

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

AD0201
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
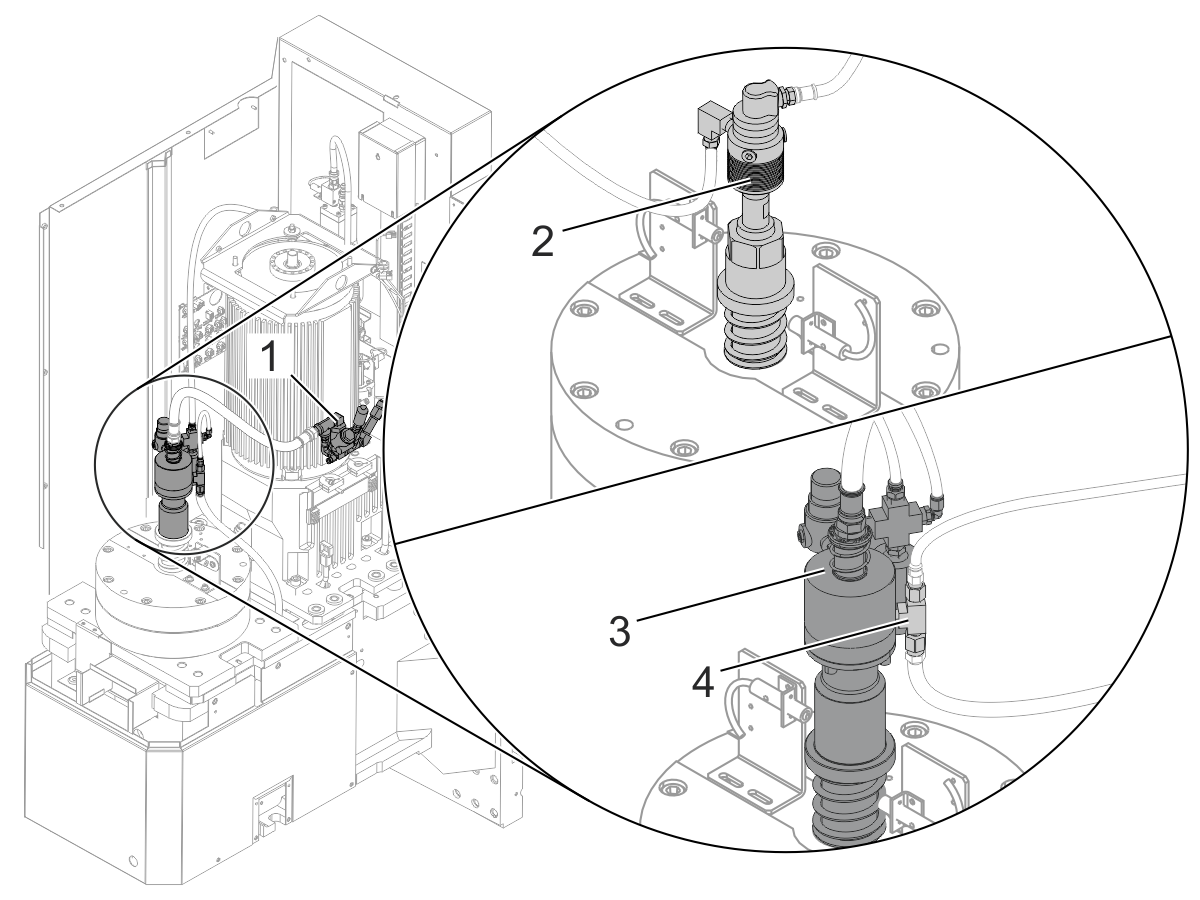
注意: 对于配备 ZF 变速箱的机床设备,不能用无轴承 TSC 单元总成[3]替换轴承 TSC 单元总成[2]。您必须用轴承 TSC 单元组件[2]替换轴承 TSC 单元组件[2]。
适用的维修套件:
所需工具:
推 [POWER OFF]
将主断路器设置为 OFF 位置。锁定主断路器。使用带有已批准安全标签的已批准锁。拆下主轴盖盖面板。
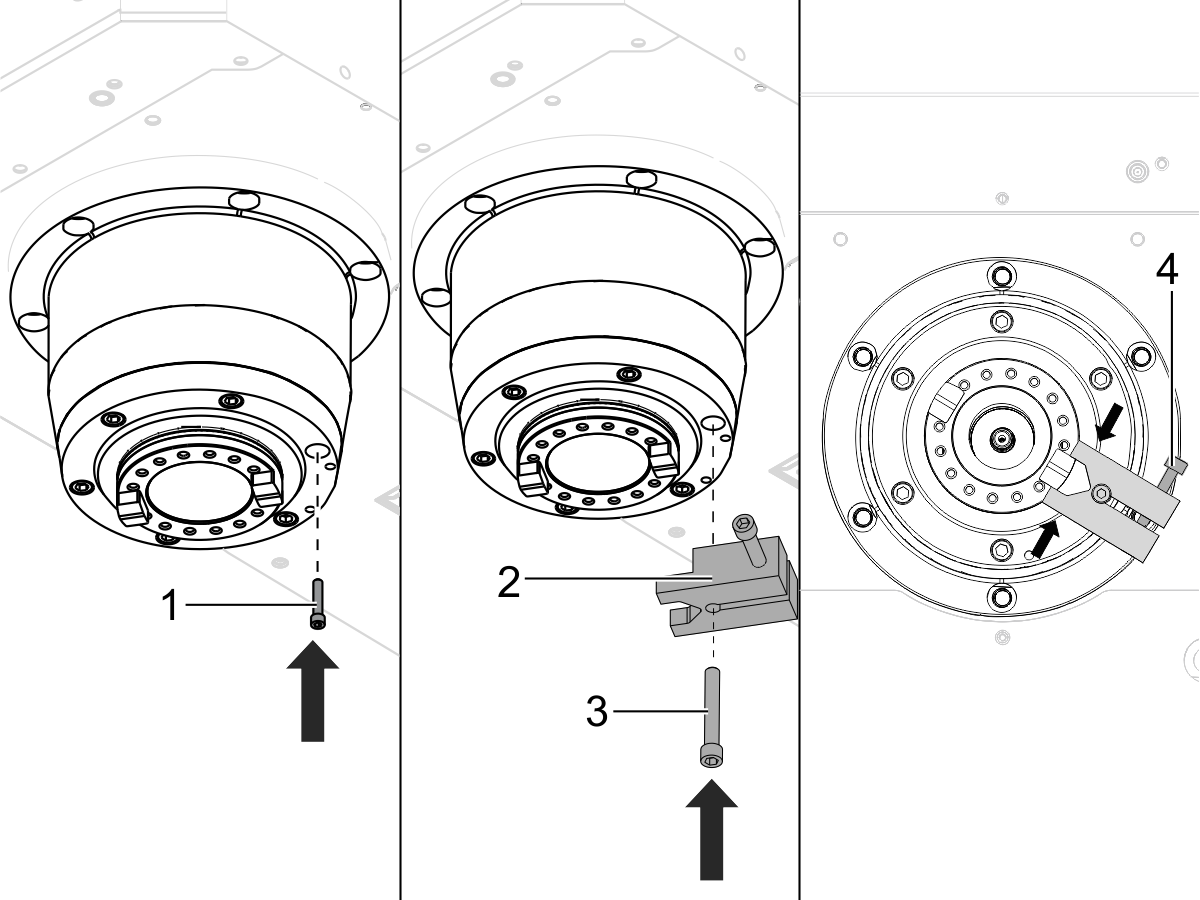
将其中一项主轴盖螺钉[1]从主轴盖移除。这使您可以安装主轴方向锁定工具。
