

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

本章节介绍您的手动输入程序。除非您使用 RS-232 串行端口通过计算机或数控铣床上载程序(请参阅 第 5 页的“ RS-232 接口”),否则通过前面板键盘编程。键盘右列按钮用于控制器编程。
注意: 务必按下并立即释放按钮。按住按钮重复操作;但是,这适用于滚动程序。根据模式,某些按钮的功能不止一种。
按 MODE/RUN PROG(模式/运行程序)在“程序”模式和“运行”模式之间进行选择。在“程序”模式下,显示屏会闪烁开关,在“运行”模式下,显示屏会保持稳定。
在“程序”模式下,将命令输入存储器。
| 步骤编号 | 步长 | 进给率 | 回路圈数 | G 代码 |
| 1 | 90.000 | 80 | 01 | 91 |
| 2 | -30.000 | 05 | 01 | 91 |
| 3 | 0 | 80 | 01 | 99 |
| 通过 | ||||
| 99 | 0 | 80 | 01 | 99 |
按 DISPLAY SCAN(显示屏扫描)向右移动窗口。按 STEP SCAN(步骤扫描)向上或向下箭头,以向上或向下移动窗口。
注意:当您按下控制器按钮时,所有数据自动存至存储器。
编程首先确保伺服控制器为“程序”模式,且步骤编号为 01。为此:
要选择一个存储的程序:
按 MODE / RUN PROG(模式/运行程序)。
其中一个显示字段闪烁,指示您处于“程序”模式。
G 代码编号字段闪烁时,按 -(减号)。
显示屏更改为:Prog n。
按数字以选择已存储或新程序。
按 MODE / RUN PROG(模式/运行程序)。
控制器返回至“运行”模式。
或按 CYCLE START(循环启动)以编辑选定程序。
控制器继续采用“程序”模式。
要清除程序(不包括参数):
按 MODE/RUN PROG(模式/运行程序)直到显示屏闪烁打开和关闭。
其为“程序”模式。
按住 CLEAR/ZERO SET(清除/零点设置)持续三秒钟。
显示屏将循环显示所有 99 个步骤,并将除第一步外的所有步骤都设置为 G99。将第一步设置为 G91,步长为 0,最大进给速率和回路圈数为1。
要将步长输入伺服控制存储器:
按 MODE / RUN PROG(模式/运行程序)。
这将伺服控制器置于“程序”模式。显示屏开始闪烁和显示步长。
如有必要,请按住 CLEAR/ZERO SET(清除/零点设置)3 秒钟以清除最后使用的程序。
要输入 45°步进,请键入 45000。
显示屏将显示:“N01 S45.000 G91”,下面的一行“F60.272 L0001”(该值是回转工作台的最大速度)。
按 STEP SCAN(步骤扫描)向下箭头。
这将存储 45°步长。
键入 20000,输入 20°时的每秒进给速率。
显示屏将显示“01 F 20.000”。
按 MODE/RUN PROG(模式/运行程序)将控制器返回至“运行”模式。
按 CYCLE START(循环启动)以开始 45°步长。
工作台移动至新位置。
要将新步骤插入程序:
按 MODE/RUN PROG(模式/运行程序)直到显示屏闪烁打开和关闭。
其为“程序”模式。
在“程序”模式下按住 CYCLE START(循环启动)3 秒。
这会顺延当前步骤和后续所有步骤,并在新步骤中插入默认值。
注意:子程序跳转必须重新编号。
要从程序中删除步骤:
按 MODE/RUN PROG(模式/运行程序)直至显示器闪烁开关。
其为“程序”模式。
