

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
以下维修视频演示如何对齐 BMT 刀塔动力驱动系统。
注意:这服务视频仅供参考,不能代替书面程序。
所需工具:
从刀塔上拆下所有从动工具。
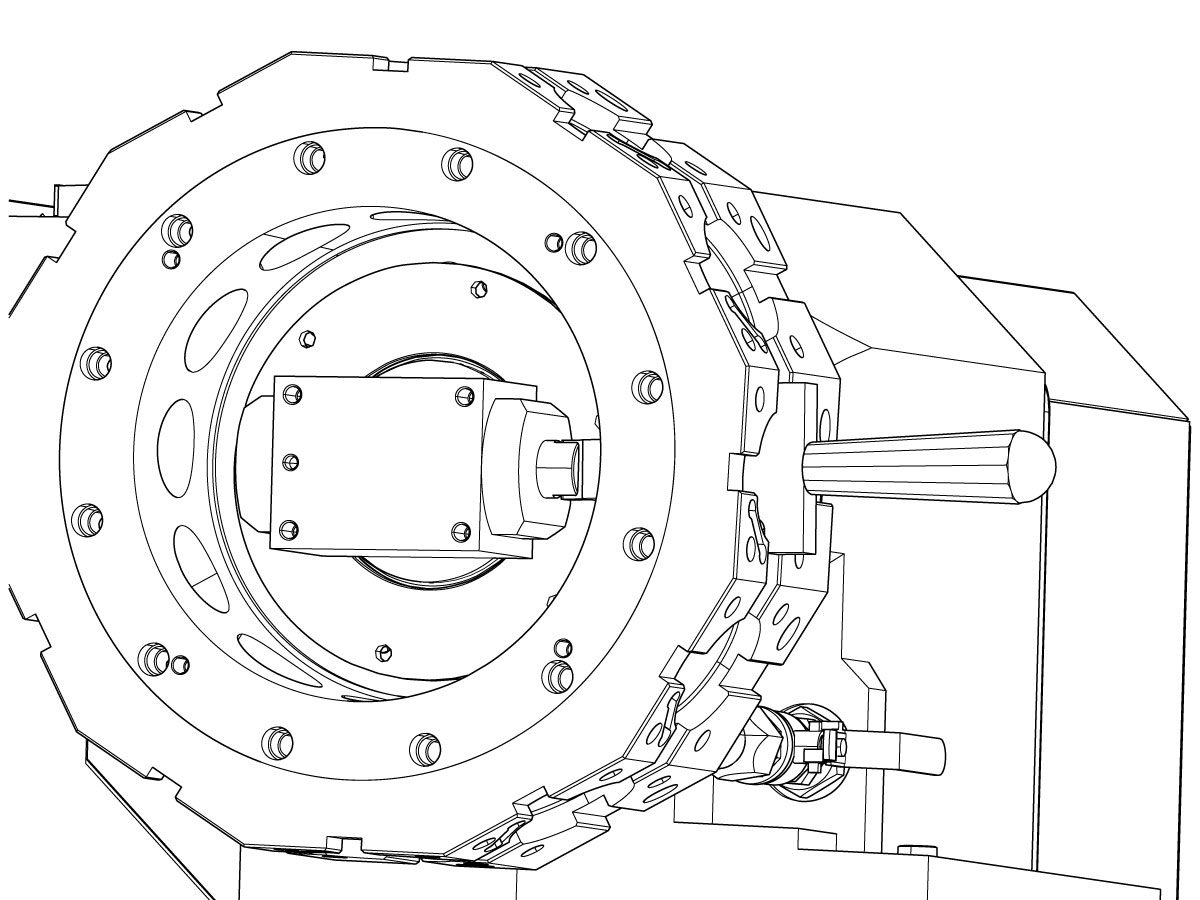
在工具#1上安装 T-0080 定位块,在 LT 驱动轴上安装 T-0082 指示器底座工具。
在Y轴上测量校准情况。
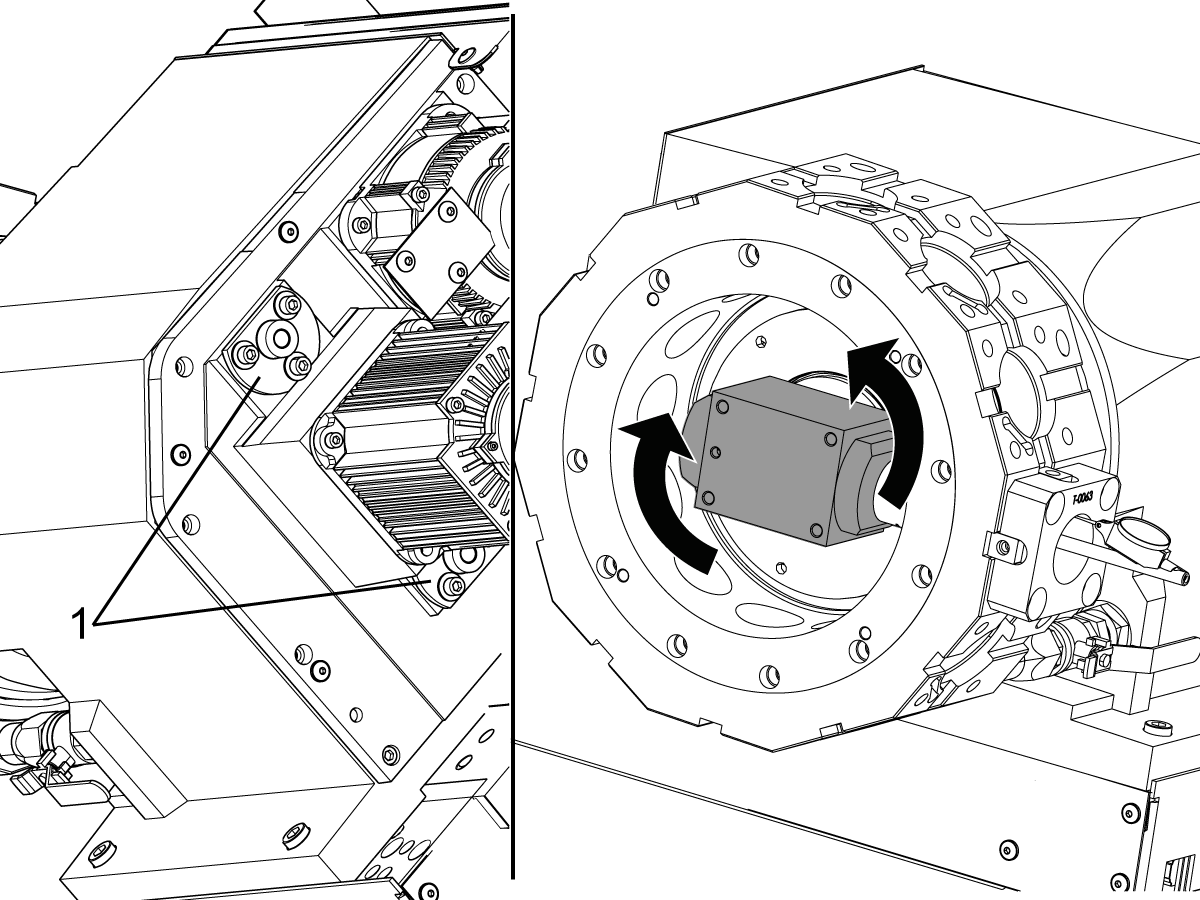
如果指标读数超过 0.002",将需要添加或删除垫片 [1]。
如果 Z 中的对齐方式正确,请转到 BMT 动力刀具驱动驱动器对齐部分。
要调整垫片大小,请按以下顺序删除各项:
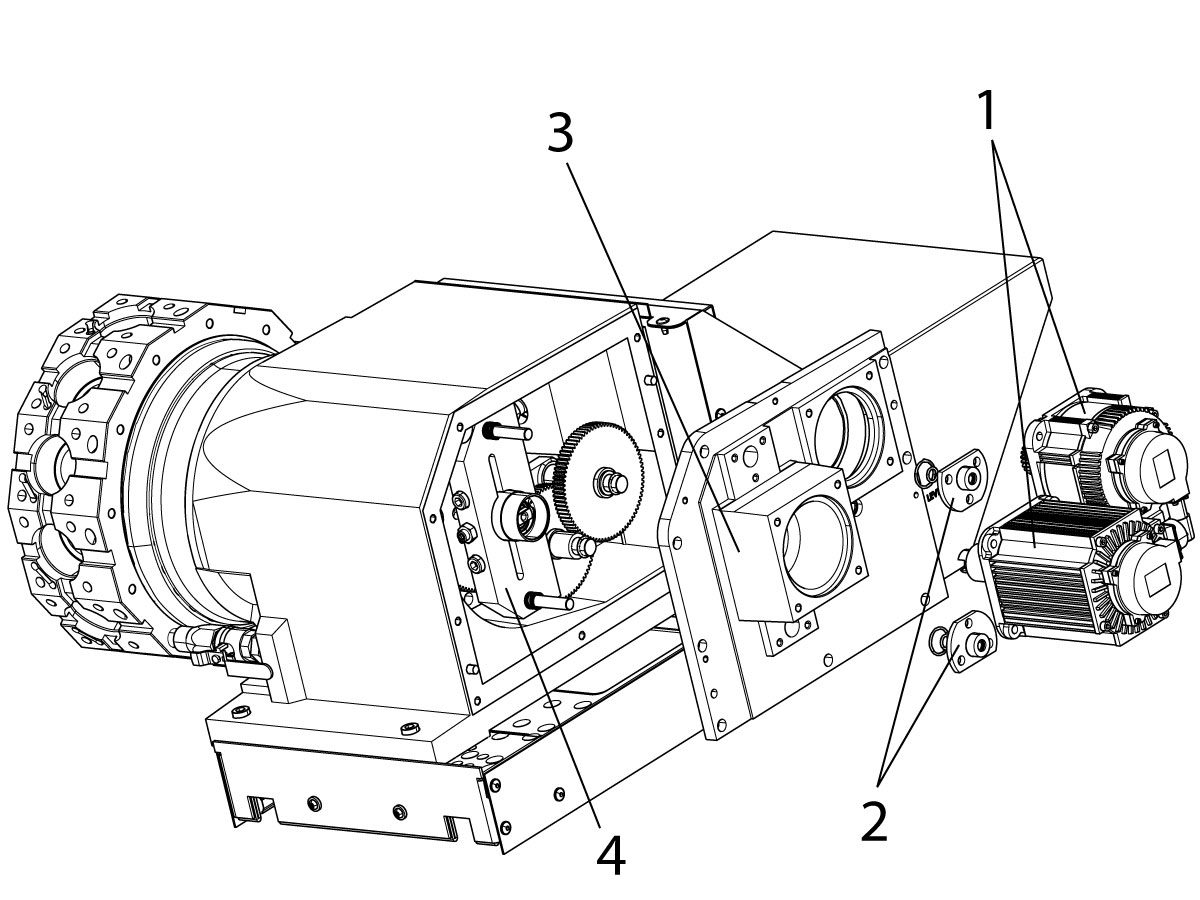
如果配备动力刀具,请按以下顺序拆下带固定螺栓和滚珠轴承的扭矩臂 [1]:
注: 如果需要,在夹紧螺栓旁边的千斤顶螺杆孔 [6] 中安装两个 5/16-18 螺栓。施加足够的扭矩以拆散扭矩臂,使其从扭矩管上滑出。
注: 当动力刀具发生发生碰撞,扭矩臂可能难以移除。可使用滑轮拉拔器。如果扭矩臂仍无法拆下,则用铣床将其切断扭矩管。如果使用铣床,请从刀塔护罩中取出齿轮,并彻底清洁它们和刀塔外壳。
拆下扭矩臂。
从扭矩管上拆下卡扣环。
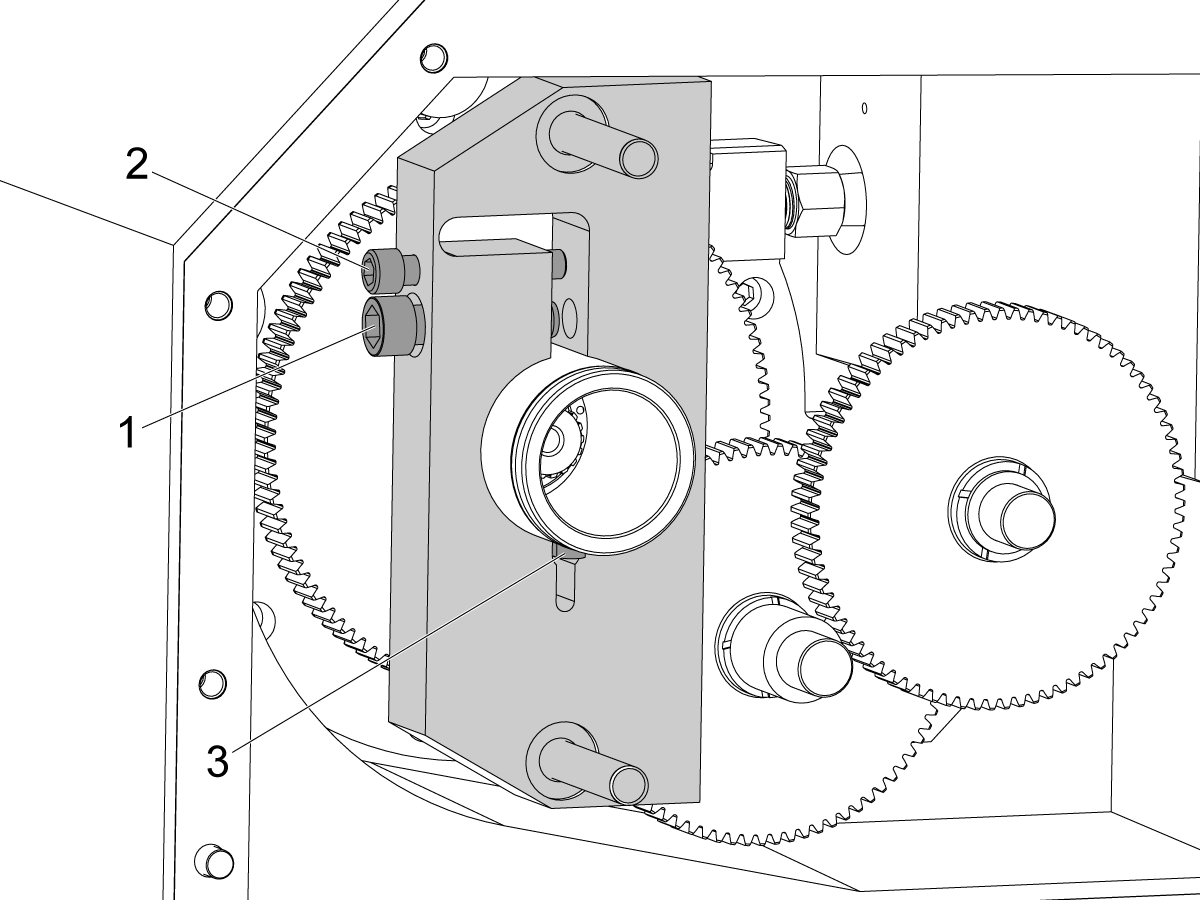
若要移除带固定螺栓的扭矩臂[1],请按顺序移除以下项目:
拆下并丢弃扭矩臂。
注: 如果固定螺栓难以拆下,则应使用喷灯对固定螺栓进行局部加热,以软化 loctite。