将一个主轴定位键与空螺钉孔对齐。
将主轴方向锁定工具的开口端对准主轴定位键。
安装主轴方向锁定工具[2]。
使用 3/8-16 x 2-1/2 罗东[3]。
拧紧螺钉[4]。
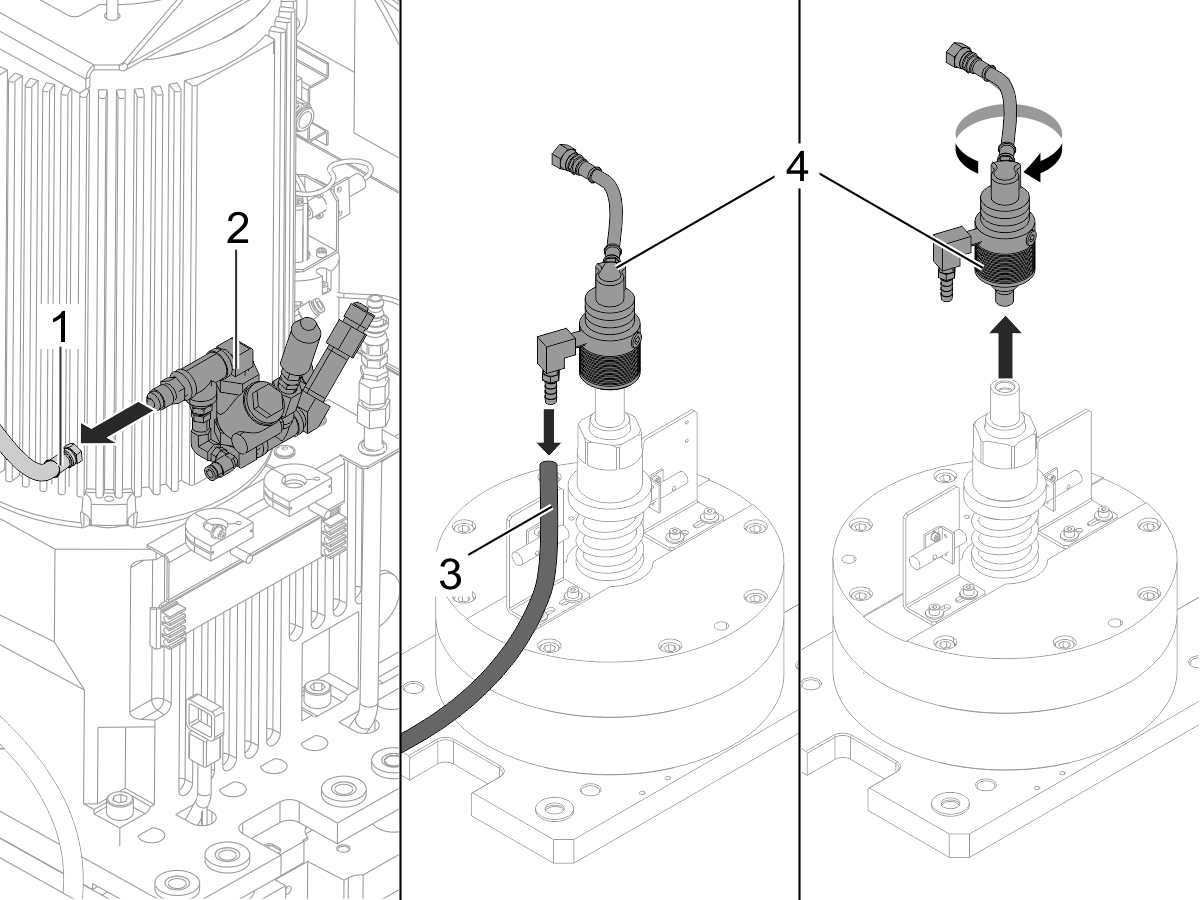
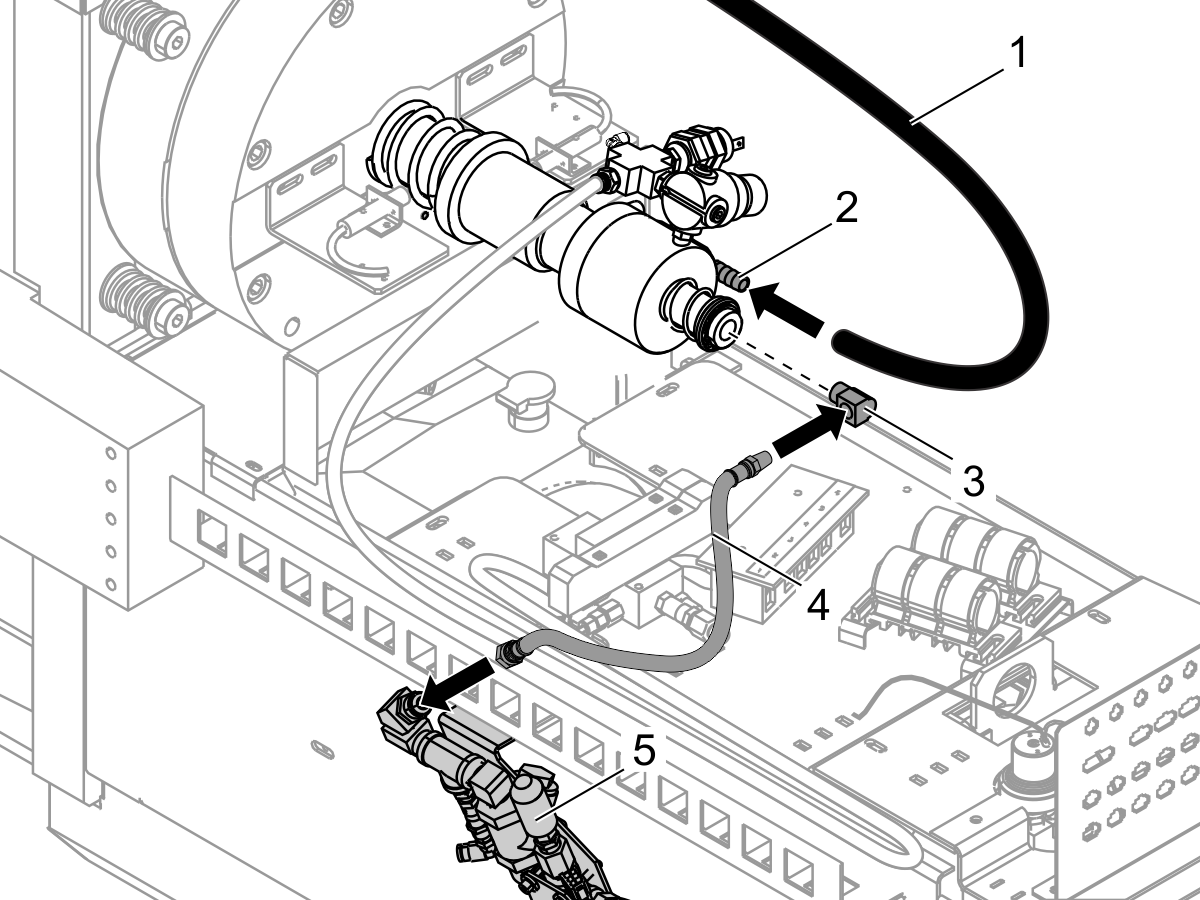
从止回阀组件 [2] 上拆下高压编织软管 [1]。
从轴承 TSC 单元组件[4]上断开真空排放软管[3]。
注意: 您可以在后续步骤连接软管[3]。
使用 15/16" 扳手卸下轴承 TSC 单元组件[4]。顺时针转动组件[4] 以松开组件。
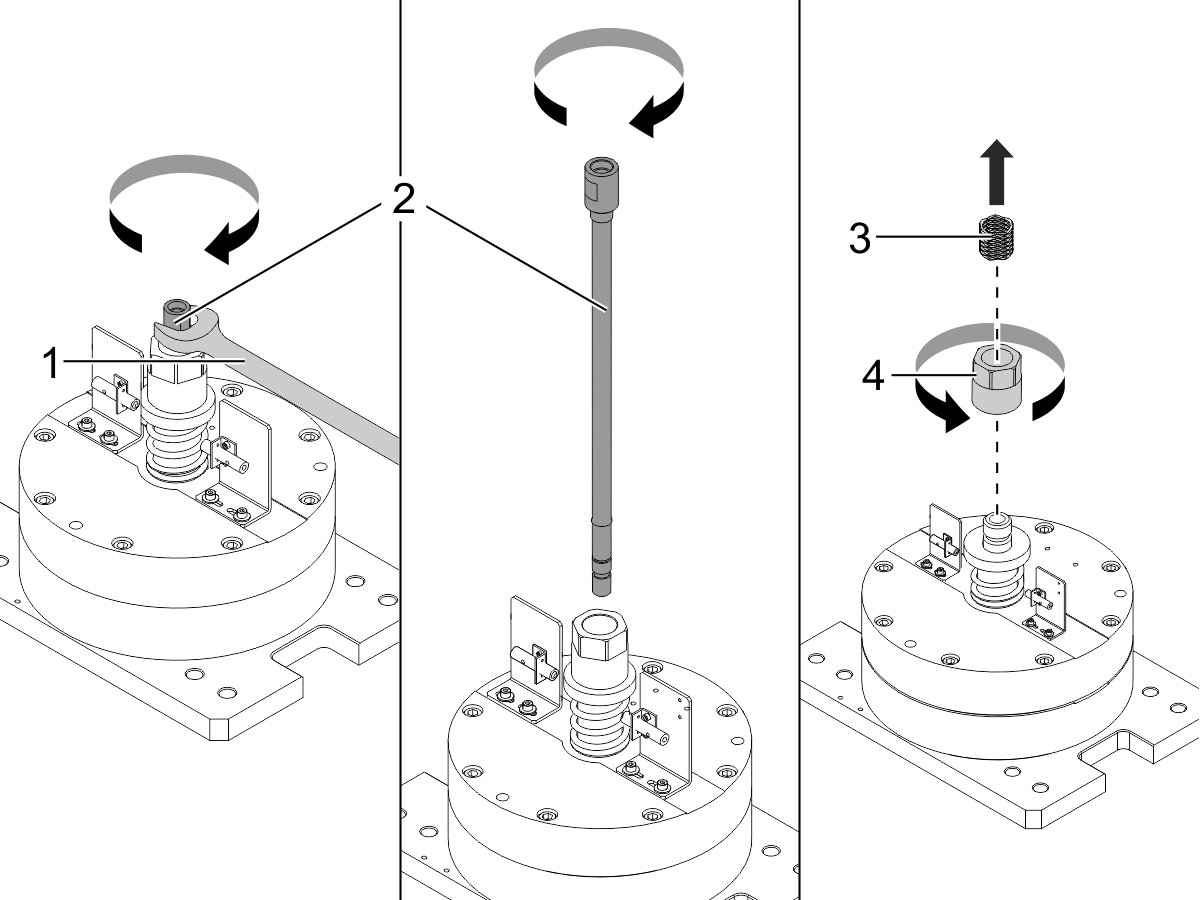
使用 7/8" 用扳手[1]拆下延伸管组件[2]。顺时针转动以松开。
拆下适配器弹簧[3]。
使用 2" 扳手卸下适配器[4]。逆时针方向转动适配器[4]以使其松开。
