
-
máquinas
-
 Fresadoras verticales
Fresadoras verticales
Fresadoras verticales
Fresadoras verticales -
 Soluciones multieje
Soluciones multieje
Soluciones multieje
Soluciones multieje -
 Tornos
Tornos
Tornos
Tornos -
 Fresadoras horizontales
Fresadoras horizontales
Fresadoras horizontales
Fresadoras horizontales -
 Cuartos ejes y divisores
Cuartos ejes y divisores
Cuartos ejes y divisores
Cuartos ejes y divisores -
 Sistemas de automatización
Sistemas de automatización
Sistemas de automatización
Sistemas de automatización -
 Máquinas de sobremesa
Máquinas de sobremesa
Máquinas de sobremesa
Máquinas de sobremesa -
 Equipo de taller
Equipo de taller
Equipo de taller
Equipo de taller
HERRAMIENTAS DE COMPRAS¿QUIERE HABLAR CON ALGUIEN?En su Haas Factory Outlet (HFO) pueden resolver sus dudas y orientarle sobre las mejores opciones.
CONTACT YOUR DISTRIBUTOR > -
-
Opciones
-
 Husillos
Husillos
Husillos
Husillos -
 Cambiadores de herramientas
Cambiadores de herramientas
Cambiadores de herramientas
Cambiadores de herramientas -
 4.º | 5.º eje
4.º | 5.º eje
4.º | 5.º eje
4.º | 5.º eje -
 Torretas y herramientas vivas
Torretas y herramientas vivas
Torretas y herramientas vivas
Torretas y herramientas vivas -
 Palpado
Palpado
Palpado
Palpado -
 Manejo del soluble refrigerante y virutas
Manejo del soluble refrigerante y virutas
Manejo del soluble refrigerante y virutas
Manejo del soluble refrigerante y virutas -
 El Control Haas
El Control Haas
El Control Haas
El Control Haas -
 Opciones para productos
Opciones para productos
