
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

控制显示包含多个窗格,这些窗格会因机床和显示模式不同而有所不同。
操作:内存模式中的基本控制显示布局(在一个程序运行时)

处于激活状态的窗格呈白色背景。只有当窗格处于激活状态时才能采用窗格中的数据工作,在一定的时间只有一个窗格处于激活状态。例如,在您选择刀具偏置标签时,偏置表背景变为白色。然后就能修改数据。大多数情况下采用屏幕按键切换当前处于激活状态的窗格。
哈斯控制器将标签菜单用于多个模式和显示。标签菜单使相关数据一起保持一个易访问的格式。如需选择这些菜单:

输入栏是位于屏幕左下角底部的数据输入区。在您输入时您的输入值将出现在这里。
此状态栏位于屏幕左上方,分三个部分:模式、网络和时间。

模式、网络和时间状态栏显示 [1] 当前机床模式、[2] 网络状态图标和 [3] 当前时间。
模式 [1]
Haas 控制器将机床功能安排在三个模式中:设置、编辑和操作。每个模式都在一个界面上显示您在此模式下执行任务所需的所有信息。比如,在设置模式中,您能查阅工件偏置表、刀具偏置表和位置信息。编辑模式使您能进入程序编辑器和可选系统,如:可视化编程系统(VPS)(它包含无线直观探针系统(WIPS))。操作模式包含您运行程序的内存(MEM)模式。
| 模式 | 按键 | 显示[1] | 功能 |
| 设置 | ZERO RETURN | 设置: 零点 | 提供机床设置的所有控制功能。 |
| HANDLE JOG(手轮点动) | 设置: 点动 | ||
| 编辑 | EDIT | 任何 | 提供所有程序编辑、管理和传输功能。 |
| MDI | 编辑:MDI | ||
| LIST PROGRAM | 任何 | ||
| 操作 | MEMORY | 操作: 内存 | 提供运行一个程序所必需的全部控制功能。 |
| EDIT | 操作: 内存 | 提供启用程序的后台编辑。 | |
