-
maszyny
-
 Frezarki pionowe
Frezarki pionowe
Frezarki pionowe
Frezarki pionowe -
 Rozwiązania wieloosiowe
Rozwiązania wieloosiowe
Rozwiązania wieloosiowe
Rozwiązania wieloosiowe -
 Tokarki
Tokarki
Tokarki
Tokarki -
 Frezarki poziome
Frezarki poziome
Frezarki poziome
Frezarki poziome -
 Stoły obrotowe i aparaty podziałowe
Stoły obrotowe i aparaty podziałowe
Stoły obrotowe i aparaty podziałowe
Stoły obrotowe i aparaty podziałowe -
 Systemy automatyzacji
Systemy automatyzacji
Systemy automatyzacji
Systemy automatyzacji -
 Maszyny stołowe
Maszyny stołowe
Maszyny stołowe
Maszyny stołowe -
 Wyposażenie hali produkcyjnej
Wyposażenie hali produkcyjnej
Wyposażenie hali produkcyjnej
Wyposażenie hali produkcyjnej
NARZĘDZIA ZAKUPOWECZY CHCESZ Z KIMŚ POROZMAWIAĆ?W punkcie sprzedaży fabrycznej Haas (HFO) znajdziesz odpowiedź na wszystkie pytania i poznasz optymalne rozwiązania.
CONTACT YOUR DISTRIBUTOR > -
-
Opcje
-
 Wrzeciona
Wrzeciona
Wrzeciona
Wrzeciona -
 Magazyny narzędzi
Magazyny narzędzi
Magazyny narzędzi
Magazyny narzędzi -
 4. | 5. oś
4. | 5. oś
4. | 5. oś
4. | 5. oś -
 Głowice i narzędzia napędzane
Głowice i narzędzia napędzane
Głowice i narzędzia napędzane
Głowice i narzędzia napędzane -
 Pomiary sondą
Pomiary sondą
Pomiary sondą
Pomiary sondą -
 Zarządzanie wiórami i chłodziwem
Zarządzanie wiórami i chłodziwem
Zarządzanie wiórami i chłodziwem
Zarządzanie wiórami i chłodziwem -
 Sterownik Haas
Sterownik Haas
Sterownik Haas
Sterownik Haas -
