

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

版本 A - 2025 年 11 月
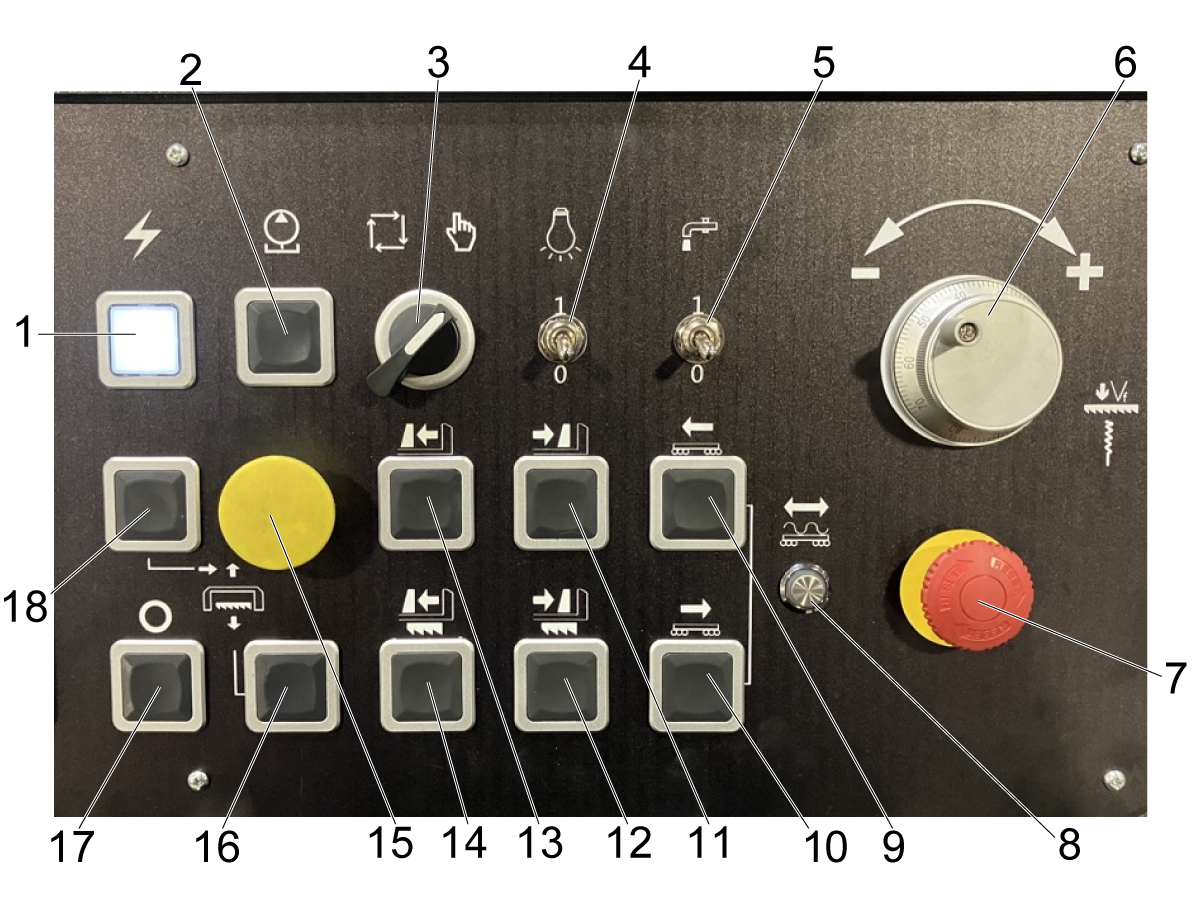
使用下表了解 HAB-3232 V1 控制面板的功能。
| 编号 | 按钮功能 | 说明 | |||
| 1 | 电源指示灯 | 此指示灯表示机床正通电。如果在断路器处于 ON 位置时指示灯熄灭,则电源可能有问题。 | |||
| 2 | 油泵启动/停止 | 以下按钮将启动液压泵。当液压泵已运行时,按此按钮将停止泵工作。 | |||
| 3 | 手动/自动开关模式 | 该按钮在自动模式和手动模式之间切换锯。当开关指向手时,带锯处于手动模式,当开关指向右侧的盒子时,带锯处于自动模式。 | |||
| 4 | 带锯工作台灯 | 此灯亮开启照亮锯床区域的灯。 | |||
| 5 | 冷却液打开/关闭 | 开启/关闭冷却液。 | |||
| 6 | 带锯下进给速度 | 刻度盘调整锯框架向锯床下降的快速速度。||||
| 7 | EMERGENCY STOP | 这是锯子的紧急停止点。在维护期间激活它,以防止锯子操作。 | |||
| 8 | 进给/返回材料速度开关 | 此按钮可降低材料向前和向后进给的速度。 | 9" | 反向进给材料 | 将材料移回,离开锯片。 |
| 10 | 正向进给材料 | 将材料向前进给至锯片。 | |||
| 11 | 关闭后台虎钳 | 关闭锯床上的后台虎钳。按住按钮将把后台虎钳移入,直到台虎钳夹紧材料。 | |||
| 12 | 关闭前台虎钳 | 关闭最靠近机床前部的锯床上的前台虎钳。按住按钮将把台虎钳移入以夹紧材料。 | |||
| 13 | 打开后台虎钳 | 打开锯床上的后台虎钳。 | |||
| 14 | 打开前台虎钳 | 打开锯床上的前台虎钳。 | |||
| 15 | 升起锯框 | 这将提升整个框架。必须提起框架才能安装或张紧刀片 | |||
| 16 | 锯框下降 | 此按钮将整个锯框降低下来。按住按钮,直到其到达行程末端。 | |||
| 17 | 锯片停止 | 在手动模式下,此按钮将阻止锯轮转动。在自动模式下,此按钮将暂停自动循环。 | |||