Opciones para productos
Opciones para productos -
 Herramientas y sujeción
Herramientas y sujeción
Herramientas y sujeción
Herramientas y sujeción -
 Portapiezas
Portapiezas
Portapiezas
Portapiezas -
-
 Soluciones de 5 ejes
Soluciones de 5 ejes
Soluciones de 5 ejes
Soluciones de 5 ejes -
 Automatización
Automatización
Automatización
Automatización
HERRAMIENTAS DE COMPRAS¿QUIERE HABLAR CON ALGUIEN?En su Haas Factory Outlet (HFO) pueden resolver sus dudas y orientarle sobre las mejores opciones.
CONTACT YOUR DISTRIBUTOR > -
-
Descubra la diferencia Haas
-
Servicio técnico
- Videos








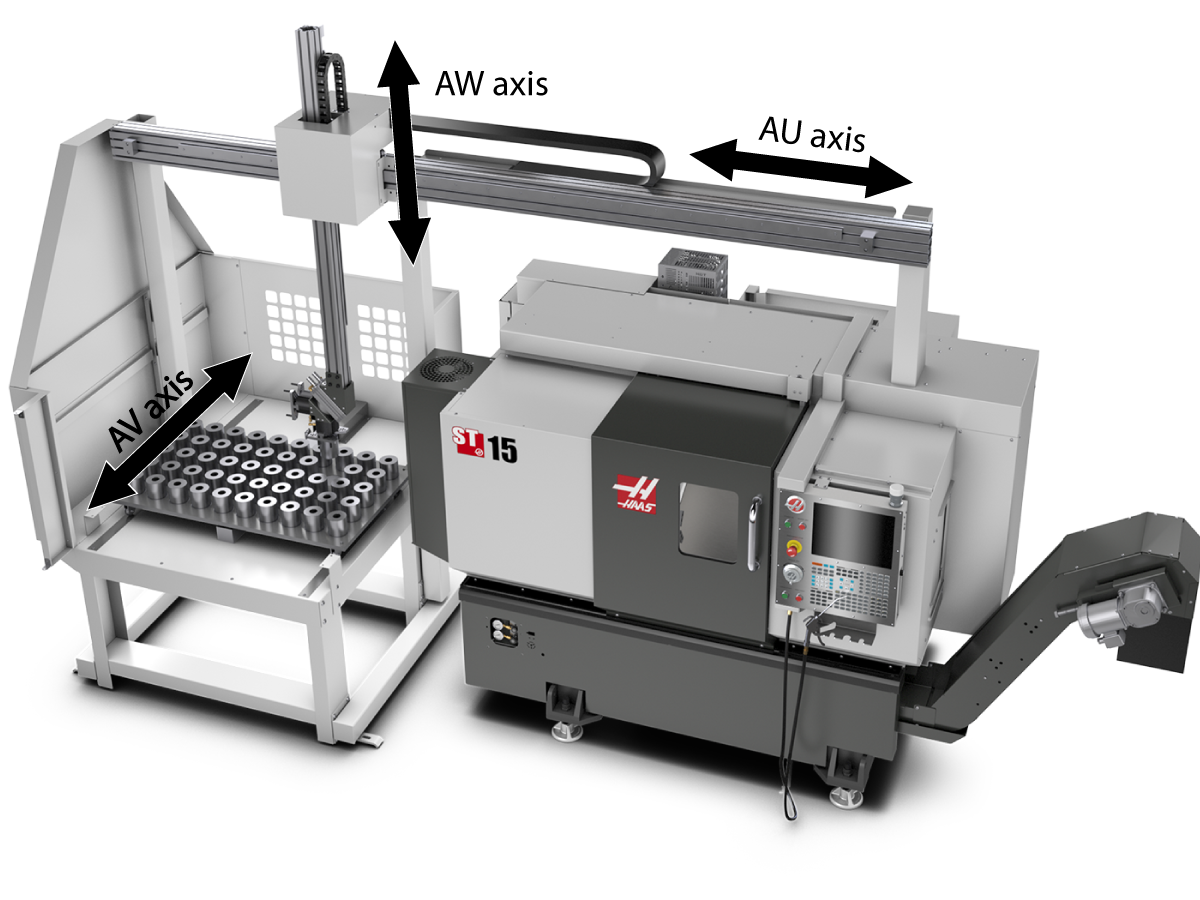
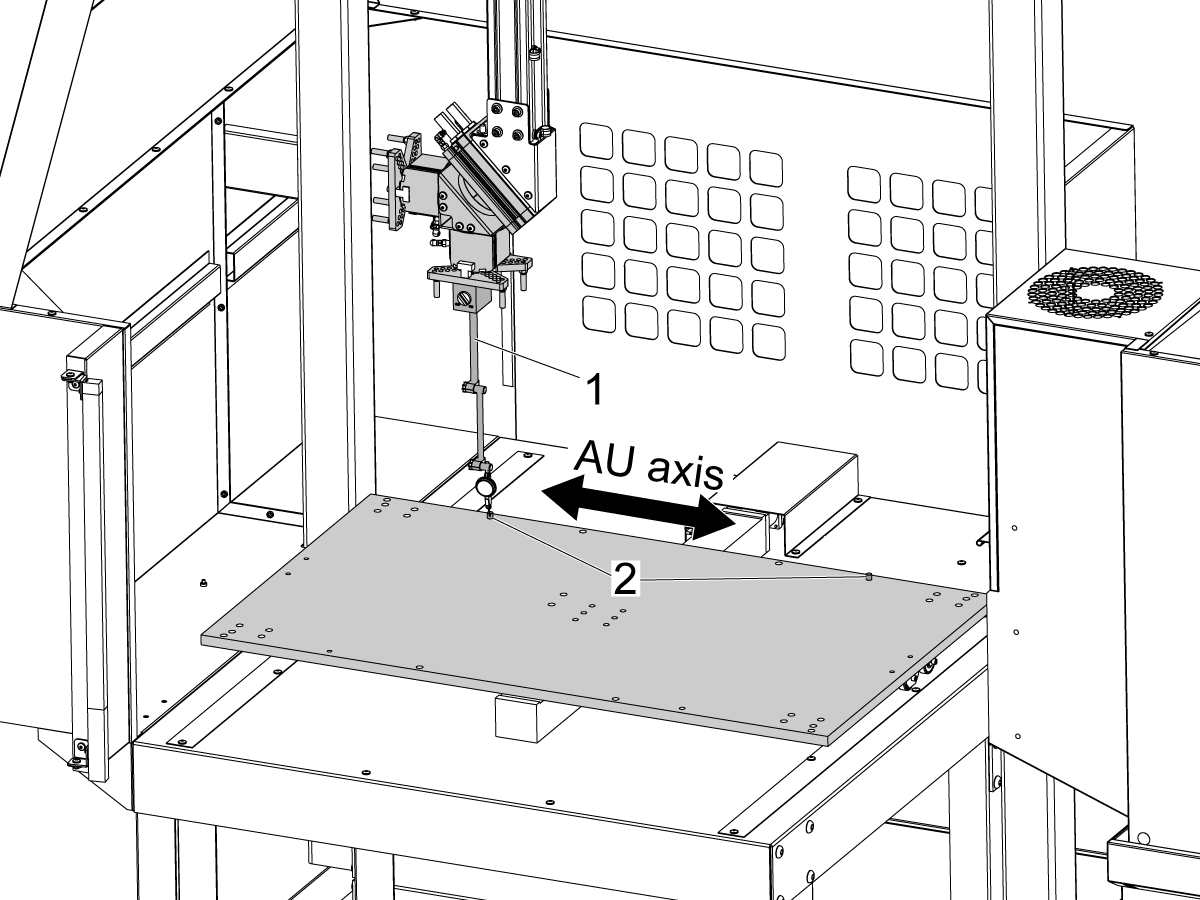
---vertical---installation/APL-Axis-Directions.png)
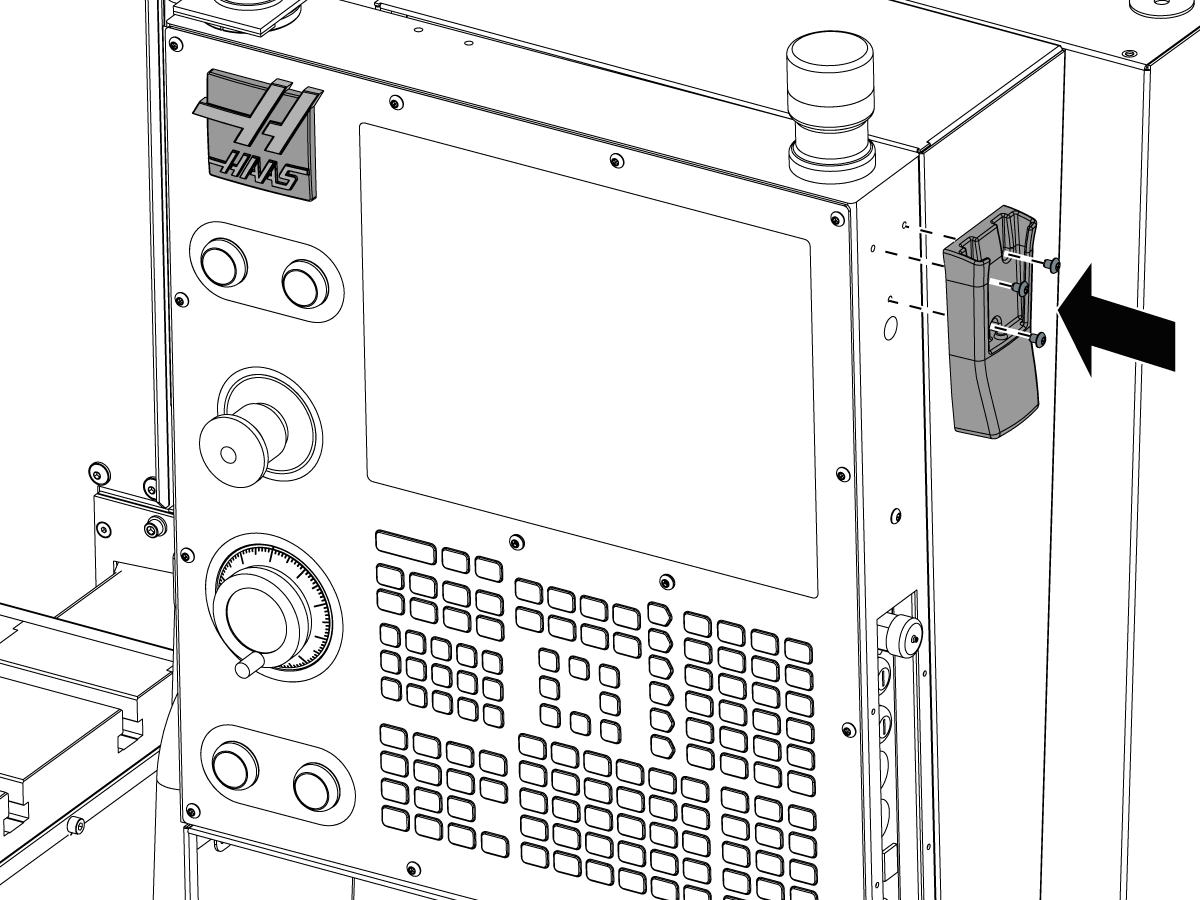
