

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

AD0046
适用于以下时间制造的机床: 2013 年 7 月
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
此过程告诉您如何拆卸和更换 VR-11 铣床上的头组件。您必须以机械方式将主轴电机和头组件从铣床中提起。拆下所有钣金件,以便轻松访问这些组件。
执行此过程时,请确保车间空气连接到 A 轴和 B 轴。
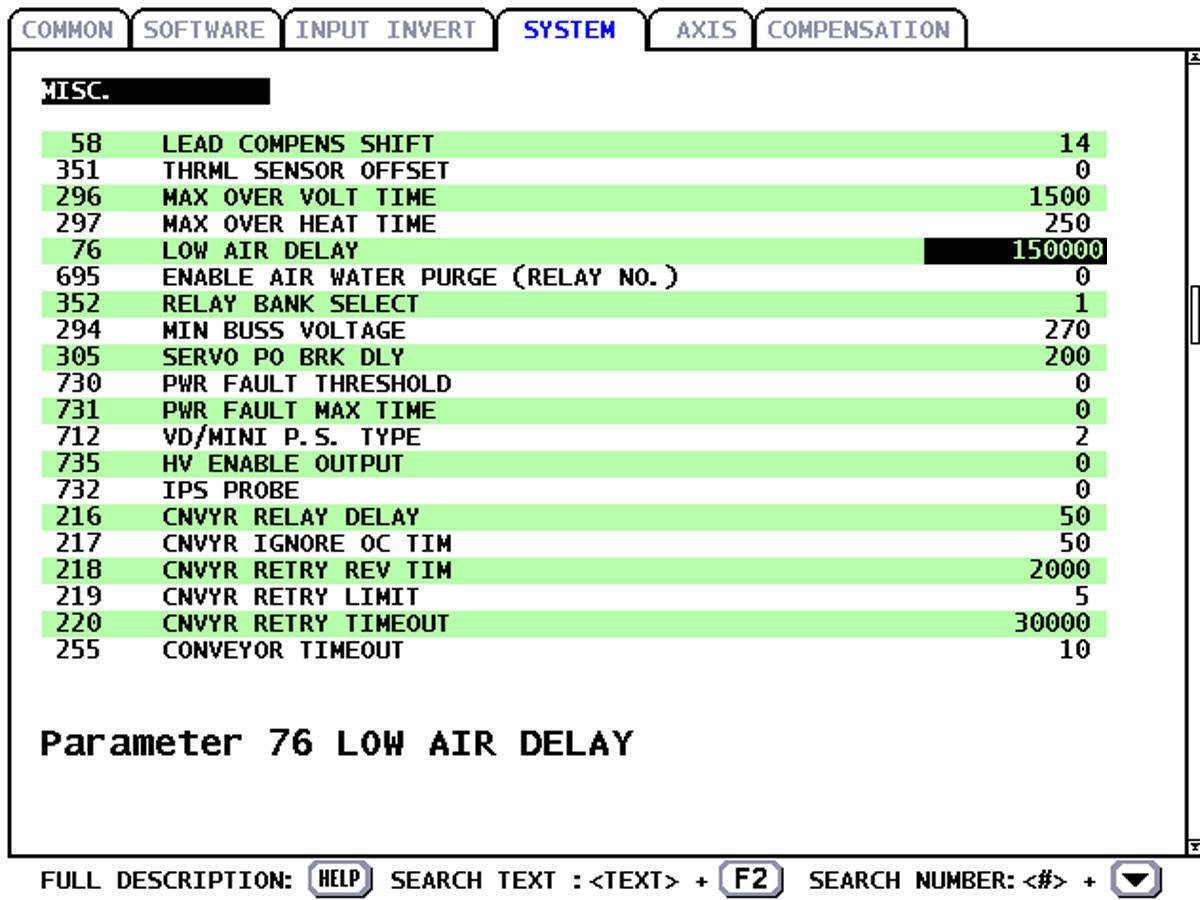
设置 参数 76 Low Air Delay 到高数字,以便机器不会警报。
按 [EMERGENCY STOP]。
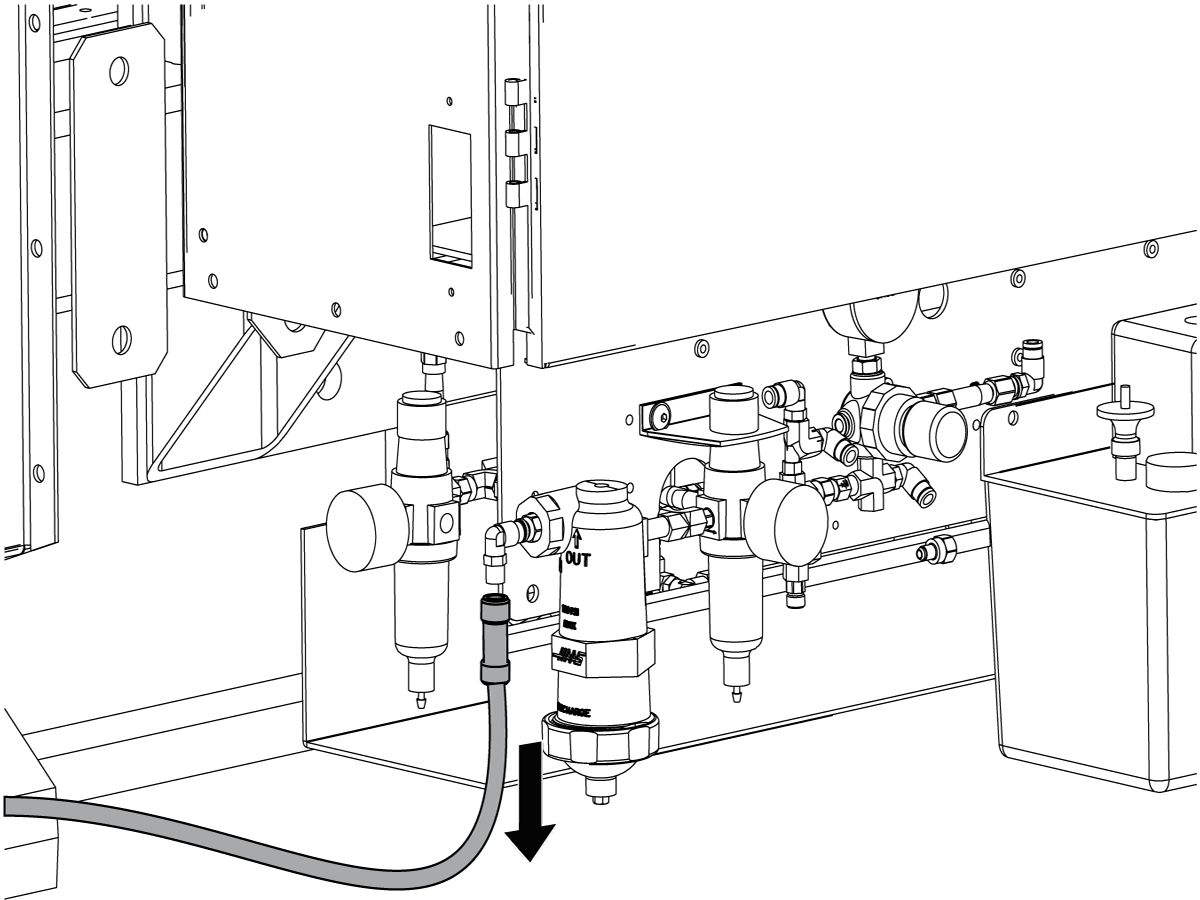
断开空气/润滑面板的空气供应。
旋转 A 轴以接近固定主轴盖的螺钉。拆下螺钉和盖。拆下外盖后,将 A 轴旋转回其主位置。
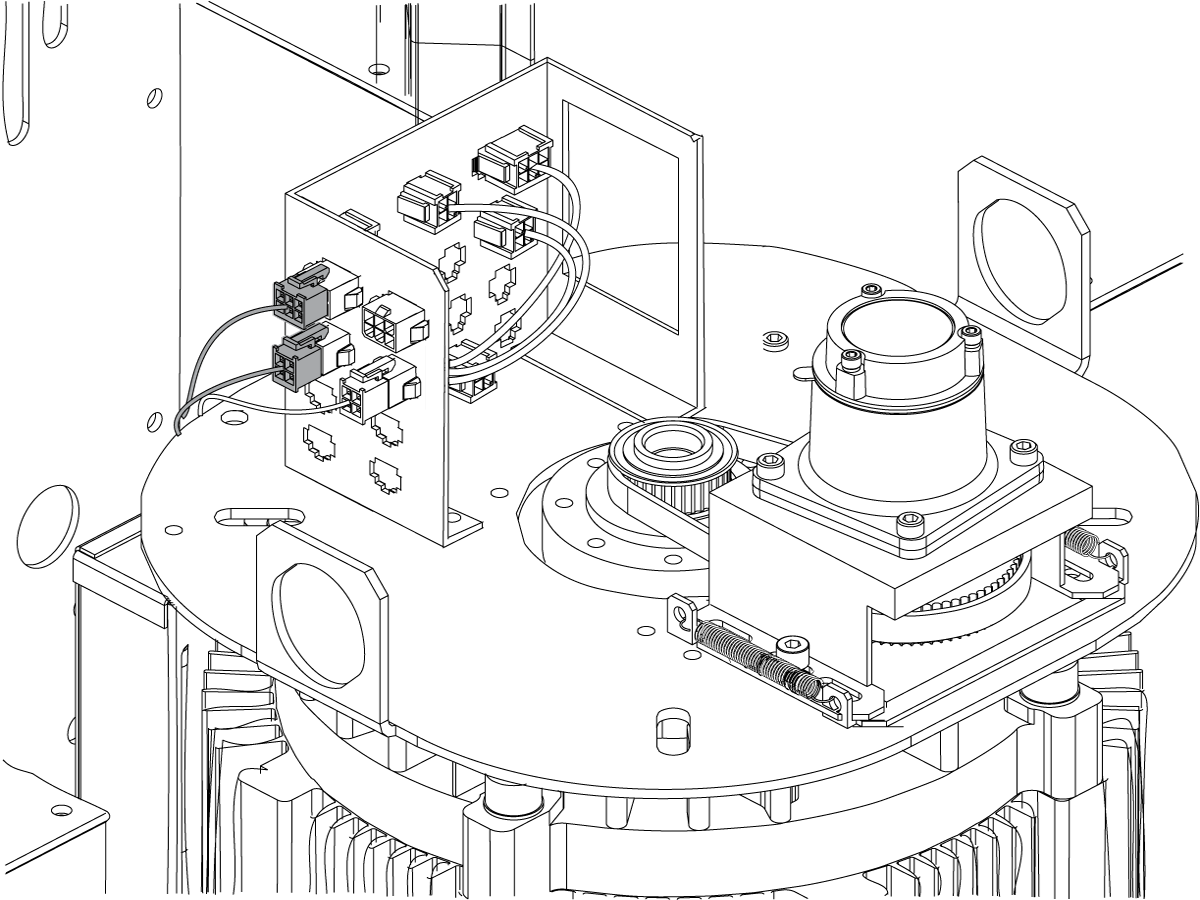
从主轴连接板上断开空气软管和工具夹具开关。
卸下 TRP 组件。
从主轴上断开主轴润滑软管。从主轴上拆下 90 度连接。
松开主轴电机,使主轴皮带在主轴上松动。
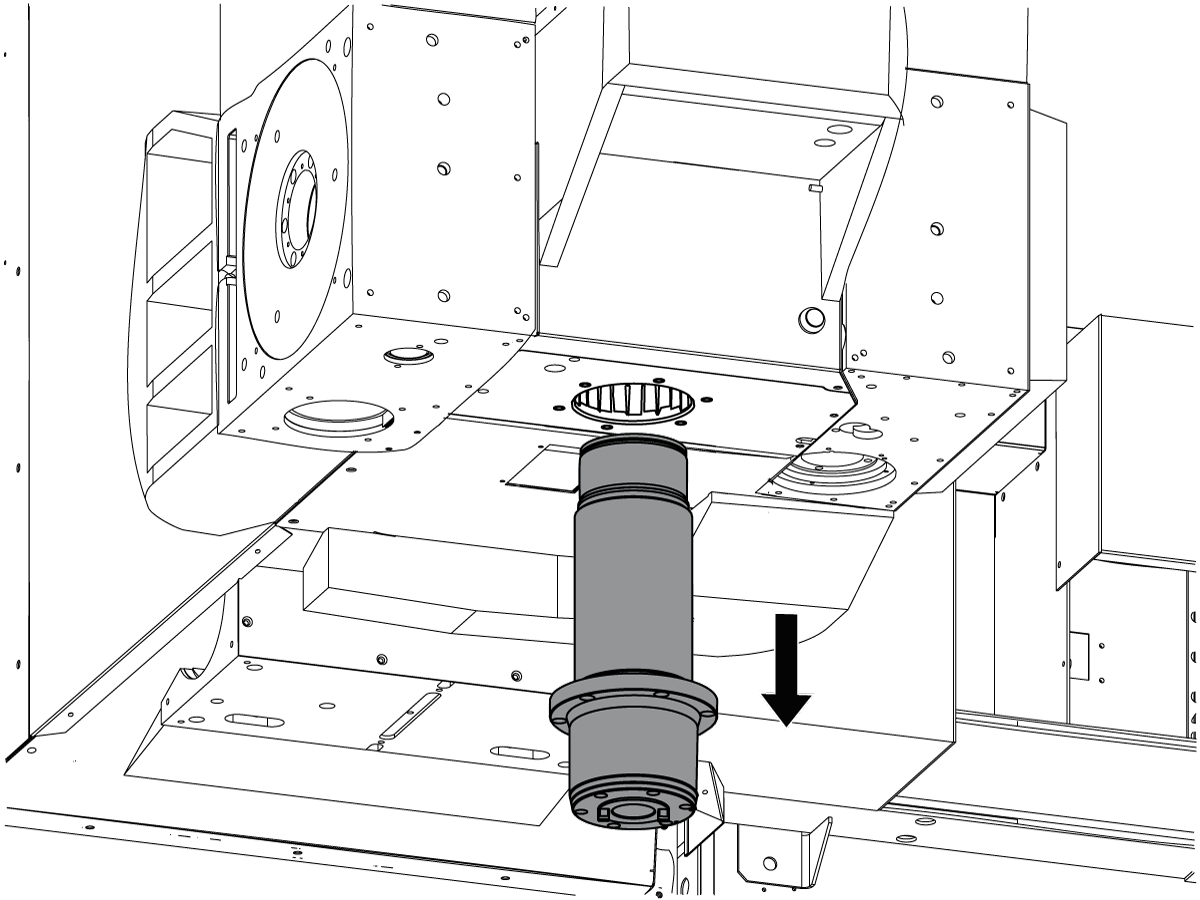
从主轴头铸件上拆下主轴。
按 [SETNG/GRAPH]。
更改设置 7 Parameter Lock 为关。
