
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

AD0577
正在构建
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
本程序概述了如何将 2011 年至 2016 年 10 月生产的 UMC-750/750P 上的 12V AMO 光栅更换为 5V AMO 光栅
:完成此程序需要热板。
此程序适用于以下维修套件:
除非您具备资格并了解流程,否则不应进行机床的机械或电子修理或维修程序。
只有经过适当培训和认证的授权人员才可以执行此修理程序。
本文提供的所有信息仅供 Haas 机床所有者参考和说明之用。Haas Automation对您执行的修理不承担任何责任。仅保证由 Haas 专卖店授权经销商提供的那些维修和修理。
注意:禁用正在更换的光栅,将参数 270:0(B 轴)、526:0(C 轴)更改为零。

将机床置于紧急停止状态并禁用 C 轴。关闭机床电源以断开 C 轴电机、主开关、制动管路和压力传感器电缆。
打开机床电源,确认 C 轴仍然是禁用。使所有轴返回原点。验证 B 轴是否在 0.0005 英寸 内是平齐的, 根据需要调整轴以使轴在公差范围内。
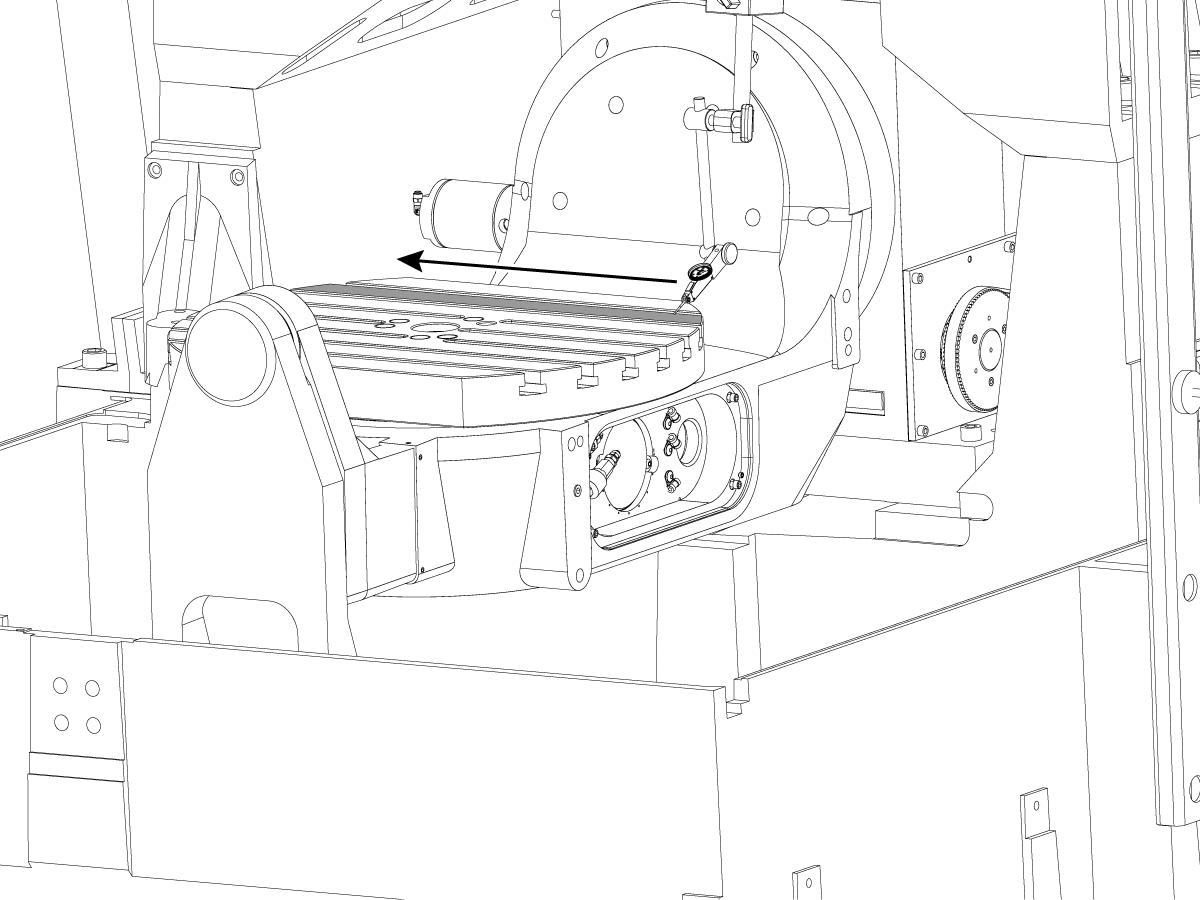
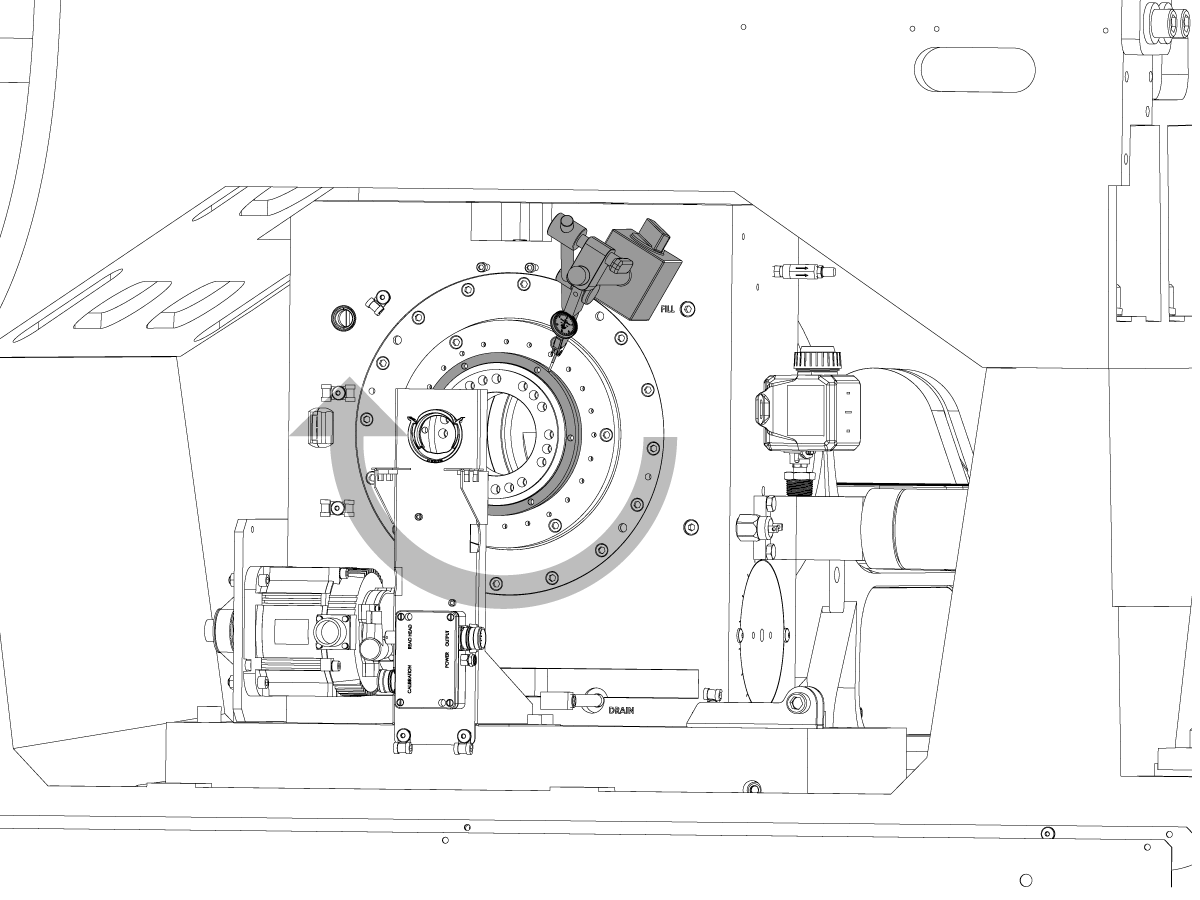
从机床后部,小心地从 B 轴转台拉出 C 轴接线。
从 C 轴 插值 框上拔下 C 轴读取头电缆。
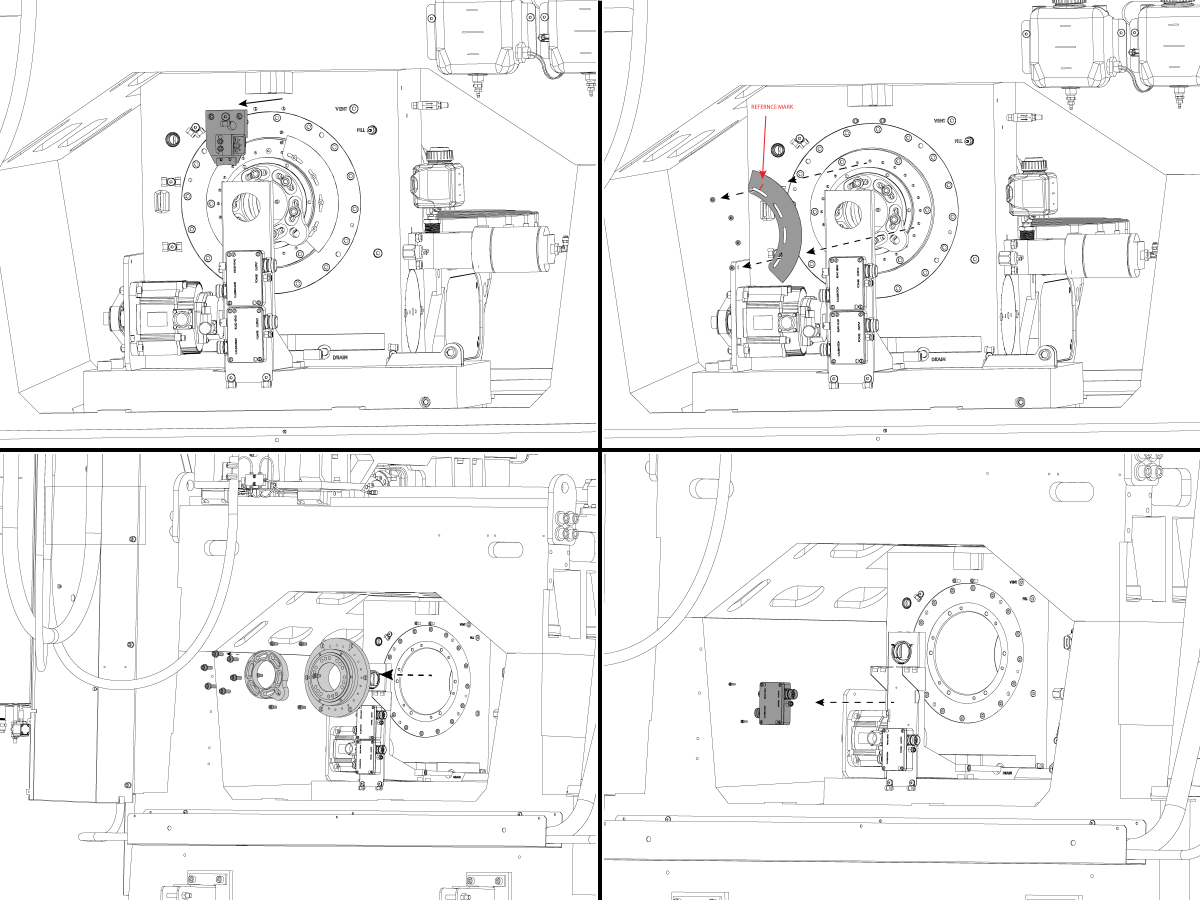
关闭机床设备,从电机电缆拔掉 B 轴原点开关,并从插补拔掉 B 轴刻度读取头。
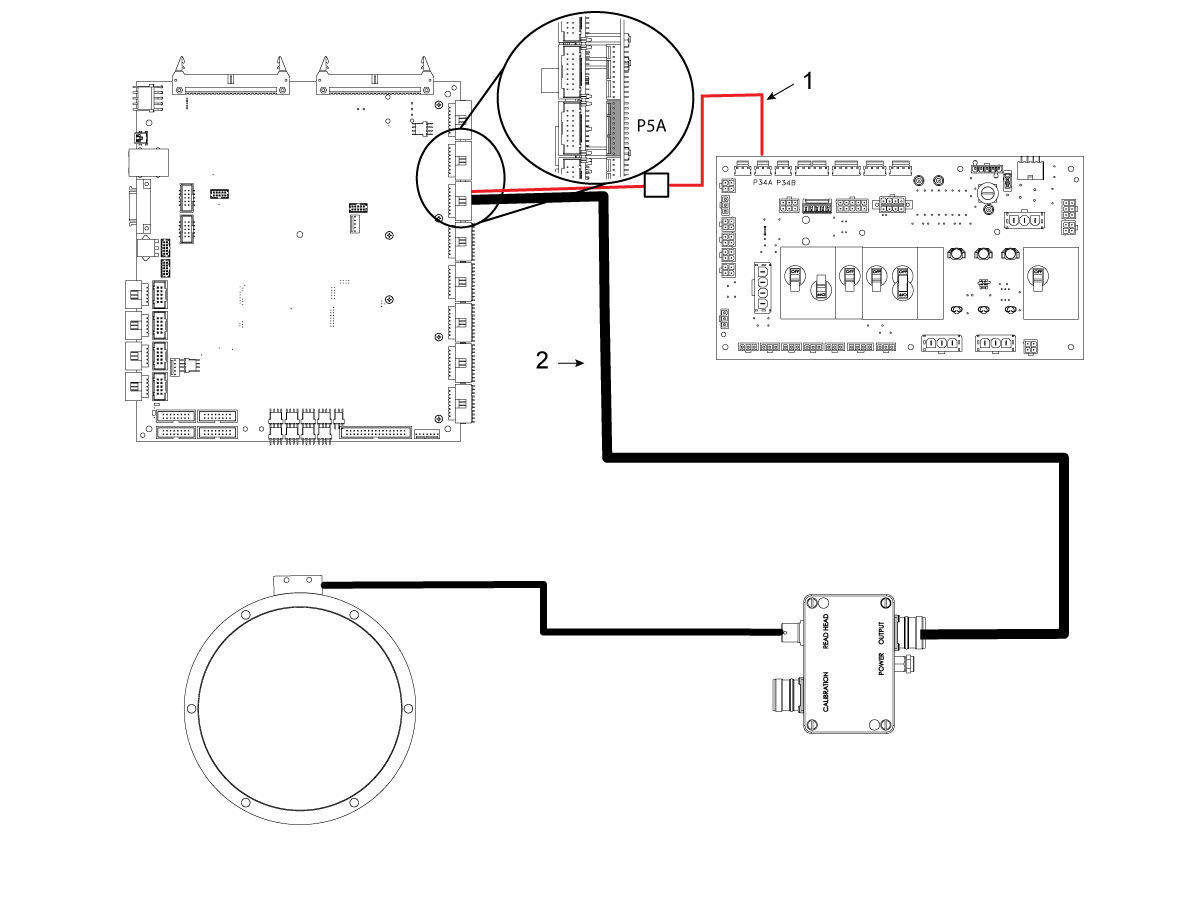
