

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
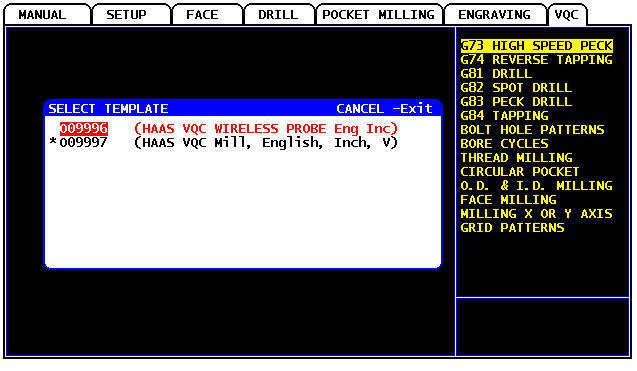
要选择 VQC 模板:
按[MDI/DNC]。
按[PRGRM/CONVRS]。
转到 VQC 选项卡。
选择探测模板 (O09996)。

导航到 探头校准。
有三个模板:
按 [WRITE/ENTER] 以选择 校准 OTS 长度和直径。

检查探针校准。
在主轴中放置已知长度和直径的量盖销。
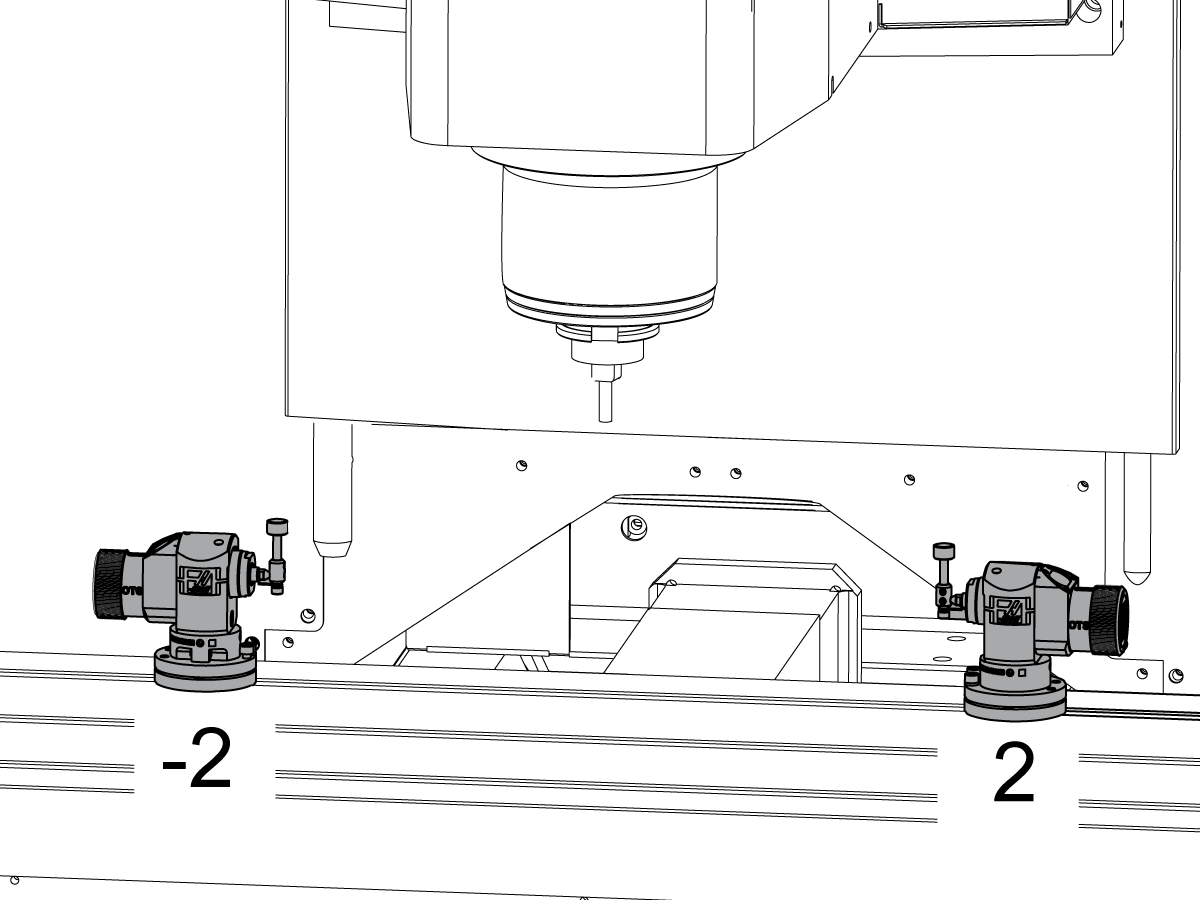
将主轴旋转到 OTS 探针的中心,位于 OTS 指针上方 0.4" (10 mm)。
键入刀具长度和刀具直径。
进入 -2 如果 OTS 设置在表的左侧,或 2 如果它设置在右侧。
按 [WRITE/ENTER]。
.jpg)
选择选项 3, 输出到 MDI。
校准设置期间生成的 G 代码程序输出到 MDI。
运行程序。