按[PARAM/DGNOS]。
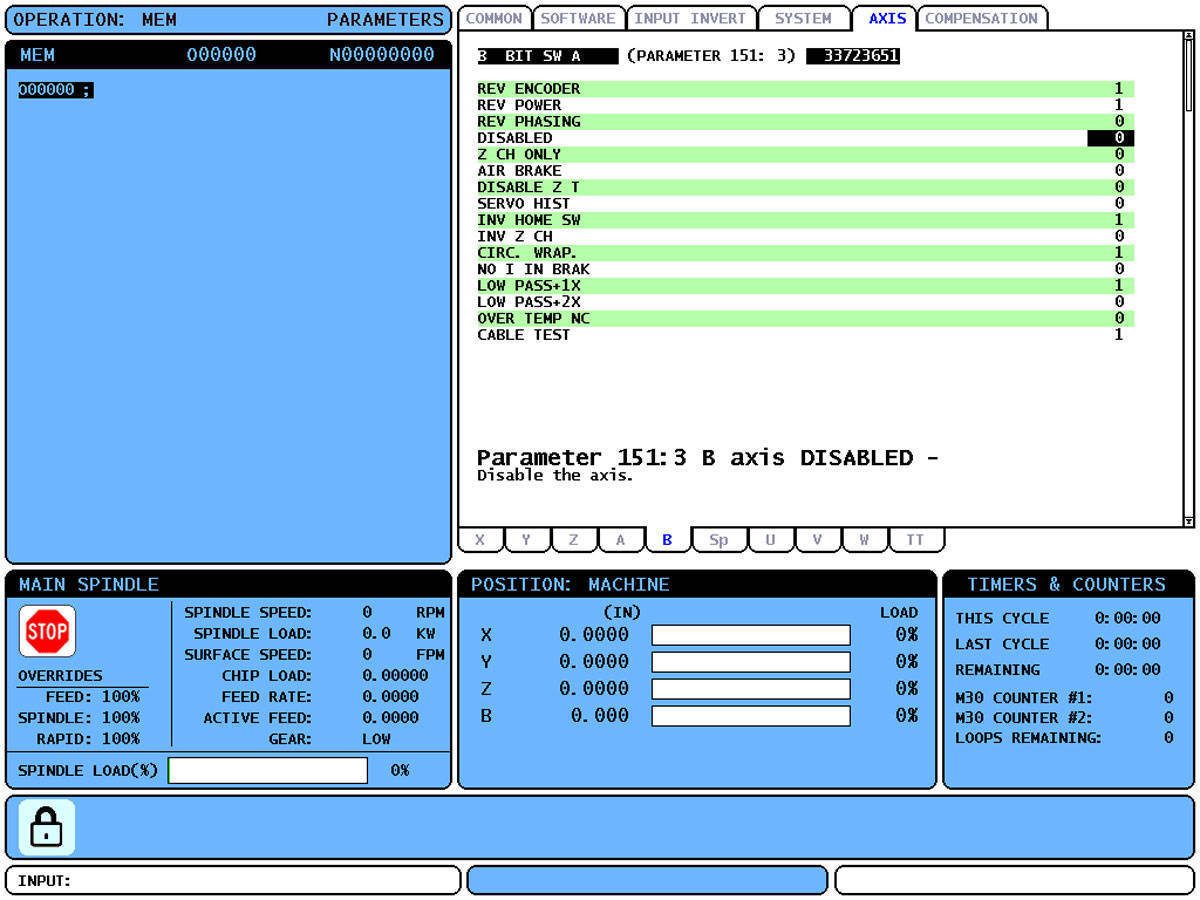
设置参数 278:14 为 0。
设置参数 151:3 为 0。
设置参数 43:3 为 0。
关闭电源和锁定/标出机器。
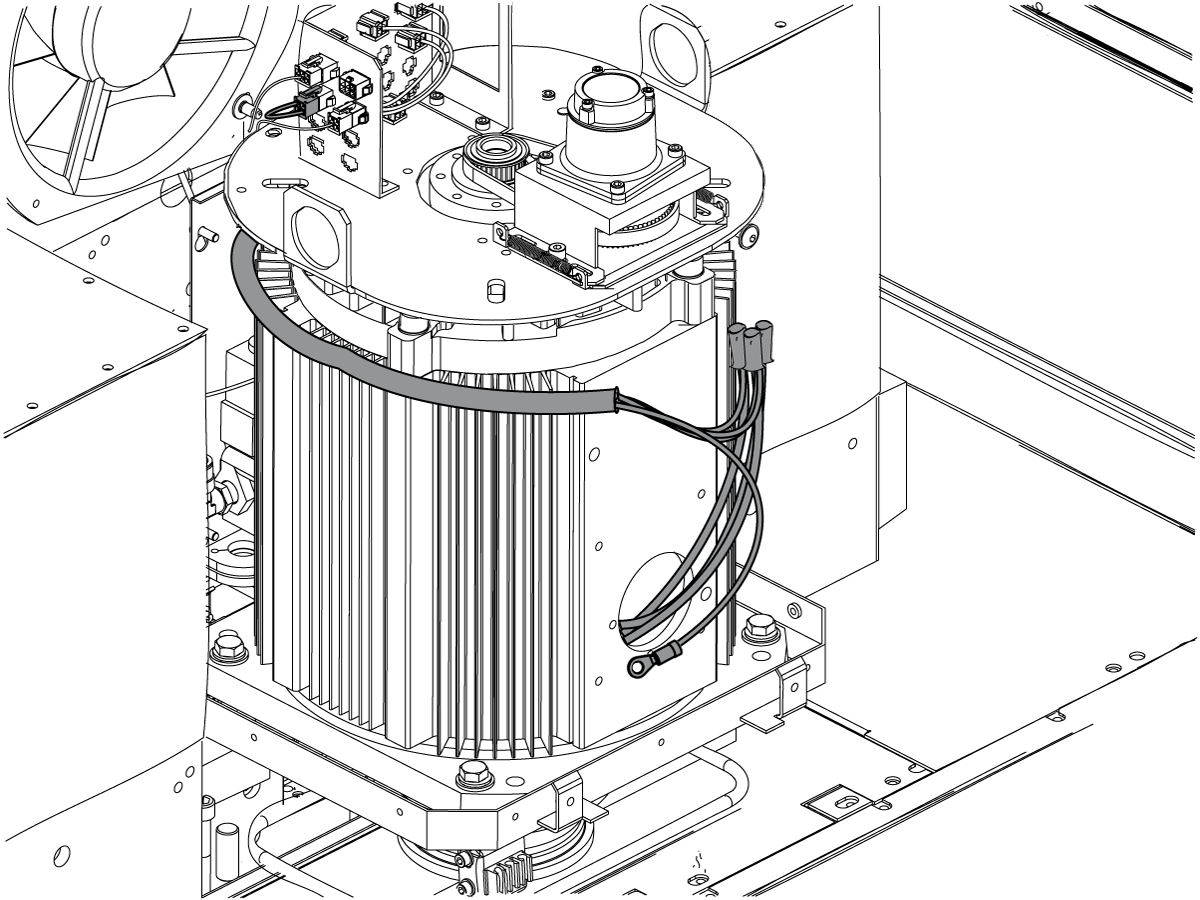
断开主轴电机的所有电气连接。盖住主轴电机引线。保持主轴编码器连接以提供参考信号。
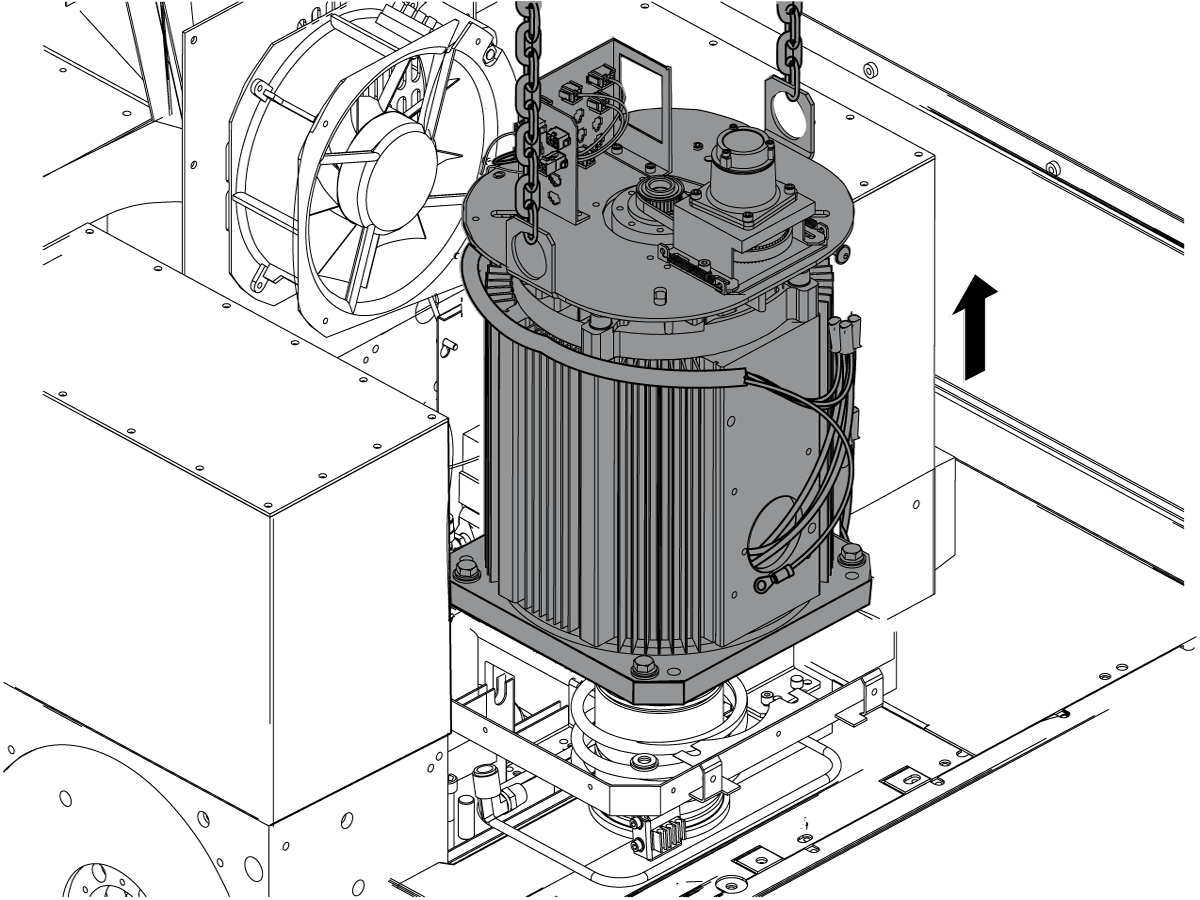
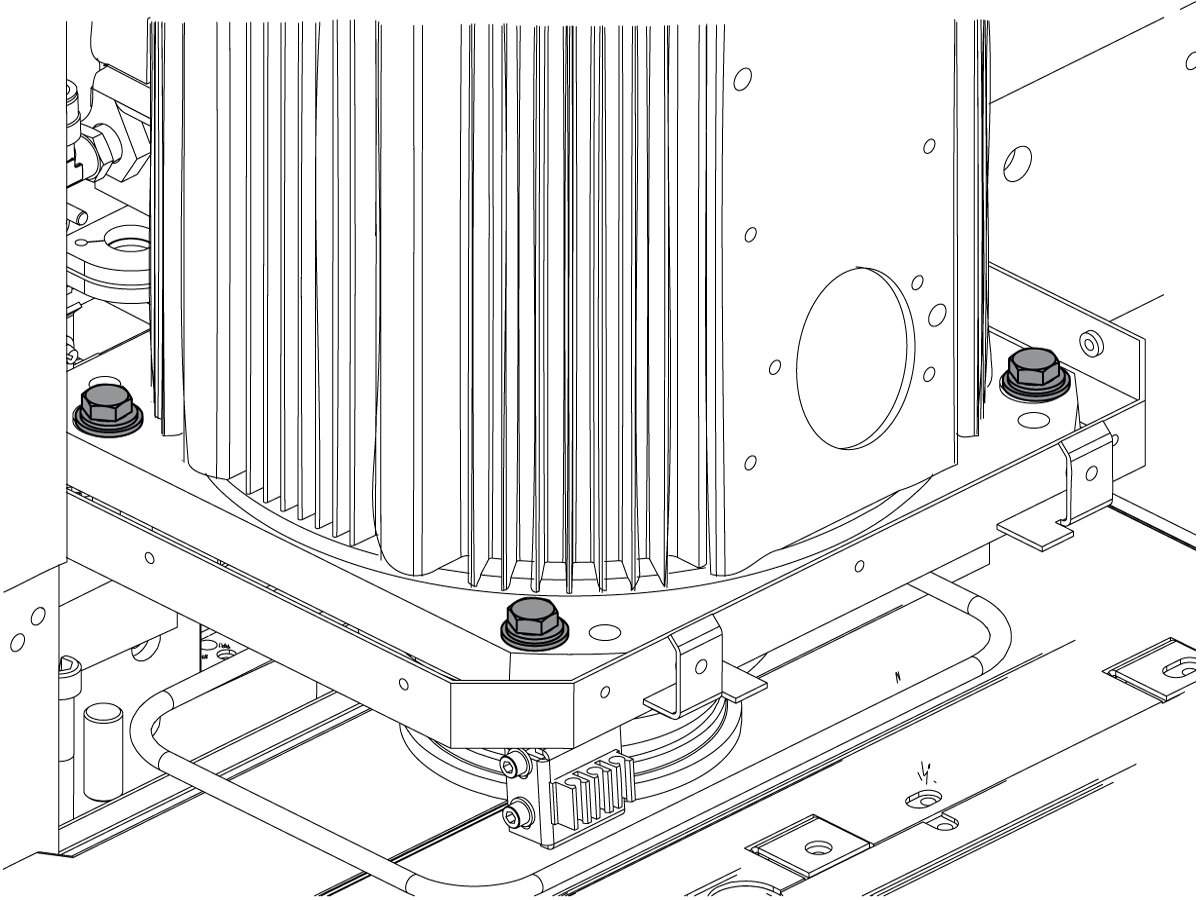
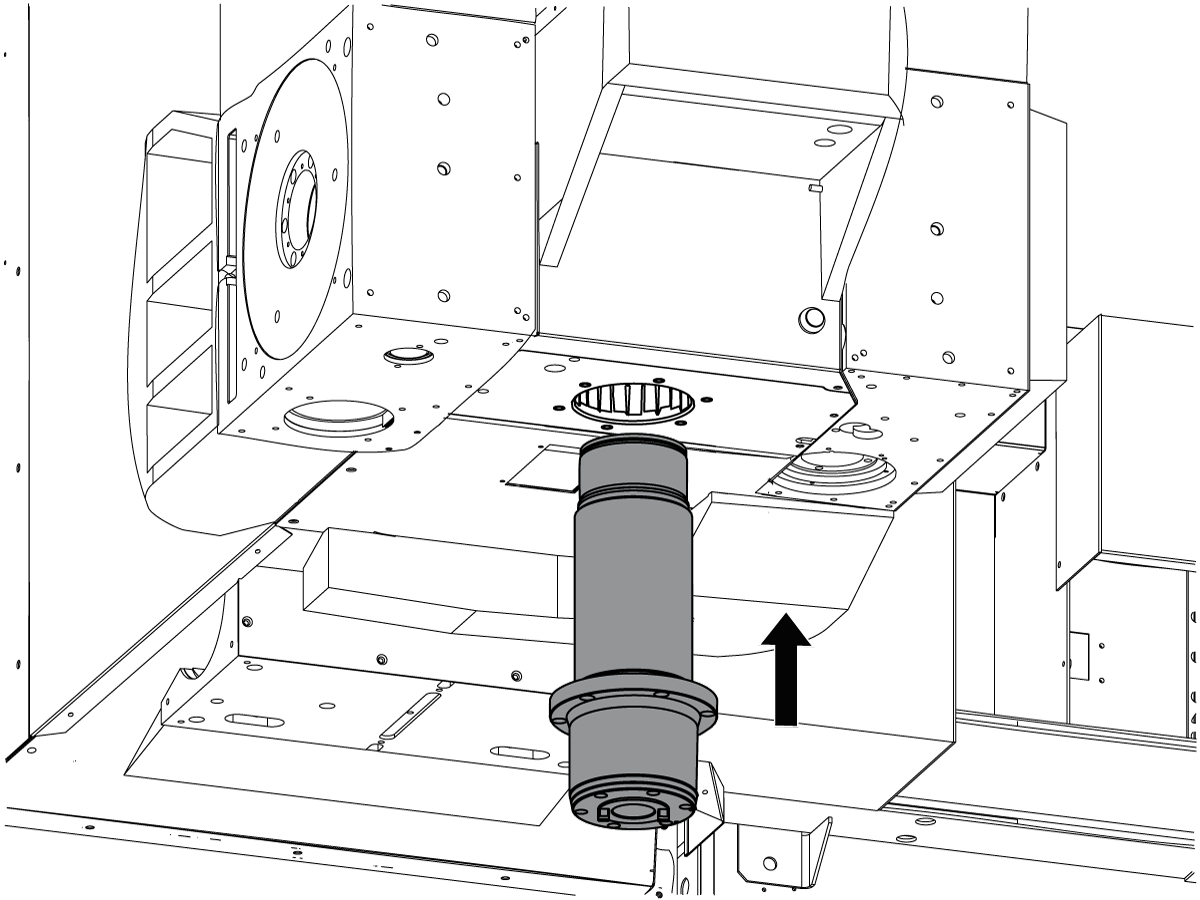
拆下主轴电机。
注意: 主轴电机的重量至少为 112 磅(55 千克)。确保使用的起重设备与中心架的重量相配。
零返回 X、Y 和 Z 轴。
注意: 不要零返回所有轴,否则会损坏头组件。分别返回轴。
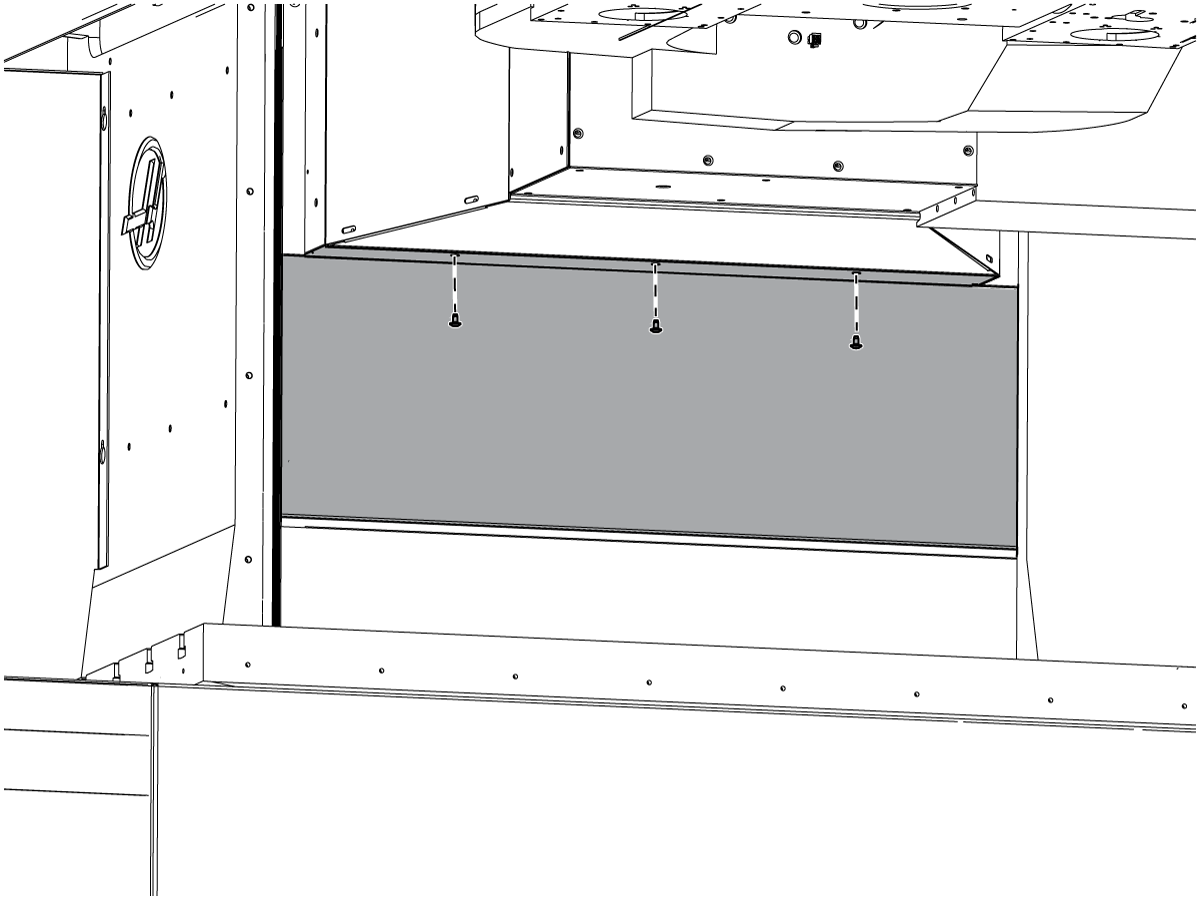
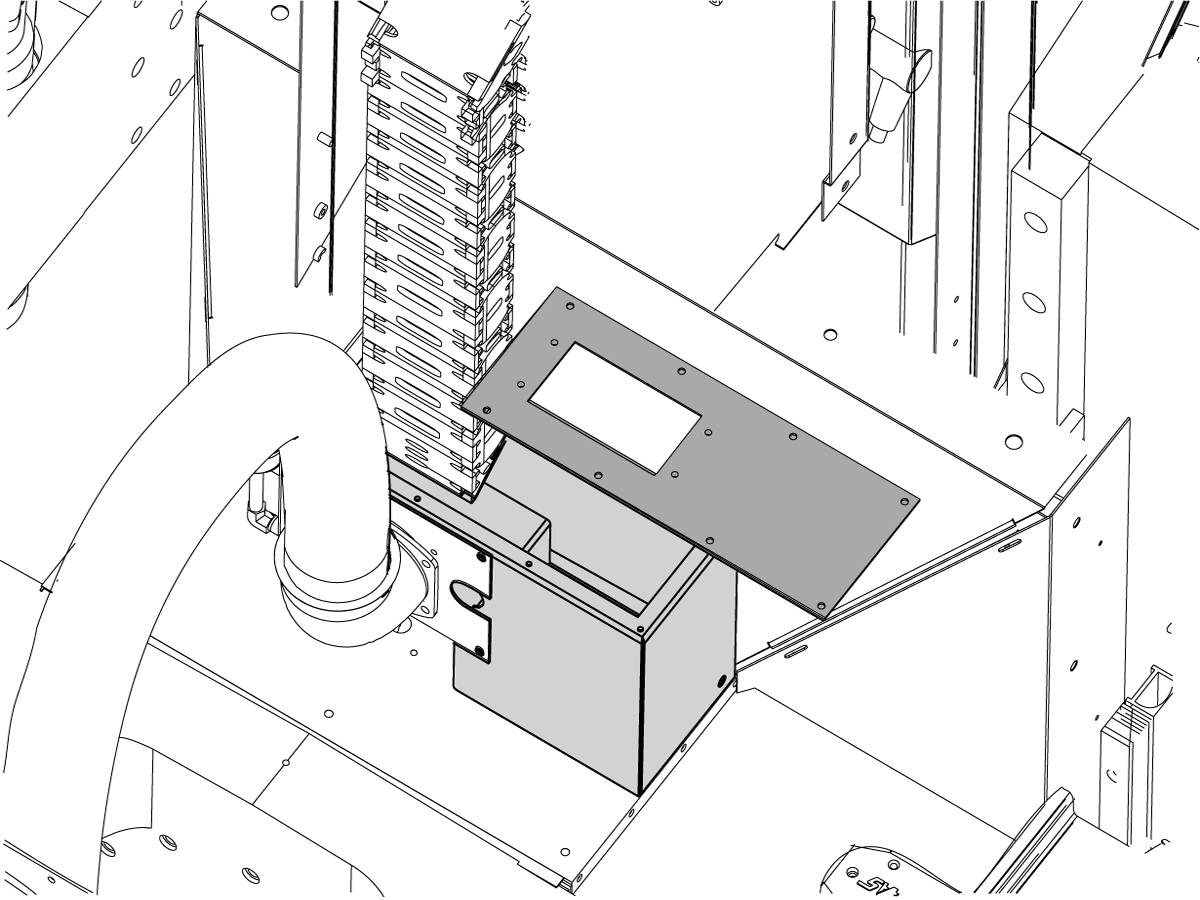
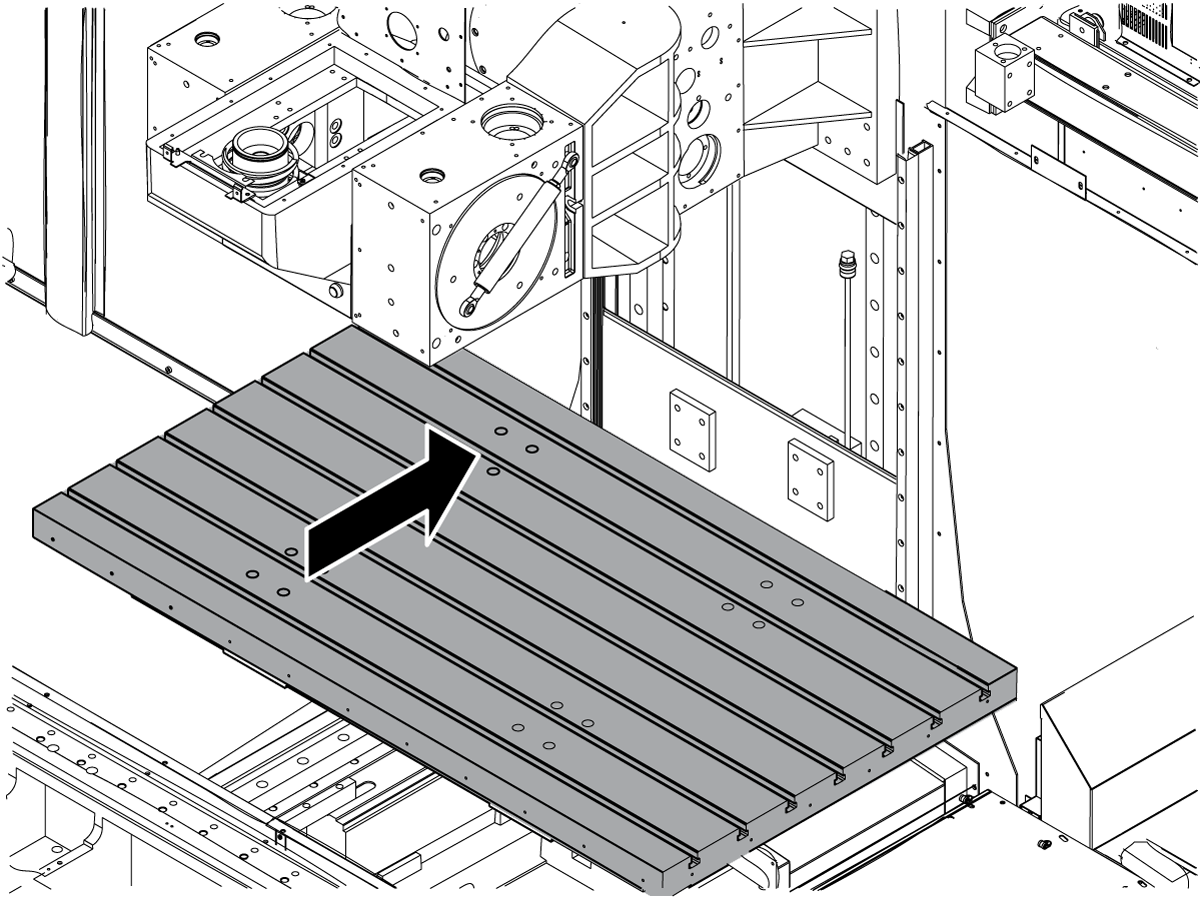
拆下将 Z 轴路盖连接到头部的 (3) 个螺钉。
降低 Z 轴路盖。
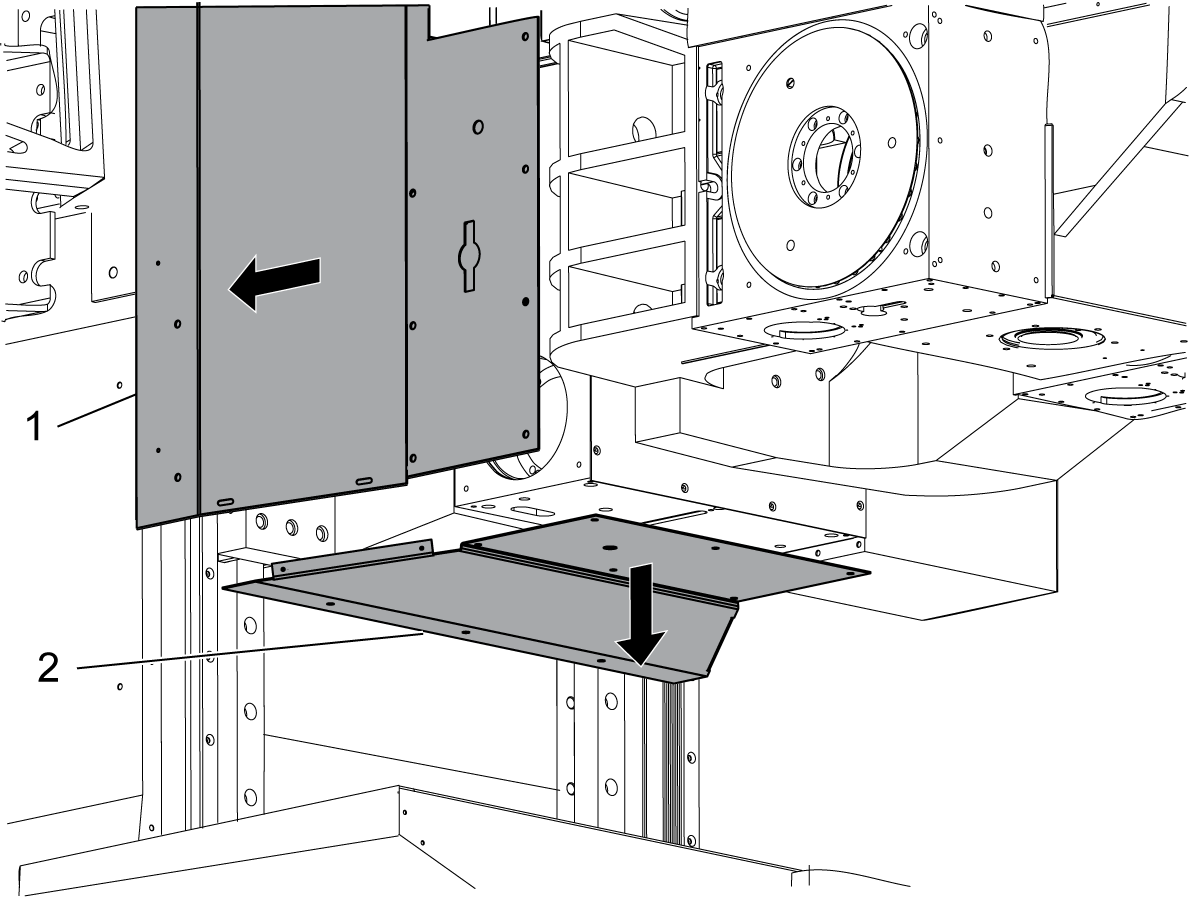
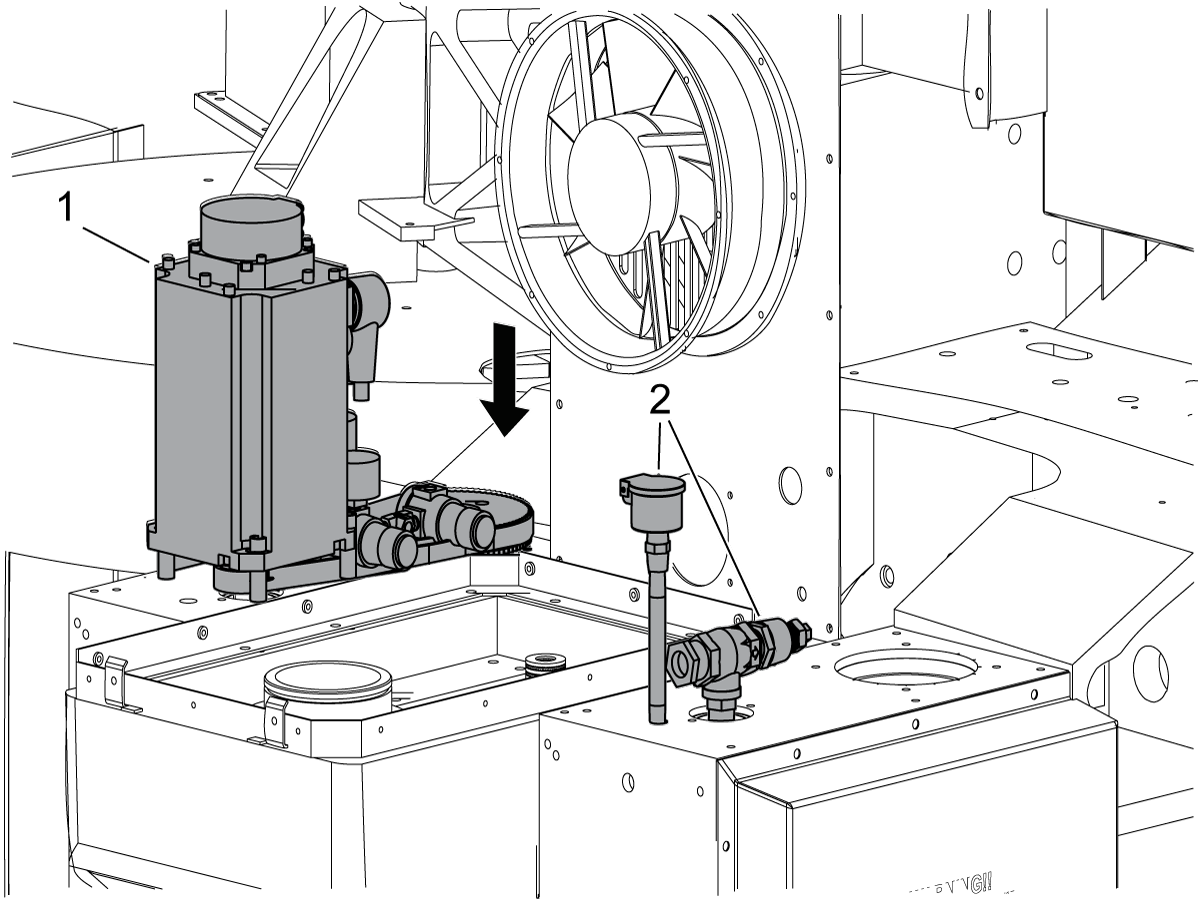