注: 如果需要,在夹紧螺栓旁边的千斤顶螺杆孔 [4] 中安装两个 5/16-18 螺栓。施加足够的扭矩以拆散扭矩臂,使其从扭矩管上滑出。
注意: 在动力刀具碰撞的情况下,扭矩臂可能难以移除。 可以使用 T-0133 BMT 扭矩臂拉拔器 或滑轮拉拔器。如果扭矩臂仍无法拆下,则用铣床将其切断扭矩管。如果使用磨床,请从刀塔外壳中取出齿轮,并彻底清洁它们和刀塔外壳。
带固定螺栓的扭矩臂:
T-0133 BMT 扭矩臂拉拔器用于从扭矩管上卸下扭矩臂。
将止块安装到扭矩管上。
将拉拔器安装到扭矩臂上,然后将千斤顶螺杆安装到拉拔器上。
拧紧千斤顶螺杆,以便从扭矩管上卸下扭矩臂。
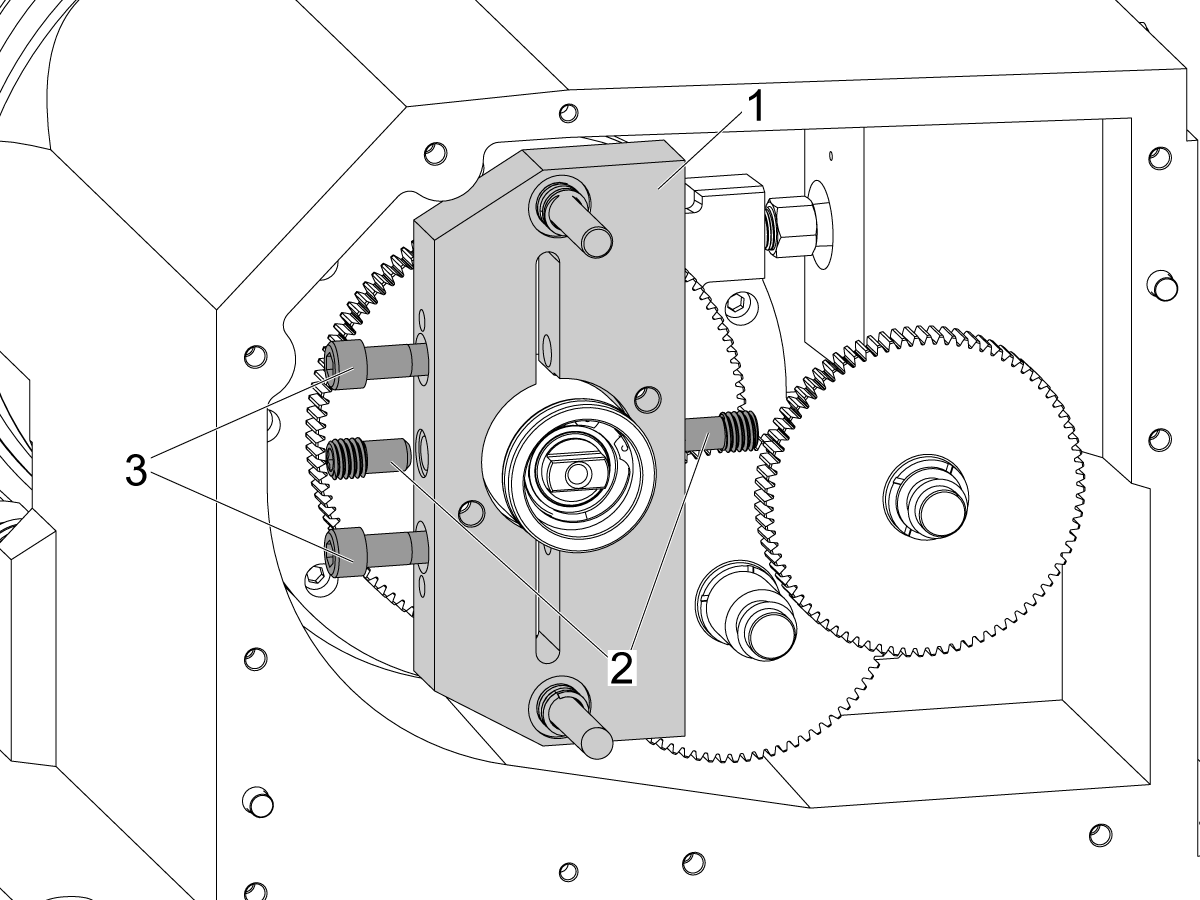
若要移除带键槽的扭矩臂,请按顺序卸下以下项目:
注: 当动力刀具发生发生碰撞,扭矩臂可能难以移除。可使用滑轮拉拔器。如果扭矩臂仍无法拆下,则用铣床将其切断扭矩管。如果使用铣床,请从刀塔护罩中取出齿轮,并彻底清洁它们和刀塔外壳。
拆下扭矩臂。
从扭矩管上拆下键[3]。
从扭矩管上拆下卡扣环。
从动力刀具驱动器上拆下指示器底座。
从固定环 [1] 上拆下 (6) 个螺栓,并将带电工具驱动器 [2] 滑出刀塔。
清洁孔,根据需要添加或移除垫片 [3]。
注意:垫片零件号为 59-1563 到 59-1567。
重新安装驱动器 [2] 并拧紧固定环 [1] 的 (6) 安装螺栓。
带固定螺栓和滚珠轴承的扭矩臂:
将卡环安装在扭矩管上,然后用弹簧安装扭矩臂。安装钢球和固定螺栓,轻轻拧紧以对齐两个部件。后退 1/8 圈的固定螺栓,以防止在下一步中绑定。
带固定螺栓的扭矩臂:
通过弹簧安装扭矩臂。轻轻设置扭矩安装固定螺栓,将两个工件对齐。
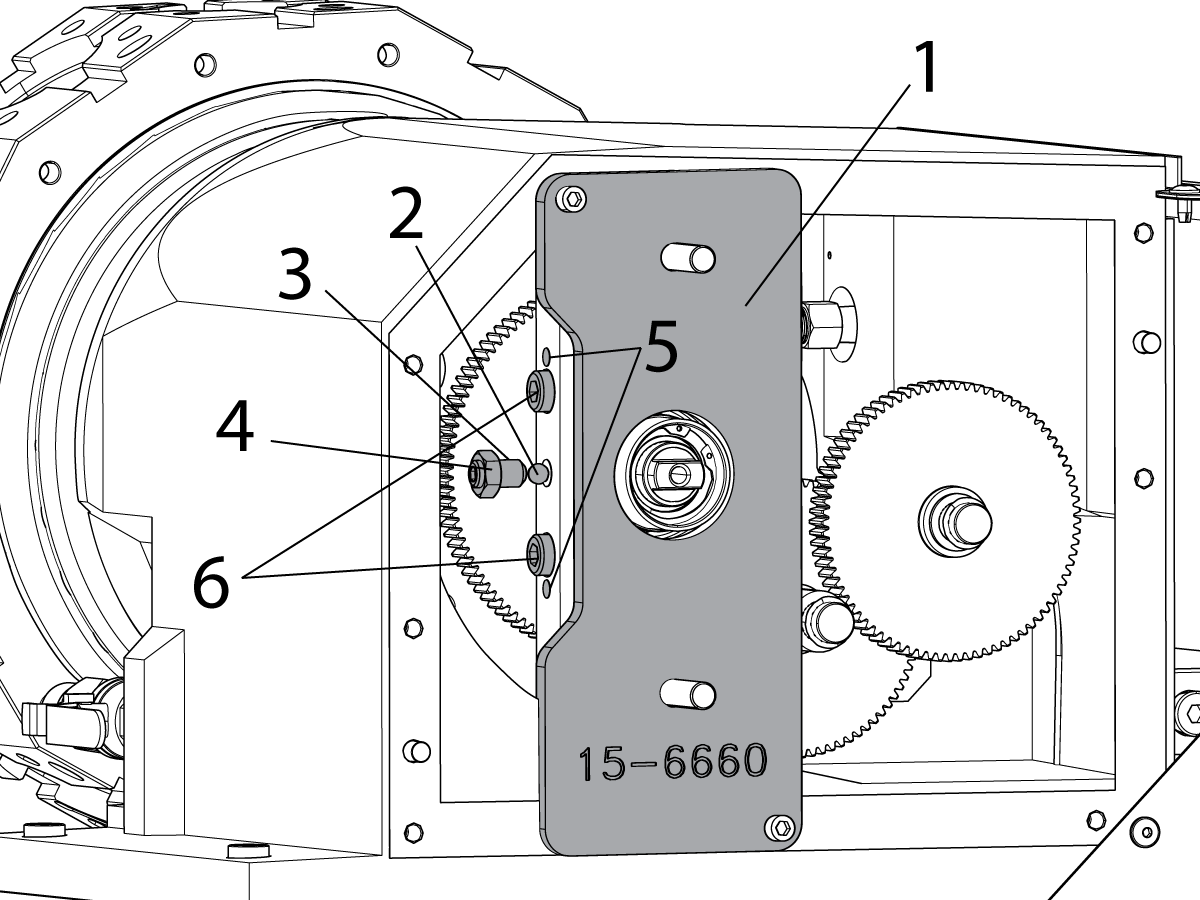
带固定螺栓和滚珠轴承的扭矩臂:
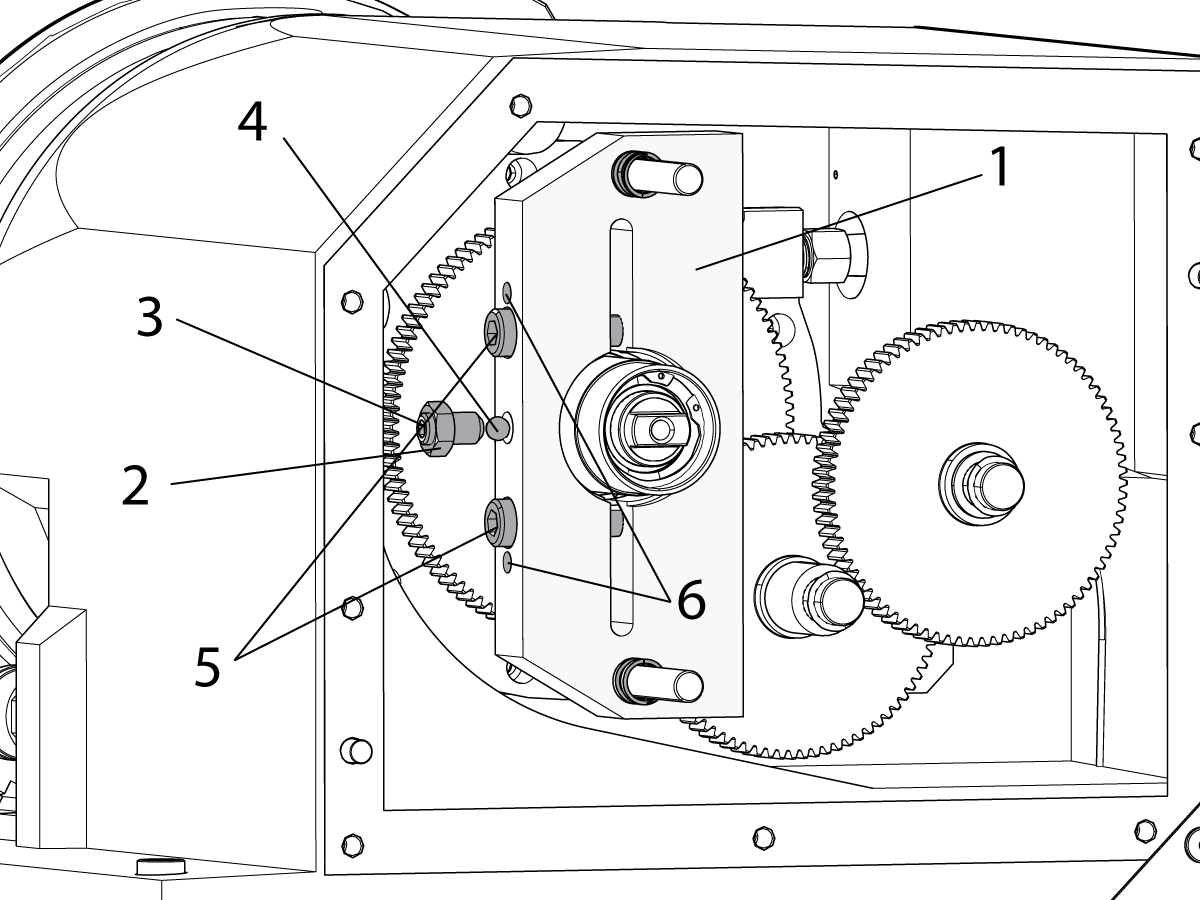
在转塔壳体上安装 T-0081 预装工具 [1]。
从螺纹孔 [5] 上拆下千斤顶螺钉。
用 10 ft-lb 的扭矩拧紧两个夹紧螺栓 [6]。
使用 Loctite (蓝色 242),用 10 ft-lb 的扭矩拧紧固定螺栓 [3]。用 35 ft-lb 的扭矩锁定保险螺母 [4]。
以 80 ft-lb 的扭矩拧紧两个夹紧螺栓 [6]。
在驱动器上安装磁石底座工具,并检查垫片校准。如果需要,请重复这些步骤以调整垫片大小。
如果对齐正确,拆下 T-0081 预装入工具 [1]。在扭矩臂销上涂抹一层薄薄的液体润滑脂,然后安装变速箱盖板。
