
 立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

自动对刀仪可提高零件精确度和设置连续性,且最高可减少50%的设置次数。该系统采用易用的手动和自动操作模式,借助用户友好型界面,实现快速、对话式的程序设计。
---alignment,-test,-and-calibration/NGC-Probe-Operation.png)
警告:要在 ATP 上手动探测刀具,必须通过按住轴方向按钮而不是手动转盘,将刀具送入探头。点动速率必须设置为.001,否则测量的刀具偏置可能不准确。
确保 ATP 臂不会撞到机床零件。
按 [CURRENT COMMANDS](当前命令)。
选择 Devices(设备)选项卡
选择 Mechanisms(机制)选项卡
突出探针臂
推 [F2] 以降低 ATP 臂。
---alignment,-test,-and-calibration/Manually-Probe-Tools-ATP-X-Offset.png)
确保在刀塔中安装车削加工粘刀。
确保刀套面向主轴。
点动X轴和Z轴至探针针头中心,以探测至 X 几何。
确保刀尖和探针之间的距离为 0.125 英寸。
---alignment,-test,-and-calibration/NGC-Offset-Tool-Geometry.png)
推 [OFFSET] 并导航至“刀具偏置”选项卡。
选择将测量刀具偏置的 Tool Row(刀具行)。
通过按 [0] 来清除 X 几何和 Z 几何的刀具偏置值。推 [F1]。这将清除偏置值。
如果收到警告信息 [1],按 [Y] 以选择 YES(是)。
按 [HANDLE JOG],然后按 [.001/1.]。
按住[-X]不放,直到粘刀接触到探针。
注意: 粘刀触到刀具探针时,会听到一声“哔声”。
刀具偏置将填充 X 几何。
将 X 轴从 ATP 臂上移开。
---alignment,-test,-and-calibration/Manually-Probe-Tools-ATP-Z-Offset.png)
点动X轴和Z轴至探针针头中心,以探测 Z 几何。
确保刀尖和探针之间的距离为 0.125 英寸。