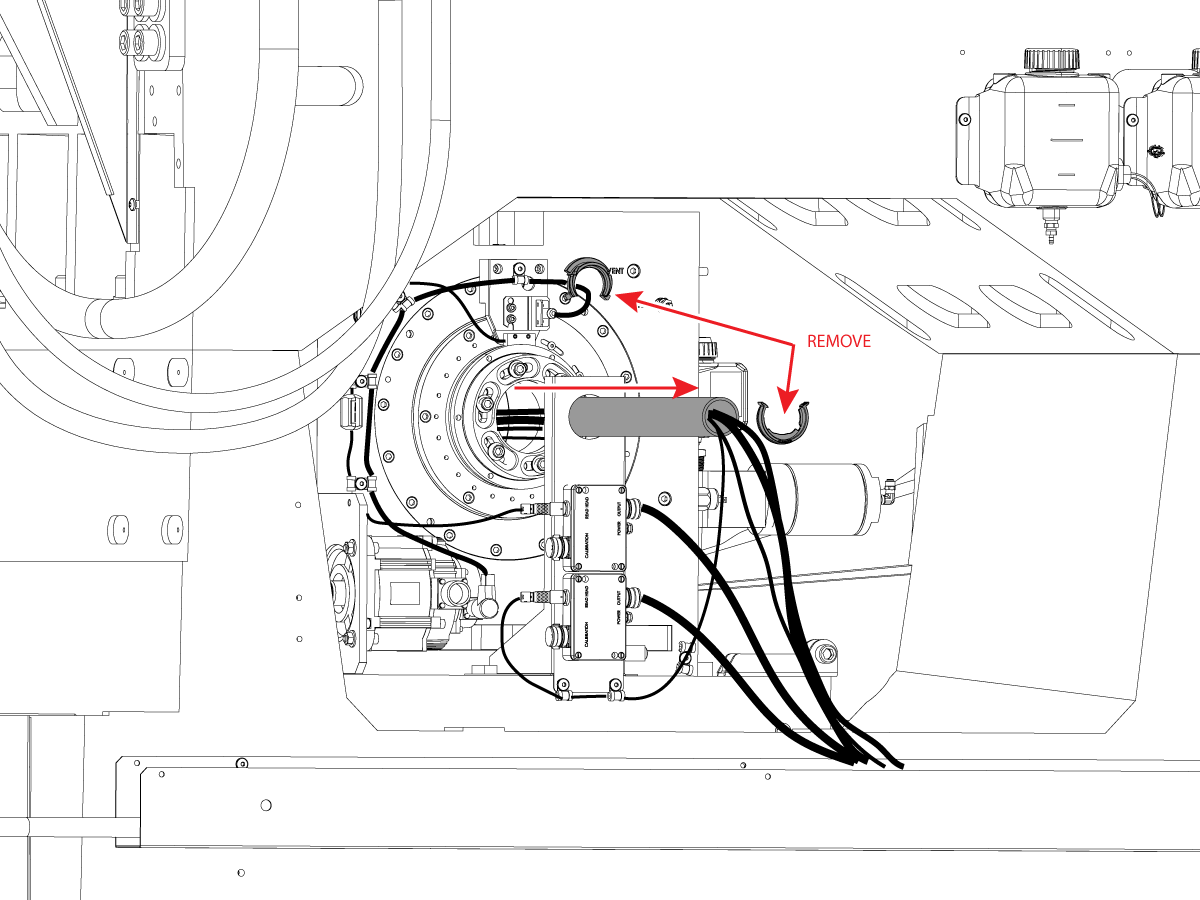
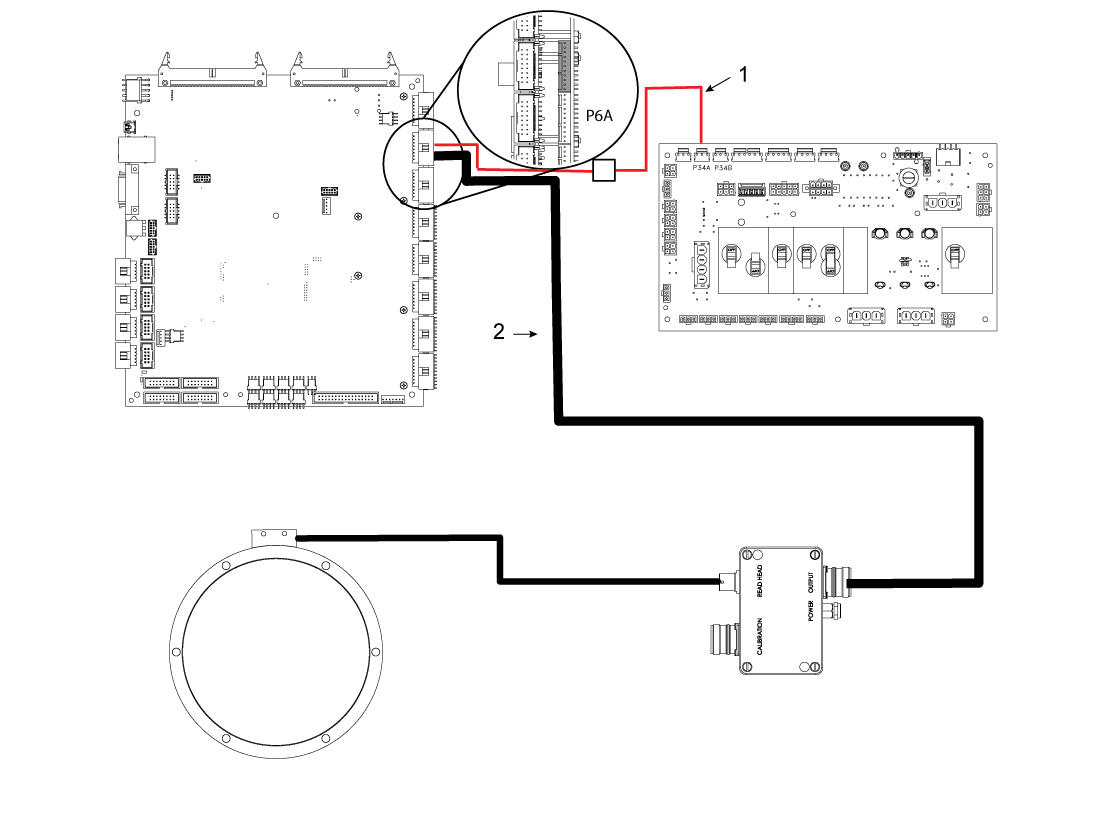
断开电缆 [1] 33-10060 (12VDC) 以及从 主孔扩展 PCB 上的 P5A 上断开 [2] 32-10041A(光栅反馈)电缆。
断开电缆后,小心地从电气箱和导管中拆下电缆。
将电缆 32-10070(光栅反馈)安装并连接到主孔扩展 PCB 上的 P5A 并通过导管连接到机床背面。
注意:电缆 32-10070(光栅反馈)被标记为 [STORM PCB CH12A] 以用于当前生产,连接器通过 P5A 连接器上的扩展 PCB 向后兼容 CHC。

将反向平衡适配器板和读取头支座临时安装及定位到制动器侧。
:标记需要位于读取头支座的左边缘。
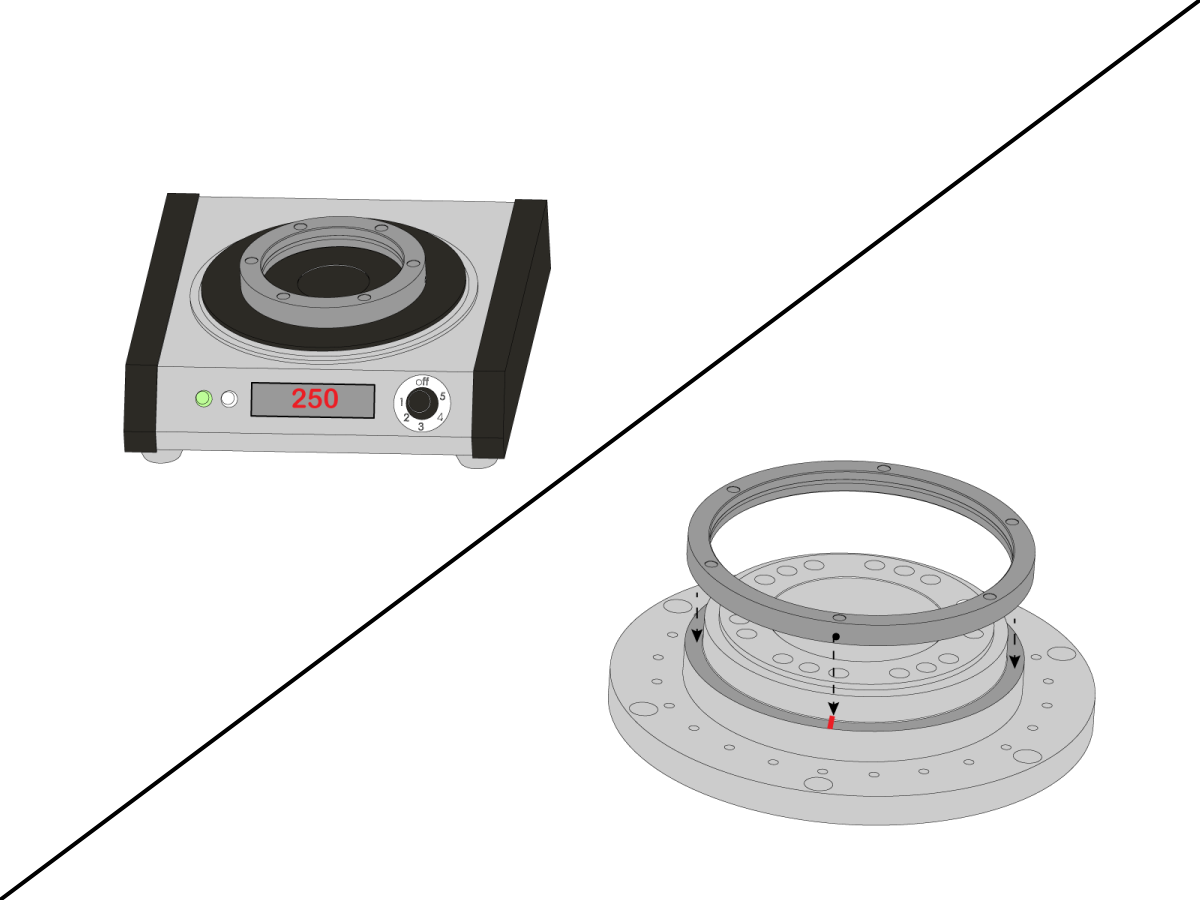
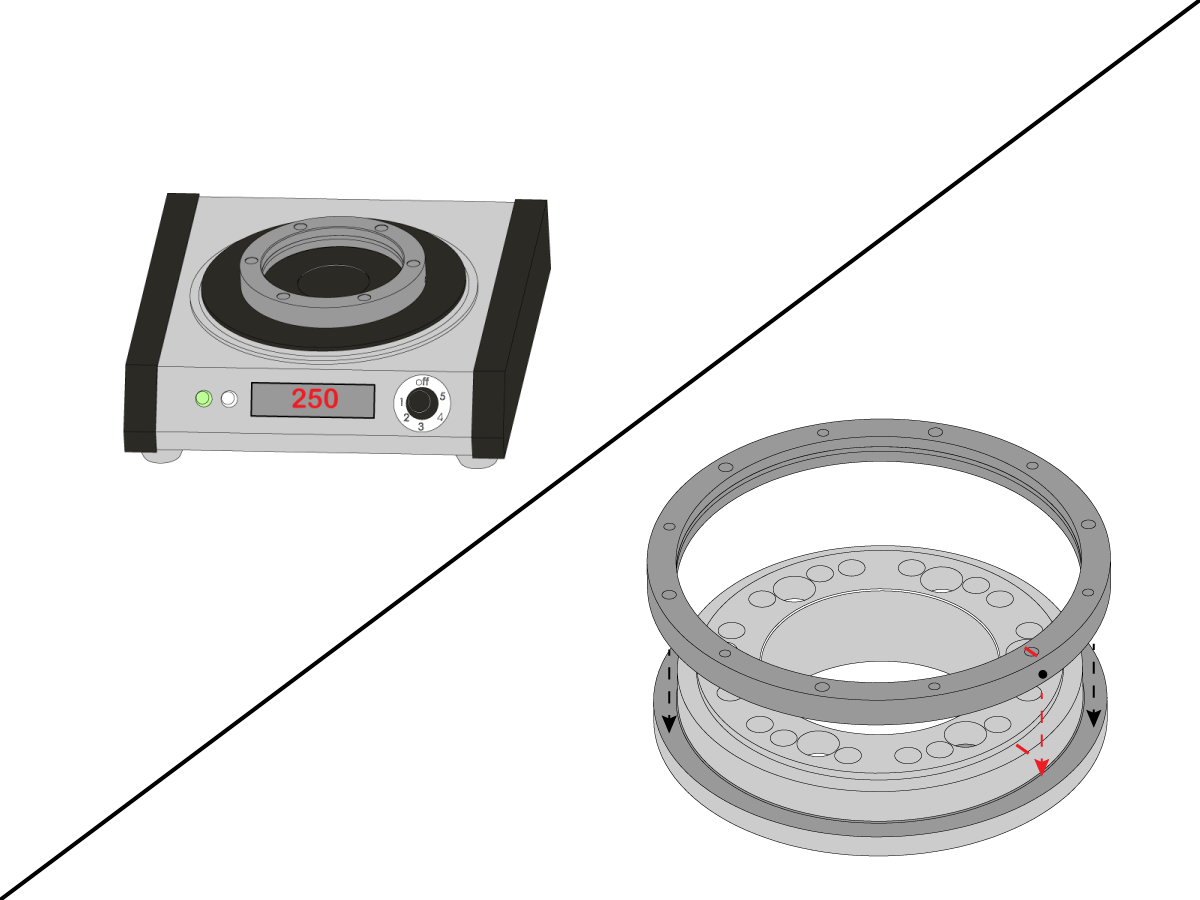