| LIST PROGRAM | 任何 | 提供程序的后台编辑。 |
如果您的下一代控制器上安装了网络连接,状态栏中心网络连接分区中的图标将显示网络连接状态。查看此表,了解网络连接图标的含义。
| 图标 | 网络状态 |
 |
机床通过以太网电缆已连接到有线网络。 |
 |
机床已连接到无线网络,信号强度 70 - 100%。 |
 |
机床已连接到无线网络,信号强度 30 - 70%。 |
 |
机床已连接到无线网络,信号强度 1 - 30%。 |
 |
机床已连接到无线网络,但未接收到任何数据包。 |
 |
机床在HaasConnnect中成功注册,与服务器通信中。 |
 |
机床曾在HaasConnnect中注册过,但未连接到服务器。 |
 |
机床已连接到远程网络共享。 |
按 SETTING(设置),然后选择设置标签。设置改变机床行为方式;欲知更多详细描述,请参阅“设置”一节。
在操作:内存模式中,冷却液指示出现在屏幕右上角。
第一行告诉您冷却液是处于开通状态还是处于关闭状态。
下一行显示可编程冷却液阀门选项的序号 (P-COOL)。序号从1到34。如果选项未安装,则不显示相关序号。
在冷却液液位仪中,一个黑色箭头对冷却液液位进行指示。满刻度是1/1,空刻度是0/1。为了避免冷却液流量出现问题,请使冷却液液位保持在红色区域上方。在诊断模式的计量器标签下,您也能看到此液位仪。
位置显示栏显示相对于四个参考点(工件、剩余距离、机床和操作员)的当前轴位置。在任何模式,按 POSITION(位置)并使用光标键进入显示在标签中的不同参考点。最后一个标签显示栏显示同一界面上的所有参考点。
| 坐标显示 | 功能 |
| 工件 (G54) | 此标签显示轴相对于工件零点的位置。在接通电源时,此位置自动使用工件偏置G54。它将显示轴相对于上次所用工件偏置的轴位置。 |
| 剩余距离 | 此标签显示轴到达指定位置之前剩余的距离。如果在设置:点动模式,您可以使用此位置显示已移动距离。改变模式 (MEM, MDI),然后切换回设置:点动模式,以使此值归零。 |