| 18 | 刀片启动 | 在手动模式下,此按钮将启动锯轮。在自动模式下,此按钮启动已设置的自动循环。 |
使用下表了解 HAB-3232 V2 控制面板的功能。

| 编号 | 按钮功能 | 说明 | |||
| 1 | 电源指示灯 | 此指示灯表示机床正通电。如果在断路器处于 ON 位置时指示灯熄灭,则电源可能有问题。 | |||
| 2 | 油泵启动/停止 | 以下按钮将启动液压泵。当液压泵已运行时,按此按钮将停止泵工作。 | |||
| 3 | 手动/自动开关模式 | 该按钮在自动模式和手动模式之间切换锯。当开关指向手时,带锯处于手动模式,当开关指向右侧的盒子时,带锯处于自动模式。 | |||
| 4 | 带锯工作台灯 | 此灯亮开启照亮锯床区域的灯。 | |||
| 5 | 冷却液打开/关闭 | 开启/关闭冷却液。 | |||
| 6 | 带锯下进给速度 | 刻度盘调整锯框架向锯床下降的快速速度。||||
| 7 | EMERGENCY STOP | 这是锯子的紧急停止点。在维护期间激活它,以防止锯子操作。 | |||
| 8 | 进给/返回材料速度开关 | 此按钮可降低材料向前和向后进给的速度。 | 9" | 反向进给材料 | 将材料移回,离开锯片。 |
| 10 | 正向进给材料 | 将材料向前进给至锯片。 | |||
| 11 | 关闭后台虎钳 | 关闭锯床上的后台虎钳。按住按钮将把后台虎钳移入,直到台虎钳夹紧材料。 | |||
| 12 | 关闭前台虎钳 | 关闭最靠近机床前部的锯床上的前台虎钳。按住按钮将把台虎钳移入以夹紧材料。 | |||
| 13 | 打开后台虎钳 | 打开锯床上的后台虎钳。 | |||
| 14 | 打开前台虎钳 | 打开锯床上的前台虎钳。 | |||
| 15 | 升起锯框 | 这将提升整个框架。必须提起框架才能安装或张紧刀片 | |||
| 16 | 锯框下降 | 此按钮将整个锯框降低下来。按住按钮,直到其到达行程末端。 | |||
| 17 | 锯片停止 | 在手动模式下,此按钮将阻止锯轮转动。在自动模式下,此按钮将暂停自动循环。 | |||
| 18 | 刀片启动 | 在手动模式下,此按钮将启动锯轮。在自动模式下,此按钮启动已设置的自动循环。 |
下表提供了根据矩形棒料的宽度、圆柱体的直径或管材的壁厚,按每英寸锯齿选择锯片的建议。.