将热板设置为 210°F (100°C)。在热板上加热环光栅 4 分钟 。
将环光栅安装在反向平衡板上,定位并定向环光栅在参考标记处的位置;用最靠近反向平衡板的点定位。
警告 切勿超过 250°F (122°C)
将反平衡板重新安装到旋转装置上,只需对螺栓施加 5 ft-lbs 扭矩。
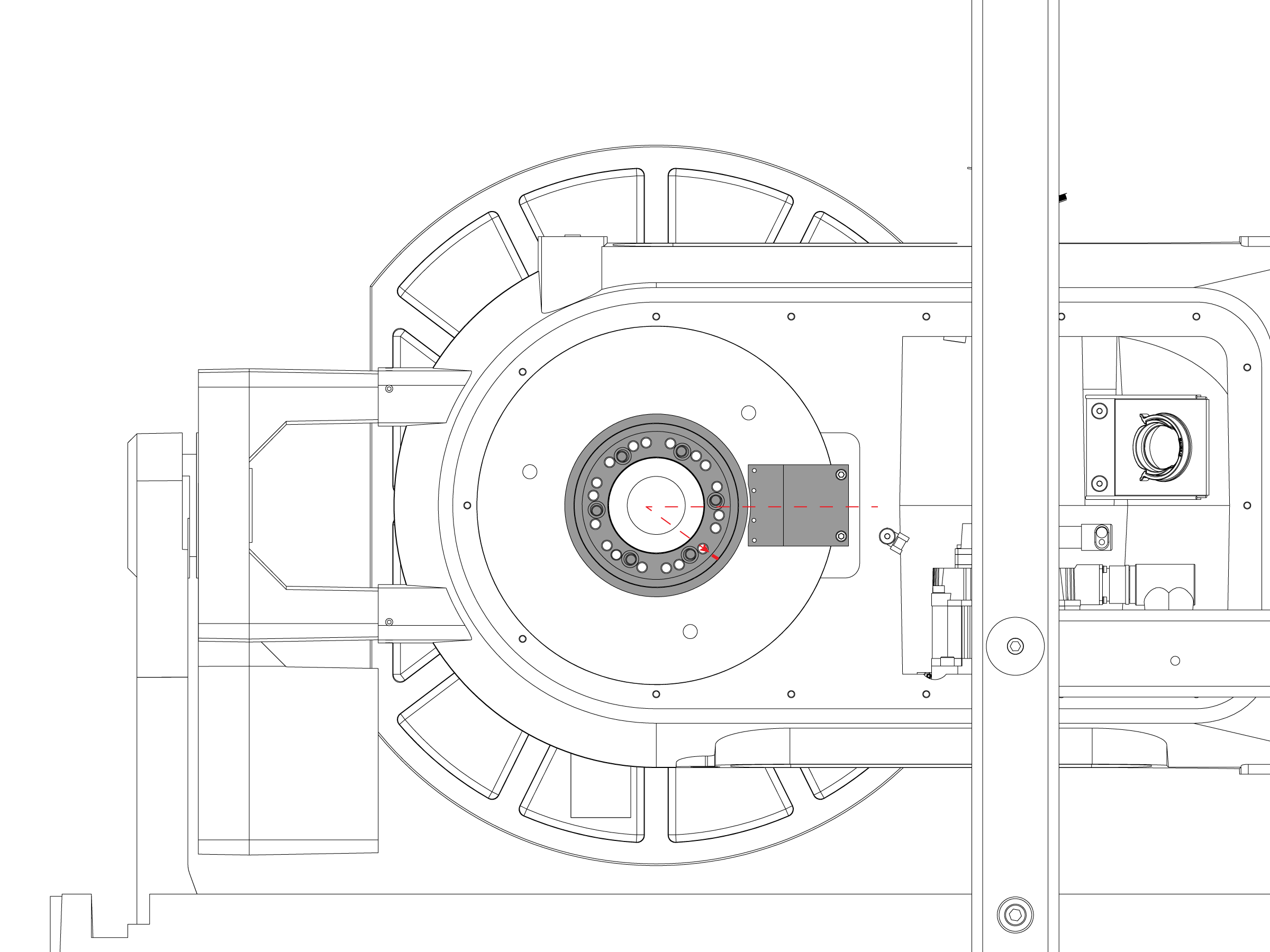
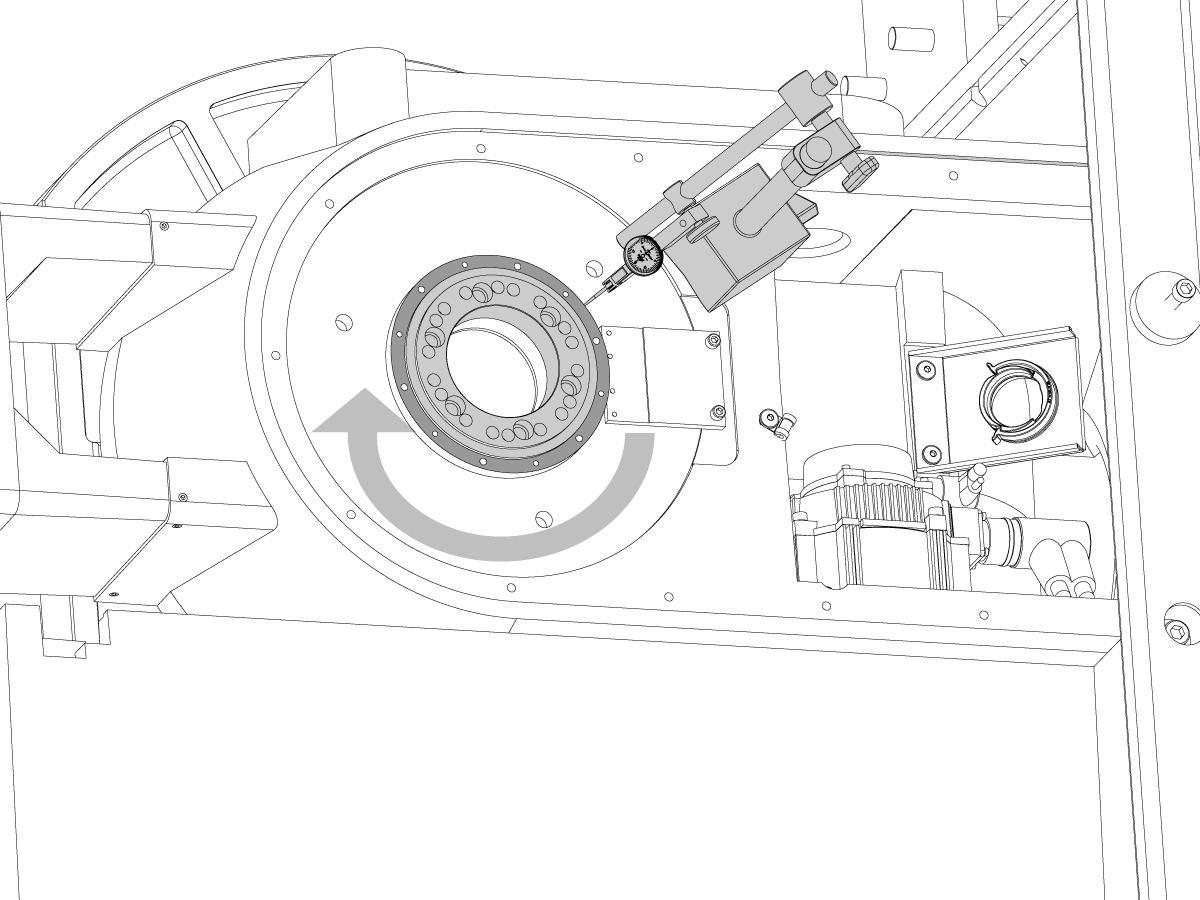
打开机床电源,使用无原点点动来指示环光栅外径,同轴度在 0.0005 英寸(0.0127 毫米)TIR 以内。
相应地调整适配器板以达到同轴度。
拧紧螺栓并重新检查光栅跳动。
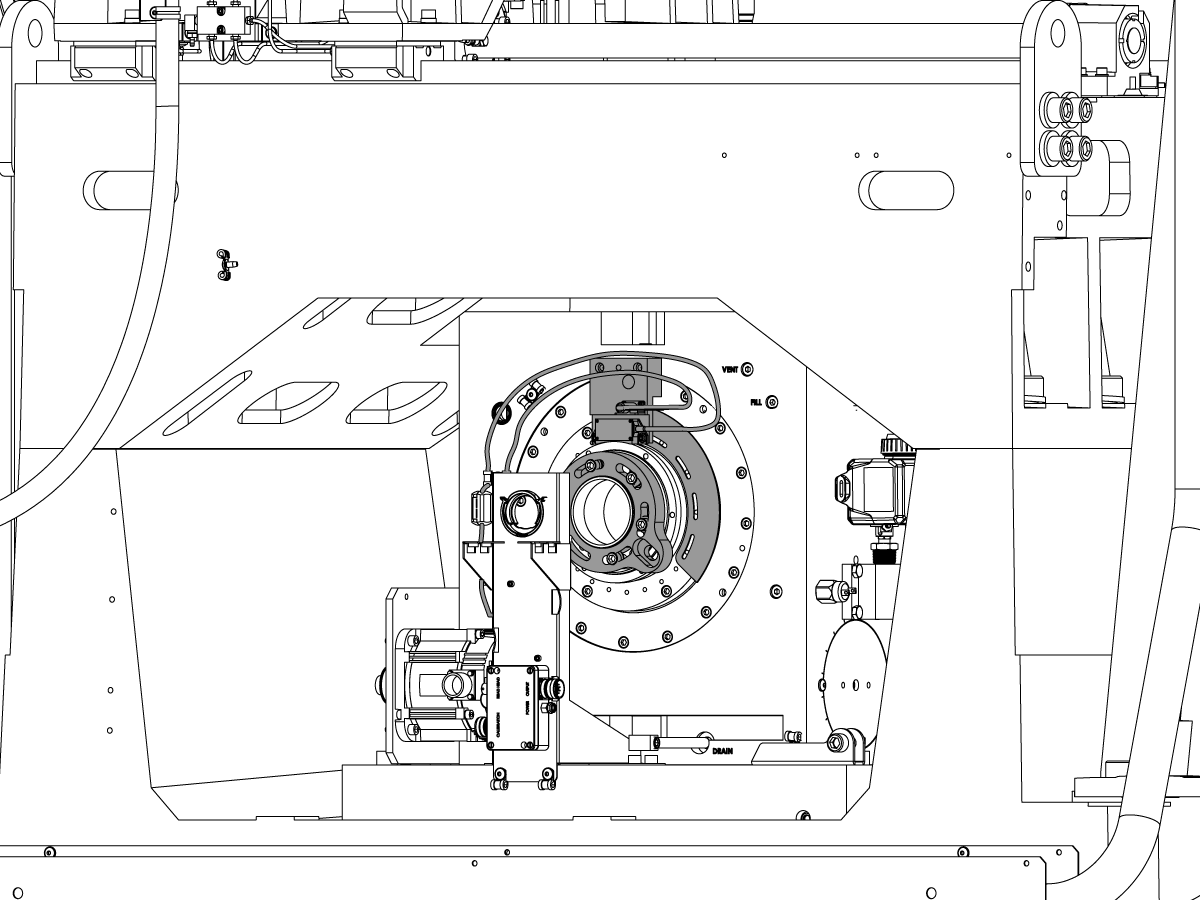
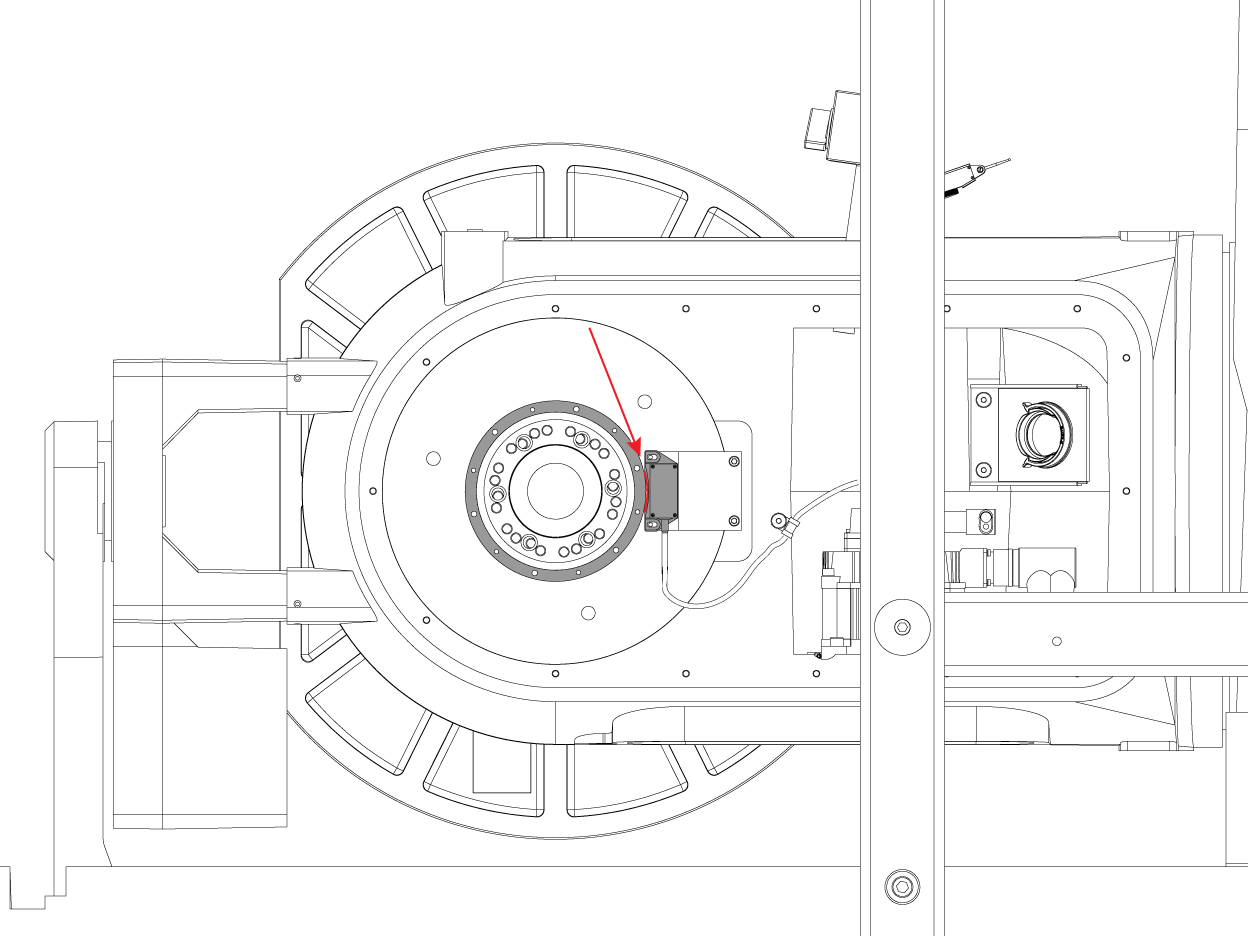
