
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

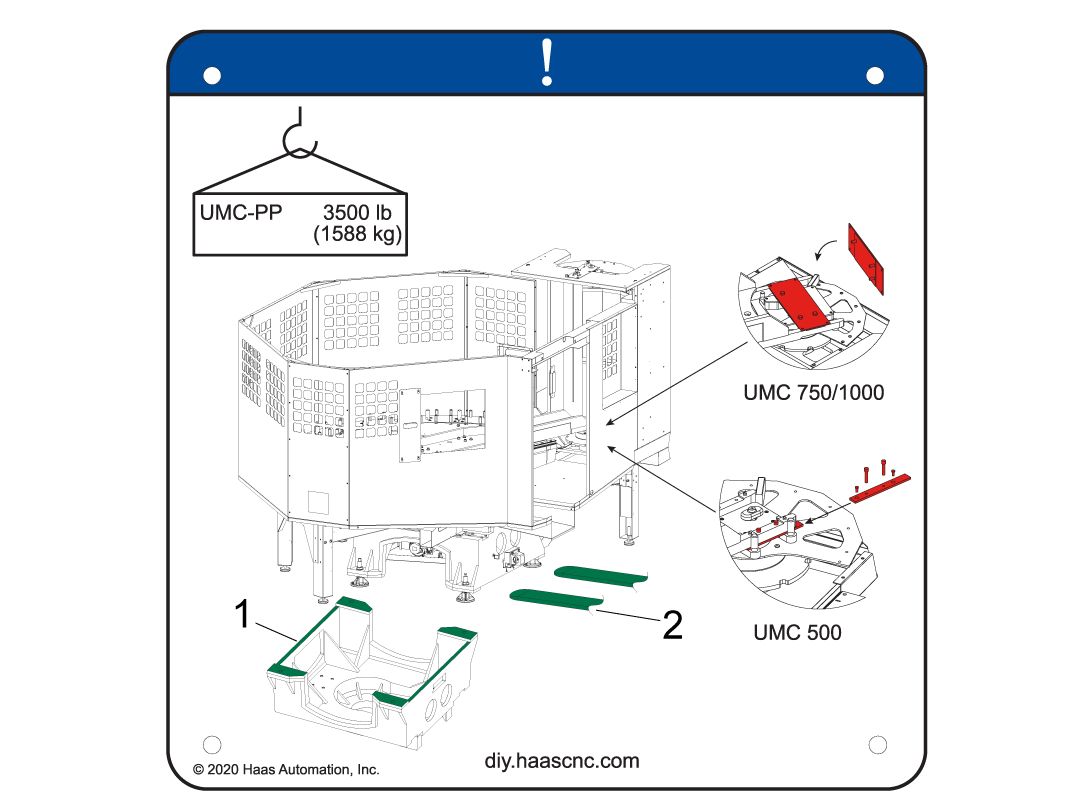
以下过程将向您展示如何在下列机床上安装 8/10 工位托盘交换系统:
机床上的新一代软件必须为n 100.20.000.1110 版本或更高版本。
托盘共用系统选件目前无法在客户现场安装。
重要: 为确保托盘交换系统不会出现未校准的情况,建议将机床和托盘共用系统固定。请参考以下链接:地脚说明。
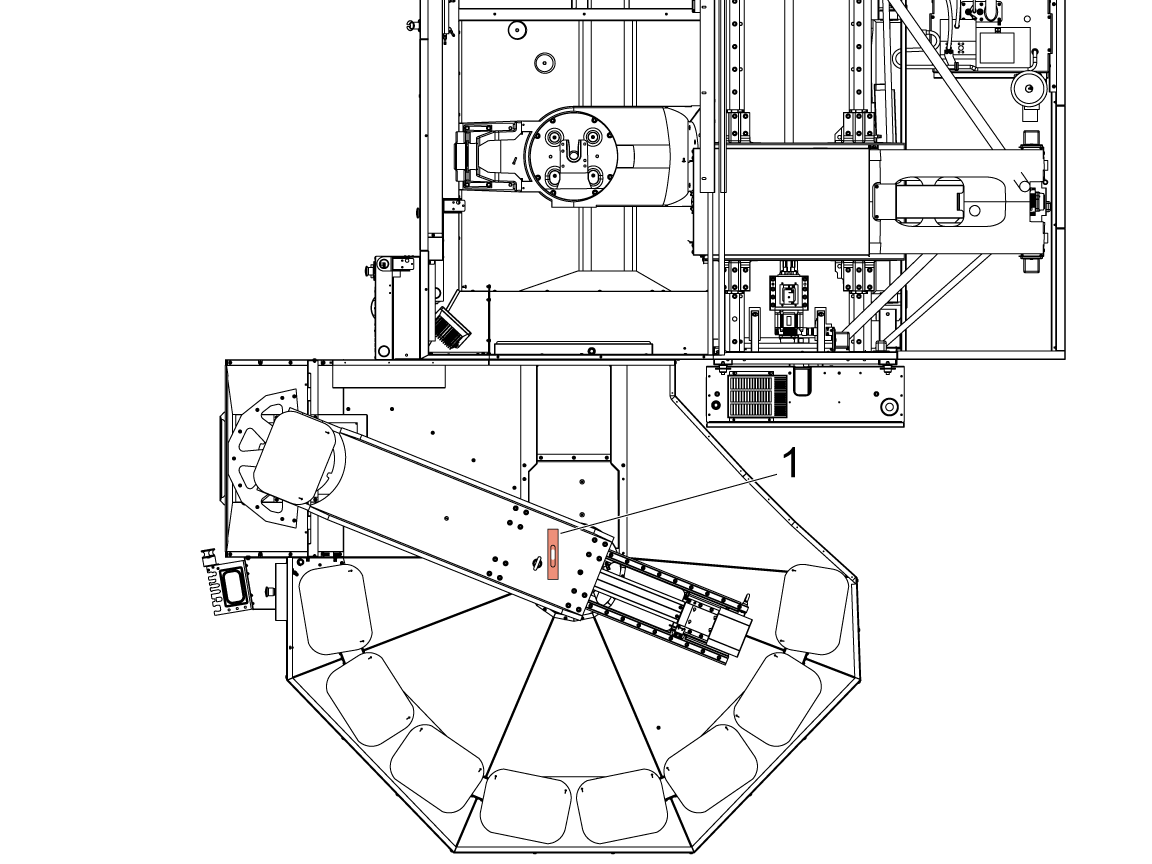
多托盘交换系统选件共计可容纳 9 个托盘,可安装在带有多托盘交换系统选件的 UMC-500/750/1000 上。
托盘共用系统有 2 个伺服轴。PR 轴可旋转托盘交换系统冲头,PS 轴可伸出并收回托盘交换系统冲头以装载/卸载托盘。
UMC-500/750/1000 必须先调平,然后才能安装多托盘交换系统。 请参阅以下安装程序:
推 [POWER OFF] (关电)。
将主断路器设置为关位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
注意:处理 PCB 时,必须佩戴静电放电 (ESD) 表带。
若要对无多托盘连接的机床进行调平,请执行以下操作:
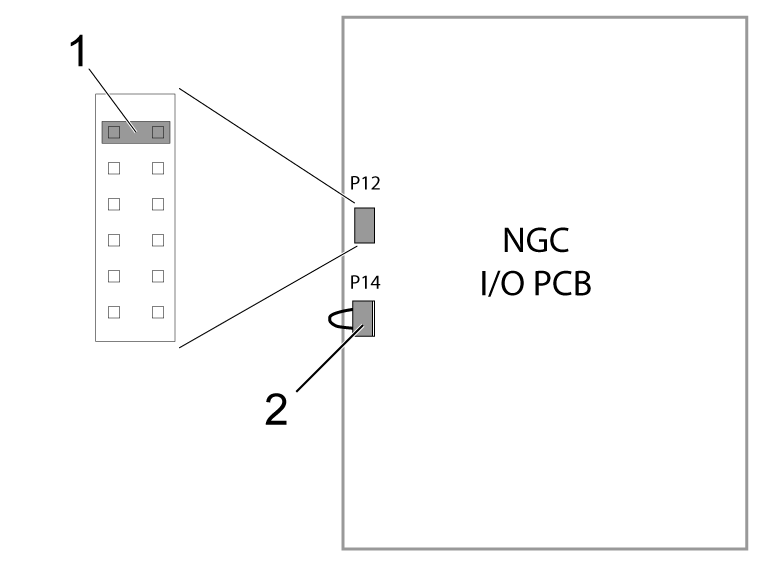
确保在 I/O PCB 上 P12 连接器的顶部两个销钉上安装短路块[1]
确保在 I/O PCB 的 P14 处连接了跳线 (P/N 33-0527) [2]。
注意: 操作未安装多托盘交换系统的机床时需要这些跳线。
禁用多托盘交换系统,将设置 382“禁用托盘更换装置”更换为多托盘交换系统。
