

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

版本 B - 2025 年 10 月
定期维护对于 Haas 自动带锯的良好运行至关重要。 此页面提供建议的维护间隔以及相应说明。
| 维护项目 | 间隔 |
| 线刷定位。 | 按需。 |
| 液压油表液位。 | 按需。 |
| 变速箱油表液位。 | 按需。 |
| 润滑主柱。 | 每个月。 |
| 润滑导向臂轴承。 | 每个月。 |
| 润滑进给滚轮。 | 每个月。 |
| 检查冷却液液位。 | 每周一次 |
| 检查冷却液浓度。 | 每周一次 |
| 完全清洁冷却液箱。更换冷却液。 | 每六个月一次。 |

线刷定位
将线刷相对于锯片正确定位。
注意: 请参阅图示以查找导线刷的正确位置。

液压油表液位
检查油表上的液压油位。如果油位不到 ¾ 满,则需要添加更多液压油。
关闭 带锯。
拆下油箱盖 并加注 ISO 46 / ISO 32 油。
注意: 在任何类型的启动之前,带锯需要 16 加仑的油。

变速箱油表液位
检查驱动轮后面的变速箱油表上的油位。
变速箱润滑油量必须保持为超过红色标记。
注意:机床需要添加 #220 齿轮油
。
润滑主柱
使用位于 【1】 处的 zerk 接头将润滑脂注入主柱上。

润滑导向臂轴承
在导向臂轴承 【1】 上涂抹润滑脂。
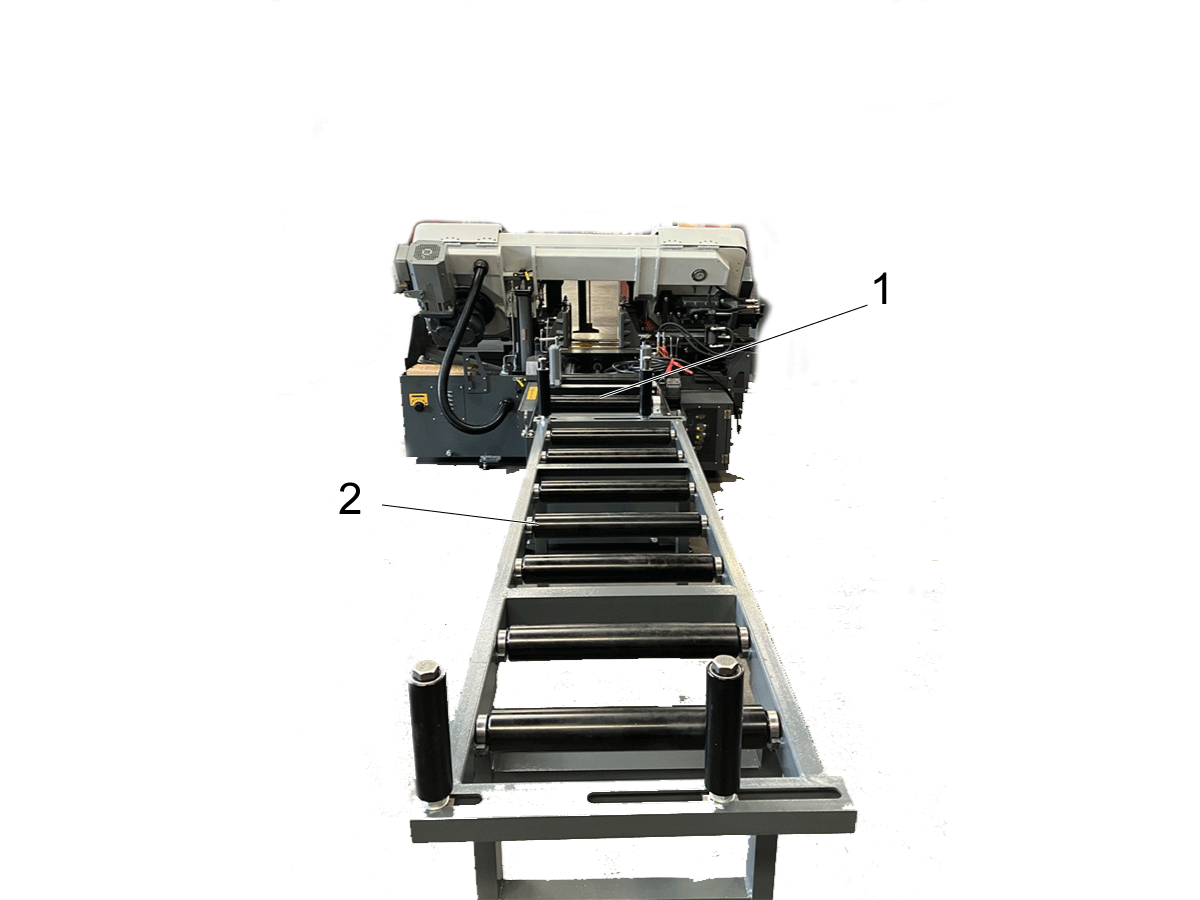
润滑棒料滚轮
在机床 【1】 和加长床 【2】 上的棒料滚轮上手动涂抹润滑脂。
版本 B - 2026 年 1 月

