

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0492
本程序所述为如何在铣床上安装 8M DC 自动门选件。
机器要求:
重要事项:此过程仅供参考,所有 8M 自动门安装套件都将取代 CAN 自动门安装套件。
本文档适用于以下套件:
8M 自动门套件
重要事项:此过程仅供参考,所有 8M 自动门安装套件都将取代 CAN 自动门安装套件。
| 机床: | VF-1-2 | VF-3-5 | VF - 6 或更高 |
|
| 日期: | 2019 年 4 月 | 2018 年 11 月 | 40T | 2020 年 3 月 |
| 50T | 2020 年 7 月 | |||
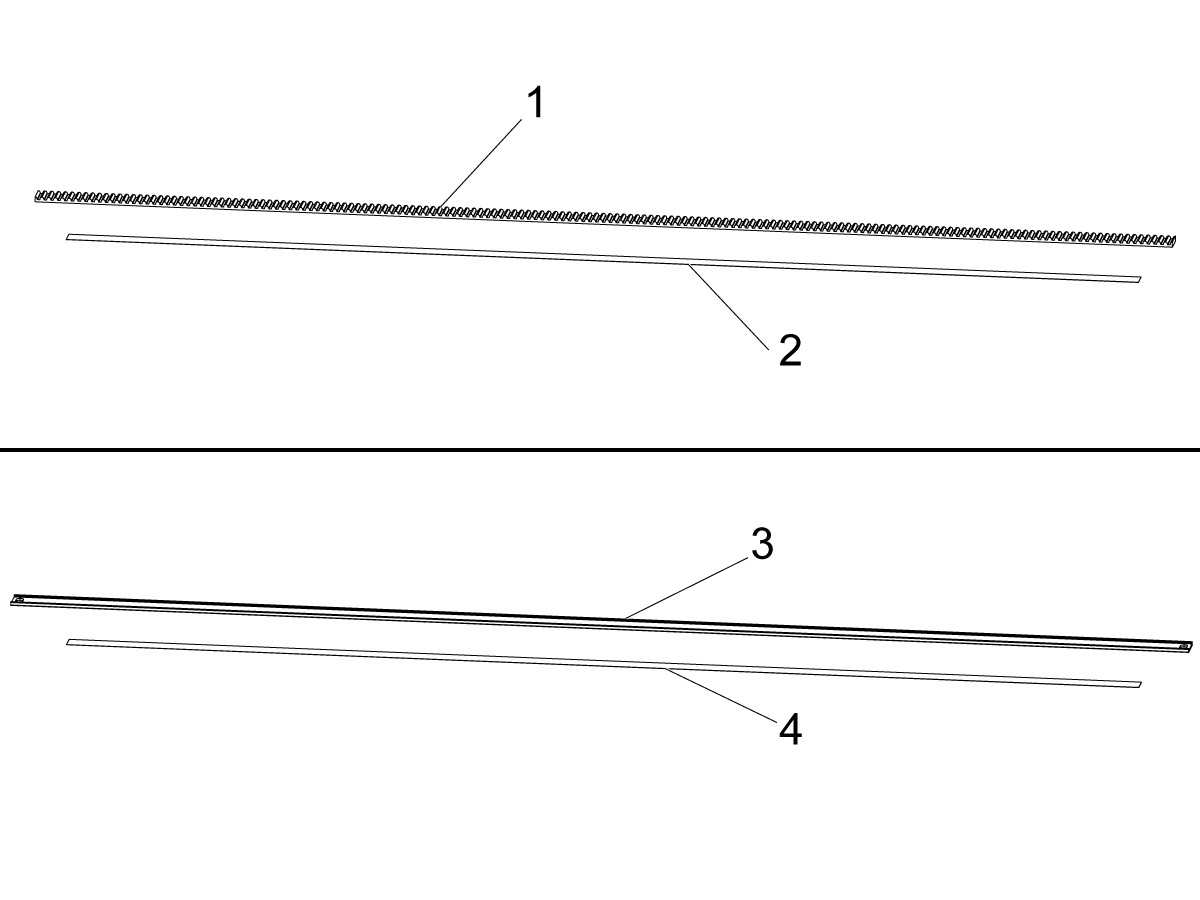