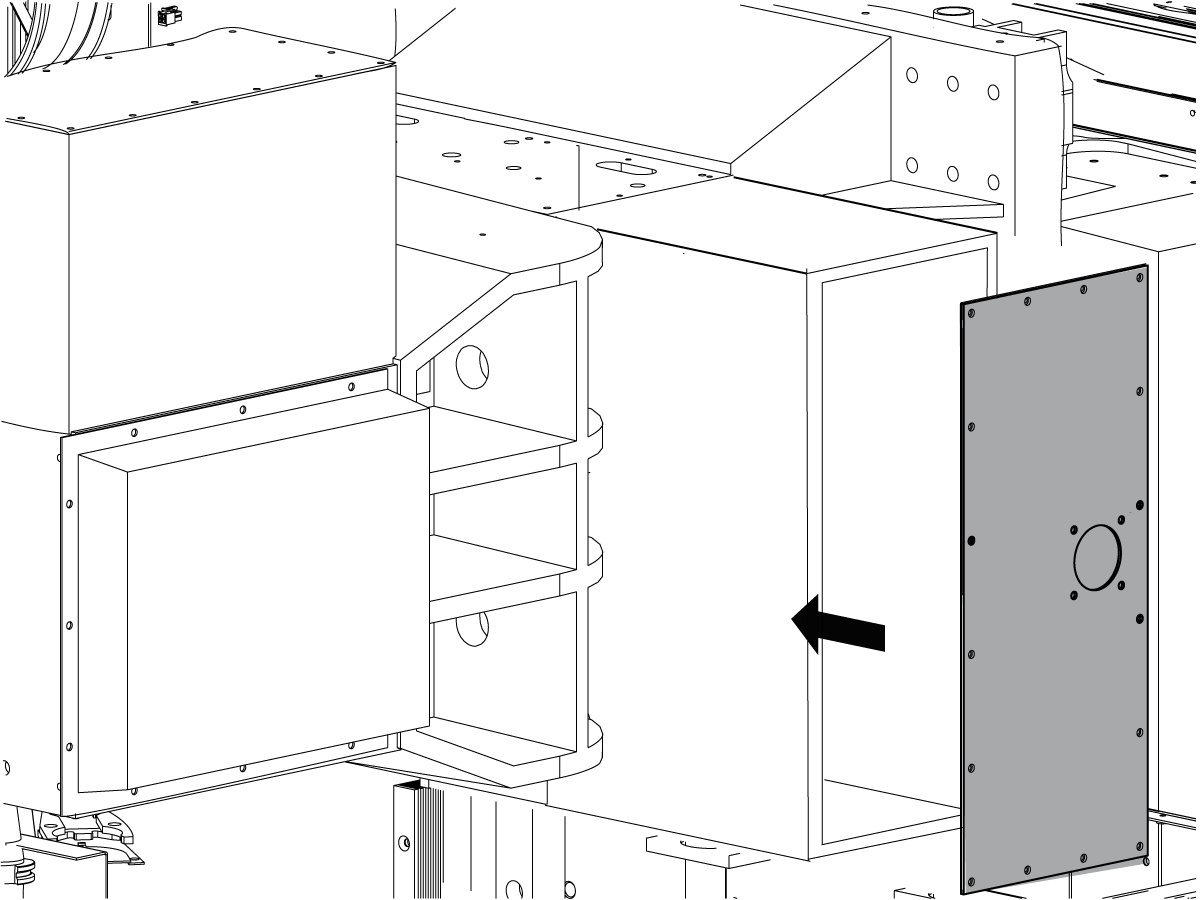
拆下右侧垫盖 [1] 和 450 下盖 [2]。
拆下左侧垫盖。
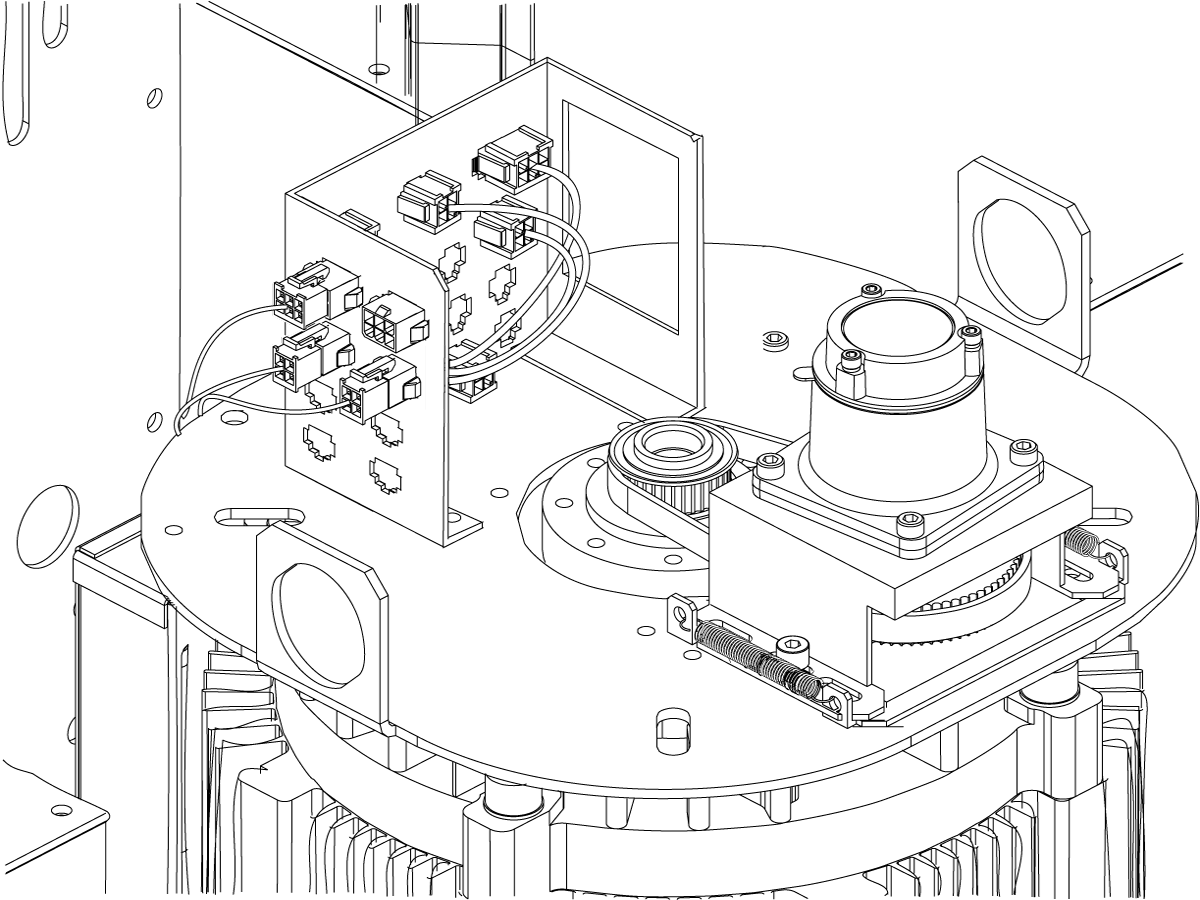
拆下 450 旋转 (B 轴)顶部接线盒的盖。
拆下接线盒内的螺钉,使其固定到上板金属面板上。
请勿拆下接线盒。
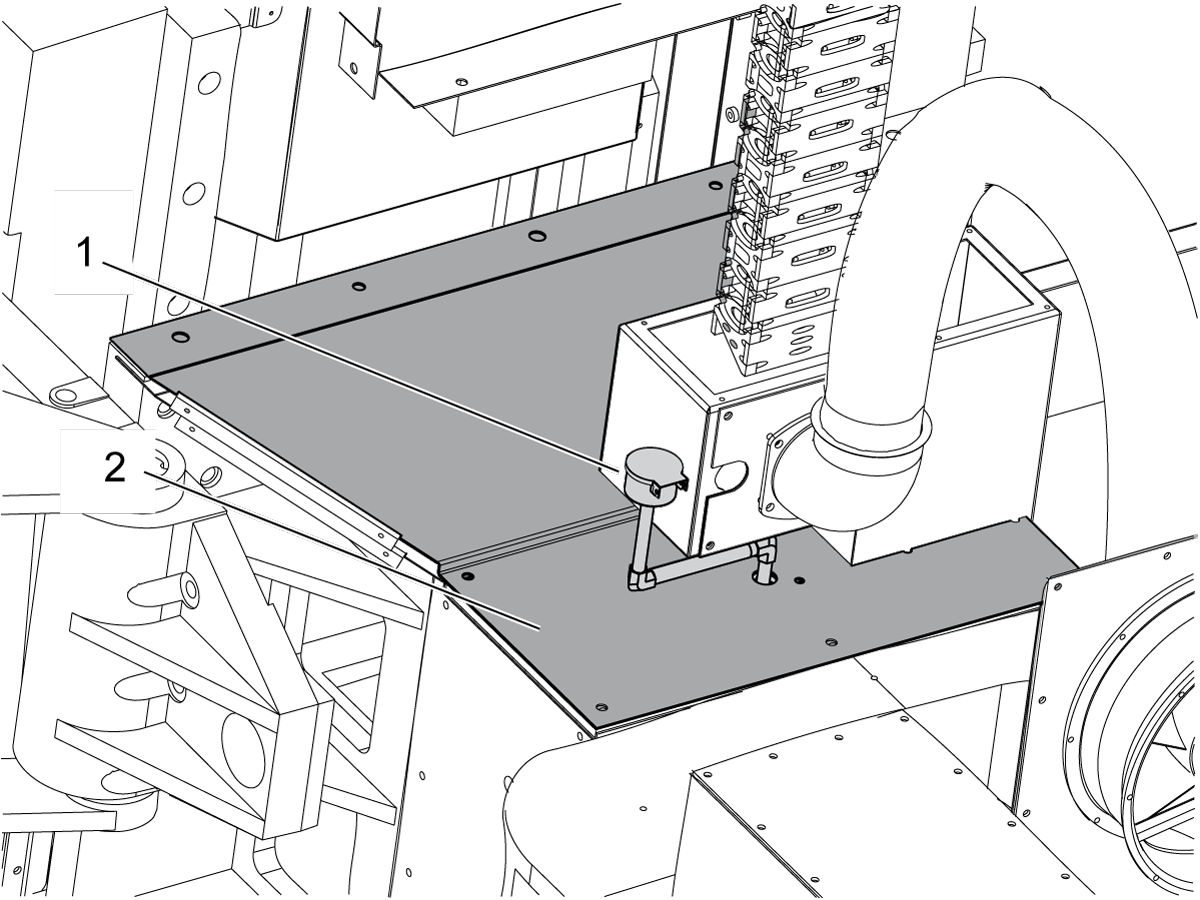
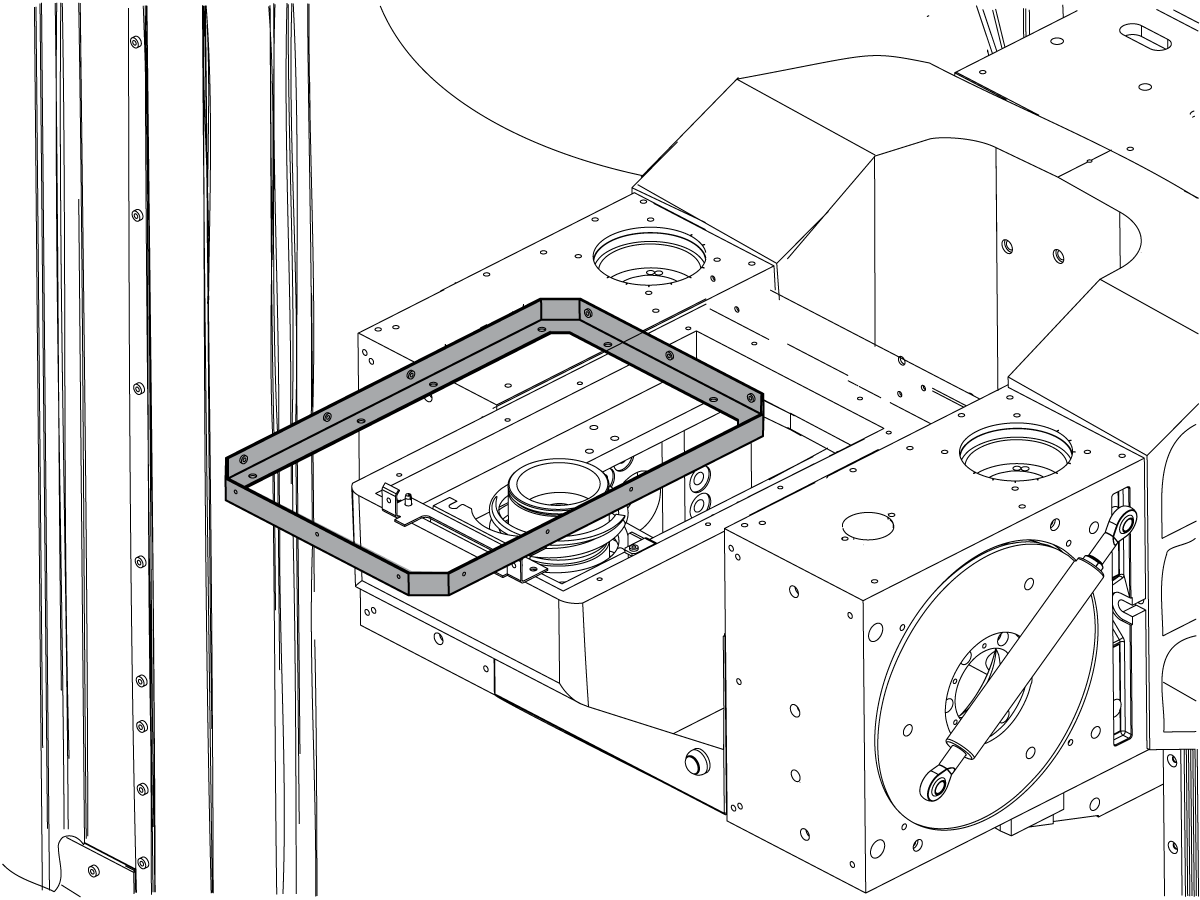
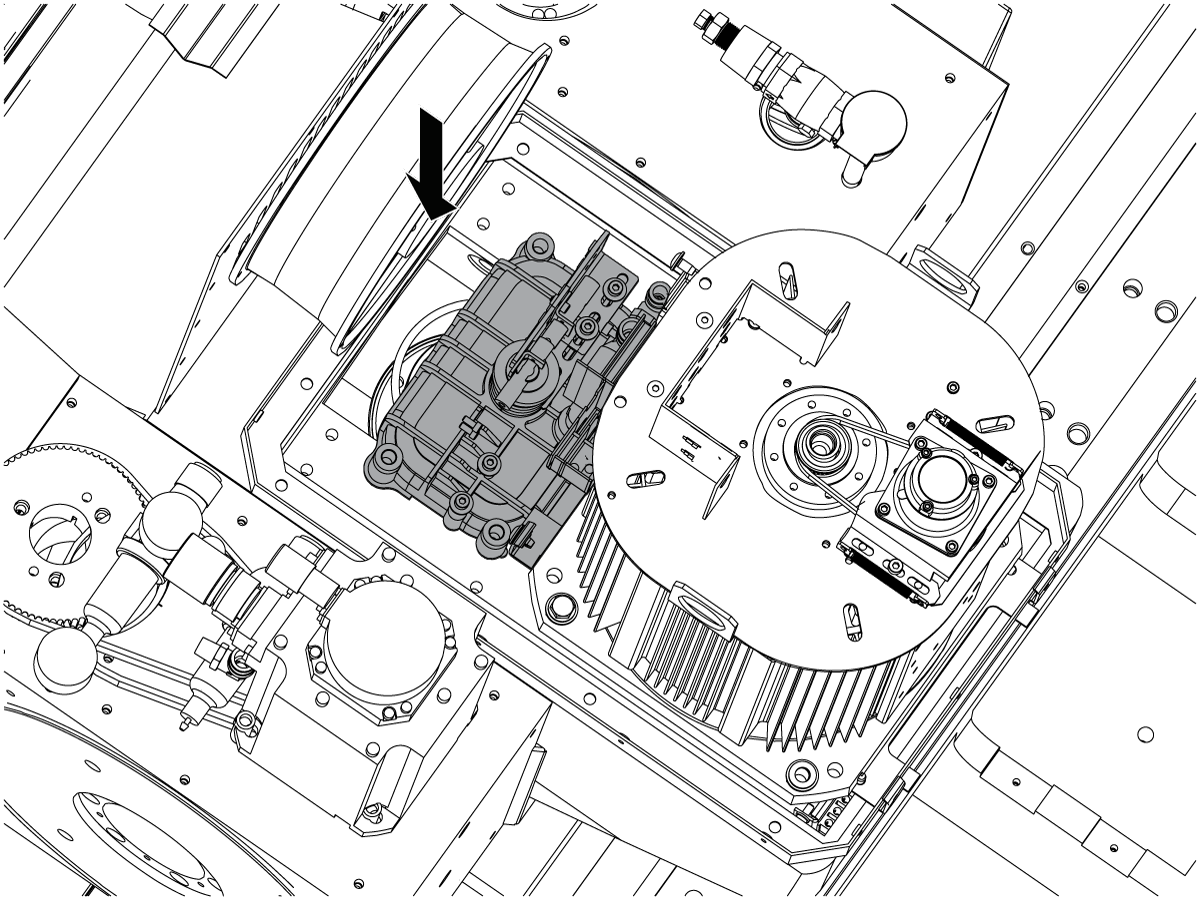
从 450 旋转的顶部拆下填充管 [1] 和上板金属面板 [2]。
从 450 旋转中取出电机盖板。
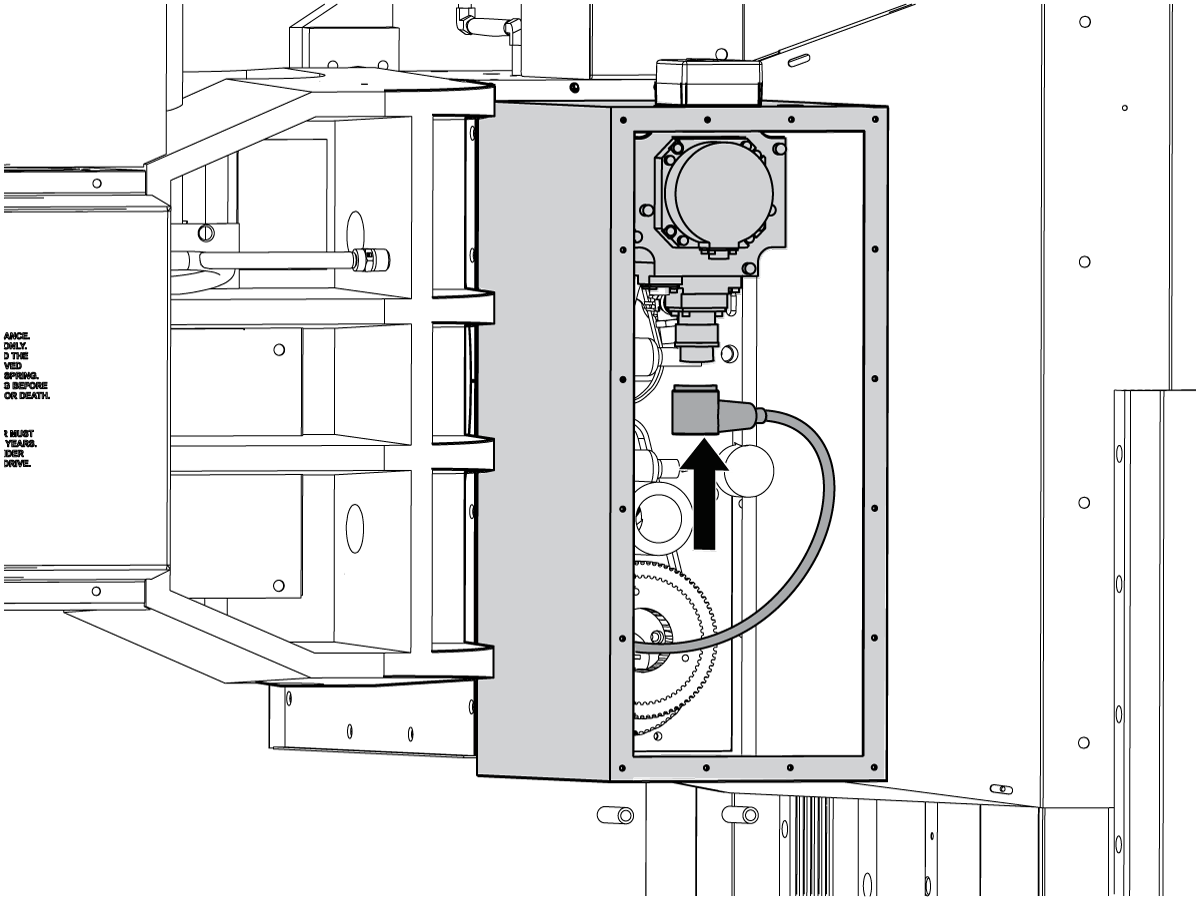
从 450 旋转驱动器上断开电机引线和制动软管。
通过 450 电机盖上的孔向电机引线和制动软管进料,然后拆下外盖。
从每个 HRT310 旋转体(轴)上拆下钣金外壳。
拆下 A 轴电缆和制动空气软管。
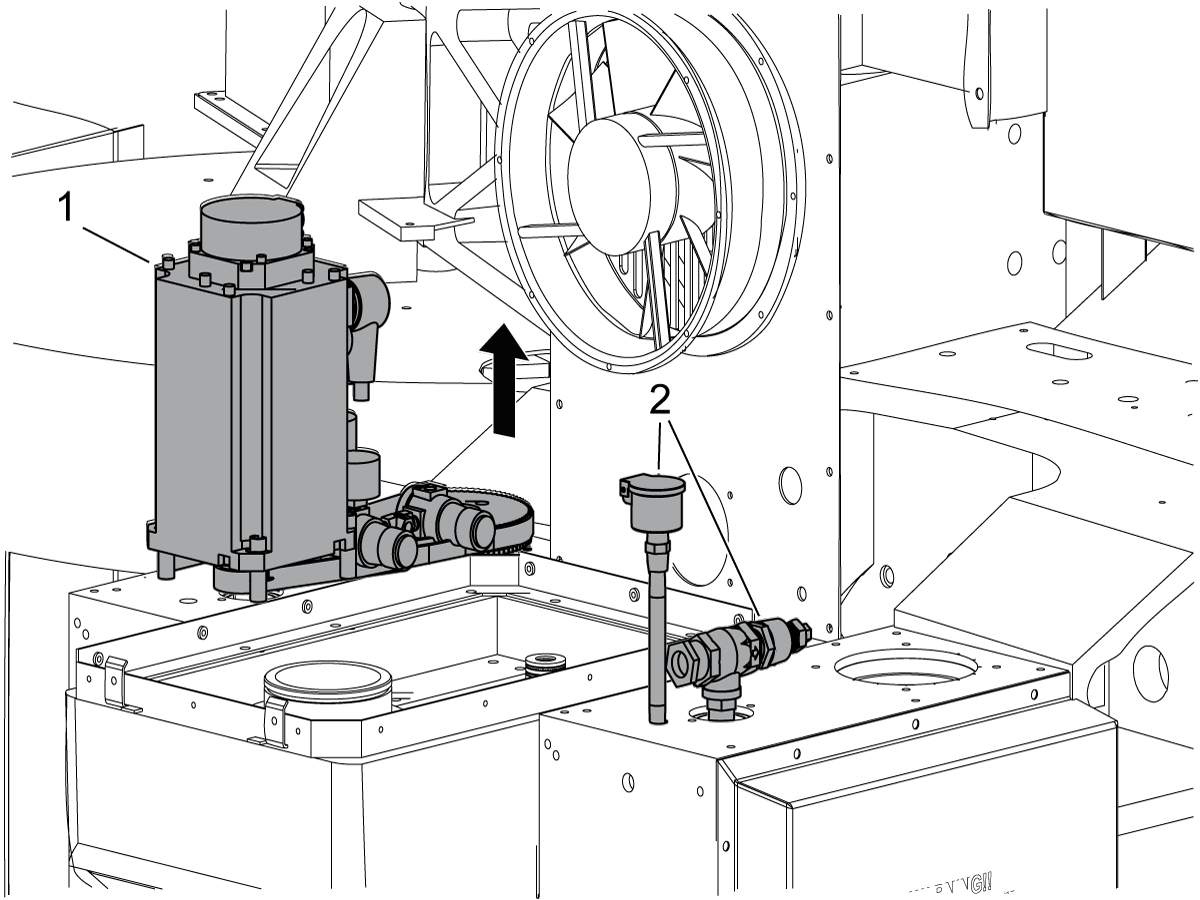
从左侧 310 旋转拆下 A 轴电机和滑轮 [1]。
从右侧 310 旋转装置上拆下接头 [2]。
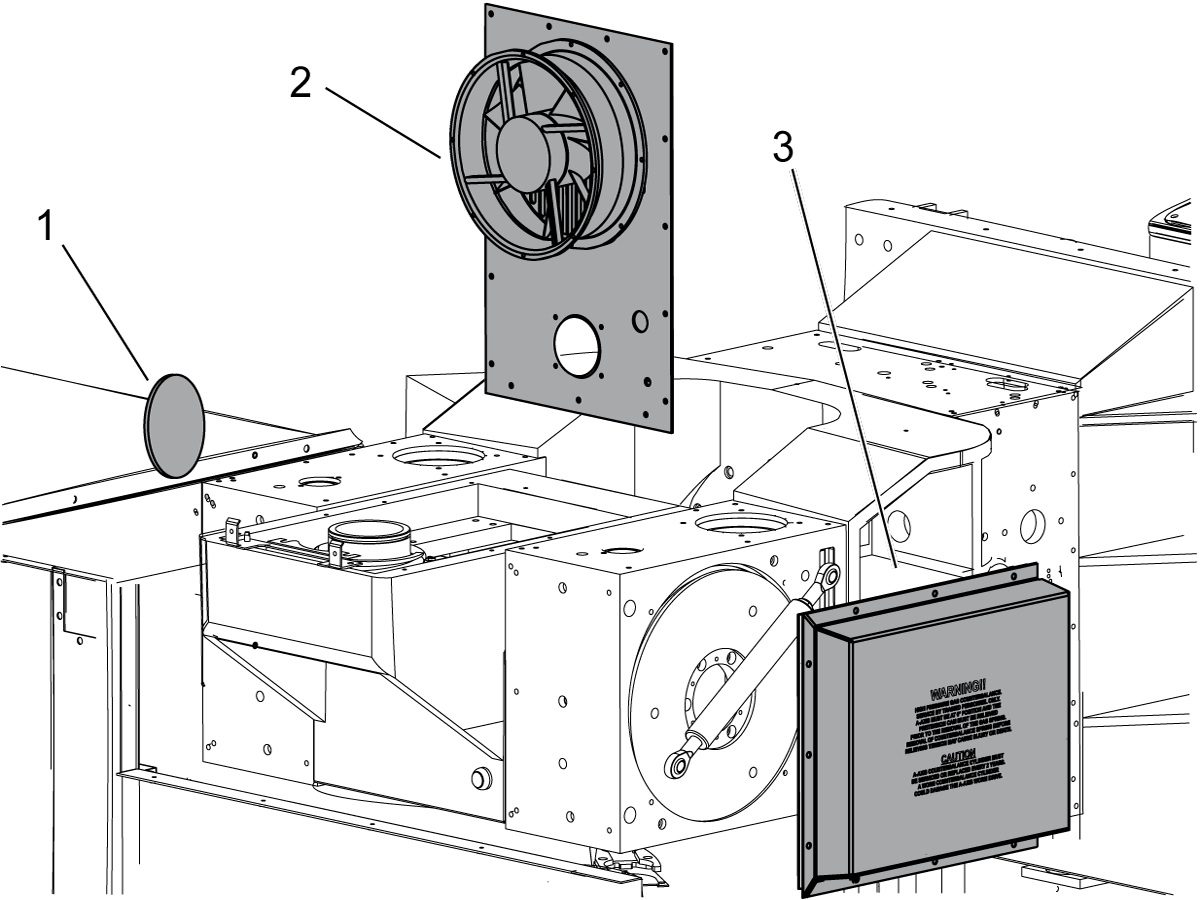
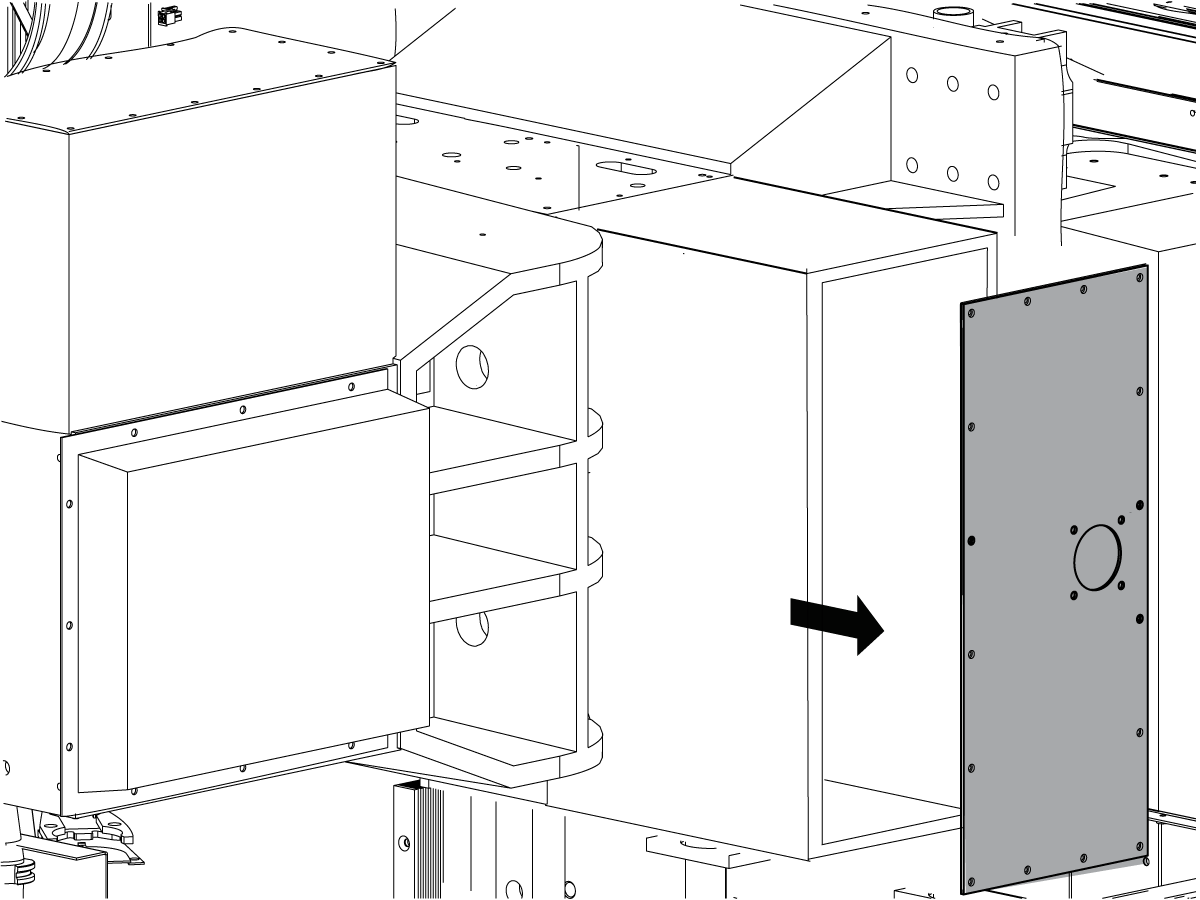
