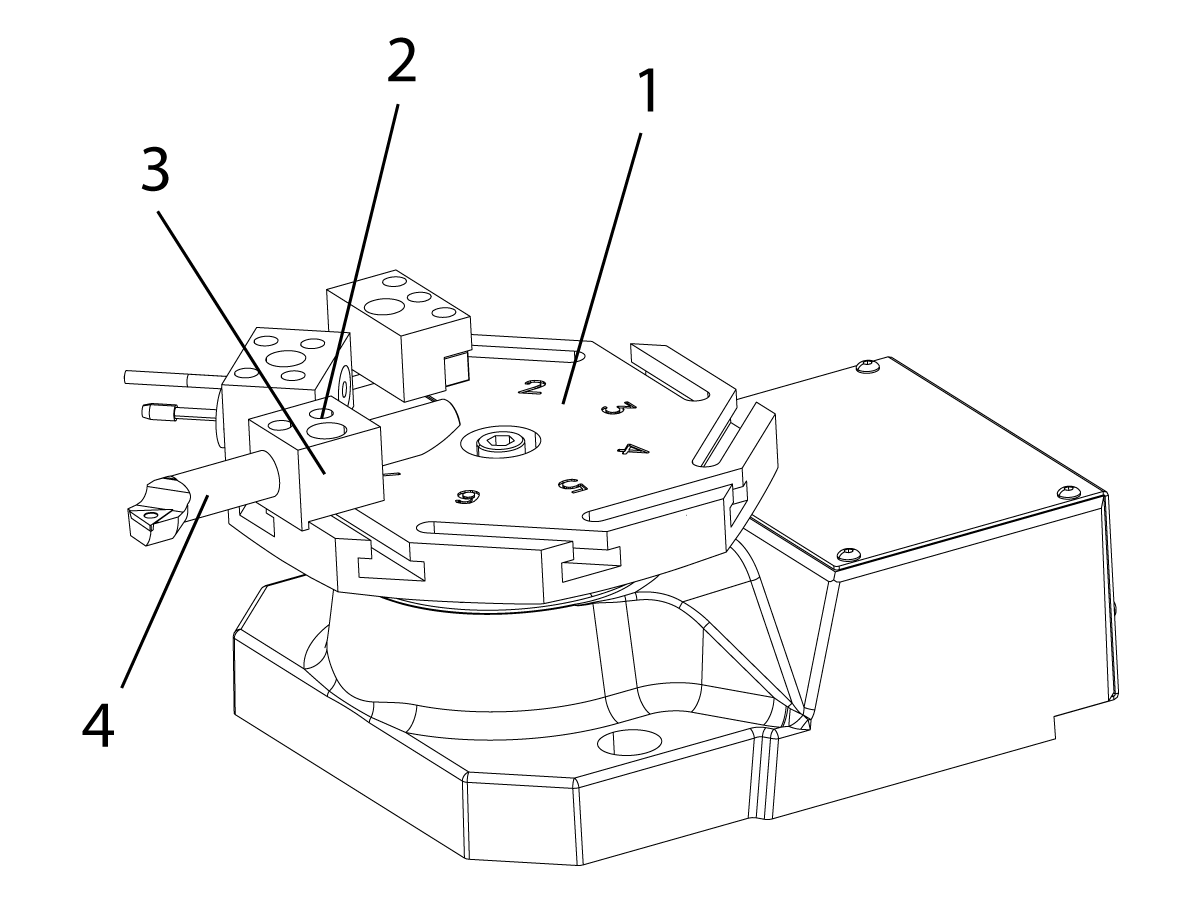
ATT8 刀塔详图:
1. 刀塔
2. 刀具固定螺钉
3. 刀架
4. 刀具
注意:ATT8 刀塔顶部有一把 1/2 英寸长的车刀。
要设置 ATT8 刀塔:
注意:不建议在带有尾座选件的机床上使用 ATT8 换刀装置。
注意:使用气枪清除刀塔中的切屑和冷却液时,不要把空气吹进刀塔基座处的环形盖内。否则,压缩空气会把切屑和冷却液吹进机械装置里。这会造成装置损坏。
%
T1
T2
T3
T4;
T5;
T6;
T7;
T8;
T7;
T6;
T5;
T4;
T3
T2
M99
;
;
;
%
使用此程序测试换刀装置:
注意:使用T地址码操作刀库。例如,T303 把换刀装置旋转至 3 号刀具位置,并使用偏置 3。像其他代码行一样,把T地址码添加到程序中。有关 T 代码和刀具偏置的更多信息,请参阅《车床操作员手册》。
从不完整的刀具更换中恢复换刀装置:
1. 按 [MDI]。
2. 按 [TURRET FWD] 或 [TURRET REV]。
注意:按 [TURRET FWD] 或 [TURRET REV] 时,刀库快速移动。为防止人员受伤,应在刀塔周围留出充分的安全距离。
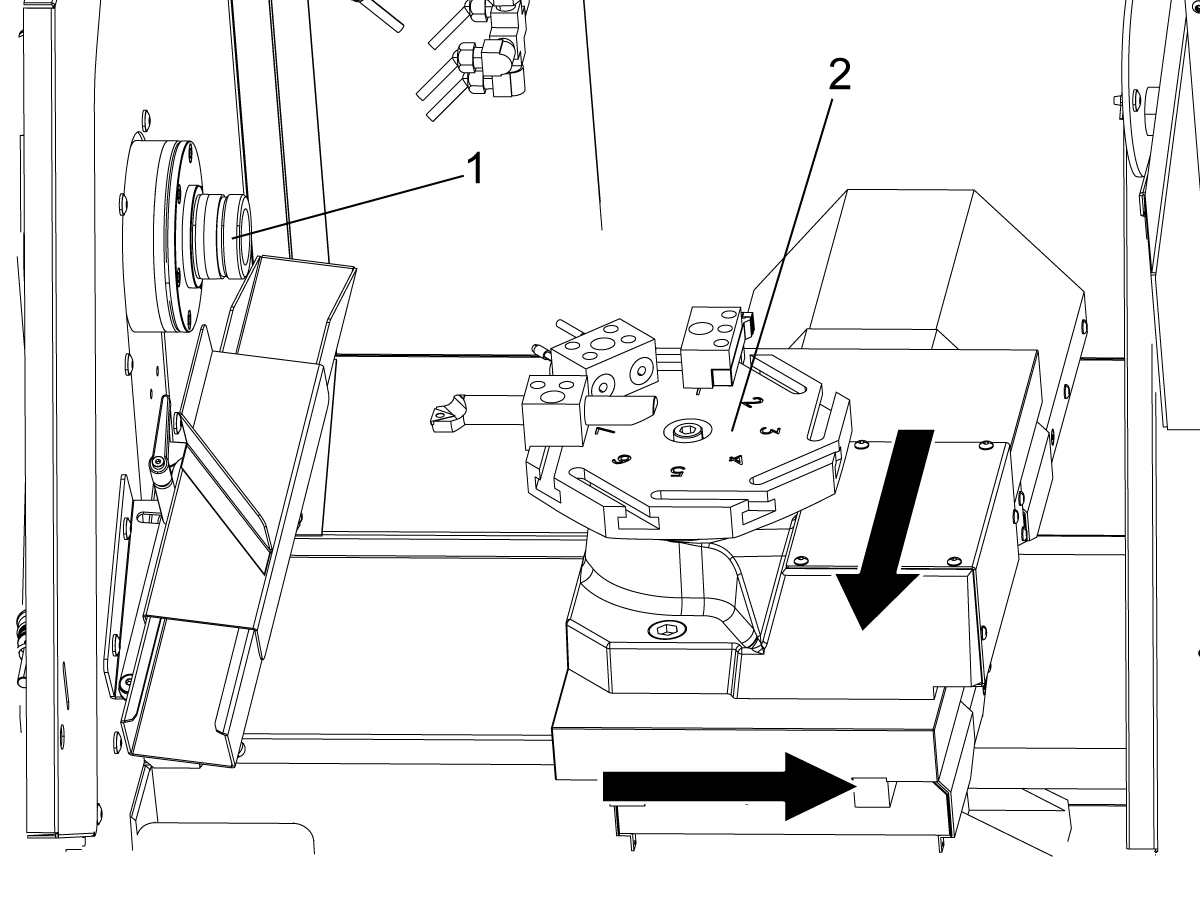
注意:棒料推料器只能配合一个夹头使用。请勿使用带有推料器选项的卡盘。
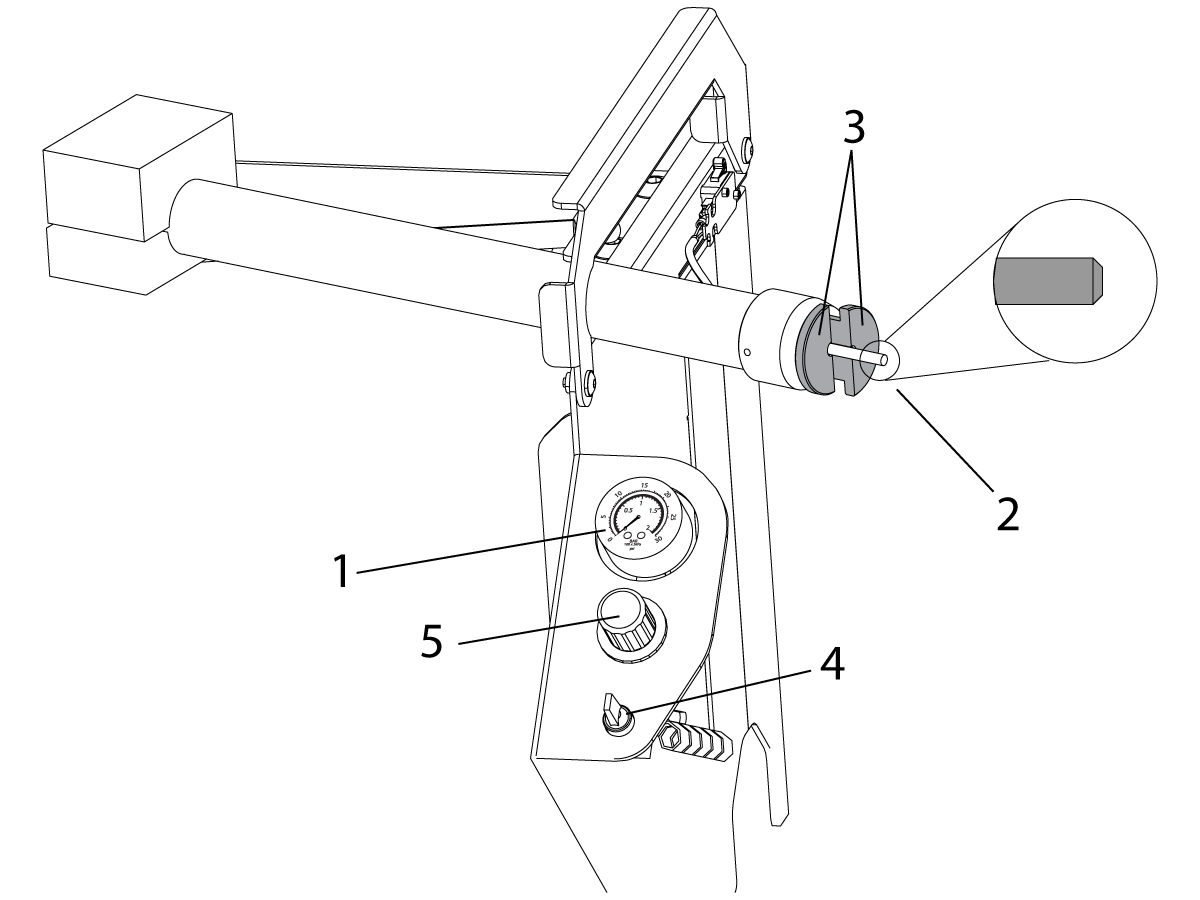
设置推料机:
1. 检查推料机气压表[1],读数应为 0 PSI/BAR。如果不是,按控制器上的 [RESET]。