在以下工作台中将履带[1]和胶带[2]切成机床指定长度。
清洁履带架[3]底部,并确保其未被污染。将双面胶带[4]切成如下所述的长度,剥去胶带的一侧,使另一面完好无损,然后将底座[3]和[4]连接在一起。
| 机床 | 履带 [1] (in.) | 胶带 [2] (in.) | 胶带 [4] (in.) |
| VF - 小型 | 19.1 | 19.35 | 12 |
| VF - 中型 | 26.4 | 26.6 | 12 |
| VF-6/8 | 34 | 34 | 23 |
| VF-7/9 | 46.5 | 46.5 | 31 |
| VF-10/11 | 63 | 63 | 42 |
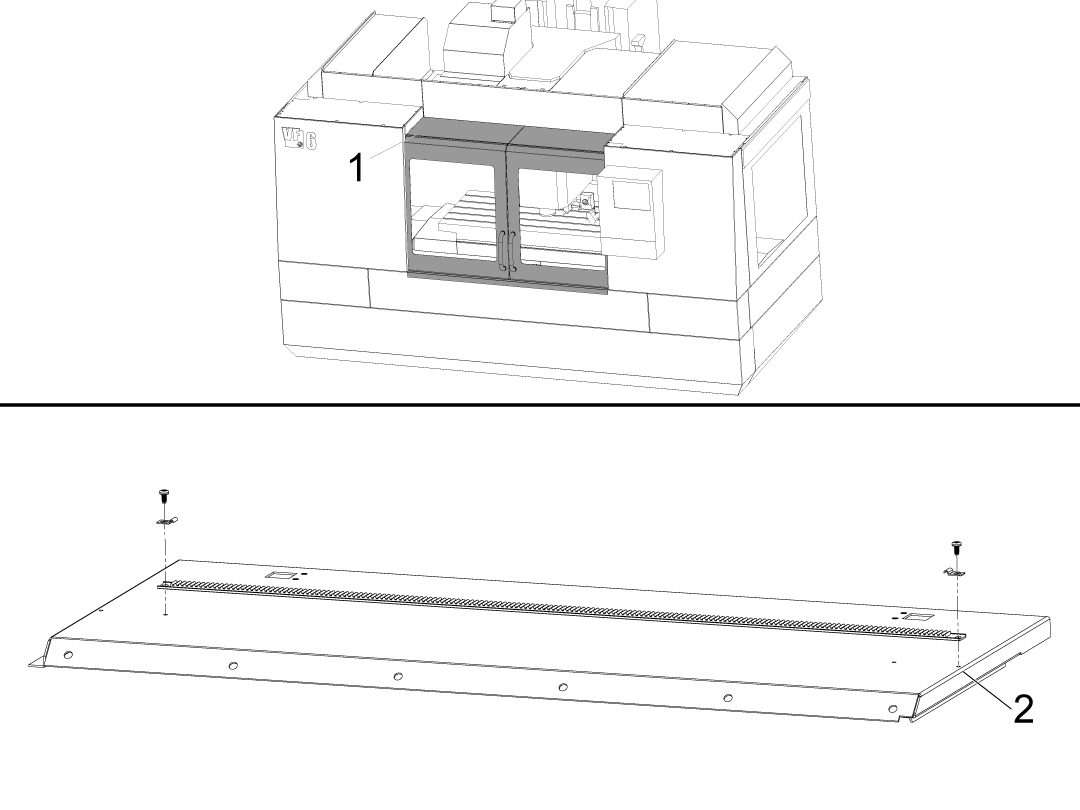