HAB-3232 有一个可变的向下进给,此进给必须校准以确保准确。此程序将影响手动进给速率调整和 AI 模式切割的准确性。
该系统通过使用电机控制可变孔的打开来工作。 电机旋转的程度会改变孔的开口,从而限制液压油的流动,从而控制锯架向下进给的速率。
此程序将根据电机的转动度调整进给速率。

打开带锯的电源,切换至手动模式。
选择位于显示页面底部的 Advance Functions 按钮。

转到 Type Parameter(类型参数)[1] 并输入密码 123。
进入参数页面后,按住空白 [2] 5 秒钟,直到出现隐藏的界面。
在继续之前,务必检查带锯中使用的是哪种传动模块。
位于机床左侧的机柜中。
重要提示:
[1] 第 1 代
[2] 第 2 代。

使用手轮将照片中指示的电机轴 [1]的角度设置为 55 度。
注意: 您必须处于手动模式,并选择车轮速度调整才能执行此操作。
导航到所找到的阀门校准选项卡 [2]。

选择 [3] 带锯使用哪一代的传动模块。参考步骤 3
注意页面顶部的初始值 [1] 。
选择并按住 Valve Calibration 按钮 [2] 3 秒钟。
注意:机床将把所设置的进给速率确定为[4] 电机旋转 55 度[1] 的正确速率。当按下 valve calibration 按钮时,它将使用这些值作为其参考点重新填充工作台。

校准后,返回隐藏参数页面,并在必要时将阀门重新调整到 55 度。请参阅步骤 4。
注意 HMI 上的进给速率。此数值是用于对照实测速率的基准速率。
然后继续下一步。

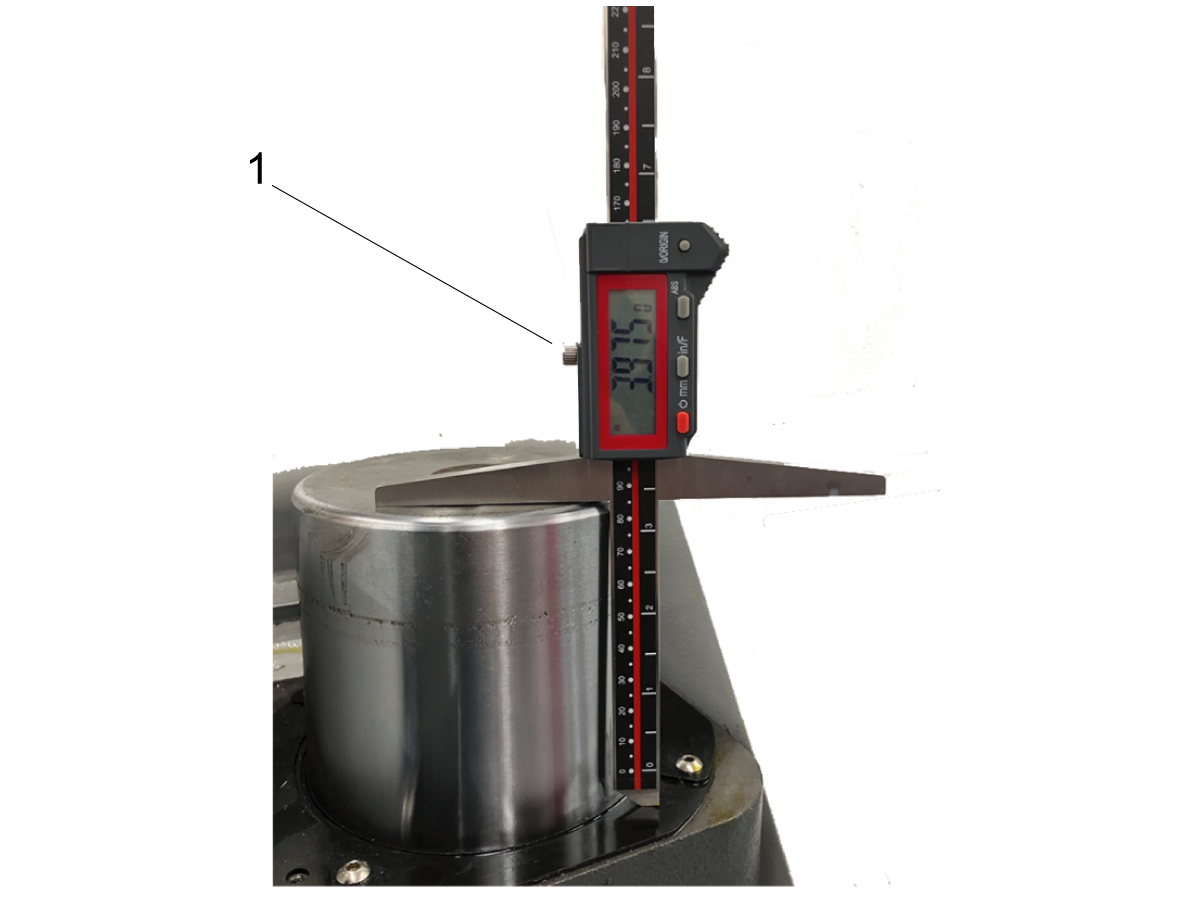
将锯框提升到其最高点。
使用深度计,测量气缸顶部与油封环 【1】 之间的距离。
记录此高度。每次锯处于其最大位置时,它都会是相同的。

