

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
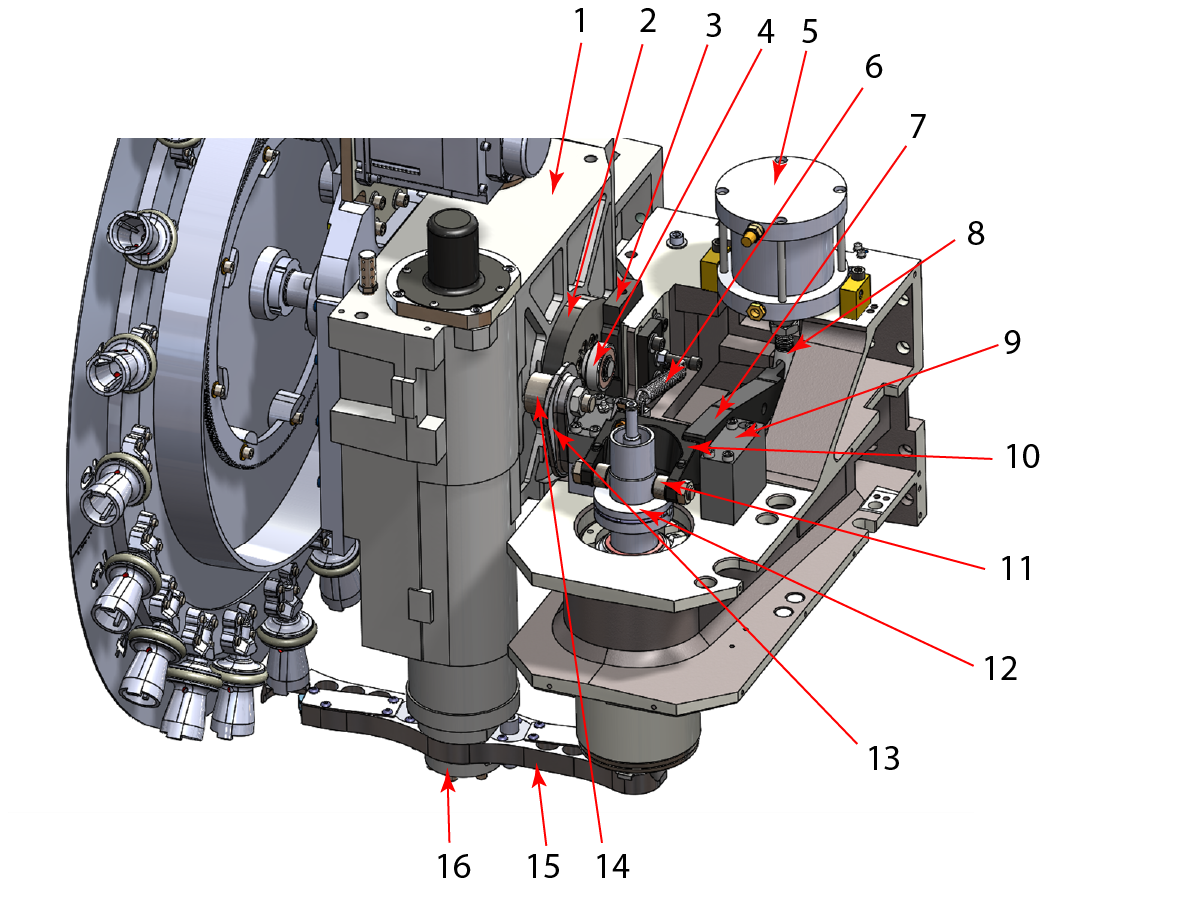
此规程将向您介绍如何对齐 DT/DM 系列上的换刀装置。
注意: 需要对齐 2 套独立的刀具松动系统: 手动 [5, 7]和 自动 [2,3] 松开。手动松开用于手动插入和拆卸工具,自动松开用于在自动换刀操作期间插入和拆卸工具。