 Opcje produktu
Opcje produktu
Opcje produktu
Opcje produktu -
 Narzędzia i mocowanie
Narzędzia i mocowanie
Narzędzia i mocowanie
Narzędzia i mocowanie -
 Uchwyt roboczy
Uchwyt roboczy
Uchwyt roboczy
Uchwyt roboczy -
-
 Rozwiązania 5-osiowe
Rozwiązania 5-osiowe
Rozwiązania 5-osiowe
Rozwiązania 5-osiowe -
 Automatyka
Automatyka
Automatyka
Automatyka
NARZĘDZIA ZAKUPOWECZY CHCESZ Z KIMŚ POROZMAWIAĆ?W punkcie sprzedaży fabrycznej Haas (HFO) znajdziesz odpowiedź na wszystkie pytania i poznasz optymalne rozwiązania.
CONTACT YOUR DISTRIBUTOR > -
-
Why Haas
Odkryj różnicę kreowaną przez Haas
-
Serwis
- Filmy
-
Oprzyrządowanie Haas
- Oprzyrządowanie Haas
-
Winner's Circle
-
Winner's Circle
-
Aktualne gorące oferty
-
Wyprzedaż
-
Pomiary i przeglądy
-
Koboty i akcesoria
-
Obsługa warsztatów produkcyjnych
-
Oprawki narzędziowe do frezarek
-
Oprzyrządowanie frezarek
-
Systemy wytaczania
-
Uchwyt roboczy frezarki
-
Oprawki narzędziowe do tokarek
-
Oprzyrządowanie tokarskie
-
Uchwyt roboczy do tokarki
-
Zestawy pakietów
-
Tuleje zaciskowe i uchwyty ER
-
Wykonywanie otworów
-
Gwintowanie
-
Przeciąganie
-
Prostopadłościenne
-
Ręczne uchwyty do frezowania
-
Narzędzia do gratowania i materiały ścierne
-
Sonda narzędziowa i maszyny z pasowaniem skurczowym
-
Magazyn narzędzi
-
Konserwacja maszyny
-
Oprzyrządowanie do obróbki
-
Odzież i akcesoria
 Akcesoria do automatyzacji
Akcesoria do automatyzacji
 Wsparcie w hali produkcyjnej
Wsparcie w hali produkcyjnej