2. 打开操作门,将推料机管旋转至装载位置。
3. 向推料机管[2] 中插入一段棒料,在推料机管端安装两个支撑架[3]。
注意:棒料两端应当有轻微的倒角,以防止粘连和推动长度不一致。对于超过 0.750” 的棒料,请添加倒角,以确保其适当契合型腔。
4. 使用手动进料开关 [4] 手动进给棒料。调整推料器空气调节器 [5],直至棒料平稳推出。棒料越大,需要的气压越高。调整时停止进给棒料,并推回到推料机管中。
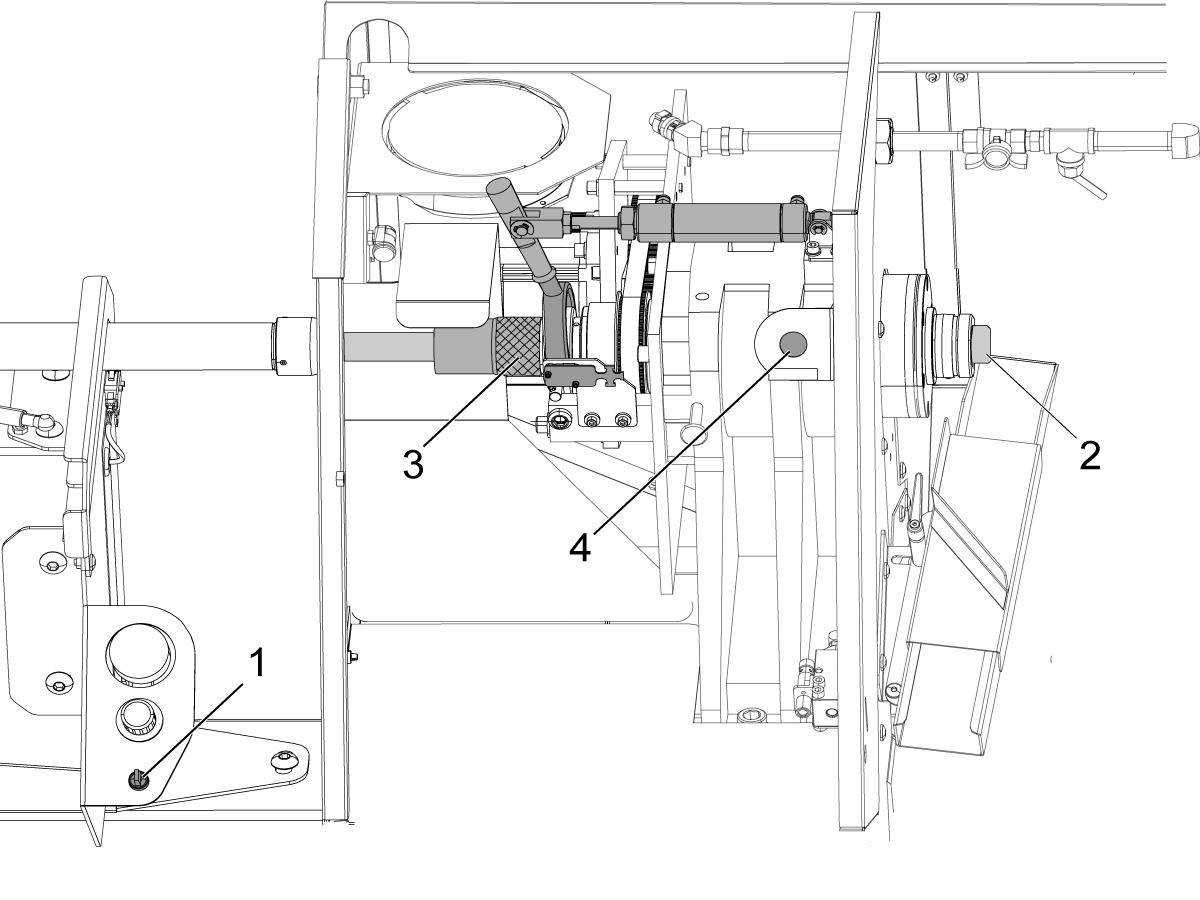
5. 把推料器管旋回到运行位置。使用手动进给开关 [1],手动把棒料送到筒夹内的切削位置 [2]。顺时针转动滚花旋钮 [3],直到零件在夹头中卡紧,然后把旋钮松开半圈。