| 机床 | 此标签显示轴相对于机床零点的位置。 |
| 操作员 | 此标签显示轴已经点动移动的距离。这一位置并不代表轴至机床零点的实际距离,除非是在机床首次启动时。 |
| 全部 | 此标签在同一界面上显示全部参考点。 |
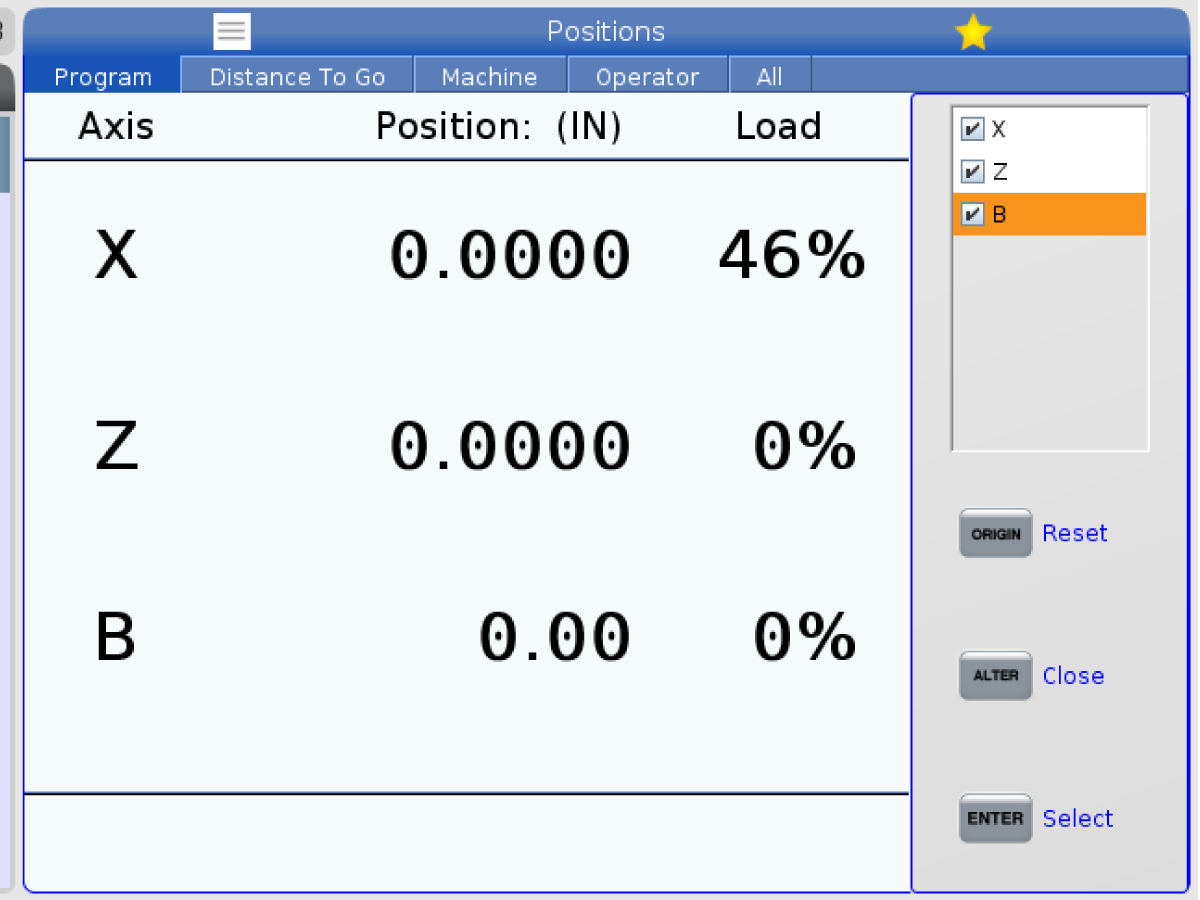
轴显示选择
可在“位置”显示中添加或删除轴。在位置显示标签处于活跃状态下,按 ALTER。
轴显示选择窗口从屏幕右侧展开。
用光标键高亮点中一根轴,然后按回车打开和关闭显示。位置显示器中将显示被勾选的轴。
按更改以关闭轴显示选择器。
注意:最多可显示 (5) 跟轴。
为了进入偏置表,请按OFFSET(偏置)并选择刀具标签或工件标签。
| 名称 | 功能 |
| 刀具 | 采用刀具编号和刀具长度几何信息进行显示和工作。 |
| 运行 | 显示零件零点位置并采用其进行工作。 |
本章节将对当前指令页面及其所显示数据类型进行介绍。这些页面中一大部分页面的信息也显示在其他模式中。
按 CURRENT COMMANDS 进入可使用当前指令显示的选项卡式菜单。
设备 -此页面上的 Mechanisms(机制)标签显示机床上可手动发出指令的硬件设备。例如,您可以手动伸展和收回接料器或探针臂。您也可以按预期转速手动顺时针或逆时针旋转主轴。
计时器显示 - 此页面显示:
在操作:内存、设置:零点和编辑:MDI模式中的右下角显示中也能看到这些定时器和计数器。
宏变量显示 -此页面将显示一个宏变量列表及其值。在程序运行时,控制器将对这些变量进行更新。您可以修改此显示中的变量。
处于启用状态的代码 -此页面将列出处于启用状态的程序代码。在操作:内存和编辑:MDI模式界面中包含了较小版本的此显示。当您在任何操作模式中按PROGRAM(程序)时,您将看到启用状态的程序代码。
高级刀具管理- 此页面包含控制器用于预测刀具寿命的信息。在此您能创建和管理刀具组,可输入每一把刀具的期望最大刀具负荷百分比。