按 [HANDLE JOG],然后按 [.001/1.]。
推动 [-Z] 并按住不放,直到粘刀接触到探针。
注意: 粘刀触到刀具探针时,会听到一声“哔声”。
刀具偏置将填充 Z 几何。
将 Z 轴从 ATP 臂上移开。
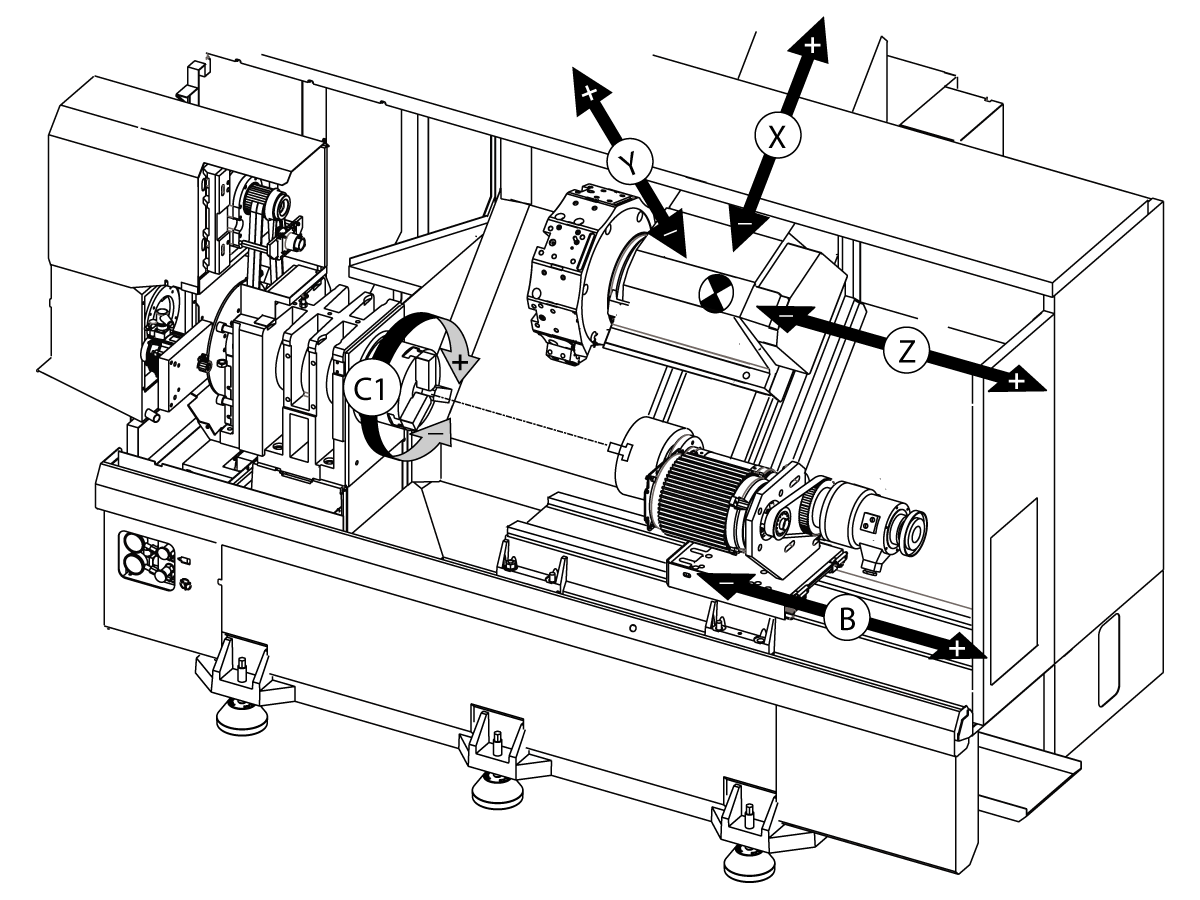
C轴提供了高精度的双向主轴运动,采用X和/或Z轴运动可对其进行完全插补。可在0.01至60 RPM之间的范围内发出转速指令。
C 轴运行取决于工件和/或工件夹具(卡盘)的质量、直径和长度。如果使用了特别重、直径特别大或特别长的配置,请联系哈斯应用部门。
笛卡尔到极坐标系的转换 (G112)
G112 XY 到 XC 坐标插补功能使您能在笛卡尔 XY 坐标中对后续块进行编程,控制器将自动将其转换为极 XC 坐标。当它处于启用状态时,控制器使用 G17 XY 进行 G01 线性 XY 冲程,使用 G02 和 G03 进行圆形运动。 G112 还将 X、 Y 位置指令转换为旋转 C 轴和线性 X 轴移动。
笛卡尔-极坐标程序设计大大减少了复杂运动指令所需的代码数量。通常,加工一条直线时需要通过许多点定义路径,但在笛卡儿坐标中,只需输入端点坐标即可。采用此功能可在笛卡尔坐标系中实现端面加工编程。
C 轴编程注意事项
注意:程序定义的运动应始终对刀具中心线进行定位。
刀具路径绝对不可跨越主轴中心线。如有必要,请重新定位主轴中心线,使切削的时候不会越过工件中心。对于必须越过主轴中心的切削,可采用两次平行走刀在主轴中心两侧进行。
笛卡尔到极坐标的转换是一个模态指令。欲知有关模态 G 代码的更多信息,请参阅第 16 章。
代码G112应配合使用C轴和动力刀具的车床一起使用,以在沿非旋转工件的任何地方编程刀具。
代码G112使用X、Y和Z轴进行3-D轮廓加工。刀具中心线编程(G40)和刀具直径补偿 (G41/G42)可用进行 G112。也可用于三个平面选择 (G17、G18、G19)中任一个的刀具。
带Y轴的车床可使用G112,对于沿工件延长动力刀具的行程范围很有用。
三个平面(G17、G18、G19)中任何一个平面里的圆弧运动(G02 和 G03)也可用进行G112。