图
所需工具
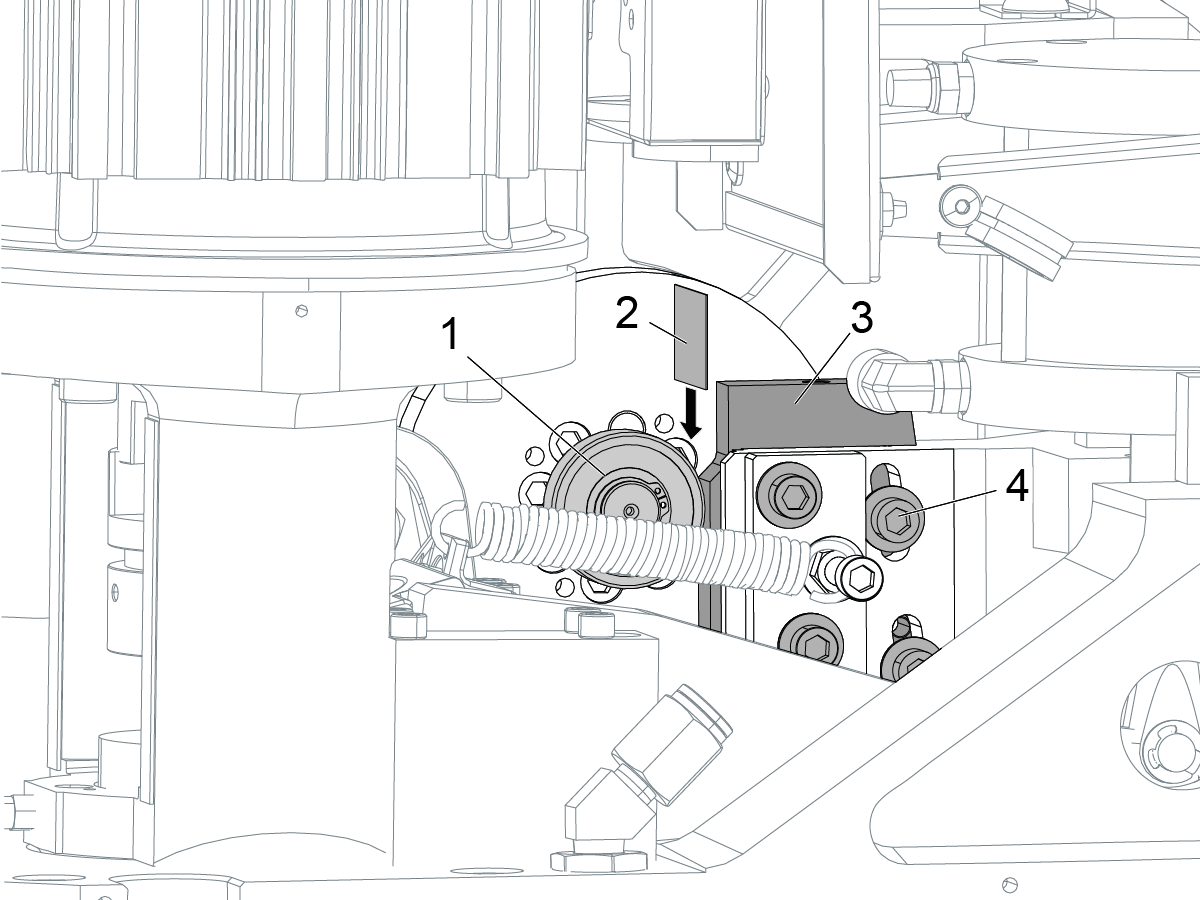
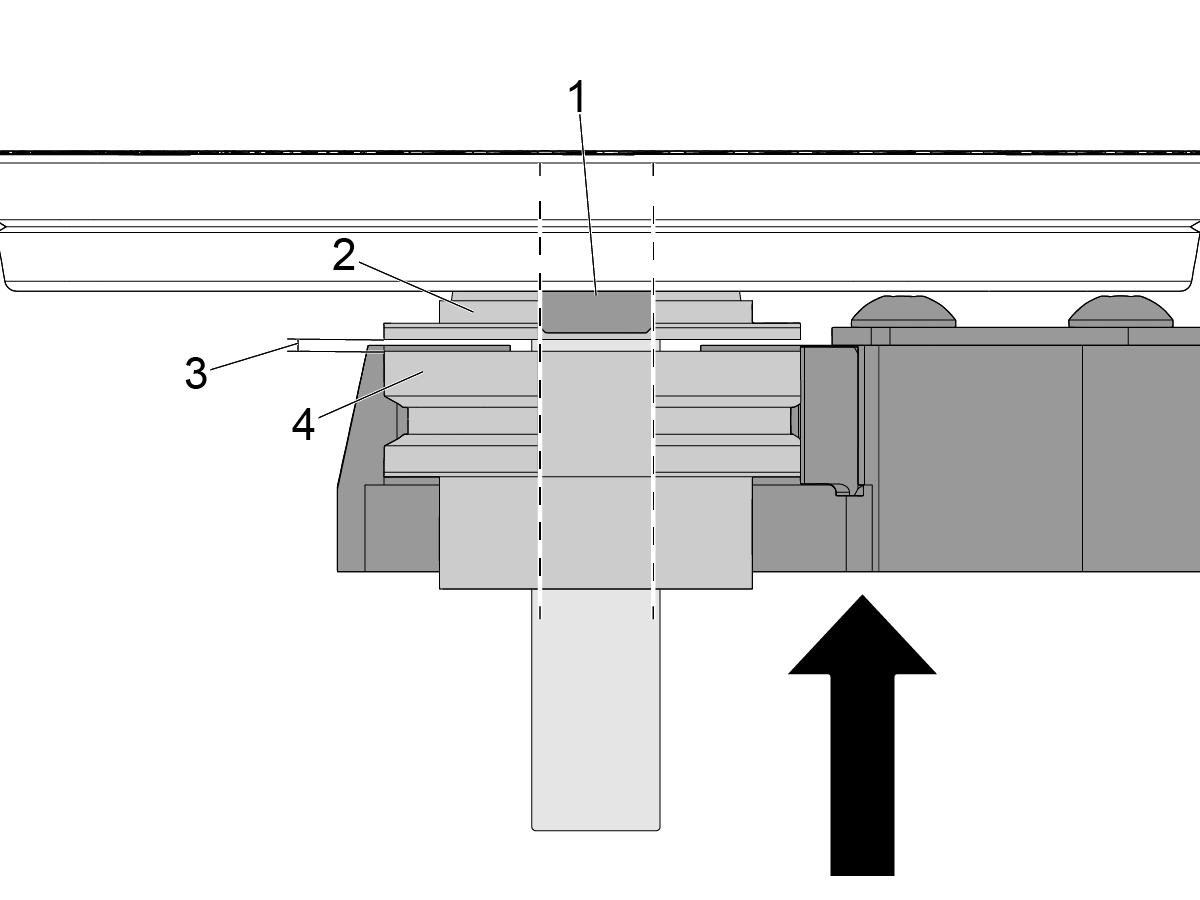
注意: 此步骤适用于老式摇臂,新型摇臂不需要前档,如果主轴头中未安装新型摇臂,则跳过此步骤。
设置 Z 轴换刀偏置
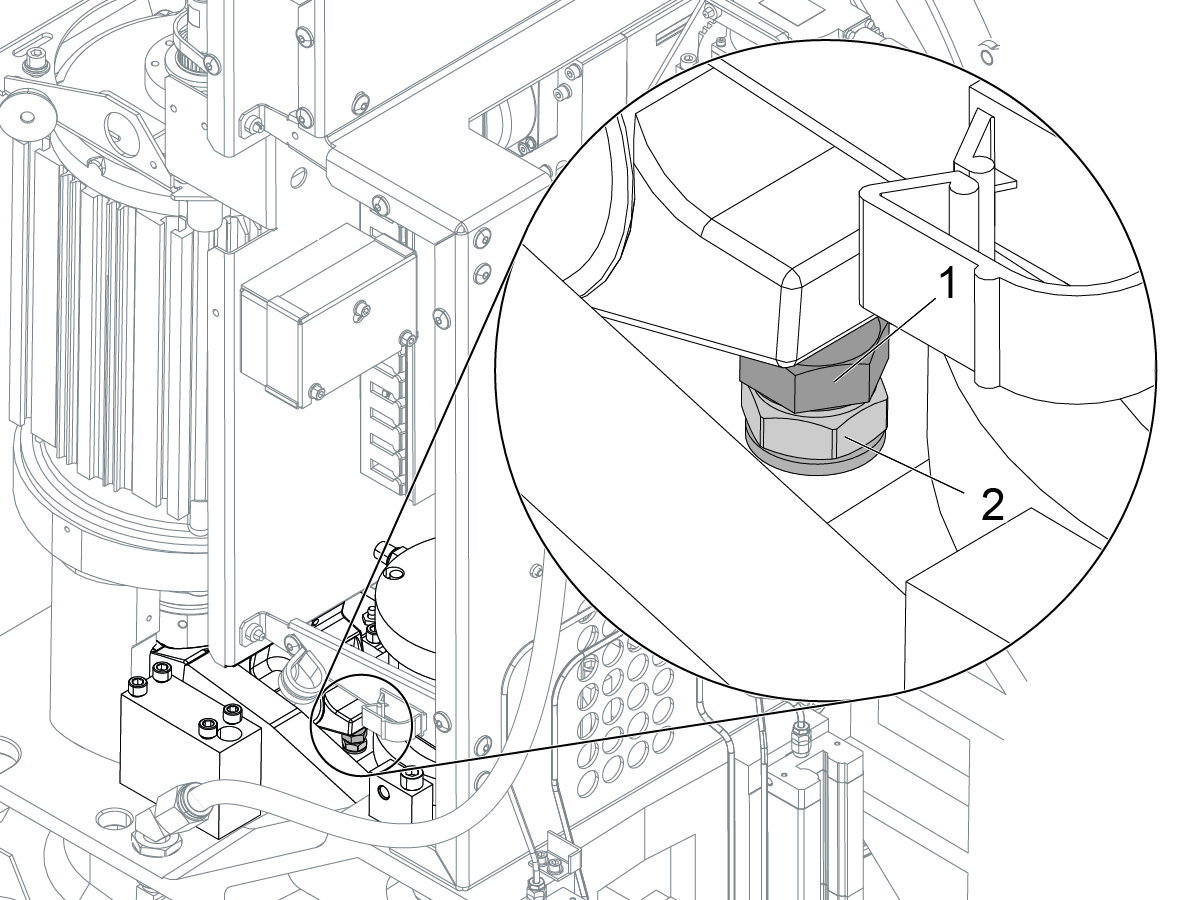
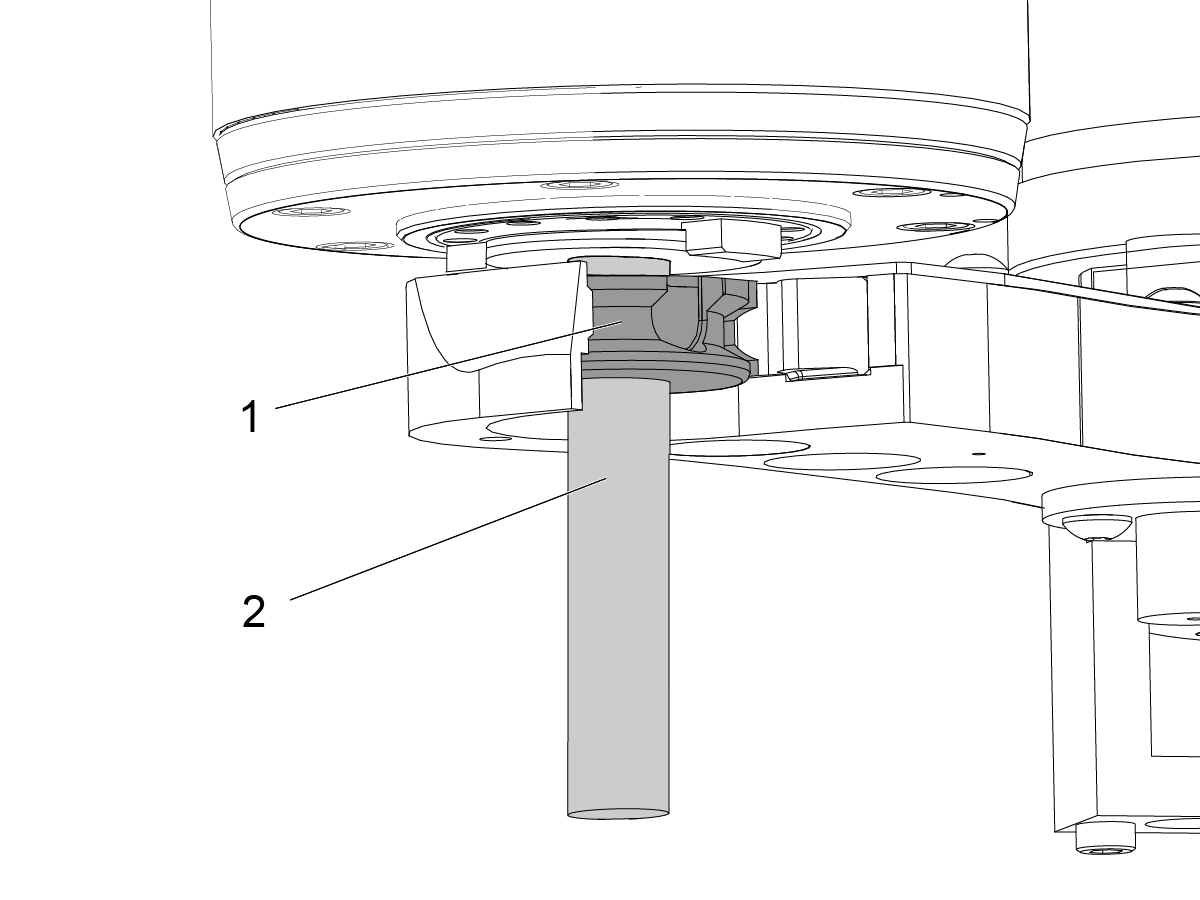