注意:通过上述步骤禁用多托盘,将机床归零以为其调平。
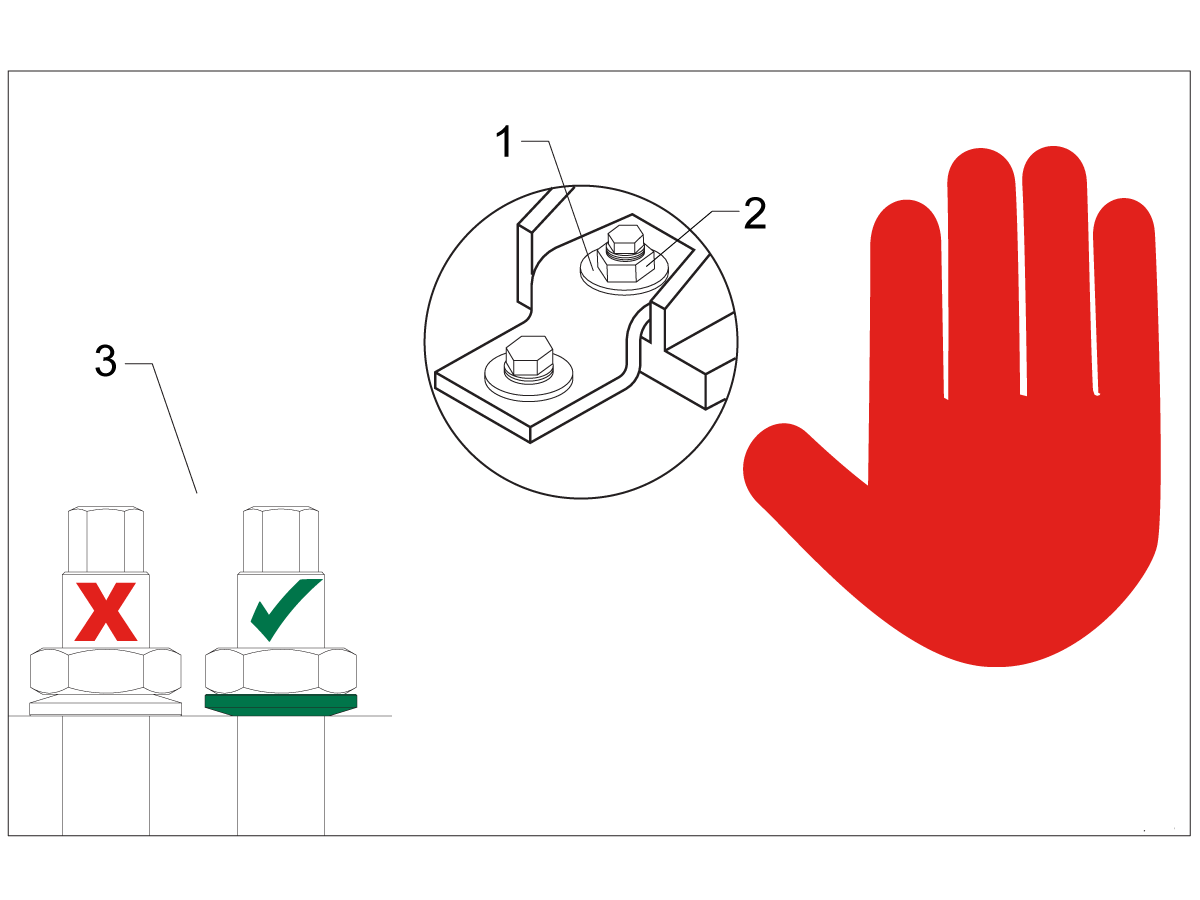
注意:垫圈[1]和螺母[2]在运输过程中已安装,应妥善保存以备安装,切勿丢弃。
注意:垫圈方向[3]很重要。 垫圈的锥形部分应紧贴铸件, 请参见插图。
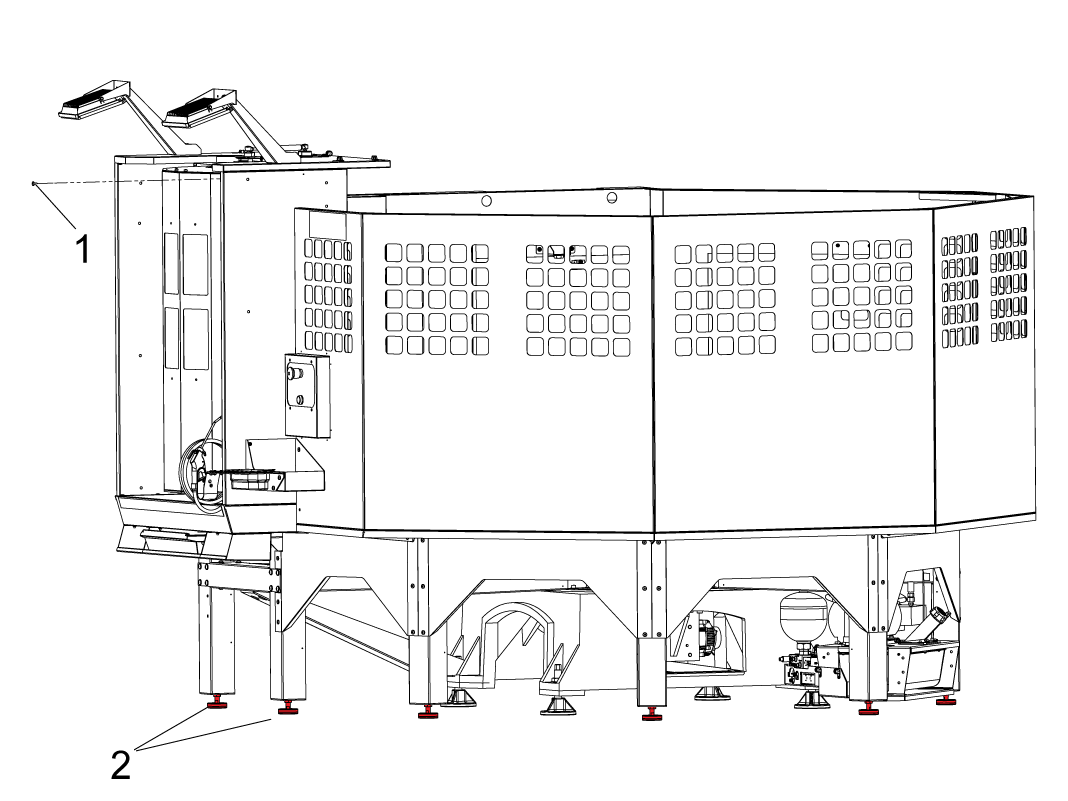
拆下装载刀库门阻挡螺栓 [1]。
在将多托盘交换系统放在地板上之前,请确保升起所有托盘架支撑螺钉 [2]。
从托盘共用系统中卸下 25-14314 交叉撑杆
将滴盘 [1] 安装在自动窗口的底部,此组件应直接在窗口上滑动。
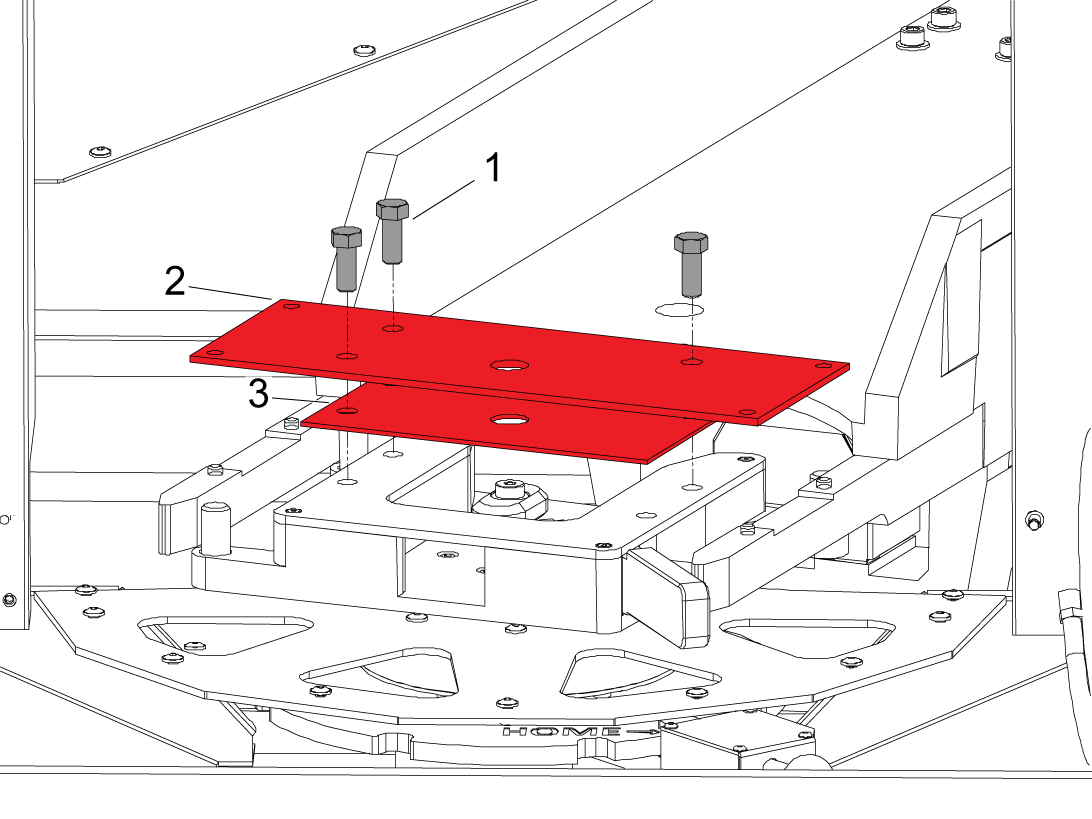
拆下螺栓 [1],以拆下运输支架。有两个支架,第一个 [2] 将货叉固定在装载工位,而底部 [3] 只是用来保持装载工位。
对于 2022 年 3 月之前制造的机床:
将多托盘交换系统校准块 [2] 安装到主机床底座上。
注意:半径为 [2] 的校准块必须朝 UMC 前部安装,带有平面 [1] 的校准块必须朝机床后部安装。使用三个 SHCS 3/8-16 X 2 和一个 SHCS 3/8-16 X 1 3/8。
将校准杆 [3]安装到托盘交换系统底座。
注意: 使用 CABCOOL 作为多托盘交换系统护罩开口相关的高度参考值。
移动托盘共用系统组件,使校准臂距校准块 3 - 6 英寸(76 - 152 毫米)。
在托盘共用系统下安装调平垫,然后降下托盘共用系统。
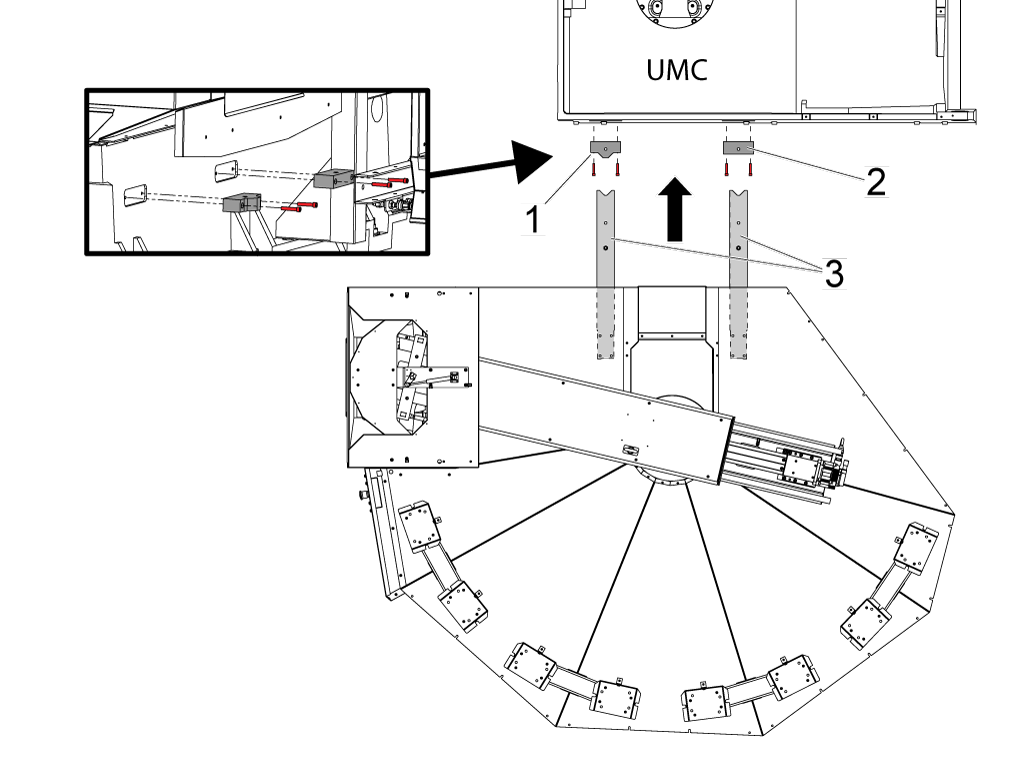
对于 2022 年 3 月之后制造的机床:
将校准杆 [1] 安装到多托盘交换系统底座上。