安装对齐衬套。
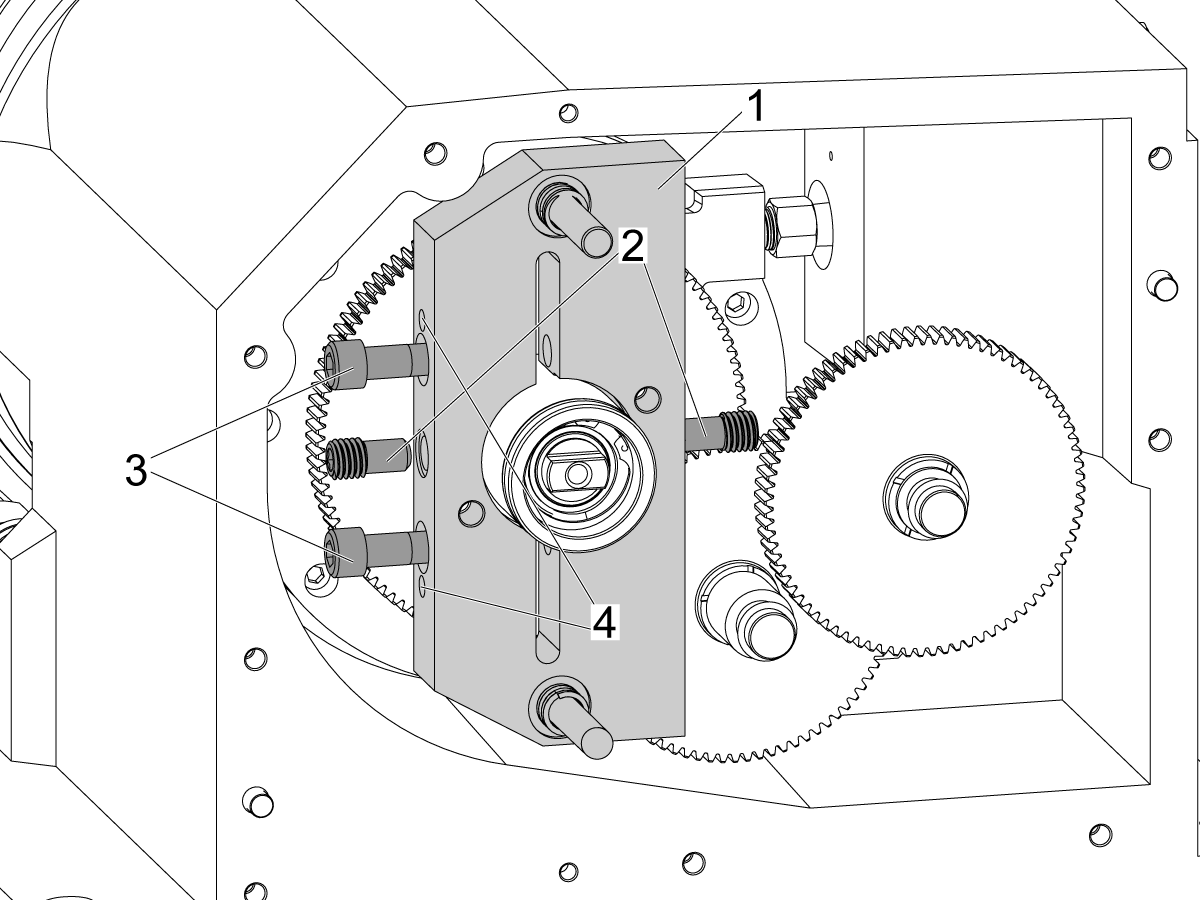
带固定螺栓的扭矩臂:
通过蓝色 Loctite 拧紧固定螺栓 [2],然后将扭矩调整至 30 ft-lb。
以 80 ft-lb 的扭矩拧紧两个夹紧螺栓 [3]。
安装弹簧、后刀塔变速箱盖和校准衬套。
在驱动器上安装磁石底座工具,并检查垫片校准。如果需要,请重复这些步骤以调整垫片大小。
如校准无误,请移除变速箱盖板。在扭矩臂销上涂抹一层薄薄的液体润滑脂,然后安装变速箱盖板。
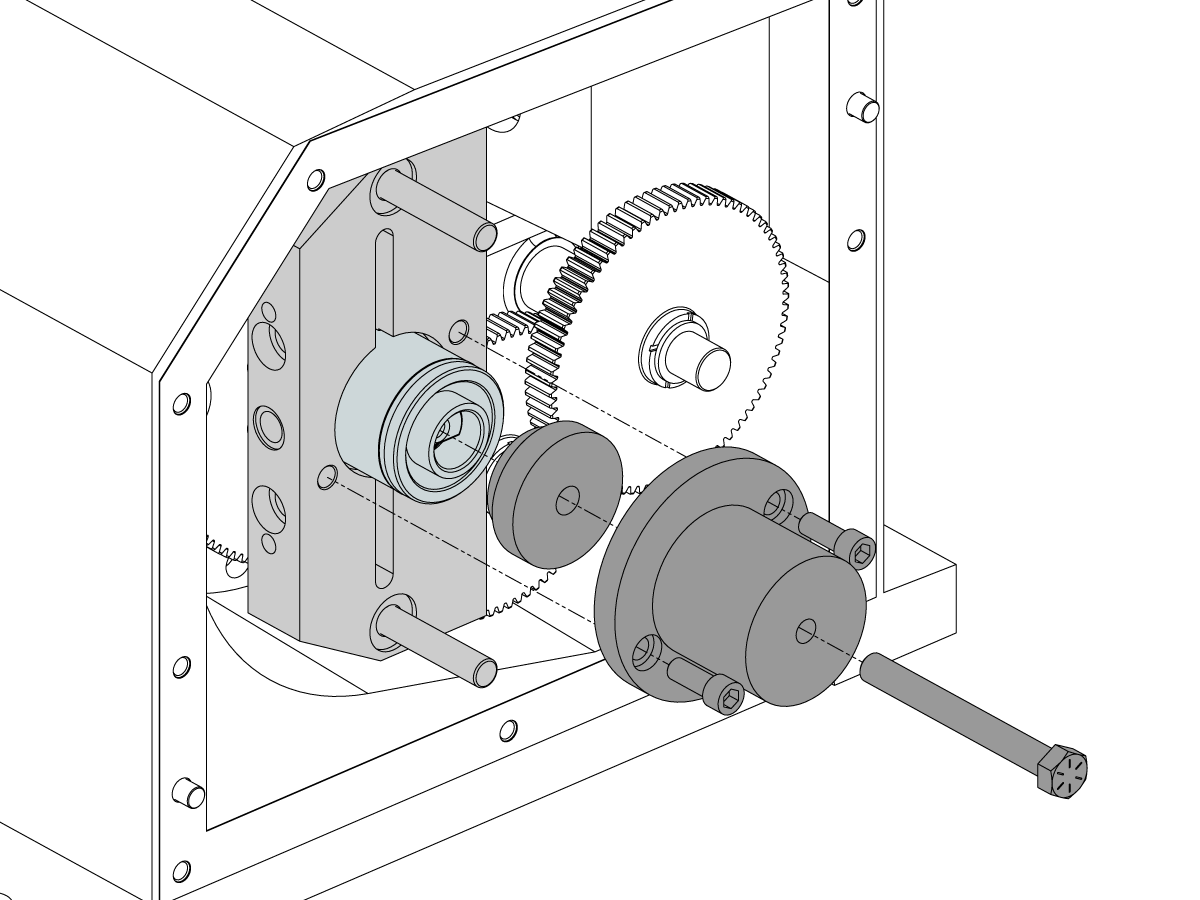
带键槽的扭矩臂:
在扭矩臂销上涂抹一层薄薄的液体润滑脂,然后安装弹簧、后刀塔变速箱盖、对齐衬套。
在驱动器上安装磁石底座工具,并检查垫片校准。如果需要,请重复这些垫片调整步骤。