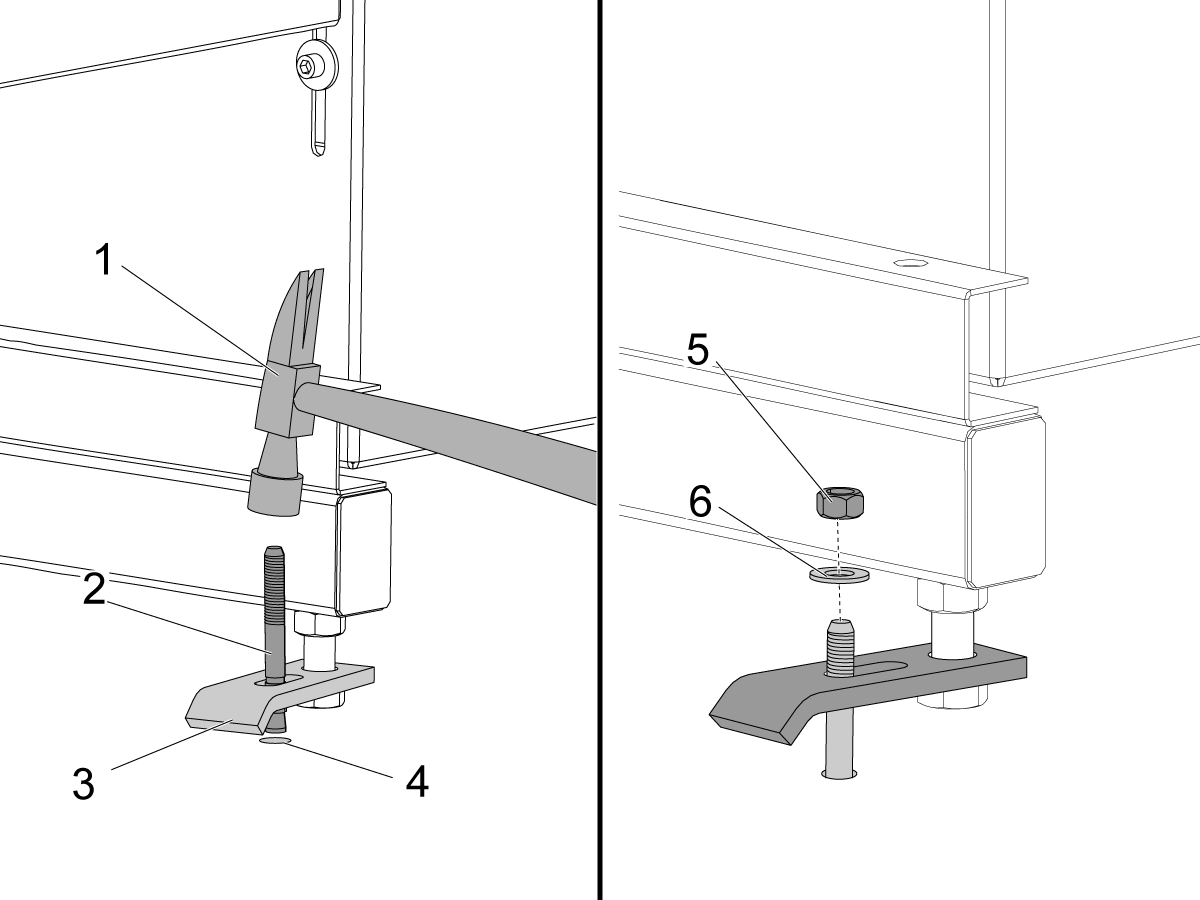
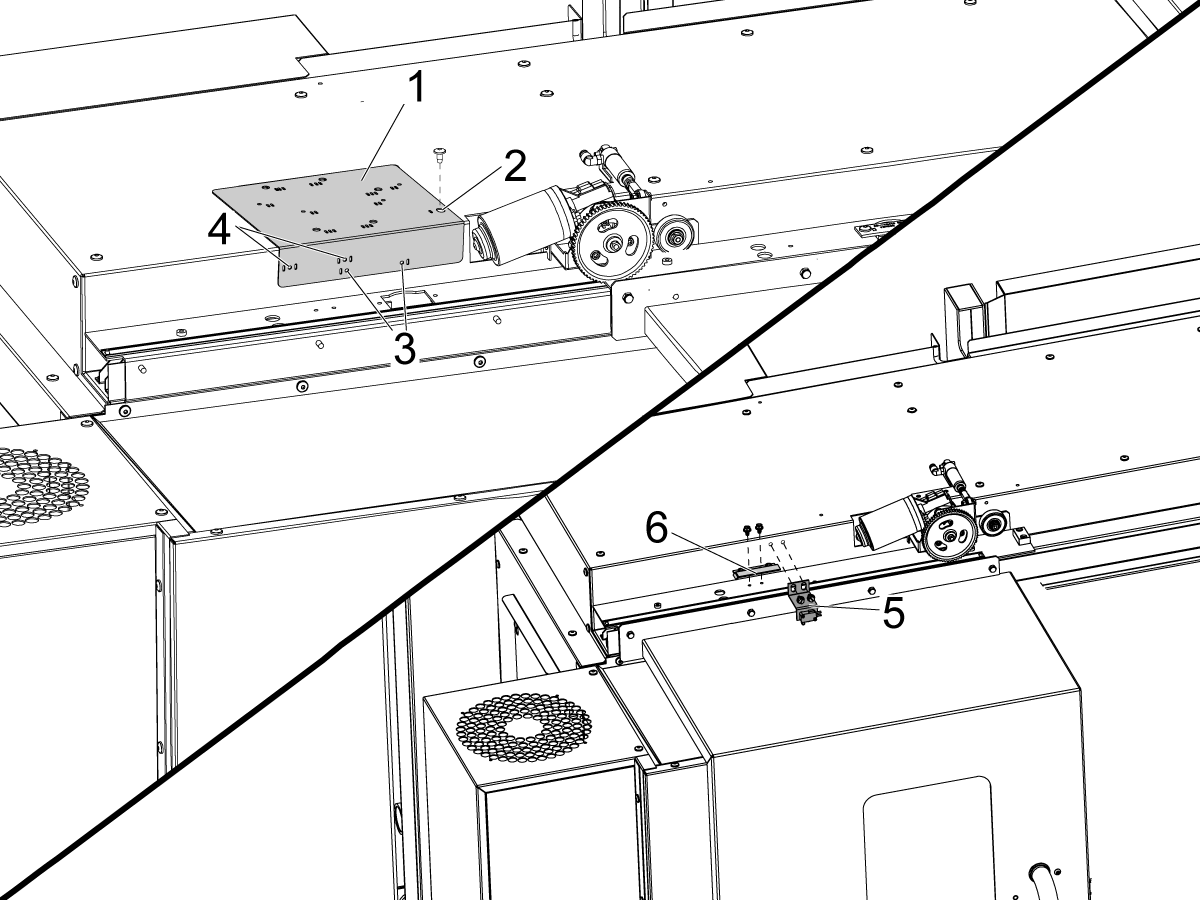
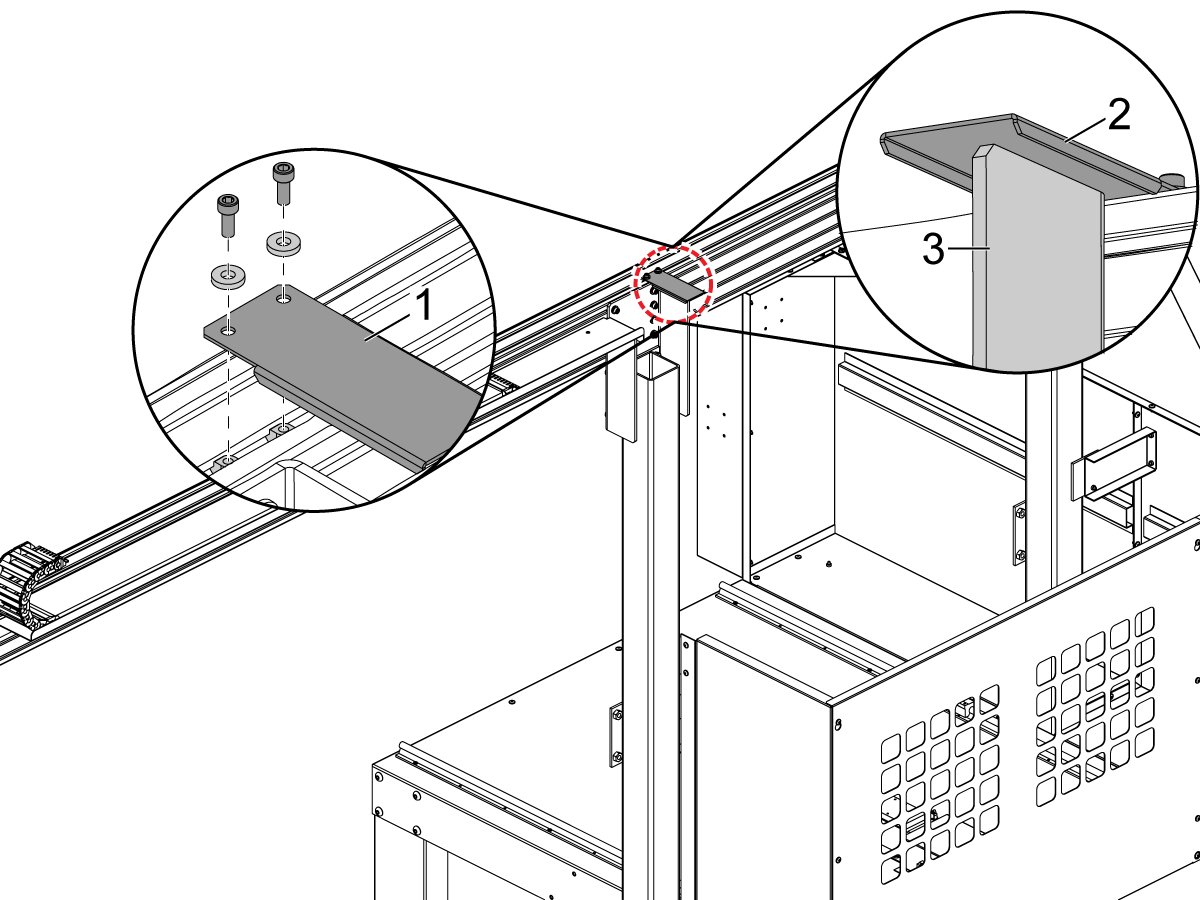
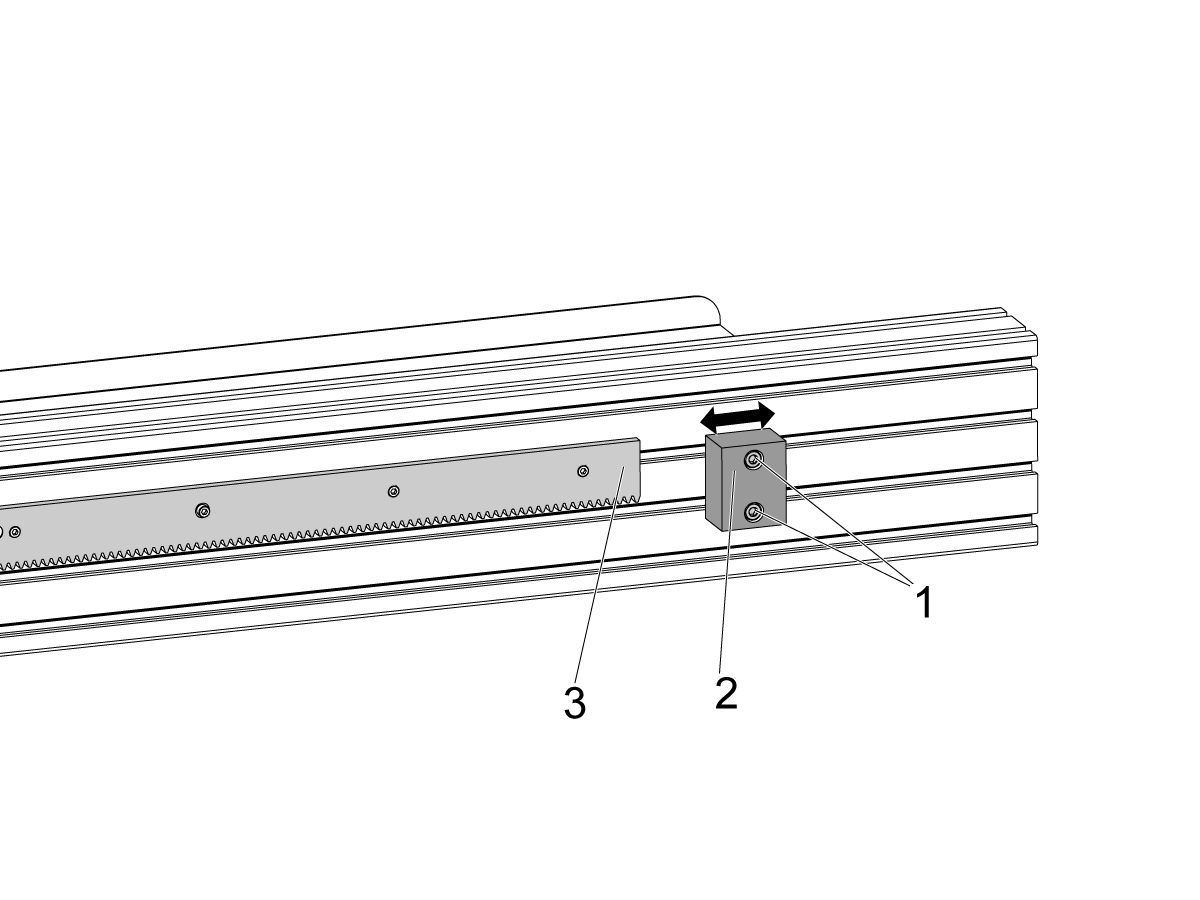
---vertical---installation/Install-Prox-Switch-Bracket.png)
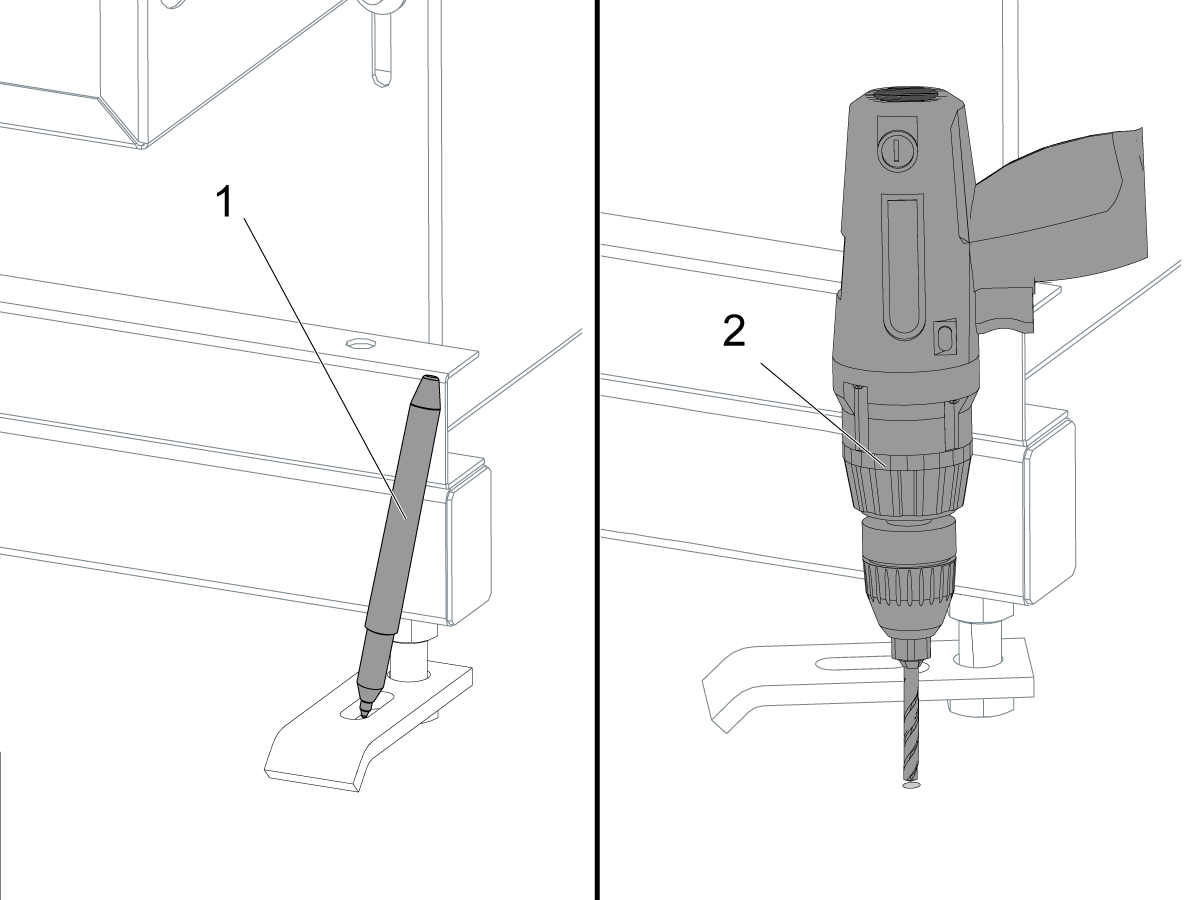
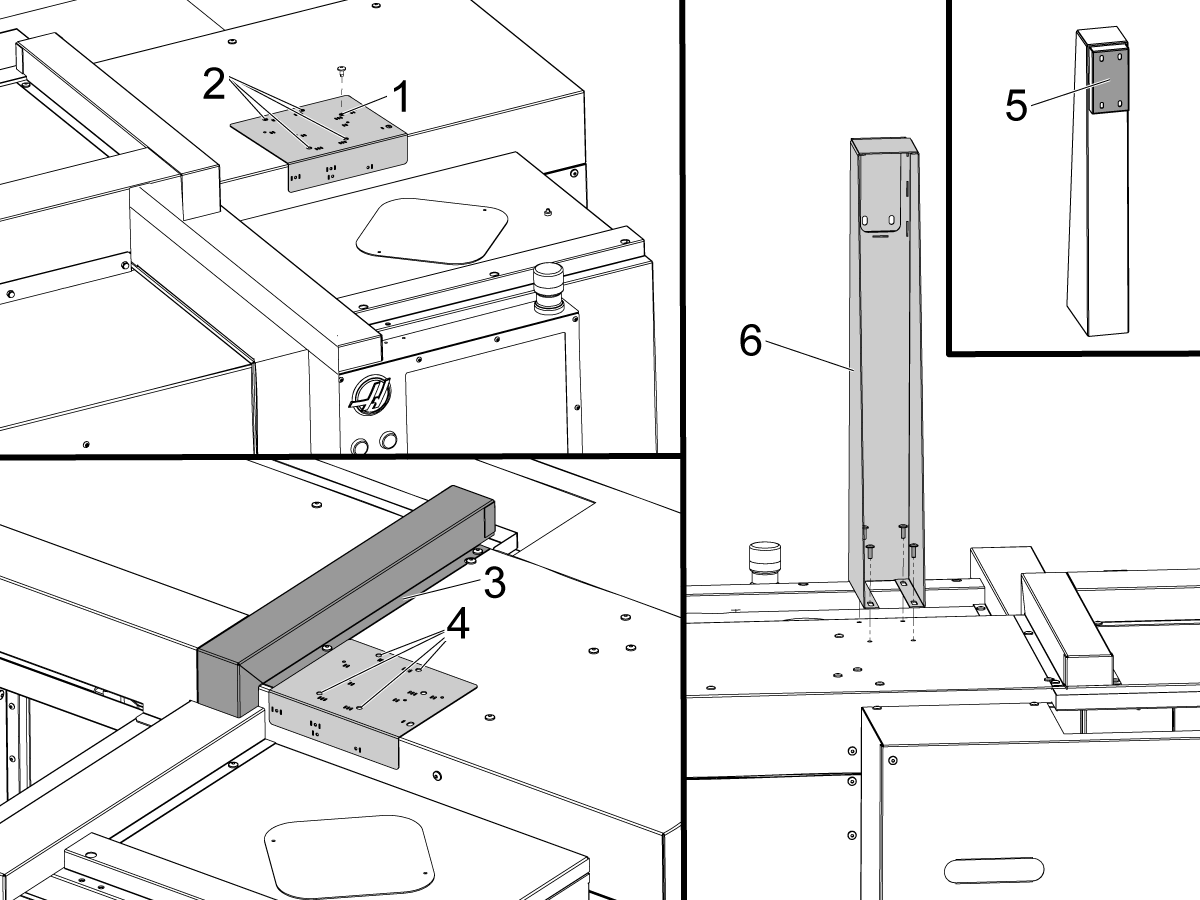
---vertical---installation/Drill-Autodoor-Flag_1.png)
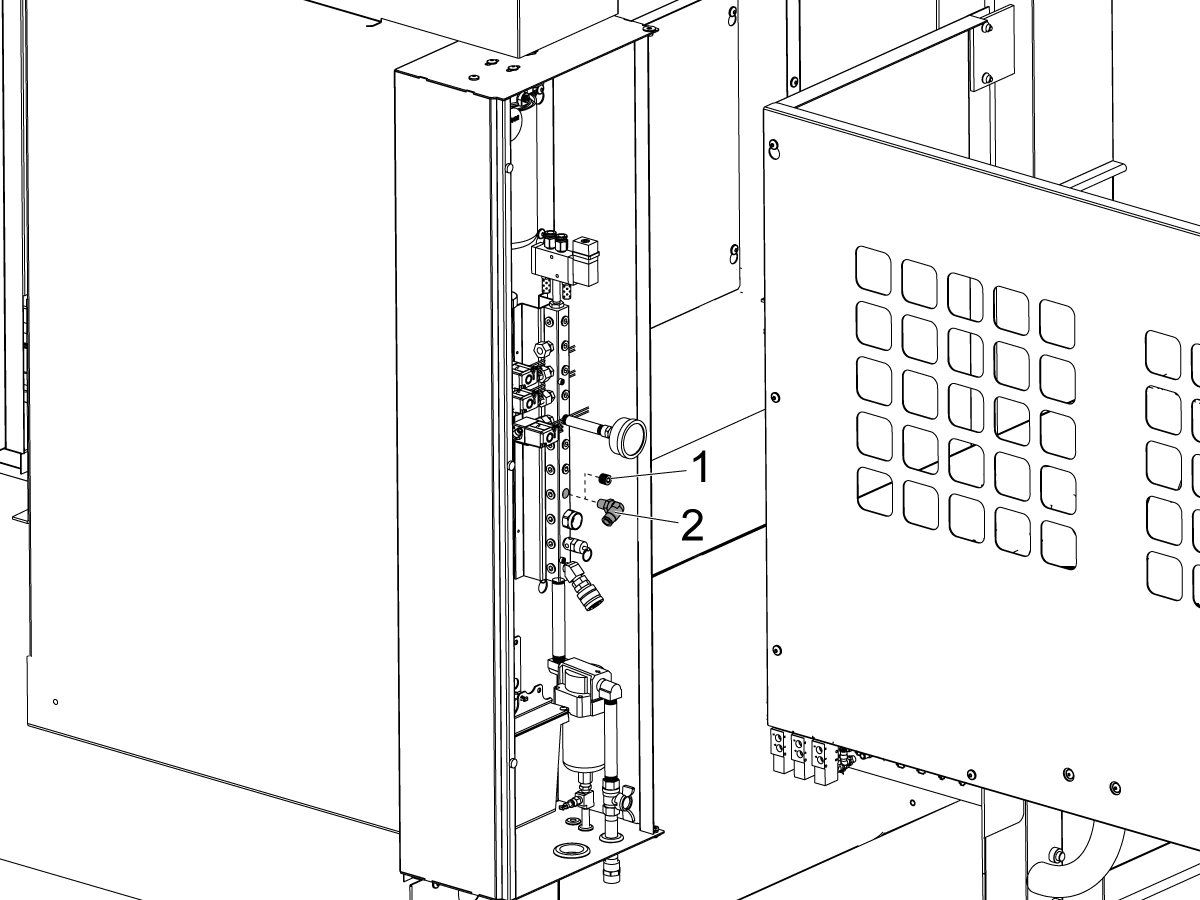
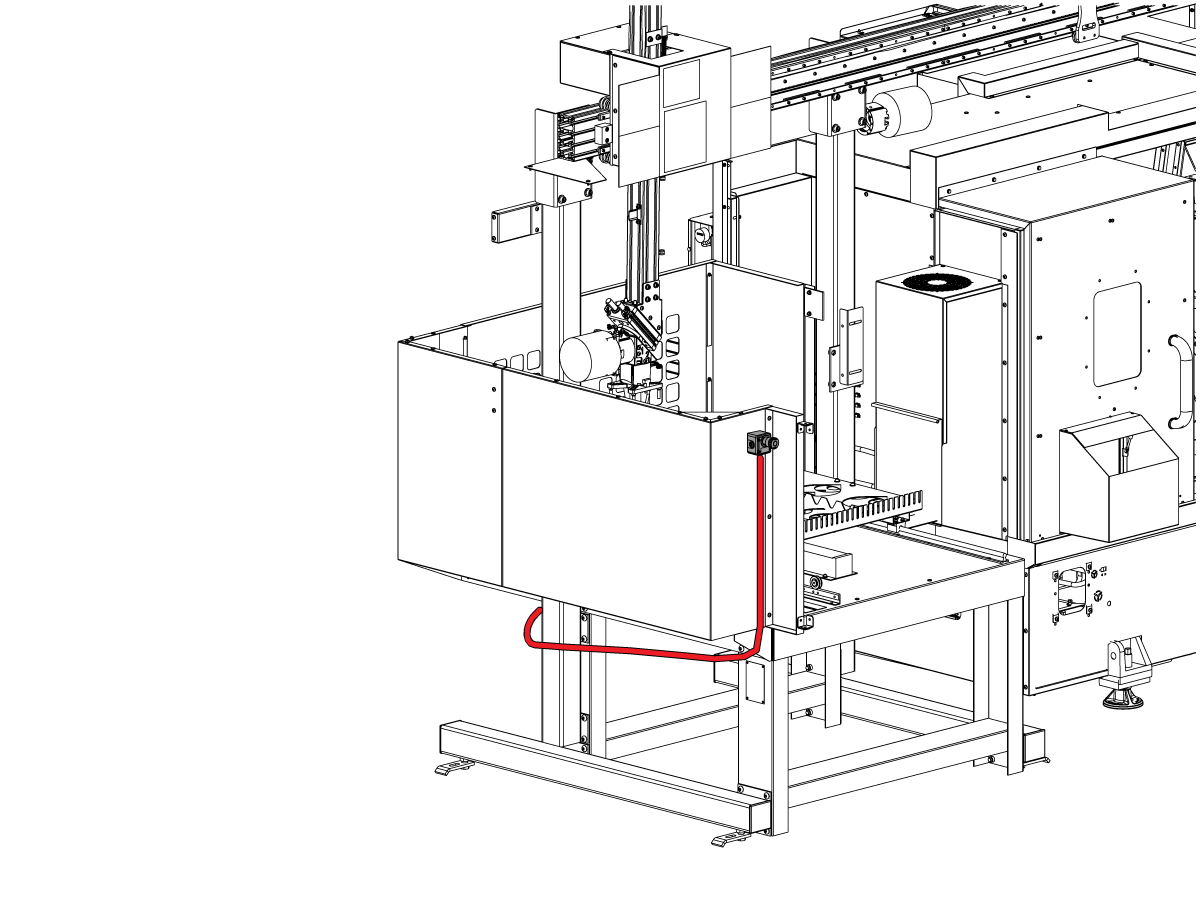
---vertical---installation/Move-Air-Gun.png)
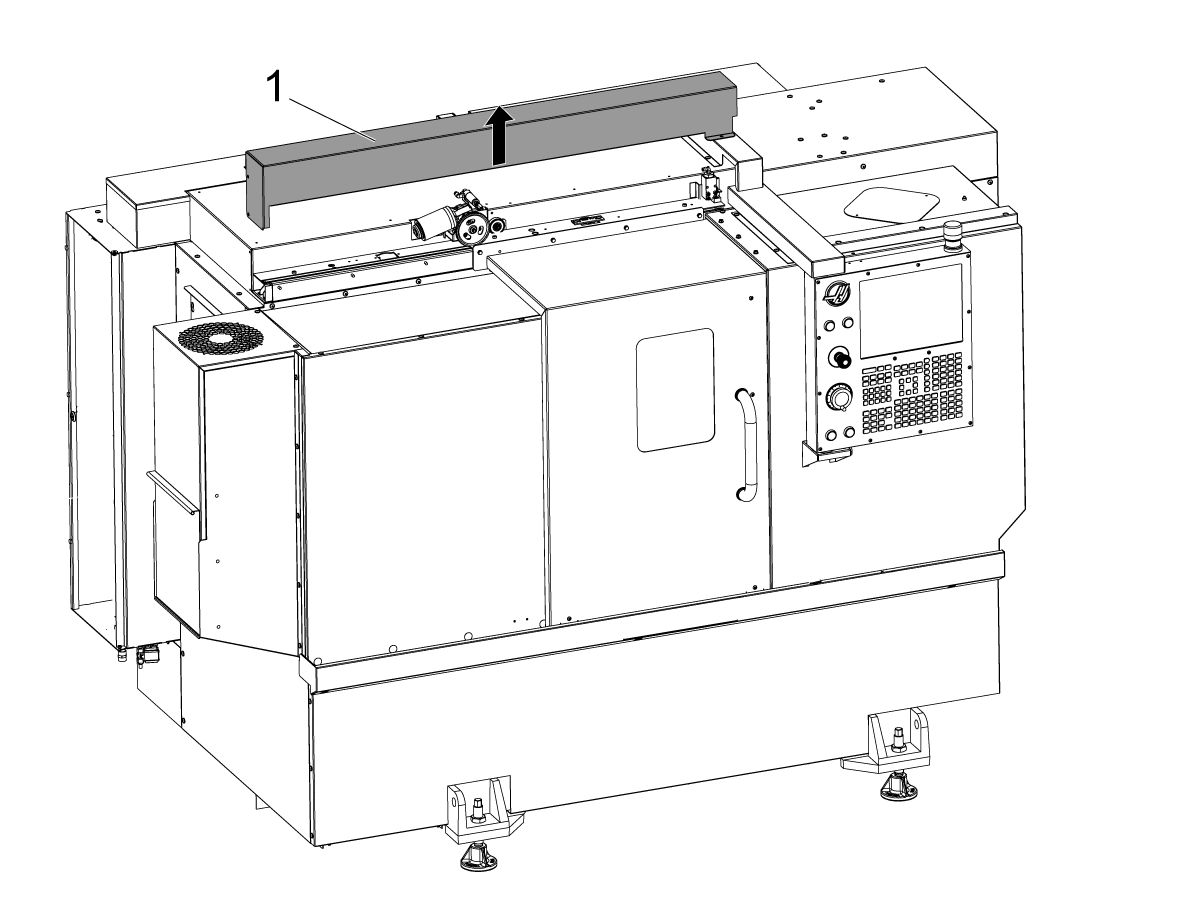
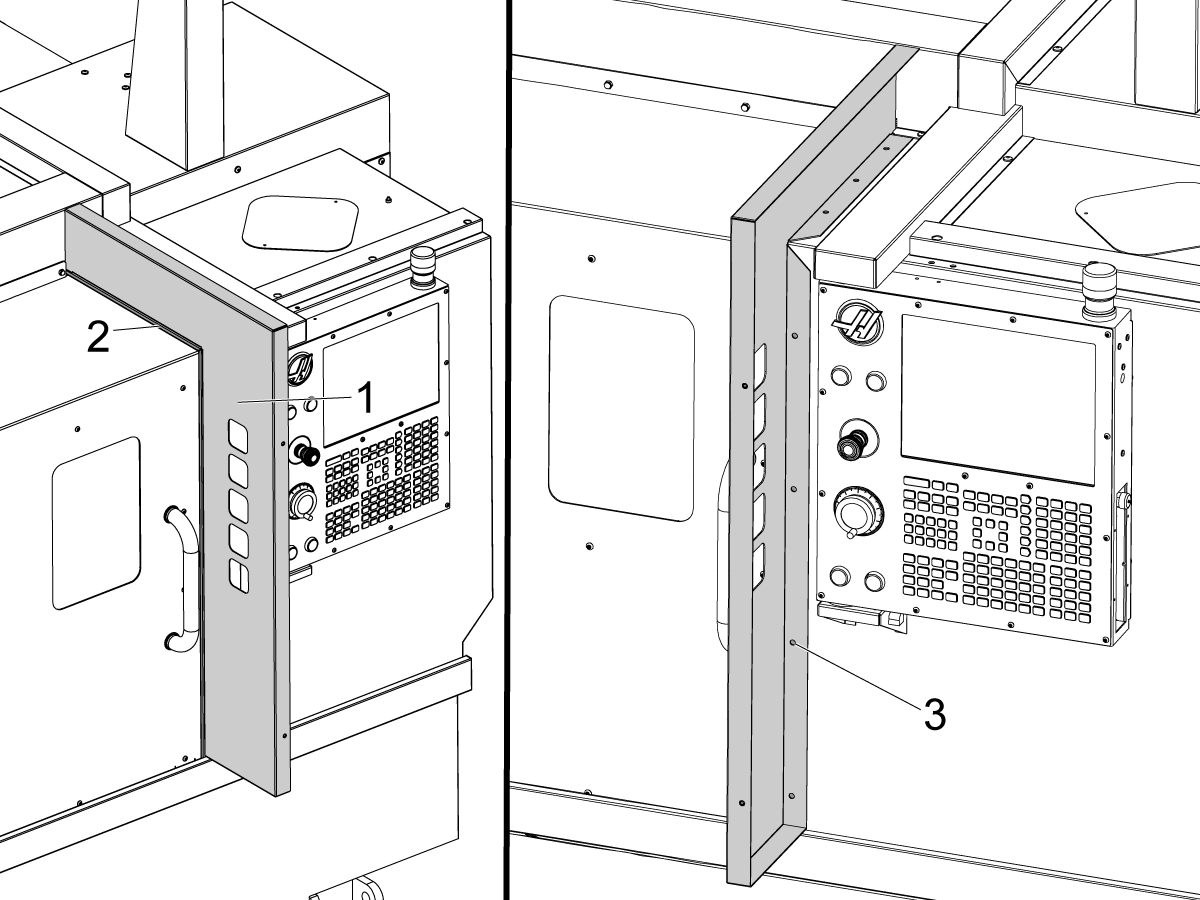
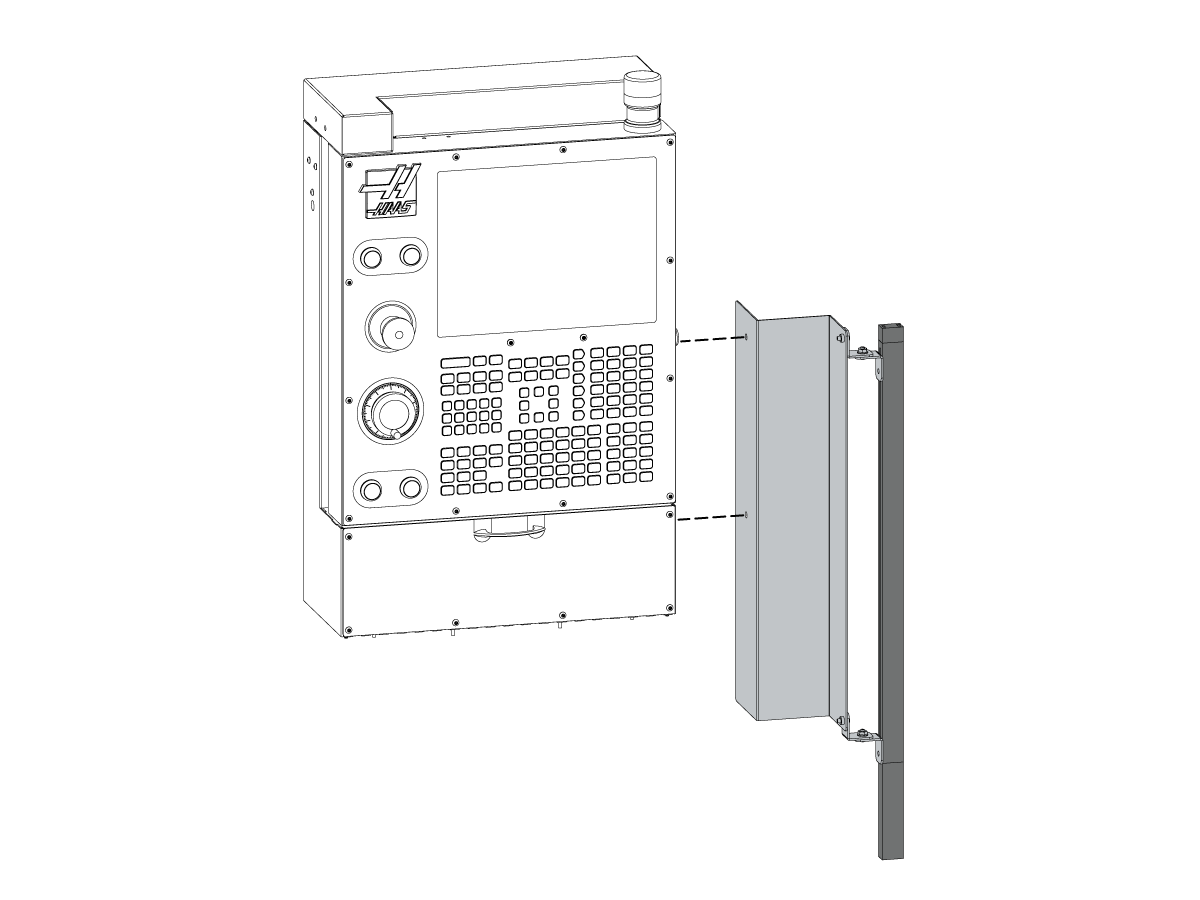
---vertical---installation/Install-Rear-Panel.png)
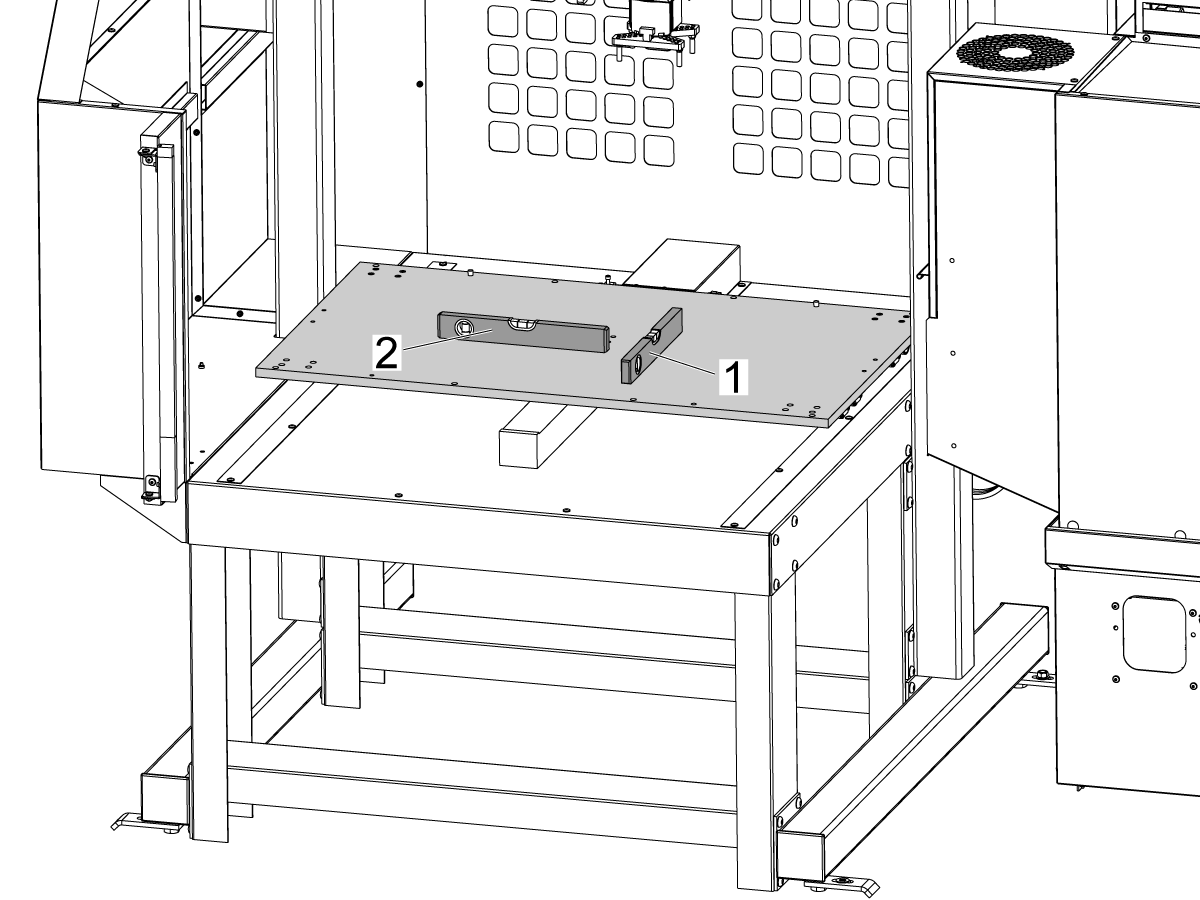
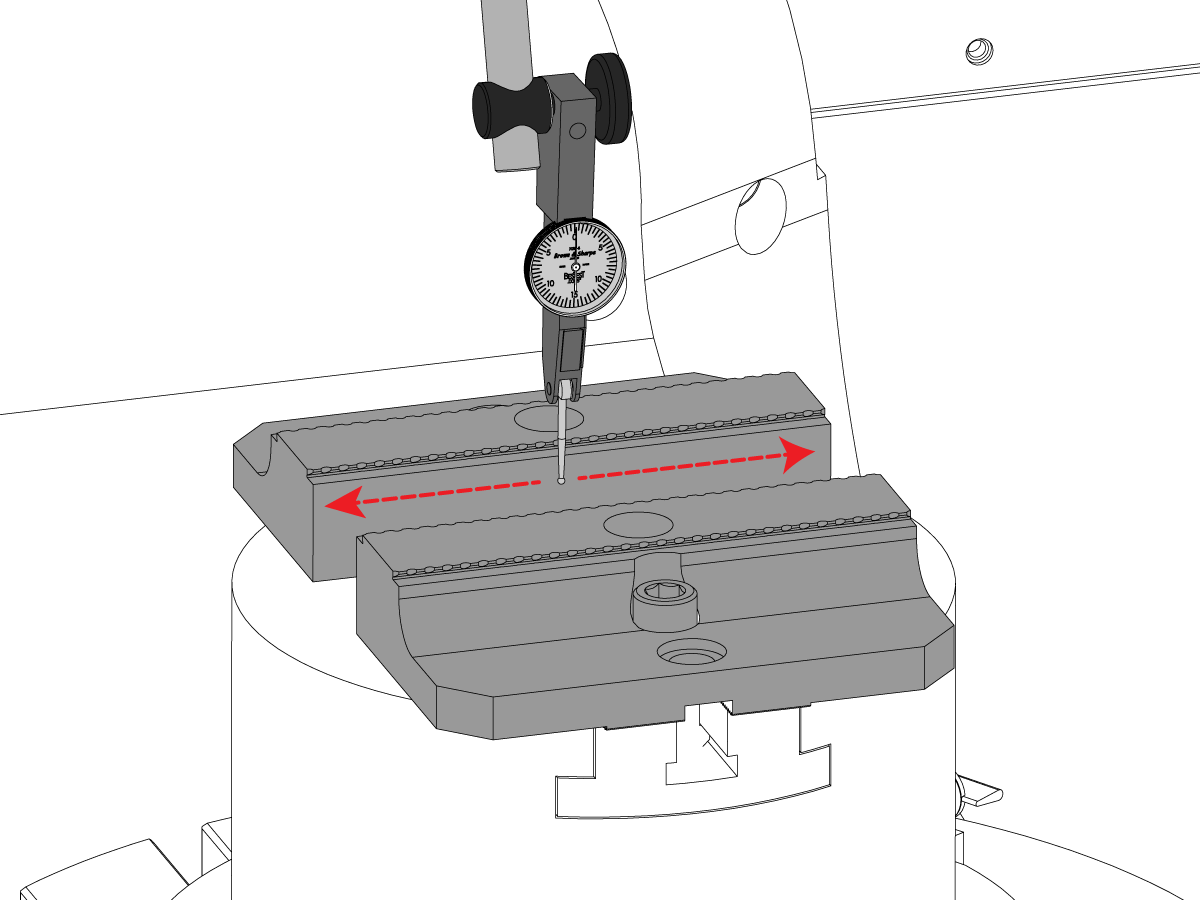
---vertical---installation/Level-the-Mill-APL.png)