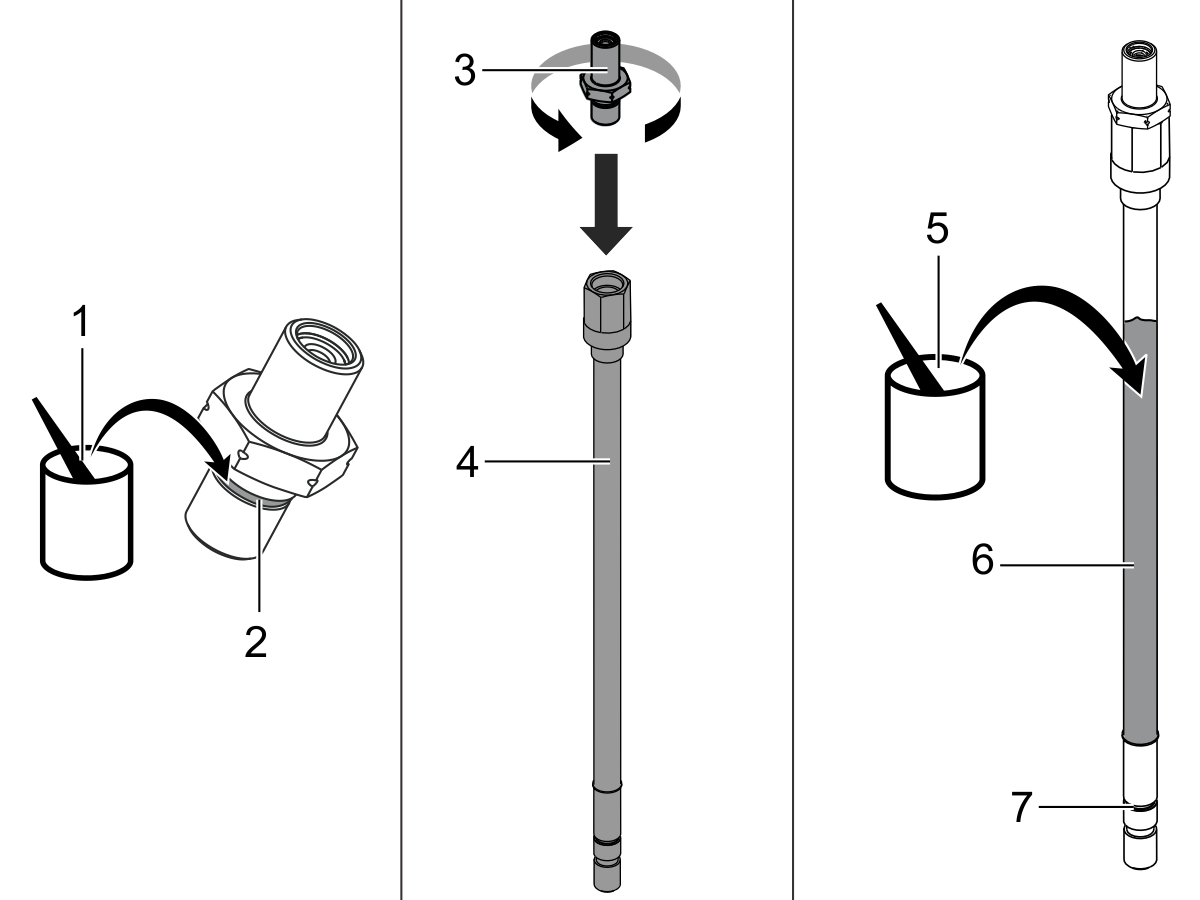
清理这些零件:
将联接轴 [3] 安装至延长管组件 [4]。逆时针转动轴以将其拧紧。
在以下零件上涂抹 Mobil CM-P 润滑脂[5]:
在 TRP 的联接轴车螺纹[3]上涂上螺纹锁固剂。涂抹中等强度的螺纹锁固剂。
安装适配器[2]。顺时针转动适配器[2]以拧紧。
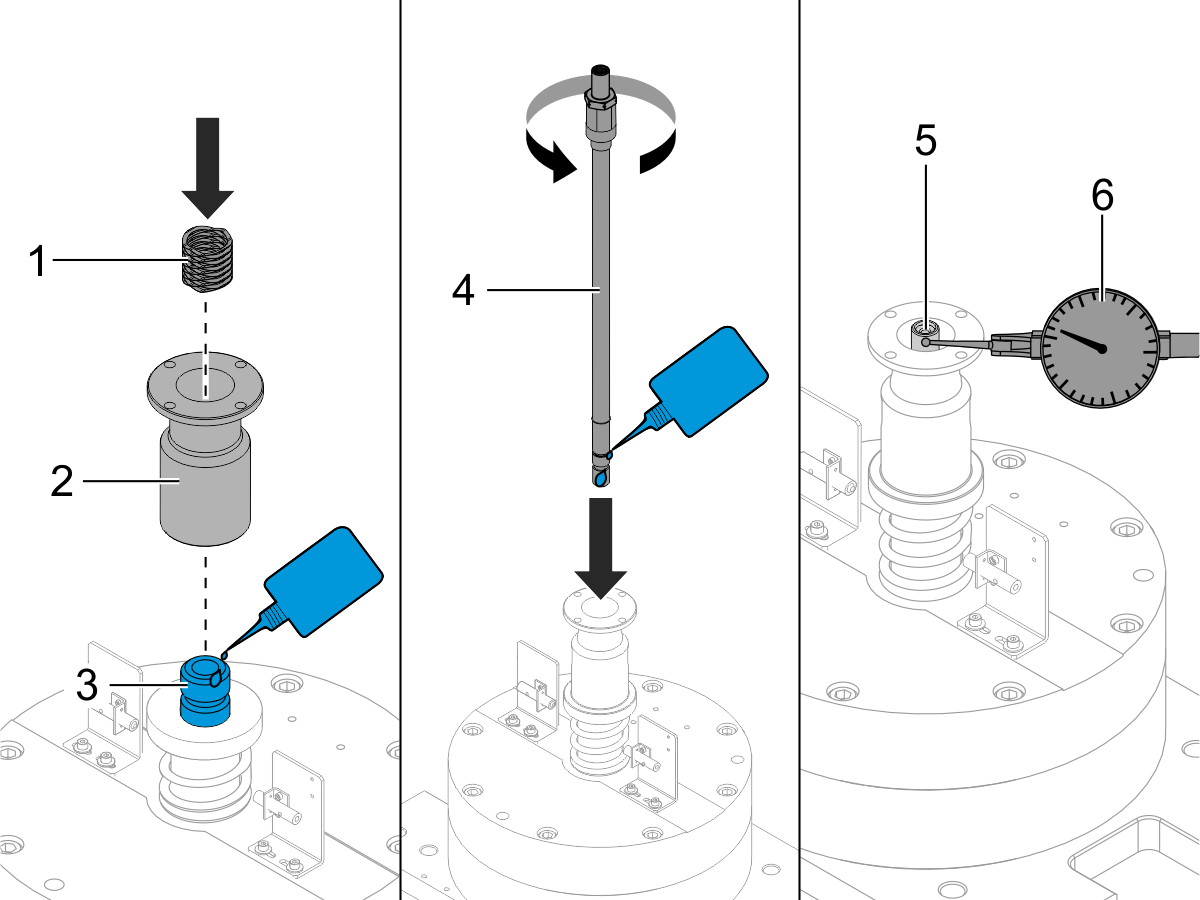
将适配器弹簧[1]安装至适配器[2]中。
在延长管道组件[4]的螺纹上涂上同样的螺纹锁固剂。
使用 1" 长套筒 松开延长管组件 [4]。逆时针转动组件 [4] 以将其拧紧。对组件 [4] 施加 30 ft-lb (41 Nm) 的扭矩。
拆下主轴方向锁定工具。
在测量延长管组件的轴(TIR)的总指示跳动值(TIR) 时,手动转动主轴。使用百分表[6]。注意:TIR 必须小于 0.001" (0.025 mm)。如果 TIR 大于 0.001" (0.025mm),请与 Haas 服务部门联系。