欲知详细信息,请参阅本手册操作一章中的高级刀具管理一节。
计算器 -此页面包含标准、铣削/车削和攻丝计算器。
媒体 -此页面包含媒体播放器。
Mechanisms(机制)页面显示可能的机床零件以及机床上的选项。用 UP(向上)和 DOWN(向下)箭头选中列示的装置,可看到关于其操作和使用的更多信息。页面上提供了关于机床零件功能的说明、快速提示以及有助于了解和使用机床的其他页面链接。
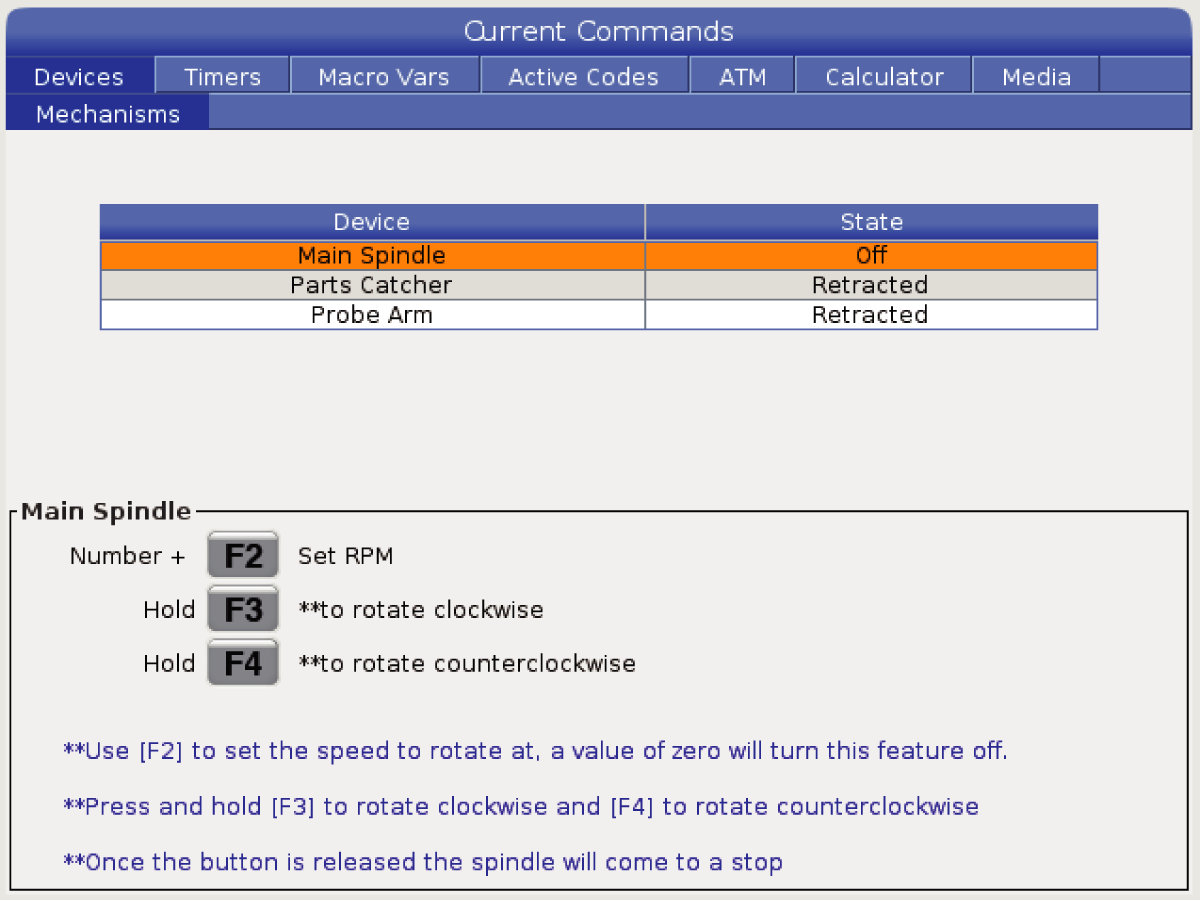
Devices(设备)中的 Main Spindle(主轴)选项用于按选择的转速(RPM)顺时针或逆时针旋转主轴。最大转速(RPM)由机床的最大转速设置进行限定。
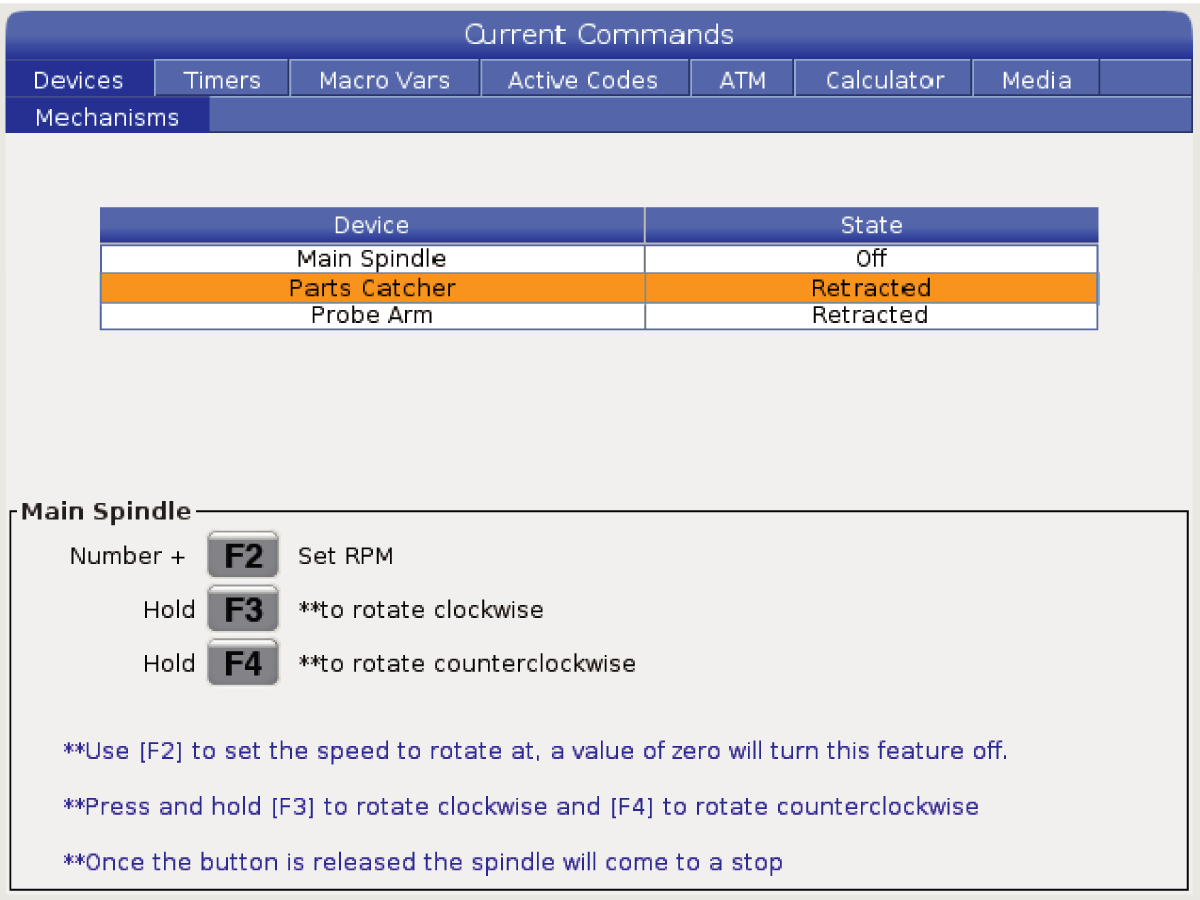
设备中的接料机选项允许您伸展和缩回接料机。门务必完全关闭。
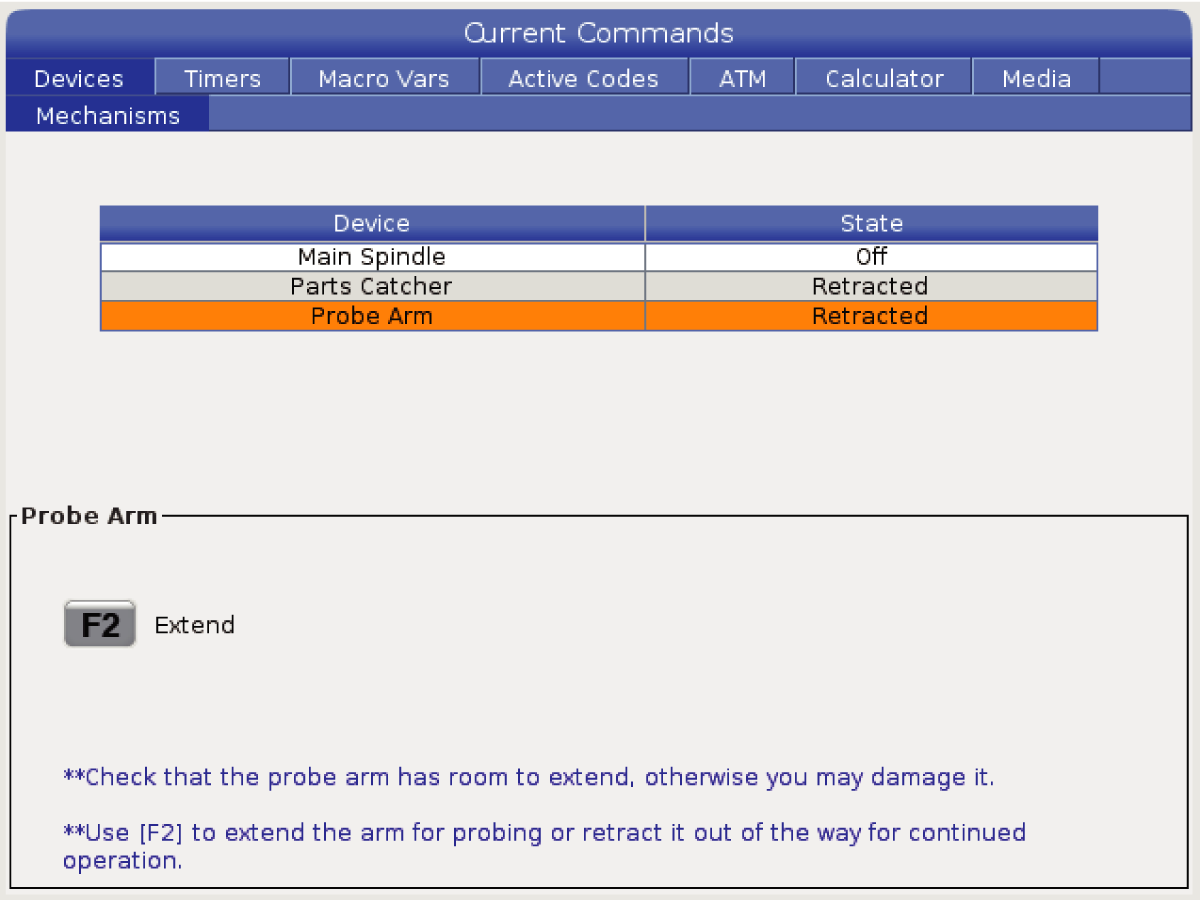
设备中的探针臂选项允许您伸展和缩回探针臂。门必须完全打开或完全关闭。

设备中的主轴卡盘压力选项允许您对卡盘压力进行编程。
注意:

设备上的棒料送料器用于设置棒料送料器系统变量。
请按照下列步骤调整日期或时间。
您可以重置开机、循环启动和进给切削计时器。您也可以重置M30计数器。
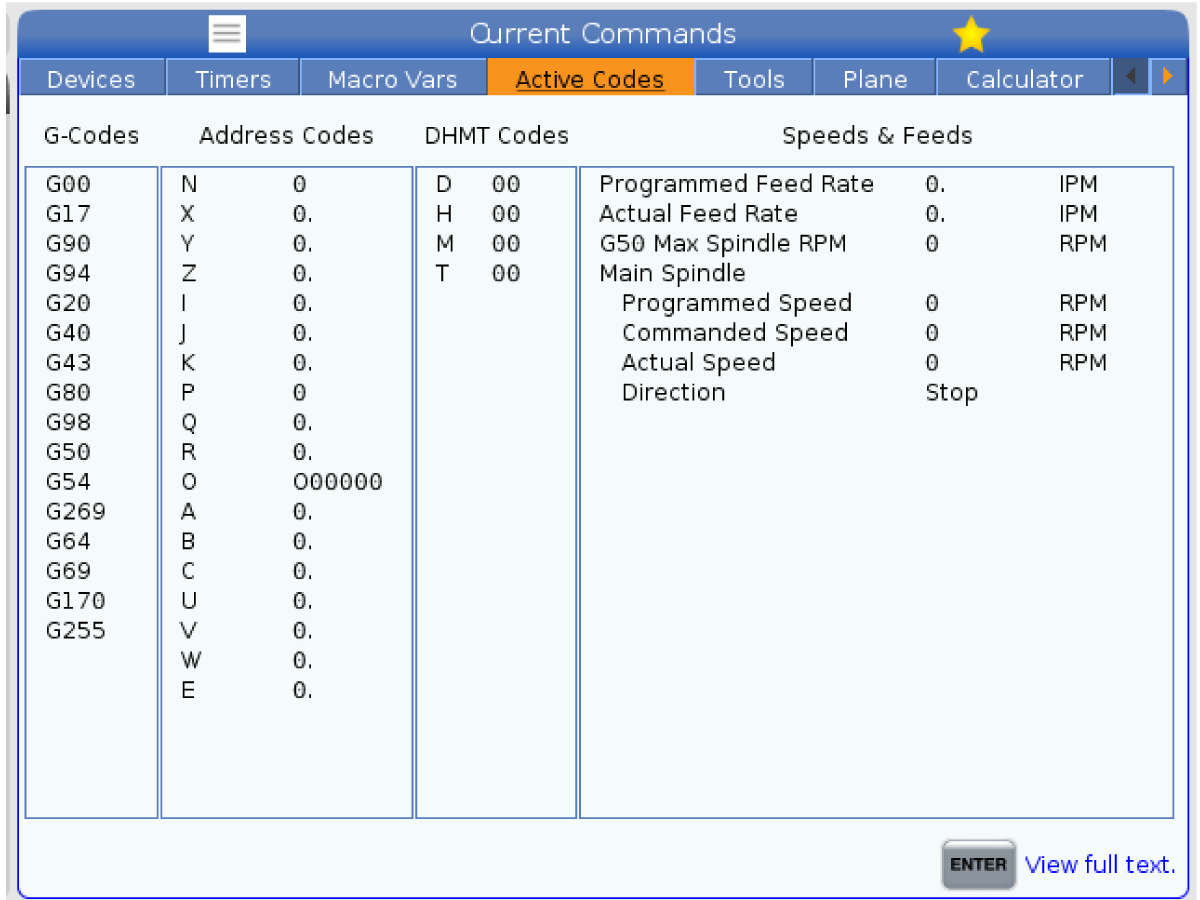
这一显示器将以只读方式显示有关程序中当前处于启用状态代码的实时信息;尤其是
此显示器也给出了处于启用状态的Dnn、Hnn、Tnn以及当前的M代码。如果有一个报警存在,它将快速显示该警报,以此取代处于启用状态的代码。

刀具使用
“刀具使用”选项卡包含有关程序中使用的刀具的信息。此显示屏将告诉您有关程序中使用的每个刀具的信息以及每次使用该刀具的统计信息。当用户主程序启动时开始收集信息,当遇到代码 M99、M299、M199时清除信息。
要进入“刀具使用情况”显示屏,请按下 CURRENT COMMANDS(当前指令),然后转到“刀具和刀具使用情况”选项卡。