注意: 使用 CABCOOL 作为多托盘交换系统护罩开口相关的高度参考值。
移动多托盘交换系统组件,使校准臂距校准块 [2] 3 - 6 英寸(76 - 152 毫米)。
在多托盘交换系统下安装调平垫,然后降下多托盘交换系统。
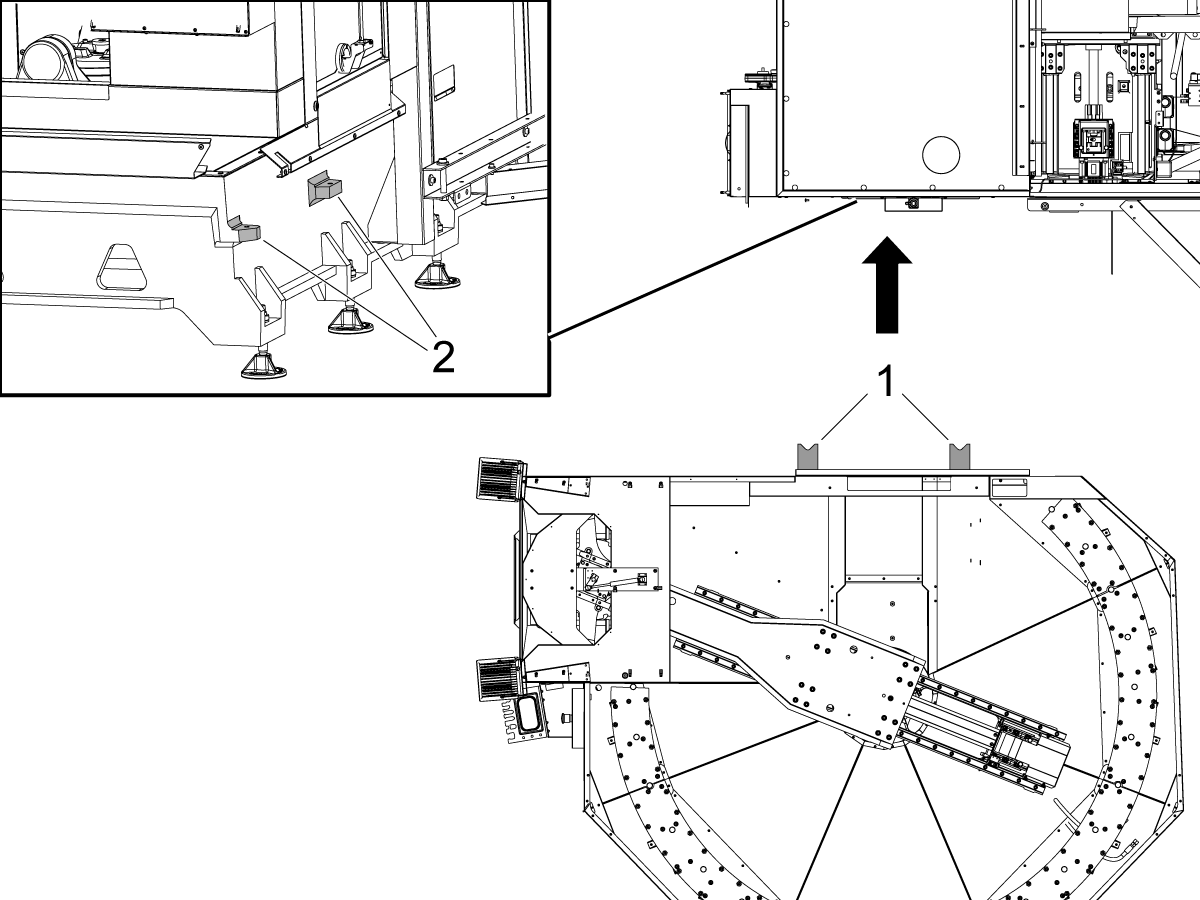
使用长的托盘千斤顶或叉车将多托盘交换系统移到靠近机床的位置。
在机床背面放置一个标贴,以指示托盘货叉应从何处抬起机床。
注释:让托盘起重器从活动窗所在位置的另一侧提起托盘共用系统。
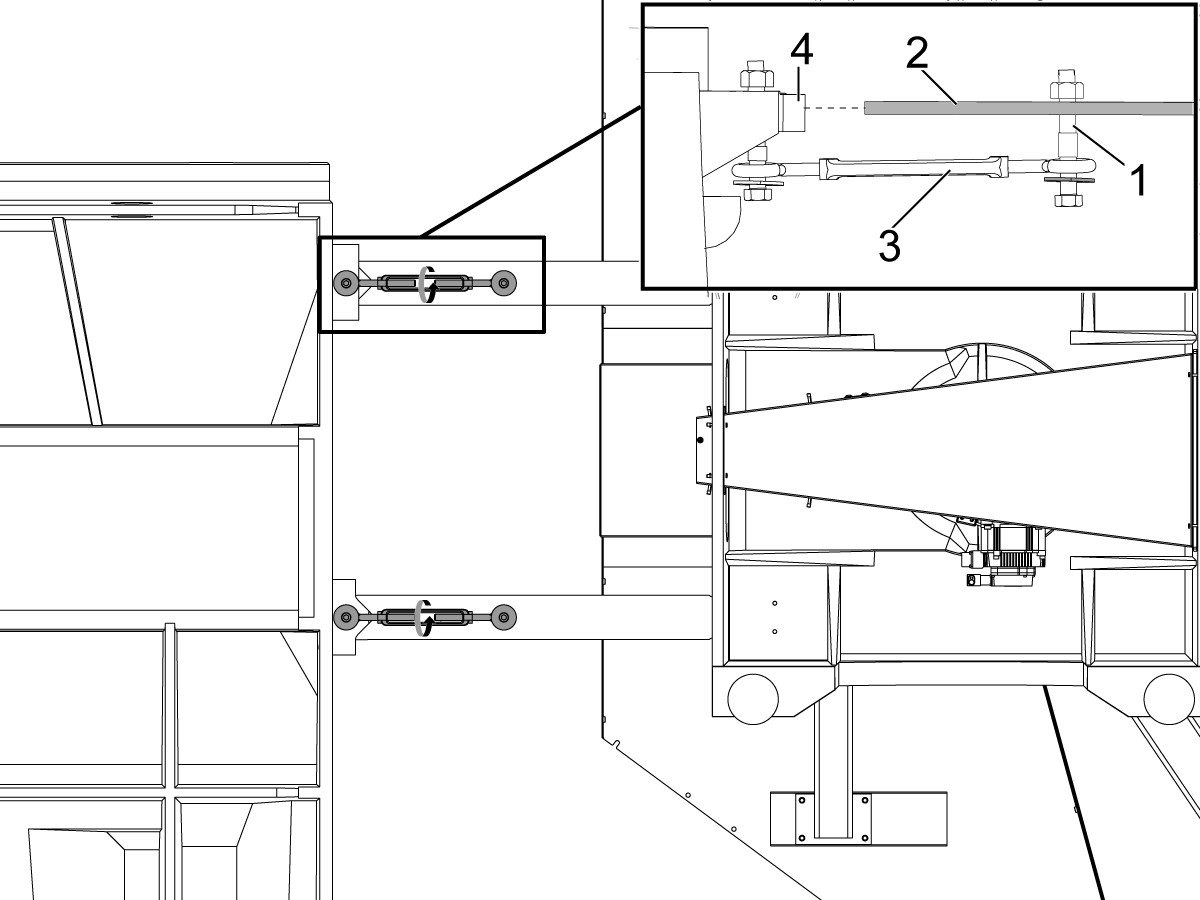
将螺丝扣 [3] 与附带的硬件(SHCS、垫圈和衬套 [1])一起安装到校准臂 [2] 和基座铸件 [4] 上。
注意: 带有两个衬套的螺丝扣一侧应安装在多托盘交换系统一侧。
均匀拧紧螺丝扣,直到校准臂几乎紧紧贴在校准杆上,一旦校准杆距校准块大约 1-2",停止 操作。
调整多托盘交换系统的高度,使校准杆的高度位于校准块的中心,然后拧紧螺丝扣,使其与校准块齐平。进行此操作时,请均匀地升高或降低多托盘交换系统调平螺钉。
继续均匀地拧紧螺丝扣,直到校准臂紧贴校准块。
一旦校准杆和校准块彼此均匀齐平,松开螺丝扣。
关闭 [OFF] 主断路器,并等待矢量驱动高压指示灯关闭。
注意: 出厂时已安装 PR(托盘旋转)和 PS(托盘滑动)放大器。
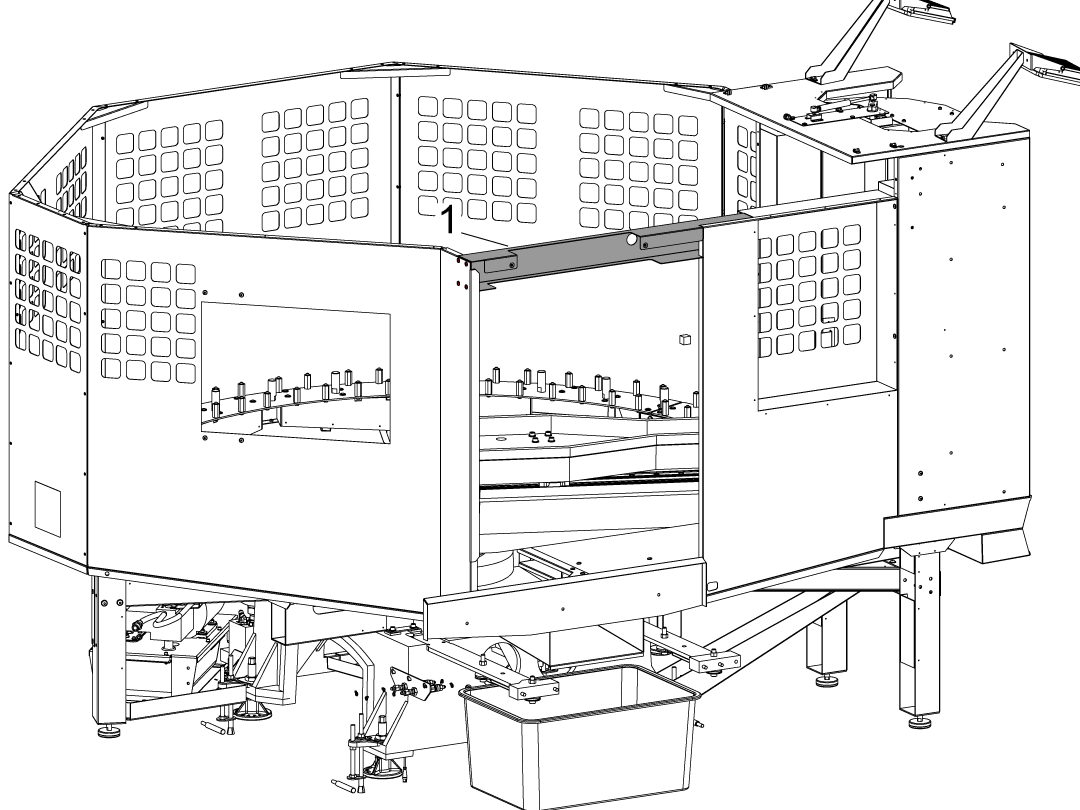
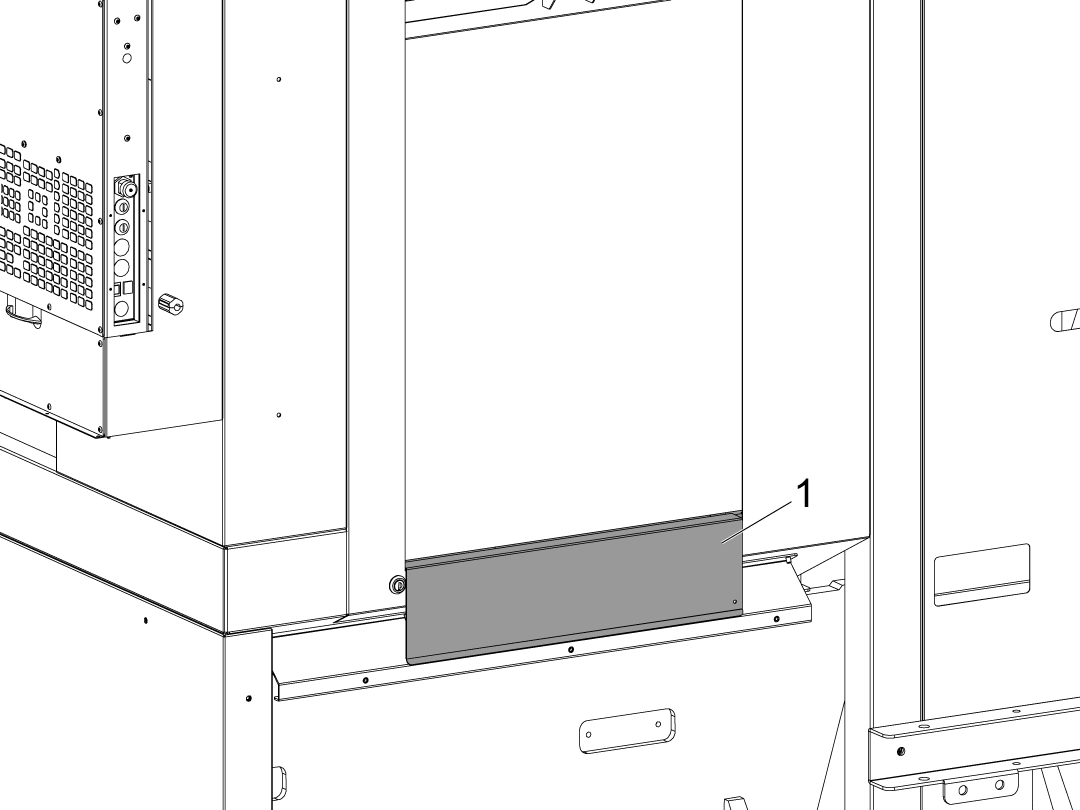
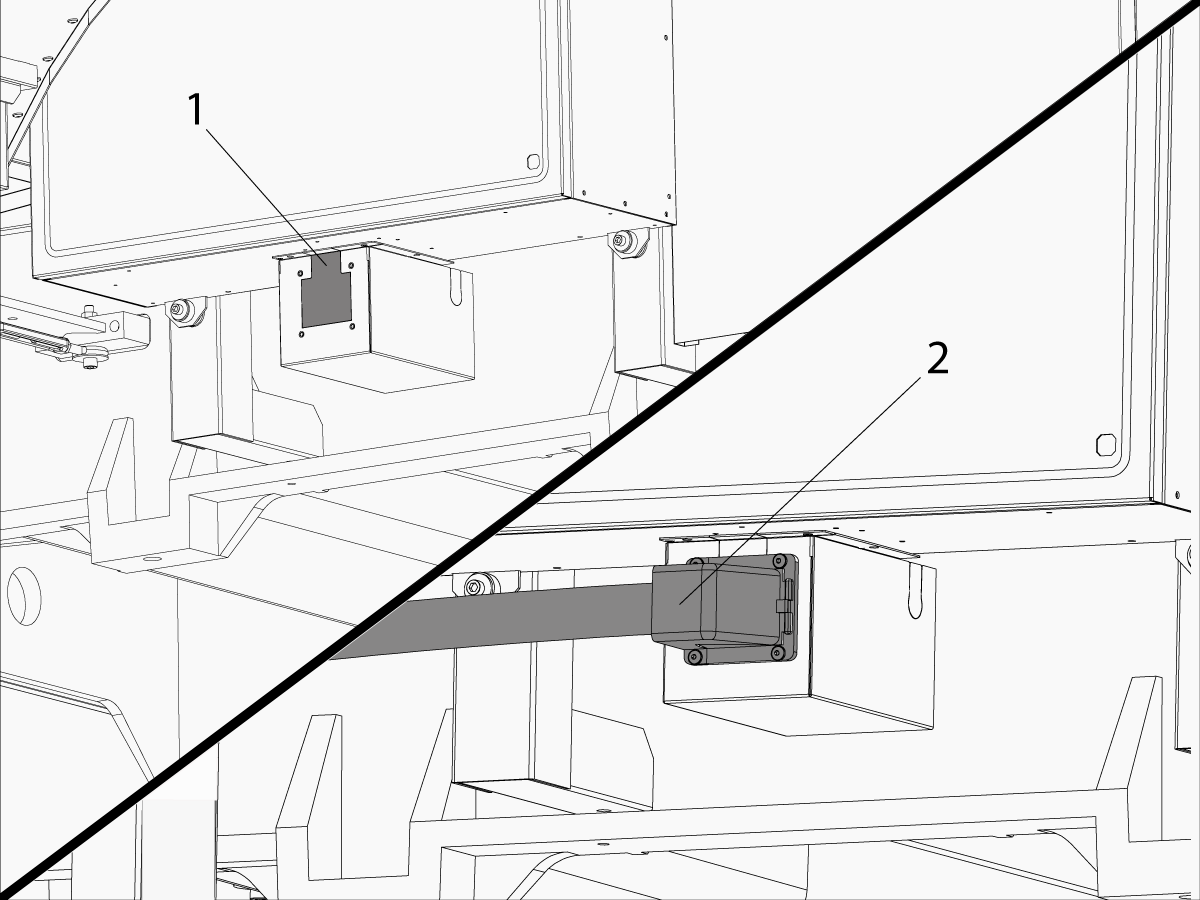
敲击预切检修面板 [1]。
按照图示将托盘共用系统电缆 [2] 布线到控制柜中。
将 PR 电机编码器电缆连接至 Maincon PCB 通道 15。