检查探针校准。
导航到第二个校准选项, 主轴探头 Z 校准关闭 OTS。
按[WRITE/ENTER]。
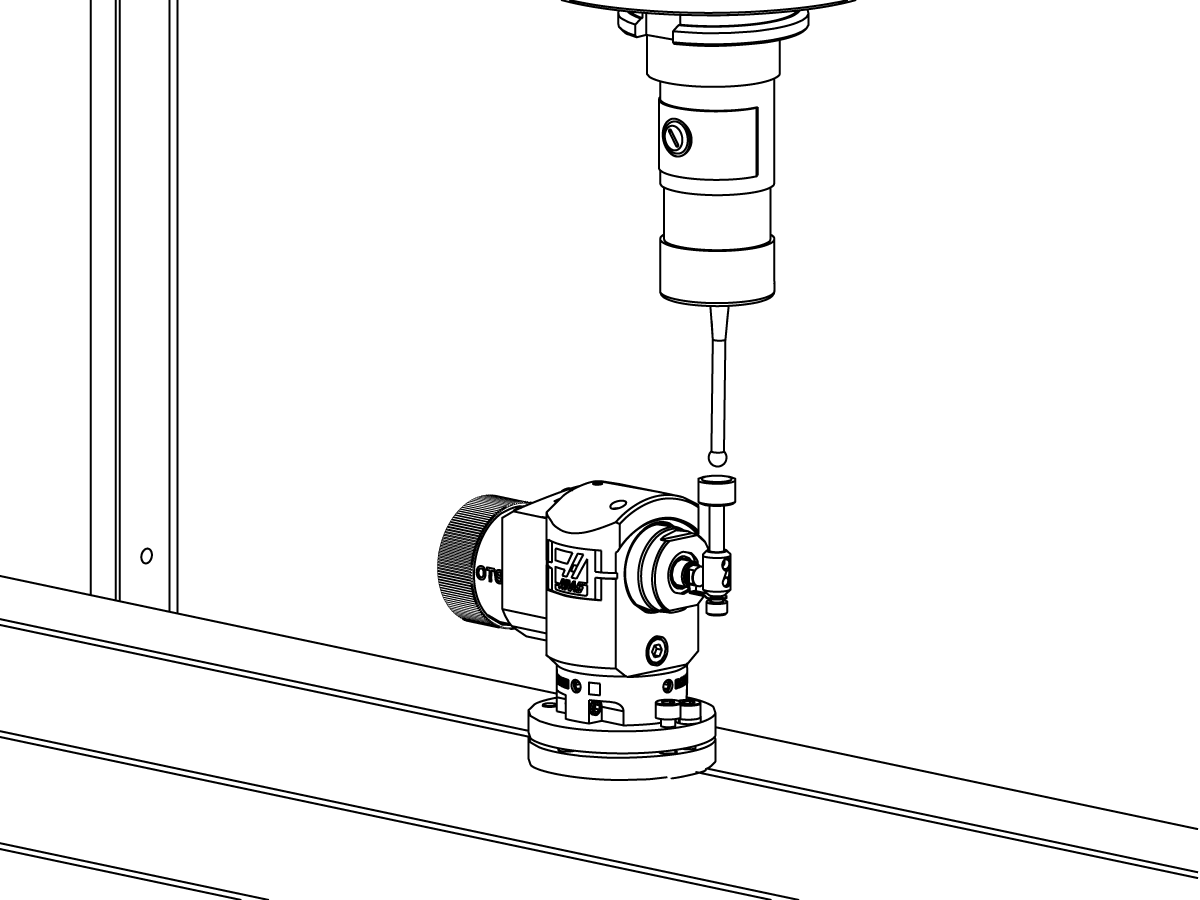
在主轴中安装 OMP40-2 探头。
以负 (-) 方向旋转 Z 轴,直到 OMP40-2 正好高于 OTS。
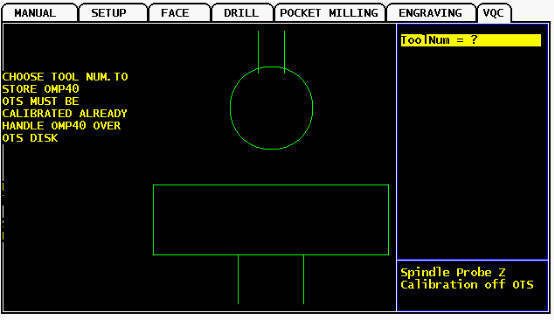
键入具有 OMP40-2 探头的刀套号。
按[WRITE/ENTER]。
选择选项 3, 输出到 MDI。
校准设置期间生成的 G 代码程序输出到 MDI。
运行程序。