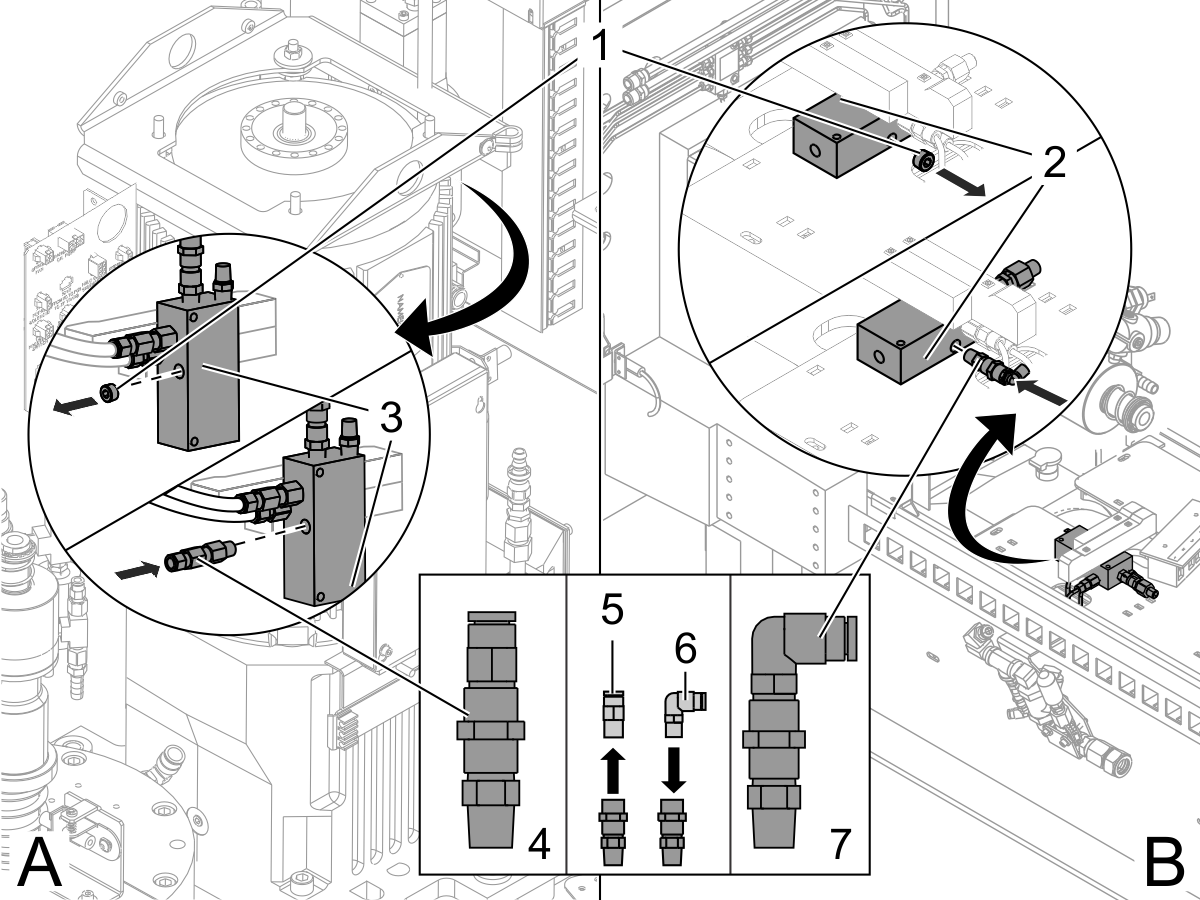
对于配备 TSC-1000 的 VMC 或 HMCS:
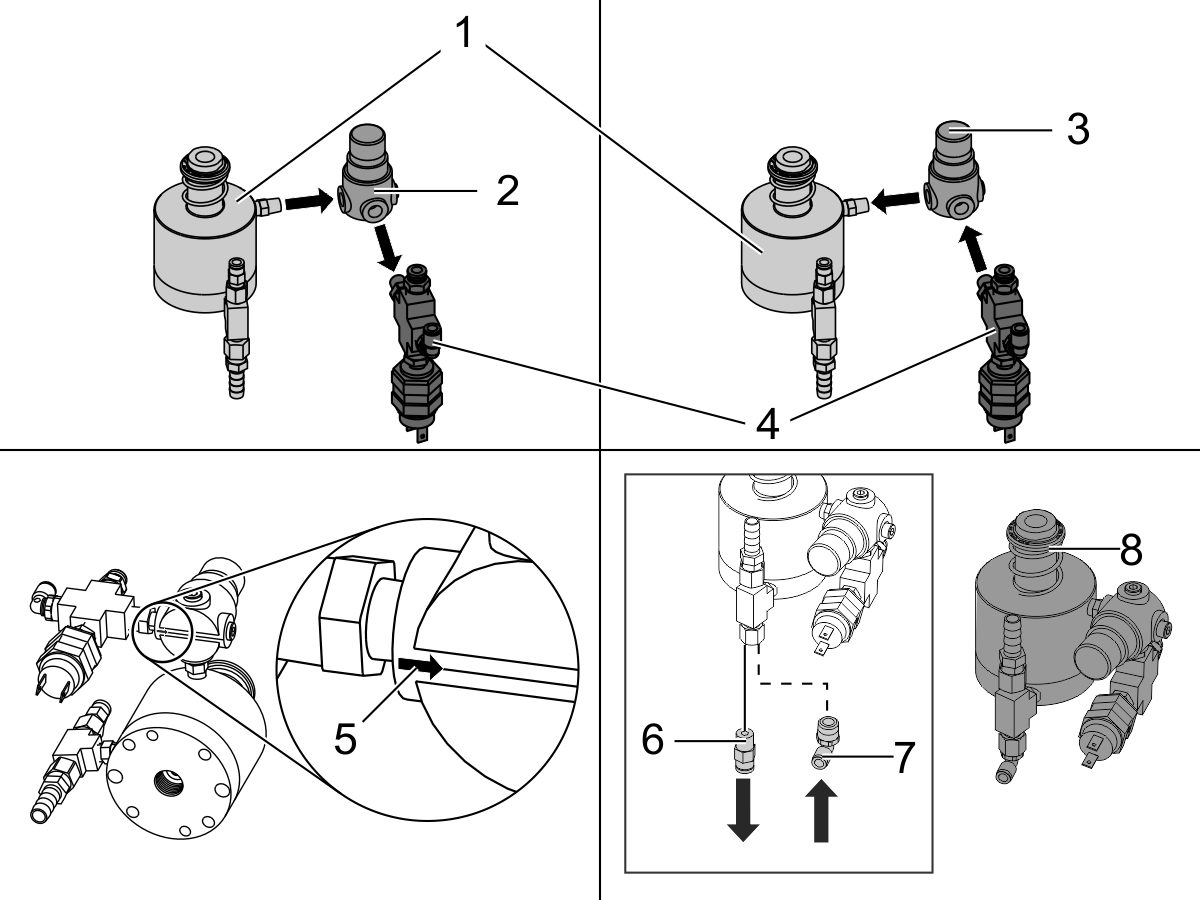
从无轴承 TSC 单元组件[1]和压力开关组件[4]上拆下 35 psi调节器[2]。
将 85 psi 调节器[3]安装到无轴承 TSC 单元组件[1]和压力开关组件[4]。
确保 85-psi 调节器上的箭头 [5] 方向正确。
对于 TSC 300 和 1000 psi HMC:
移除直管接头[6]。
安装弯头接头[7]。
转动调节器、压力开关组件和配件组件,以使无轴承 TSC 单元组件[8]处于图示位置。
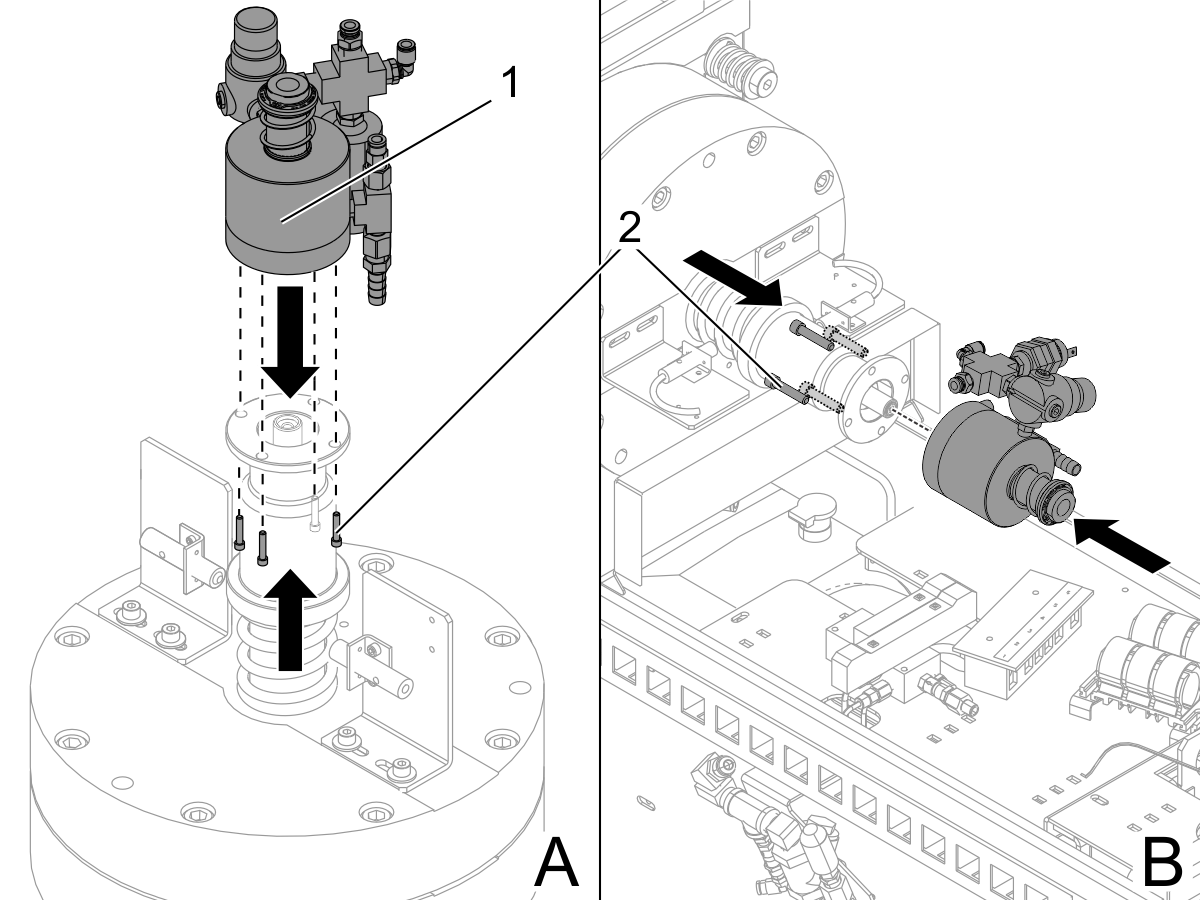