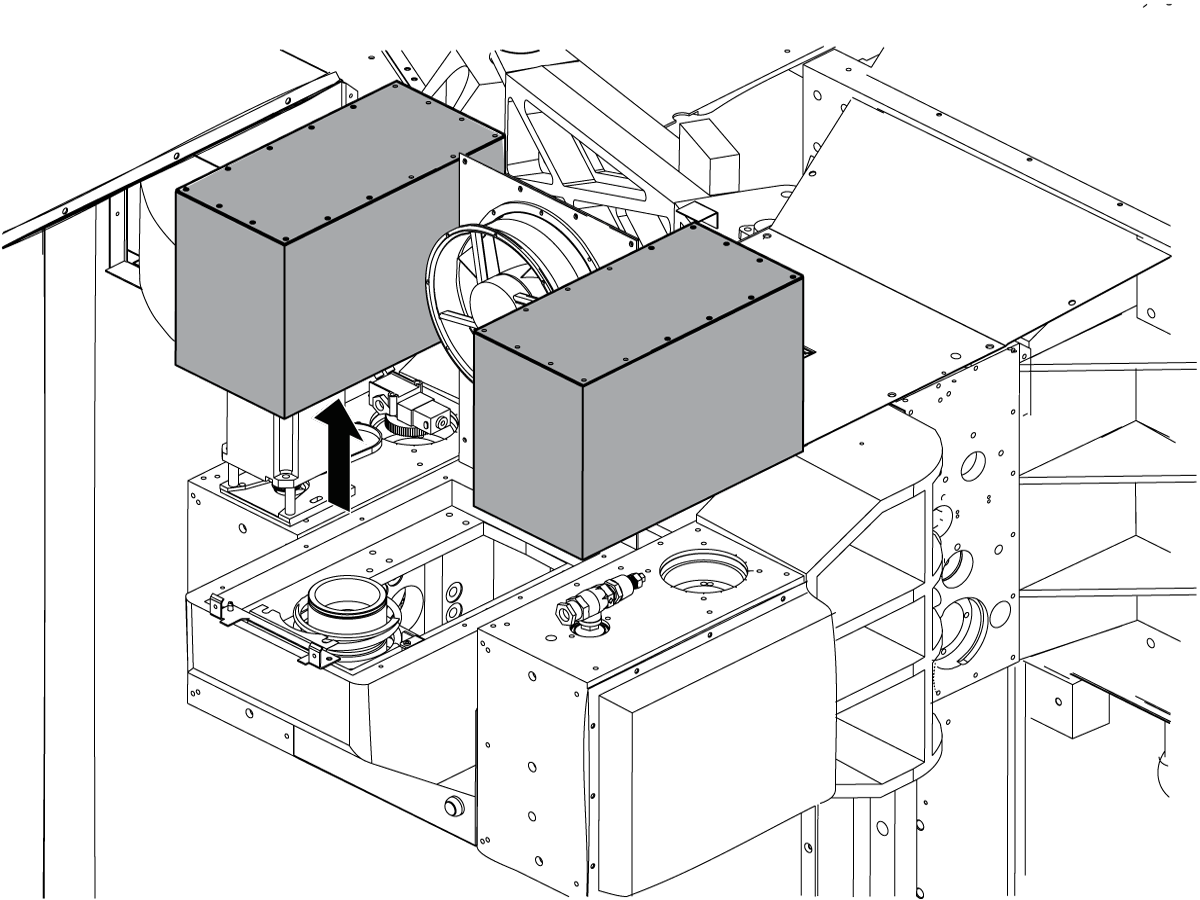
从左侧 310 旋转中取出孔板 [1]。
从头部拆下风扇/头盖背板 [2] 组件。
从右侧 310 旋转中取出平衡盖 [3]。
拆下盖支架。
将 X 轴旋转到行驶中心。将 Y 轴旋转到行驶的后部。
按[EMERGENCY STOP]。
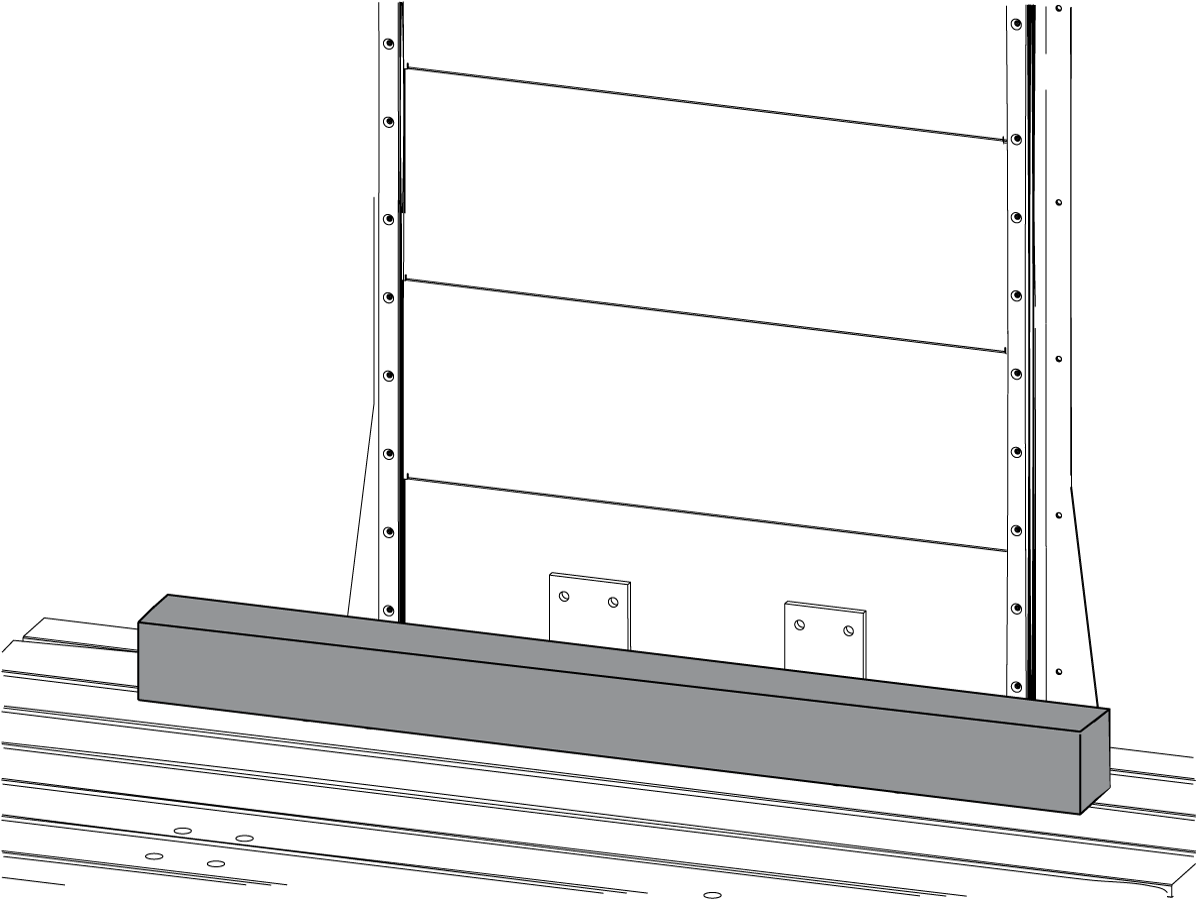
放置一个 4' x 4" x 4" 工作台上的一块木头,这样450旋转将停留在它,当你点动Z轴下来。
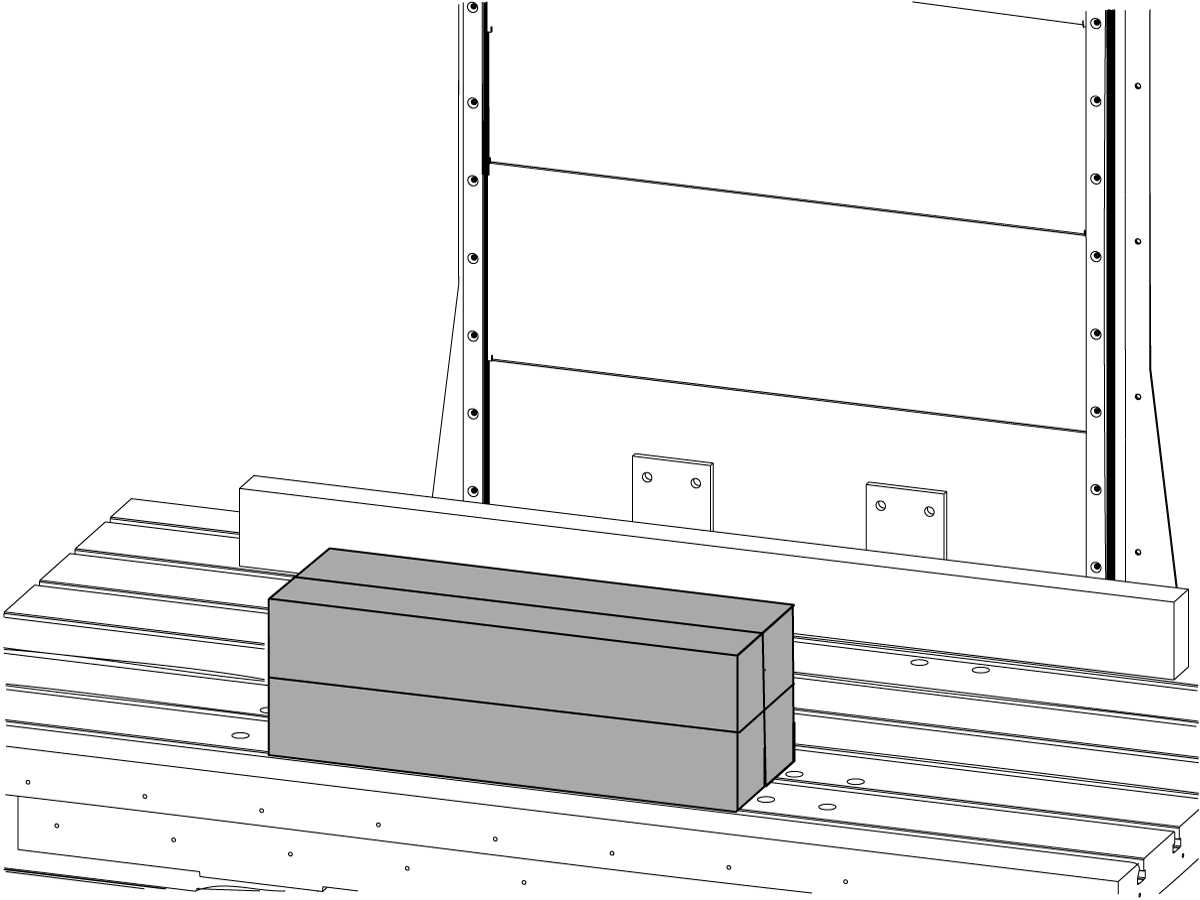
位置 (4) 2' x 4" x 4" 工作台上的木块,以支持Z轴下两个310旋转,以保持头部装配水平。
向下旋转 Z 轴,直到它停留在支架上。
按 [EMERGENCY STOP]
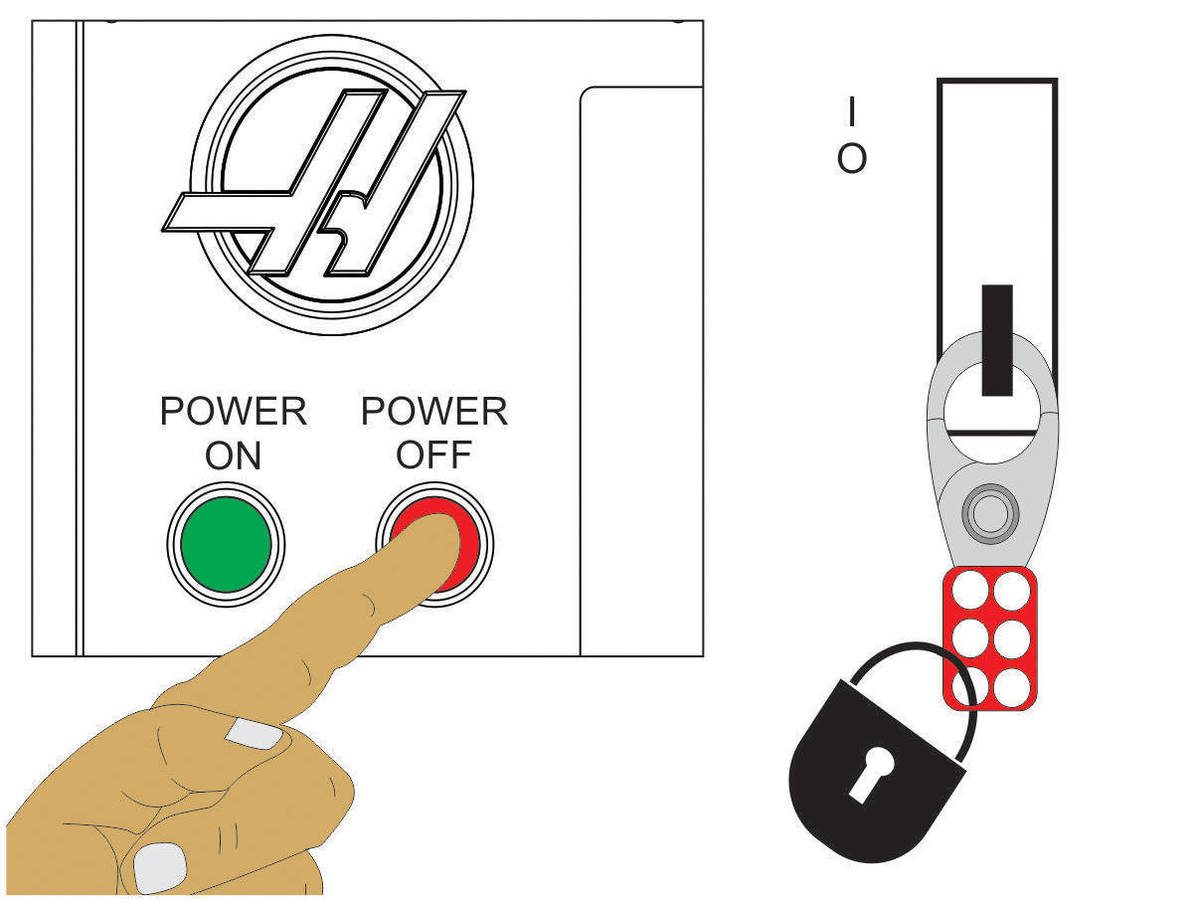
关闭电源和锁定/标出机器。
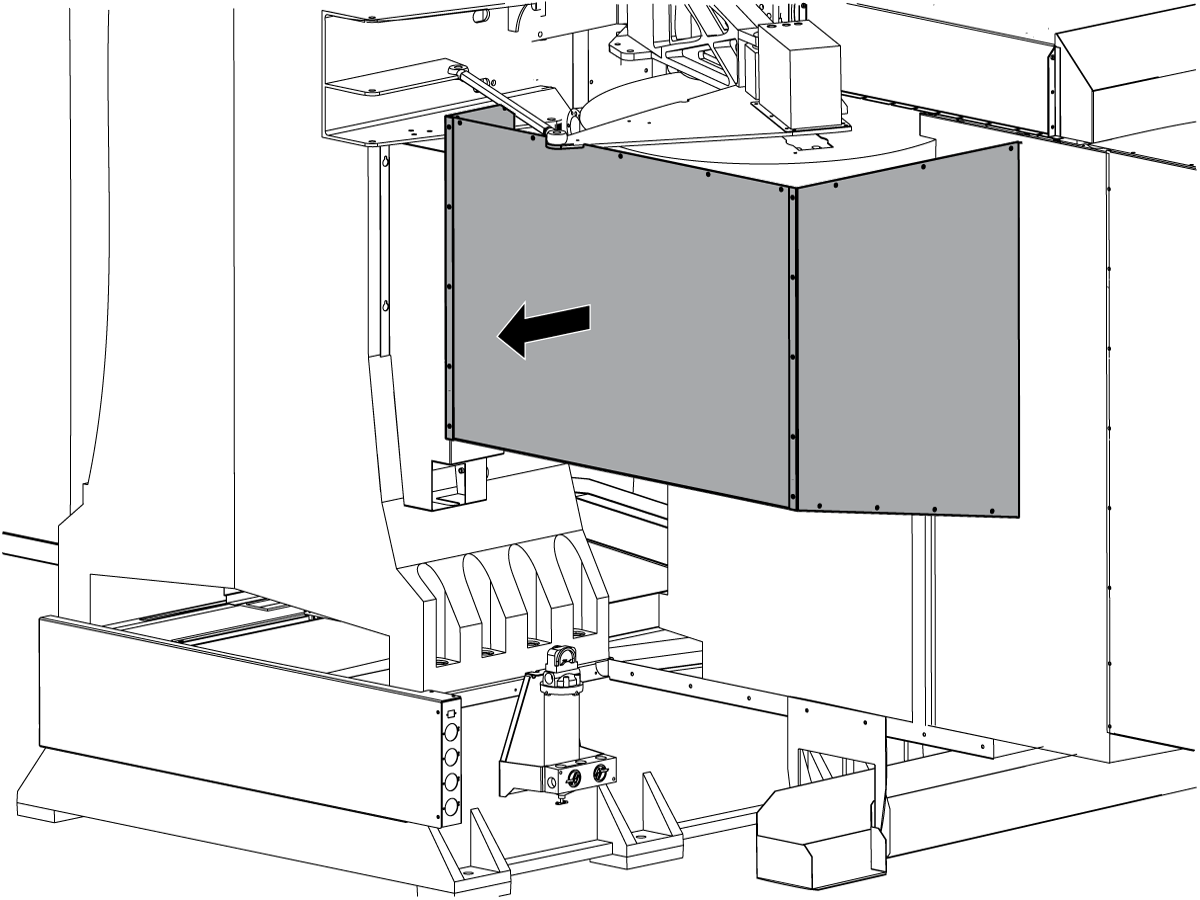
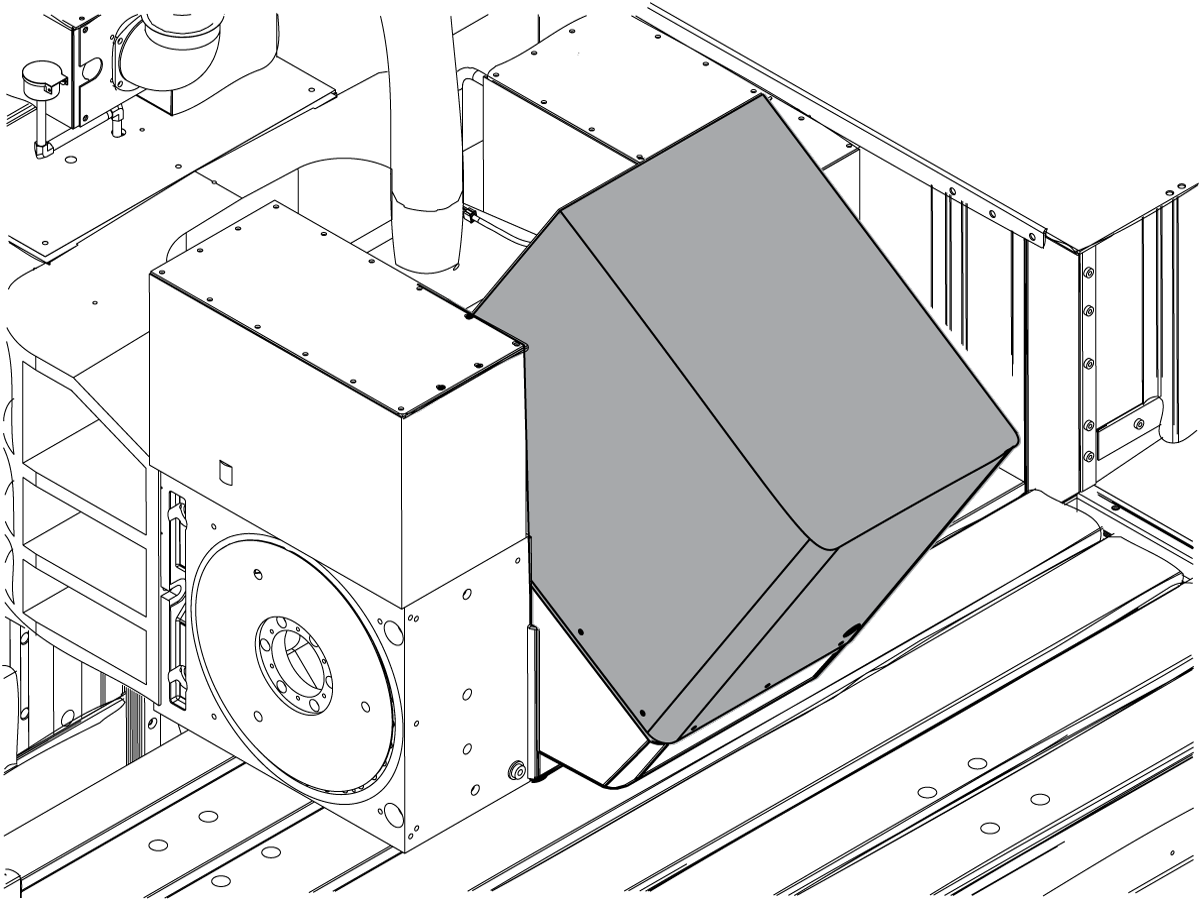
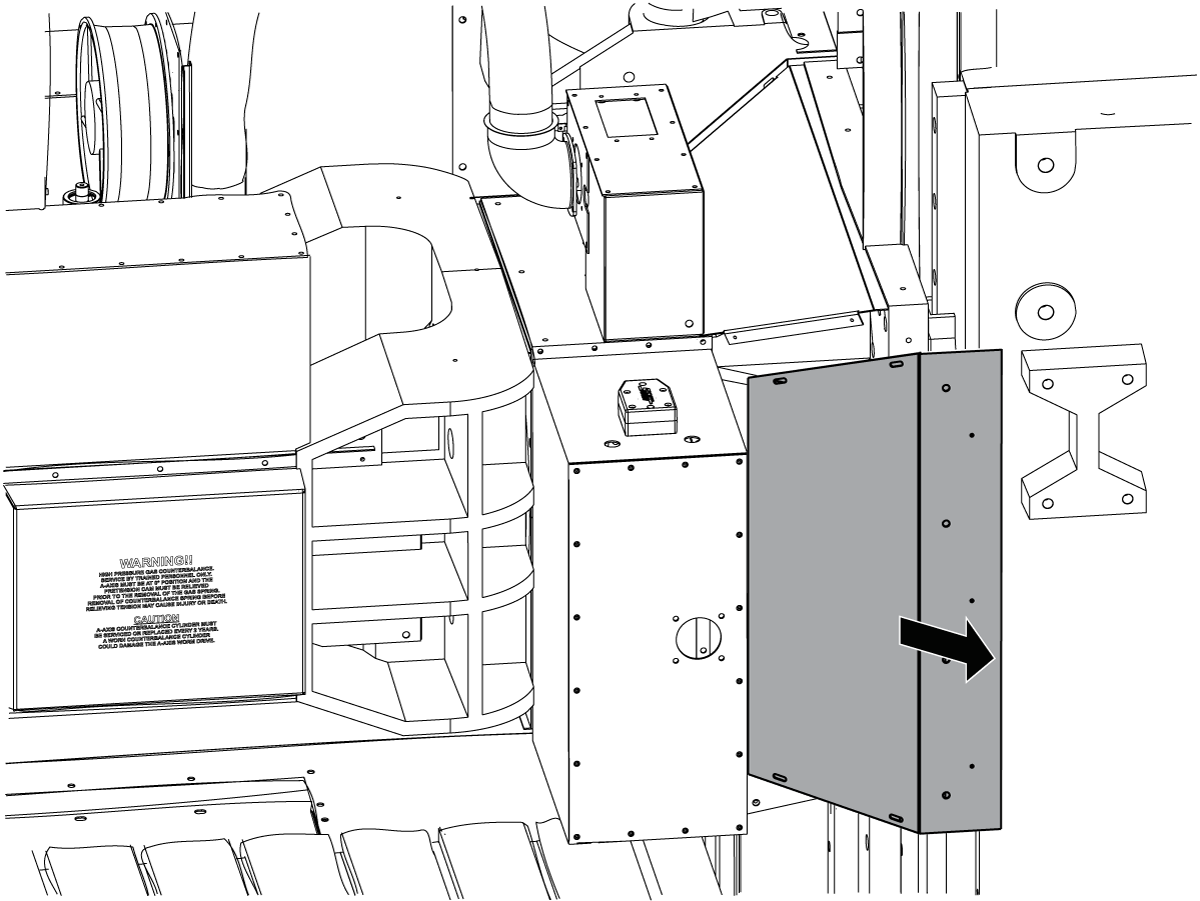
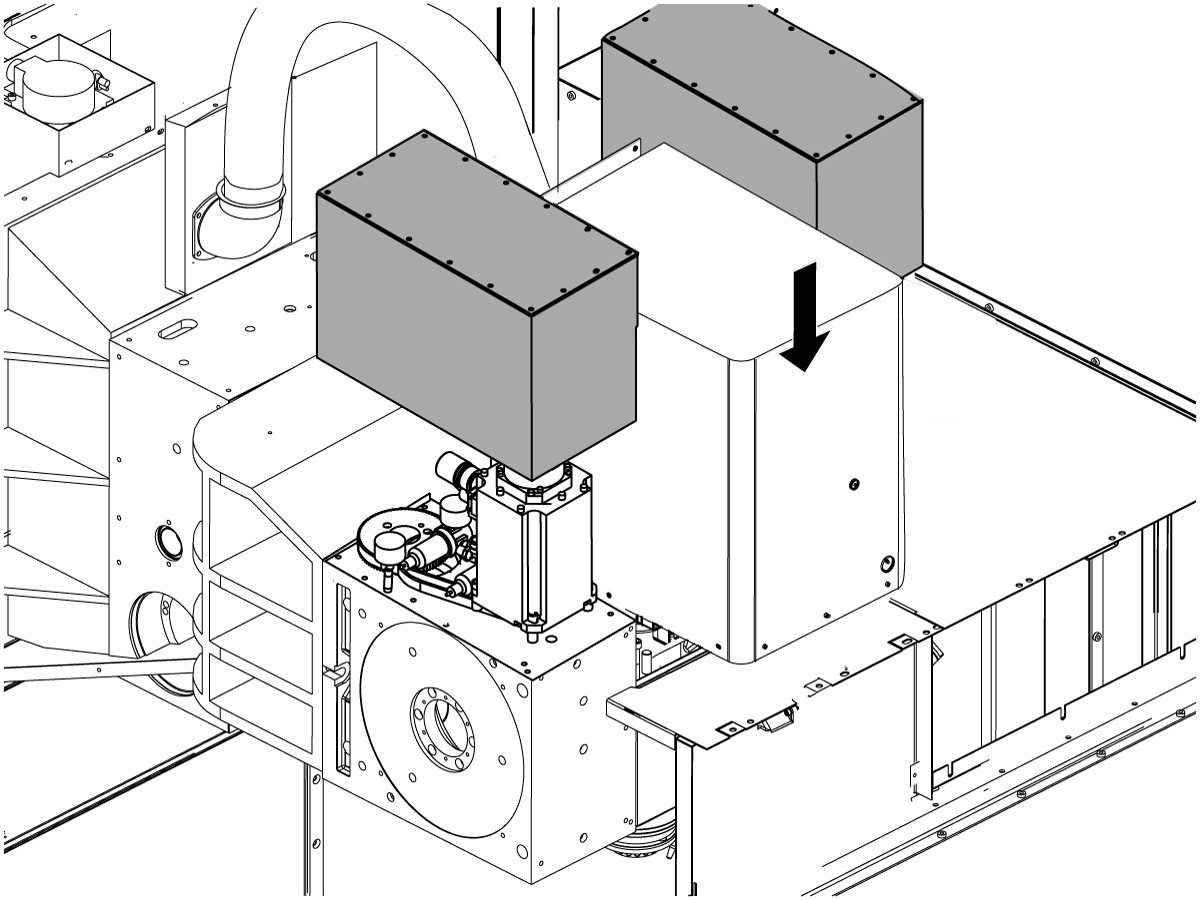
从机器后部拆下工具更换器外壳。
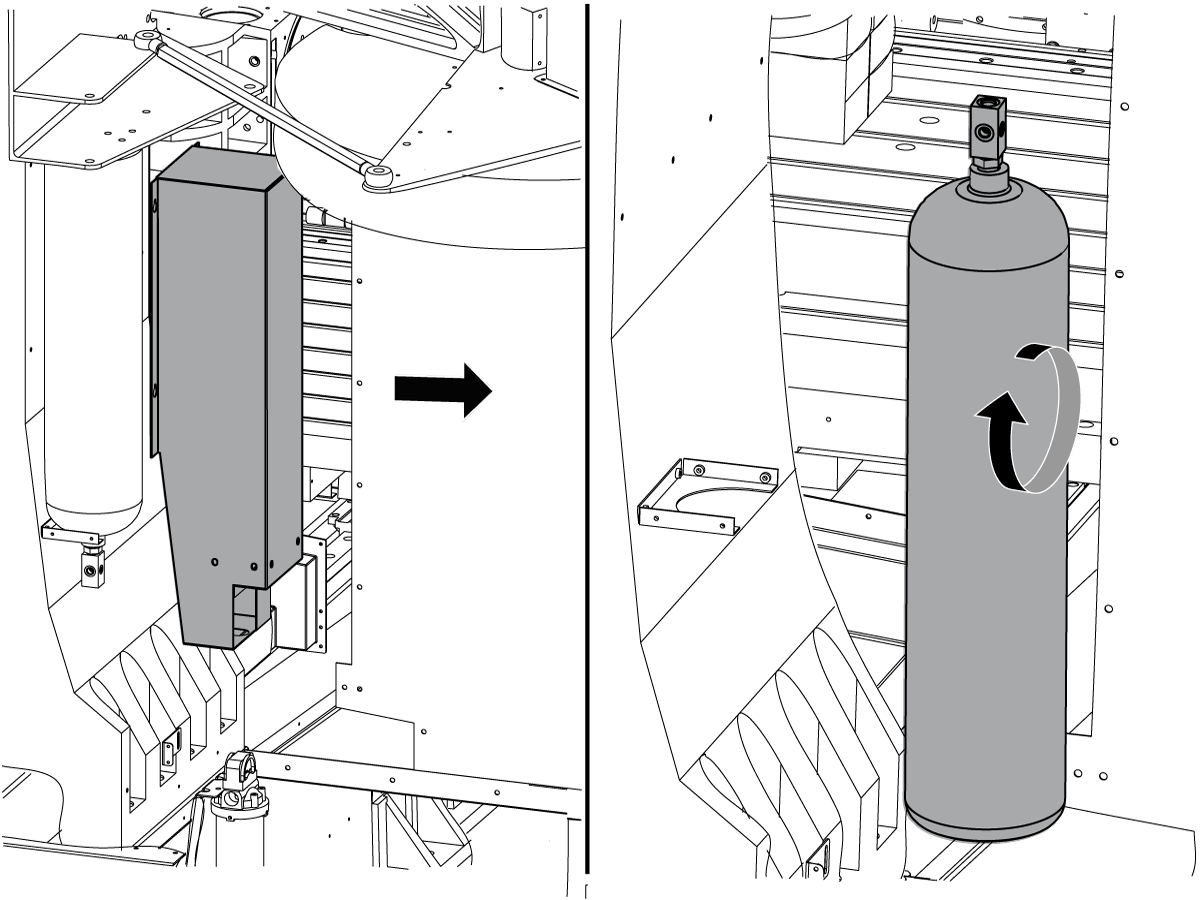