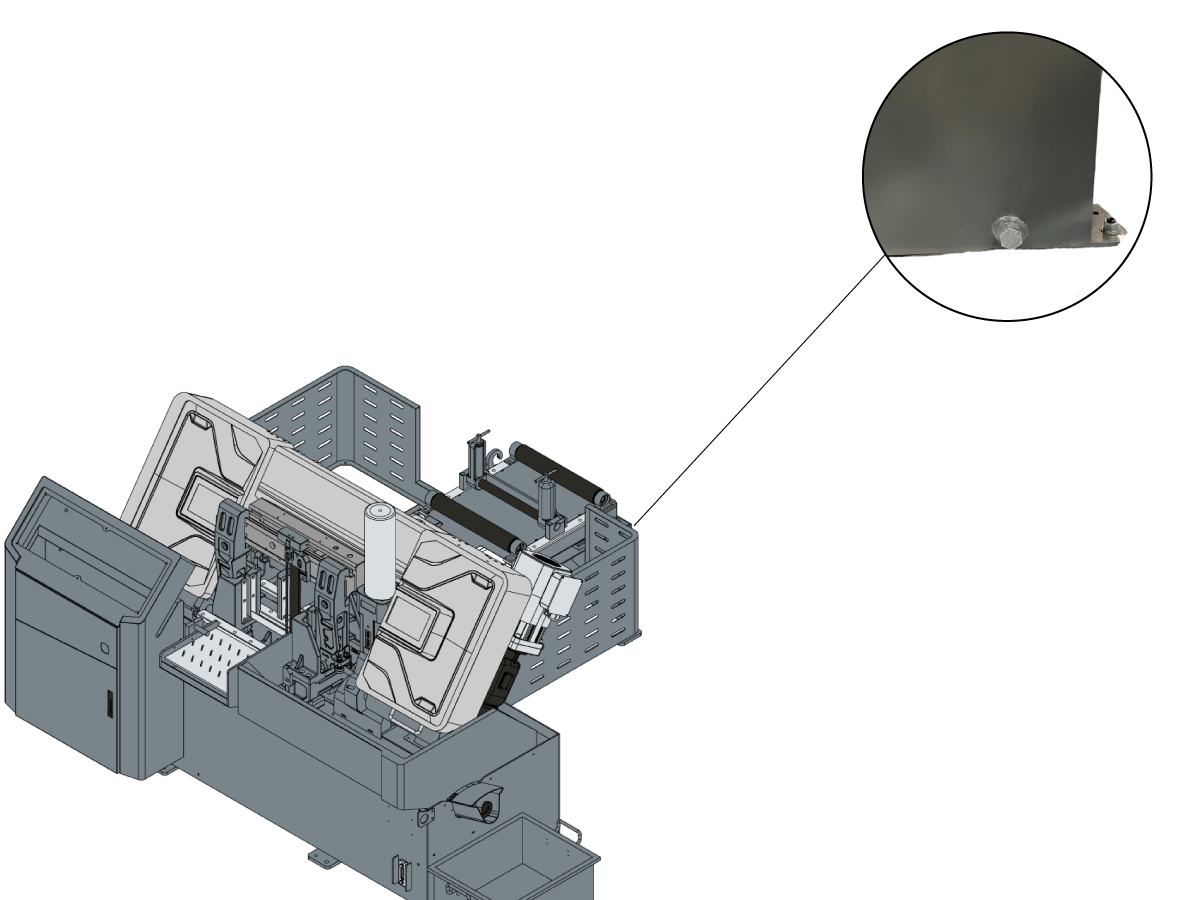
提起快速下降杆 [2] 并用固定螺栓固定它,以确保传感器没有检测到它。
这将禁用锯的快速运动,并接合 HMI 上设置的进给速率。(红灯关闭[3])
注意:触发传感器时,传感器的指示灯将呈红色 [1]。
重启机床,并将计时器设置为 1 分钟。
当计时器达到 1 分钟时,按 e-stop 或 cycle stop 按钮停止切削。
测量锯框架从初始位置掉落的距离 [1]。这是我们将用于校准锯子的值。
将此距离与 HMI 上的进给速率进行比较。如果它在 +/- 0.10 英寸/分钟内,则它在公差范围内。
在此步骤中,我们将进给速率的测量值与我们之前设置的液压孔开口的 55 度相关联。
校准的新值[1] 是最后一步测试的测量速率,单位为 毫米/分钟。
英寸到毫米的转换:1.0 英寸 = 25.4 毫米
X.xxx 英寸/分钟 * (25.4) = X.xxx 毫米/分钟
输入该新值[1]后。选择并按住 Valve Calibration 按钮 [2] 3 秒钟。
重要须知: 当机床使用测试中的新输入值重新填充工作台时,返回并验证手动百分表是否设置为 55 度,如步骤 4 所示,然后再次测试进给率。
使用新校准,重复步骤 7-9。验证测量值是否处于 HMI 显示值的 +/- 0.10 英寸/分钟范围内。
如果值在公差范围内,则该程序已完成。
版本 F - 2026 年 3 月
| 机床 | 零件编号 | 说明 |
HAB-3232 V1/V2/CE |
93-4857 | POWER ON/OFF SWITCH HAB-3232 HVS-1 |
| 93-5045 | VFD 编程更换套件 HAB-3232 | |
| 93-5085 | 圆形液压压力表 HAB-3232 | |
| 93-5212 | 输送台 HAB-3232 | |
| 93-5208 | 止动工具防滚落板杆 HAB-3232 | |
| 93-5207 | 玻璃冷却液液位指示器 HAB-3232 | |
| 93-5272 | 液压泵风扇 HAB-3232 | |
| 93-5178 | 油箱盖 HAB-3232 | |
| 93-5173 | 轮刷电机 HAB-3232 | |
| 93-5306 | 液压动力单元 HAB-3232 | |
| 93-5297 | POWER AMPLIFICATION MODULE HAB3232 | |
| 93-5298 | 电源 HAB-3232 V1/V2 | |
| 93-5311 | MAIN HYDRAULIC PRESSURE SEAL B HAB-3232 | |
| 93-5314 | 主液压密封件 A HAB-3232 | |
| 93-5310 | HYDRAULIC CYLINDER SEAL MAIN HAB-3232 | |
| 93-5302 | 液压式锯条张紧执行机构 HAB3232 | |
| 93-5299 | 变压器 HAB-3232 | |
| 93-5554 | YELLOW SAW HEAD HEIGHT BUTTON HAB-3232 | |
| 93-5555 | PLC HAB-3232 | |
| 93-5556 | VARIABLE FREQUENCY DRIVE CE HAB3232 | |
| 93-5557 | MAGNETIC SCALE X-AXIS HAB-3232 | |
| 93-5588 | BROKEN BLADE DETECT PROX SWITCH HAB-3232 | |
| 93-5589 | VISE CRASH DETECT PROX SWITCH HAB-3232 | |
| 93-5602 | SHCS M12X20 HAB-3232 | |
| 93-5603 | M12 SPLIT WASHER HAB-3232 | |
| 93-5644 | PROX SWITCH HAB-3232 | |
| 93-5657 | 触摸屏幕 HAB-3232 | |
| 93-5658 | CONTROL DIAL HAB-3232 | |
| 93-5672 | COMPUTER CONTROLLER HAB-3232 | |
| 93-5961 | 台虎钳压力阀(前)HAB-3232 | |
| 93-5904 | 冷却液泵 HAB-3232 | |
| 93-5665 | 交流接触器 HAB-3232 | |
| 93-5654 | BLADE COVER LEFT RED HAB-3232 | |
| 93-5655 | BLADE FEED BALL BEARING SEALED HAB-3232 | |
| 93-5615 | PROX SENSOR HAB3232 | |
| 93-5271 | RIGHT BLADE GUIDE HEAD HAB3232 | |
| 93-5270 | LEFT BLADE GUIDE HEAD HAB3232 | |
| 93-5213 | BLADE TENSION SEAL RING HAB-3232 | |
| 93-5691 | CHECK VALVE HAB-3232 | |
| 93-5692 | THERMAL RELAY, OIL PUMP HAB-3232 | |
| 93-5693 | THERMAL RELAY, WATER PUMP HAB-3232 | |
| 93-5723 | 锯片电机风扇 HAB-3232 | |
| 93-5724 | COMMUNICATION CABLE HAB-3232 | |