将读取头支座安装到旋转装置上,安装主开关、读取头和主标志支架
注意:确保读取头杯正常缩放。
注意:确认读取头和光栅环的主参考标记指向彼此。
检查环光栅上的参考点位置是否位于读取头左侧最近的位置。使用 0.006 英寸 垫片(随套件提供)将读取头和环光栅的间隙设置均匀。
达到读取头间隙时拧紧五金件。
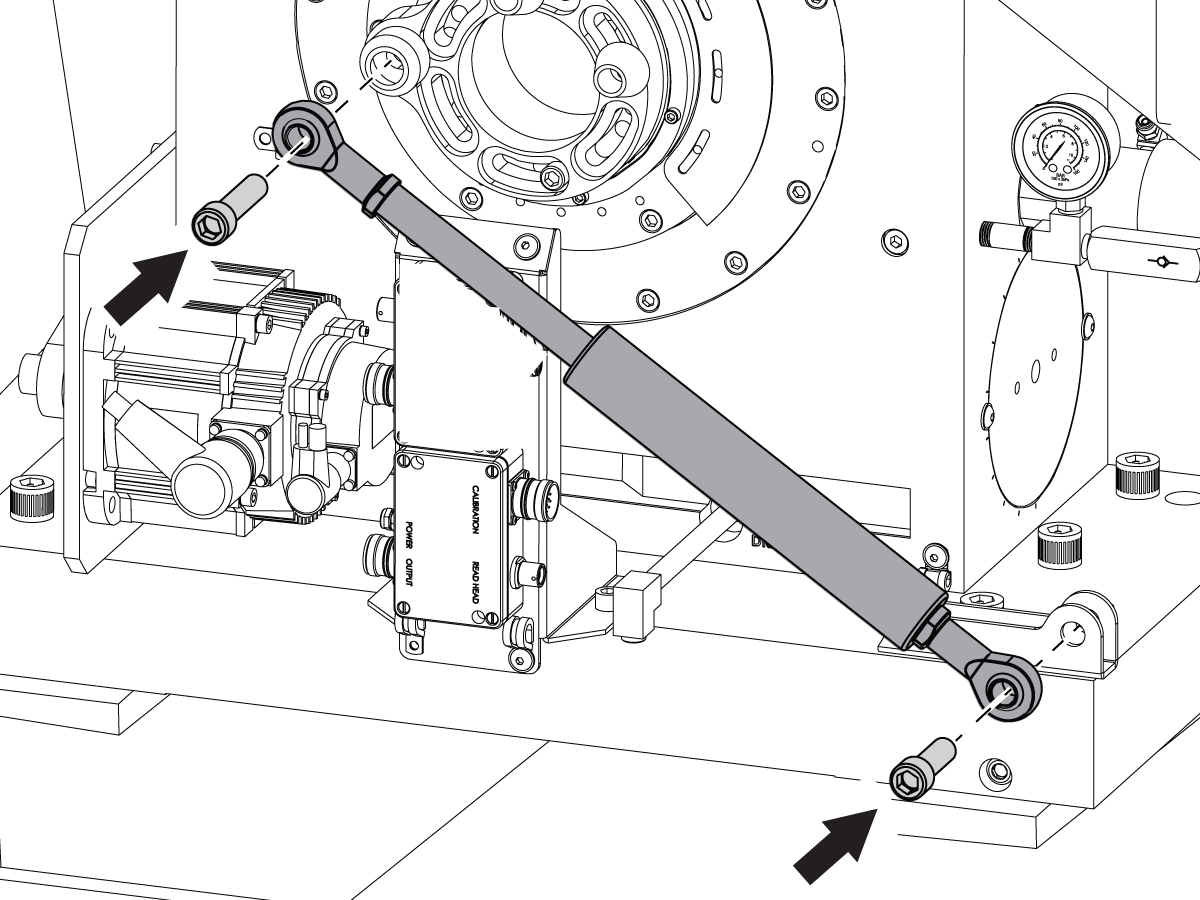
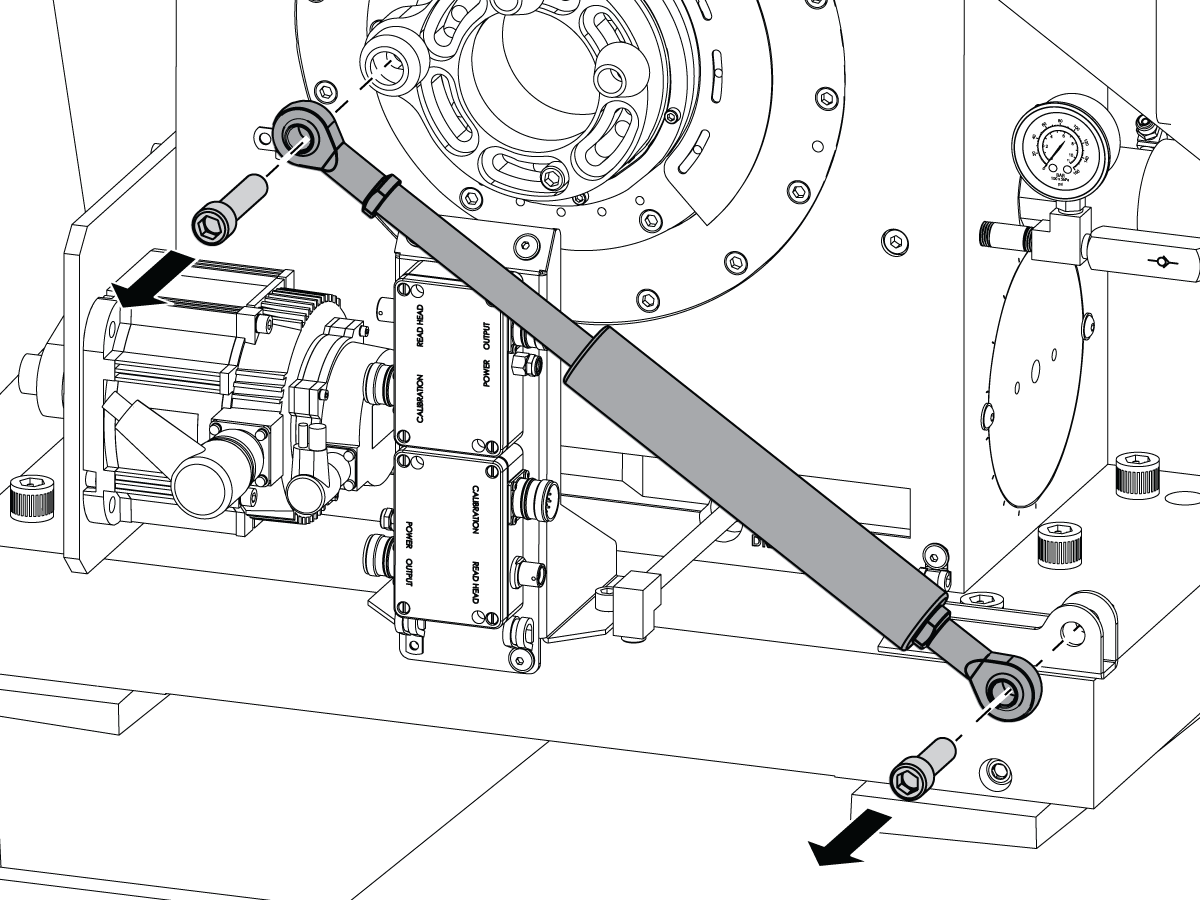
有关气体减震器的安装,请参阅 UMC-750 - 气动弹簧反向平衡 - 更换程序。
关闭机床电源,布设 C 轴电缆和导管通过 B 轴转台然后重新连接电机、主开关、压力开关和制动器空气管道。
接通电源,启用 C轴并使机床回原点以测试所有机床功能。
注意: 重新设置新的换刀偏置值,并更新 B 轴的补偿表值。这将需要进行激光校准。