注意: 机床随附的锯片的齿型为每英寸 8/12 个齿。
| 矩形材料 | 圆形材料 | 管(方形和圆形) | |||
| 宽度(英寸) | 每英寸锯齿 | 直径(英寸) | 每英寸锯齿 | 壁厚(英寸) | TPI |
| 0.40 - 0.51 | 8/12T | 0.40 - 0.51 | 8/12T | 0.16 | 8/12T |
| 0.55 - 0.63 | 6/10T | 0.55 - 0.63 | 6/10T | 0.20 - 0.24 | 6/10T |
| 0.67 - 0.98 | 5/8T | 0.67 - 0.98 | 5/8T | 0.28 - 0.35 | 5/8T |
| 1.02 - 2.09 | 4/6T | 1.02 - 2.09 | 4/6T | 0.39 - 0.71 | 4/6T |
| 2.13 - 4.49 | 3/4T | 2.13 - 4.49 | 3/4T | 0.74 - 1.30 | 3/4T |
| 4.53 - 8.07 | 2/3T | 4.53 - 8.07 | 2/3T | >1.34 | 2/3T |
| 8.11 - 15.0 | 1.4/2.5T | 8.11 - 15.0 | 1.4/2.5T | - | - |
| >15.04 | 1/1.5T | >15.04 | 1/1.5T | - | - |
下图提供了基于特定材料的切削速度建议。根据材料,它们提供有关刀片速度和切削速率的指南。
| 材料 | 规格 | 刀片速度(Fpm) | 切削速率(inch² / min) |
| 低碳钢 | 1010 | 164 - 246 | 11 - 12 |
| 1015 | 164 - 246 | 11 - 12 | |
| 中钢 | 1045 | 164 - 230 | 9 - 11 |