将 PS 电机编码器电缆连接到 Maincon PCB 通道 16。
将 PR 电机电源线连接到标有 PR 的放大器。将铁氧体滤珠安装到电机电源线上。
将 PS 电机电源线连接到标有 PS 的放大器。将铁氧体滤珠安装到电机电源线上。
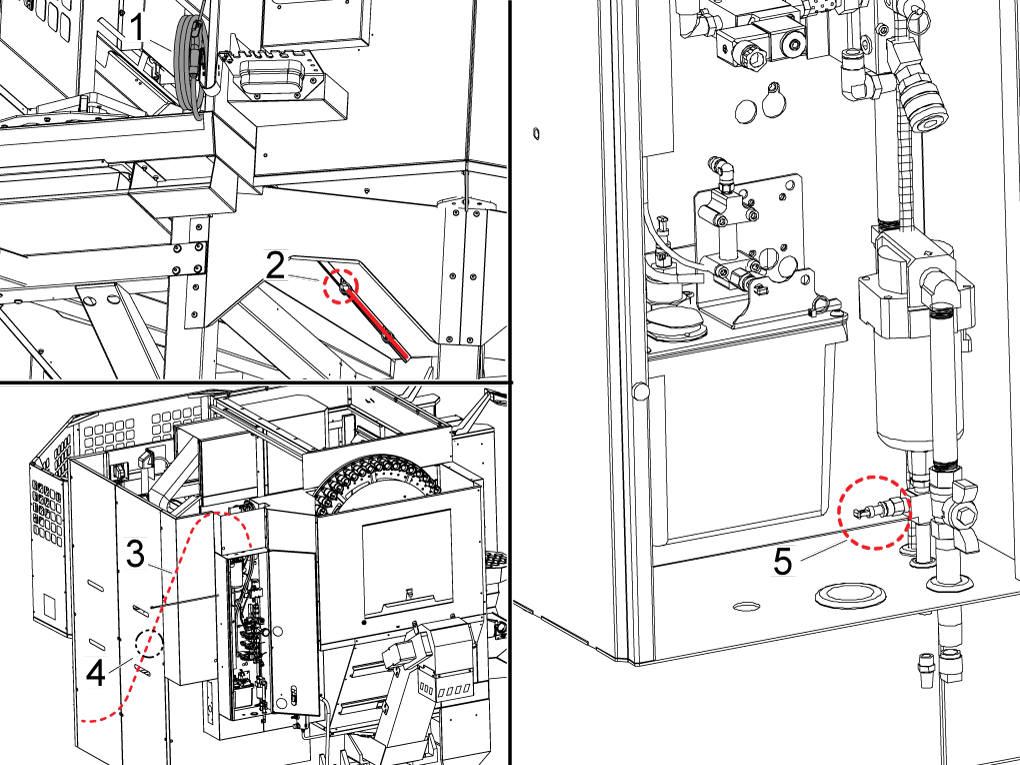
将气枪软管 [1] 连接到多托盘交换系统 [2] 下的空气管道。
将空气软管从多托盘连接到来自润滑油柜的线缆 [3]。
将来自多托盘的空气管道连接到将机床气枪连接到润滑油柜的 T 型接头 [4]。
按照润滑油柜 [5] 中的线路帮助定位 T 型接头。
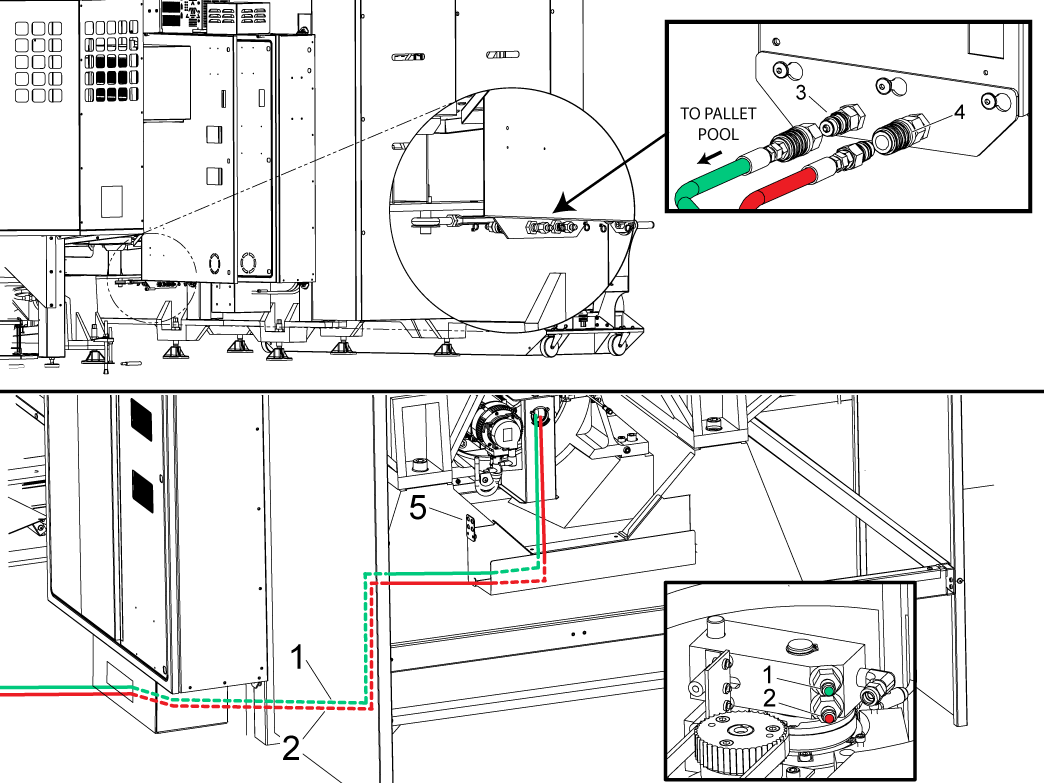
将液压管路连接至舱盖。托盘夹[1]标有 绿色拉链标记 ,托盘松开[2]标记 红色拉链标记。液压管路应整齐穿过导管。
注意:隔板将快速断开 用于液压软管。 夹紧侧有公头快速断开[3],松开侧有母头侧[4],这是为了避免切换软管。
将 HPU 油位传感器电缆 32-0423 从 HPU 布线到连接器支架 [5]。
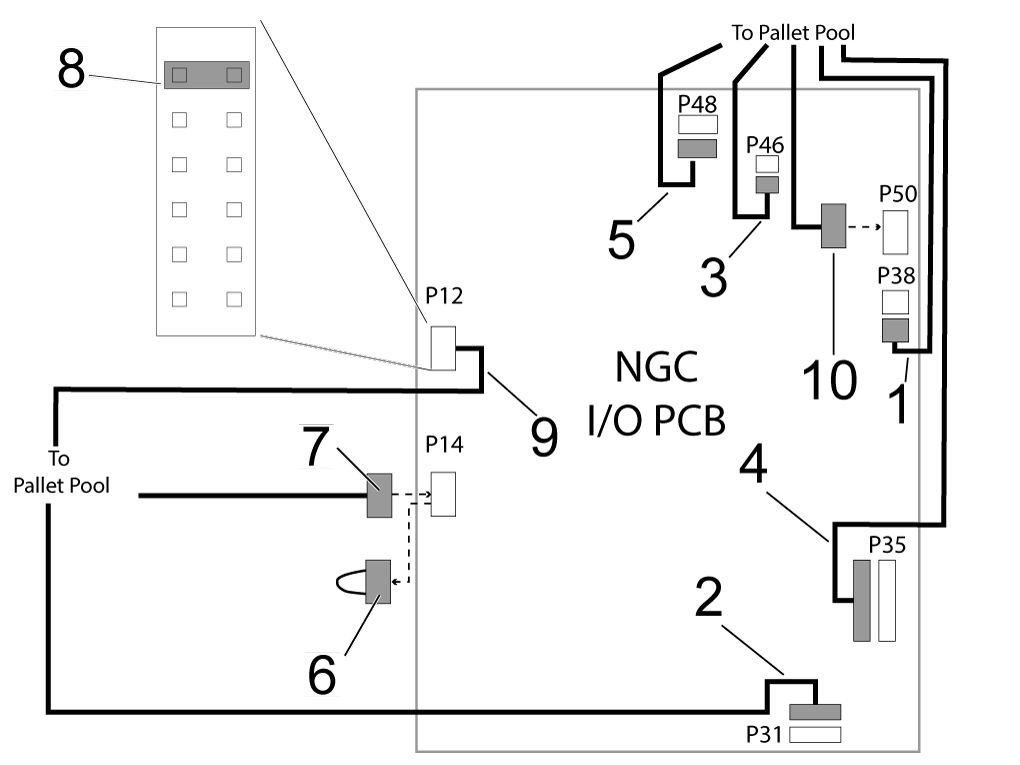
将 HPU UP/DWN SOL [1] 连接到 PP38。
将 HPU PUMP PWR [2] 连接到P31。
将 HPU THRML PROBE [3] 连接到P46。
将 HPU PALLET CLMP SOL [4] 连接到P35。
将 HPU PRESSURE SNSR [5] 连接到 P48。
从 I/O PCB 的 P14 [6] 连接器上卸下跳线。
将 PP 状态开关 [7] 连接到P14
从 I/O PCB 的 P12 [8] 连接器上卸下短路块