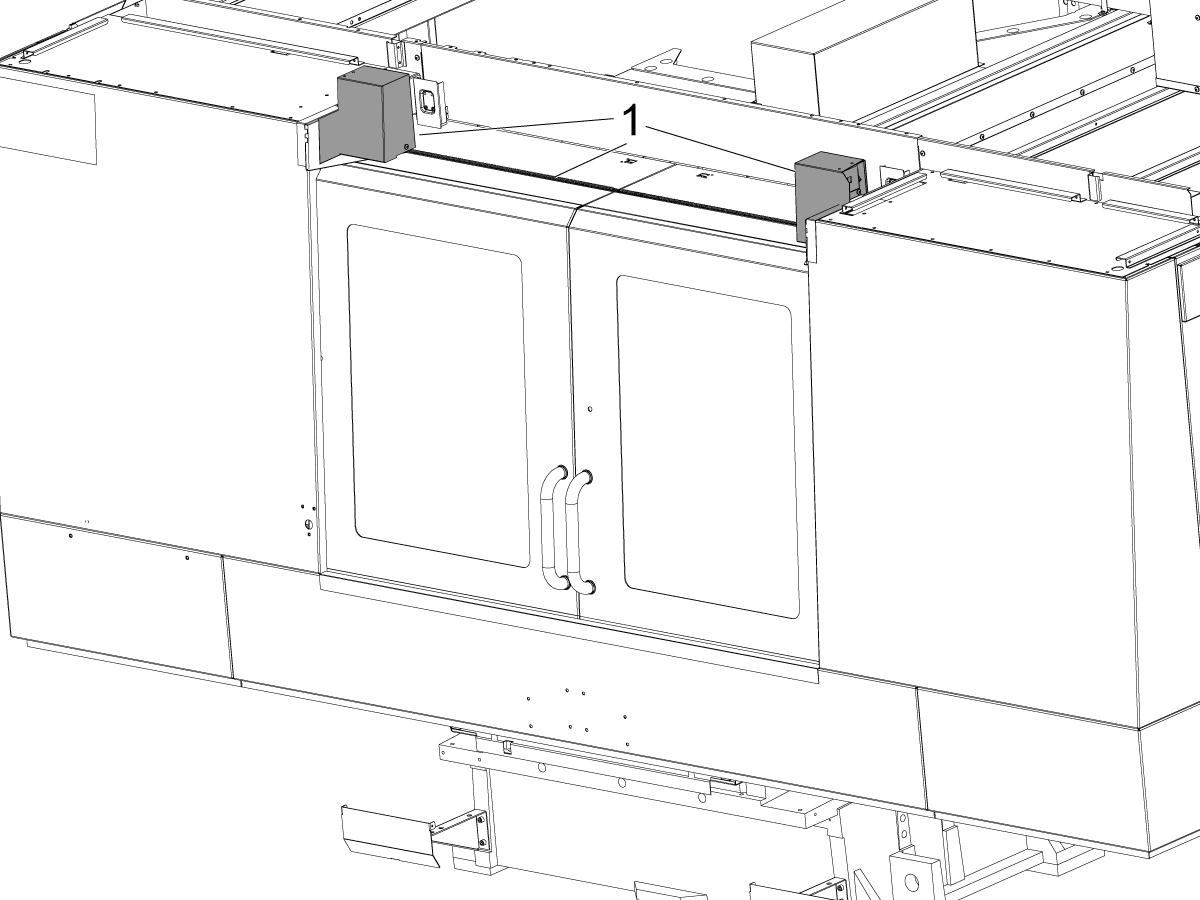
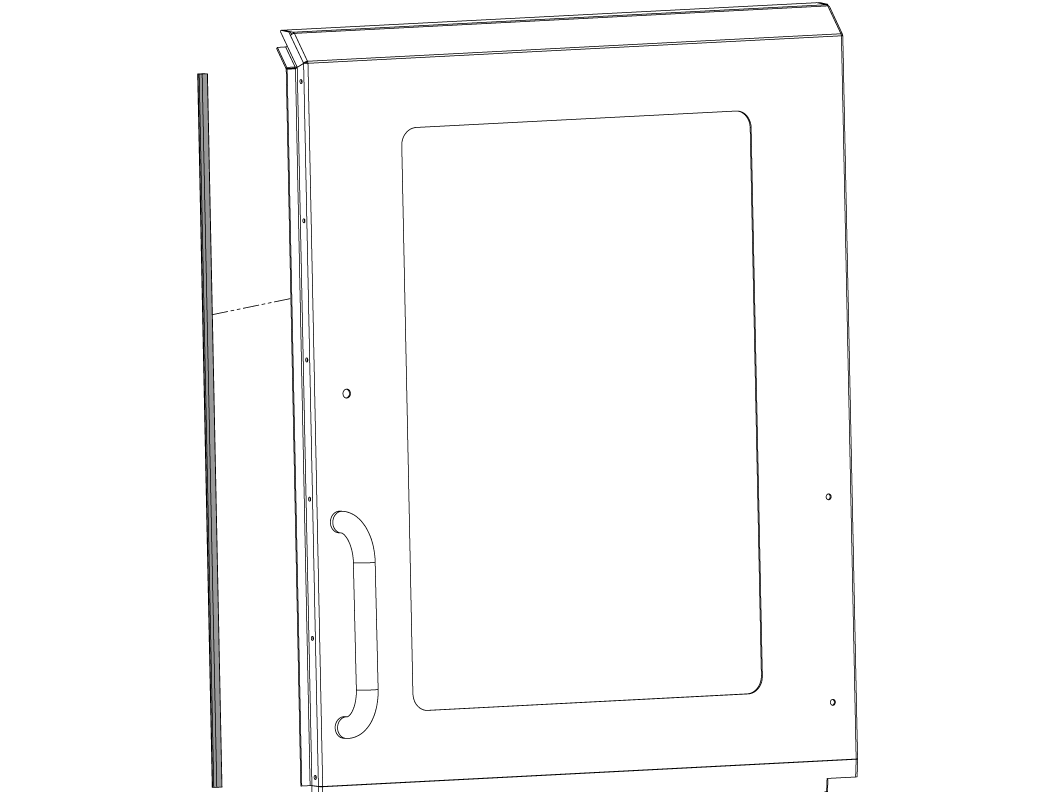
使用 PHCS 10-24 自攻丝螺纹将履带总成固定至门板的顶部[1]上。
本文所述左侧流程,所使用的螺栓孔靠近两门相交边缘处,此处所用螺栓孔如[2]所示。右侧是内部定位孔。
注意: 暂时切勿剥离双面胶带,确保履带有一定的调节间隙。
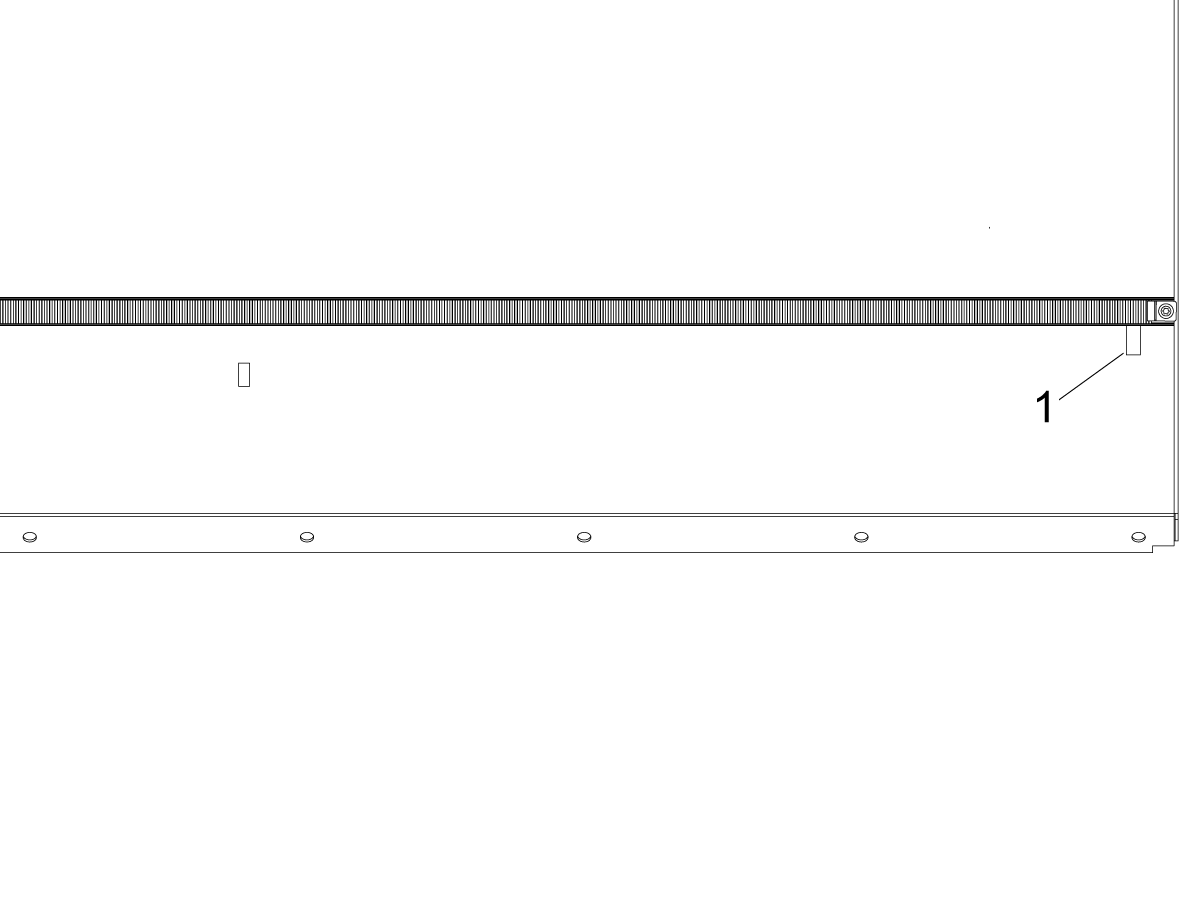
剥离胶带[1], 但不要全部剥离。剩余部分将在后续步骤中剥离。
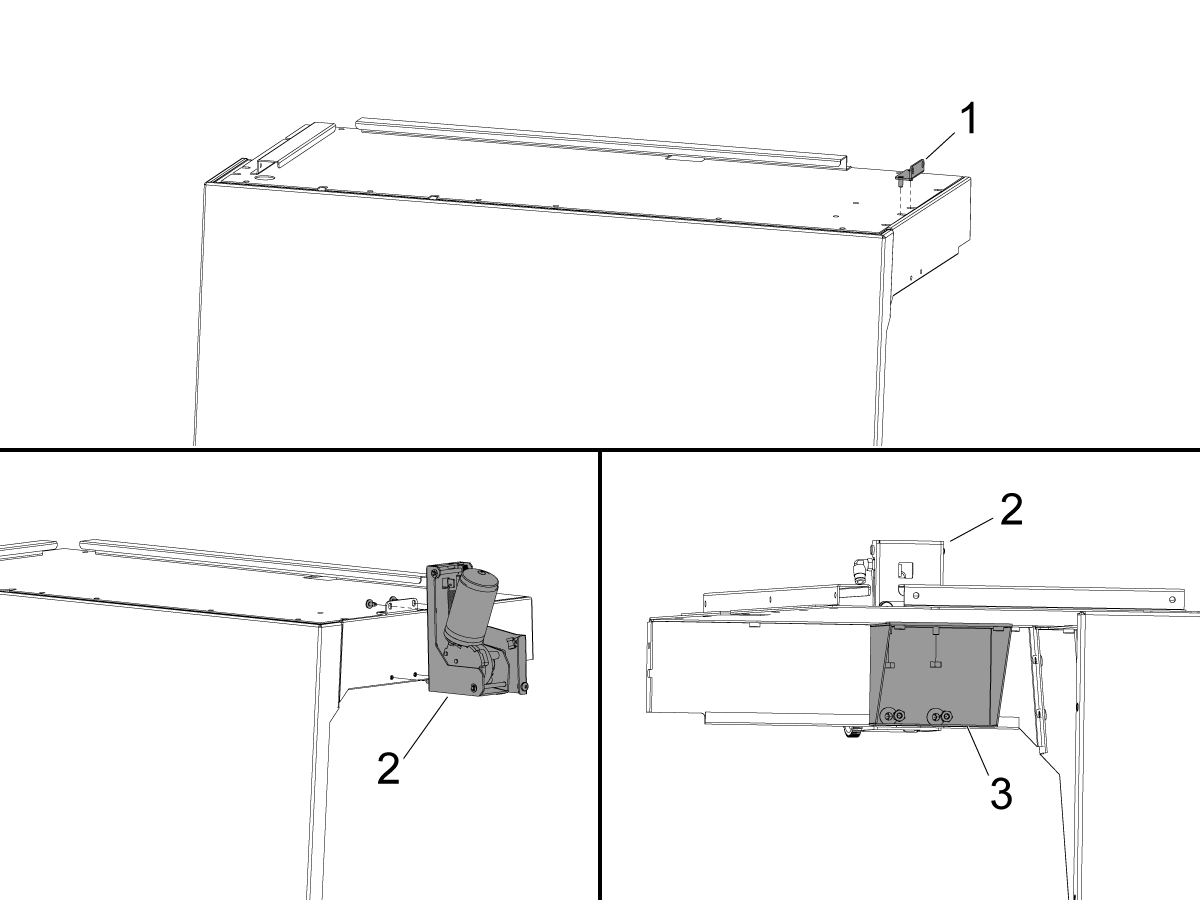
要安装左侧电机组件,请将安装支架[1]插入安装孔,通过 FBHCS 1/4-20 螺栓将电机[2]栓接至安装支架[1]。若要完成电机安装,请将加固件支架[3]安装至护罩内部,然后将 1/4-20 螺母安装至安装支架[1]和电机上。