按“夹紧”按钮夹紧筒夹 [4]。当拉杆臂在夹紧期间停顿时,零件即已夹紧,然后继续至活塞冲程结束。夹紧时,机构装置会发出一声清晰的声音。
警告:如果零件位置正确,但筒夹和零件不紧,请勿操作主轴。
警告:如果拉杆臂没有走完整个行程,表明夹头未完全夹紧。夹紧筒夹时,在触发微动开关 之前,机床不会启动主轴。
警告:如果在夹紧零件期间拉杆臂未停顿,表明零件未夹紧,在刀具接触时可能发生转动。零件也可能会飞出,造成损坏或人员受伤。
推料机操作设置:
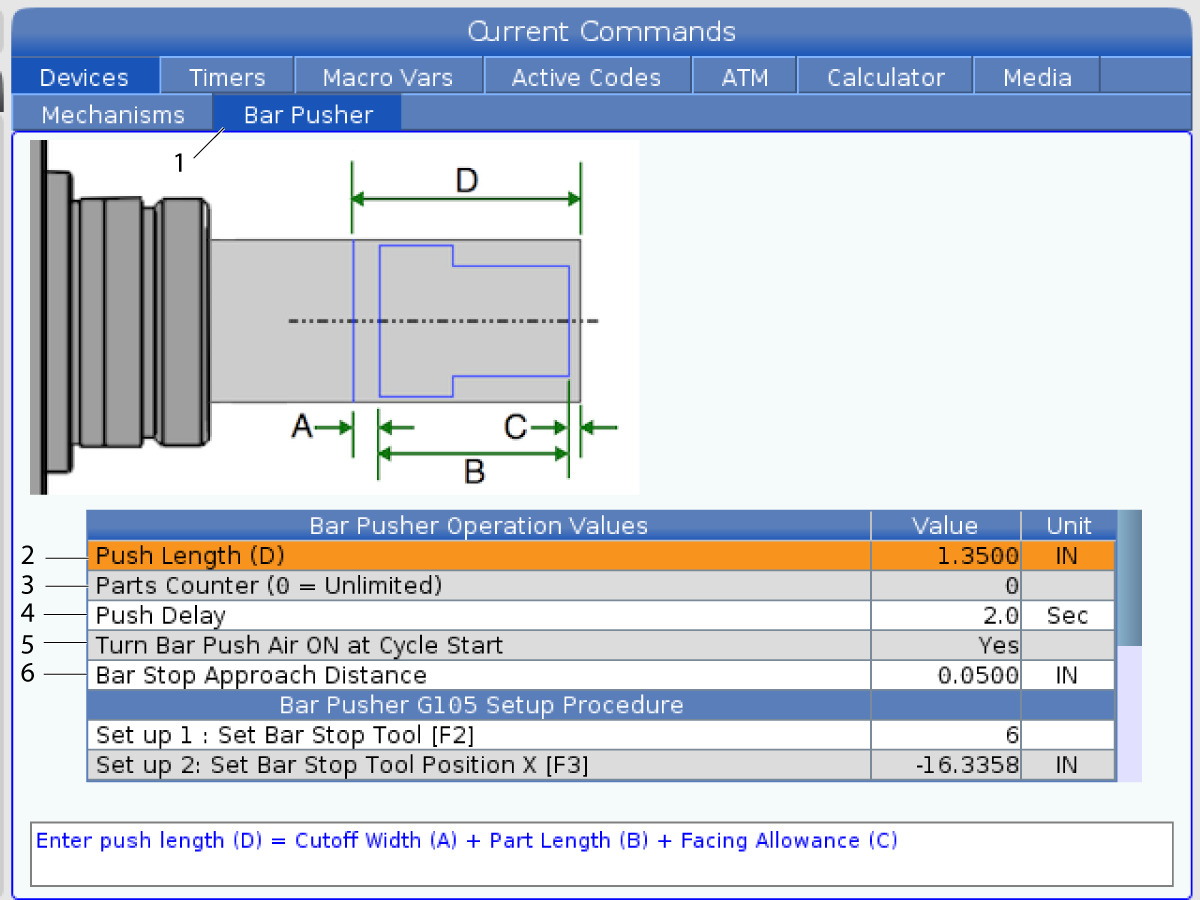
1. 将“设置 336 - 送料器启用”设置为开。按 [CURRENT COMMANDS] 按钮。导航到“推料机”选项卡 [1].