对于 VMC [A]: 安装无轴承 TSC 单元组件[1]。
对于 HMC [B]: 安装无轴承 TSC 活接组件[3]。
使用(4) 1/4-20 x 1 1/4" 内六角帽螺钉 (SHCS) [4]。拧紧 (4) SHCS [2]。请参阅 Haas 紧固件扭矩规格。使用钢的价值。警告: 对于HMC [B]: 确保无轴承 TSC 单元的位置正确,如下所示:以点动方式将 Y 轴转到原位 (Y=0)。查看 TSC 单元,并确保其未触及立柱顶部。如有必要,请调整无轴承 TSC 单元的位置,然后再次执行此步骤。
对 VMC[A]或 HMC [B]执行此步骤。
对于 VMC[A],请执行以下步骤:
对于 HMC [B],请执行以下步骤:
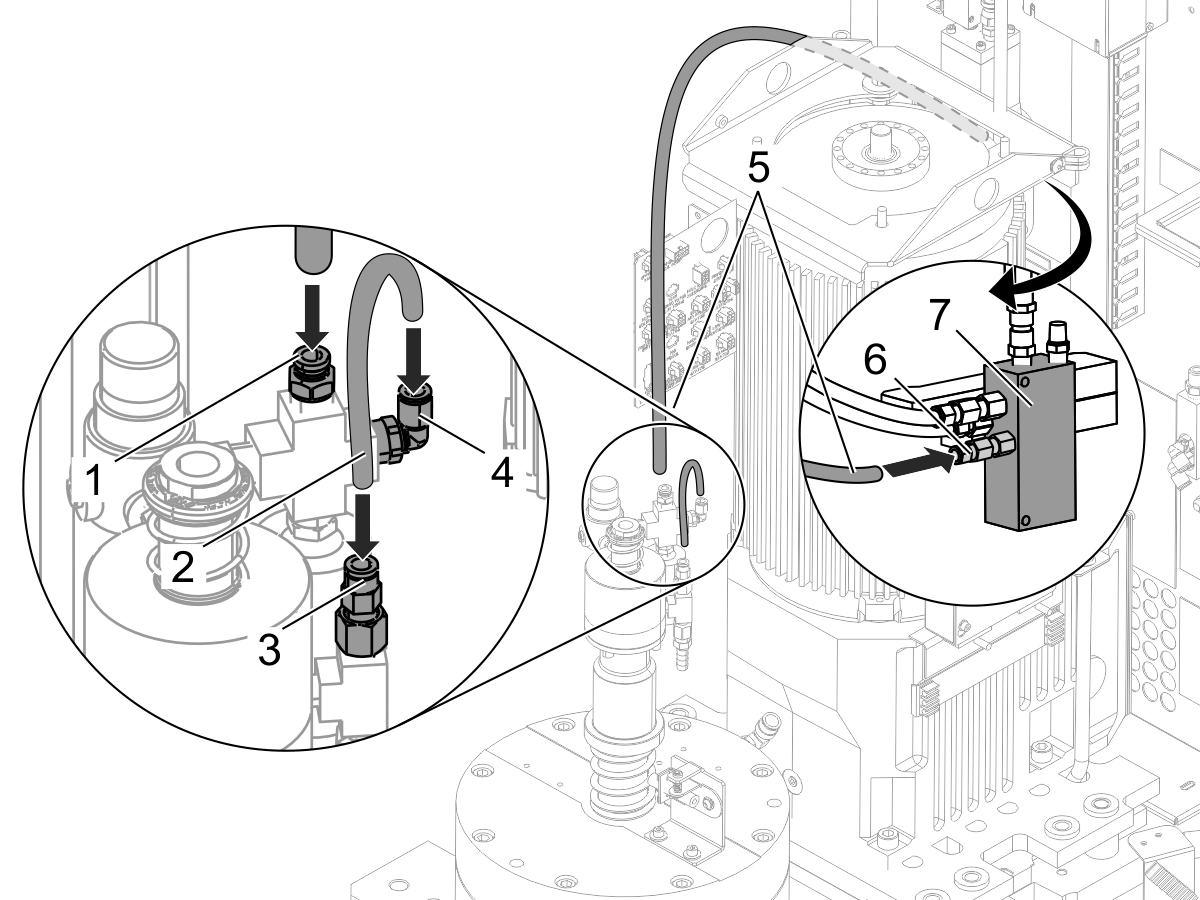
仅对 VMC 执行此步骤:
将套件中的短管[2]连接置弯头接头[4]和直头接头[3]。