前挡和轴承之间的正确间隙为 0.0040" - 0.0020"。
在前挡 [3] 和轴承 [1] 之间放一个 0.0040" 垫片 [2]。如果垫片不适合,则转到步骤 2。
如果垫片适合,执行以下步骤:
扭动螺钉。请参阅 Haas 紧固件扭矩规格。
拆下垫片。
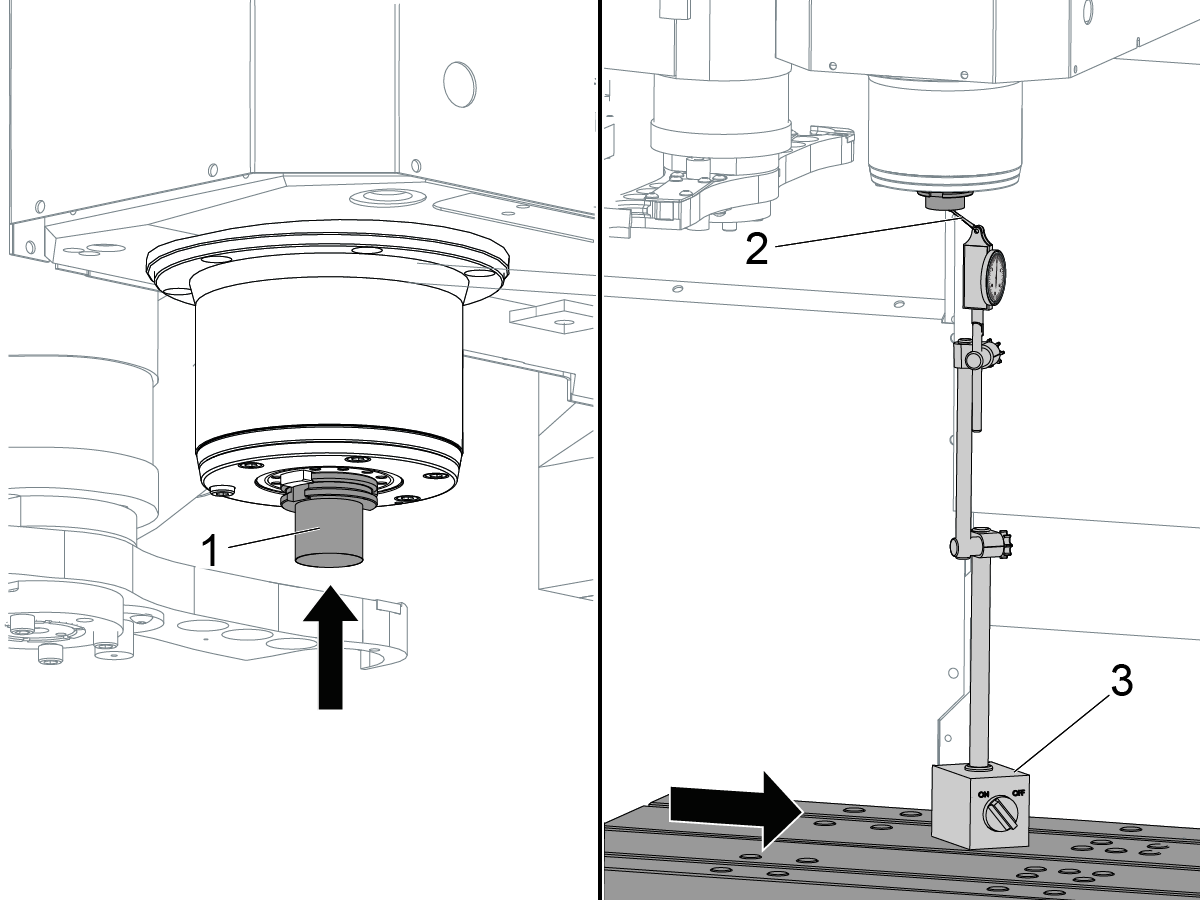
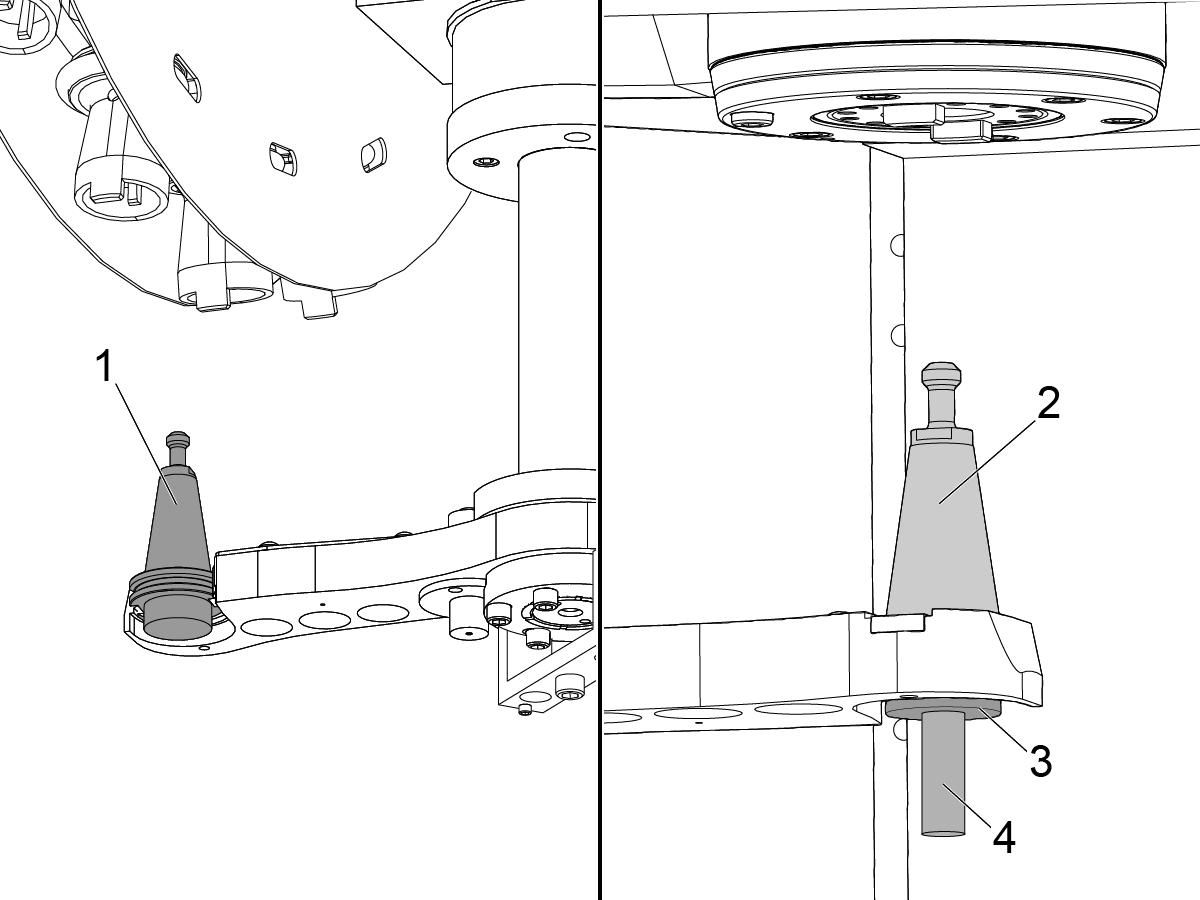