按住 ZERO RETURN(归零)持续三秒钟。
后续步骤自动上移一位。
注意:子程序跳转必须重新编号。
RS-232 接口有两种接头;DB-25公头和母头各一个。要连接多个伺服控制器,请将电缆从计算机连接至母接头。另一根电缆可以通过将第一个盒的公连接器连接到第二个盒的母连接器,将第一个与第二个伺服控制器相联系。您最多可以通过这种方式连接九台控制器。伺服控制器上的 RS-232 连接器用于加载程序。
大多数个人计算机背面的 RS-232 接头是 DB-9 公头,因此只需要一种类型的电缆即可连接至控制器,或使控制器互相连接。该电缆的一端必须是 DB-25 母头,另一端必须是 DB-9 公头。销 1、2、3、4、5、6、7、8 和 9 必须一对一连接。其不得是 Null Modem 电缆,后者它会使销 2 和 3 反相。要检查电缆类型,请使用电缆测试仪查验通信线路是否正确。
控制器是 DCE(数据通信设备),这意味着其在 RXD 线上发送(销 3),在 TXD 线上接收(销 2)。多数个人计算机上的 RS-232 接头采用 DTE 接线(数据终端设备),因此不需特殊跳线器。
| 个人计算机参数 | 值 |
| 停止位 | 2 |
| 奇偶校验 | 偶数 |
| 波特率 | 9600 |
| 数据位 | 7 |
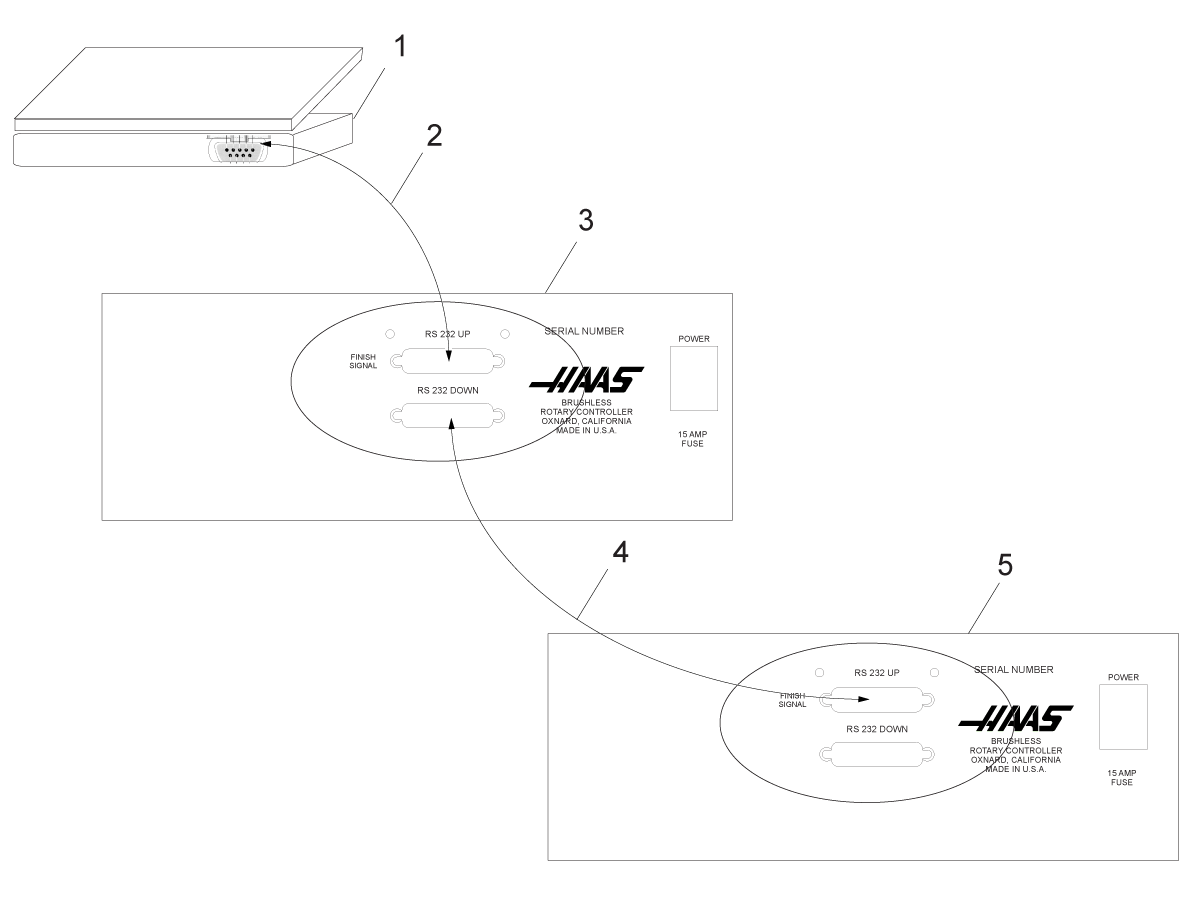
RS-232 菊花链双伺服控制器,用于 TRT:
[1]具有 RS-232 DB-9 连接器的 PC
[2] RS-232 电缆 DB-9 至 DB-25 直通
[3] 伺服控制 A 轴
[4] RS-232 电缆 DB-25 至 DB-25 直通
[5] 伺服控制 B 轴
RS-232 下(外线)使用多个控制器时,将使用 DB-25 连接器。首个控制器的 RS-232 下(外线)接头连接到第二个控制器的 RS-232 上(直列)连接器等。
如果参数 33 为 0,则 CTS 线路仍可用于同步输出。当一台以上 Haas 转台控制器为菊花链类型,则来自个人电脑的数据将同时转至所有控制器。这就是需要轴选择代码(参数 21)的原因。通过数字逻辑 OR 网关(OR-ed) 对从控制器发送回个人电脑的数据进行编程,当传输一个以上的框时,数据将出现乱码。因此,每个控制器的轴选择代码必须是唯一的。串行接口可以在远程命令模式下使用,也可以用作上传/下载路径。
串行接口可用于上传或下载程序。所有数据均以 ASCII 码的形式发送和接收。伺服控制系统发送的行以回车 (CR) 和换行 (LF) 终止。发送到伺服控制器的行可能包含 LF,但是会被忽略,且该行由 CR 终止。
控制器发送或接收的程序包含以下格式:
%
N01 G91 X045.000 F080.000 L002
N02 G90 X000.000 Y045.000
F080.000
N03 G98 F050.000 L013
N04 G96 P02
N05 G99
%
伺服控制插入步骤,并对所有必要数据重新编号。P 代码是子程序跳转 G96 的目标。
% 必须在伺服控制器处理任何输入之前查找,并且它总是以 % 输出开始。所有行均包含 N 代码和 G 代码,剩余代码按 G 代码要求显示。N 代码与控制器步长显示屏相同。从 1 开始,所有 N 码必须是连续的。伺服控制器始终以 % 结束输入,以 %、N99 或 G99 终止输入。仅允许在所述位置有空格。
发送程序时,伺服控制器显示 SEnding。接收程序时,伺服控制器显示 LoAding。无论何种情况下,行号都会随着信息的发送或接收而变化。如果发送了错误信息,则会显示一条错误消息,并且显示屏会指示接收到的最后一行。如果发生错误,请确保程序中没有意外使用字母 O 取代 0。