| 1055 | 164 - 230 | 8 - 9 | |
| 工具碳钢 | W1 | 131 - 164 | 3.9 - 7 |
| 结构合金钢 | 3140 | 98 - 131 | 4.7 - 6.2 |
| 4140 | 131 - 164 | 5 - 7 | |
| 4340 | 115 - 148 | 4.7 - 6.2 | |
| 高速钢 | T1 | 82 - 115 | 3.1 - 4.7 |
| T4 | 66 - 98 | 2.3 - 3.9 | |
| 冷模合金工具钢 | D2 | 82 - 115 | 3.1 - 3.9 |
| D7 | 66 - 98 | 1.5 - 3.1 | |
| D1 | 82 - 115 | 3.1 - 3.9 | |
| 热模合金工具钢 | H21 | 115 - 148 | 4.7 - 5 |
| H13 | 98 - 131 | 3.9 - 4.7 | |
| L6 | 82 - 98 | 3.1 - 3.9 | |
| 合金弹簧钢 | 6150 | 66 - 115 | 3.9 - 5 |
| 轴承钢 | 52100 | 115 - 148 | 4.7 - 6.2 |
| 不锈钢 | 304 | 115 - 148 | 3.1 - 4.7 |
| 316 | 66 - 82 | 2.3 - 3.1 | |
| 430 | 98 - 131 | 3.9 - 5 |
版本 B - 2026 年 5 月

要激活手动功能,请先将外部旋钮转到指定图标 [1]。
注意:控件上的每个选项卡都有一个相应的物理按钮的图像,表明其用途。
要继续手动模式,必须确认材料。

检查此界面中的材料、形状、尺寸和数量,完成后单击“材料确认”,然后单击下一步。