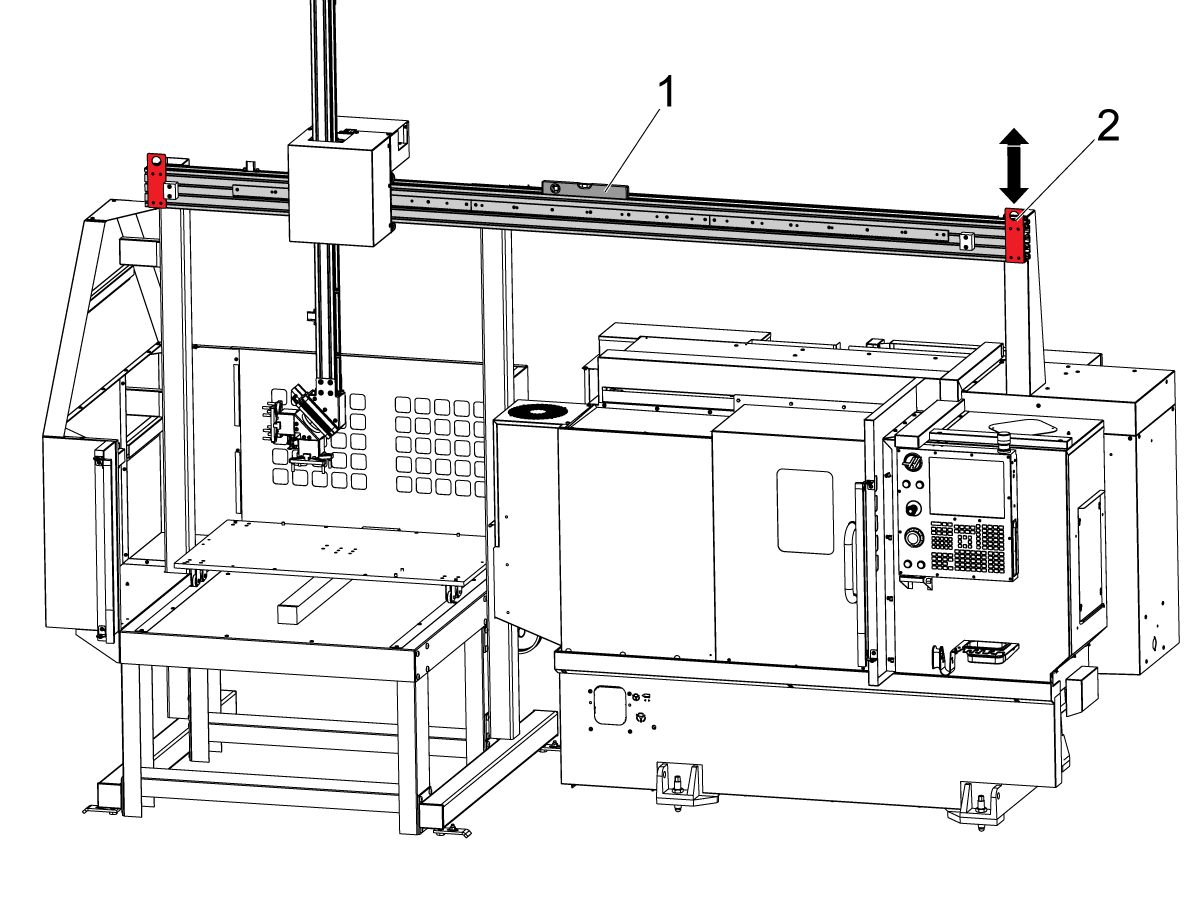
---vertical---installation/Remove-Arm-Shipping-Bracket.png)
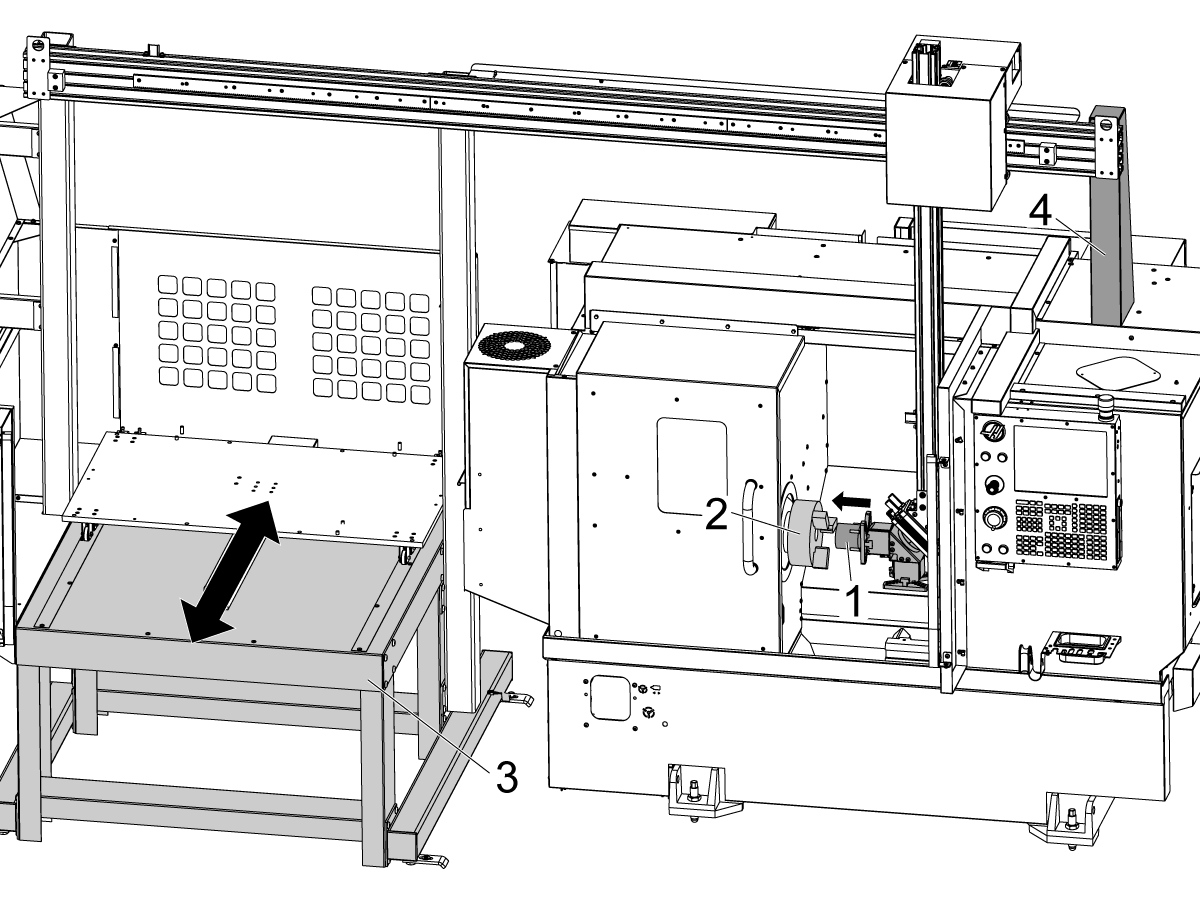
---vertical---installation/Remove-Table-Shipping-Brackets.png)
---vertical---installation/Remove-The-AU-AW-axis-shipping-brackets.png)
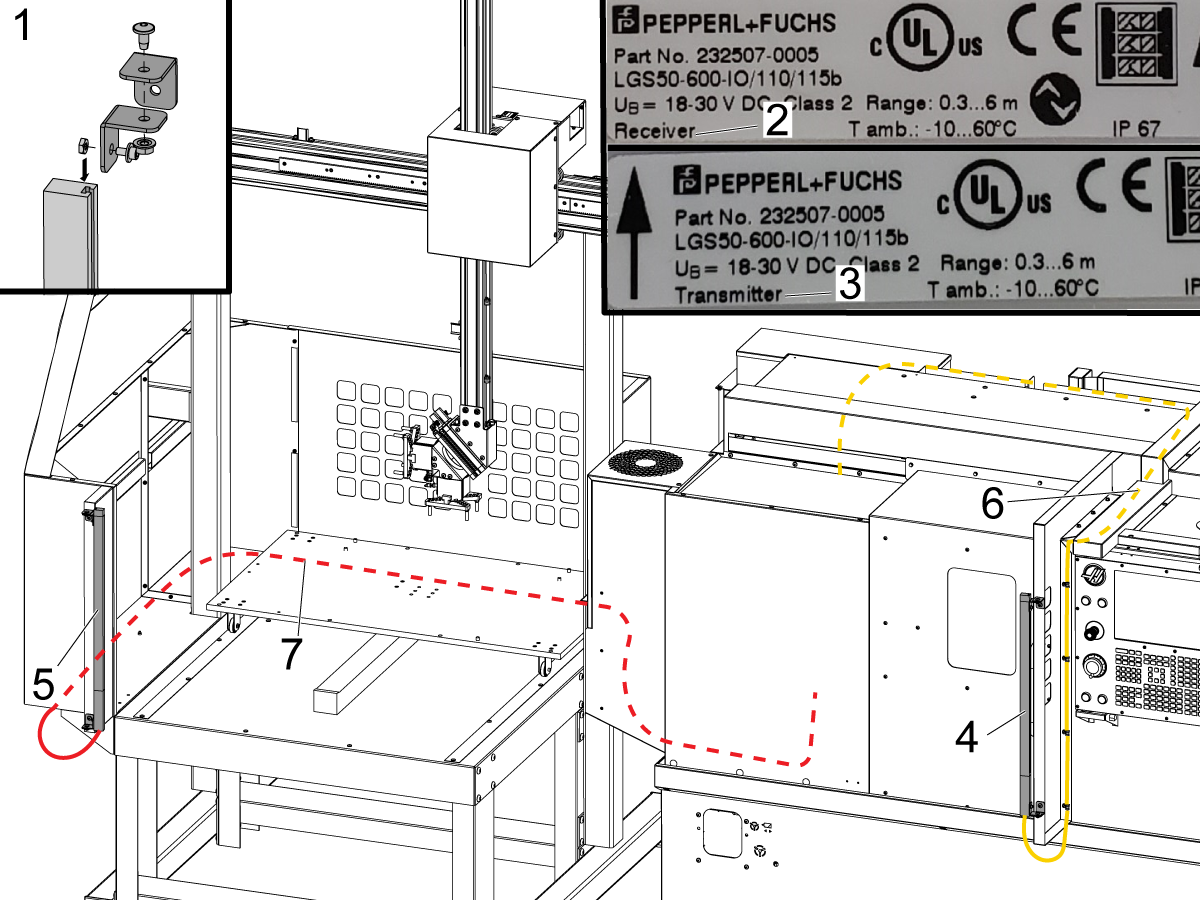
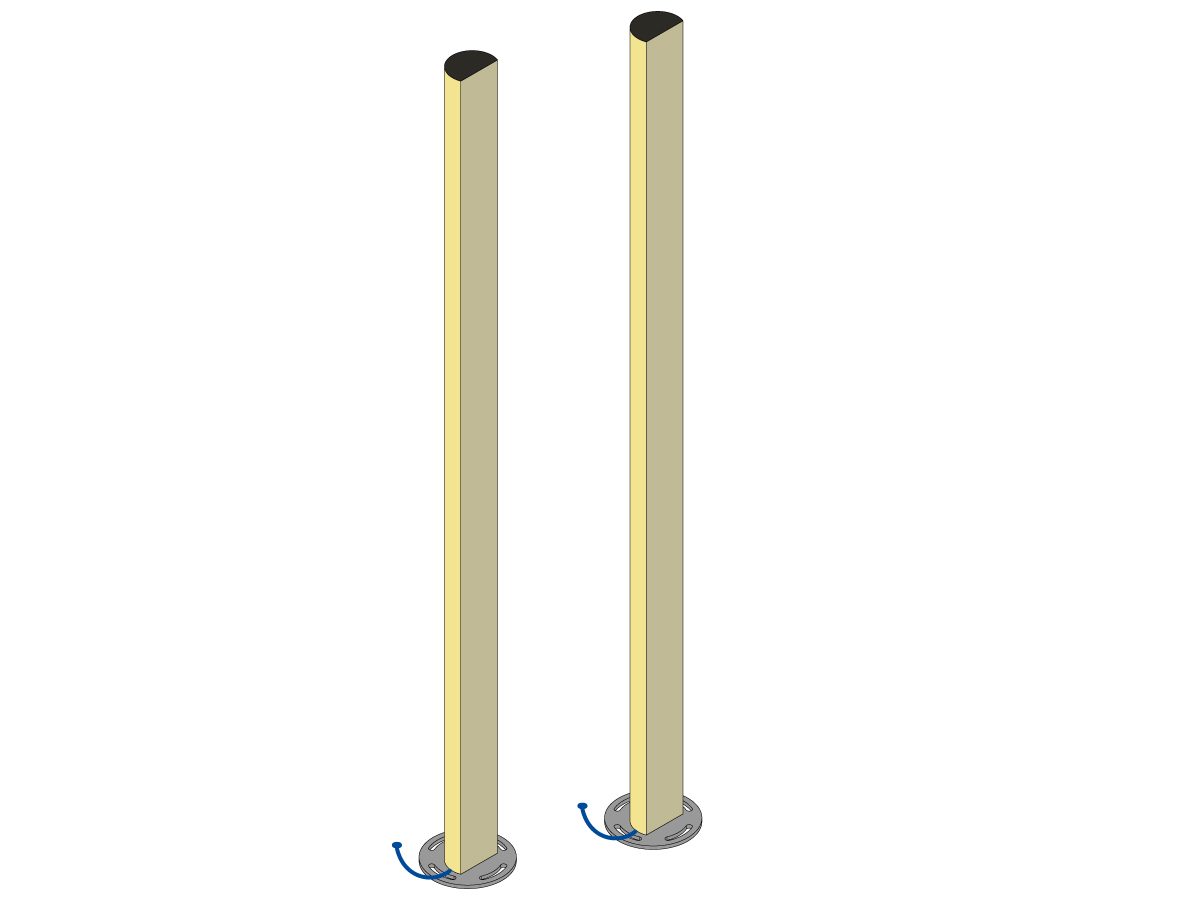
---vertical---installation/Light-Curtain-Hole-Pattern.png)
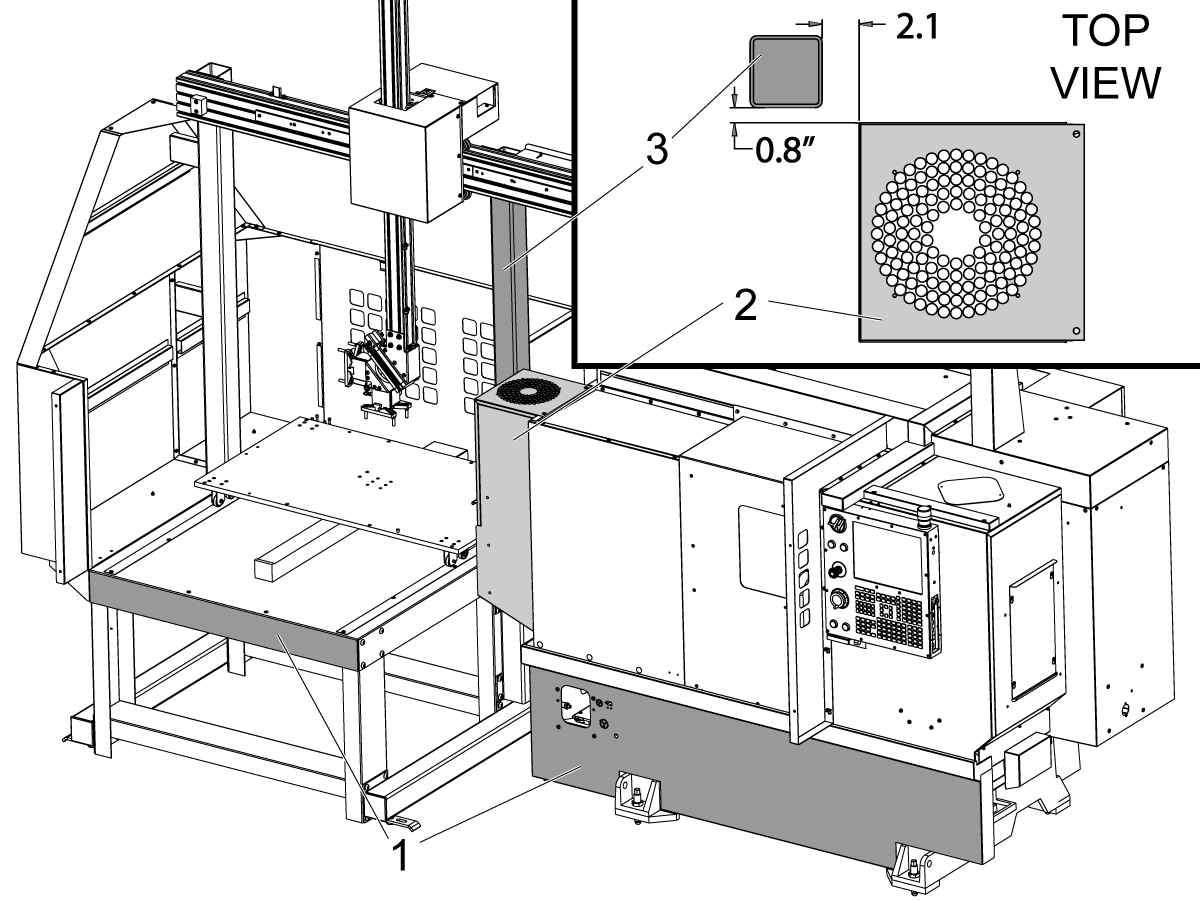
---vertical---installation/Side-Panel-Hole-Pattern.png)
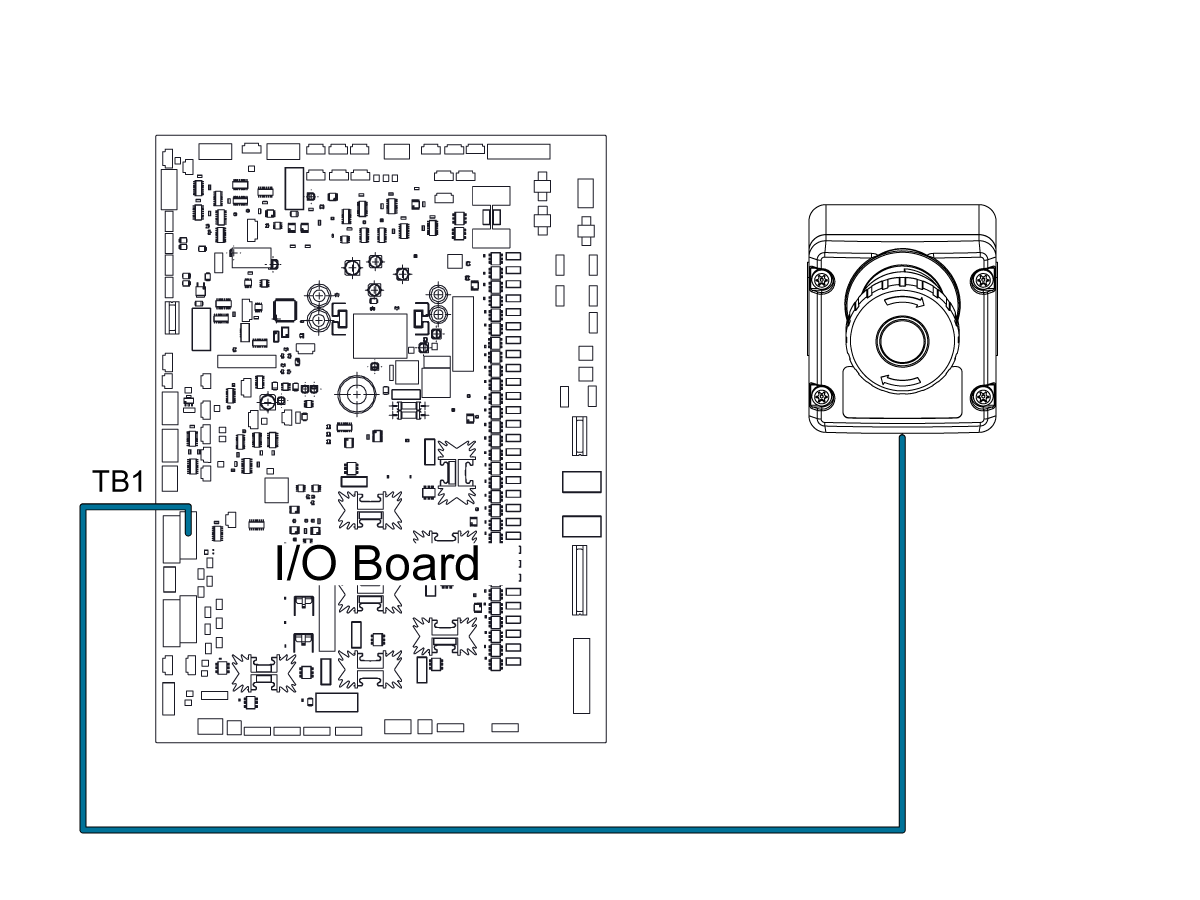
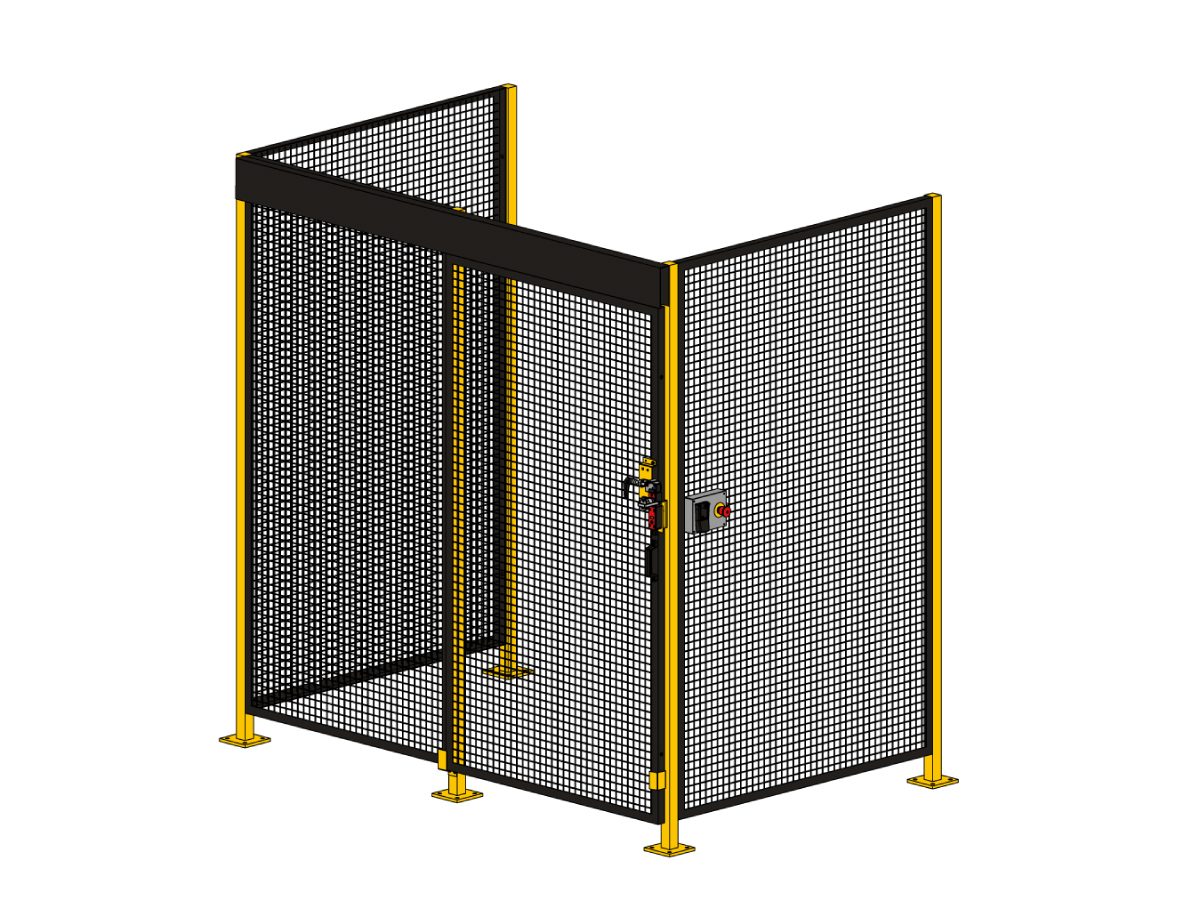
---vertical---installation/Light-Curtain-Installation.png)
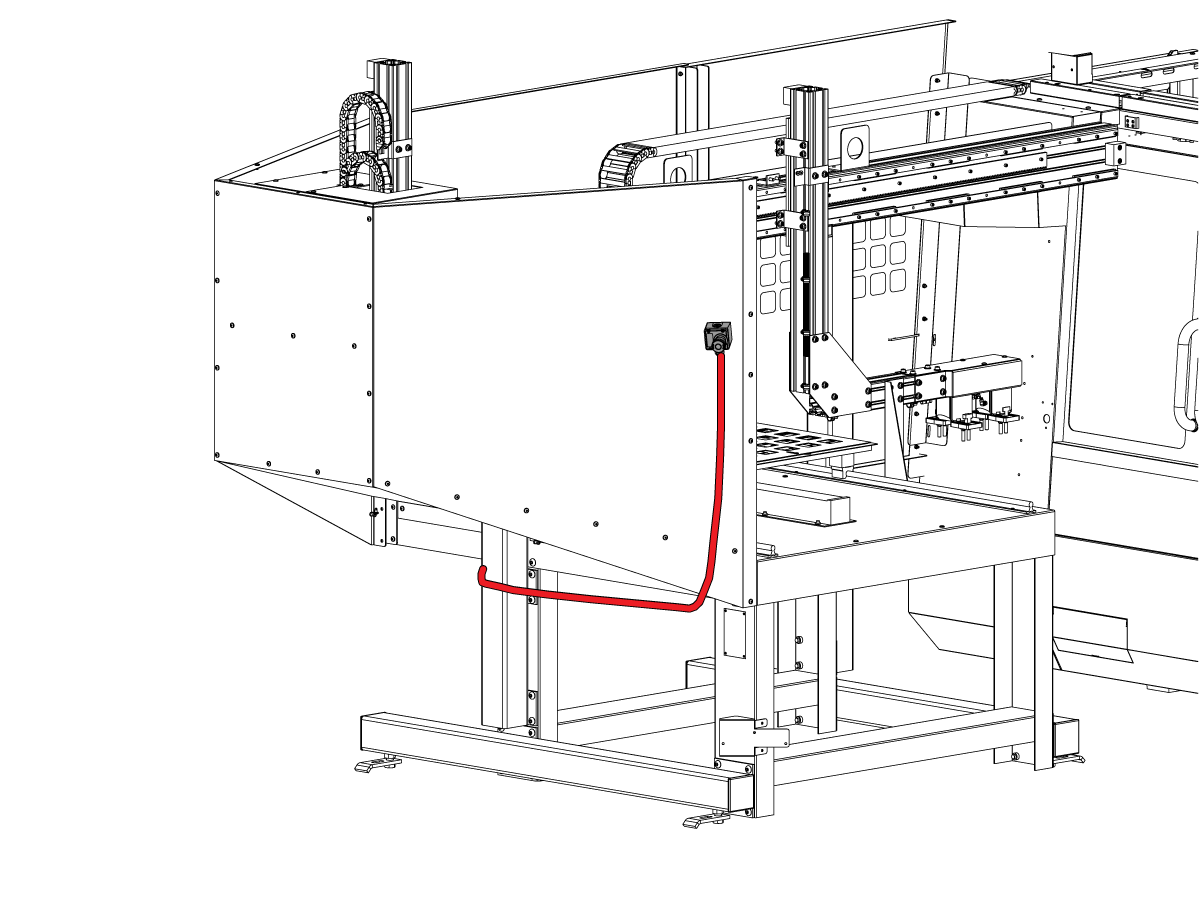
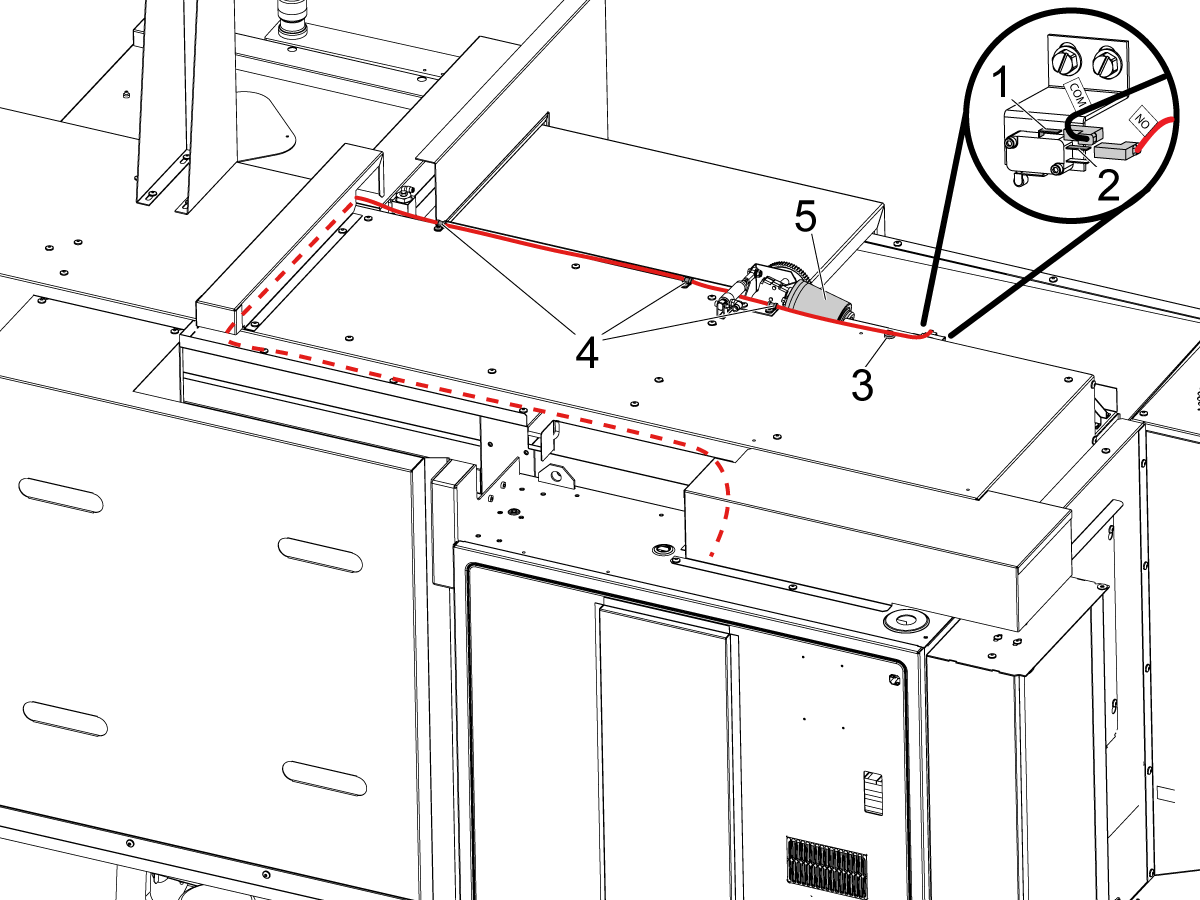
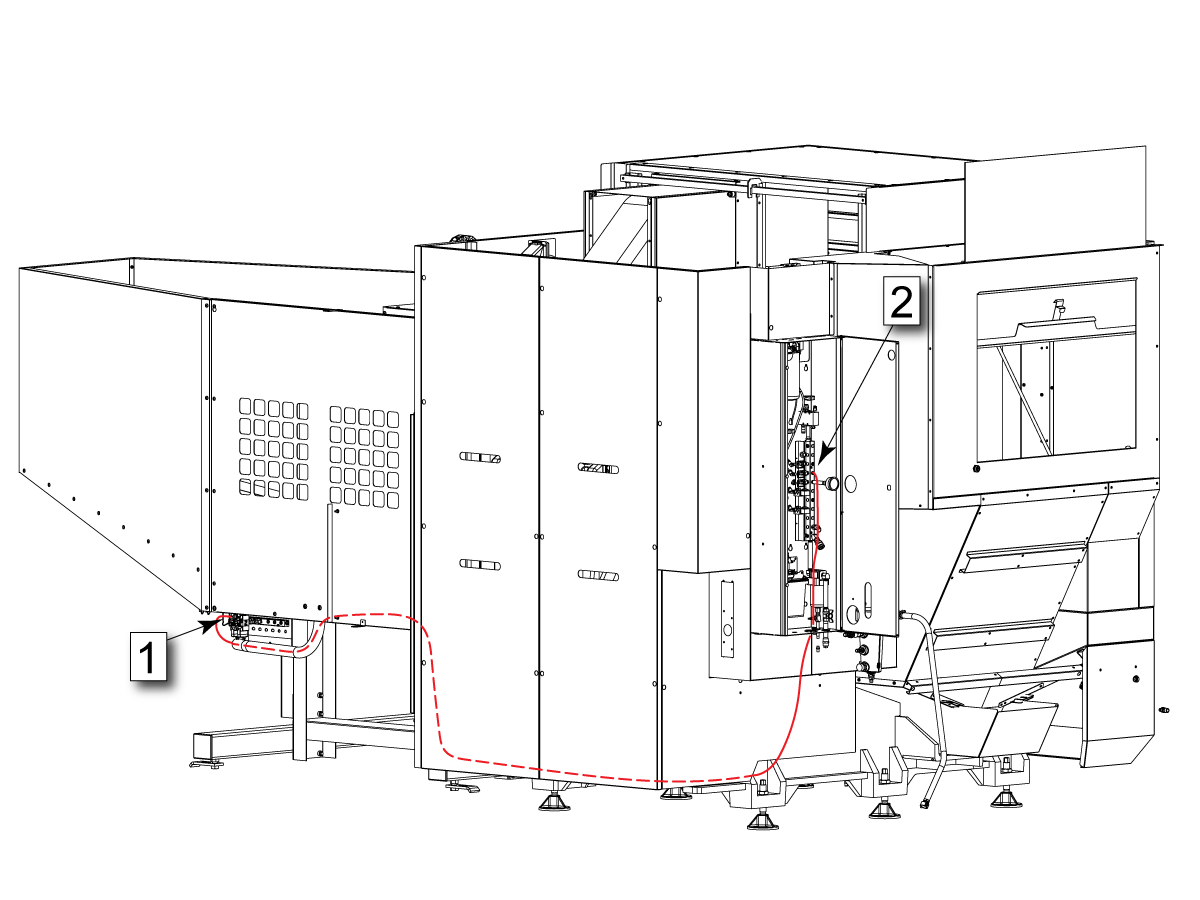