注意:禁用正在更换的光栅,将参数 270:0(B 轴)、526:0(C 轴)更改为零。

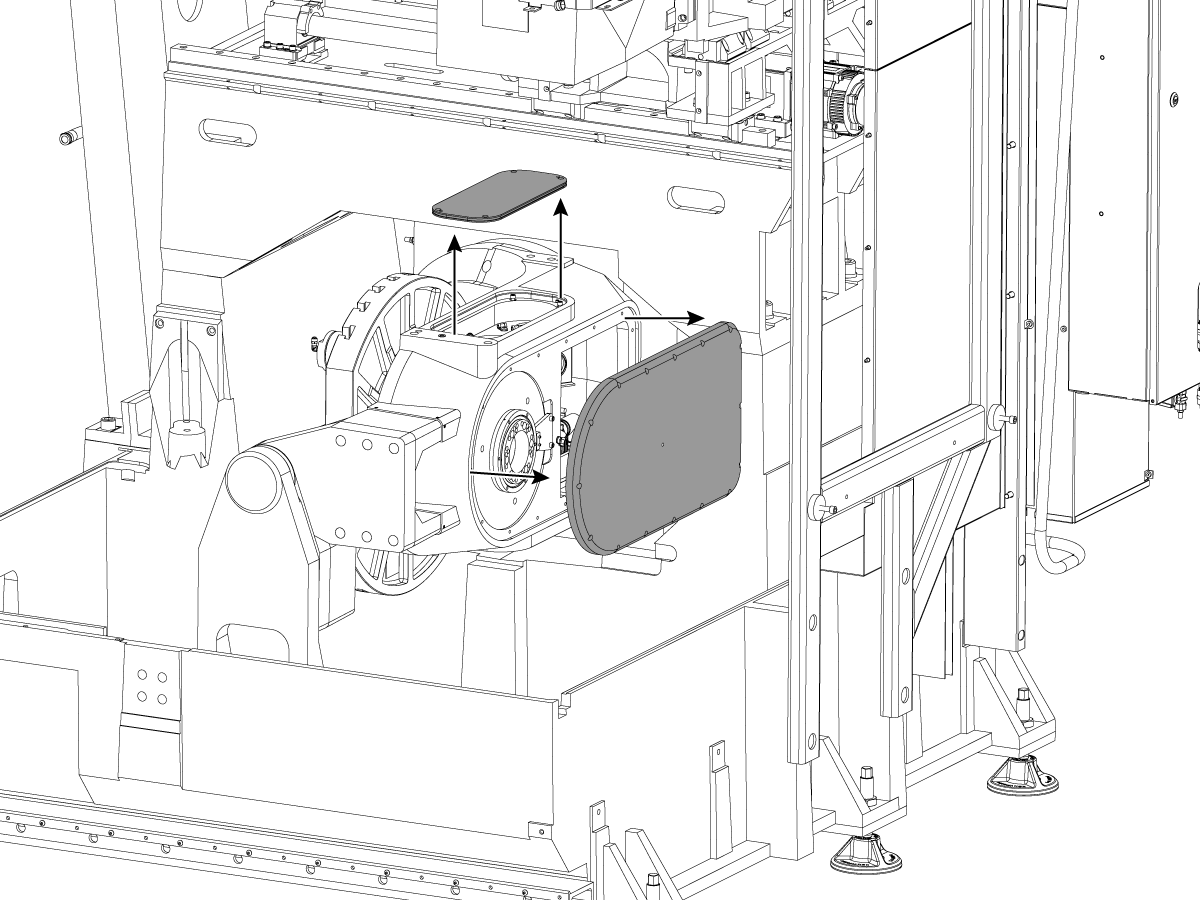
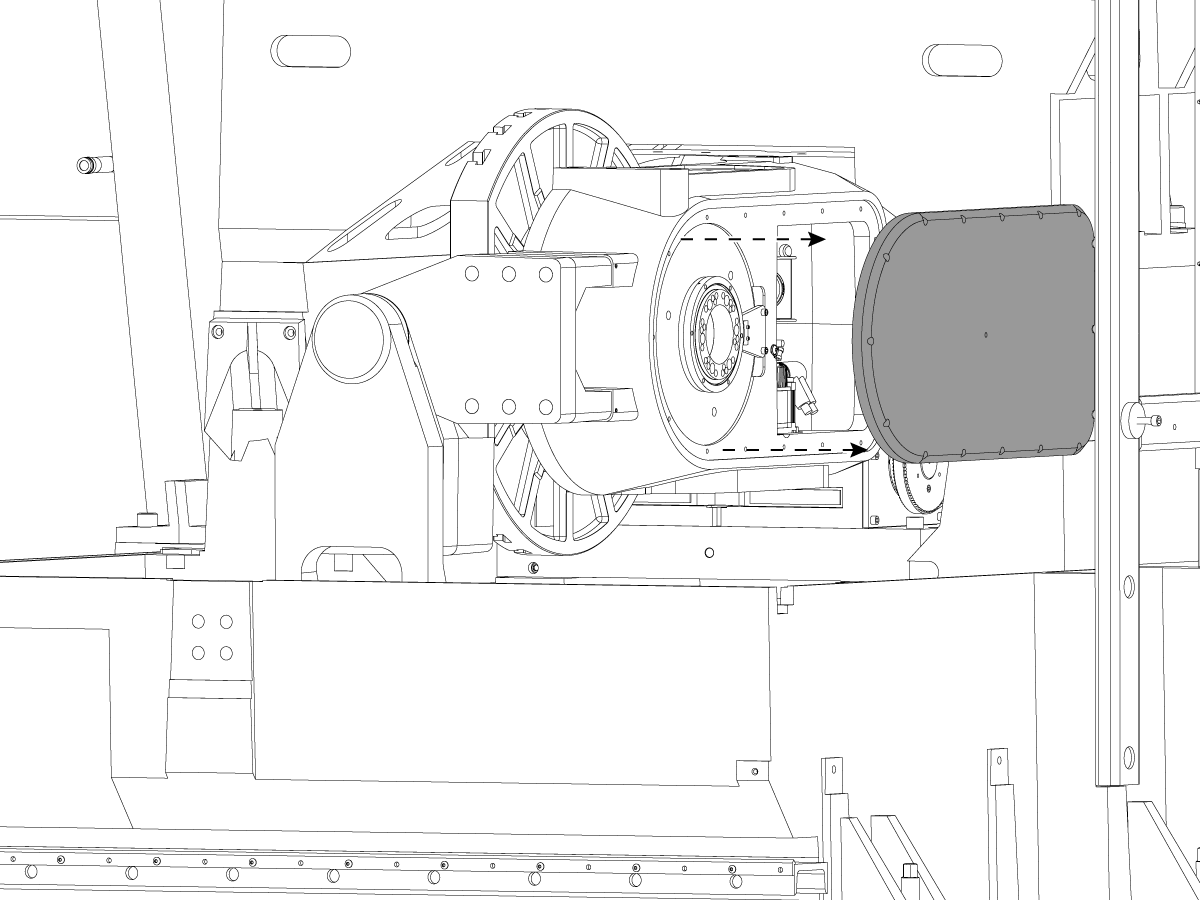
将机床置于紧急停止状态并禁用 C 轴。关闭机床电源以断开 C 轴编码器。拆下编码器环安装支座和读头支架。

从机床后部,小心地从 B 轴转台拉出 C 轴编码器读取头。
从 C 轴插补框上拔下 C 轴读头电缆和反馈电缆。 从支架上拆下插值框。
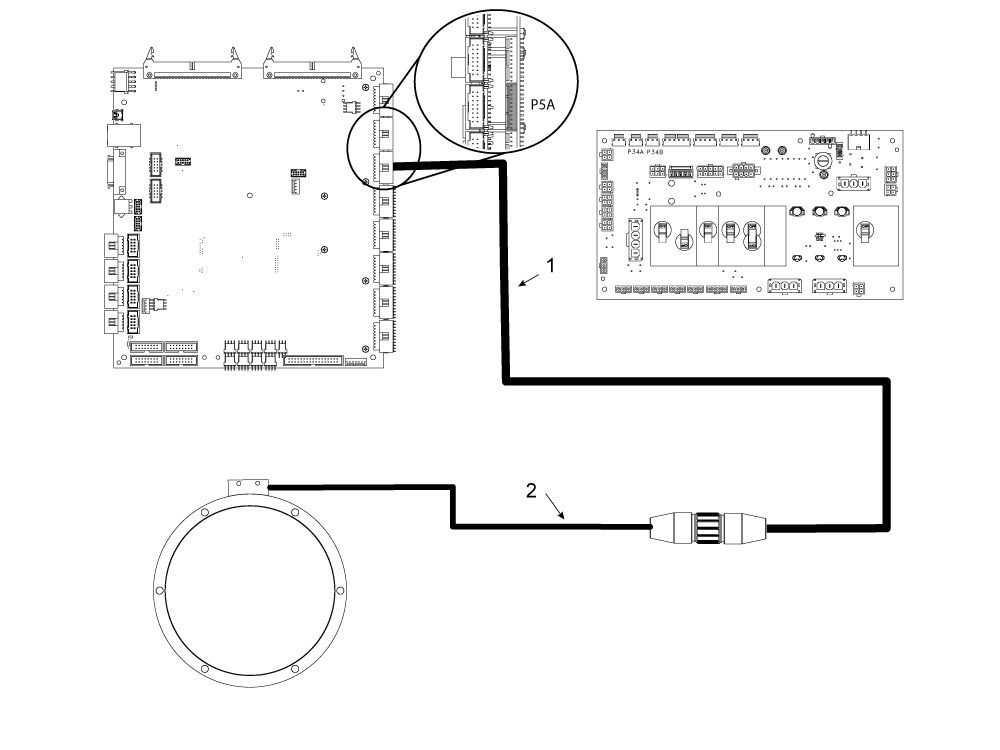
断开电缆 [1] 33-10060 (12VDC) 以及从主孔扩展 PCB 上的 P6A 上断开 [2] 32-10042A(第 5 光栅反馈)电缆。
断开电缆后,小心地从电气箱和导管中拆下电缆。
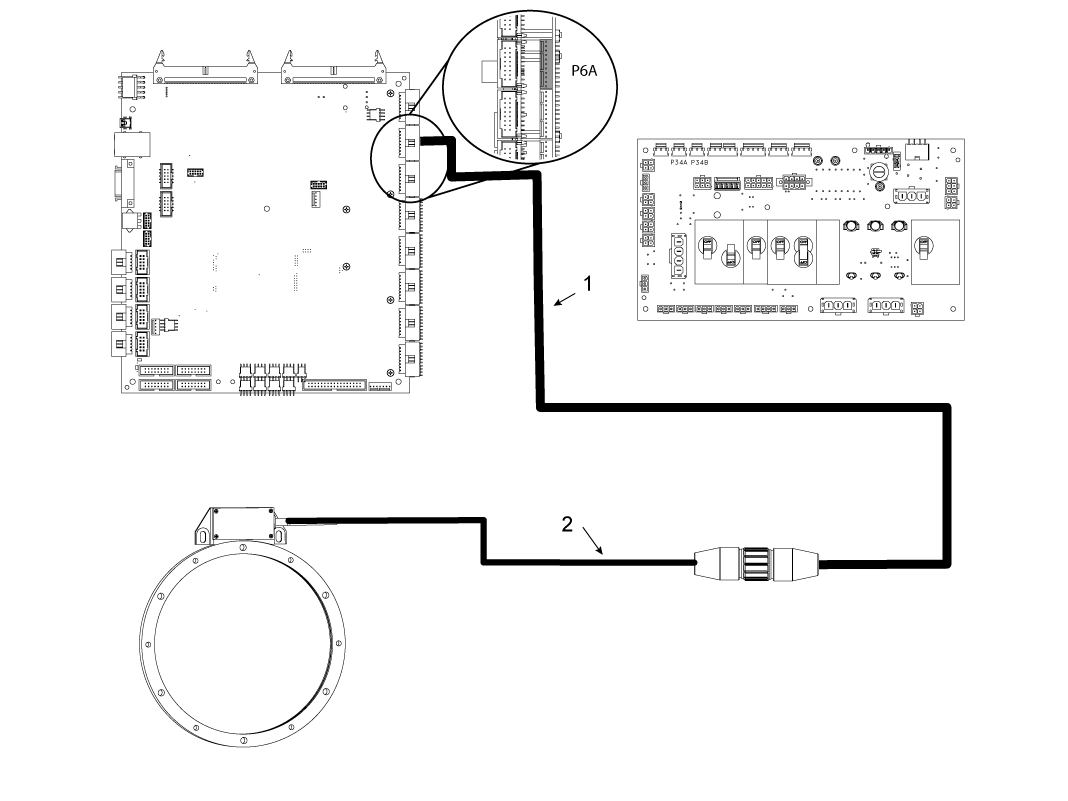