将套件中的长管[5]连接到直头接头[1]和接头[6]。直头接头[6]位于换档阀[7]的电磁阀组件上。
注意: 确保较长的管线[5]不与任何其他零件发生互相干扰。
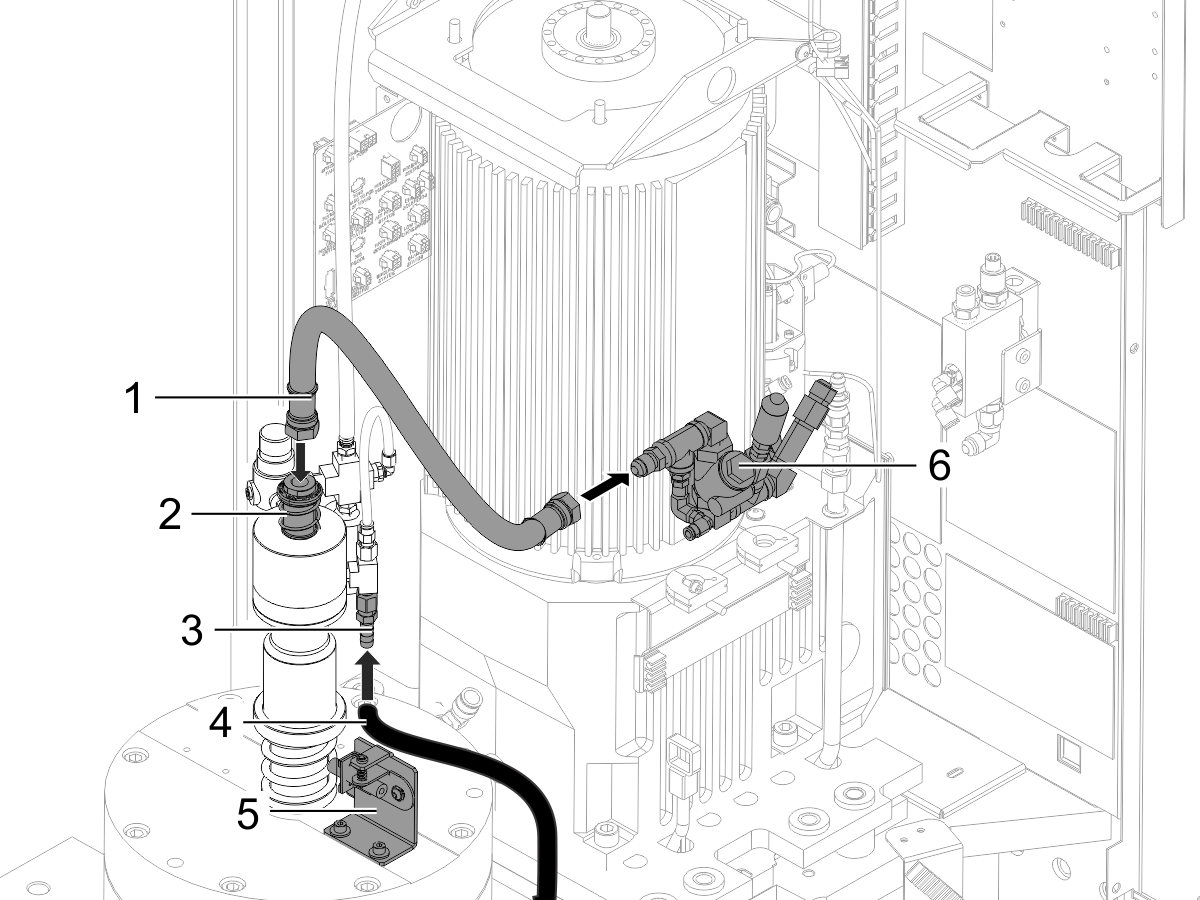
仅对 VMC 执行此步骤:
将高压编织软管 [1] 连接至无轴承 TSC 单元 [2]。
将软管 [1] 的第二部分连接到止回阀组件 [6]。
将真空排水软管 [4] 连接到无轴承单元上的接头[3]
。如果软管[4]与接近传感器支架[5]接触,则会使软管弯曲并降低其效率。转动接头[3],使软管对准支架[5],朝向主轴头的背面。
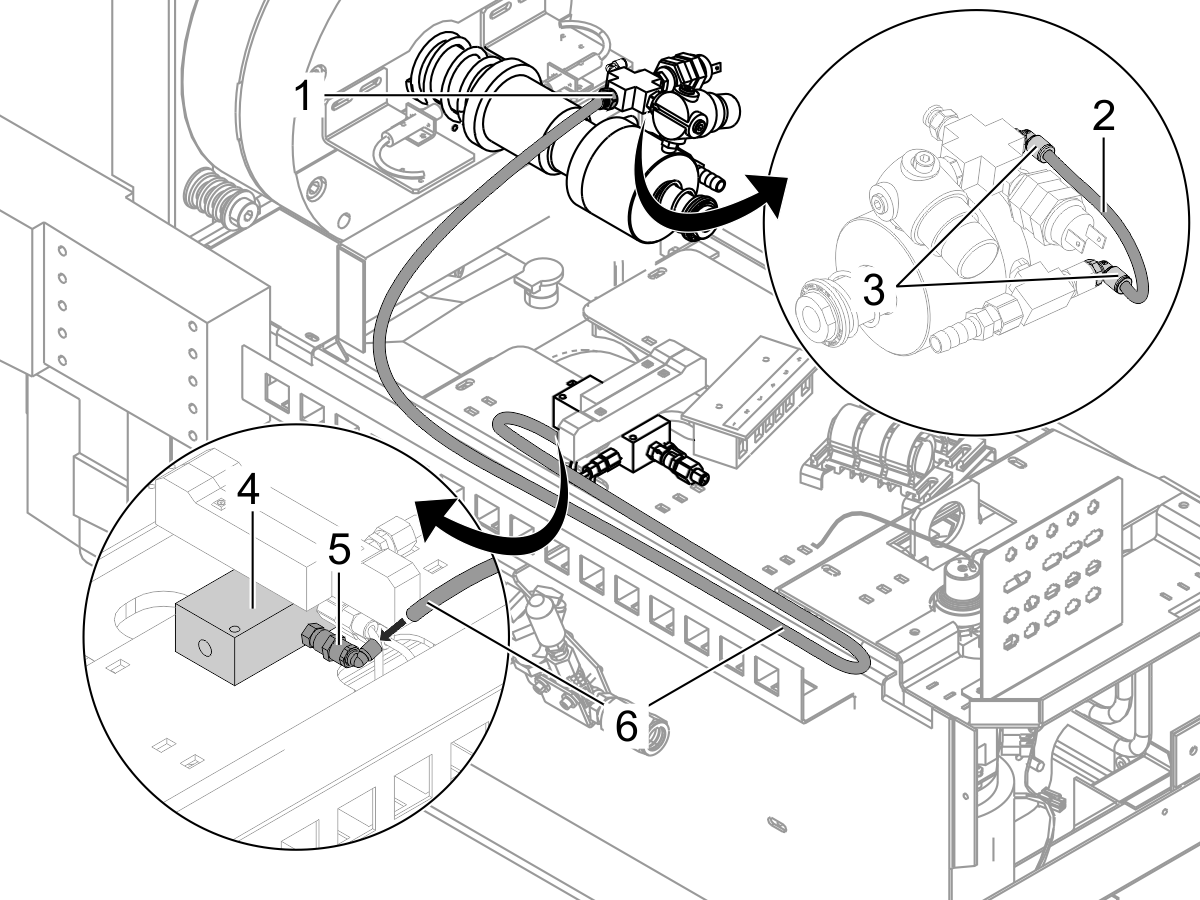
仅对 HMC 执行此步骤:
在套件中定位较短的空气管[2]。将管线 [2] 连接至无轴承 TSC 单元的(2)弯头接头[3]。