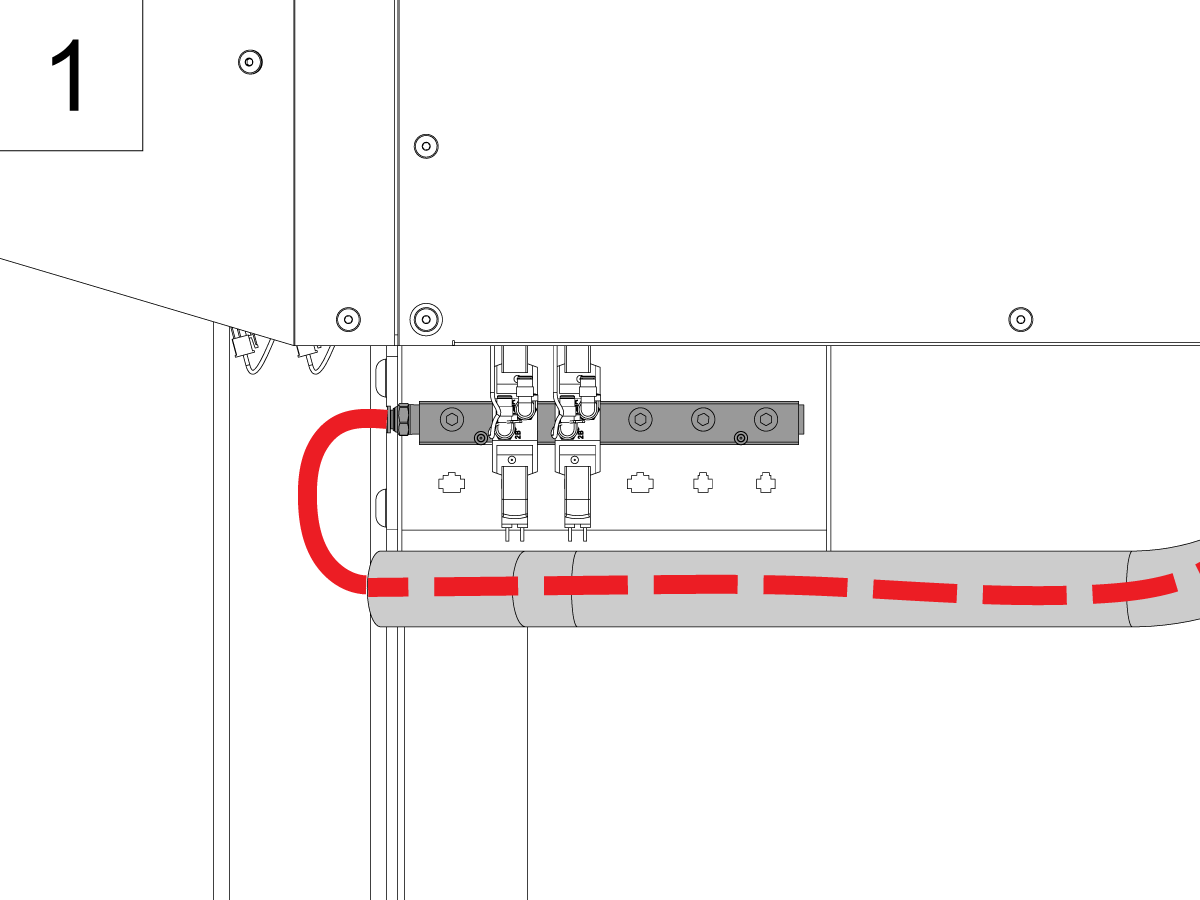
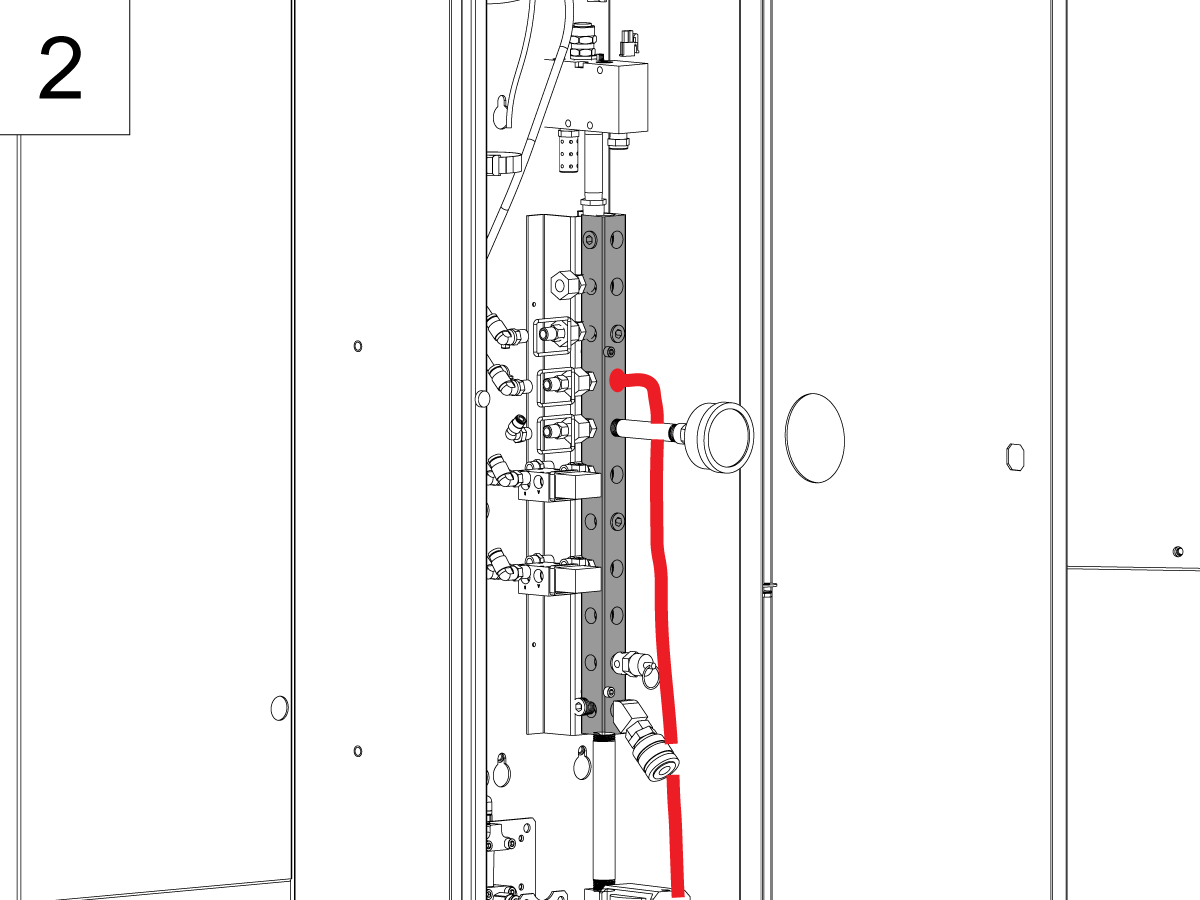
---vertical---installation/Route-Cables_1.png)
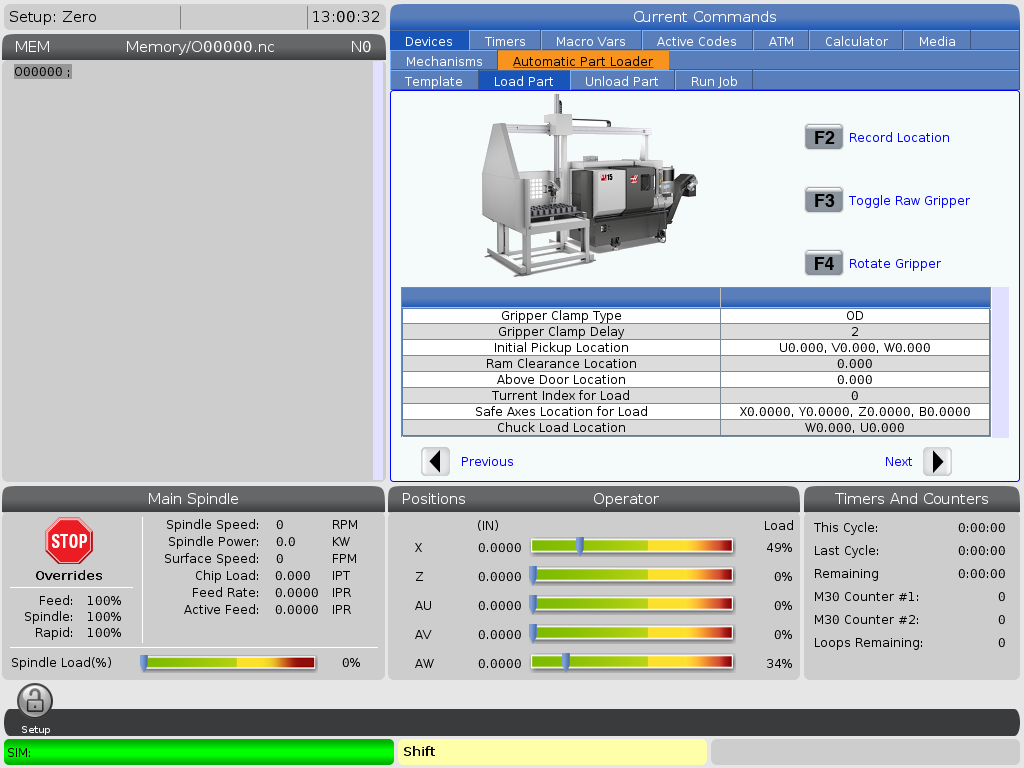
---vertical---installation/Currents-Comments-APL-TAB.png)
---vertical---installation/APL-Grid-Offset.png)
---vertical---installation/Align-AU-Axis.png)
---vertical---installation/Align-APL-Grippers-to-Vice.png)

---vertical---installation/APL-Tool-Change-Offset.png)
---vertical---installation/2019-10-08_15h56_48.jpg)

---umc---installation/umc_apl_90_degree_control_cabinet_alignment.png)
---umc---installation/foot-print-reduction-placement_measurment.png)
---umc---installation/new-fence-enclosure-panel-ce-machines.png)
---umc---installation/umc_apl_panel_to-electrical.png)