单击OTHERS访问自定义页面,让操作员可以设置特定材料并设置自定义锯片速度。

为了开始工作,必须满足一些要求。
开始工作时,必须夹紧前台虎钳。
注意:当夹紧前台虎钳或后台虎钳时,将显示绿色指示器 [1]。
注意:当前台虎钳和后台虎钳夹紧时,无法执行进给中物料进给和出料。
夹紧台虎钳后,按 叶片启动按钮开始作业。
注意:有关已识别的控制面板列表,请参见HAB CONTROLS控制器一章。
下图提供了基于特定材料的切削速度建议。根据材料,它们提供有关刀片速度和切削速率的指南。
| 材料 | 规格 | 刀片速度(Fpm) | 切削速率(inch² / min) |
| 低碳钢 | 1010 | 164 - 246 | 11 - 12 |
| 1015 | 164 - 246 | 11 - 12 | |
| 中钢 | 1045 | 164 - 230 | 9 - 11 |
| 1055 | 164 - 230 | 8 - 9 | |
| 工具碳钢 | W1 | 131 - 164 | 3.9 - 7 |
| 结构合金钢 | 3140 | 98 - 131 | 4.7 - 6.2 |
| 4140 | 131 - 164 | 5 - 7 | |
| 4340 | 115 - 148 | 4.7 - 6.2 | |
| 高速钢 | T1 | 82 - 115 | 3.1 - 4.7 |
| T4 | 66 - 98 | 2.3 - 3.9 | |
| 冷模合金工具钢 | D2 | 82 - 115 | 3.1 - 3.9 |
| D7 | 66 - 98 | 1.5 - 3.1 | |
| D1 | 82 - 115 | 3.1 - 3.9 | |
| 热模合金工具钢 | H21 | 115 - 148 | 4.7 - 5 |