因主轴在G112中未转动,所以必选选择“每英寸进给” (G98)。
G112激活后,不能再使用以XYZ和C编程的所有运动。
使用G112时,所有X值为径向。
程序范例:
o51120(笛卡尔-极坐标插补);
(G54 X0 Y0在旋转中心);
((Z0在零件的端面);
(T1是一把立铣刀);
(准备程序块开始);
T101 (选择刀具和偏置1);
G00 G20 G40 G80 G97 G99 (安全启动);
G17(调用XY平面);
G98(每分钟进给);
P1500 M133(动力工具 CW,转速为 1500 RPM);
G00 G54 X2.35 C0。Z0.1 (快速移至第1个位置);
G112(XY 坐标转换为 XC 坐标);
M08 冷却液打开;
(切削程序块开始);
G0 X-.75 Y.5;
G01 Z0 F10.;
G01 X0.45(点1);
G02 X0.5 Y0.45 R0.05(点2);
G01 Y-0.45(点3);
G02 X0.45 Y-0.5 R0.05(点4);
G01 X-0.45(点5);
G02 X-0.5 Y-0.45 R0.05(点6);
G01 Y0.45(点7);
G02 X-0.45 Y0.5 R0.05(点8);
G01 X0.45 Y.6(点 9);
G00 Z0.1(快速退刀);
(完成程序块开始);
G113(取消 G112);
M135(动力工具关闭);
G18(返回XZ平面);
G00 G53 X0 M09(X 回原点,冷却液关闭);
G53 Z0(Z 回原点);
M30(结束程序);
笛卡儿坐标指令将被解析为线性轴的运动(刀塔运动)和主轴运动(工件的旋转)。
当轴被命令或点动时,车床自动接合/脱离 C 轴。
未使用G112时,设置102 - 直径用于计算进给率。
如此范例中所示,可借助H地址码执行C轴增量运动:
G0 C90。(C 轴移动到90 度);
H-10。(C 轴从之前的90度位置移动到80度位置);
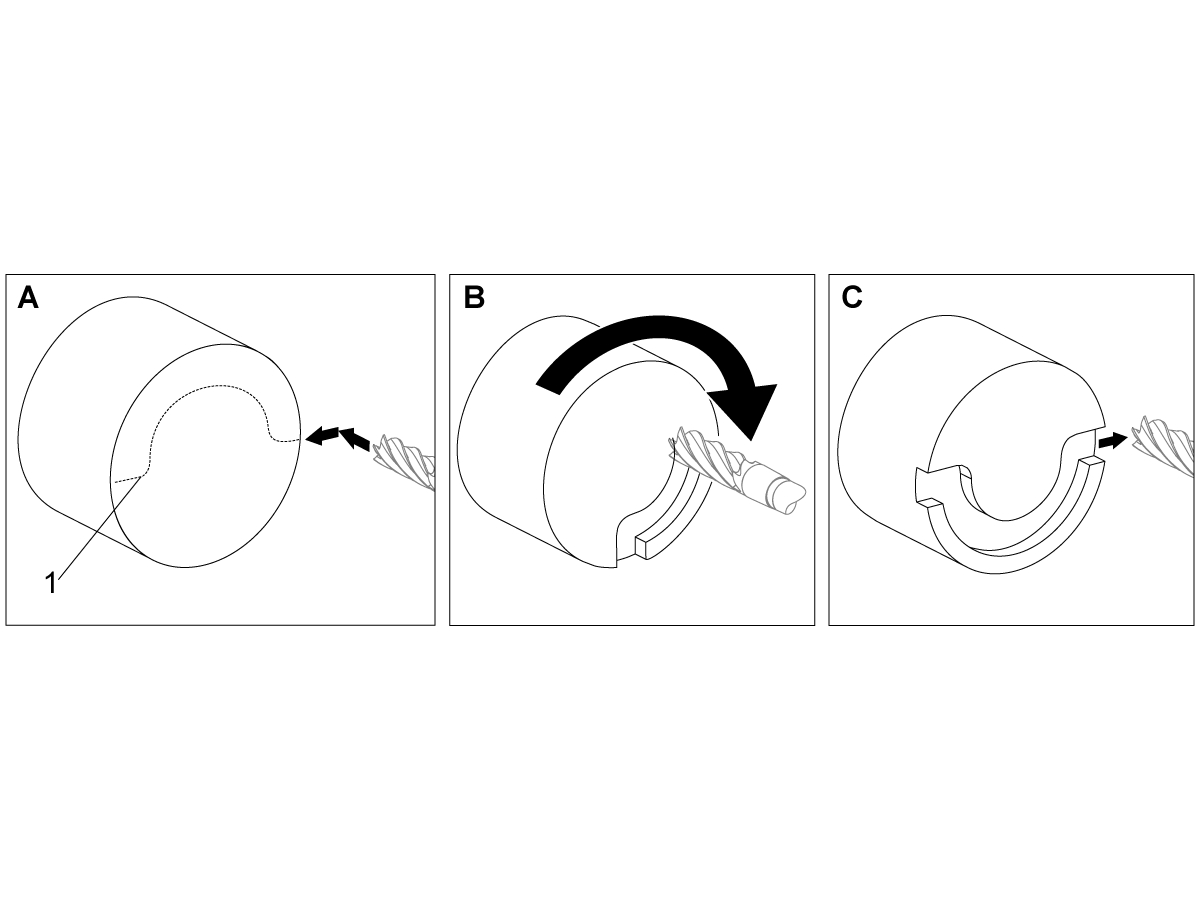
笛卡儿坐标插补范例1。[1] 预计切削路径 [A] 立铣刀一侧进给 1" 进入工件。[B] C 轴转动 180 度以切割弧形。[C] 立铣刀从工件中进给 1"。