---umc---installation/foot-print-reduction-new-enclosure-panel.png)
---umc---installation/umc_90_degree_route_conduit.png)
---installation/c-apl_intro.png)
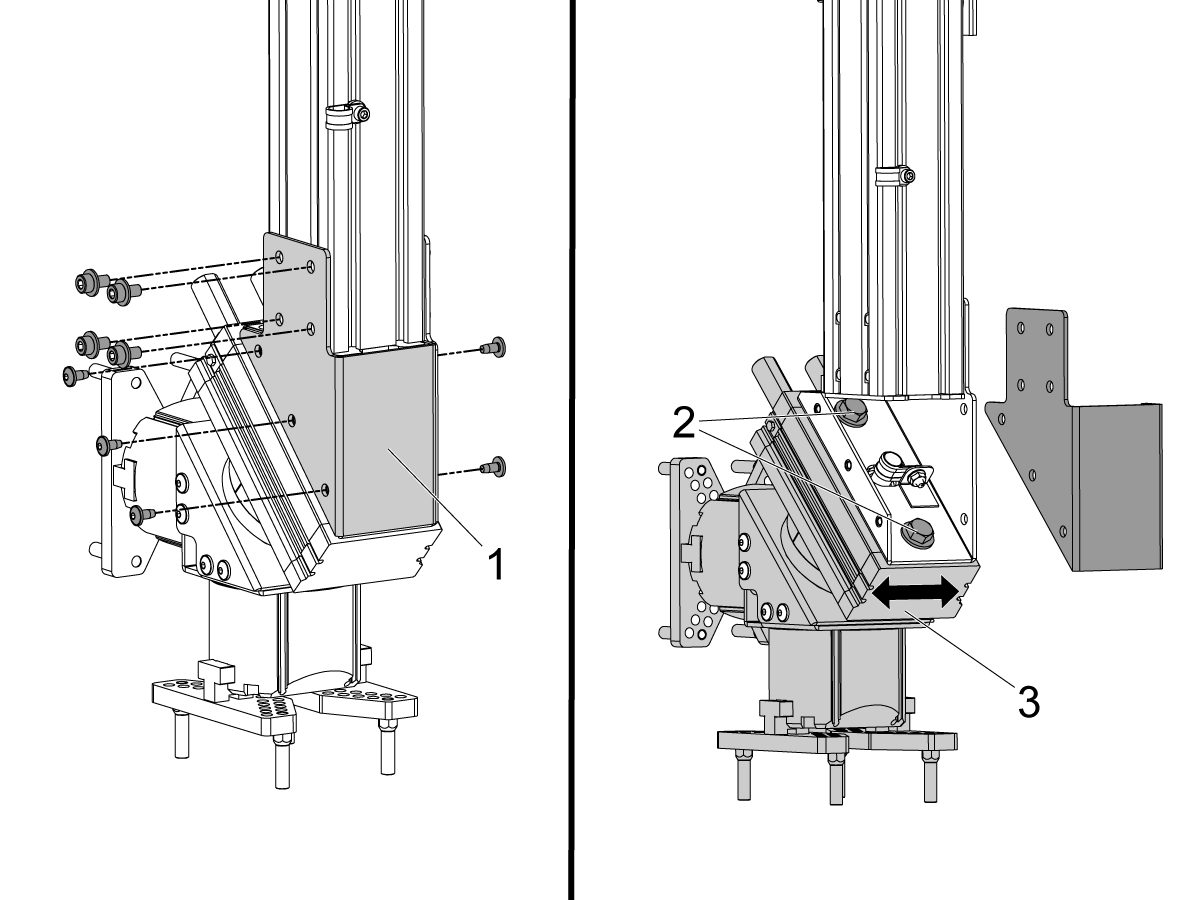
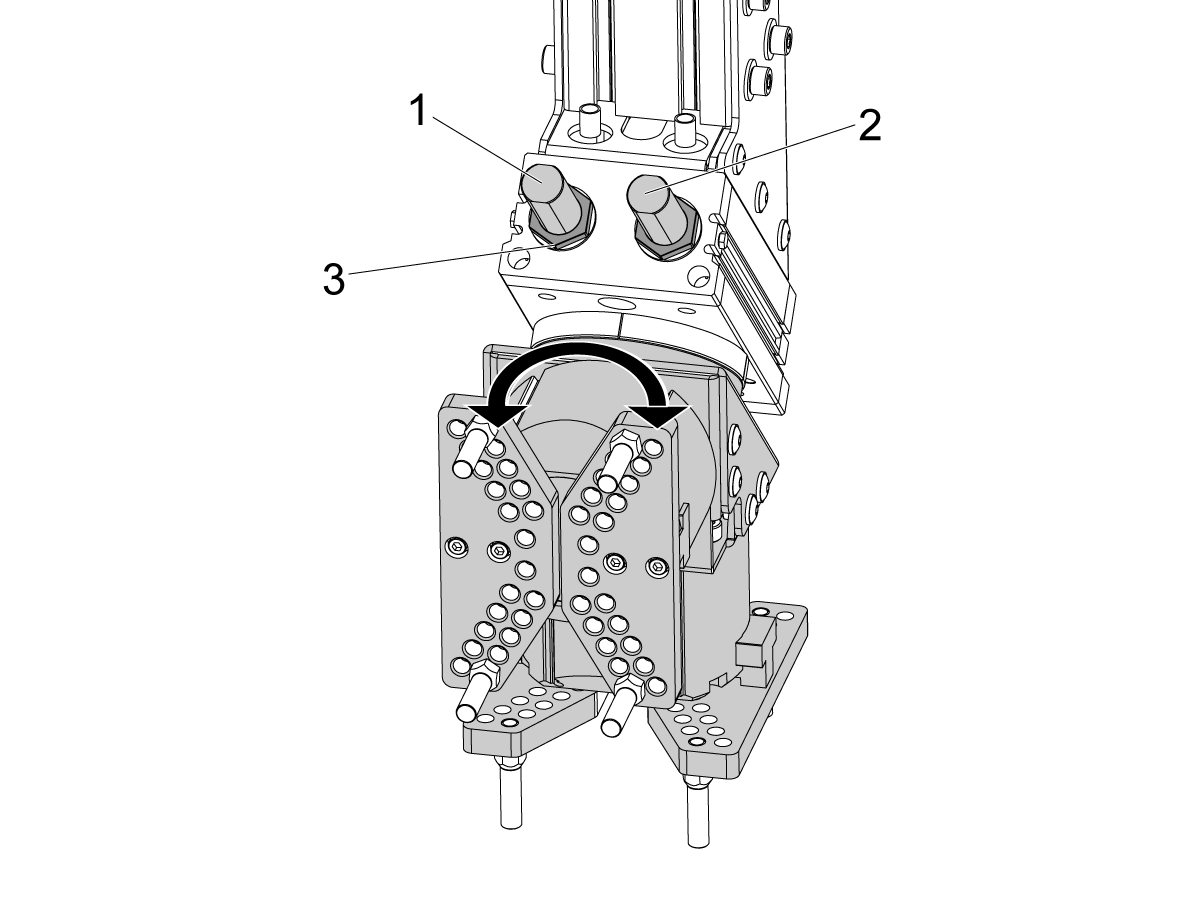
---installation/adjust-air-cylinder.png)
---installation/c-apl_updated_feet_attachment.png)
---installation/c-apl_height_adjustment.png)
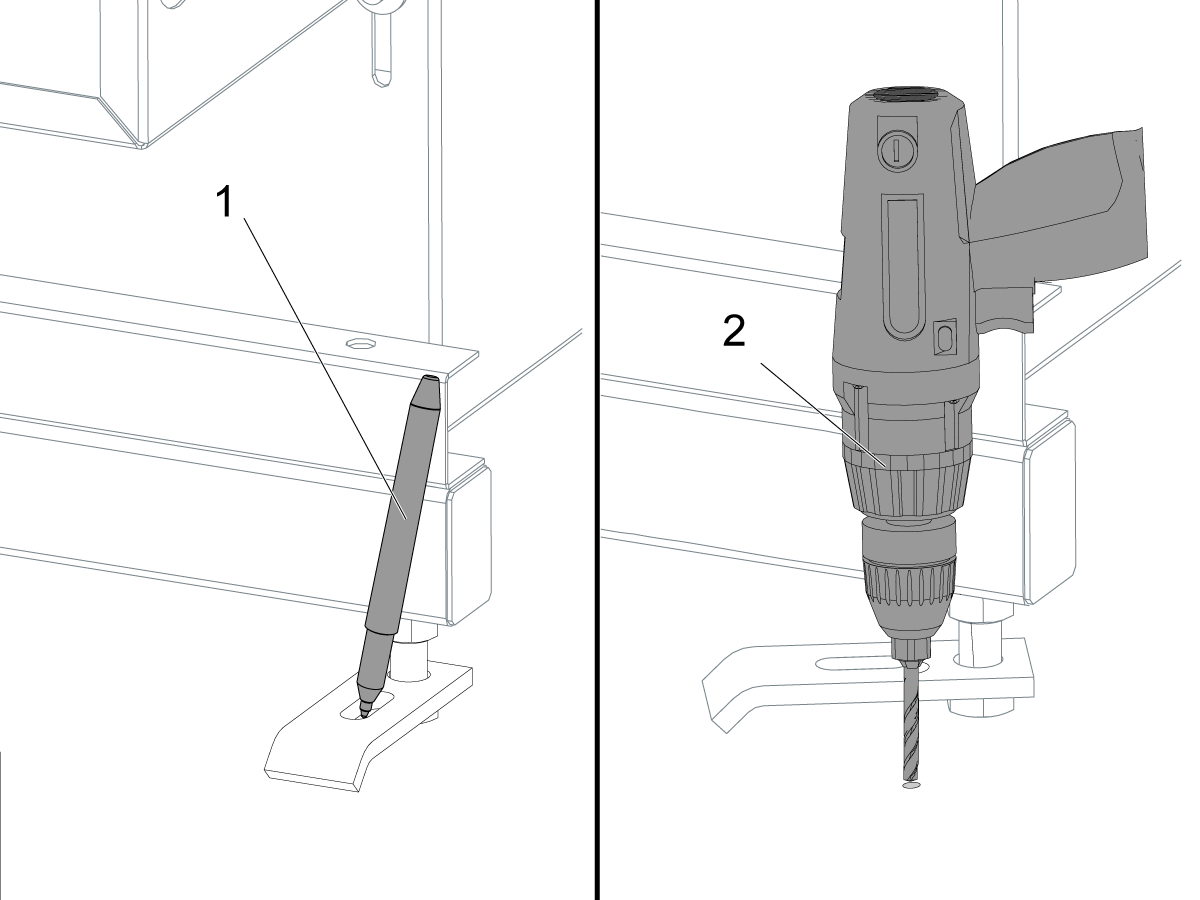
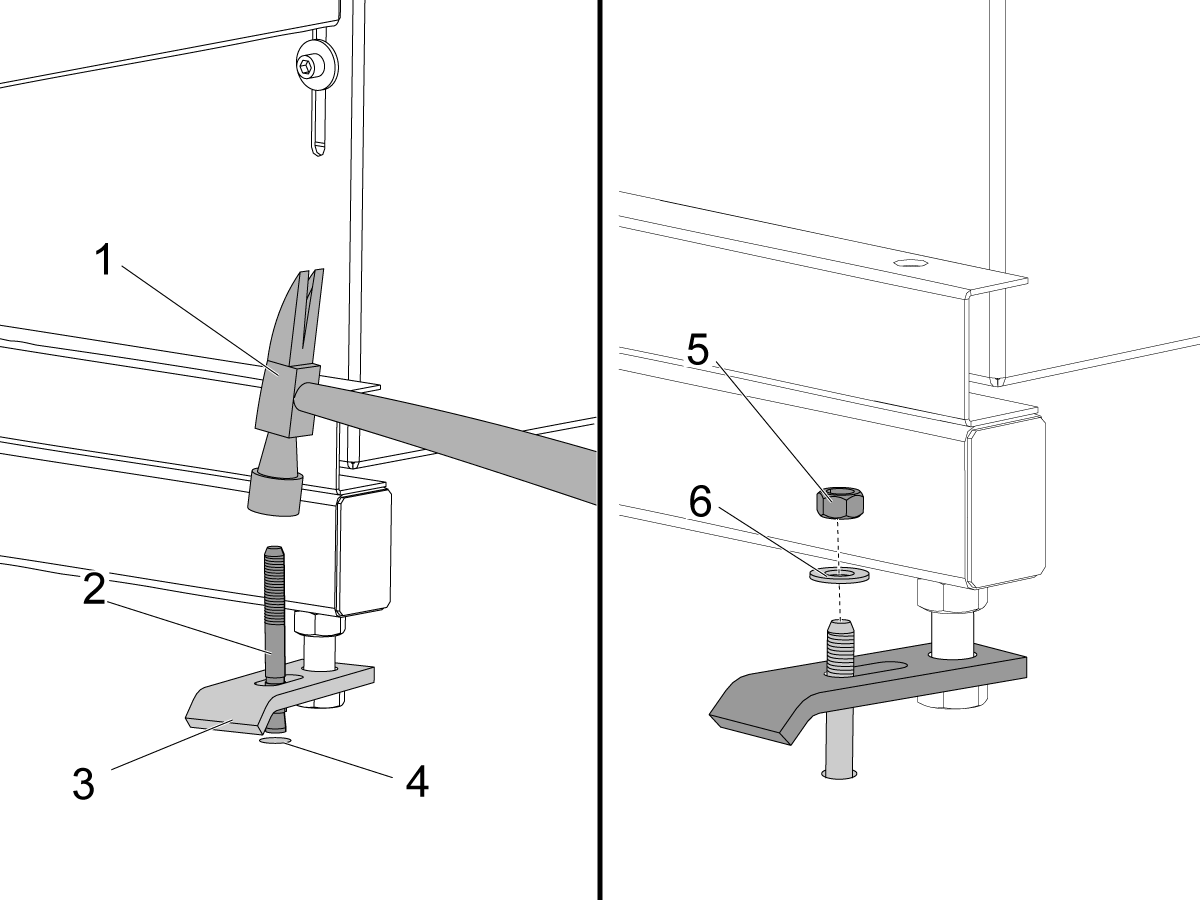
---installation/attach-anchor-sheet-metal.png)
---installation/updated-feet-attachment.png)
---installation/attach-anchor-sheet-metal-update.png)
---installation/locating-bracket-umc350-placement.png)
---installation/locating-bracket-DM-placement.png)
---installation/locating-bracket-vf-placement.png)