在套件中定位较长管[6]。将管线[6]连接至无轴承 TSC 单元的直头接头[1]。将管线[6]的第二部分连接自豪换档阀的电磁阀组件[4]上的弯头接头[5]。
仅对 HMC 执行此步骤:
将真空排水挼安管 [1] 连接至无轴承 TSC 单元上的接头[2]。将黄铜接头[3]安装至无轴承 TSC 接头。
将高压编织软管[4] 连接至黄铜接头[3]。将软管 [4] 的其他部分连接到止回阀组件 [5]。
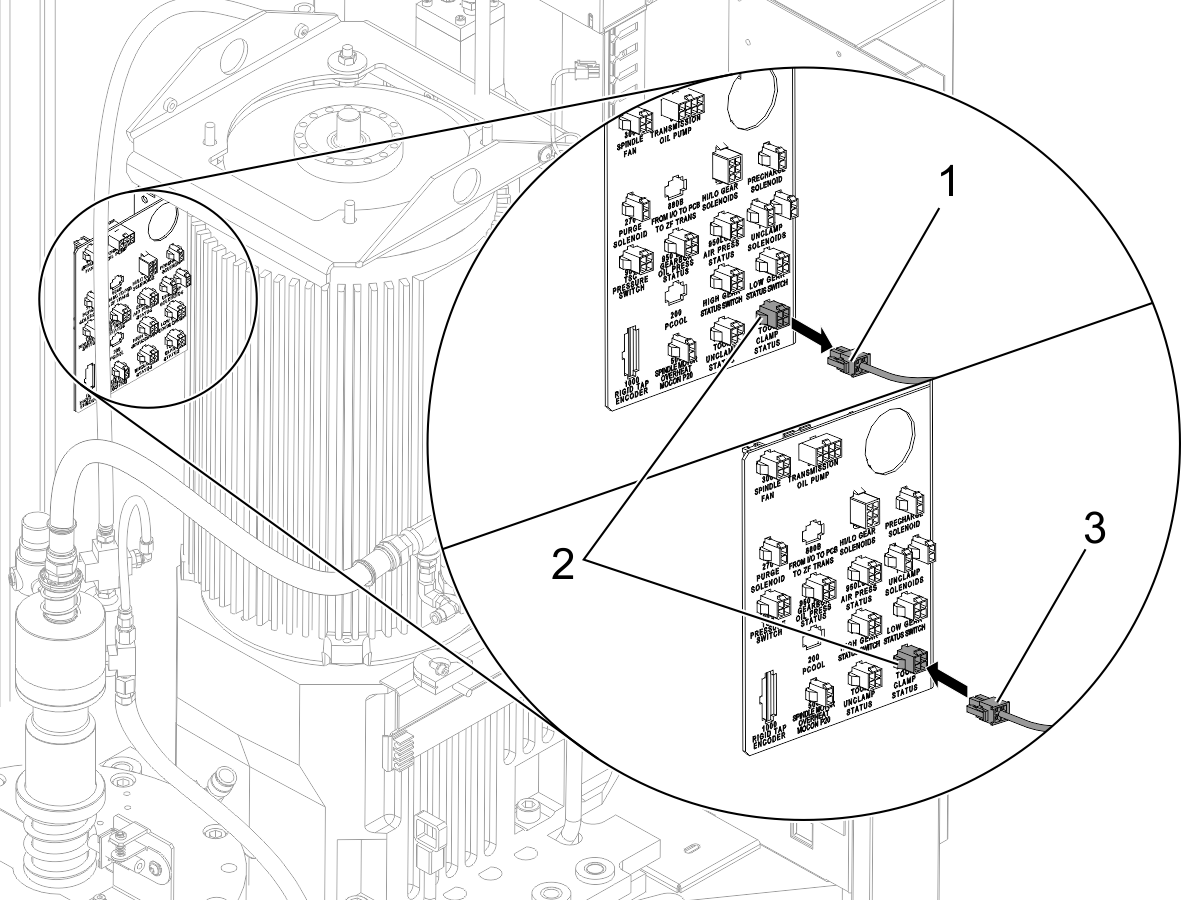
找到标签为 PROX NC DB CLAMPED 的电缆[1]。该电缆连接到主轴支架上的 TOOL CLAMP STATUS 端口[2]。
将该电缆[1]从端口[2]断开。
在套件中找到标有 TO BRKT CLMP SW [3] 的电缆。
将电缆[3]连接至端口[2]。
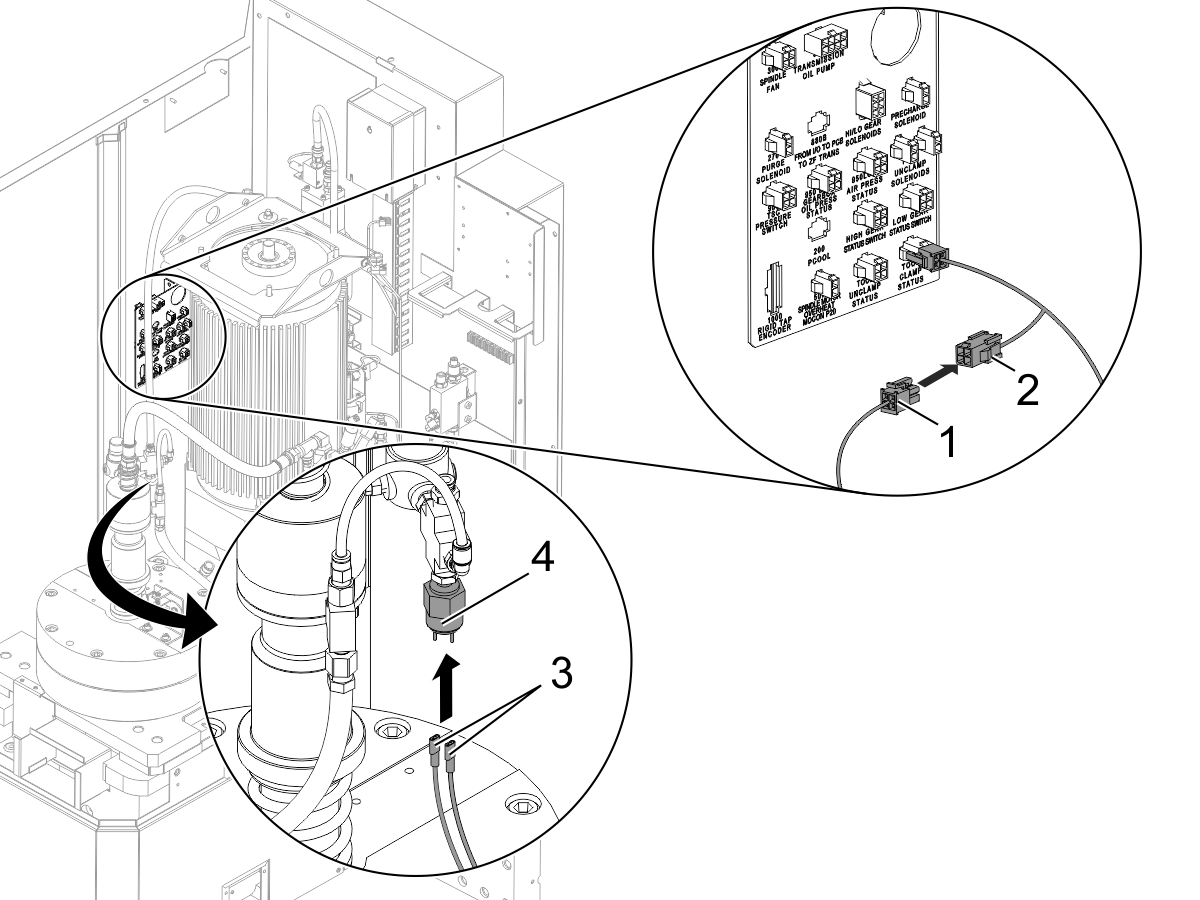
找到标签为 PROX NC DB CLAMPED 的电缆[1]。