| H13 | 98 - 131 | 3.9 - 4.7 | |
| L6 | 82 - 98 | 3.1 - 3.9 | |
| 合金弹簧钢 | 6150 | 66 - 115 | 3.9 - 5 |
| 轴承钢 | 52100 | 115 - 148 | 4.7 - 6.2 |
| 不锈钢 | 304 | 115 - 148 | 3.1 - 4.7 |
| 316 | 66 - 82 | 2.3 - 3.1 | |
| 430 | 98 - 131 | 3.9 - 5 |
版本 B - 2026 年 5 月
所提供的束切割尺寸用作参考,并且可能因束切割活塞和螺纹活塞杆的安装情况而异。
带锯具有束式切割活塞的两个螺纹杆尺寸:一个 6.0 英寸的“加长杆”和一个 3.4 英寸“短杆”。束式切削的高度将取决于所安装的车螺纹活塞杆。
将切割高度尺寸与“加长杆”捆绑:
将切割高度尺寸与“短杆”捆绑:
捆绑切削宽度尺寸:

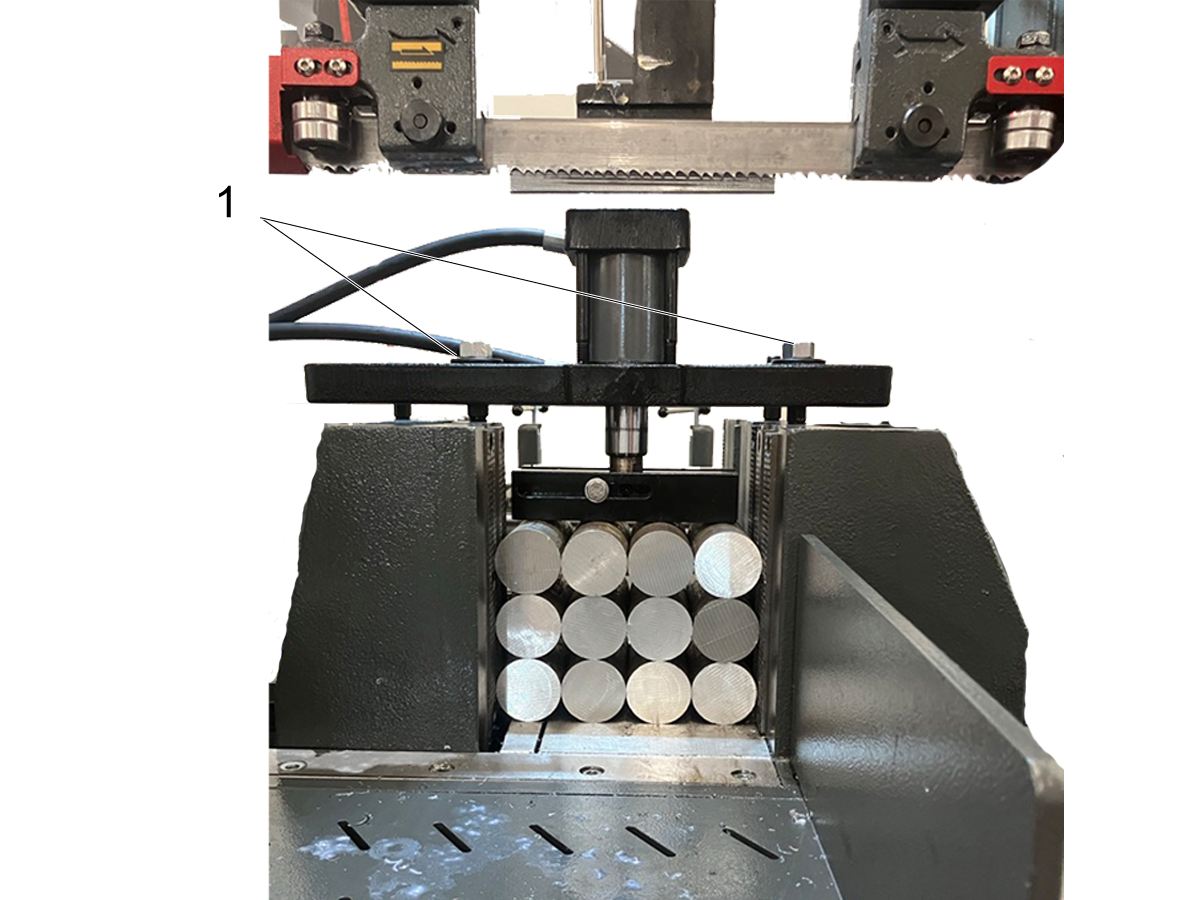
注意:在材料选择页面上设置作业时,输入捆绑包 [1] 中的件数以及堆叠层数。
找到位于机床后部的黑色垂直台虎钳夹。一个夹具将用于前台虎钳,另一个夹具用于后台虎钳。
从前后台虎钳上拆下硬件,然后将黑色垂直台虎钳夹插入前后台虎钳的螺纹杆上。
安装硬件以将垂直夹具牢固地固定到位,如图所示。

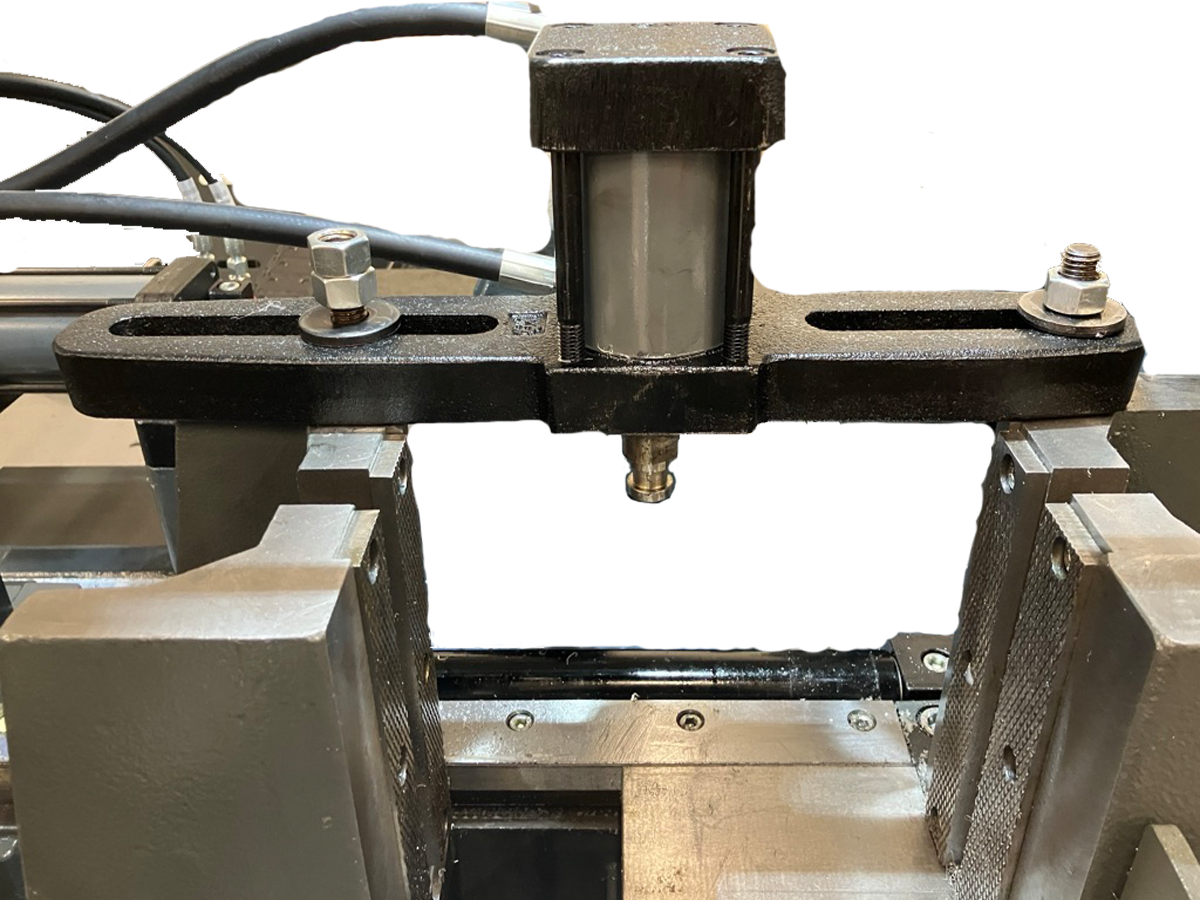
找到随带锯配备的两个黑色加工块。
注意: 要调整每个加工块的宽度,请使用 14mm 扳手[1] 来松开块两侧的两个六角螺栓,直到达到所需的长度。
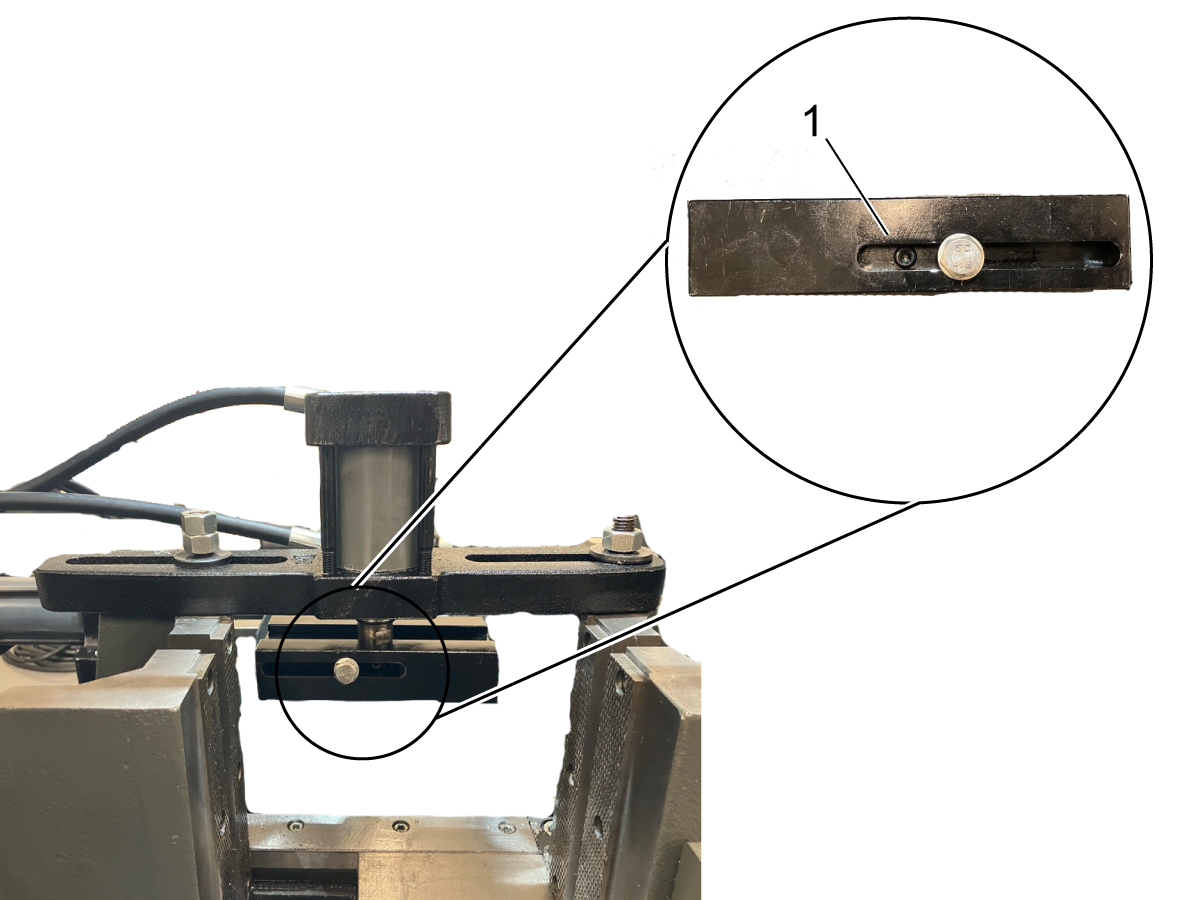
找到加工块 【1】 上的固定螺栓。
使用 4 mm 内六角扳手松开固定螺栓。