2. 推出长度 (D) [2]。输入零件长度、切削宽度和面层余量。
3. 零件计数器(0 = 不限数量) [3]。输入最大零件数量。设置为 0,以运行无限数量零件。
4. 推进延迟 [4]。输入空气推进延迟时间,以秒为单位。此设置可控制推进棒料前,机床等待推料机加压的时间长度。
5. 循环启动 [5]时开启推料机供气。按 [RIGHT] 箭头以从下拉菜单中选择 Yes 或 No。此功能设置为“是”后,将保持对推料机的恒定气压,以支撑零件。
注意:对于直径较小的材料,应将“循环启动时开启推料机供气”设置为 Yes,以防止运行期间棒料碰撞。
6. 棒料止动接近距离 [6]。此设置用于在棒料仅给操作开始和结束时定位刀塔。
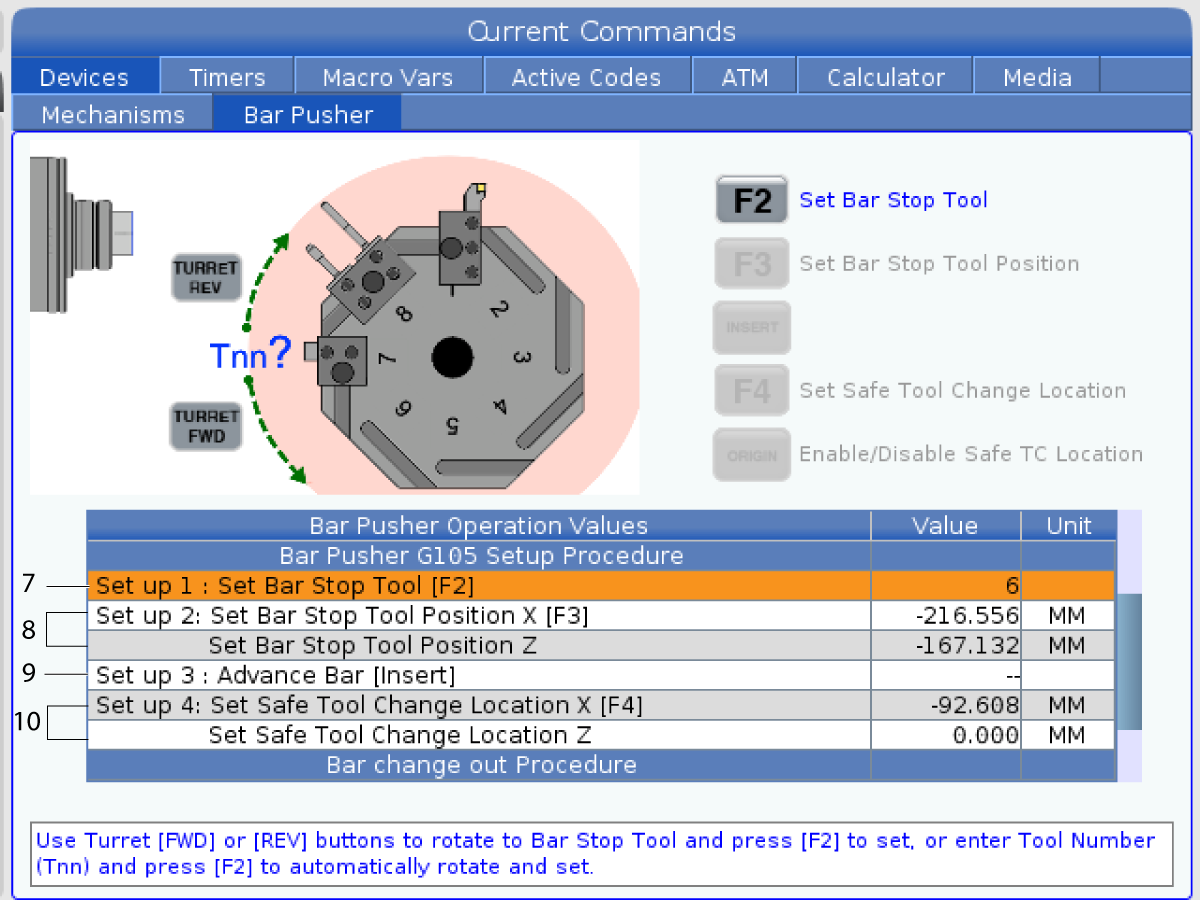
7. 选择一把带平刃的刀具,用于棒料推料器停止。手轮点动刀具,直到 X 和 Z 相对切削位置 [7] 相等。
设置 1:设置棒料止动工具 [F2]:此设置可设置棒料止动工具。用刀塔 [FWD] 或 [REV] 按钮来转动棒料止动工具并按 [F2] 进行设置,或者输入刀具编号 (Tnn) 然后按 [F2] 进行自动旋转和设置。