| 93-5725 | 油泵 HAB-3232 | |
| 93-5726 | 油泵电机 HAB-3232 | |
| 93-5773 | HMI 屏蔽罩 HAB-3232 | |
| 93-5764 | FITTING M18 X 1.5 HPU HAB-3232 | |
| 93-5765 | FITTING M22 X 1.5 HPU HAB-3232 | |
| 93-5816 | FITG JIC1/4M X M14 MALE HAB-3232 | |
| 93-5817 | DOOR LATCH HAB-3232 | |
| 93-5819 | LEVELING FEET HAB-3232 | |
| 93-5821 | REAR VISE MICROSWITCH HAB-3232 | |
| 93-5824 | VISE JAWS HAB-3232 | |
| 93-5825 | VISE JAWS FRONT RIGHT HAB-3232 | |
| 93-5827 | BREAKER CABLE HAB-3232 | |
| 09-0680 | BS BLADE M42 34x1.1x4115mm 3/4 间距 | |
| 09-0681 | BS BLADE M42 34x1.1x4115mm 4/6 间距 | |
| 09-0682 | BS BLADE M42 34x1.1x4115mm 5/8 间距 | |
| 09-0683 | BS BLADE M42 34x1.1x4115mm 6/10 间距 | |
| 09-0852 | 带锯、钢线刷 | |
| 09-0853 | 带锯、油箱过滤器屏幕 | |
| 93-6128 | BLADE COVER RIGHT RED HAB3232 | |
| 93-6074 | GUIDE ARM THUMBSCREW HAB3232 | |
| 93-6129 | SPACER CONVEYOR TABLE HAB3232 | |
| 93-6075 | THUMBSCREW SHAFT HAB3232 | |
| 93-6052 | REAR CARBIDE LFT GUIDE ARM HAB-3232 | |
| 93-6054 | 前硬质合金左导向臂 HAB-3232 | |
| 93-6149 | 排屑器工作台隔板套件 HAB-3232 | |
| 仅限 HAB-3232 V1 | 93-5086 | 右侧防护装置 HAB-3232 V1 |
| 93-5087 | 左侧防护装置 HAB-3232 V1 | |
| 93-5591 | E-STOP BUTTON HAB-3232 V1 | |
| 93-5592 | MODE SELECT SWITCH HAB-3232 V1 | |
| 93-5595 | TOGGLE SWITCH HAB-3232 V1 | |
| 93-5596 | CONVEYOR TABLE SPEED BUTTON HAB-3232 V1 | |
| 93-5659 | SQUARE BUTTONS HAB-3232 V1 | |
| 93-5670 | POWER ON IDICATOR SQUARE HAB-3232 V1 | |
| 93-5712 | 锯片电机 HAB-3232 V1 | |
| 93-5834 | WARNING DECAL SET HAB-3232 V1 | |
| 仅限 HAB-3232 V2 | 93-5668 | 左侧防护装置 HAB-3232 V2 |
| 93-5669 | 右侧防护装置 HAB-3232 V2 | |
| 93-5772 | 气压表 HAB-3232 V2 | |
| 93-5774 | 排屑螺杆接头 HAB-3232 V2 | |
| 93-5778 | 控制面板面 HAB-3232 V2 | |
| 93-5911 | 磁尺 HAB-3232 V2 | |
| 93-5932 | 磁性读取头 HAB-3232 V2 | |
| 93-6019 | 前台虎钳代理开关 HAB-3232 V2 | |
| 93-6066 | 加长支腿床 HAB3232 V2 | |
| HAB-3232 CE ONLY | 93-5597 | HEAD HEIGHT BUTTON CE HAB3232 |
| 93-5598 | RESET BUTTON HAB-3232 CE | |
| 93-5599 | KEY AND LOCK SWITCH HAB-3232 CE | |
| 93-5558 | POWER SUPPLY HAB-3232 CE | |
| 93-5559 | TRANSFORMER CE HAB-3232 | |
| HAB-3232 V1 OR HAB-3232 CE | 93-5593 | E-STOP BUTTON HAB-3232 CE/V2 |
| HAB-3232 V2 或 HAB-3232 CE | 93-5594 | MODE SELECT SWITCH HAB-3232 CE/V2 HVS-1 |
| 93-5600 | BLACK PUSH BUTTON HAB-3232 V2/CE HVS-1 | |
| 93-5601 | GREEN PUSH BUTTON HAB-3232 V2/CE | |
| 93-5666 | SQUARE RELAY HAB-3232 V2/CE | |
| 93-5671 | POWER ON INDICATOR HAB-3232 V2/CE HVS-1 |
版本 B - 2025 年 10 月