---installation/c-apl-locating-bracket-on-mm.png)
---installation/level_compact_apl.png)
---installation/update-anchoring.png)
---installation/shipping-brackets.png)
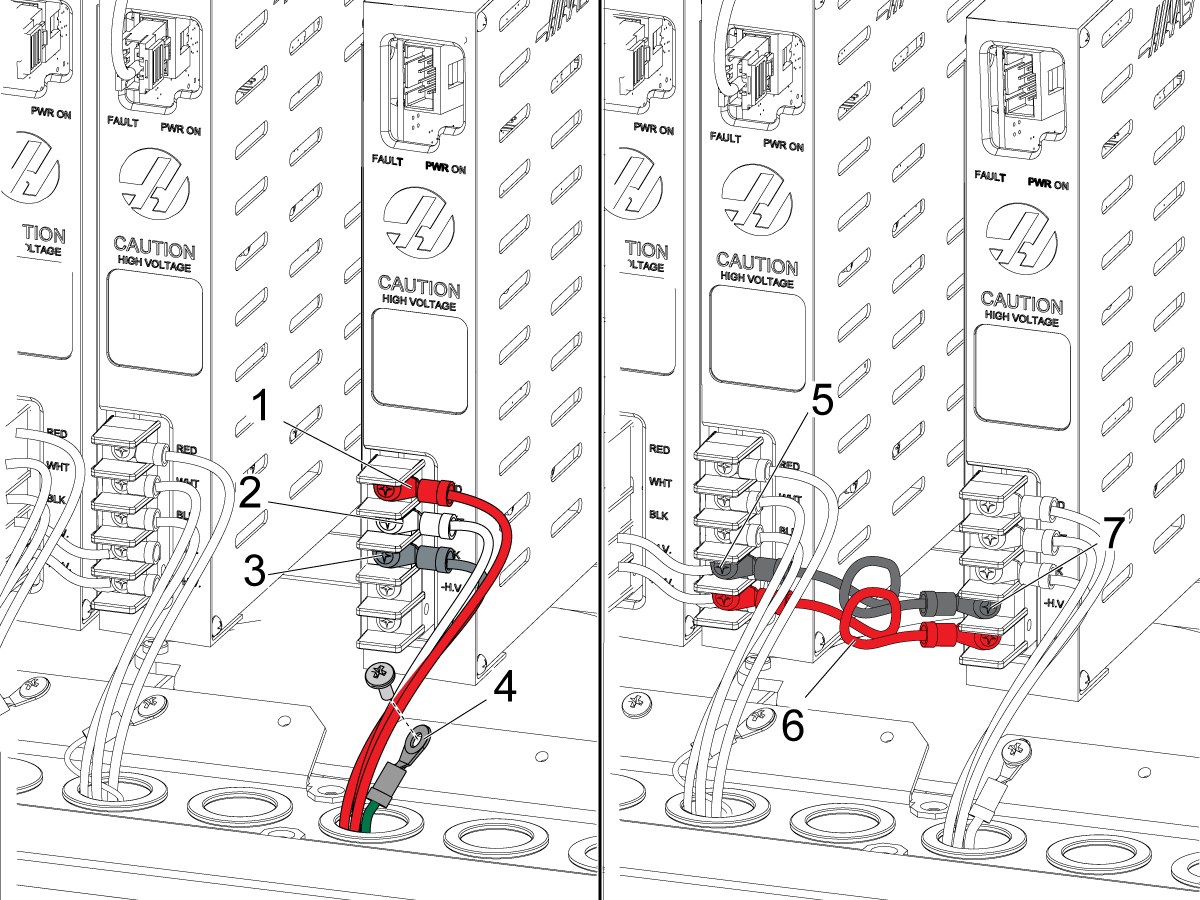
---installation/remove-wye-delta-and-attach-new-bracket.png)
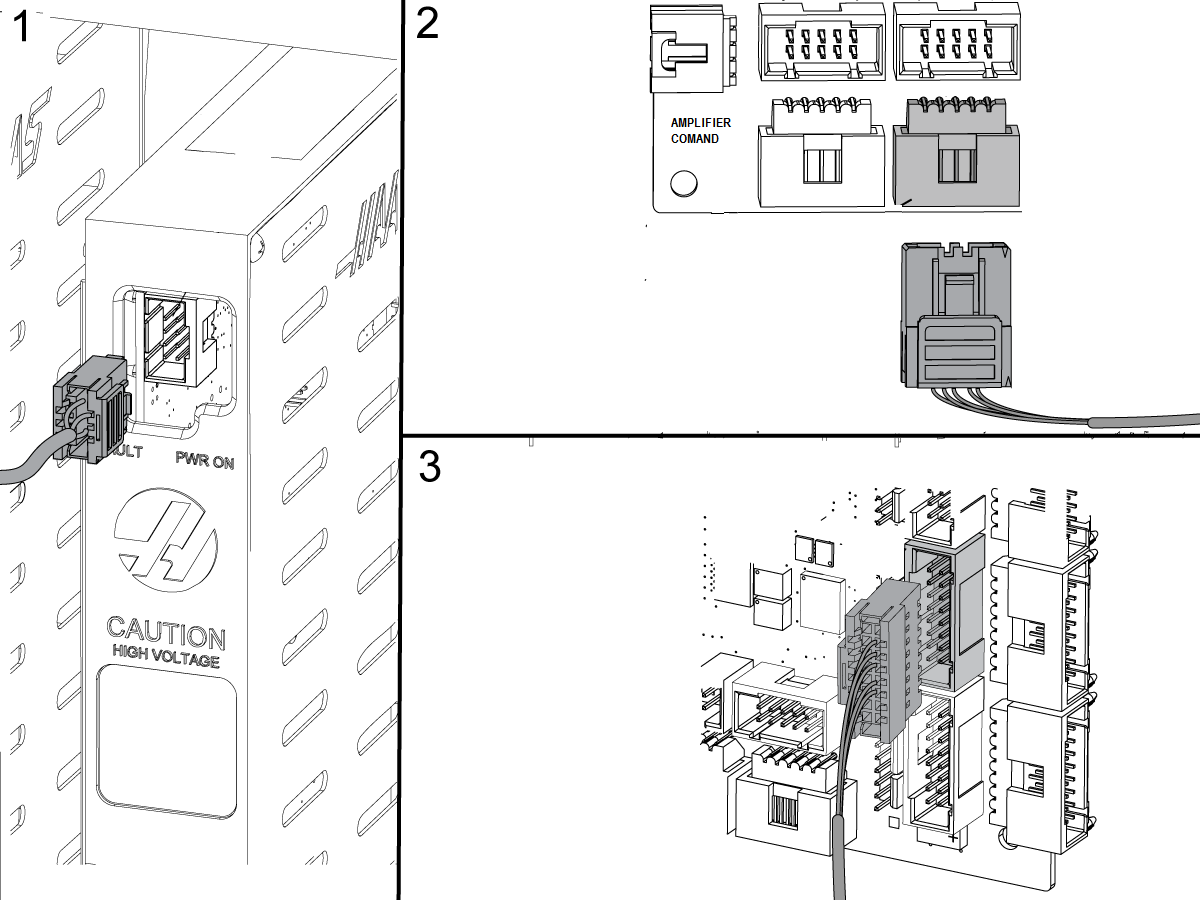
---installation/attach-wye-delta-and-ps-with-can-board.png)
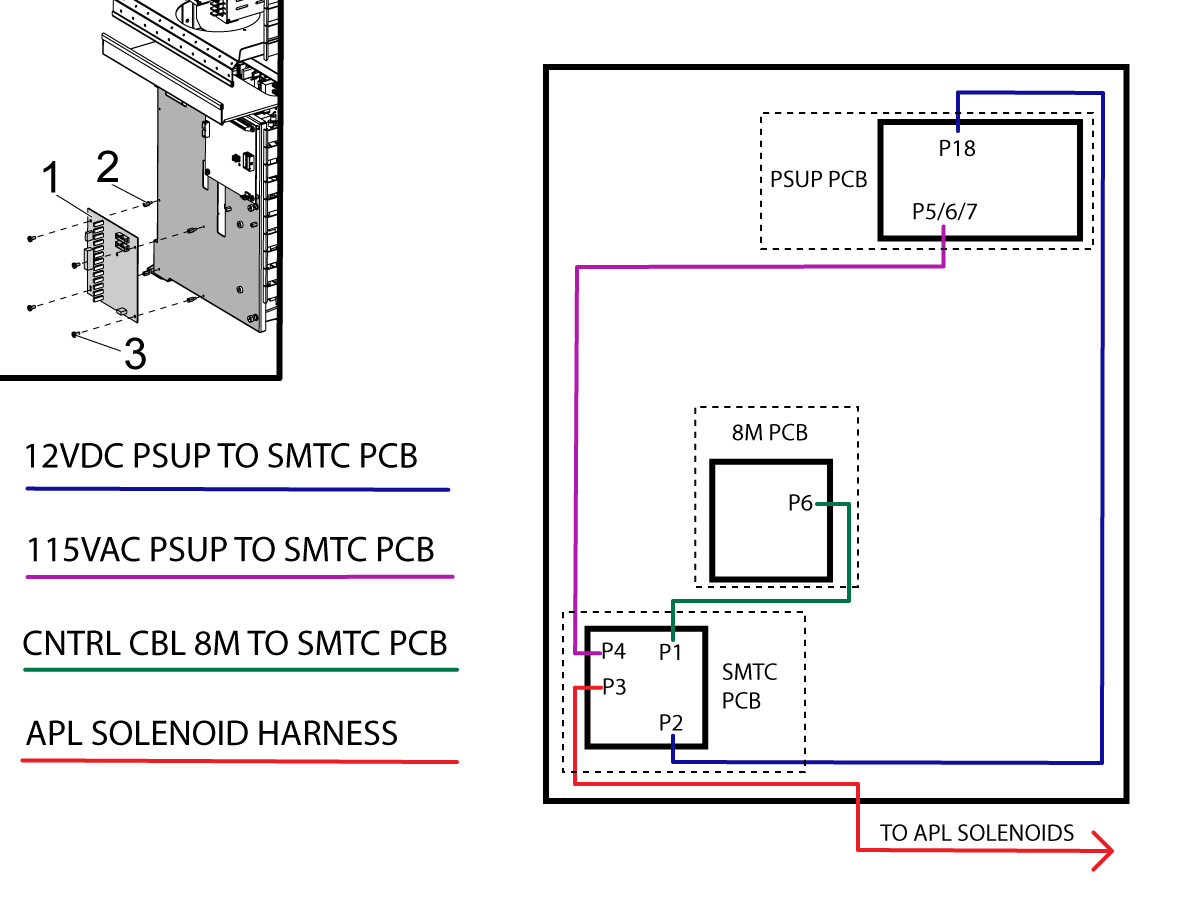
---installation/smtc-board-location.png)
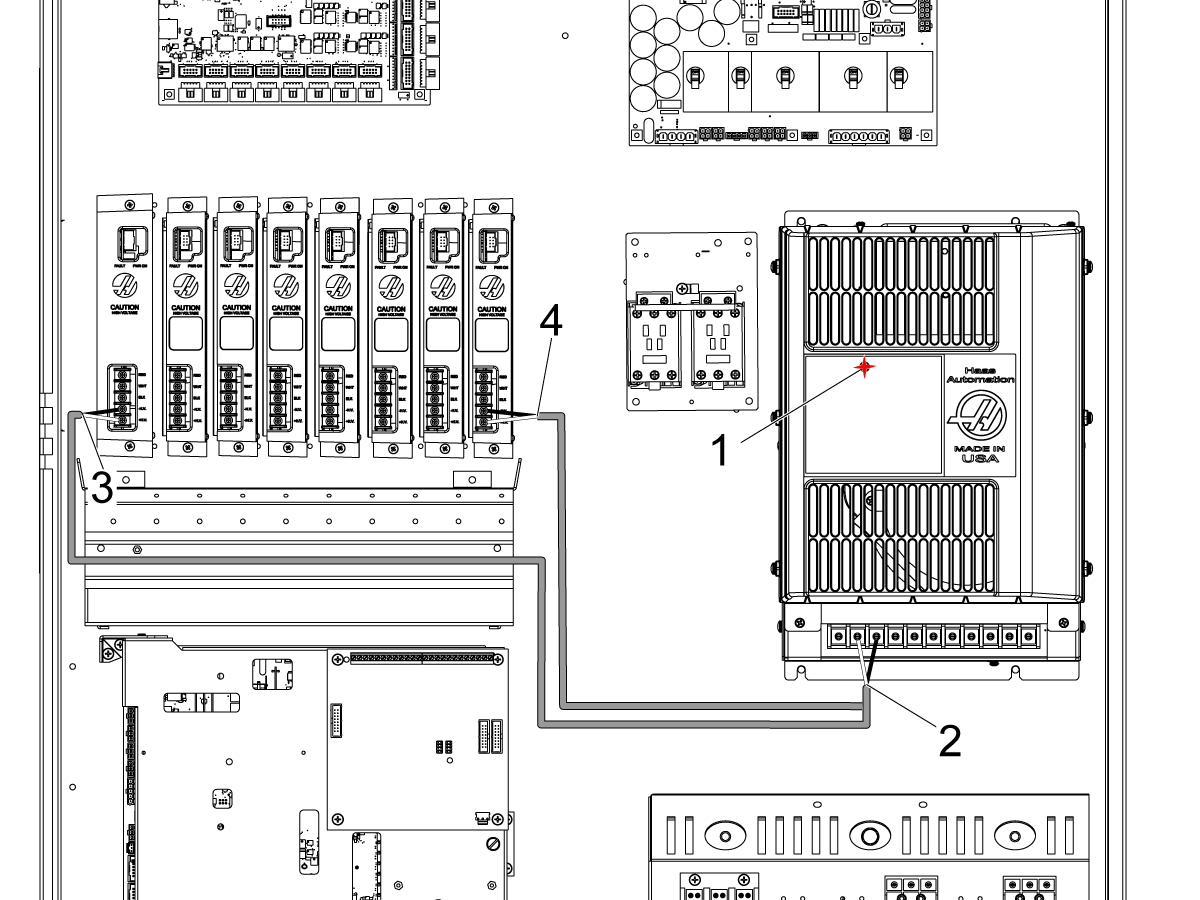
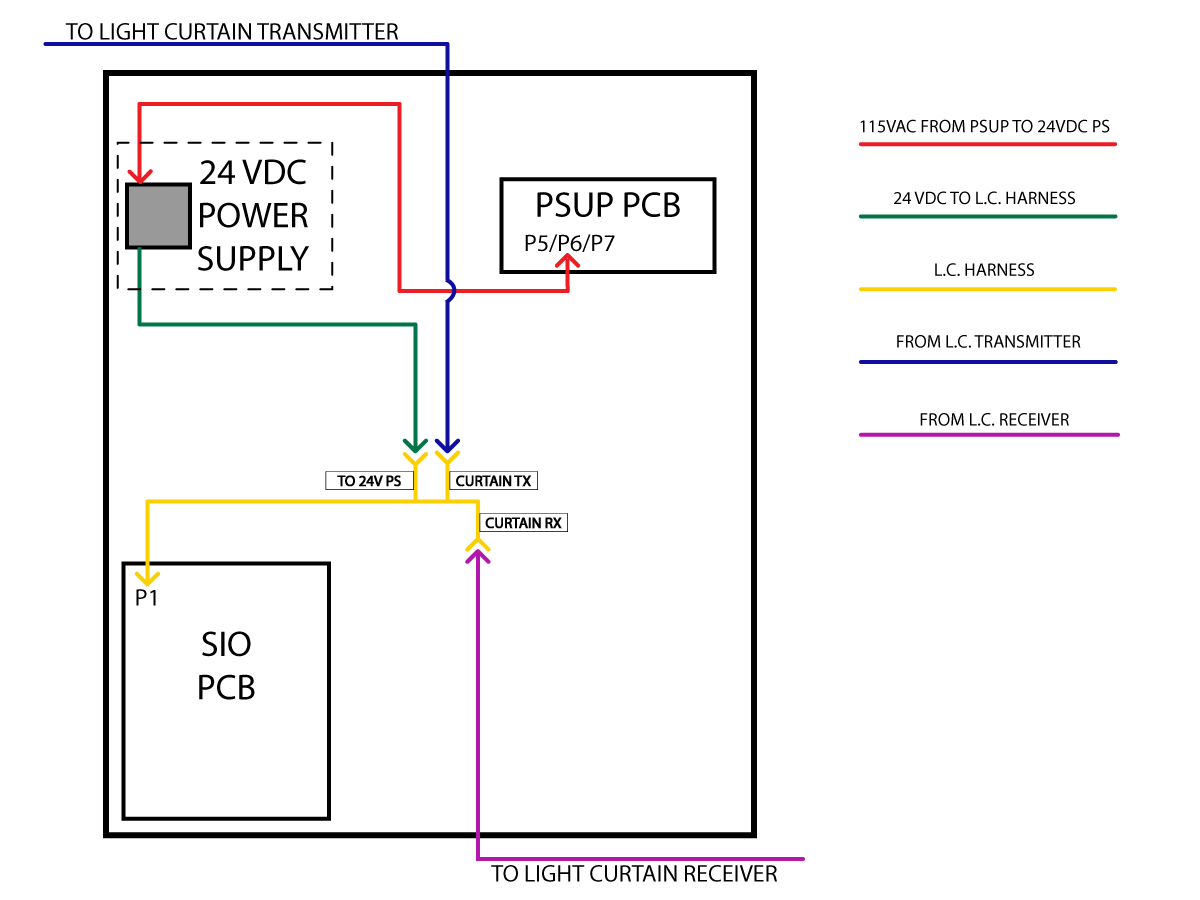
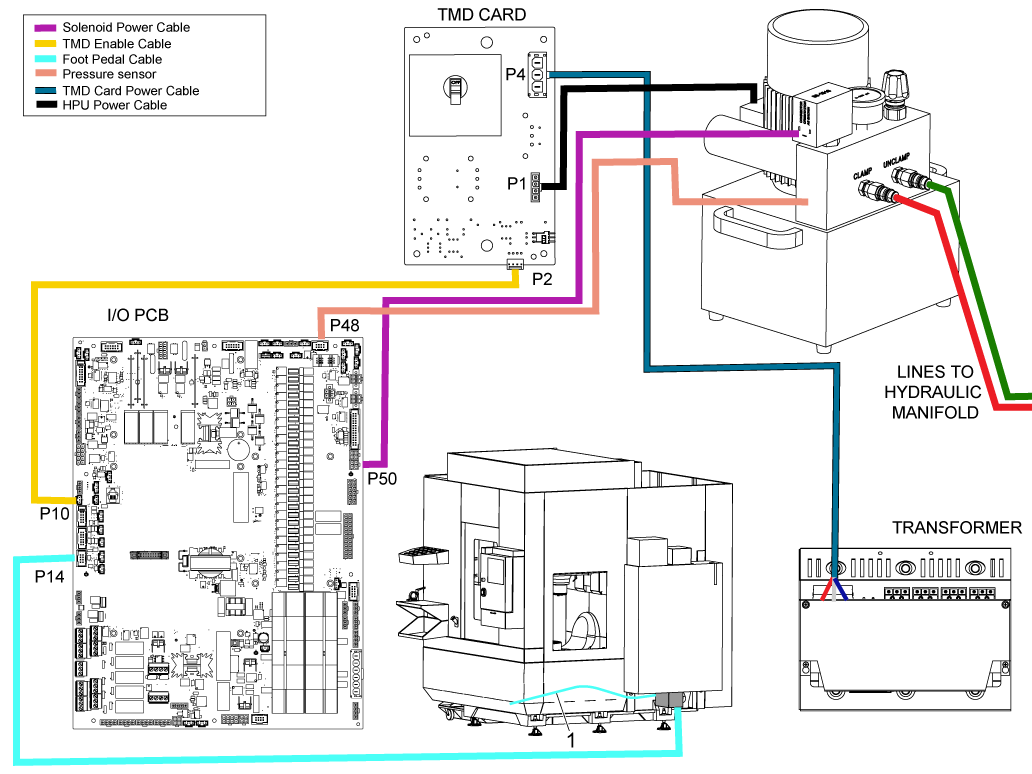
---installation/wire-diagram.png)
---installation/install-safety-relay.png)
---installation/safety_device_wire_diagram_ce.png)
---installation/fence_interlock_wire_diagram.png)
---installation/current-commands-CAPL.png)