零返回 C 轴: 将双臂放在主位置时,使用手动释放布托将刀座放入主轴中。 定位下降指示器 对刀座的底面。将指标归零。
在向上推 刀座,激活工具释放按钮。
注意: 不允许工具掉落。
推出应为 0.035"(+.010",-0)。如果不是,则移动到步骤 3。
如果指标未显示 0.035" (+0.010"/ -0"),执行以下步骤来调整推出:
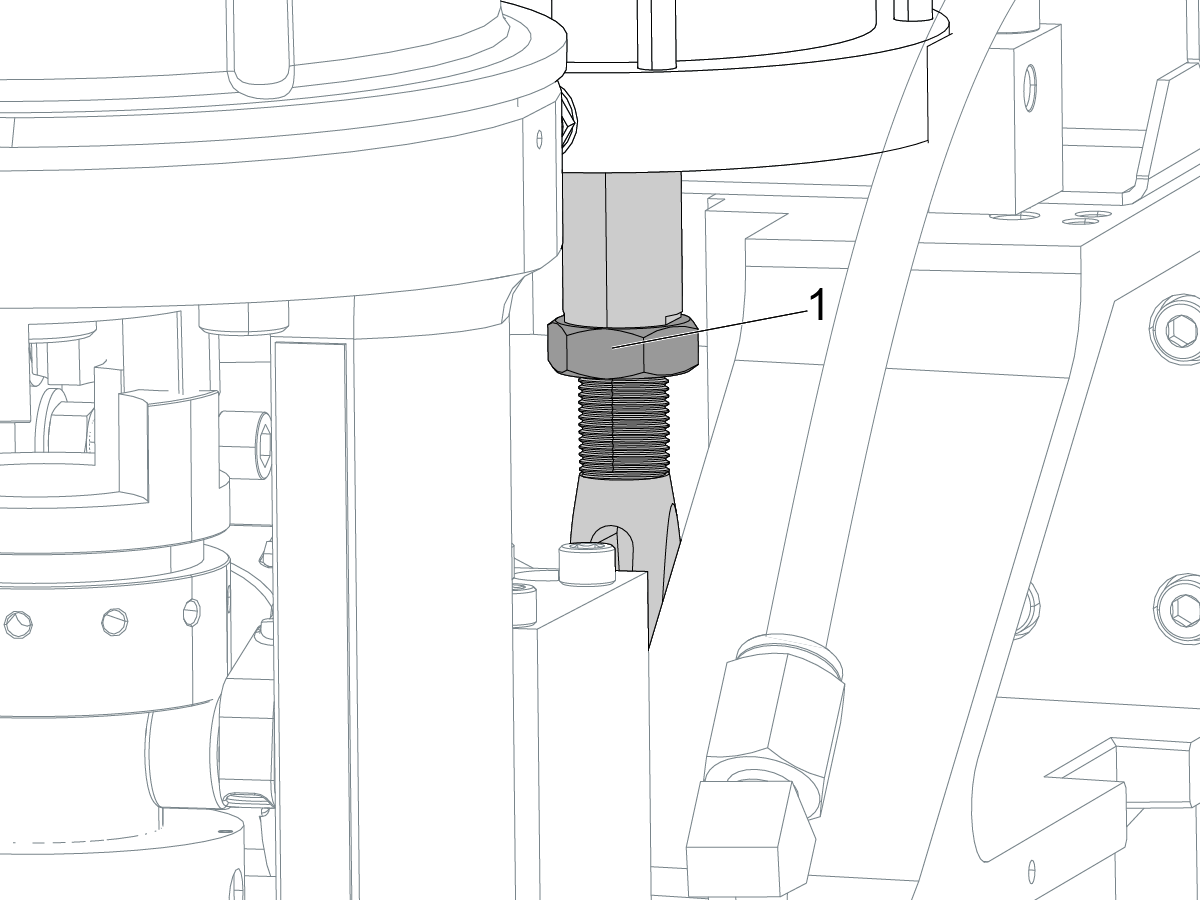