以下章节提供了有关更换 HAB-3232 内部液压电机的指南。
注意:在从带锯的内部机柜上拆下液压电机和泵组件之前,带锯必须排空其机油。
如图所示,找到后机床中的排放塞。
在安装过程中,使用大容器暂时保留机油。

拆下三条用于连接到液压泵的流体管路 [1]。
注意:盖住开放的液体管路,以防止每条管路受到污染。
使用 7mm 扳手,从支座 [2] 上解开液压电机的螺栓。
从电机接线盒 [1] 内部断开输入电源线。
注意: 请务必注意每根导线的正确位置,因为此信息是安装所必需的。
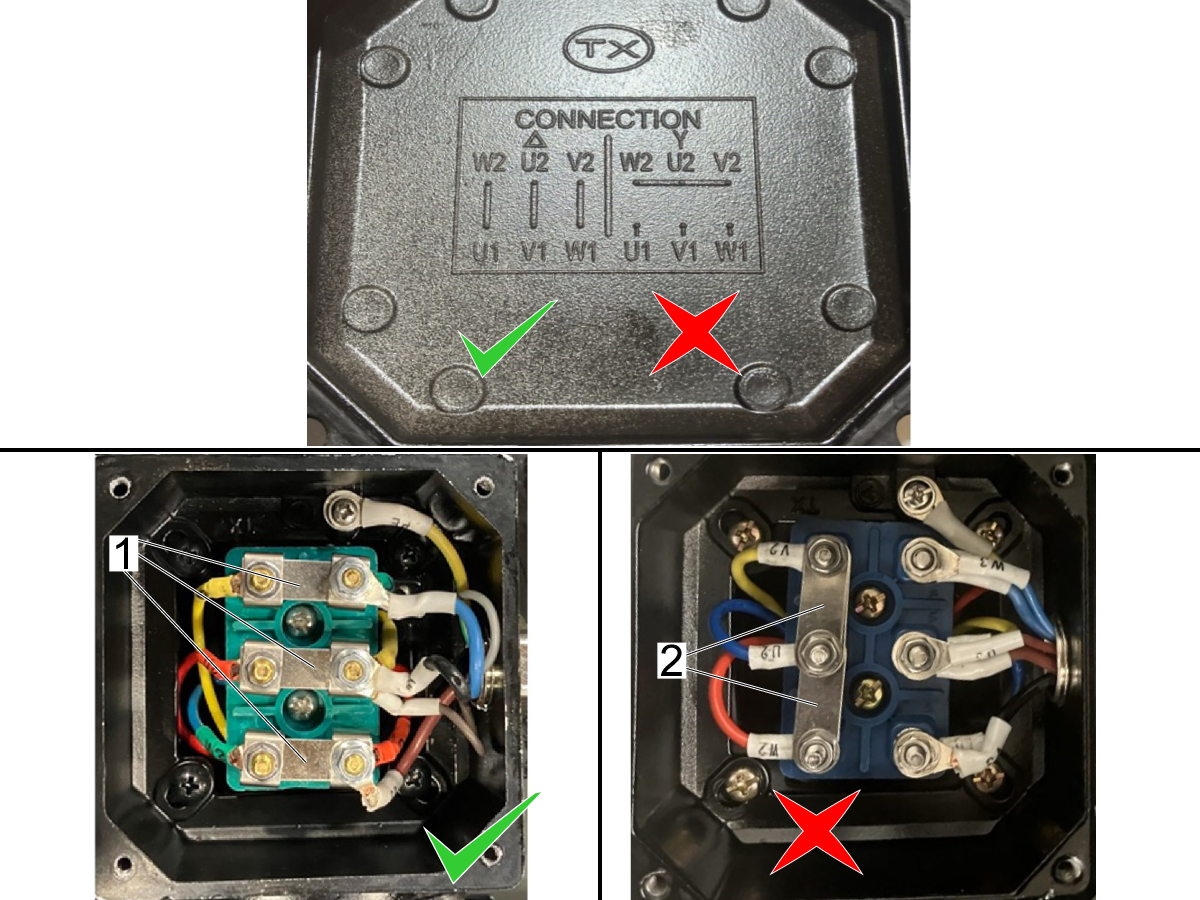
在将电机连接到电源线之前,拆下接线盒盖并验证电机绕组配置是否正确。