使用 RS-232 接口时,建议使用 Windows 记事本或其他 ASCII 程序编写程序。不建议使用 Word 等处理程序,原因是会插入多余的不必要信息。
上传/下载功能不需要轴选择代码,原因是其由操作员在前面板手动开启。但是,如果选择代码(参数 21)不为零,则向控制器发送程序的尝试将失败,该行未以正确轴选择代码开始。
上传或下载始于“程序”模式,显示 G 代码。若要开始上传或下载:
远程命令模式运行时的参数 21 不能为零。伺服控制器查找由参数定义的轴旋转代码。
伺服控制器还必须为“运行”模式,以响应接口。由于控制器在“运行”模式下通电,因此可进行无人值守的远程操作。命令以 ASCII 码的形式发送到伺服控制器,并以回车(CR) 终止。
除 B 命令外,所有命令都必须以轴的数字代码(U、V、W、X、Y、Z)开头。参见 第 5 页的“参数 21 设置”。B 命令不需要选择代码,原因是其用于同步激活所有轴。ASCII 代码用于命令以下控制器:
RS-232 单轴命令
以下是 RS-232 命令,其中 X 是参数 21 选定的轴(U、V、W、X、Y、Z):
| ASCII 命令 | 功能 |
| xSnn.nn | 指定步长 nn.nn 或绝对位置。 |
| xFnn.nn | 指定进给速率 nn.nn(以单位数/秒为单位)。 |
| xGnn | 指定 Gnn 代码。 |
| xLnnn | 指定回路圈数 nnn。 |
| xP | 指定伺服器状态或位置。正常运行时,该命令使寻址的伺服控制响应伺服位置,或响应伺服状态。 |
| xB | 首先编程 X 轴步骤。 |
| B | 开始编程所有轴的步骤一次。 |
| xH | 返回原点或使用原点偏置。 |
| xC | 将伺服控制位置清零,并创建原点。 |
| xO | 打开伺服控制器。 |
| xE | 关闭伺服控制控制器。 |
远程程序示例
以下是 W 轴的已发送程序。设置参数 21 = 3(W 轴)。添加如下内容:
WS180.000(步骤)
WF100.000(进给)
WG91(增量)
WB(开始)
RS-232 响应
xP 命令,其中 x 是参数 21 选定的轴(U、V、W、X、Y、Z),该是目前唯一响应该数据的命令。其可返回以下单行:
| 响应 | 含义 |
| xnnn.nnn | 位置 nnn.nnn 的静止伺服控制 |
| xnnn.nnnR | 运动过位 nnn.nnn 伺服 |
| xOn | 伺服因 n 而关闭 |
| xLn | 伺服原位因 n 而丢失 |
这些区域包含特定控制程序:
绝对/增量运动
要使用绝对/增量运动:
使用 G90 表示绝对位置,使用 G91 表示增量位置。G90是唯一允许绝对位置的命令。
注意:G91 是默认值,可提供增量运动。
将 G28和 G88 用于编程的原点指令。输入进给率,用于返回至零位。
自动继续控制
要控制自动继续模式:
连续运动
要开始连续运动:
G33 使用遥控器 CYCLE START(循环启动) 启动连续运动。
当数控控制器的信号 M-Fin 连接至遥控器 CYCLE START(循环启动) 时,且在第 G33 步的“进给速率”字段输入“任意进给速率”时,转台运动继续,直至释放信号 M-Fin。
对于 G33 顺时针运动,将步长设置为 1.000。对于 G33 逆时针运动,将步长设置为 –1.000。
将回路圈数设置为 1。
回路圈数