开始时间 - 当刀具插入主轴时。
总时间 - 刀具在主轴上的总时间。
进给时间 - 刀具使用时间。
加载% - 刀具使用期间主轴的最大负载。
注意:该值每秒被检索一次。与记录值相比的实际负载可能会有所不同。
进给/总时间 - 刀具进给时间与总时间的图形表示。
接合:
宏界面
您可以使用这些宏变量来设置和收集刀具使用数据。
| 宏变量 | 功能 |
| #8608 | 设置所需的刀具 |
| #8609 | 当前刀具编号 - 如果结果大于 0(使用刀具) |
| #8610 | #8609 刀具号中提到的总时间 |
| #8611 | 所述刀具号的进给时间 |
| #8612 | 总时间 |
| #8605 | 下次使用刀具 |
| #8614 | 使用开始时间戳 |
| #8615 | 使用总时间 |
| #8616 | 使用进给时间 |
| #8617 | 使用最大负载 |

高级刀具管理(ATM)使您能为相同的或一系列加工任务设置相同刀具组。
ATM将副本或备份刀具分为特定的组。在您的程序中,您指定了一组刀具,而不是一把刀具。ATM将跟踪每一个刀具组中所使用的刀具,并将其与用户定义的极限值进行比较。在一把刀具到达极限值时,控制器将把它视作“到期”。在您程序下次调用刀具组时,控制器将从组中选择一把非到期刀具。
当一把刀具到期时:
为了使用 ATM,请按 CURRENT COMMANDS(当前指令),然后在选项卡式菜单中选择 ATM。ATM窗口分为两个区域:允许极限值和刀具数据。
允许极限值
此表格给出了所有当前刀具组的数据,包括默认组合用户指定组。全部是一个默认组,列出了系统中的所有刀具。EXP是一个默认组,列出了所有到期的刀具。表格中最后一行显示了未被分配给刀具组的所有刀具。使用方向键或者END将光标移至相关行,以查看这些刀具。
针对允许极限值表格中的每个刀具组, 您将对决定刀具何时到期的极限值进行定义。此极限值适用于被分配给此组的所有刀具。这些极限值影响组中的每一把刀具。