找到标签为 33-3350A TO CLMP SW 的电缆[2]。
连接电缆[1]和[2]。
找到标签为 TO AIR PRESS SW 的电缆的(2)引线[3]。
将(2)导线[3]连接至压力开关[4]。
按 [POWER ON]。
确保这些参数具有以下值:
将主断路器设置为 关于 位置。
推 [POWER ON]。
推 [RESET]。
推 [AUX CLNT] 以激活 TSC。
检查 TSC 软管有无泄漏。
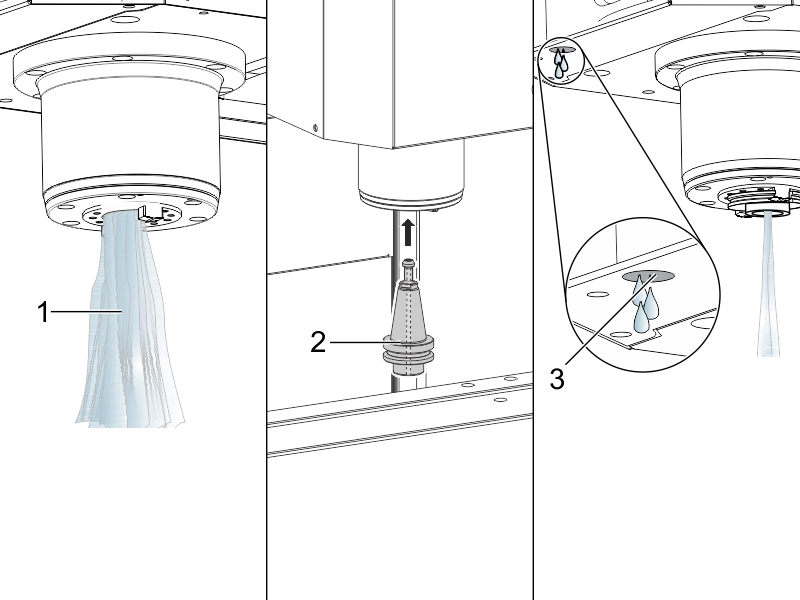
正确操作如下:
推 [RESET]。
在主轴中放置一个 TSC 刀座 [2]。
按 [AUX CLNT] 启动 TSC。
正确操作如下:
检查 TSC 软管有无泄漏。
推 [RESET]。
安装主轴头盖子。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