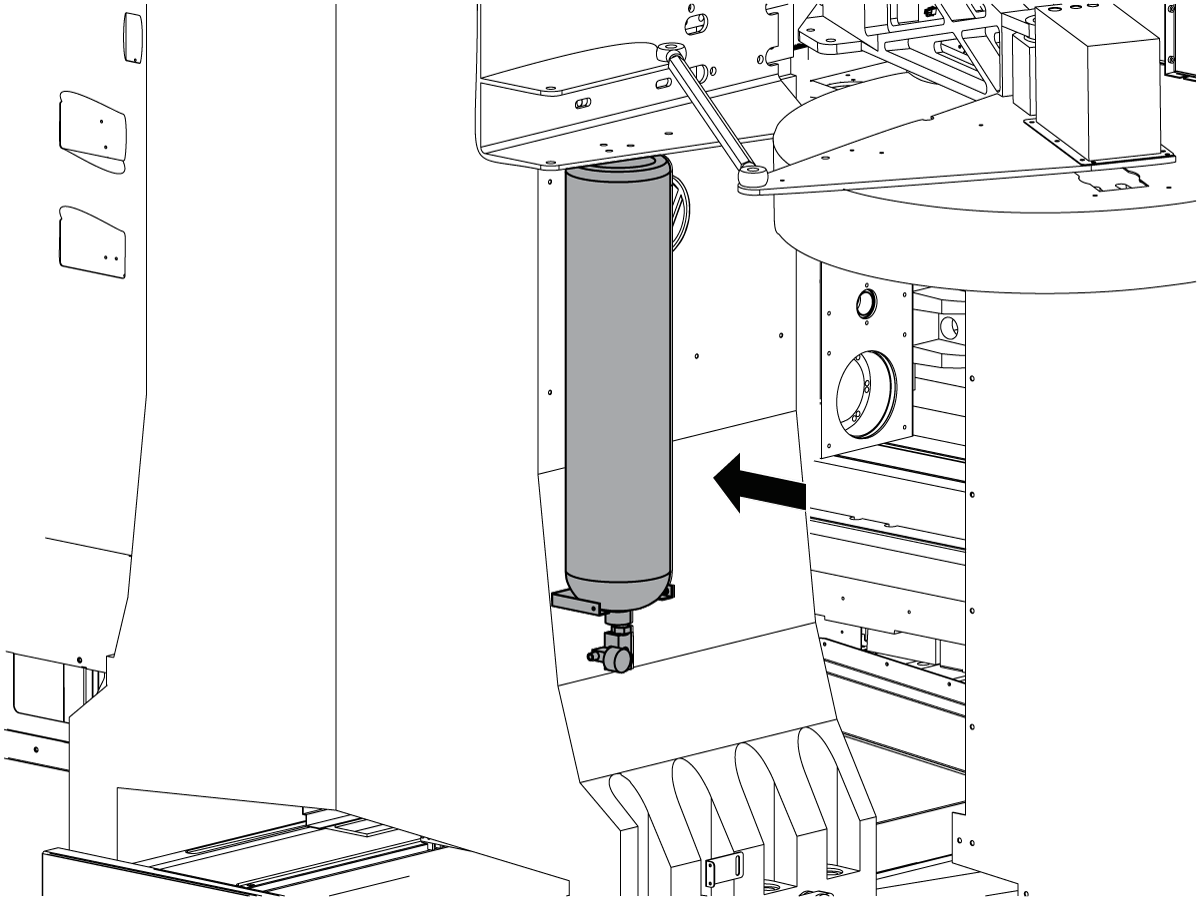
拆下平衡壳体和平衡罐。翻转平衡油箱,以便在排放过程中不会丢失机油。将每个油箱放电至 500 psi。
危险: 每个油箱都处于高压下。确保佩戴适当的个人防护设备。排气和清除只能由经过培训的人员进行。在尝试此过程之前,请参阅 Haas 维修手册,以获得有关拆卸平衡油箱的完整说明。
注意: 可能有 (1) 或 (2) 平衡罐/壳体组件。如果有两个组件,则从两个组件上拆下外壳和储罐。
注意: 的 counterbalance charge/discharge 套件为 P/N 35-4050A。
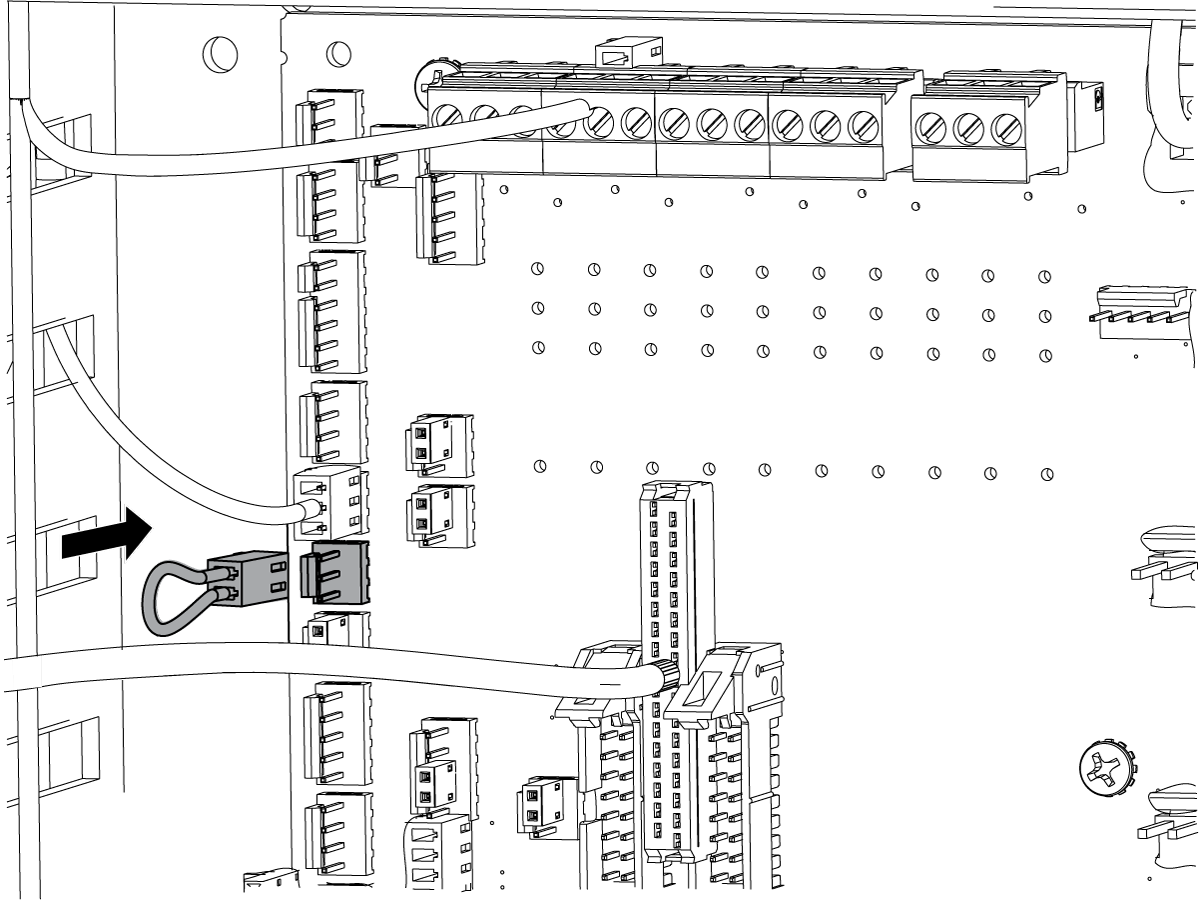
在 I/O PCB 上放置 P6 平衡紧急停止处的跳线,以便您可以转动轴。
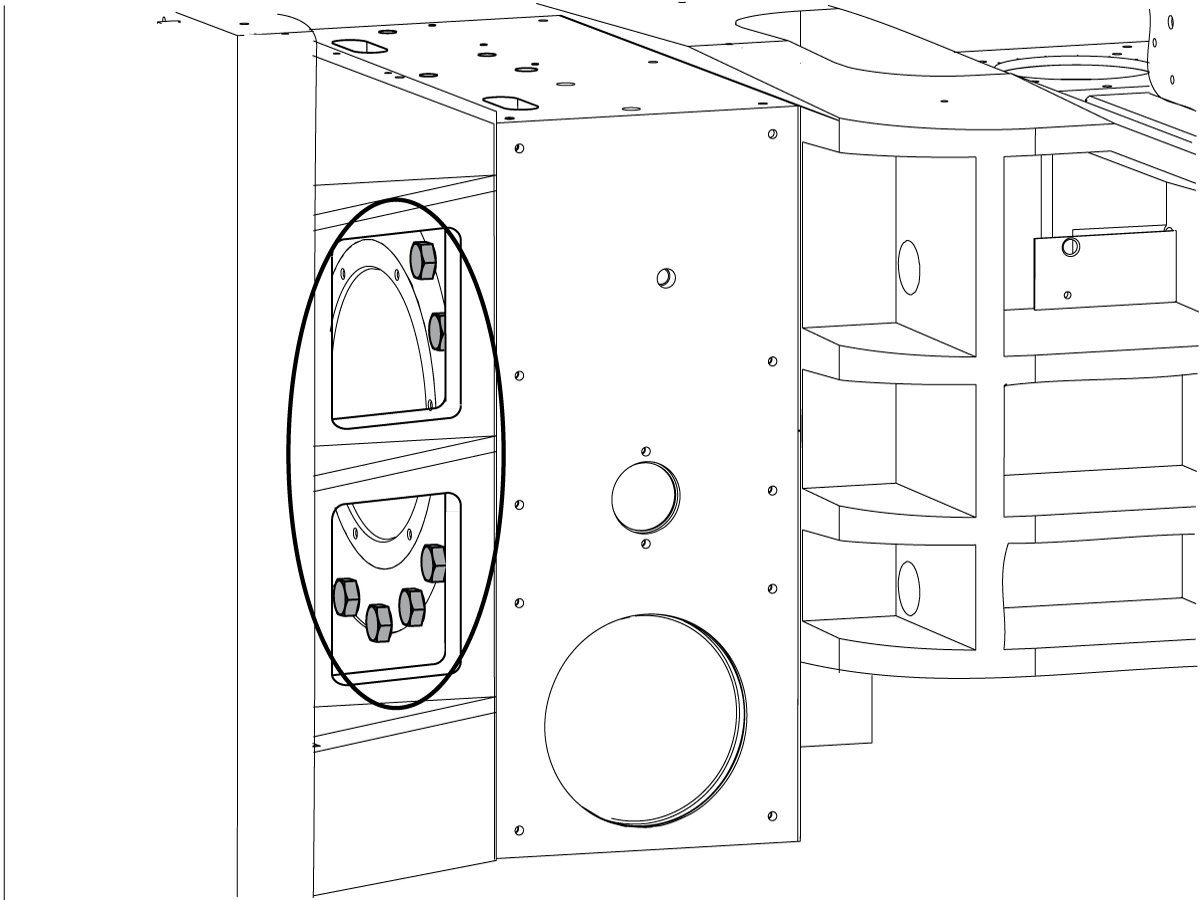
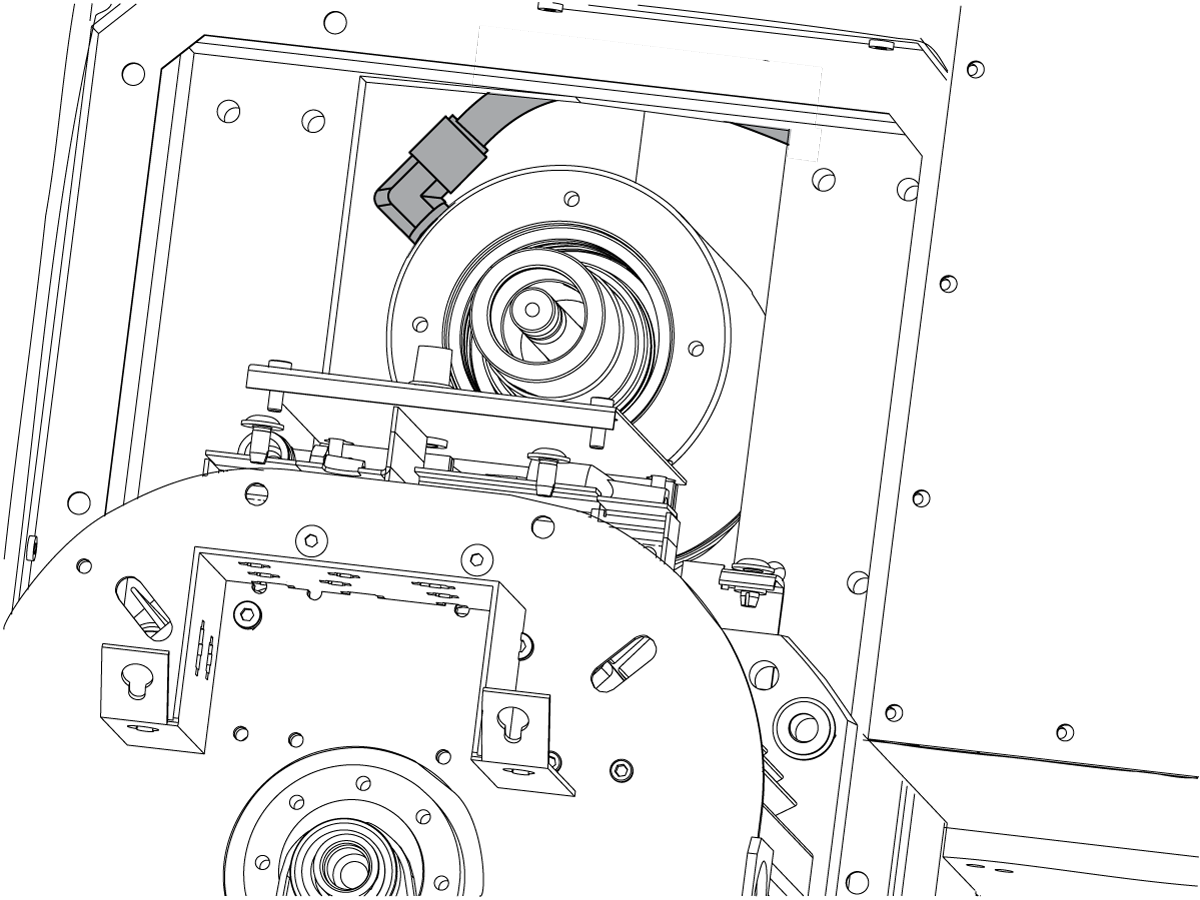
拆下 450 旋转后方的 (12) 头固定螺栓。
通过 Z 轴头垫上的侧端口访问这些螺栓。
解锁机器并打开机器电源。
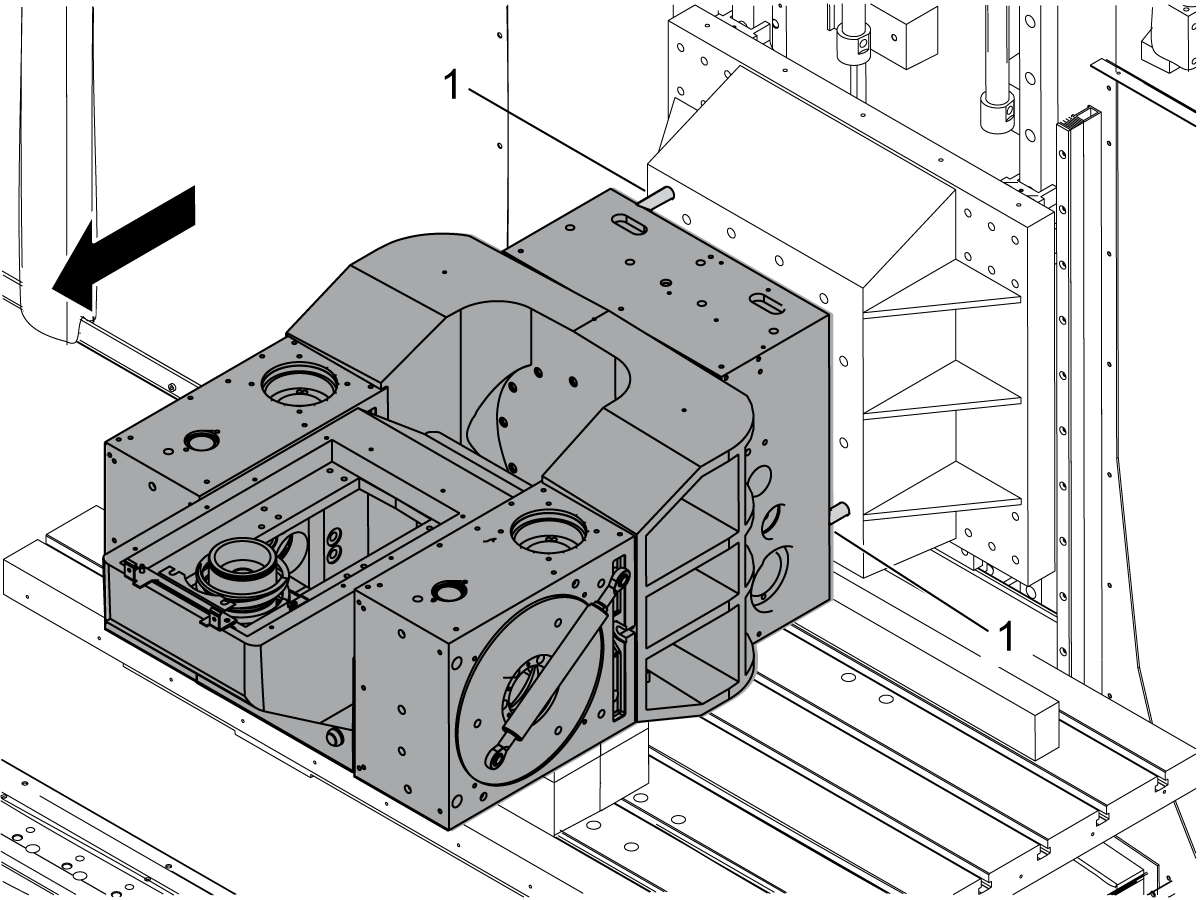
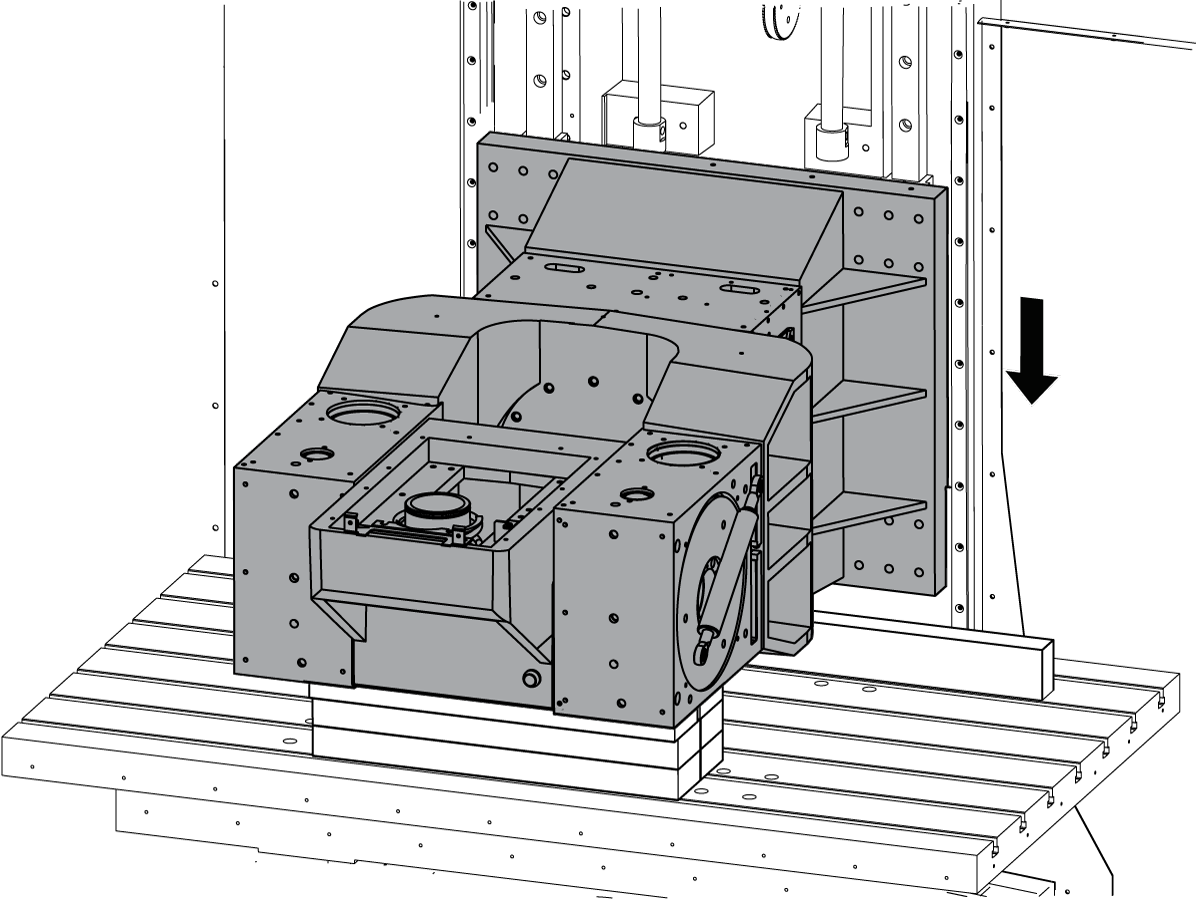
缓慢向前点动 Y 轴,将头部与垫路分离。
按 [EMERGENCY STOP]。