回路圈数最多可重复 999 次,然后再继续下一步。回路圈数是 L 后跟一个 1 和 999 之间的值。在“运行”模式下,它将显示选定步骤的剩余回路圈数。它也可以与“圆弧分割”功能一起使用,以输入从 2 到 999 的圆弧分割数。回路圈数指定使用 G96 时重复子例程的次数。
延迟代码 (G97)
G97 用于对程序中的暂停(停留)进行编程。例如,对 G97 编程并设置 L = 10 会产生 1 秒的停顿时间。在步骤完成时,G97 不会使数控继电器跳动。
分度线
圆弧分割选择 G98(对于 TRT 装置,则选择 G85)。L 定义分度线分成等分的零件数量。L 计数步骤后,该装置位于与起始相同的位置。刻度线仅适用于圆弧模式(即参数 12 = 0、5 或 6)。
进给速率显示 00.001 与转台装置最大值之间的范围(参见表格)。进给速率值前面为 F,显示选定步骤的进给速率。进给速率对应每秒旋转的度数。
例如:进给速率 80.000 意味着转盘每秒旋转 80°。
当伺服控制器处于“停止模式”时,按 - 在不修改程序或任何参数的情况下,更改程序中的进给速率值。这是“进给率倍率”模式。
按 - 直到显示屏右下角显示所需的进给速率值(50%、75% 或 100%),例如 OVR:75%。
| 型号 | 最大进给速率 |
| HA5C | 410.000 |
| HRT160 | 130.000 |
| HRT210 | 100.00 |
| HRT310 | 75.000 |
| HRT450 | 50.000 |
子程序最多可重复 999 次。若要调用子程序,请输入 G96。输入 96 后,先移动注册时闪烁的显示屏 00(以 Step# 开头), 以进入要跳转的步骤。当程序到达第 G96 步时,控制器跳至 Step# 寄存器内调用的步骤。控制器执行该步骤,然后执行以下步骤,直到显示 G95 或 G99 。然后,子程序跳回到 G96 后的步骤。
通过使用的 G96 回路圈数,重复子程序。若要结束程序,请在最后一步后插入 G95 或 G99。子程序调用不视为步骤本身的组成部分,原因是其执行本身和子程序的第一步。
注意:不允许嵌套。
G94 用于执行同步铣削。继电器在步骤开始时发送脉冲,使数控铣床可转至下一加工区。然后,伺服控制器无需等待命令。执行 L 步骤。通常,G94 上的计数 L 设置为 1,然后与数控铣床同步运行。
螺旋铣削是转台装置与铣床轴的协调运动。同步旋转和铣削可用于加工凸轮、螺旋和角形切口。在控制器内使用 G94,并添加旋转和进给速率。控制器执行 G94(处理铣床信号),然后执行以下步骤。如果需要执行多个步骤,请使用 L 命令。若要进行螺旋铣削,必须计算出铣床进给速率,以使转台装置和铣床轴同时停止。
若要计算铣床进给速率,需强调以下信息:
例如,要同时在 X 轴上铣削 72°螺旋和移动 1.500"。
因此,如果分度器设置为在每秒 5°的进给速率下移动 72°,则对铣床在进给速率 6.25 英寸/每分钟的情况下,行程 1.500 英寸进行编程,以生成螺旋。
伺服控制器程序如下:
| 步骤 | 步长 | 进给率 | 回路圈数 | G 代码 |
| 01 | 0 | 080.000 (HRT) | 1 | G94 |
| 02 | [72000] | [5.000] | 1 | G91 |
| 03 | 0 | 080.000 (HRT) | 1 | G88 |
| 04 | 0 | 080.000 (HRT) | 1 | G99 |
此示例的铣床程序如下所示:
N1 G00 G91(以增量模式快速运行);