将 PALLET CHNGR STATION [9] 连接到 P12
将 PALLET ALRAM 电缆 [10]连接到 P50。
确保所有托盘交换系统状态支架接头都已插入正确的位置。
注意: 将多托盘交换系统跳线存放在安全位置,维修人员将使用这些跳线来移动或维修机床。
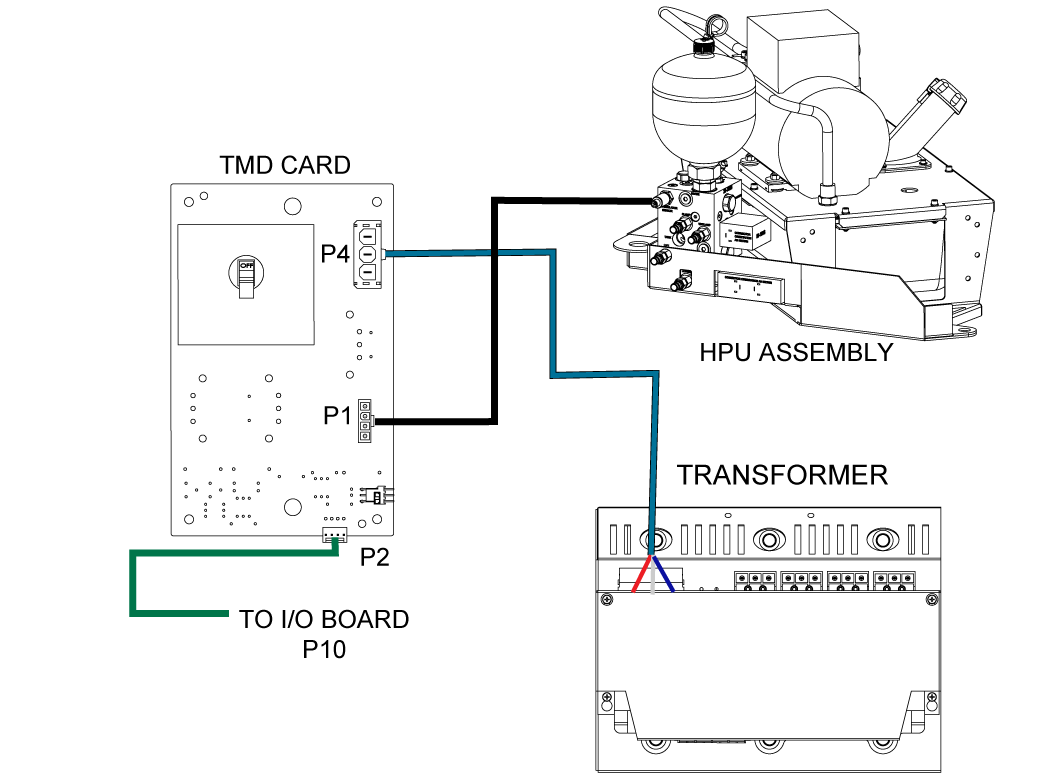
把 HPU PUMP PWR 电缆 布置到位于 I/O PCB 铰链门上的 TMD 卡上的 P1 。
此图中的其余组件已连接,但此图可用作参考。
将主断路器设置到“ ON (打开)”位置。
按 [POWER ON](开机)。
使所有轴回原点
执行以下操作以启用多托盘交换系统选项。
重要:如果您在带有多托盘交换系统的 UMC 上执行选项 5 清理安装选项,您需要执行此步骤。
将设置 382 禁用托盘更换装置 设置为 无。
注意:机床可能需要重启电源,参数才会显示出来。
查找多托盘交换系统机床急停按钮的“Haas 多托盘交换系统参数”标签。 记录该值。
插入 USB Service 密钥并进入维修模式。
按 [DIAGNOSTIC] 转至 参数 >出厂设置选项卡。
设置以下出厂设置值:
注意: 如果选择 “放下装载工位托盘”和“突出显示托盘”时显示“无托盘”消息,请参阅 UMC/EC 多托盘 - 故障排除指南 - NGC 中的症状表部分
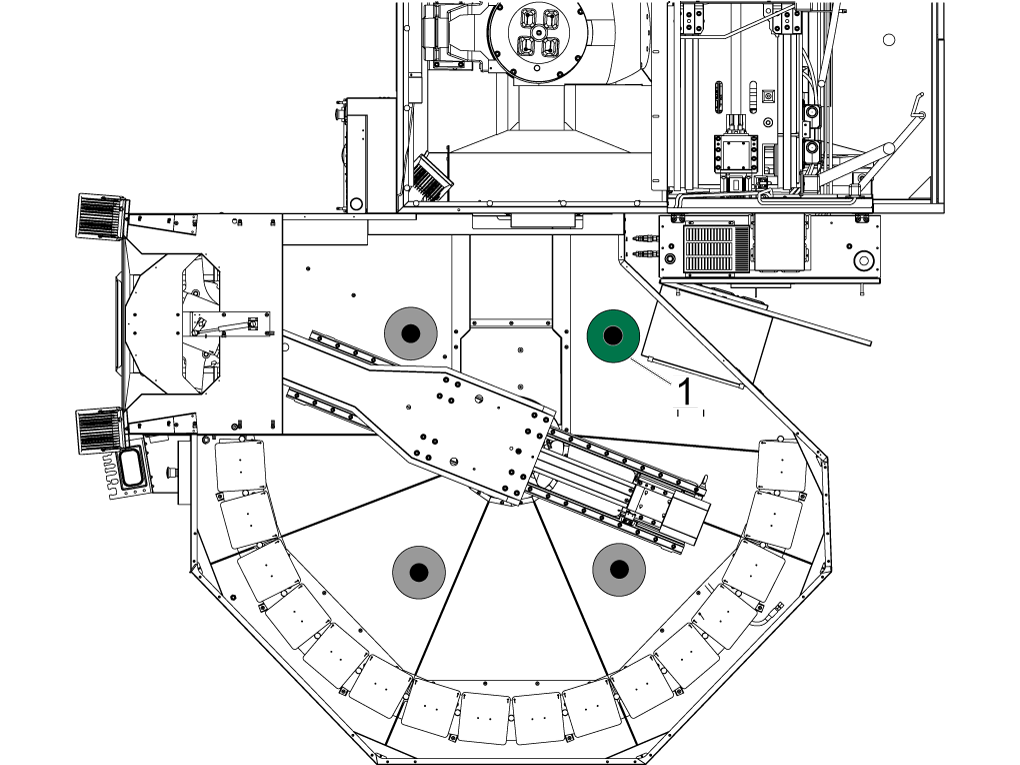
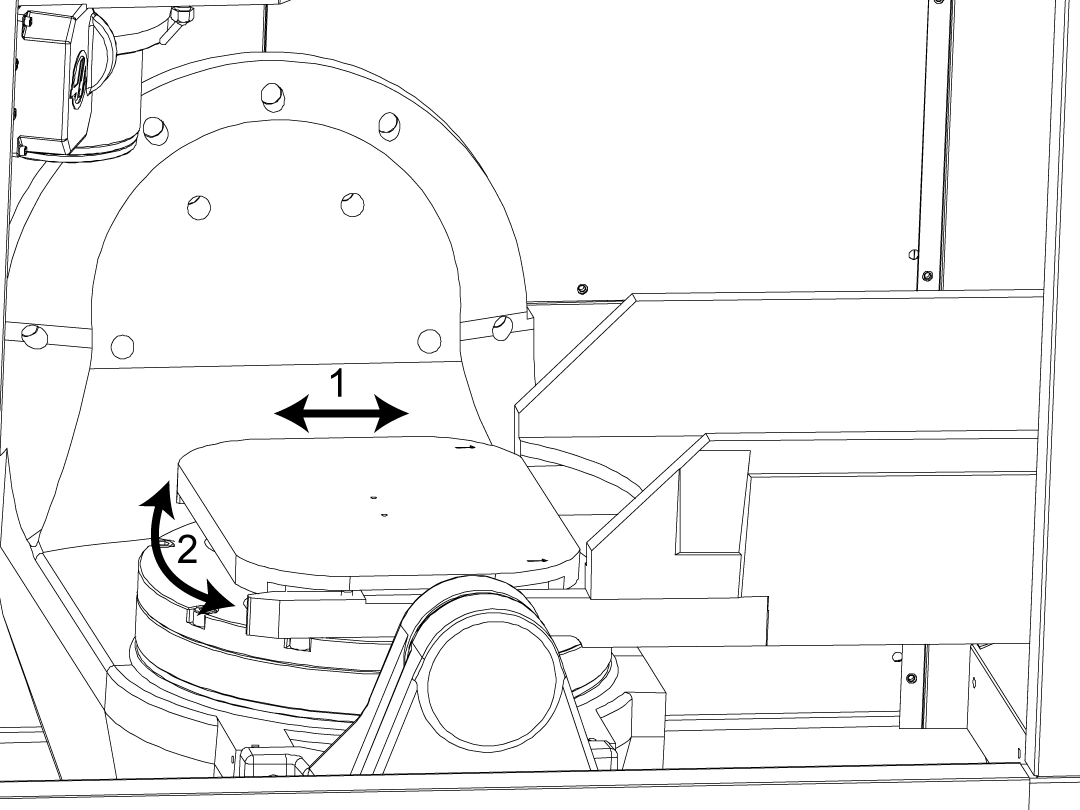
验证是否所有外部支撑腿均未触及地面。
确保托盘共用系统位于 3 个点上,未触碰圆盘的调平脚最接近机床控制柜 [1]。
将 RAM 移到机床原点(如果还未做好准备),将气泡水平仪放置在柱塞上并相对于 X 和 Y 大致水平。