导航到第三个校准选项, 主轴探头 X,Y 校准。
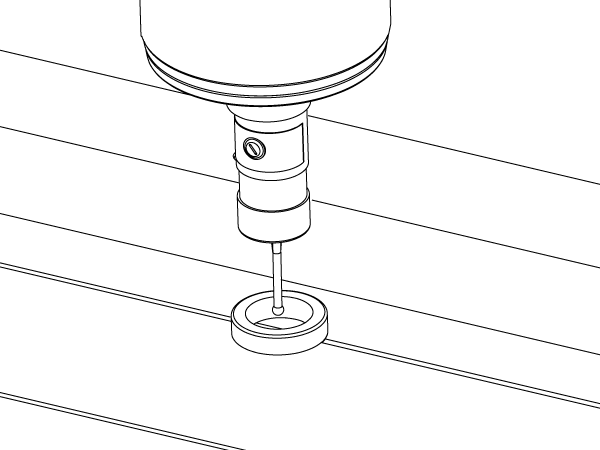
手写笔直径校准
将环形仪表安装到表上。
将 OMP40 探头手写笔焦到仪表的近似中心。
将探头尖端稍微置于仪表顶部表面下方。

键入环规的内径。
按[WRITE/ENTER]。
.jpg)
选择选项 3, 输出到 MDI。
校准设置期间生成的 G 代码程序输出到 MDI。
运行程序。
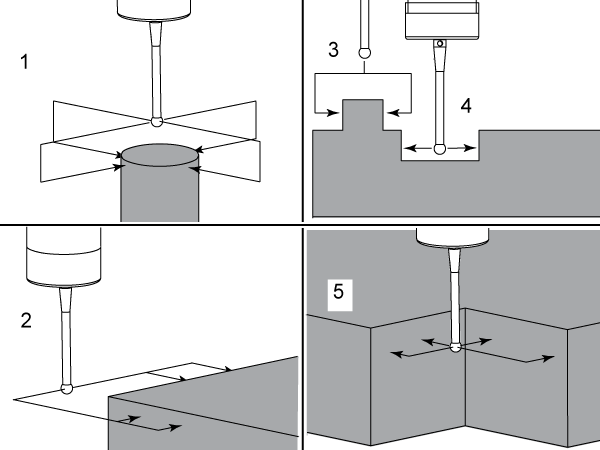
工作偏移探头循环示例
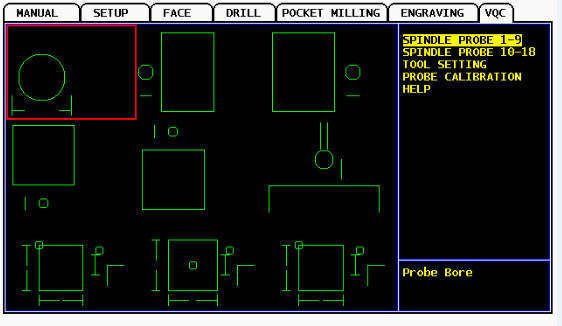
主轴探头 1-9
主轴探头 1-9 标题下的模板包括:

探头孔模板
打开"探针孔"模板。
此程序测量孔的直径和位置。它使用孔中心点更新工作偏移量。
将工作偏移量的 G 代码放入 沃尔科塞特 领域。不要键入 G,只键入数字。例如,使用工作坐标位置 G54,键入 54. 使用工作坐标位置 G154 P22类型 154.22.
键入孔的直径。
将程序输出到 MDI。
运行程序。