安装夹钳销并再次检查推出。
当推出正确时,拧紧卡紧螺母。
为了确保摇臂推出正确调整:
使 Z 轴回原点。按 HOME G28。
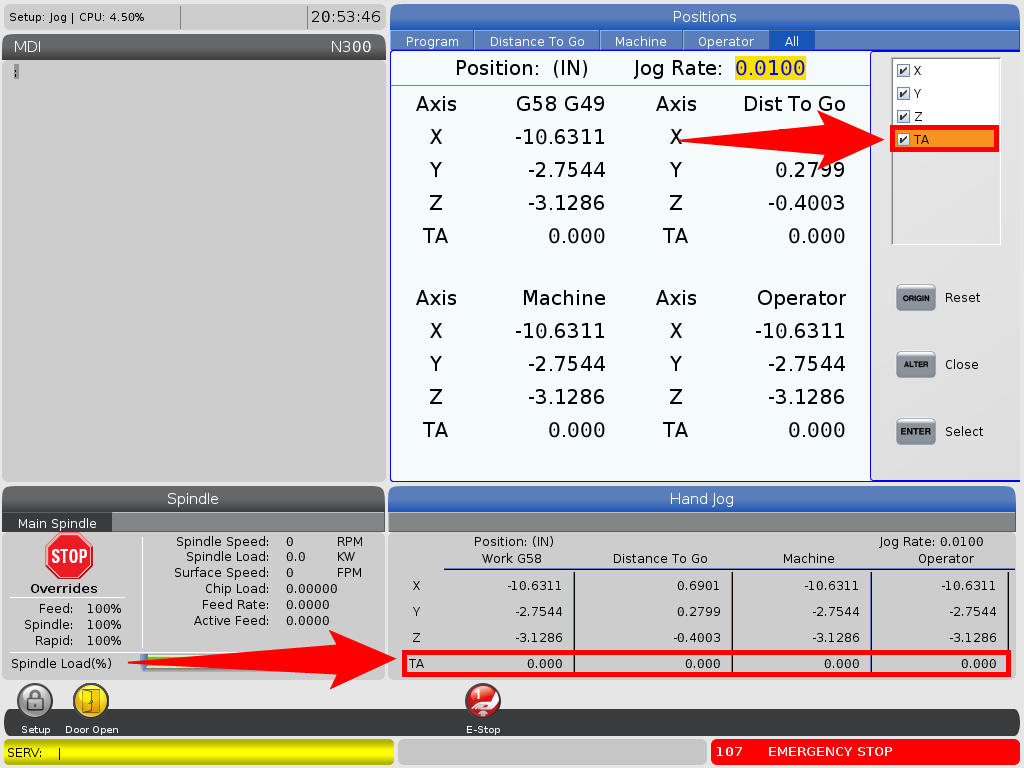
显示工具更换器臂轴,在点动时查看位置:
转到"位置"页并选中相应的轴框。现在显示轴。
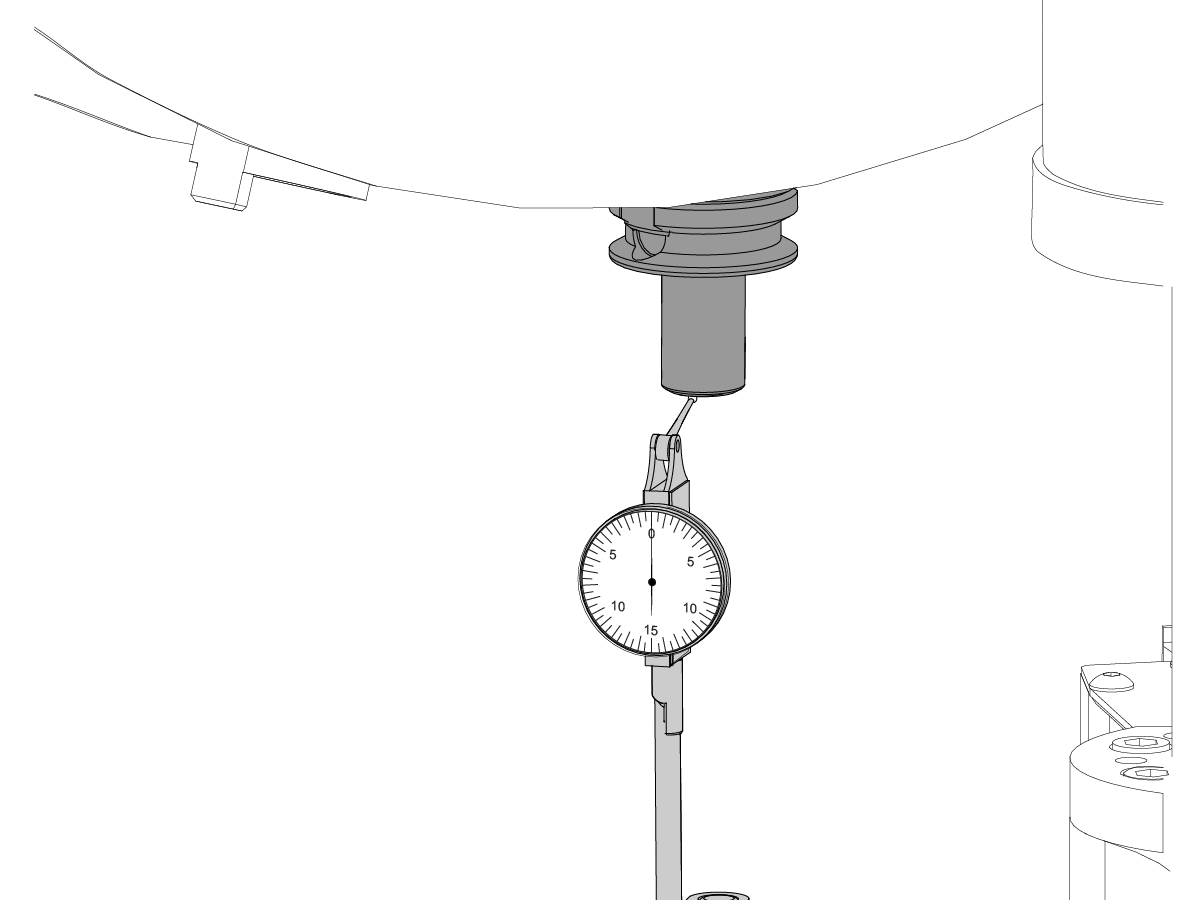