在接线盒盖上,有一张图显示了电机的“Y 形连接”和“三角形连接”配置。
确认电机已配置为三角形连接,且接线端子已直接桥接 [1]。
注意:如果电机处于“Y 形连接”配置 【2】,请重新配置它,以便绕组直接桥接,如图中的【1】所示。
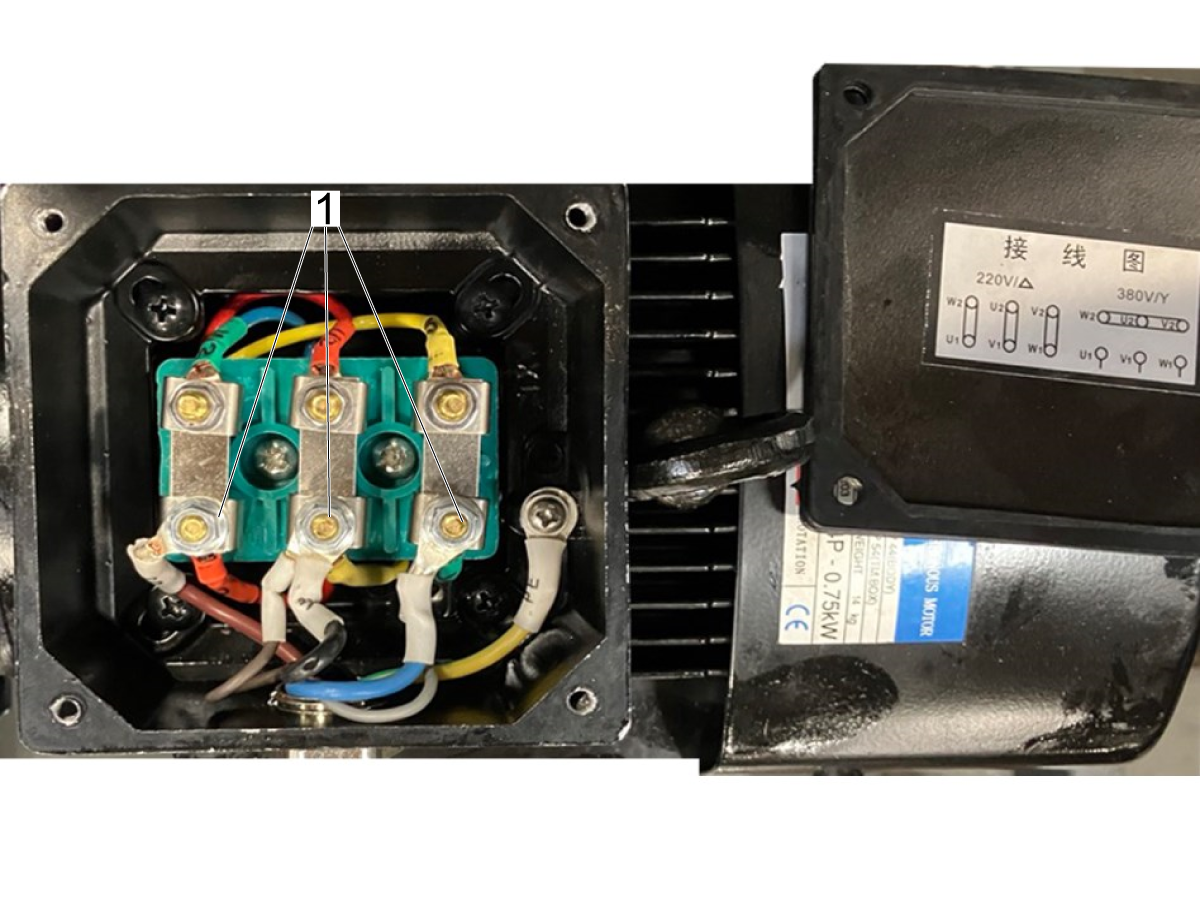
从电机接线盒 [1] 内部重新连接输入电源线。
注意: 使用下表将输入电缆与其各自的相位相匹配。
| W2 | U2 | V2 |
| U3 | V3 | W3 |
| U1 | V1 | W1 |
重新安装三条应连接到液压泵的流体管路[1]。
重新安装卸下的硬件 [2] ,以将电机安装在电机支架上。
用已清除的机油重新加注带锯。