注意: 固件支架仅安装至 VF-Large 系列。
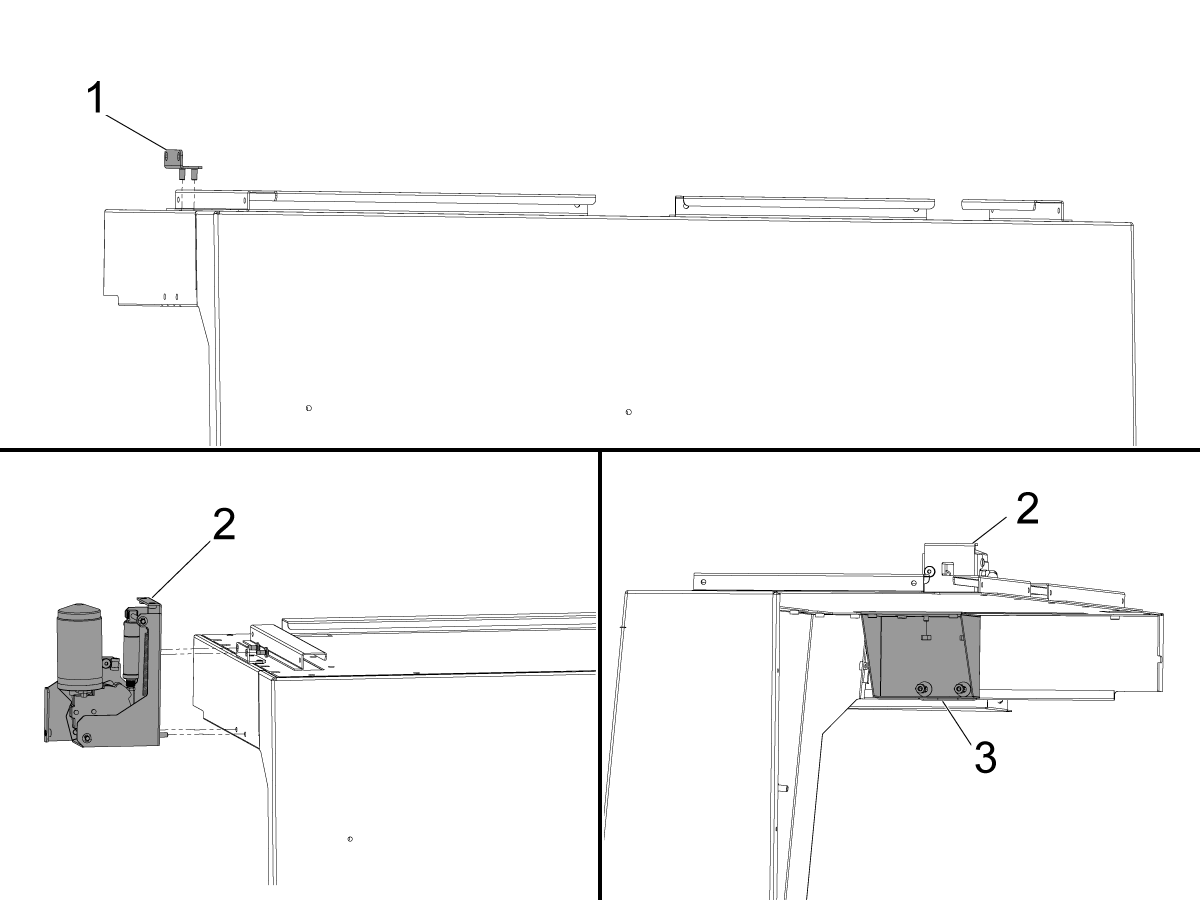
要安装正确的电机总成,请重复步骤 3。
注意: 固件支架仅安装在大型 VF 系列。
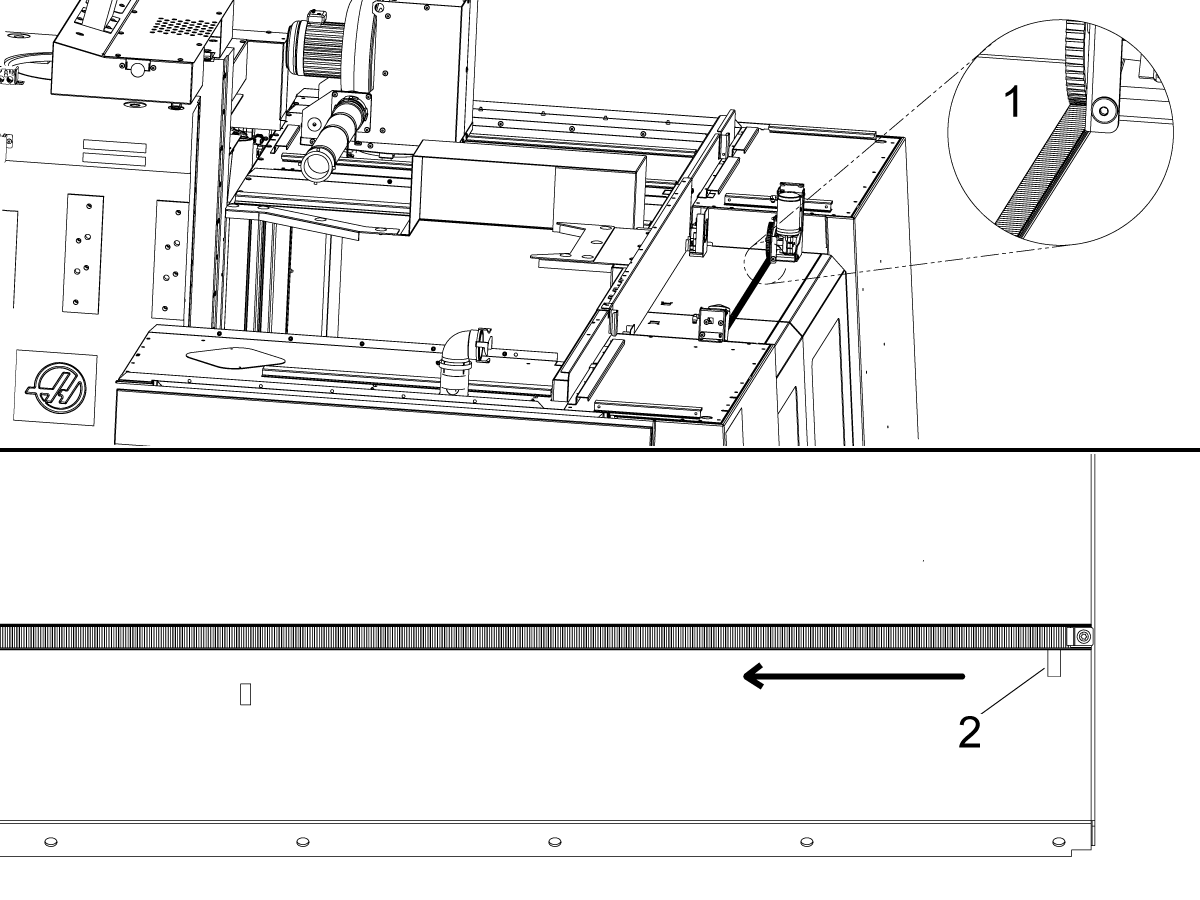
要将履带与机对准,务必将轮子完全与履带啮合,切勿为了履的对准而牺牲了门的对准,如果在对准履带时遇到问题,请调整履带本身与履带夹内的插槽。
履带对准后,剥离之前剩余的胶带,并在剥离时施加压力……
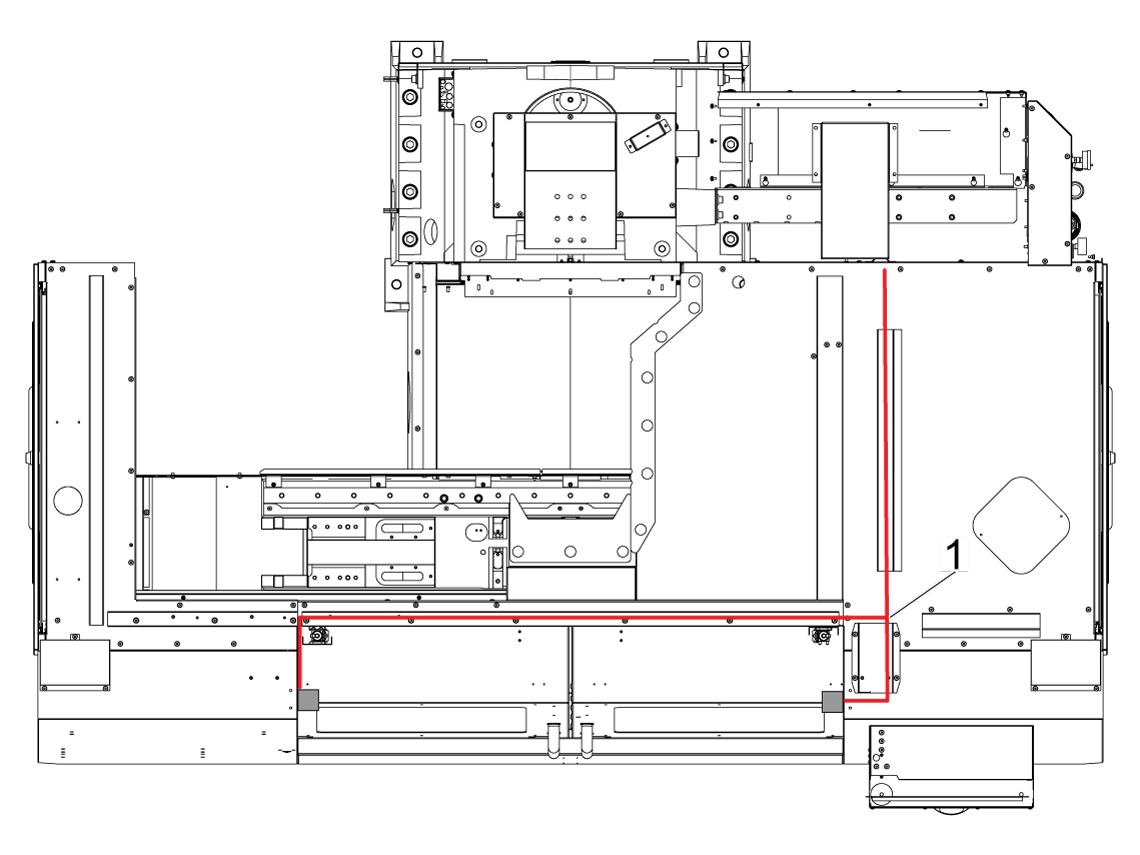
VF - 小型