注意: 确保 Z 轴负载不会发出警报。警报器指示头部可能绑定在定位销 [1] 上。如果头部绑定,则点动 Z 轴,直到头部在 Y 轴上平稳移动。
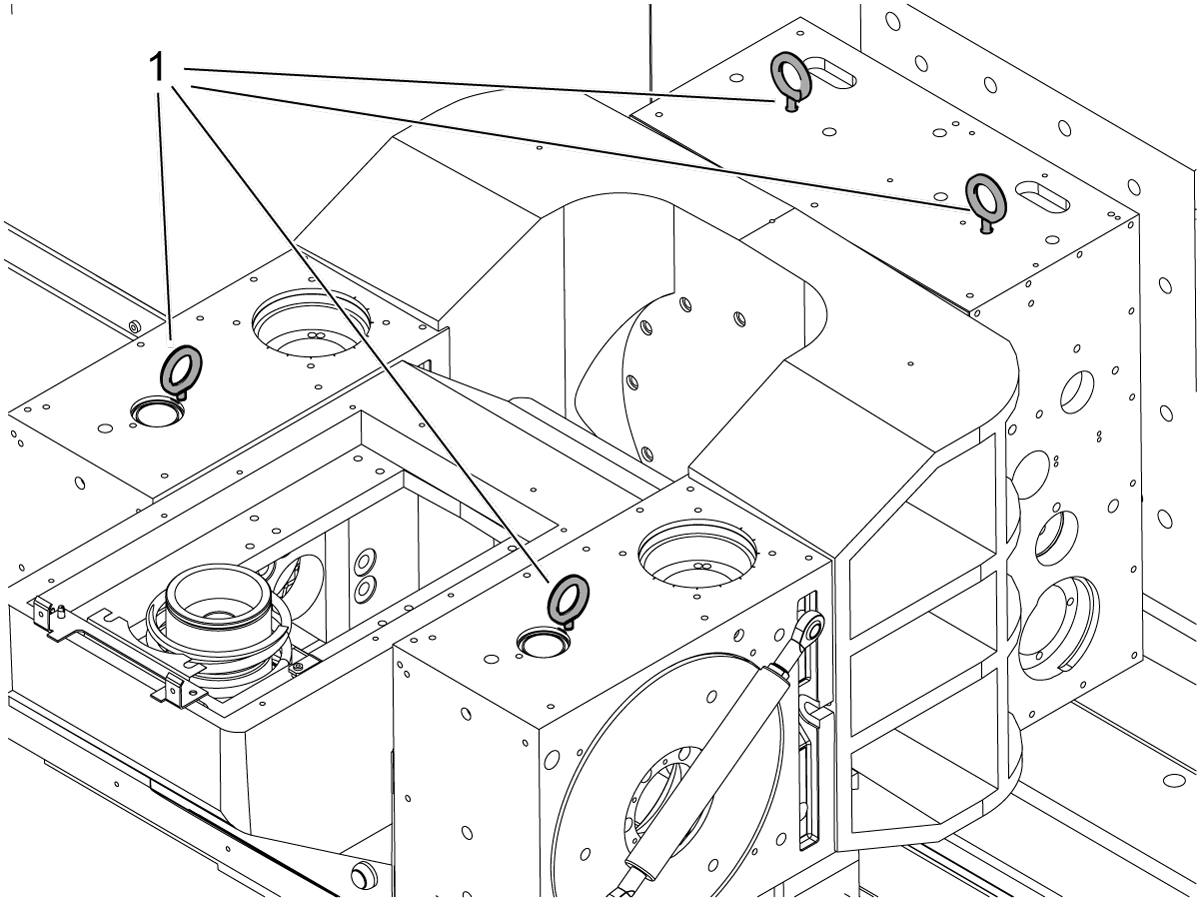
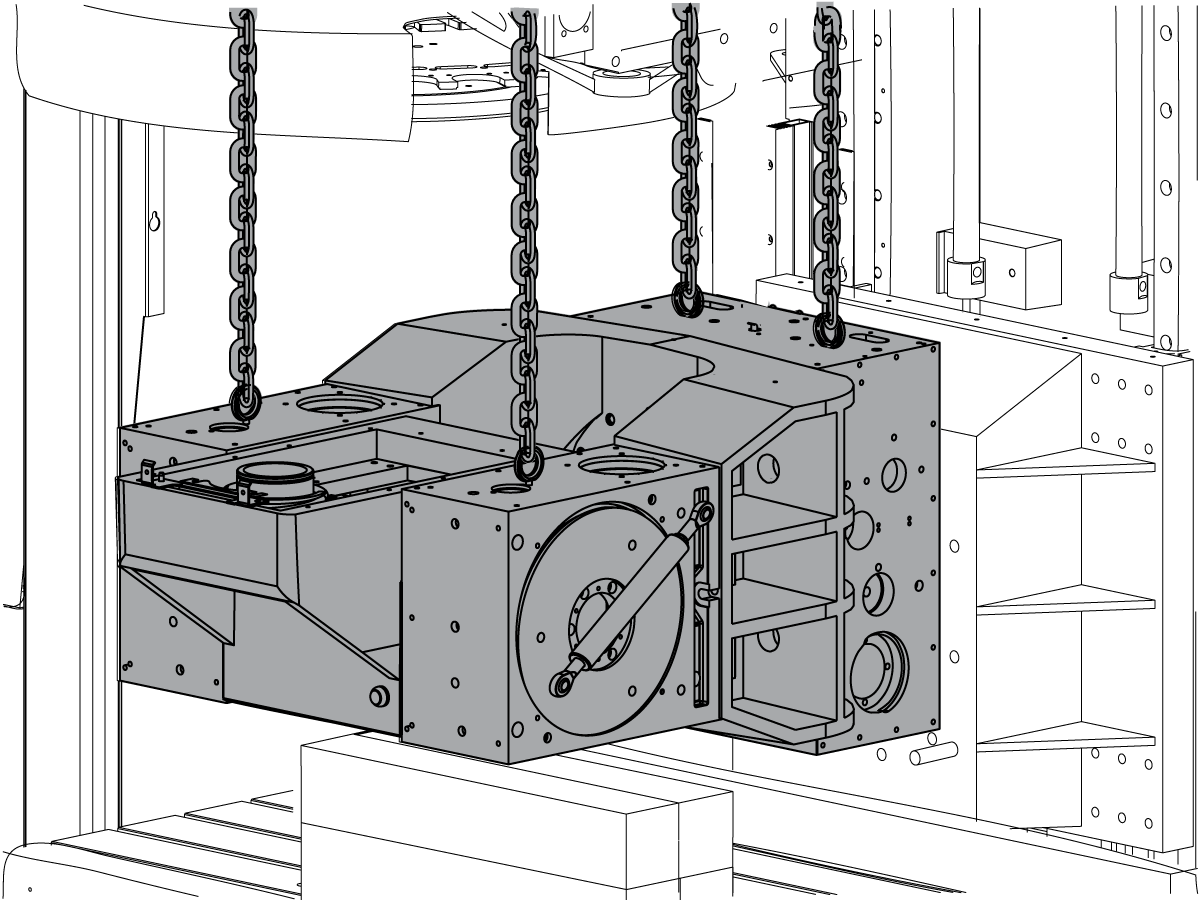
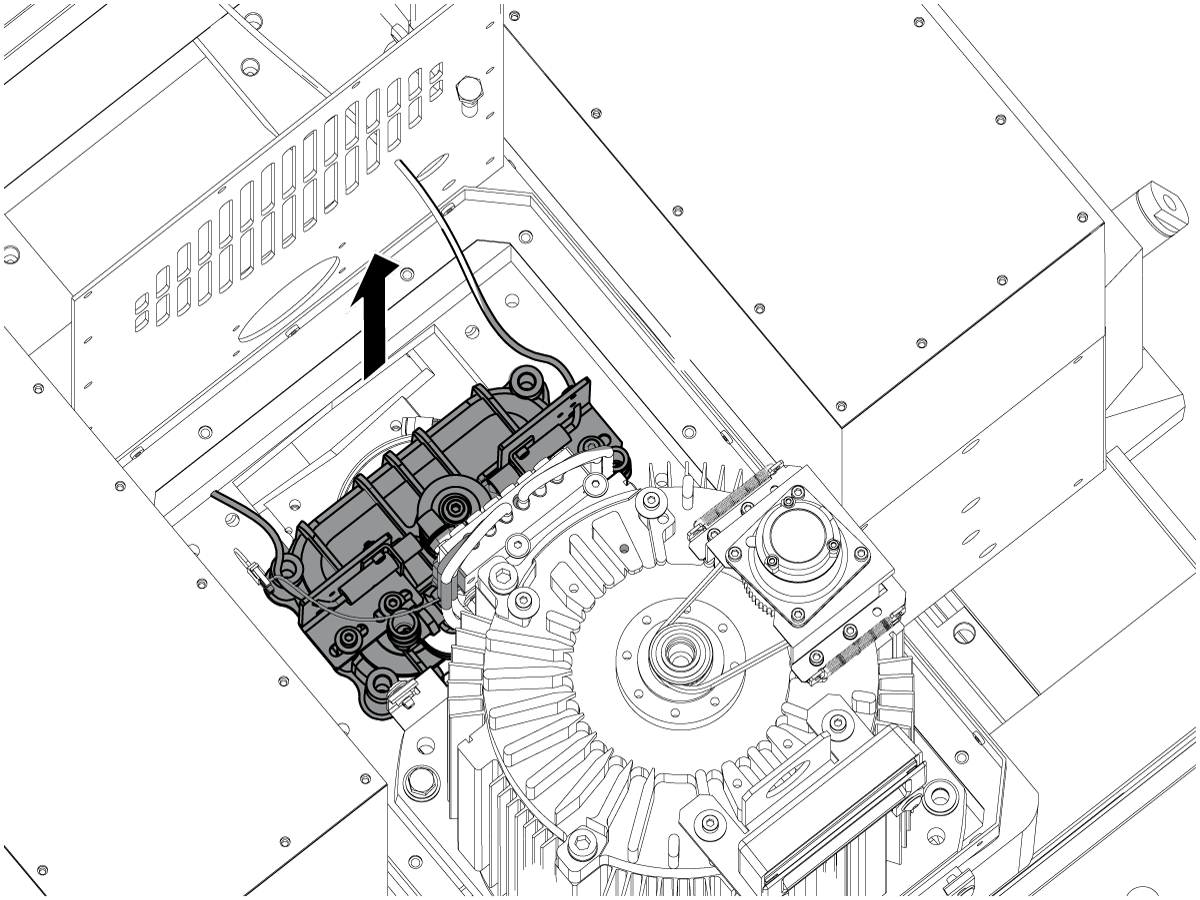
将吊环螺栓 [1] 螺纹插入三个旋转驱动器中心附近的螺纹孔。
使用高架起重机或叉车从机器上拆下头组件。
注意: 头部组件重量超过 2,200 磅(998 千克)。确保使用的起重设备与中心架的重量相配。
放置一个 4' x 4" x 4" 工作台上的一块木头作为更换头上 450 旋转的支撑。
位置 (4) 2' x 4" x 4" 工作台上的木块,以支持Z轴下两个310轮。
将吊环螺栓插入更换头组件上每个旋转驱动单元中心附近的螺纹孔中。
使用高架起重机或叉车将更换头组件移到木材支架上。
注意: 头部组件重量超过 2,200 磅(998 千克)。确保使用的起重设备与中心架的重量相配。
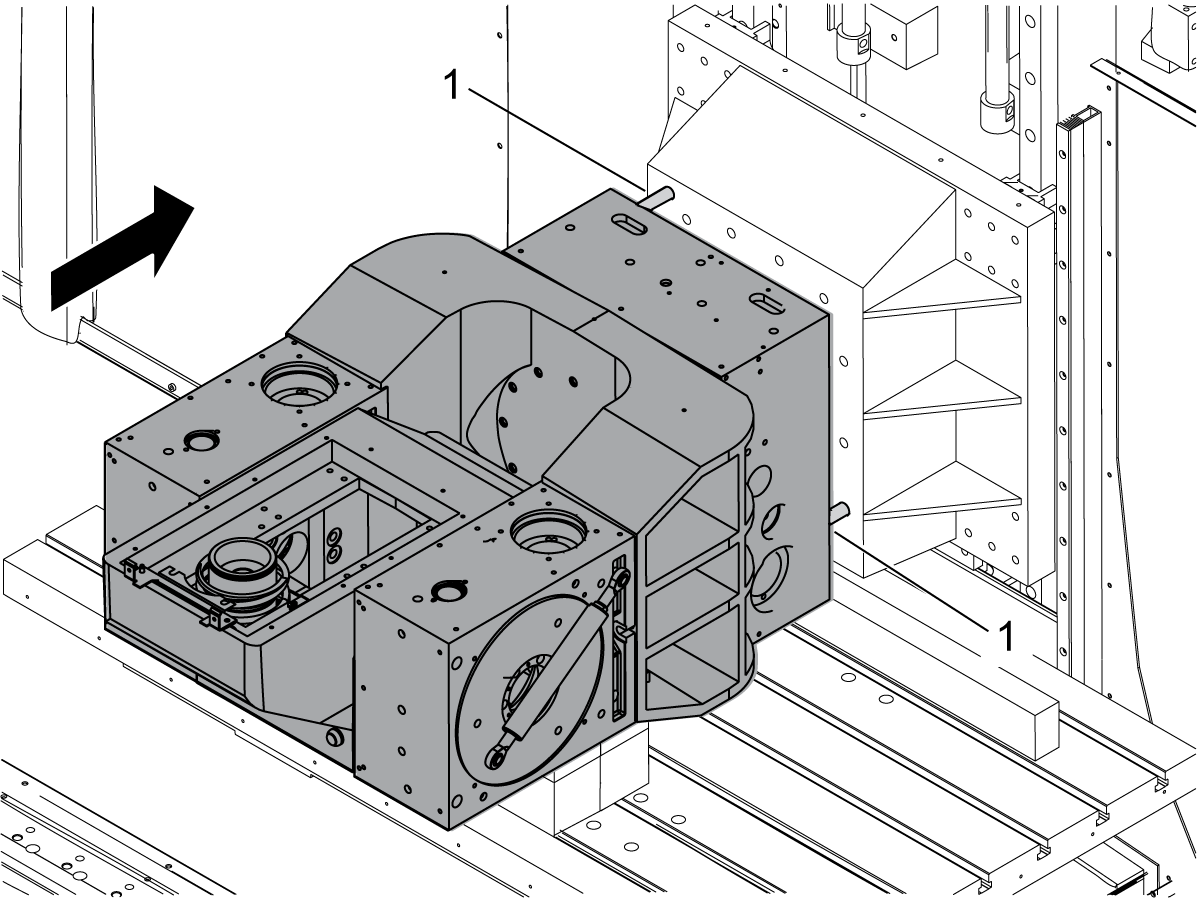
缓慢地将 Y 轴向机器背面倾斜,将头组件背面的 450 旋转器与 Z 轴头垫。将头部组件与 Z 轴头垫上的定位销对齐。
注意: 确保 Z 轴负载不会发出警报。警报器指示头部可能绑定在定位销 [1] 上。如果头部绑定,则点动 Z 轴,直到头部在 Y 轴上平稳移动。
关闭电源和锁定/标出机器。