 Oprawki narzędziowe do frezarek
Oprawki narzędziowe do frezarek
 Narzędzia tnące do frezarek
Narzędzia tnące do frezarek
 Systemy do wytaczania
Systemy do wytaczania
 Mill Workholding
Mill Workholding
 Oprawki narzędziowe do tokarek
Oprawki narzędziowe do tokarek
 Narzędzia tnace do tokarek
Narzędzia tnace do tokarek
 Uchwyty robocze dla tokarek
Uchwyty robocze dla tokarek
 Zestawy pakietów
Zestawy pakietów
 Tulejki zaciskowe i uchwyty ER
Tulejki zaciskowe i uchwyty ER
 Wykonywanie otworów
Wykonywanie otworów
 Gwintowanie
Gwintowanie
 Przeciąganie
Przeciąganie
 Prostopadłościany i zestawy
Prostopadłościany i zestawy
 Ręczne uchwyty do frezowania
Ręczne uchwyty do frezowania
 Gratowanie i materiały ścierne
Gratowanie i materiały ścierne
 Sonda narzędziowa i maszyny z pasowaniem skurczowym
Sonda narzędziowa i maszyny z pasowaniem skurczowym
 Składowanie i przewożenie
Składowanie i przewożenie
 Obsługa maszyny
Obsługa maszyny
 Oprzyrządowanie do obróbki
Oprzyrządowanie do obróbki
 Ubrania i akcesoria
Ubrania i akcesoria
 Pomiary i przeglądy
Pomiary i przeglądy
 Winner's Circle
Winner's Circle
Winner's Circle
Winner's Circle
 Prześwit
Prześwit
 Dzisiejsze oferty promocyjne
Dzisiejsze oferty promocyjne








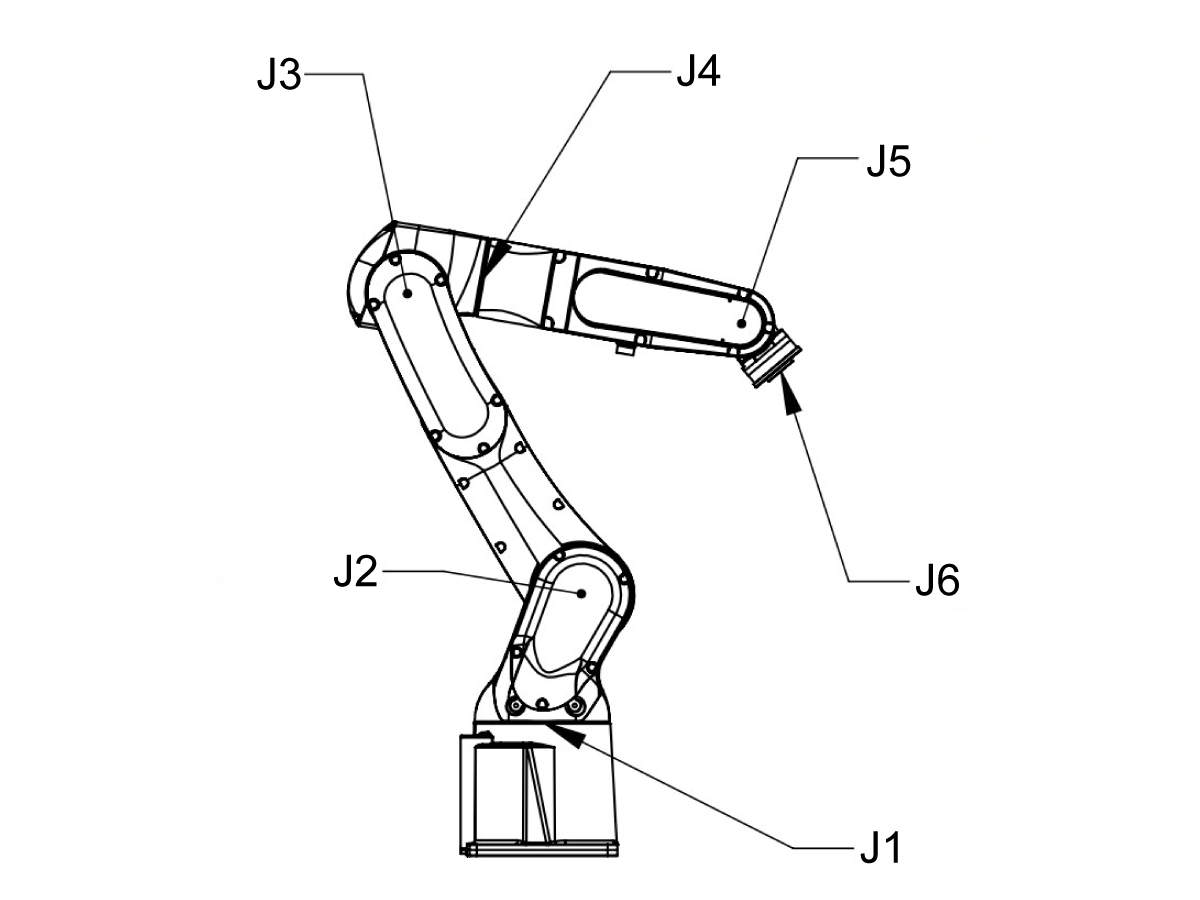


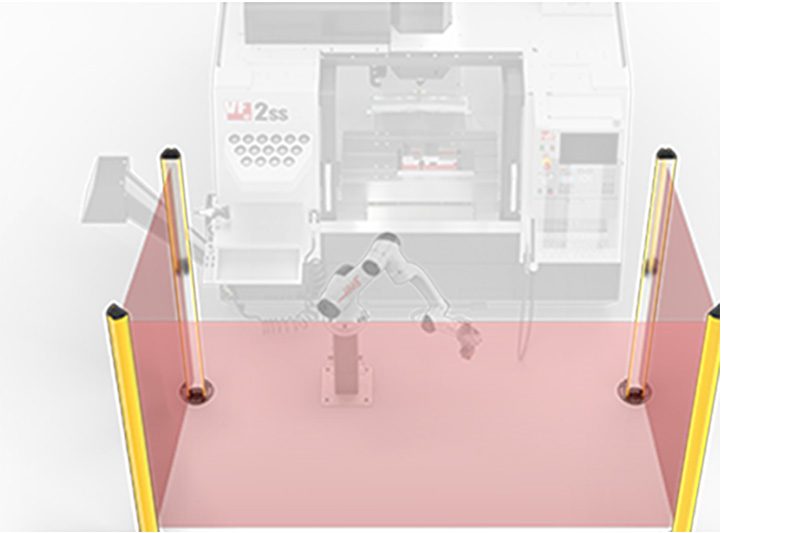
-setup/dcs_robot_arm_dsc_zones.png)




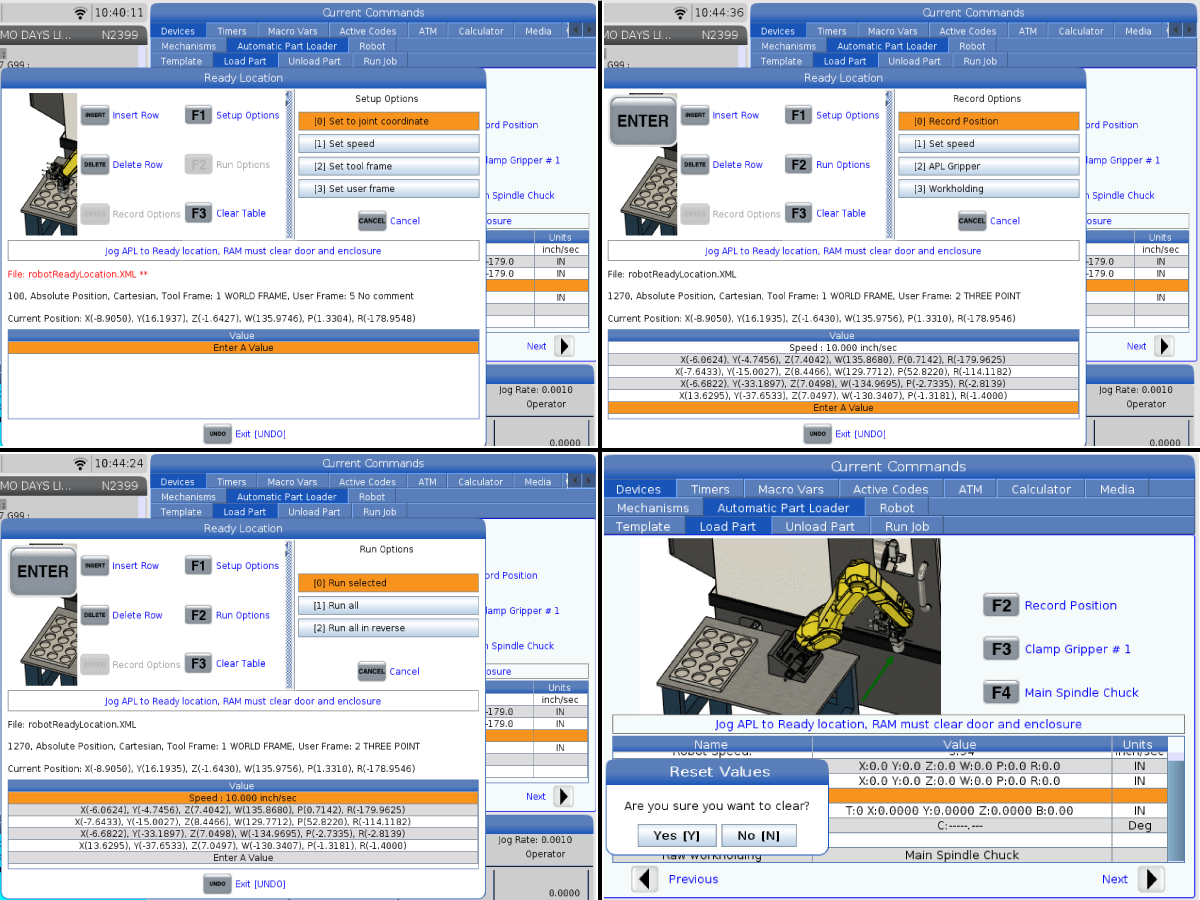



---vertical---installation/2019-10-08_15h56_48.jpg)