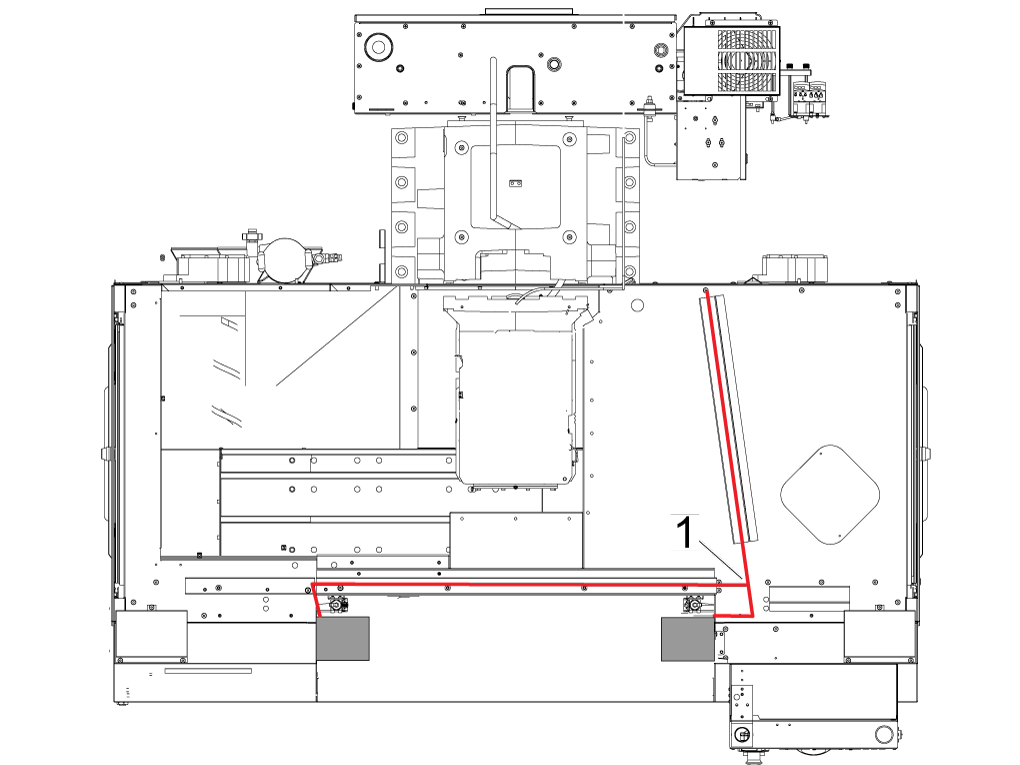
如图所示布放气动软管,三通接头将连接位置[1]处的所有 3 个软管。
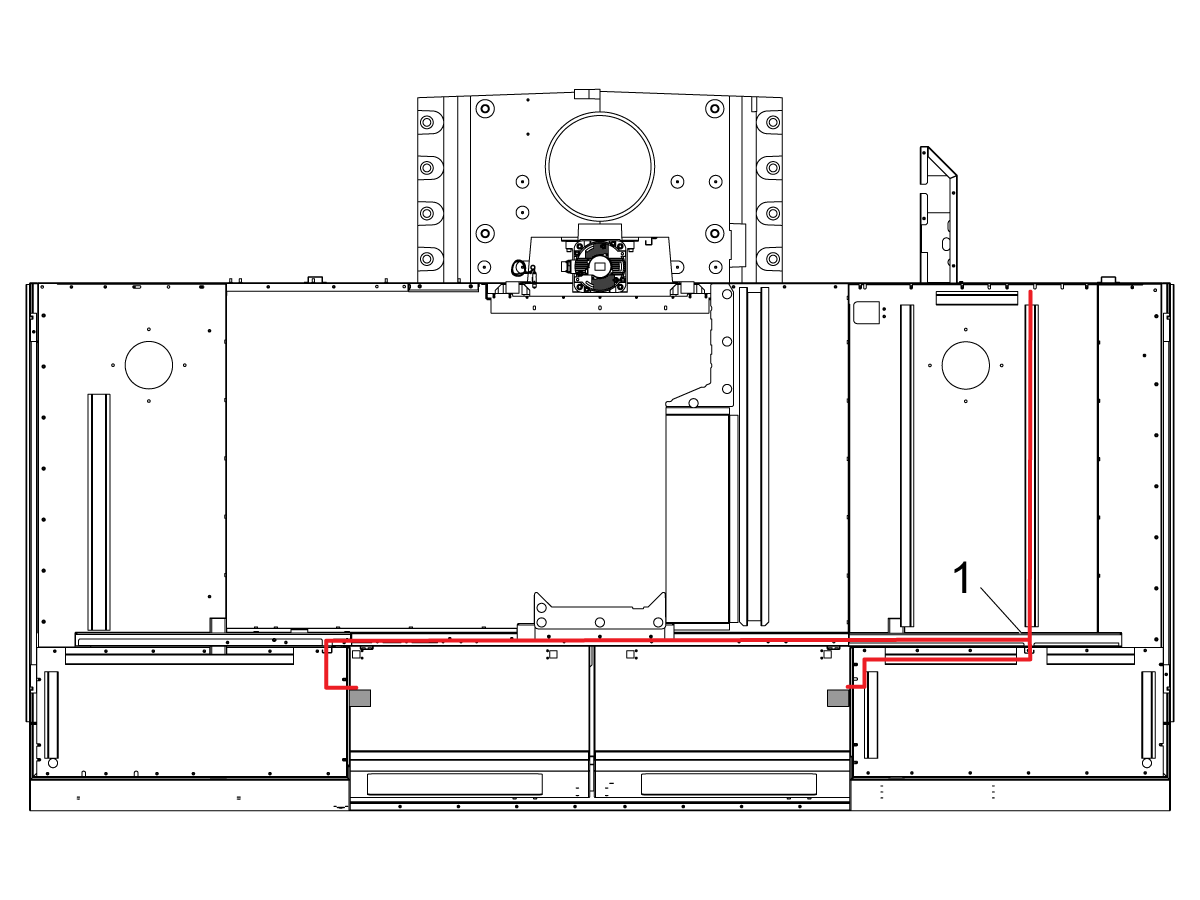
VF - 中型
如图所示布放气动软管,三通接头将连接位置[1]处的所有 3 个软管。
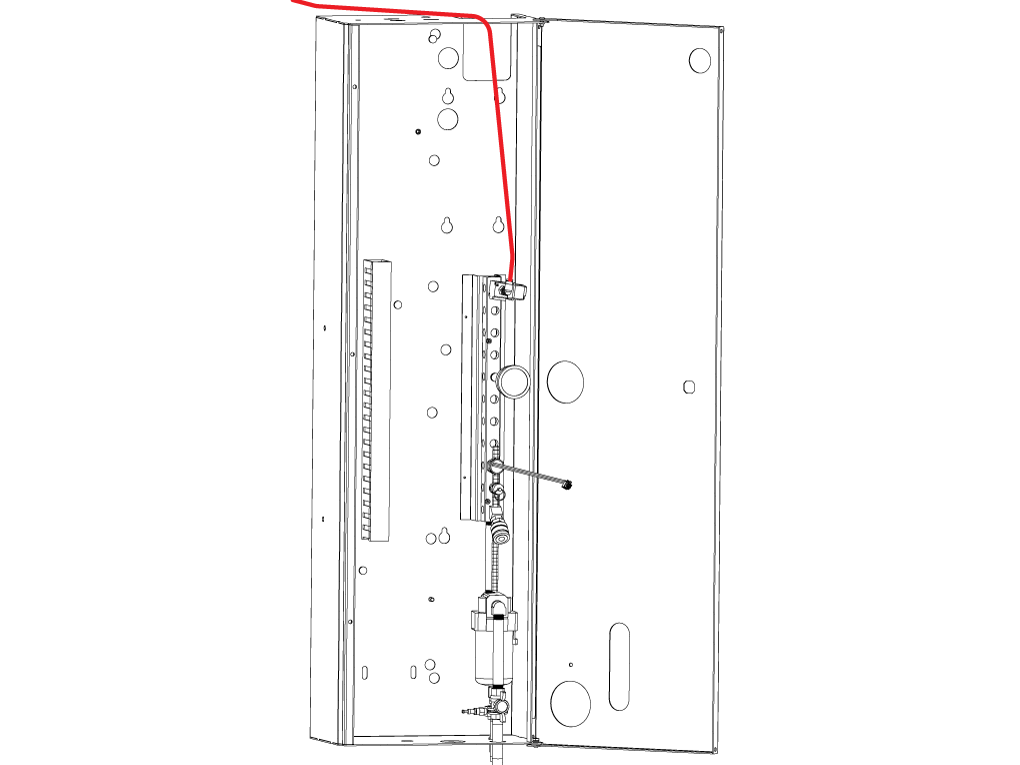
VF-Large
如图所示布放气动软管,三通接头将连接位置[1]处的所有 3 个软管。
注意::在大型 VF 系列中,软管将保持相同的路线,但长度各异。最长的软管将始终穿过门,到达左侧电机,第二长的软管[1]将从润滑板到三通接头位置
将气动软管连接至所示电磁阀,使用裸露的润滑面板帮助轻松识别待连接电磁阀。
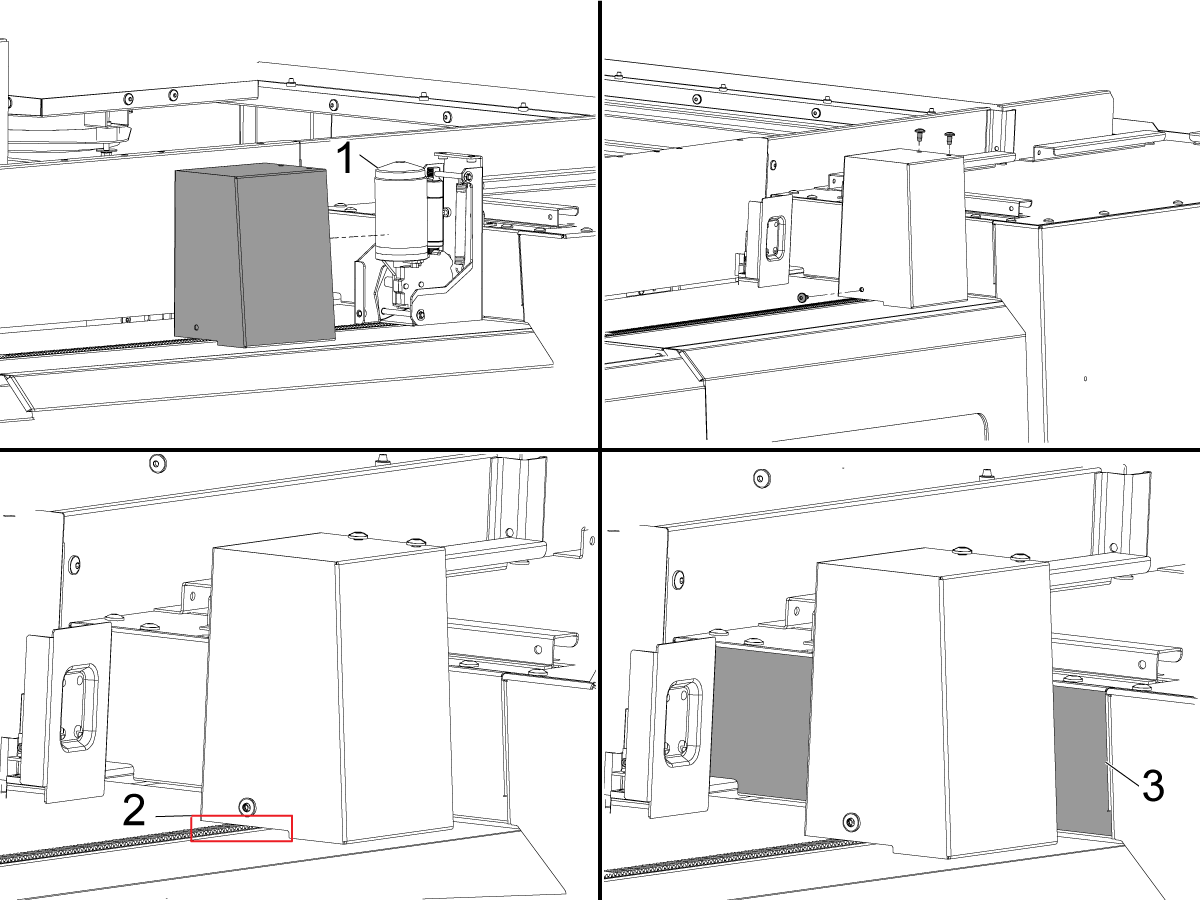