注意:在不调节悬着的第 4 个调平支脚的情况下,通过调节 3 个调平支脚来进行粗略调平。
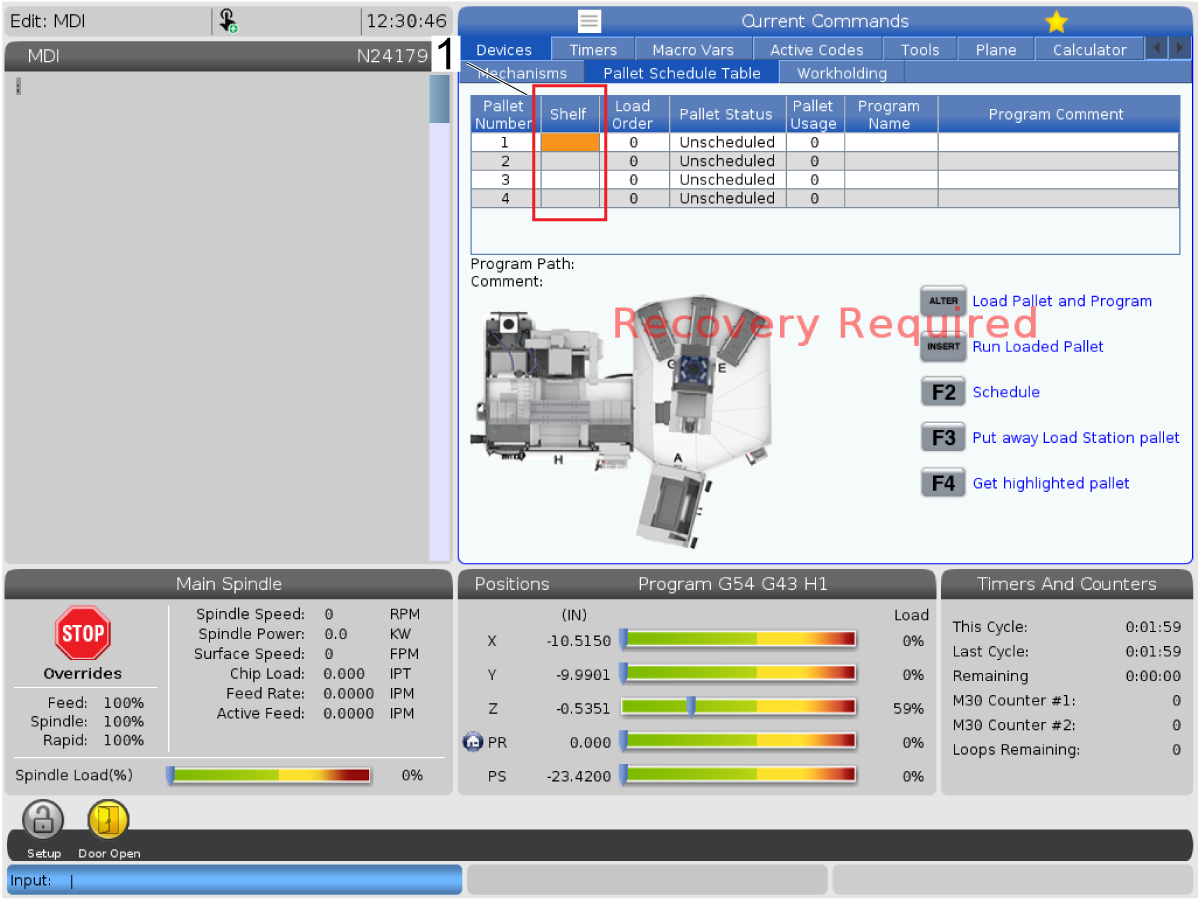
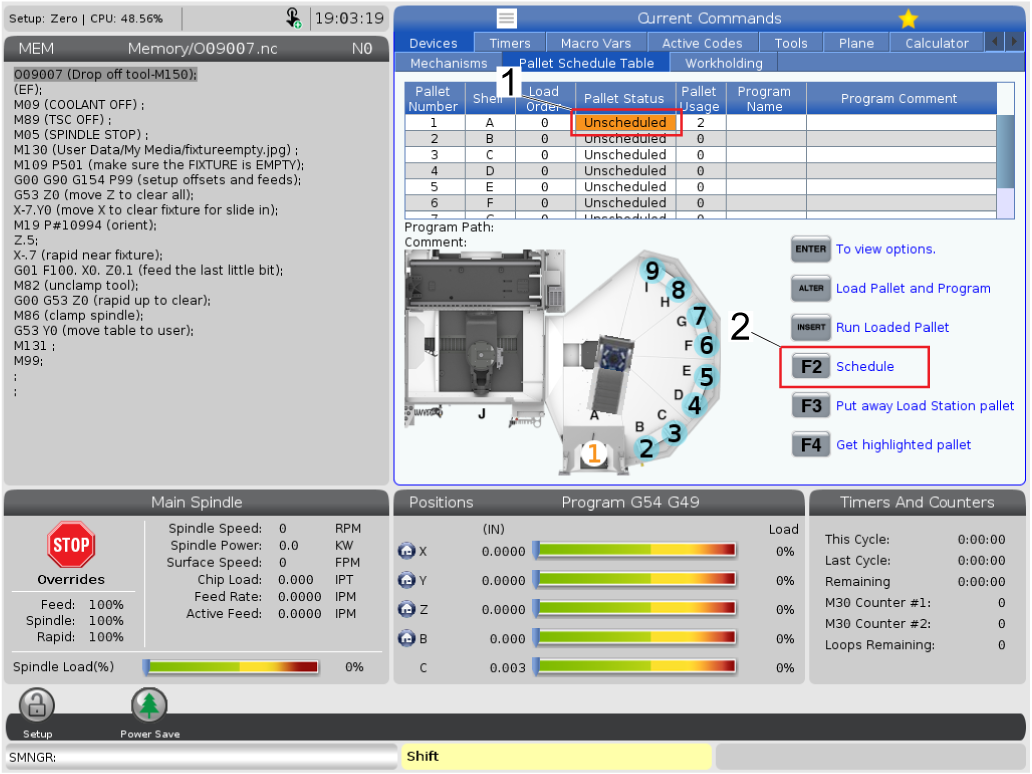
可能会遇到“托盘计划表”页面中的架子未分配的情况 [1]。在这种情况下,PR 和 PS 轴无法返回原点或无法恢复机床操作。
本节将说明如何分配缺少的架子;如果您的机床没有遇到这种情况,请跳到下一节。
首先,按 [CURRENT COMMANDS] 并选择托盘计划表选项卡。
按 [EMERGENCY STOP] [1] 并突出显示托盘 1 上的“架子”选项卡。
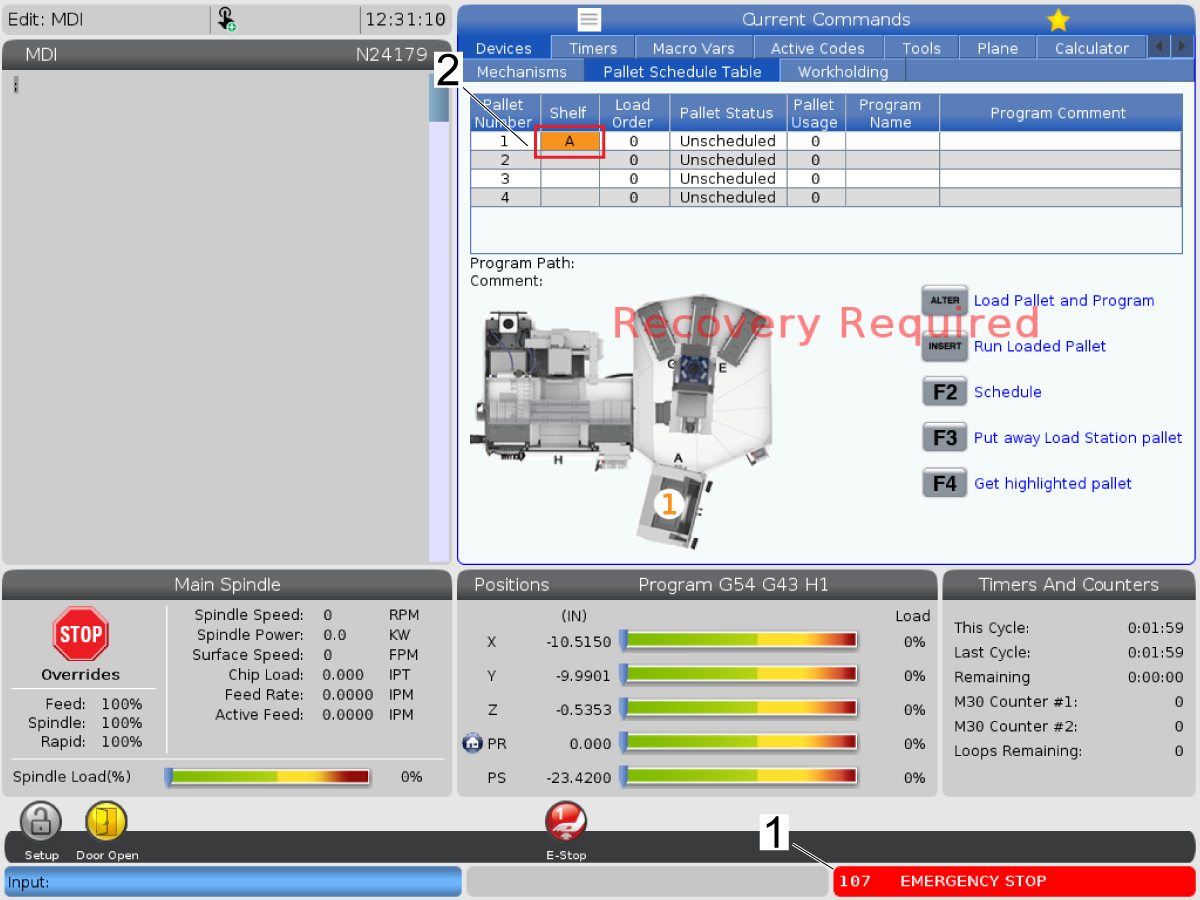
按住 [EMERGENCY STOP] 的同时输入字母 A,然后按 [ENTER]。 这会将架子 A 分配给托盘 1 [2]。
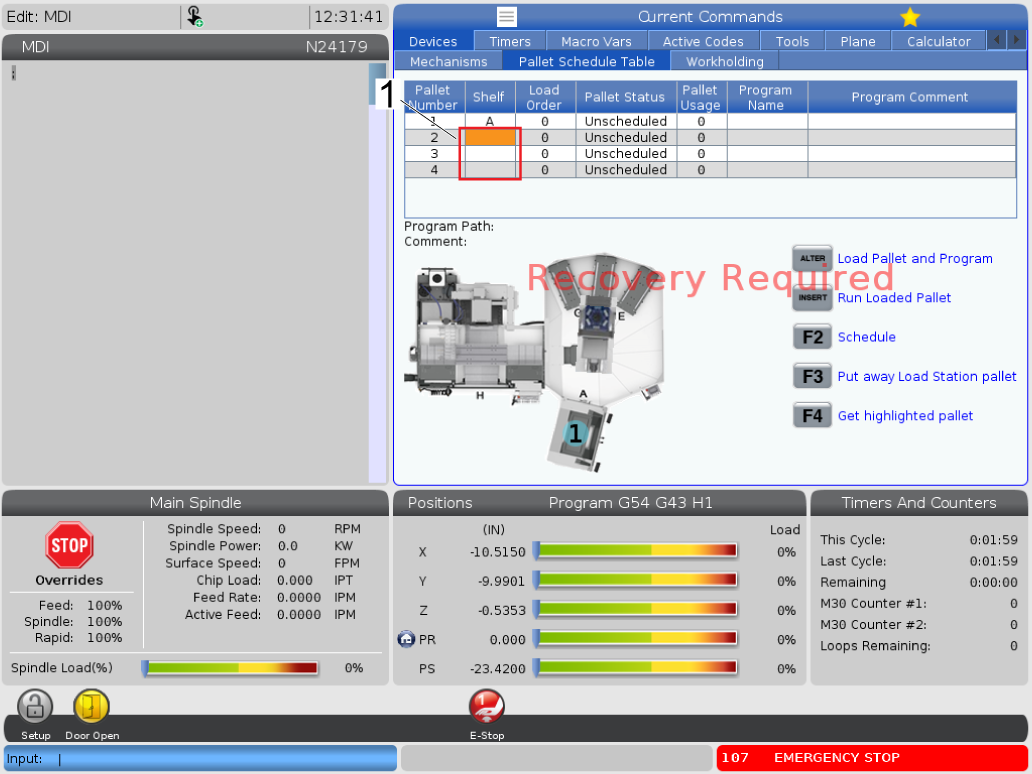
按字母顺序 [1] 对其余编号的托盘重复上述步骤。
注意:用户可以通过重复上述过程随时重新分配架子(例如,托盘 3 可以分配给架子 B)。
插入 Service Key USB 并将机床置于“维修”模式。
确保机床内部或托盘共用系统区域内没有障碍物。拉出 [E-STOP] 按钮和 [RESET] (重置)所有警报。
按 [ZERO RETURN] ,然后按 [ALL]。 机床将使所有轴回原点。
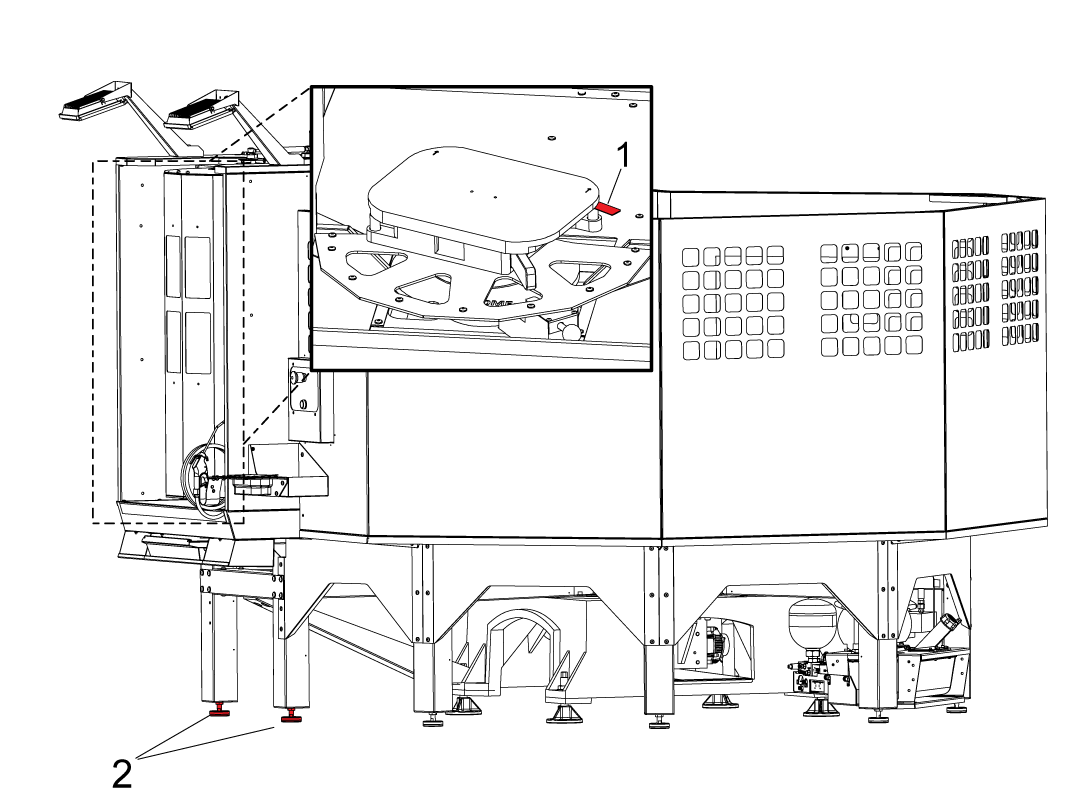
所有轴都回原点后,按 [RECOVER]。此时将显示一个弹出框,为“托盘更换装置恢复”选择 [2]。