o51121(笛卡儿坐标插补范例1);
(G54 X0 Y0在旋转中心);
((Z0在零件的端面);
(T1是一把立铣刀);
(准备程序块开始);
T101 (选择刀具和偏置1);
G00 G18 G20 G40 G80 G99(安全启动);
G98(每分钟进给);
G00 G54 X2。C90 Z0.1(快速移至位置1);
P1500 M133(动力工具 CW,转速为 1500 RPM);
M08 冷却液打开;
(切削程序块开始);
G01 Z-0.1 F6.0(进给到Z深度);
X1.0(进给到位置 2);
C180。F10.0(旋转切割圆弧);
X2.0(移回位置1);
(完成程序块开始);
G00 Z0.5 M09(快速退刀,关闭冷却液);
M135(动力工具关闭);
G18(返回XZ平面);
G53 X0 Y0 (X & Y回原点);
G53 Z0(Z 回原点);
M30(结束程序);

程序范例:
o51122(笛卡儿坐标插补范例 2);
(G54 X0 Y0在旋转中心);
((Z0在零件的端面);
(T1是钻头);
(准备程序块开始);
T101 (选择刀具和偏置1);
G00 G18 G20 G40 G80 G99(安全启动);
G19(调用YZ平面);G98(每分钟进给);
G00 G54 X3.25 C0。Y0. Z0.25 ;
(快速移至第1个位置);
P1500 M133(动力工具 CW,转速为 1500 RPM);
M08 冷却液打开;
G00 Z-0.75(快速到Z深度);
(切削程序块开始);
G75 X1.5 I0.25 F6。(在第1个孔上开始G75);
G00 C180。(将C轴旋转到新位置);
G75 X1.5 I0.25 F6。(在第2个孔上开始G75) ;
G00 C270。(将C轴旋转到新位置);
G75 X1.5 I0.25 F6。(在第3个孔上开始G75) ;
(完成程序块开始);
G00 Z0.25 M09(快速退刀,关闭冷却液);
M135(动力工具关闭);
G18(返回XZ平面);
G53 X0 (X回原点) ;
G53 Z0(Z 回原点);
M30(结束程序);