将机油重新添加到锯中后,接通锯的电源,以便您可以使用按钮 [1] 启动泵。
首先把泵转动至 [ON] 3 秒钟,然后把泵转动至 [OFF]。重复此循环几次,以确保泵能够使液体循环通过系统。
注意:您应该开始看到主压力表 [2] 上的压力增加。
检查主压力表上显示的压力是否在正确的操作范围内。操作范围为 3.8 - 4.1MPA,如标贴 [3] 所示。下一步演示如何调整泵的压力。
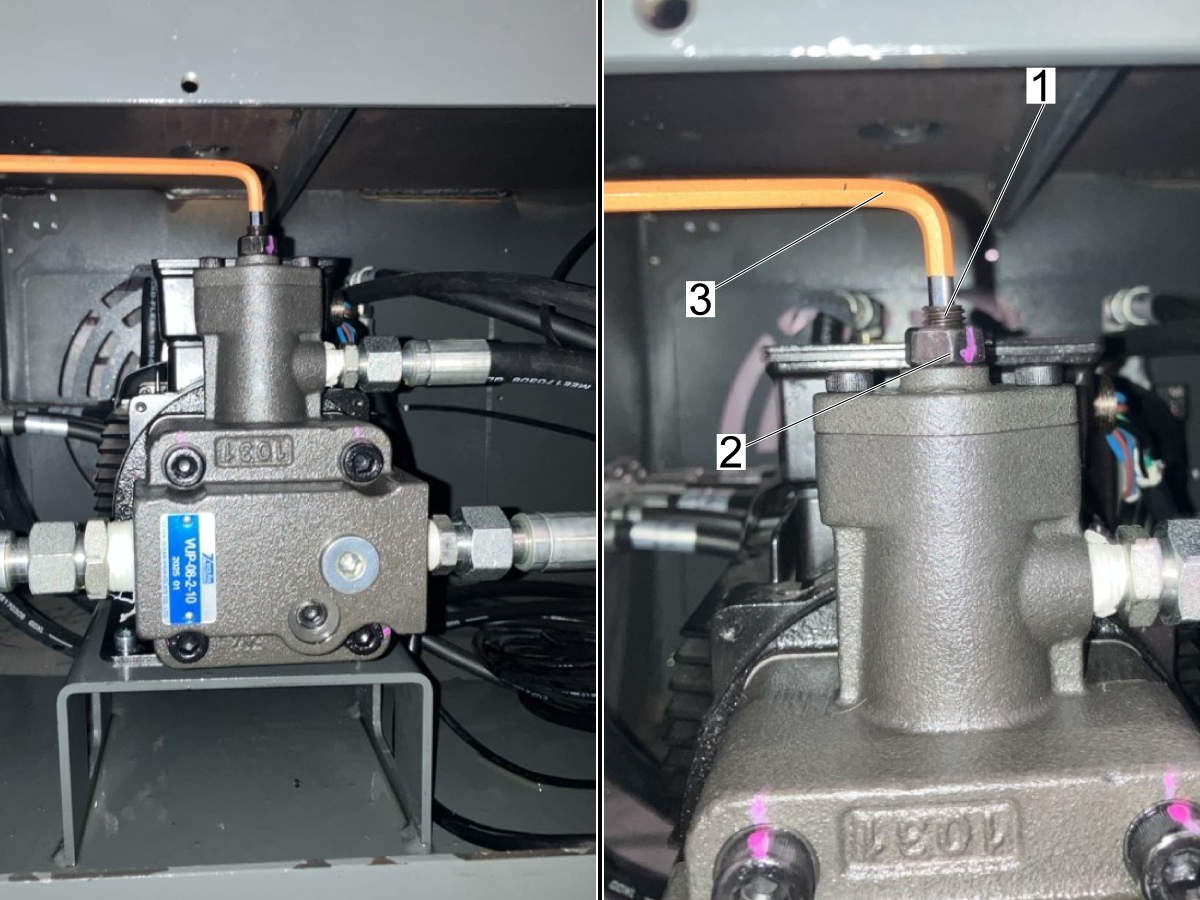
要调整压力,请拧紧/松开泄压固定螺栓 [1] , 直到操作压力介于 3.8 - 4.1 MPA
之间。松开锁紧螺母 [2] ,以便可以调整固定螺栓。
要增大操作压力,请使用 5mm 内六角扳手 [1] 来拧紧固定螺栓 [3]。 要降低操作压力,请松开固定螺栓。
注意: 进行小幅调整,并在每次调整之间留出几秒钟,以便系统有时间积聚至新的操作压力。
一旦您的操作压力处于正确范围内,请关闭泵并使其静置 30-60 秒。然后重新打开泵电源,以验证压力是否积聚至已设置的相同MPA。
拧紧固定螺栓 [2] 以将锁紧螺母固定到位。