将加工块的中心孔与活塞杆对齐。
固定后,将固定螺栓拧紧到活塞杆上。
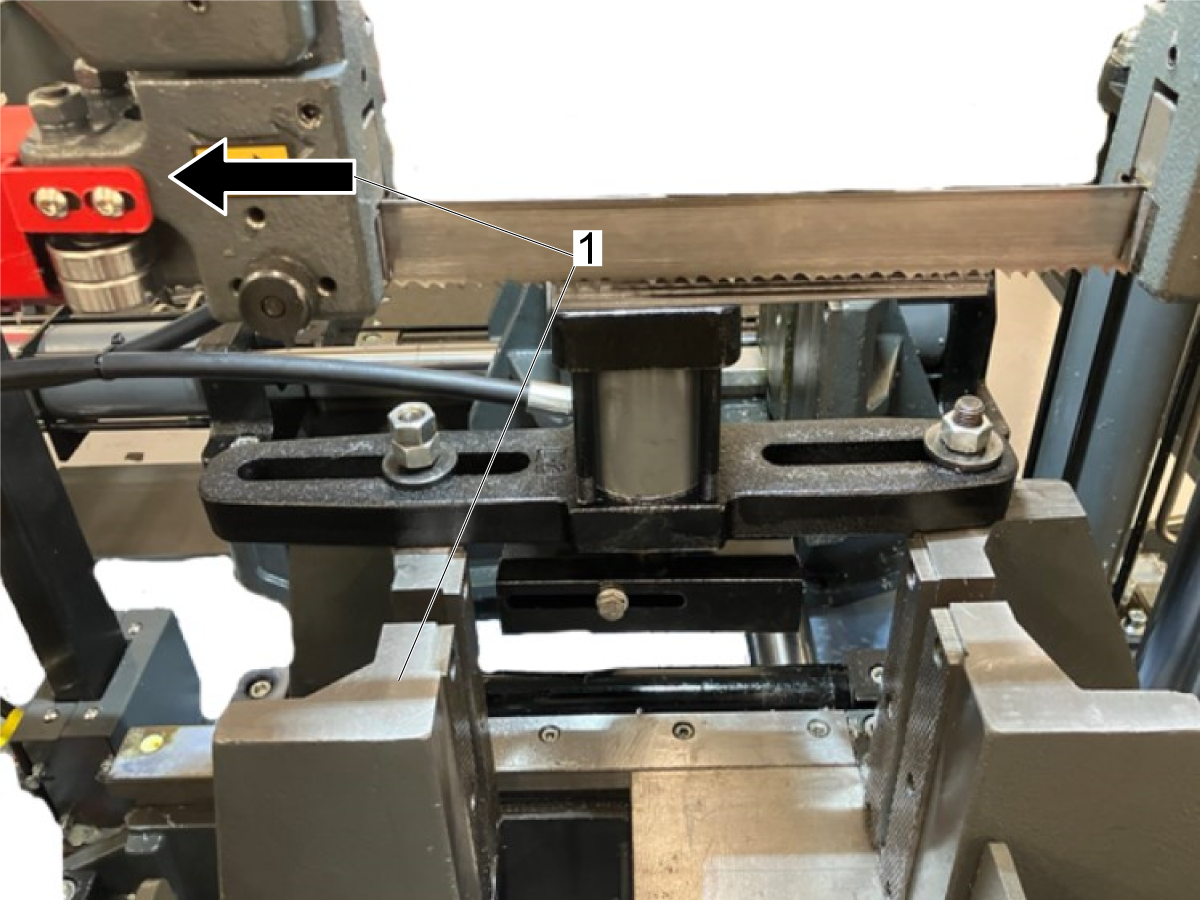
注意: 调整锯片导臂 【1】 的位置,使框架在命令锯切割之前不会撞到前台虎钳中。
版本 A - 2025 年 10 月

割缝补偿用于补偿锯条宽度及设备运动造成的宽度变化。
注意: 机床随附的原始锯片的切口补偿值应设置为 0.07 英寸(1.8 毫米)。

割缝: C包含齿尖偏置量的锯条切割宽度。
1 = 割缝宽度
2 = 刀片宽度

1. 有效割缝宽度
2:割缝补偿
(机床中的值)(A) 若设备设定的割缝补偿值小于锯条齿尖宽度,工件长度将偏小。
(B)若设备设定的割缝补偿值大于锯条齿尖宽度,工件长度将偏大。
割缝补偿与零件长度测量的基准线均以锯条中心线为准,因此若割缝值设置不当,将导致长度偏差持续存在
。注意:有效割缝可能会随着刀片的钝化和使用情况而变化。根据磨损或新齿组,新刀片需要新的补偿。
HAB3232型设备后夹具单次最大送料行程为 19.7 英寸(500 毫米)。
当零件长度超过后台虎钳最大进给,机床将必须松开并重新定位。这可能引起总长度误差。
启用多重补偿后,设备可自动修正此类长度变异。

当多重补偿按钮显示绿色对勾时表示功能已启用。
设备最多可对 4 次进给过程分别进行独立补偿(针对单一切割长度)。
一次:通过割缝补偿实现修正
材料范围: 0 - 19.7 英寸(0 - 500 毫米)
两次:第二次送料移动。
材料范围:19.7 - 39.4 英寸(500 - 1000 毫米)
三次: 第三 次送料移动
材料范围:39.4 - 59.1 英寸 (1000 - 1500 毫米)
四次: 第四次送料移动
材料范围: 59.1 英寸 - 末端(1500 毫米 - 末端)