“托盘更换装置恢复”屏幕会显示多托盘交换系统状态。确保托盘升降器已下降 [1]。如果没有按 [ALTER] 使托盘升降器下降。
按 [J],然后按 [DELETE] 按钮。这会将托盘升降器旋转至工位 J。
按 [F1] 打开自动窗口 [3]。
虽然仍在 托盘回收页 ,按 [J] 然后按 [DELETE] 将多托盘交换系统旋转到 J 位置。
按 [F1] 以打开窗口,然后按 [+Z],手动选择托盘滑动轴将机床中的 RAM 滑到抓取位置。
注意: 缓慢点动滑动轴,确保货叉底部离开接收装置铸件。如果货叉未离开铸件,升起多托盘交换系统。
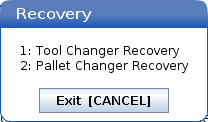
在托盘共用系统处于向下位置的情况下,使用间隙规 [1] 25-14354,通过调整托盘共用系统的高度设置间隙。根据间隙规均匀地升高或降低多托盘交换系统调平螺钉。
注意:调整间隙时,托盘共用系统仍应仅位于 3 个点上。
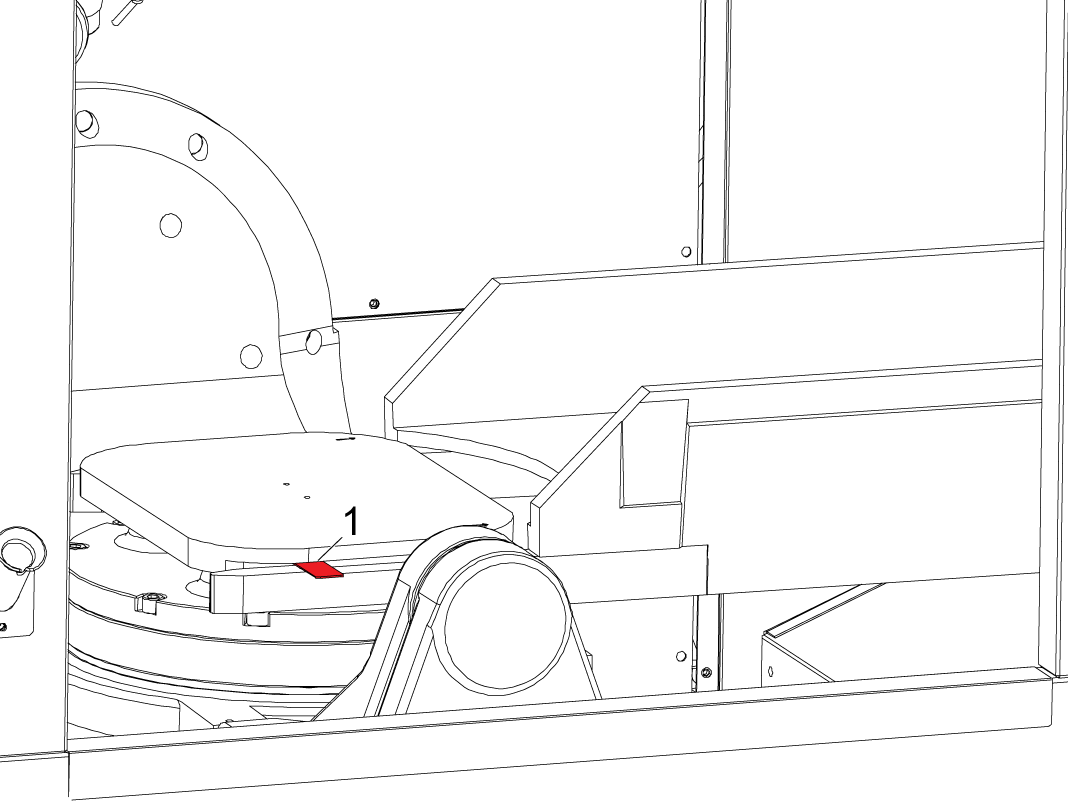
通过点动方式移动 PS 或 PR 轴来调整托盘共用系统滑块,以便叉子在托盘下方正确对齐。
RAM 应仍处于其滑动位置,通过以下方式调整 PR 位置:按 [-Z] ,在托盘恢复页面上选择 托盘旋转轴。
按 [F2],以松开托盘,然后按 [ALTER] 提起和放下托盘以确保托盘平稳地落在销钉上。 继续 调整 PR 和 PS 轴,以确保销钉与孔校准。
注意: 您应该能够通过调整 PR 和 PS 轴来校准多托盘交换系统,如果仅用这两个轴很难对齐,请将 C 轴调整到托盘与货叉边缘齐平的位置。然后将 参数 7.310 C 轴托盘偏置 设置为当前位置。托盘更换操作期间,C 轴将旋转至该位置
警告: 接收装置上的吹气会产生很大的噪音,建议使用耳塞。