N2 G01 F10。Z-1.0(沿 Z 轴向下进给);
N3 M21(在第一步开始上面的分度程序);
N4 X-1.5 F6.25(分度头和铣床在此处同时移动);
N5 G00 Z1.0(在 Z 轴上快速返回);
N6 M21(在第三步返回分度器原点);
N7 M30;
当伺服控制器执行 G94,则需要 250 毫秒延迟后才能开始下一步。这可能导致铣床在工作台旋转前移动,从而在切口处留下平整的斑点。如存在该问题,请在铣床 M 代码编程后添加 250 毫秒停留时间(G04) ,以防止铣床轴移动。
添加停留时间后,转台装置和铣床开始同时移动。务必更改铣床的进给速率,以避免螺旋结束后的定时问题。切勿调整转台控制器的进给速率;使用铣床时,可进行更精细的进给速率调整。如果底切显示为 X 轴方向,将铣床进给速率增加 0.1。如果底切看似为镜像方向,请减少铣床进给速率。
如果时间差了几秒钟,导致铣床在转台前完成移动,其依次进行多次螺旋移动(与回旋螺旋切割类似),铣床可停止。原因是铣床在完成首次移动前向转台控制器发送了循环启动信号(下一次切削),但是转台控制器不接受其他启动命令,直至其完成首次命令。
进行多次移动时,请检查计时计算值。若要验证该值,需通过“单段”模式控制,两个步骤间留出五秒钟。如果程序以“单段”模式(非持续模式)运行,则定时关闭。
以下各章节包含伺服控制器编程示例:
例 1 - 将转盘分度 90°。
例 2 - 将转盘分度 90°(例 1 的第 1 步至第 8 步),以 5 °/sec (F5) 的速度反方向旋转 10.25,然后返回原位。
例 3 - 在同一零件上钻四孔图案,然后钻五孔图案。
例 4 - 分度 90.12,钻探一个七孔螺栓图样,然后返回原位。
例 5 -分度 90°,缓慢进给 15°,重复此模式 3 次,然后返回原位。
例 6 - 依次索引15°、20°、25°和 30°四次,然后钻探五孔螺栓图样。
若要将转盘分度 90°:
将转盘分度 90°(例 1 的第 1 步至第 8 步),以 5 °/sec (F5) 的速度反方向旋转 10.25,然后返回原位。
本示例显示了将其输入到“伺服控制器”中的程序。在进入程序前,请确保清除内存。
在同一零件上钻四孔图案,然后钻五孔图案:
将这些步骤输入到伺服控制器内:
| 步骤 | 步长 | 进给率 | 回路圈数 | G 代码 |
| 01 | 90.000 | 270.000 (HA5C) | 4 | G91 |
| 02 | 72.000 | 270.000 (HA5C) | 5 | G91 |
| 03 | 0 | 270.000 (HA5C) | 1 | G99 |
要使用圆弧分割对示例 3 进行编程,请将以下步骤输入到“伺服控制器”内(本示例设置参数 12 = 6):
| 步骤 | 进给率 | 回路圈数 | G 代码 |
| 01 | 270.000 (HA5C) | 4 | G98 |
| 02 | 270.000 (HA5C) | 5 | G98 |
| 03 | 270.000 (HA5C) | 1 | G99 |
本示例显示了将其输入到“伺服控制器”中的程序。在进入程序前,请确保清除内存。
若要分度 90.12°,钻探一个七孔螺栓图样,然后返回原位:
在伺服控制器中输入以下步骤:
| 步骤 | 步长 | 进给率 | 回路圈数 | G 代码 |
| 01 | 90.120 | 270.000 | 1 | G91 |
| 02 | 0 | 270.000 | 7 | G98 |
| 03 | 0 | 270.000 | 1 | G88 |