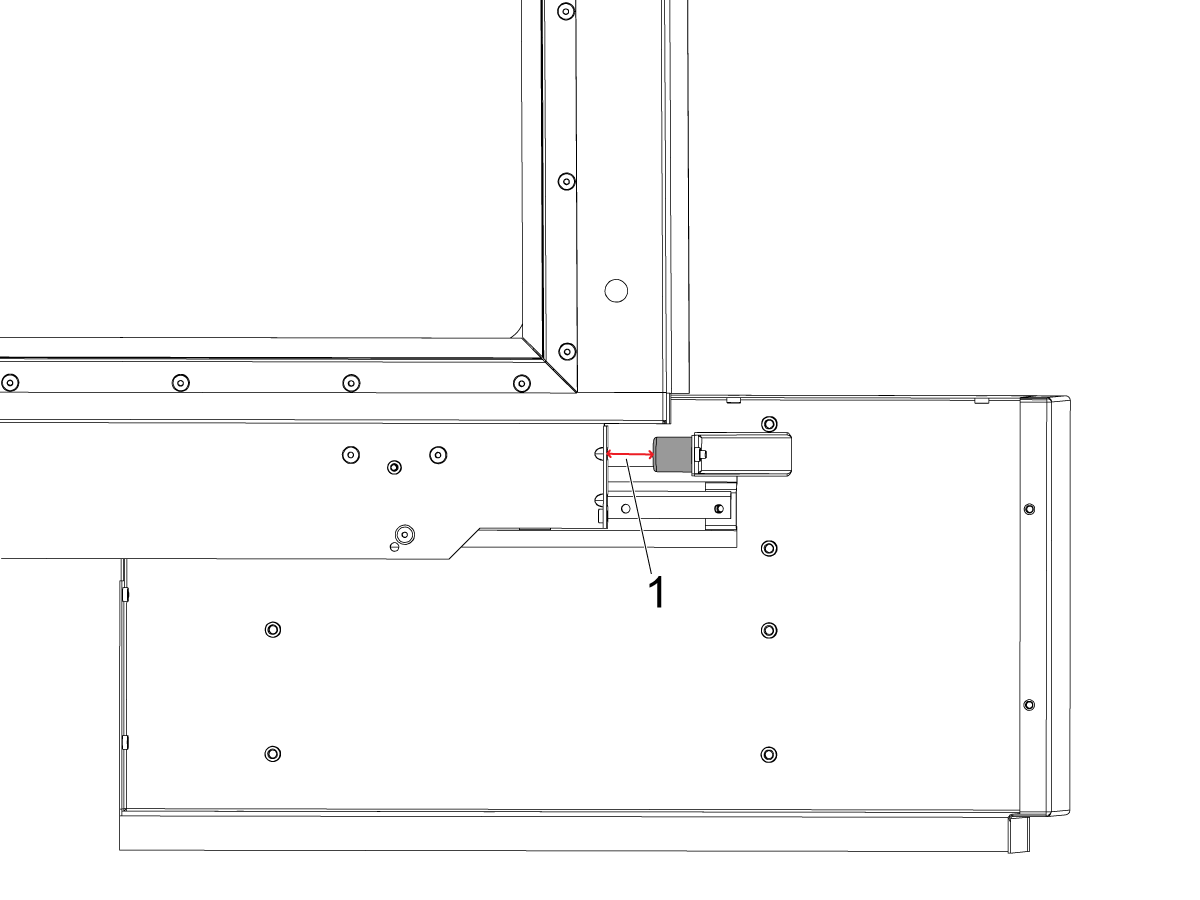
安装电机盖,如果可能,在电机盖[1]上涂抹一些粘性油脂,以简化安装过程,并使用 FBHCS 1/4-20 栓接盖。确保间隙[2]足够,如果需要进行任何调整,请拧松面板[3]上的螺栓并进行调整。
注意::如果在 VF-1/2 上安装自动门并且已经安装了 HIL,则需要安装座板。请参阅 HIL 安装程序中的座板安装部分,以
将缓冲器垫片[1]安装至 VF 中小型系列机床。
说明:VF 大系列不需要安装缓冲器
打开门,确认缓冲器间隙范围[1]设置为 1-1.5 英寸之间
在安装 Trim-Lok 之前,添加一点强力胶,然后如图所示安装至右门。
危险:使用数控设备所需的电气服务非常危险,可能会导致严重伤害或死亡。