允许极限值表中的列有:
刀具数据
此表格提供有关刀具组中每把刀具的信息。为了查看一个组,请在允许极限值表中高亮选中它,然后按F4。
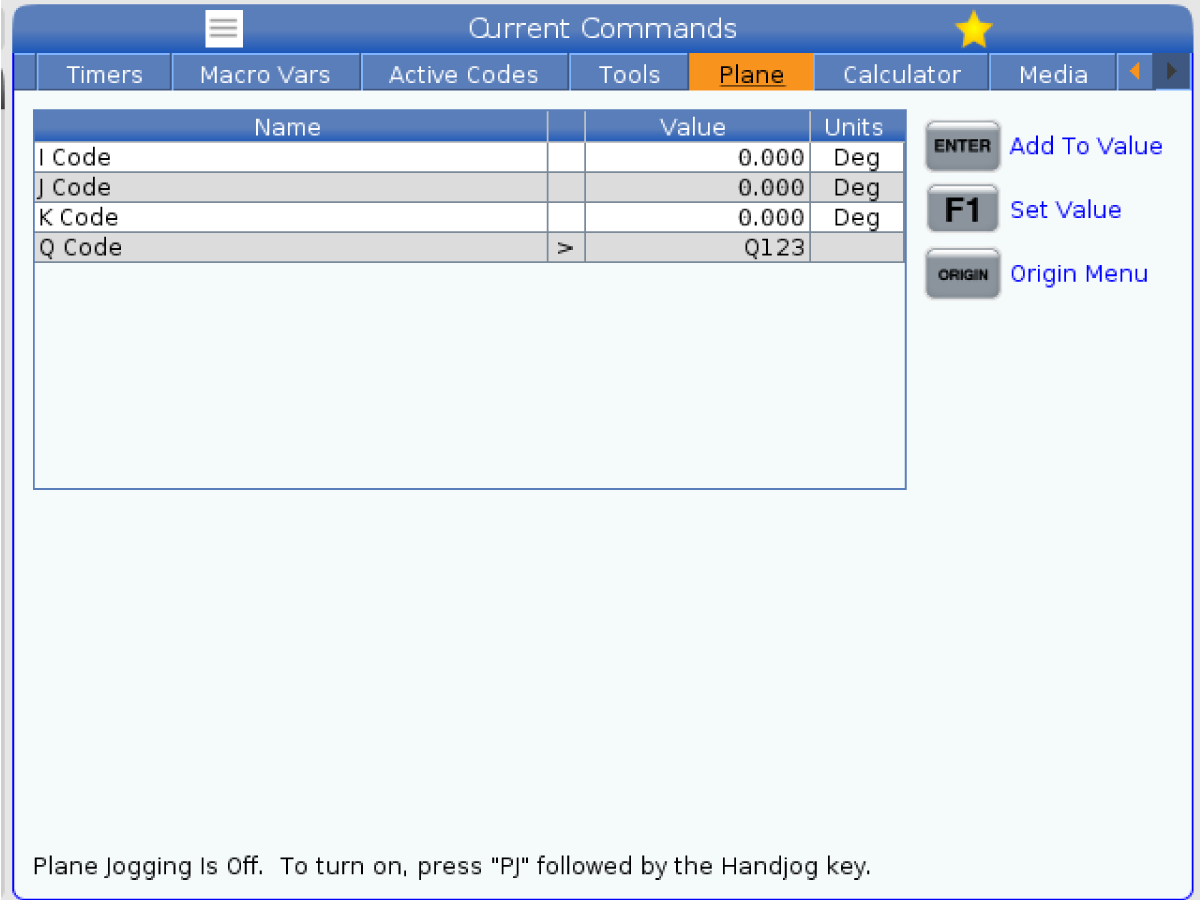
平面选项卡允许带有万向节主轴的机床定义用于点动的自定义平面。
“平面”选项卡可以与程序中运行的 G268 一起使用,也可以通过填写必填字段来使用。
每个必填字段在表格底部都有帮助文本。
要进入平面点动模式,请输入 "PJ",然后按 [HAND JOG]。
计算器标签包括基础数学函数计算器、铣削计算器和攻丝计算器。

标准计算器的功能与简单桌面计算器相似;有加、减、乘、除以及平方根和百分数等运算。计算器可轻松地把运算和结果转到输入行,方便把它们放入程序中。也可以把结果传输到铣削计算器和攻丝计算器。
使用数字键将运算数输入计算器。
为了插入一个算术运算符,请使用您想插入运算符旁的括号中出现的字母键。这些按键是:
| 键 | 功能 | 键 | 功能 |
| D | 加 | K | 平方根 |
| J | 减 | Q | 百分数 |
| P | 乘 | S | 内存存储 (MS) |
| V | 除 | R | 内存调用 (MR) |
| E | 切换信号 (+/-) | C | 内存清除 (MC) |
把数据输入到计算器输入栏中以后,可以做以下任何操作:
注意:这些选项对所有计算器可用。
保留计算器输入栏中的数据或结果,并选择不同的计算器标签。计算器输入栏中的数据仍然可以传输至其他计算器中。
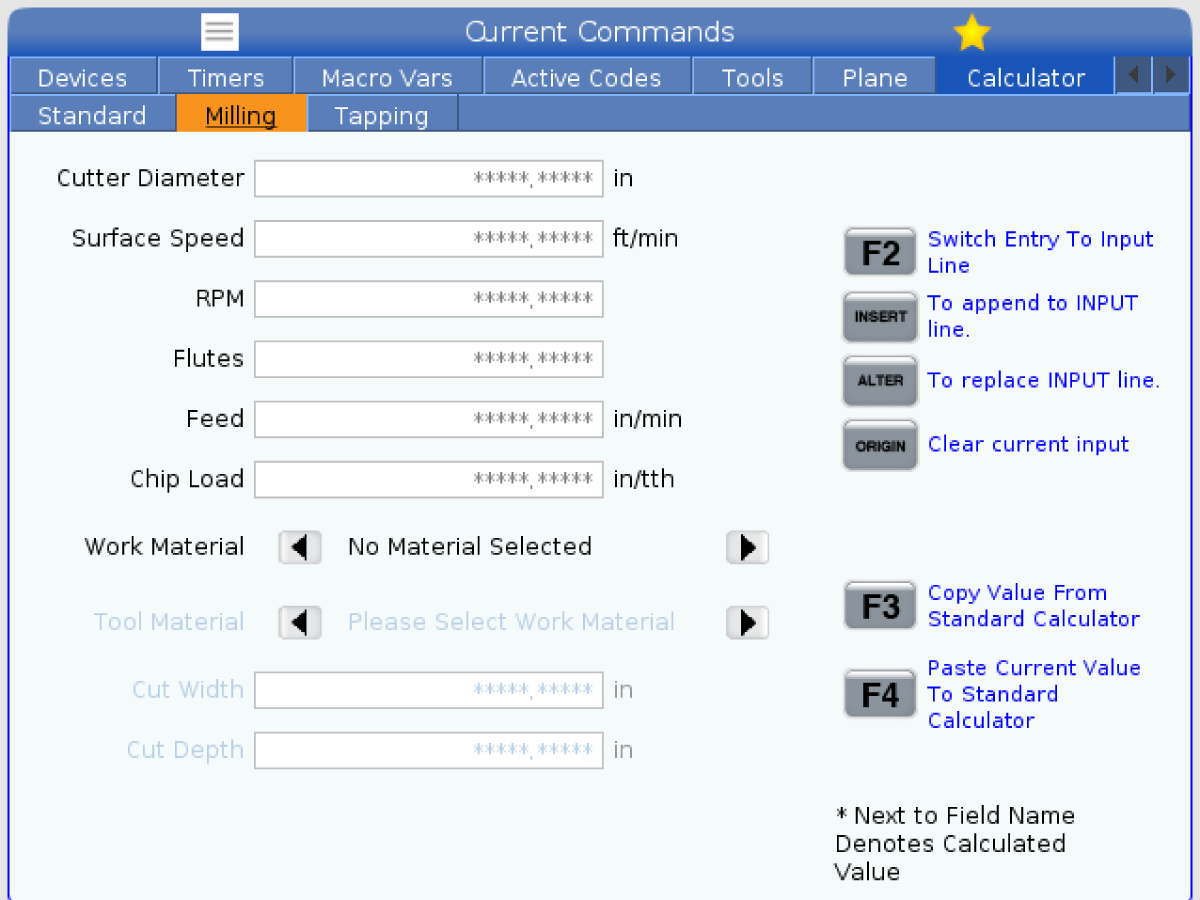
车削计算器根据给定的信息自动计算加工参数。输入足够多的信息时,计算器将自动在相关字段中显示结果。这些字段用星号( * )标记。
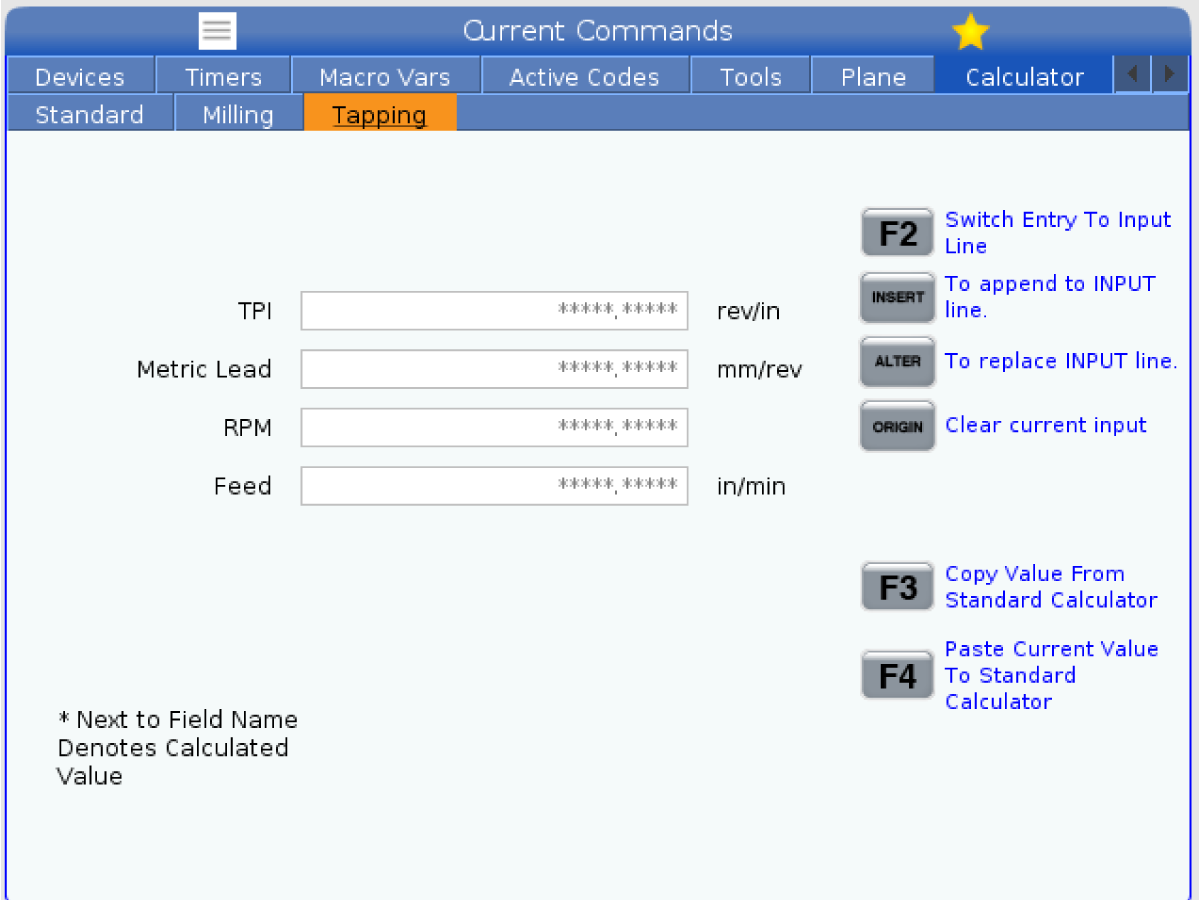
攻丝计算器根据给定信息自动计算攻丝参数。输入足够多的信息时,计算器将自动在相关字段中显示结果。这些字段用星号( * )标记。