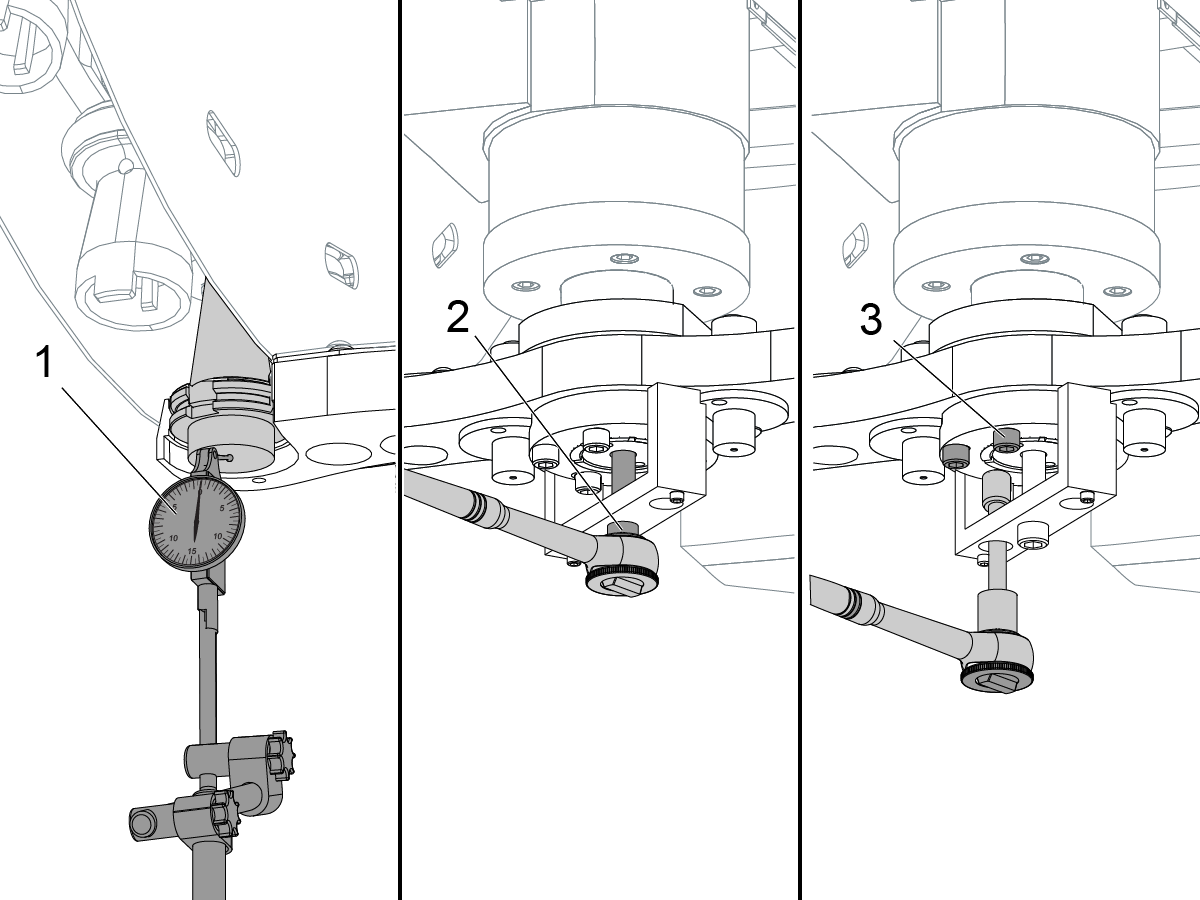
转动双臂,直到它处于中心位置。使用手动释放将刀柄 [1] 放入主轴。
将指示器 [2] 尖端放在刀座的底部。将指标归零。
轻轻地将指示器底座 [3] 移开,以便有空间转动换刀臂。拆下刀座。
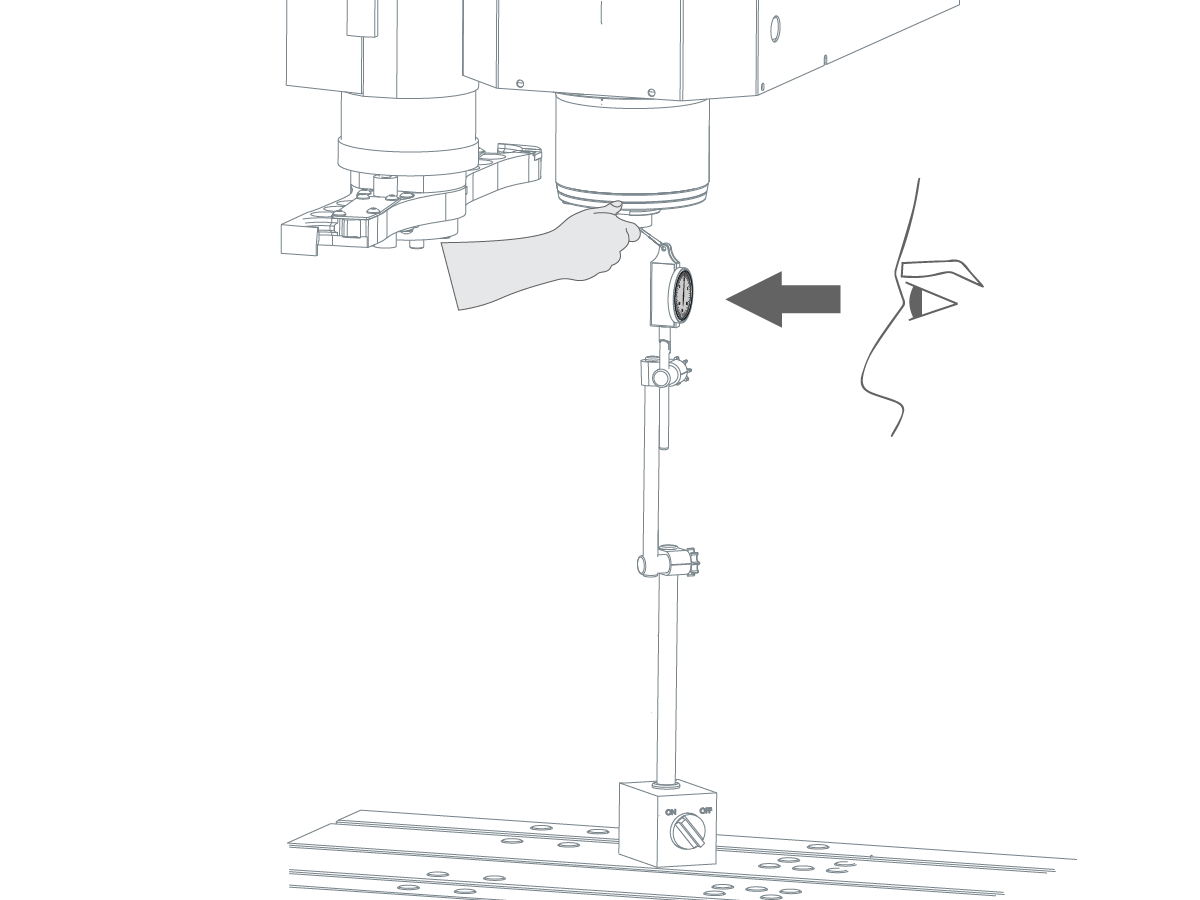
将工具更换器臂搅拌到刀具更换位置(约 160 个)或直到牵引杆完全松开。