多倍补偿功能不是复合补偿。如果在“两倍”类别中设置了一个值,则在补偿“三倍”类别时,机床将不会使用该值。
注意: 例如,如果“两倍”设置为 2.00in,并且此类别中的所有其他补偿都为零。
0 到 19.7 英寸的零件将是标称值。
19.7 - 39.4 英寸的零件将比标称零件长 2 英寸。
大于 39.4 英寸的零件将是标称的。
版本 A - 2025 年 11 月

| # | 设置 | 说明 | 建议设置 | 建议值 |
| 1 | 前台虎钳时间设置夹紧 | 设置与打开和关闭前台虎钳相关的时间。 | N/A | 打开: 2.5s 版本:1.0s |
| 夹紧时间 | 设置与打开和关闭后台虎钳相关的时间。 | N/A | 打开: 2.5s 版本:1.0s |
|
| 2 | 振动检测 | 在自动模式下,在设置零件数量后松开两个台虎钳。在加工过程中,如果加工材料发生翘曲或偏转,它会重新调平台虎钳中的棒料。 | 关 | 取决于用户 |
| 3 | 锯片断裂检测 | 如果刀片损坏,机床将停止 | 开 | 1.5s |
| 4 | 刀片磨合模式 | 将降低机床的切削效率。该功能会对刀片的齿部进行打磨,降低齿部断裂或崩裂的可能性。此设置必须手动打开和关闭。将会出现警报/通知,提示磨合设定时间已结束。 | 开 | 效率:70.0% 时间:20 分钟 |
| 5 | 无材料检测功能 | 切换后台虎钳上的材料检测开关。该设置会在检测到无待锯物料剩余时,停止自动流程。 | 取决于用户 | N/A |
| 6 | 锯轮功能 | 将使锯床持续运行,直至达到设定加工数量,或触发自动停机功能。 | 关 | N/A |
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