M130用于在程序执行期间播放带音频的视频以及显示静止图像。以下是如何使用此功能的几个示例:
在程序运行期间提供视觉暗示或工作指示
提供图像,以在程序中的特定点辅助零件检查
用视频提供流程示范
正确的指令格式是 M130(file.xxx),其中 file.xxx 是文件(必要时加上路径)名称。也可以在括号中添加第二条注释,该注释将作为备注出现在媒体窗口。
示例:M130(在开始操作 2 之前移除起重螺栓)(User Data/My Media/loadOp2.png);
注意:M130 使用子程序搜索设置(设置251和252)的方式与 M98 相同。在编辑器中,使用 Insert Media File(插入媒体文件)命令也可以轻松地插入一个包含文件路径的 M130 代码。
$FILE 显示带音频的视频,以及程序执行之外的图像。
正确的指令格式是 ( $FILE file.xxx),其中 file.xxx 是文件(必要时加上路径)名称。也可在首个括号和美元标记之间添加备注,以作为媒体窗口注释。
若要显示媒体文件,请在存储器内突出显示该块,然后按Enter。程序执行期间,$ FILE 媒体显示块将被忽略为注释。
示例:(在开始操作 2 之前移除起重螺栓 $FILE User Data/My Media/loadOp2.png );
| 标准型号 | 简档 | 分辨率 | 比特率 |
| MPEG-2 | 主-高 | 1080 i/p, 30 fps | 50 Mbps |
| MPEG-4 / XviD | SP/ASP | 1080 i/p, 30 fps | 40 Mbps |
| H.263 | P0/P3 | 16 CIF, 30fps | 50 Mbps |
| DivX | 3/4/5/6 | 1080 i/p, 30fps | 40 Mbps |
| 基线 | 8192 x 8192 | 120 Mpixel/sec | - |
| PNG | - | - | - |