在将电线连接到数控设备之前:
如果您不确定如何安全地断开电源或执行 LOTO 程序:
如果不遵守这些预防措施,可能会导致触电、设备损坏或致命伤害。
危险:在控制柜内开始任何工作之前,请确认 320V 电源/矢量驱动的高压指示灯已熄灭至少五 (5) 分钟。这段等待时间可确保剩余电压消散并降低触电风险。
某些服务程序涉及高风险电气部件,可能会造成严重伤害或致命危险。技术人员不得尝试执行任何程序,除非已完全了解涉及的步骤和相关风险。
如果对程序有任何疑问,请联系 Haas 专卖店 (HFO) 以安排符合资质的维修技术人员。
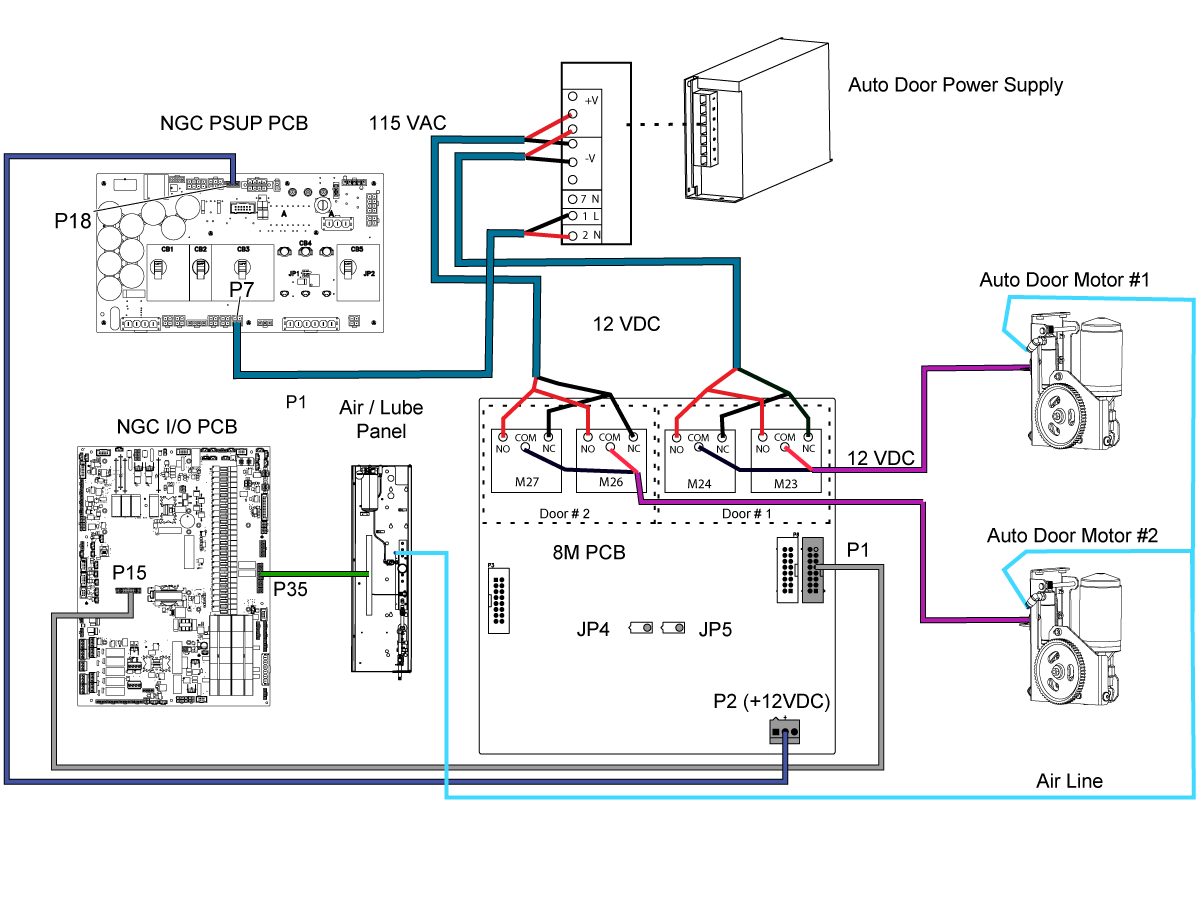
电源必须按图像所示接线,标签应反映出所显示的内容。