随着拉杆的释放 , 用手将刀座一直放在主轴锥度中。
注意: 拉杆不会夹紧刀座。
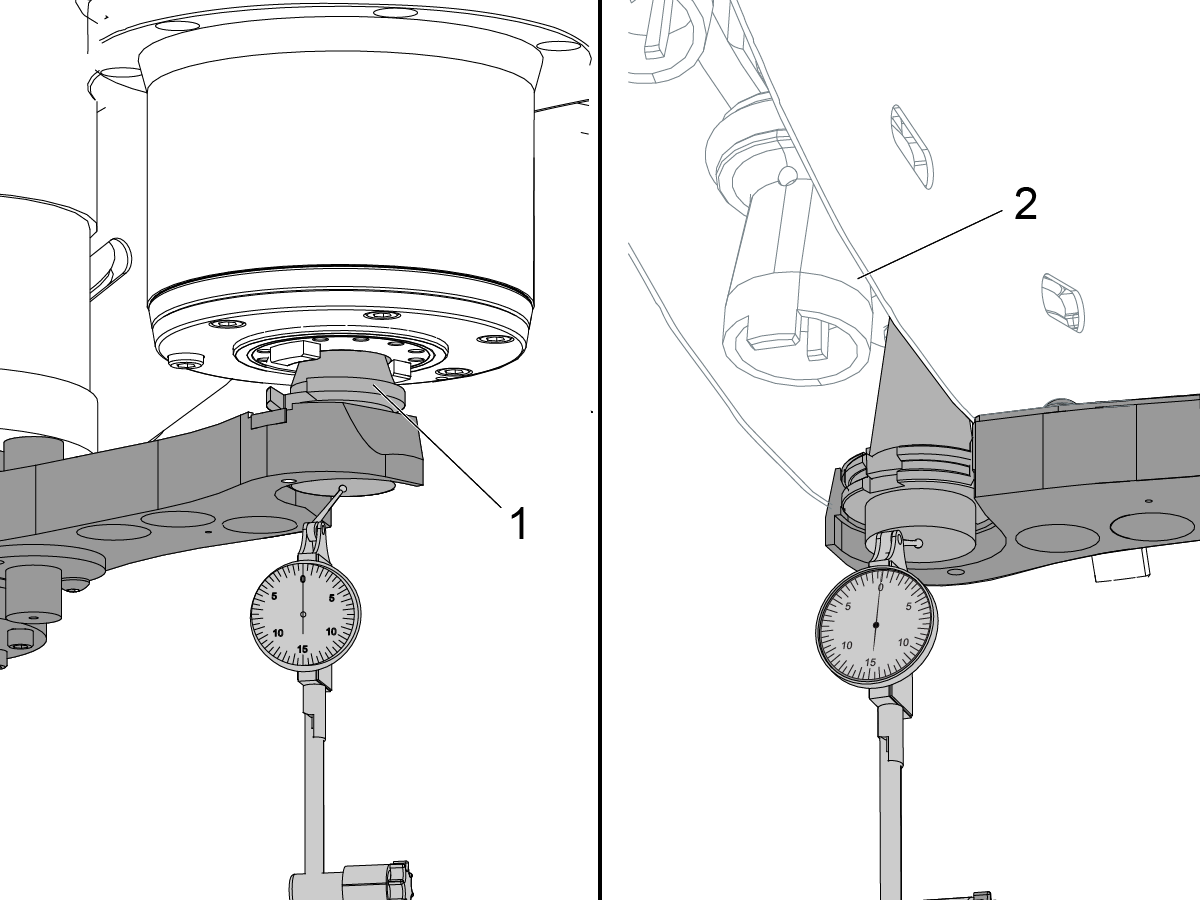
将指示器轻轻地放在刀座底部,同时继续用手握住它。
如果摇臂推出正确调整,指示灯为 0.035" (+ 0.005"/- 0")。
添加或移除摇臂垫片 [1],直到指示灯读数正确。
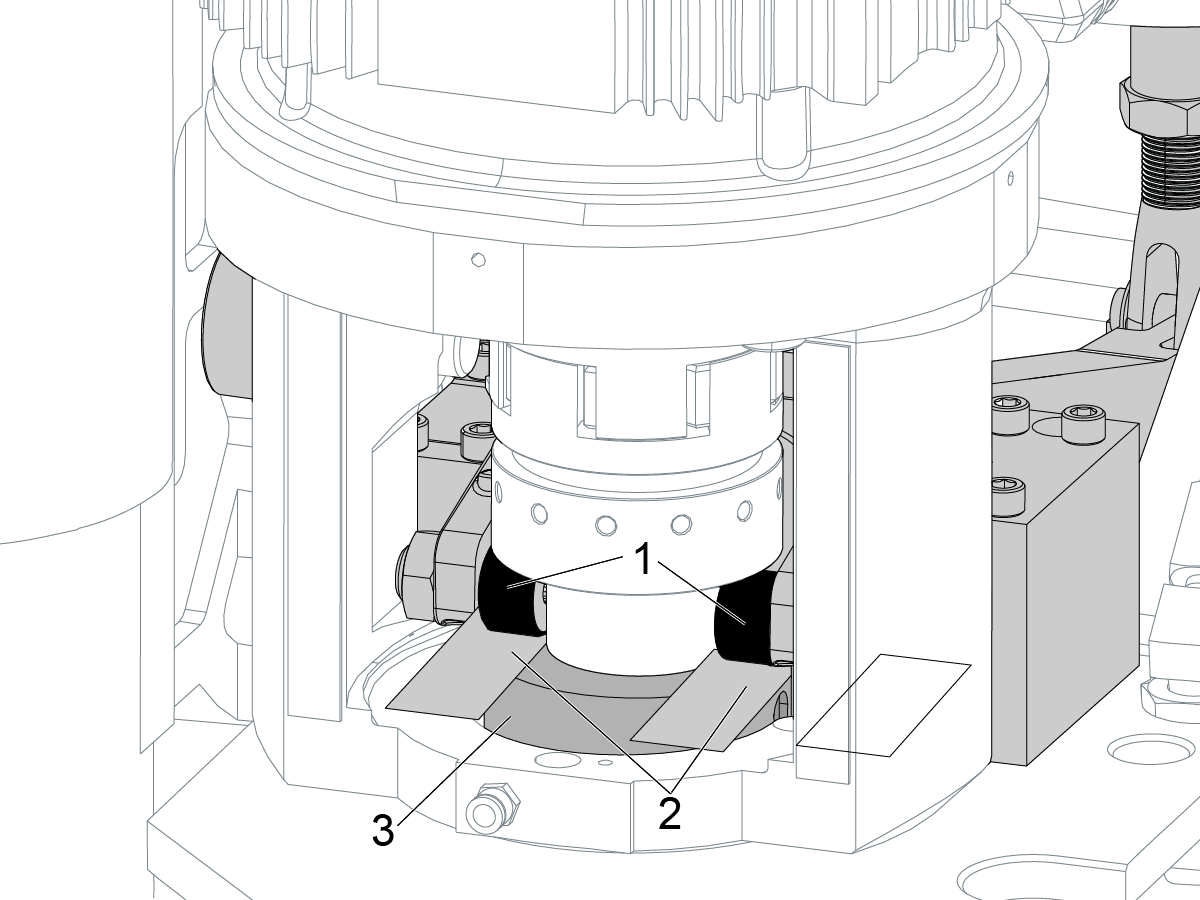
确保摇臂轴承正确调整。