| JPEG | - | - | - |
注意:为达到最快加载时间,可使用像素大小能被8整除,且分辨率不超过1920 x 1080的文件(大部分未编辑的数字图像有默认的像素大小)。
您的媒体将出现在“当前指令”下的“媒体”标签中。媒体持续显示,直至下一个 M130 显示一个不同的文件或 M131 清空媒体标签内容。
使用此显示在机床报警时了解更多有关机床警报的信息、查看您机床的整个报警历史记录、查阅可能发生警报的定义、查看所生成的消息并显示按键操作历史记录。
按 ALARMS(警报),然后选择一个显示标签:
激活状态警报标签显示当前影响机床操作的警报。使用 PAGE UP(上页)和 PAGE DOWN(下页)来查看其它激活状态警报。
消息标签显示消息页面。在机床关机时,您添加在此页面上的内容将保留在那里。您可以利用此方式给下一个机床操作人员留言。
警报历史记录标签显示一个警报列表,其中包含了当期已对机床操作产生影响的警报。您也可以搜索警报编号或警报信息。据此,请输入警报编号或所需文本信息,然后按 F1。
“警报查看”选项卡显示针对所有警报的详细描述。您也可以搜索警报编号或警报信息。据此,请输入警报编号或所需文本信息,然后按 F1。
按键历史记录标签将显示最近2000次按键操作。
您可以在消息标签中保存一条消息。您的消息将保留在那里,直到您删除它或者修改它,即使在关机时也不会消失。
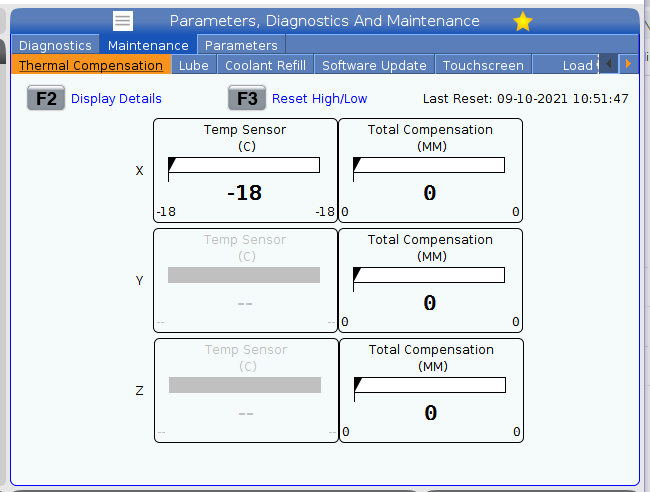
在软件版本 100.21.000.1130 中,增加一个热补偿选项卡,位于“诊断”中的“维护”下。
此选项卡有两个选项可供切换,一个是简单的仪表版本,另一个是更详细的视图。
注意:目前,此选项卡仅用于提供信息。
负载校准选项卡允许用户校准不同卡盘和零件尺寸的主轴性能。选项包括:
参阅设置 413 主轴负载类型了解更多信息。

Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