刚刚安装的 LVPS 将连接至 8M PCB 板上和 PSUP PCB 上的继电器。通过气动软管布设的电机接线也将连接到 8M PCB,并且气动软管将连接到润滑面板。所有其他连接如图示。
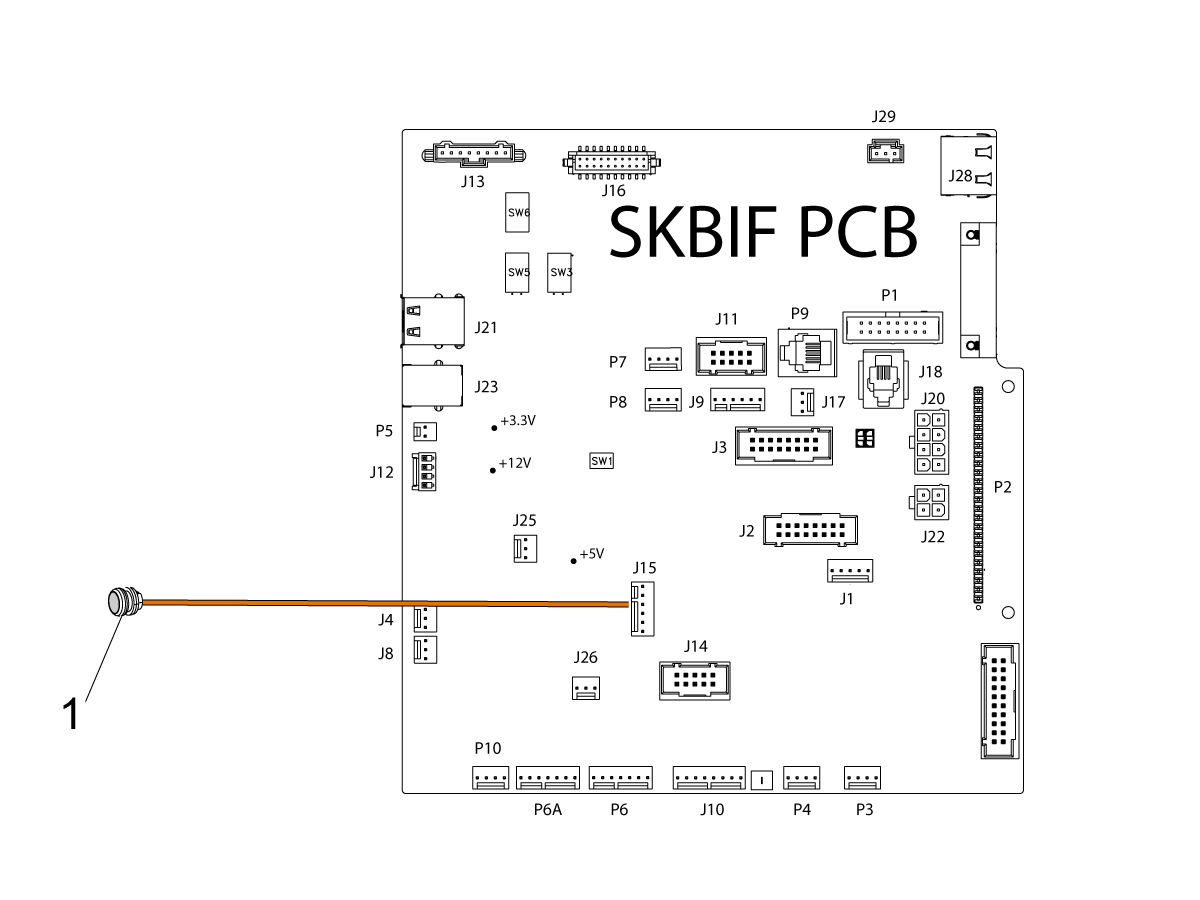
将自动门按钮连接到 SKBIF PCB 上的 J15。
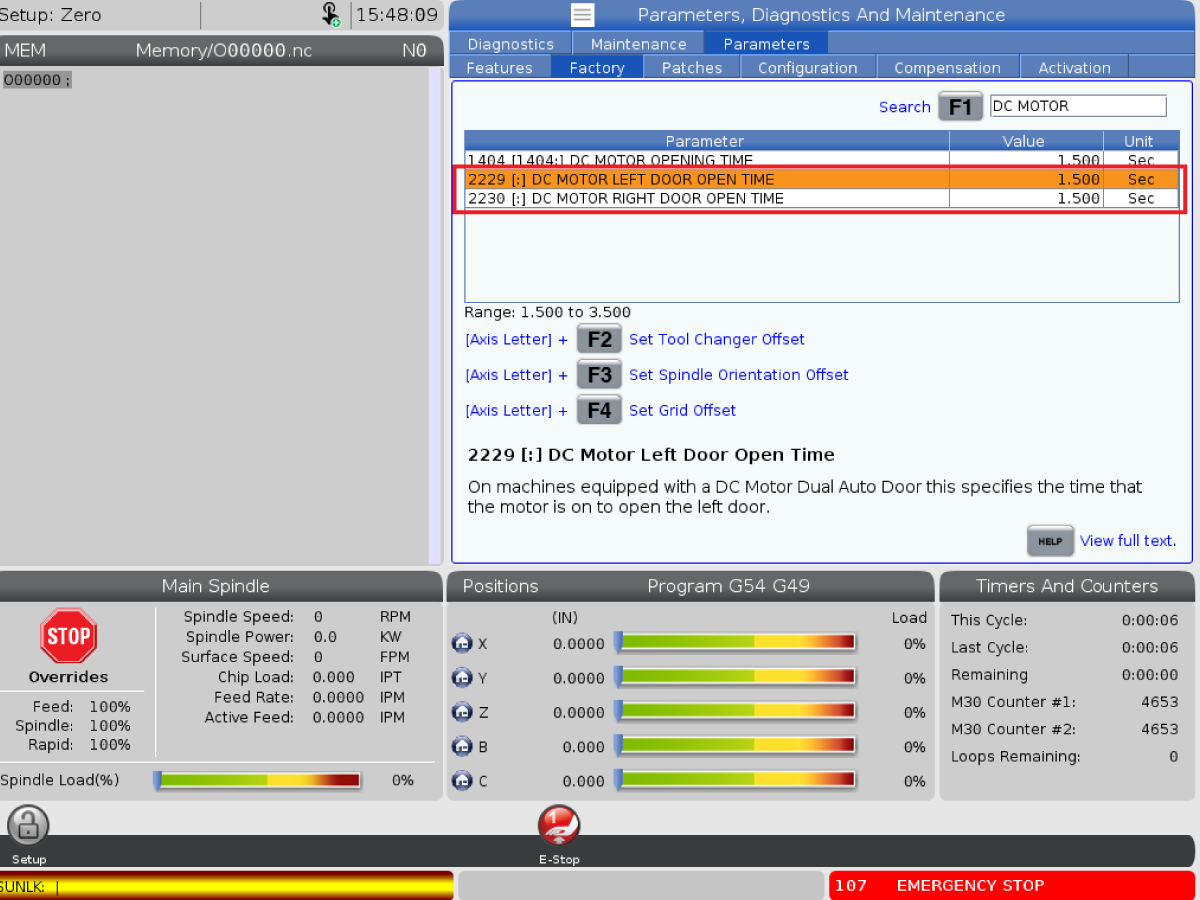
转至“维修”模式:
导航至 诊断-->参数-->出厂:
调整开门时间
直流电机左门打开时间为参数: 2229
直流电机右门打开时间为参数: 2230
注意:每 0.1 秒的开门时间约等于 1 英寸门行程
按下控制器侧面的“自动门”按钮,测试自动门是否正常工作。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