| 04 | 0 | 270 | 1 | G99 |
本示例显示了将其输入到“伺服控制器”中的程序。在进入程序前,请确保清除内存。
分度 90°,缓慢进给 15°,重复此模式 3 次,然后返回原位:
在伺服控制器中输入以下步骤:
| 步骤 | 步长 | 进给率 | 回路圈数 | G 代码 |
| 01 | 90.000 | 270.000 | 1 | G91 |
| 02 | 15.000 | 25.000 | 1 | G91 |
| 03 | 90.000 | 270.000 | 1 | G91 |
| 04 | 15.000 | 25.000 | 1 | G91 |
| 05 | 90.000 | 270.000 | 1 | G91 |
| 06 | 15.000 | 25.000 | 1 | G91 |
| 07 | 0 | 270.000 | 1 | G88 |
| 08 | 0 | 270.000 | 1 | G99 |
该程序与使用子程序(示例 5)相同。
| 步骤 | 步长 | 进给率 | 回路圈数 | G 代码 |
| 01 | 0 | 第 #[4] 步 | 3 | G96 |
| 02 | 0 | 270.000 | 1 | G88 |
| 03 | 0 | 270.000 | 1 | G95 |
| 04 | 90.000 | 270.000 | 1 | G95 |
| 05 | 15 | 25.000 | 1 | G91 |
| 06 | 0 | 270.000 | 1 | G91 |
步骤 01 告诉控制器跳至步骤 04。控制器执行步骤 04 和 05 三次(步骤 01 的回路圈数 3),步骤 06 标志子程序结束。子程序完成后,控制器跳回至 G96 调用后的步骤(在这种情况下为步骤 02)。由于步骤 03 不是子程序的组成部分,其标志着程序结束,并将控制器返回至步骤 01。
在示例 5 中使用子程序可节省两行程序。但是,若要重复该模式 8 次,子程序可节省 12 行,仅可更改 01 步骤的回路圈数,以增加图样重复的次数。
为了帮助编程子程序,请将子程序视为单独的程序。当您想要调用子程序时,使用 G96 对控制器进行编程。以结束 G95 代码完成程序。输入子程序,并记下其开始的步骤。在 G96 行的 LOC 区域内输入该步骤。
本示例显示了将其输入到“伺服控制器”中的程序。进入程序前,请确保清除内存。
依次分度 15°、20°、25°和 30°四次,然后钻出五孔螺栓花样:
在伺服控制器中输入以下步骤:
| 步骤 | 步长 | 进给率 | 回路圈数 | G 代码 |
| 01 | 0 | Loc | 1 | G96 |
| 02 | 0 | 25.000(HA5C) | 1 | G98 |
| 03 | 0 | 270.000 (HA5C) | 1 | G95 |
| 步骤 01 - 03 的主程序 - 步骤 01-08 的子程序 | ||||
| 04 | 15.000 | 25.000 (HA5C) | 1 | G91 |
| 05 | 20.000 | 270.000 (HA5C) | 1 | G91 |
| 06 | 25.000 | 25.000 (HA5C) | 1 | G91 |
| 07 | 30.000 | 270.000 (HA5C) | 1 | G91 |
| 08 | 0 | 270.000 (HA5C) | 1 | G99 |
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