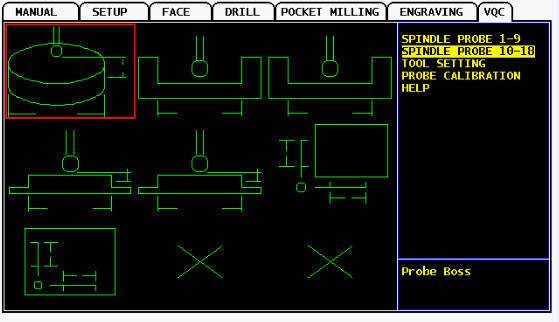
主轴探头 10-18
主轴探头 10-18 标题下的模板包括:

探测凸台模板
打开探测凸台模板。
此程序类似于探头孔程序,但具有 Z 深度的附加输入(将探头尖端置于零件表面下方的负值)。

工具设置标题
返回 VQC 选项 卡。
导航到仅自动长度顺序工具。
按 [WRITE/ENTER]。
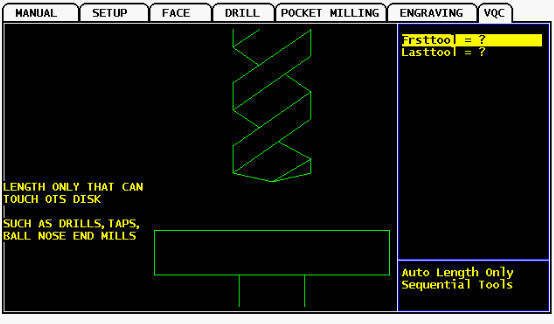
仅限自动长度,顺序工具
注释意味着此模板只能用于可在 0.5 上准确测量长度的工具" (12 毫米)OTS 传感器手写笔磁盘。不能用于较大的工具,如 2" (50 毫米)长笛端铣刀。
Renishaw.com
Haas 可视化快速代码探测系统 (VQCPS) 提供了创建和运行一些基本探测周期的简单方法。
VQCPS 使用雷尼肖的检查加宏程序。
雷尼肖宏提供高级检测和探测周期。
访问 www.Renishaw.com 有关如何使用 Inspection Plus 中提供的宏的详细信息。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