从头部组件上拆下吊环螺栓 [1]。
使用 (12) 头固定螺栓将头组件连接到 Z 轴头垫。
通过 Z 轴头垫上的侧端口访问这些螺栓。
将螺栓扭矩拧至 160 ft-lb (217 Nm)。
安装平衡罐和外壳。如果铣床有两个平衡罐,则每个加压到 1250 psi。如果只有一个油箱,将其加压至 1550 psi。
危险: 每个油箱都处于高压下。确保佩戴适当的个人防护设备。只能由经过培训的人员进行安装。在尝试此过程之前,请参阅 Haas 维修手册,以获得有关安装平衡罐的完整说明。
注意: 可能有 (1) 或 (2) 平衡罐/壳体组件。如果有两个组件,请安装两个组件的外壳和储罐。
注意: 平衡充电/放电套件为 P/N 35-4050A。
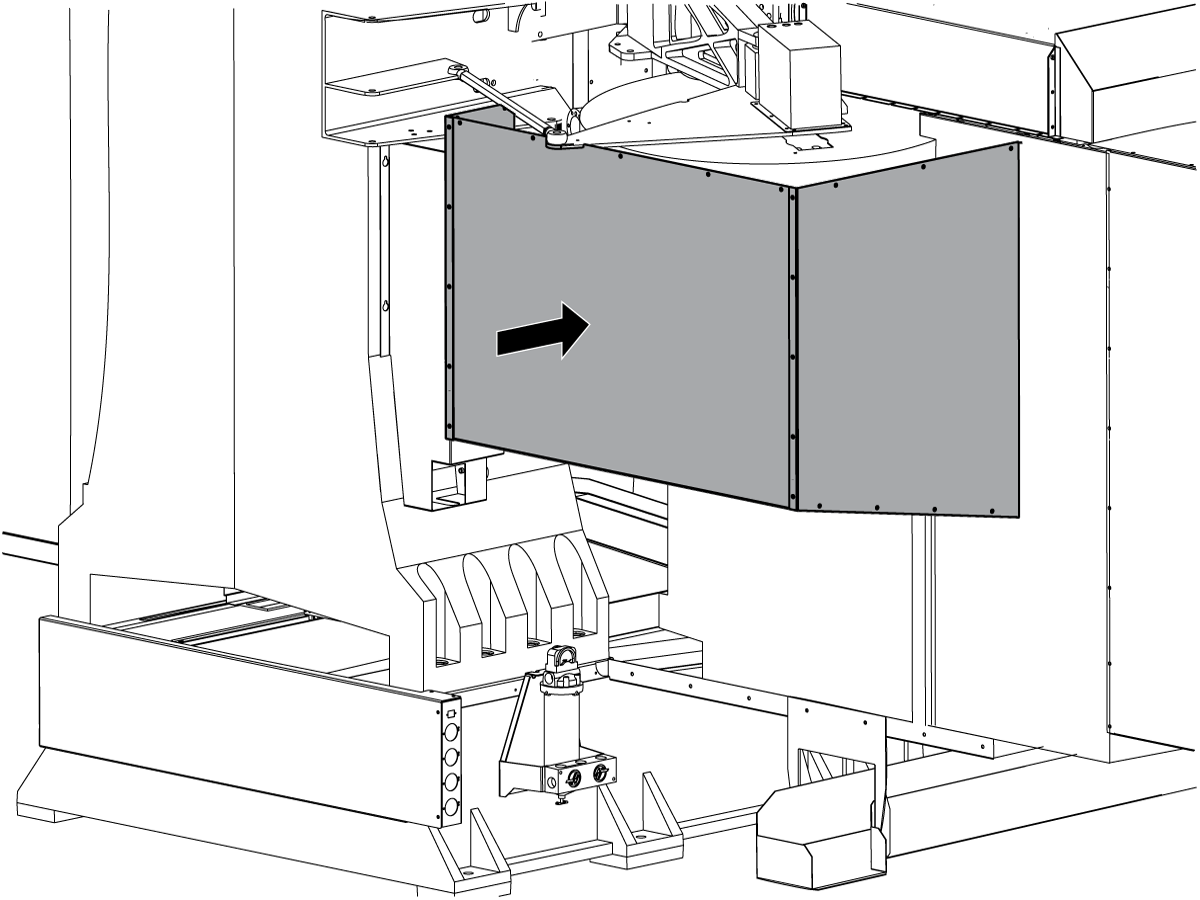
安装工具更换器外壳。
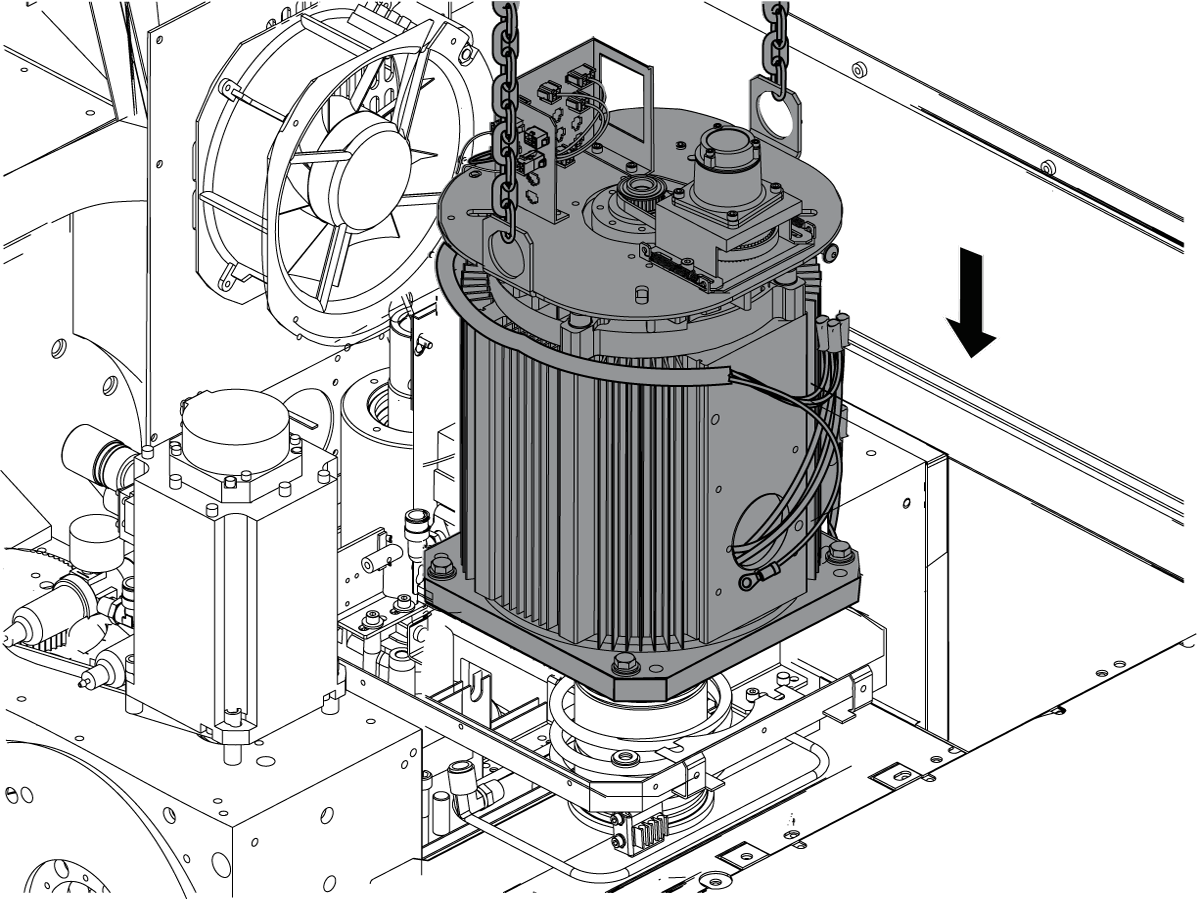
安装主轴电机。
注意: 主轴电机总成重量至少为 112 磅(55 千克)。确保使用的起重设备与中心架的重量相配。
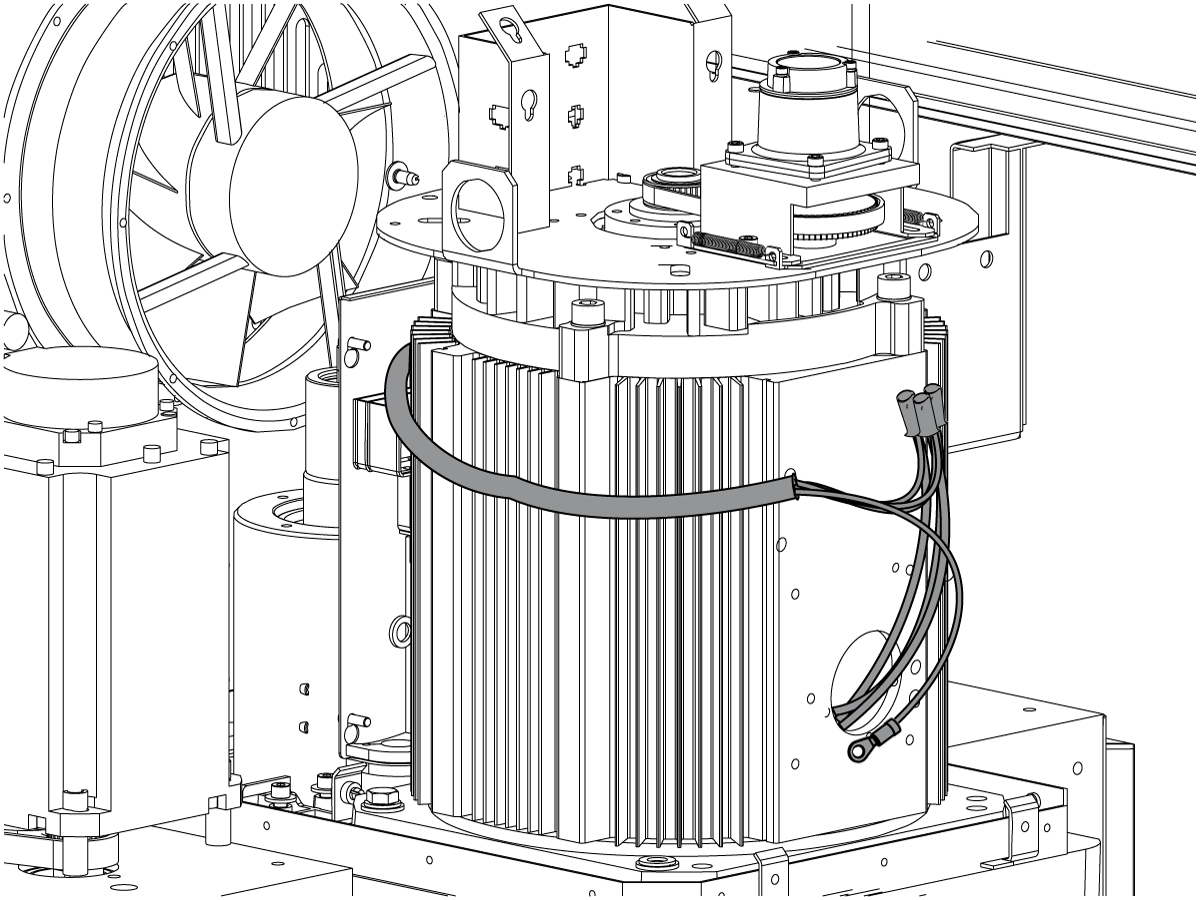
将所有电气连接连接到主轴电机。
将主轴插入主轴头铸件
拧紧电机固定螺栓。调整主轴皮带张力。
注意: 有关如何调整主轴皮带张力的完整说明,请参阅 Haas 维修手册。
将 90 度接头安装到主轴上。连接主轴润滑软管。
安装 TRP 程序集。
连接主轴连接板处的空气软管开关和工具夹开关。