带有两个主轴的车床是双主轴机床。主主轴位于一个固定的壳体中。另一个主轴,即副主轴”,拥有一个沿着线性轴移动的壳体, 其代号为“B”,它替代了传统的尾座。您要采用一些特定的M代码对副主轴进行控制。
同步主轴控制
双主轴车床可使主主轴和副主轴同步。这意味着,如果主主轴接收到一个旋转指令,副主轴也将以相同转速朝相同方式转动。这被称为同步主轴控制(SSC) 模式。在SSC模式中,两根主轴将同时加速、保持恒定速度和减速。这样就能使用两根主轴在两端对工件进行支持,以获得最大的支承和最小的振动。也可在主主轴和副主轴之间传递工件,尤其适用于主轴继续旋转时进行“翻转”。
共有两个与SSC相关的G代码:
G199激活SSC。
G198取消SSC。
在发出指令G199时,两根主轴在加速到程序定义速度前将得到定向。
注意:在程序采用了双主轴同步控制时,在执行G199之前,首先需要使用M03(用于主主轴)和M144(用于副主轴)使主轴加速。如果在主轴转速达到指定速度之前就执行G199,那么,两根主轴就要在加速时尝试保持同步,由于加速度的缘故,这需要花费更多的时间。
如果 SSC 模式有效,并且您按 [RESET] 或 [EMERGENCY STOP],SSC 模式将保持有效,直到主轴停止。
同步主轴控制显示
主轴同步控制显示可在当前命令显示中使用。主轴列描述了主主轴的状态。副主轴列描述了副主轴的状态。第三列显示其它各种状态。左侧是一列行标题:
G15/G14 -如果在副主轴列中出现了G15,那么,主主轴是主动轴。如果在副主轴列中出现了G14,那么,副主轴就是主动轴。
SYNC (G199) - 在行中出现G199时,主轴同步就处于激活状态。
位置(度)- 本行显示主主轴和副主轴的当前位置,以度为单位。值范围在-180.0度至180.0度之间。这是相对于各主轴默认方向位置的。
第三列表示两根主轴之间的当前差异,单位为度。当这两根主轴都在它们各自的零点位置,此值为零。如果第三列值为负值,该值表示了副主轴落后主主轴的程度,该值单位为度。如果第三列值为正值,该值表示了副主轴超越主主轴的程度,该值单位为度。
速度(RPM) - 此行显示了主主轴和副主轴的实际转速。