将电缆 32-10071(光栅反馈)安装并连接到主孔扩展 PCB 上的 P6A 并通过导管连接至机床背面。
注意:电缆 32-10071(SCL 反馈)被标记为 [STORM PCB CH13A] 以用于当前生产,连接器通过 P6A 连接器上的扩展 PCB 向后兼容 CHC。
将反向平衡适配器板和读取头支座临时安装及定位到制动器侧。
注意: 如果环上有一个圆点而不是箭头,安装时圆点最靠近刹车盘一侧。
移除 反相平衡 转接板。
将热板设置为 210°F (100°C)。在热板上加热环光栅 4 分钟 。将环光栅安装至反向平衡转接板。
警告 切勿超过 250°F (122°C)
注意: 在参考标记处定位和定向环形刻度的位置。
允许冷却。
安装反向平衡转接板组件,安装螺钉并以 5 英/尺磅紧贴。指示环光栅外径,同轴度 0.0005" TIR。相应地调整转接板以达到同轴度。
注意:在公差范围内不要担心高点。
扭矩螺栓。 Haas 紧固件扭矩 规格
重新检查跳动情况。
按所示方向安装读头安装支架。 在每个安装螺钉上滴一滴蓝色螺纹锁固剂。
按所示方向安装读头安装支架. 在每个安装螺钉上滴一滴蓝色螺纹锁固剂。
使用提供的 0.006"垫片(校准套件内含)设置读头和环之间的间隙。
间隙均匀后,拧紧螺钉。 Haas 紧固件扭矩 规格
注意:确认环上的箭头或点是否位于编码器读头左侧。如有箭头,请确认它们相互指向。
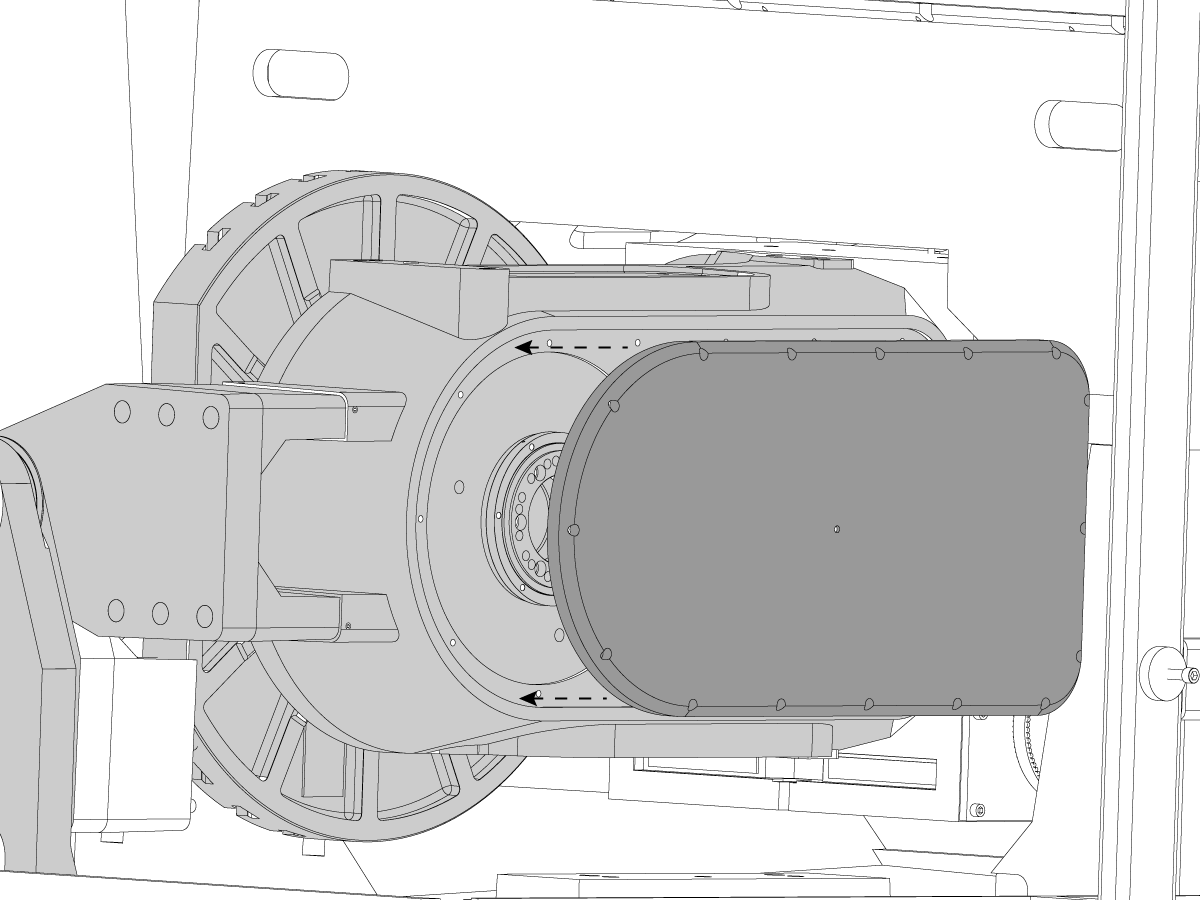
接通机床电源,启用 C 轴并使机床回原点以测试所有机床功能。完成所有测试后,请安装 C 轴盖和后面板
注意: 重新设置新的换刀偏置值,并更新 C 轴的补偿表值。这将需要进行激光校准。
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255