8. 设置 2:设置棒料止动工具位置 X [F3]:设置棒料止动工具位置 Z [8]。按 [HANDLE SCROLL] 按钮以操纵刀塔。通过手轮点动方式将棒料止动工具推到 Z 分离位置,然后按 [F3],以保存 X 和 Z 轴位置。
9. 设置 3:推进棒料 [Insert] [9]:此设置可推进棒料。该设置用于推进棒料。按 [INSERT] 以执行 G105,并将棒料推进至零件零点(工件偏置)位置。
注意:必须将棒料手动推回至切削位置,然后再次按 [INSERT]。
10. 设置 4:设置安全换刀位置 X [F4],设置安全换刀位置 Z。通过手轮点动方式将刀塔推到安全换刀位置。按 [F4] 以保存 X 和 Z 轴位置。
O00010;
Z-0.95;
N102 X0.4;
;
G00 G53 X-18.6 Z-3.;
(工件分离);
T505;
G50 S4000;
S4000 M03;
G00 G54 X0.4 Z0.1;
M08;
G01 Z-0.87 F0.01;
M36;
G04 P1.;
X-0.025 F0.002;
M37;
G00 X0.4 Z0.1;
;
G00 G53 X-18.6 Z-3.;
M01;
;
;
G105(送料);
;
M99
操作推料机:
1. 设置好推料机之后,程序中的 G105 指令用于激活推动功能。上面是程序结束处工件切削后的棒材推料机示例。
2. 推料机冲程结束时,活塞将推出支架并激活 EOB 压力开关。
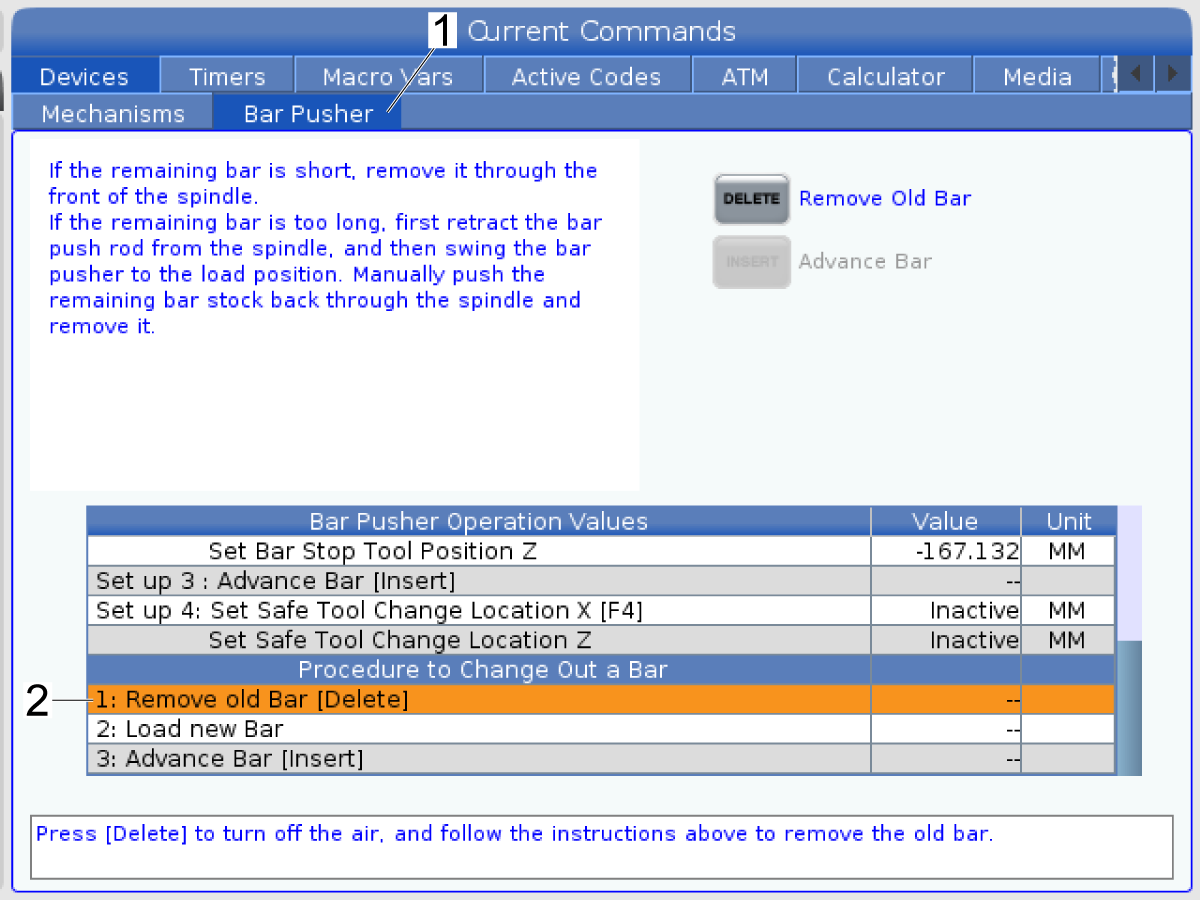
棒料更换程序:
按 [CURRENT COMMANDS] 按钮。导航到“推料机”选项卡。按 [PAGE DOWN],直至找到“棒料更换程序”这一设置。
2. 1. 移除原有棒料 [Delete]。使用此设置可移除棒料。按 [DELETE] 关掉进气。按照屏幕说明移除原有棒料。
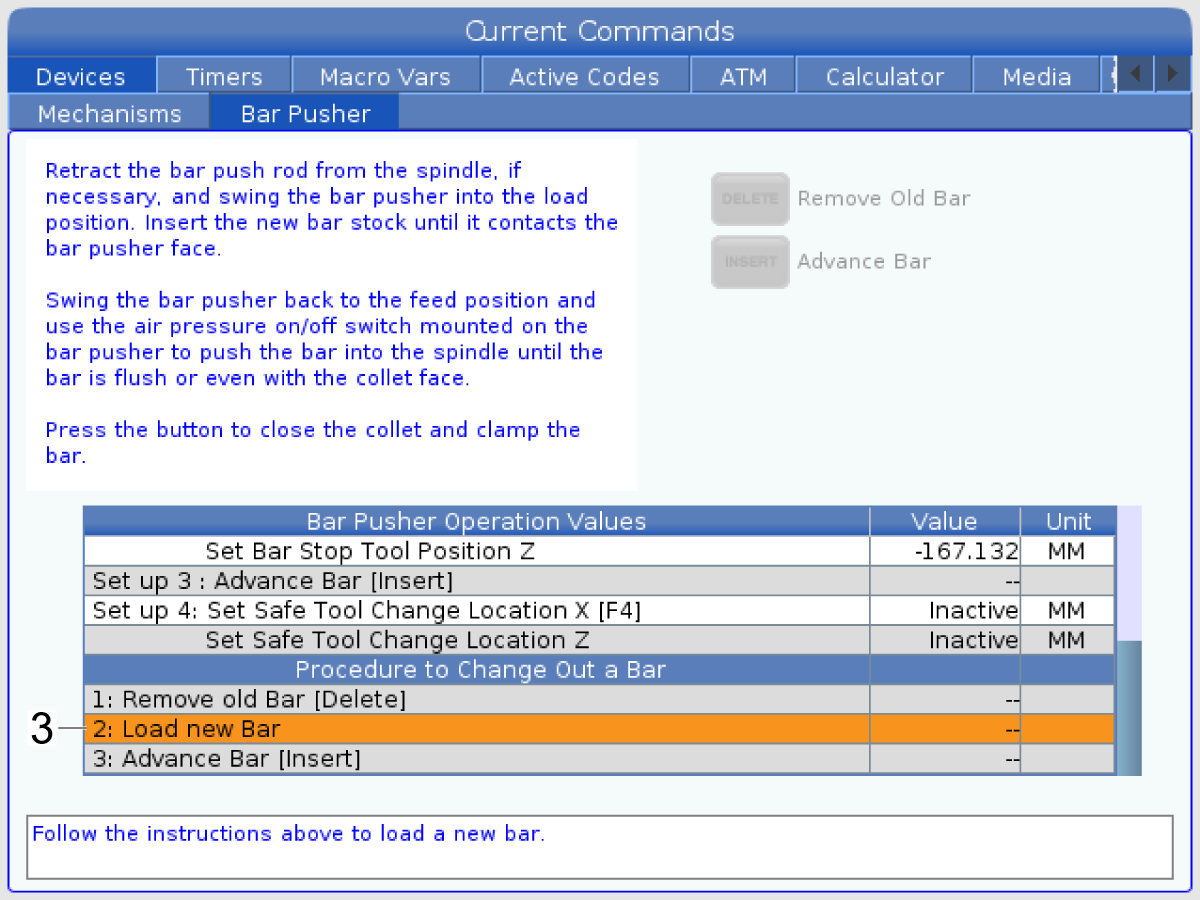
3. 2:装载新棒料 [2]。使用此设置可装载新棒料。按照屏幕说明装载新棒料。
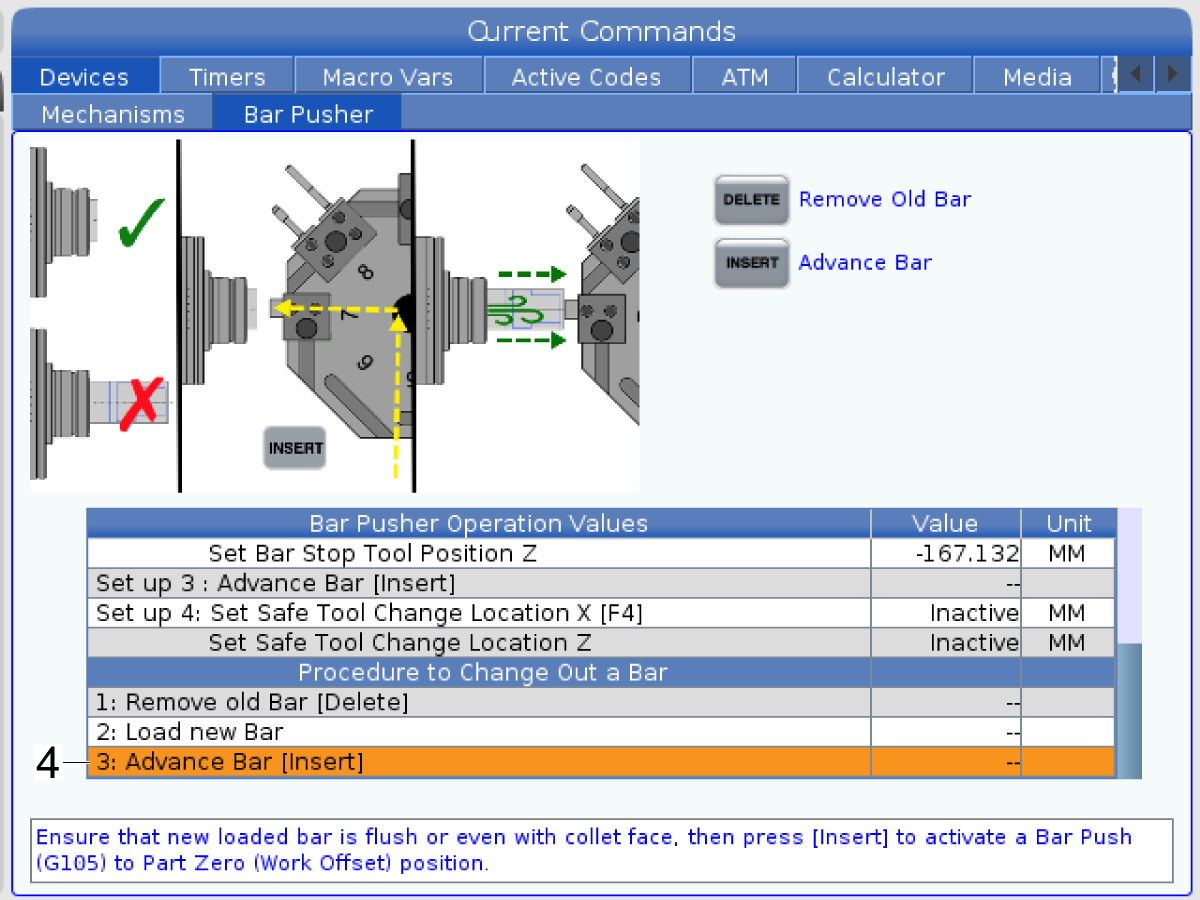
4:推进棒料 [Insert] [3]。该设置用于推进棒料。按 [INSERT] 以执行 G105,并将棒料推进至零件零点(工件偏置)位置。按 [INSERT] 后将显示警告弹出框。
按 [Y] 继续,或按 [N] 取消。
注意:必须将棒料手动推回至切削位置,然后再次按 [INSERT]。
卡盘车床接料机:
[1] 导料槽
[2] 边到边调整夹具
[3] 料盘
设置接料机:
1. 把棒料伸出夹头至成品工件的长度。夹紧夹头。
2. 发出 M36 指令,以伸展导料槽 [1]。松开调整夹具 [2],根据需要定位导料槽,以便接料。
3. 按 [RESET] 缩回导料槽。
O00213;
;
;
G00 G53 X-18.6 Z-3.;
M01;
;
;
N2;
G00 G53 X-18.6 Z-3.;
(工件分离);
T505;
G50 S4000;
S4000 M03;
G00 G54 X0.4 Z0.1;
M08;
G01 Z-0.87 F0.01;
M36(接料机开启);
G04 P1.;
X-0.025 F0.002;
M37(接料机关闭);
G00 X0.4 Z0.1;
;
G00 G53 X-18.6 Z-3.;
M01;
;
;
G105(送料);
;
M99
操作接料机:
1. 使用 M36 可激活接料机,使用 M37 可关闭接料机。
2. 设置好接料机后,切削工件时使用 M36。这是在工件切削加工中使用接料机的示例程序。
3. 切削好的工件将落入接料盘中。拉出接料盘,根据需要倒出工件。

Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