对于8 工位多托盘交换系统,按 [Recovery] 退出托盘恢复,并转到 工厂设置 2139 [:] 架子 J 滑动偏置和 2149 [:] 架子 J 旋转偏置 对于 10 工位多托盘交换系统,转到“出厂设置 2307 [:] 架子 L 滑动偏置”和“2315 [:] 架子 L 转台偏置”,并确保这些值与 PS 和 PR 轴的位置匹配(如果未更新值)。
从机床上手动拆下托盘。
最后,将第四个调平螺钉放到圆盘上。
重新进入 托盘恢复页面,确保托盘松开,然后按 [INSERT]以将 RAM 返回至多托盘交换系统区域。
按[A] ,然后按 [DELETE] 将 RAM 旋转回其机床原点。
按 [A]和 [UNDO]将 RAM 滑回其机床原点。
确认该水平在 X 和 Y 方向 [1] 仍然是可接受的。
验证后,将 PR 和 PS 轴返回原点。
将托盘装载到装载工位上,在 RAM 处于装载工位的情况下,使用间隙规 25-14354 设置 RAM 货叉的销钉和托盘之间的间隙。
调整两个装载工位的调平支脚,直到设置好间隙。升高和降低托盘,以确保其平稳进行。
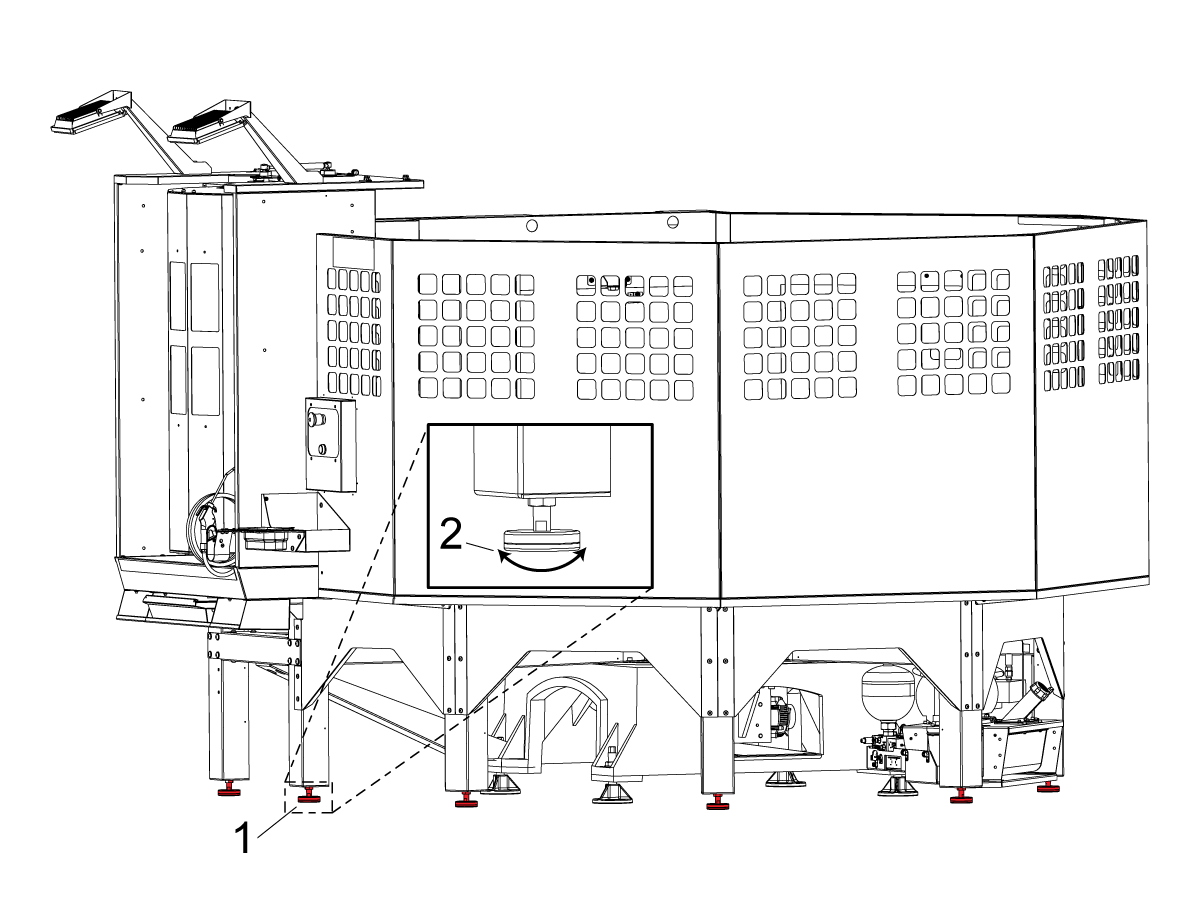
用手将所有外部调平支脚 [1] 降到地面,然后将每个调平支脚再旋转 1/2 圈 [2]。
请参阅多托盘交换系统操作员手册,了解如何使用托盘计划表在机床上加载托盘。
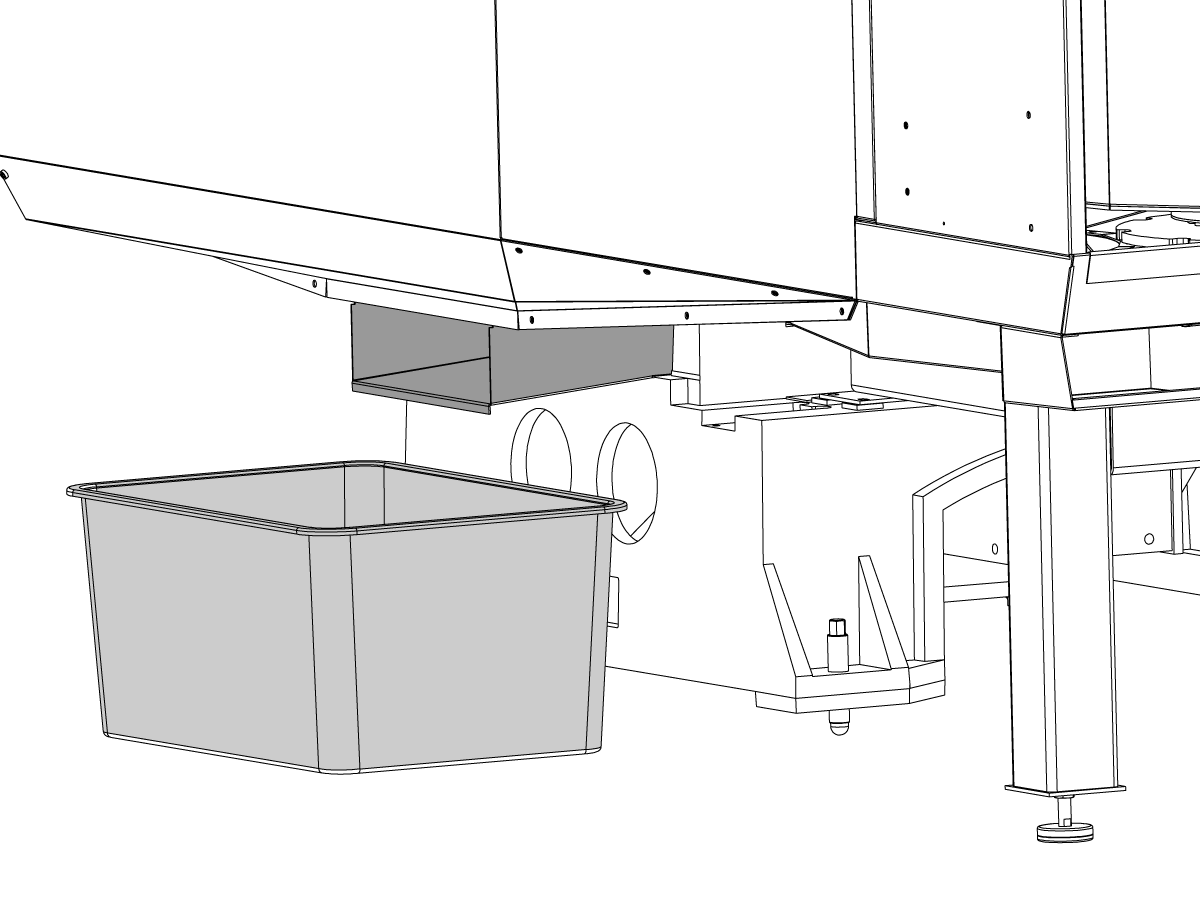
将我们提供的接袋置于多托盘冷却液排放盘下方,以用于接收托盘内排放出来的冷却液和切屑。
根据需要清空手提袋。
使用多托盘交换系统恢复功能测试其余工位上的提取/放下操作。
安装托盘共用系统防护面板。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