连接头盖支架。
将孔盖 [1] 连接到左侧 310 旋转。将风扇/头盖背板 [2] 组件连接到头部。将平衡盖 [3] 连接到右侧 310 旋转。
将 A 轴电机和滑轮 [1] 安装在左侧 310 旋转。将接头从原头组件 [2] 安装到右侧 310 旋转。
通过电机盖为电机引线和空气软管进料。安装电机盖并连接电机引线和空气软管。
注意: 如果机器有 Sigma 5 电机,请使用适配器电缆 (P/N 32-2284) 连接 B 轴电机主开关。
将电机盖板连接到 450 旋转。
将填充管和上板金属面板连接到 450 旋转的顶部。
将接线盒连接到 450 旋转的顶部。将接线盒盖连接到接线盒。
提起下 Z 轴路盖。将其连接到头部组件的底部。
解锁机器并打开机器电源。
旋转 A 轴以接近固定主轴盖的螺钉。将头盖连接到机器。
连接 (2) 310 旋转马达盖。
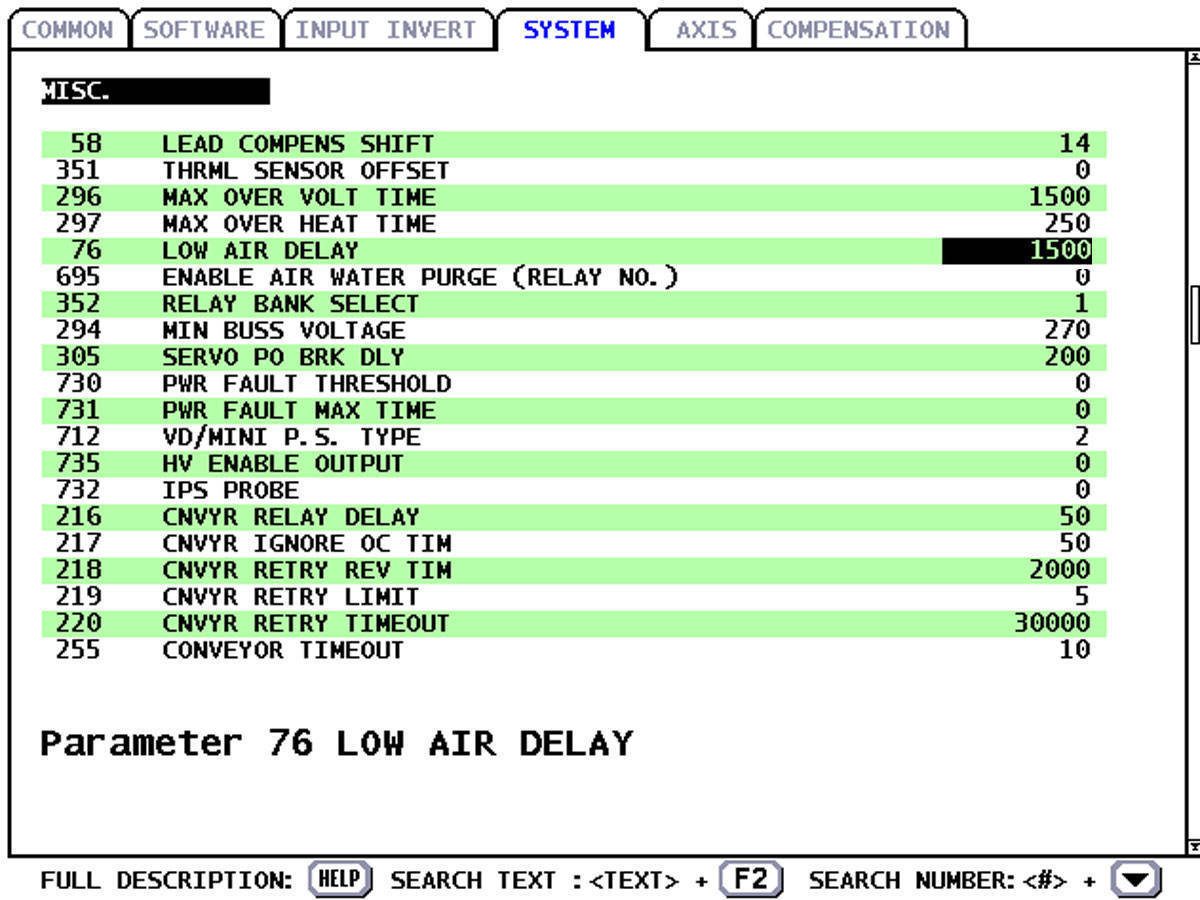
设置 参数 76 Low Air Delay 工厂默认为 1500。
设置参数 278:14 为 1。
设置参数 151:3 为 1。
设置参数 43:3 为 1。
重新启动。
将所有轴归零,并检查任何警报。
将机器水平。
通过调整重置主轴扫描 参数 212 和 213.
根据 EA0154 确认头主轴几何形状。
确定每个 EA0154 的新枢轴长度值。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