安装带电工具电机。
通过刀塔索引器电机安装孔 [1] 重新加注油。
安装并启用带电工具和刀塔伺服电机。
说明:建议使用漏斗,以避免溢出到其他组件
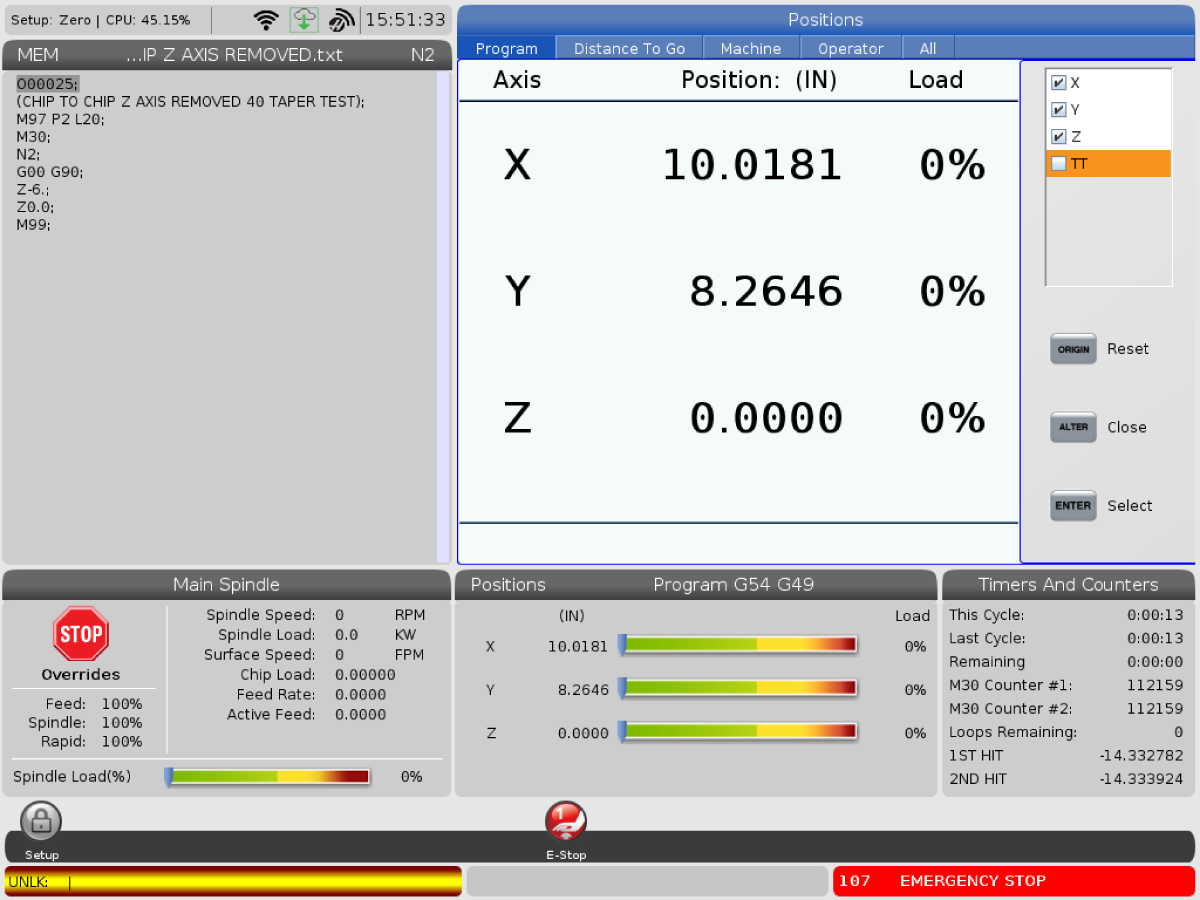
将参数 9.019 更改为 FALSE。通过按 ALTER 然后选择 TT 轴并按下 ENTER,使轴在显示页上可见。
拆下任何可能妨碍工具的工具,零返回 TT 轴,忽略任何警报。按 诊断 以访问"FACTORY 参数"选项卡。TT 型和按压 F4 以设置网格偏移。零返回 TT 轴。
在 MDI 中,命令 M43 可松开刀塔。手柄转动 TT 轴,直到刀套 1 到位,目视对齐冷却液喷嘴。按 ESTOP 并验证刀塔是否完全就位。
按 DIAGNOSTICS (诊断)回到参数。TT 型和按压 F2 设置刀具更改偏移量。
将参数 9.019 更改为 TRUE。
对于 CHC 机床,请遵循以下程序。
安装指示器底座 T-0082 后,松开顶部和底部对齐衬套上的 (6) 螺栓 [1]。
旋转驱动器,直到 T.I.R. 小于 0.002"。
拧紧顶部和底部对齐衬套 [1] 上的 (6) 个螺栓,将驱动器锁定到位。
验证 T.I.R. 是否小于 0.002"。
拆下 T-0080 和 T-0082 / T-0160 校准块和指示器底座。
将 T-0083 / T-0148 输出轴校准工具插入刀套。
在垂直位置检查驱动狗与工具的对齐。
对于经典 Haas 控制器:调整参数487 TT 换刀偏置以更正校准。
对于下一代控制器:
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