设置压力后,切换到手动模式,并逐步操作所有液压缸。这包括:
注意:在使用这些液压缸时,泵可能会发出不规则的噪音。出现这种情况时,让泵静置几秒钟,然后继续操作液压缸。
正在构建
版本 A - 2026 年 2 月

| 编号 | 零件编号 | 说明 |
| 1 | 93-5555 | PLC HAB-3232 |
| 2 | 93-5299 | 变压器 HAB-3232 |
| 3 | 93-4857 | 电源开关 HAB-3232 |
| 4 | 93-5297 | 电源放大模块 HAB 3232 |
| 5 | 93-5298 | 电源 HAB-3232 V1/V2 |
| 6 | 93-5692 | THERMAL RELAY, OIL PUMP HAB-3232 |
| 7 | 93-5672 | COMPUTER CONTROLLER HAB-3232 |
| 8 | 93-5045 | VFD 编程更换套件 HAB-3232 |
正在构建
版本 A - 2026 年 2 月
| 编号 | 零件编号 | 说明 |
| 1 | 93-5555 | PLC HAB-3232 |
| 2 | 93-5299 | 变压器 HAB-3232 |
| 3 | 93-4857 | 电源开关 HAB-3232 |
| 4 | 93-5297 | 电源放大模块 HAB 3232 |
| 5 | 93-5298 | 电源 HAB-3232 V1/V2 |
| 6 | 93-5692 | THERMAL RELAY, OIL PUMP HAB-3232 |
| 7 | 93-5672 | COMPUTER CONTROLLER HAB-3232 |
| 8 | 93-5045 | VFD 编程更换套件 HAB-3232 |
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