G199 R 相位偏置。- 这是G199的程序定义R值。如果无指令G199,则这一行为空; 否则,它会显示当前执行的G199块的R值。
卡盘 - 该列显示工件夹具(卡盘或夹头)的夹紧或松开状态。在夹紧时此行为空,或者在工件夹具打开时将以红色显示“松开”。
负载 %- 显示每根主轴的当前负载百分比。
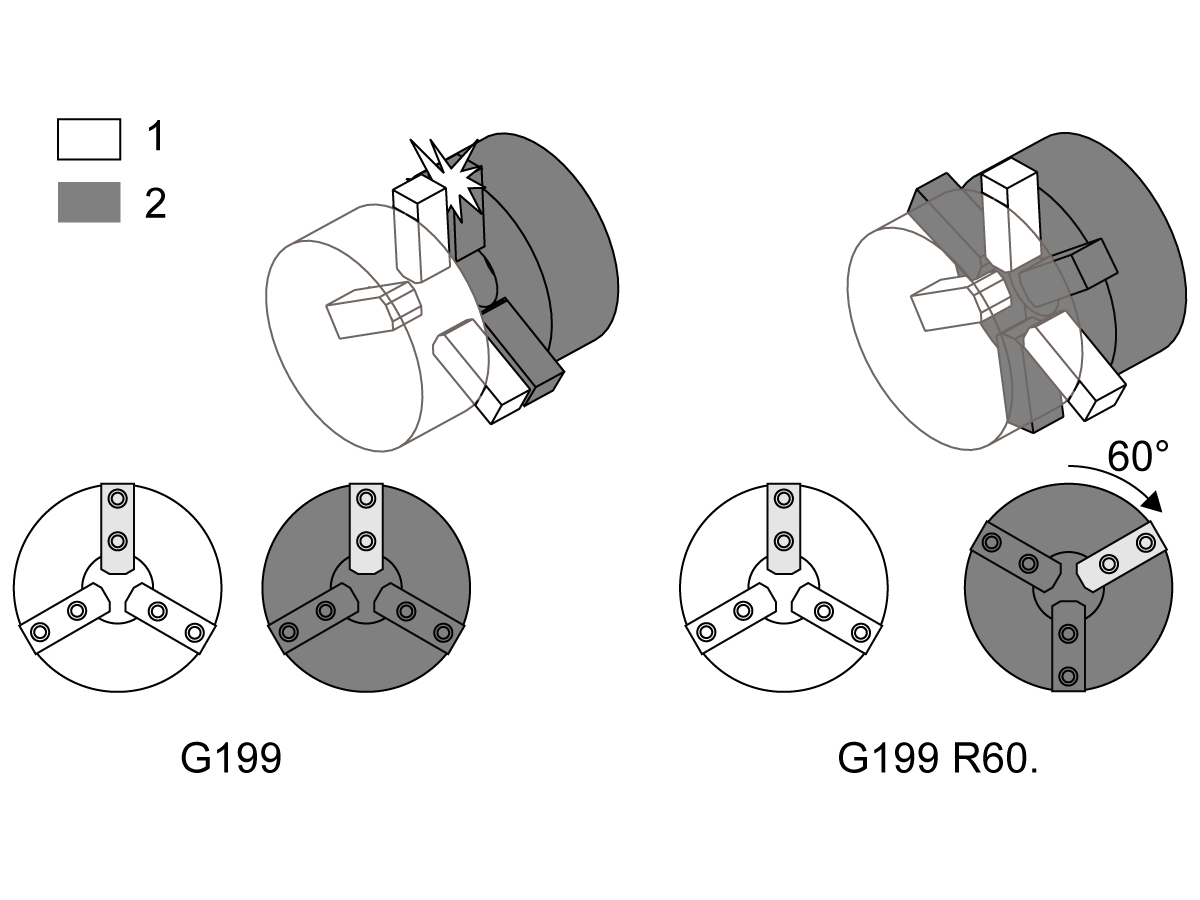
R 相位偏置解释
当车床双主轴同步时,它们先执行定向,然后从它们的原位以相同速度旋转,相互间保持相对静止。换句话说,在两根主轴停止时所看到的相对方向保持了同步主轴旋转状态。
您可以使用一个R值连同G199、M19或M119来修改此相对方向。R值表示从动轴原点的偏置值,单位为度。采用该值可在工件传递操作时使卡爪“咬合”。
G199 R值范例:
[1]主动轴
[2]从动轴
寻找一个G199 R值
为了寻找一个合适的G199 R值,请按照以下步骤进行:
1. 在MDI 模式执行M19对主主轴进行定向,然后执行M119对副主轴进行定向。这样就在主轴原位之间建立了默认的方向。
2. 把R值(单位:度)添加到M119中,以使副主轴位置偏置。
3. 检查卡爪间相互作用情况。更改M119 R值,以对副主轴位置进行调整,直到卡爪相互间运行正常。
4. 记录正确的 R 值并将它用于程序中的 G199 块中。
副主轴编程
副主轴的程序结构与主轴相同。采用G14把主主轴M代码和固定循环应用于副主轴。采用G15取消G14。
副主轴指令
按照当前指令的“设备”选项卡下“副主轴”部分中列出的说明 ,点动副主轴。
有三个M代码用于启动和停止副主轴:
P地址代码指定了从1转/分钟到最高转速的主轴转速。
设置 345 用于为副主轴选择外径和内径夹紧。
G14/G15 - 主轴交换 这些 G 代码选择在同步主轴控制 (SSC) 模式 (G199) 期间哪个主轴为主动轴。G14使副主轴成为主动轴,G15则取消G14。
当前指令下的主轴同步控制界面将告诉您当前哪根主轴为主动轴。如果副主轴为主动轴,那么在副主轴栏中将显示G14。如果主主轴为主动轴,那么在主轴栏中将显示G15。

Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