将双臂伸向主队位置。
在每个摇臂轴承[1] 和主轴导放装置 [3] 之间放一个 0.040" 垫片 [2]。
正确的调整使轴承 [1] 0.040" 在版本 [3] 之上。
如果轴承不是 0.040 " (+/- 0.01") 在导导版本上方,但推出正确,请执行以下步骤:
拆下放在每个摇臂轴承和主轴导放装置之间放置的 0.040" 垫片
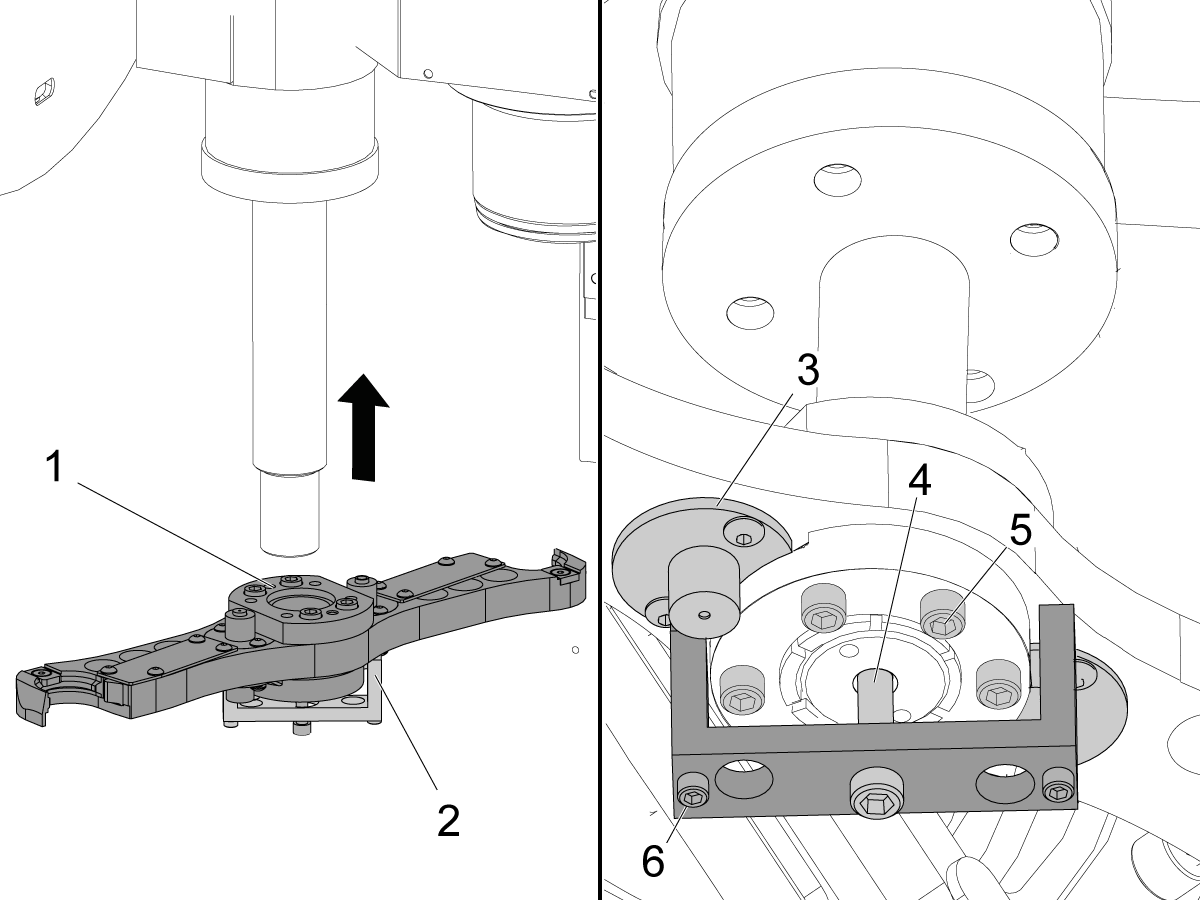
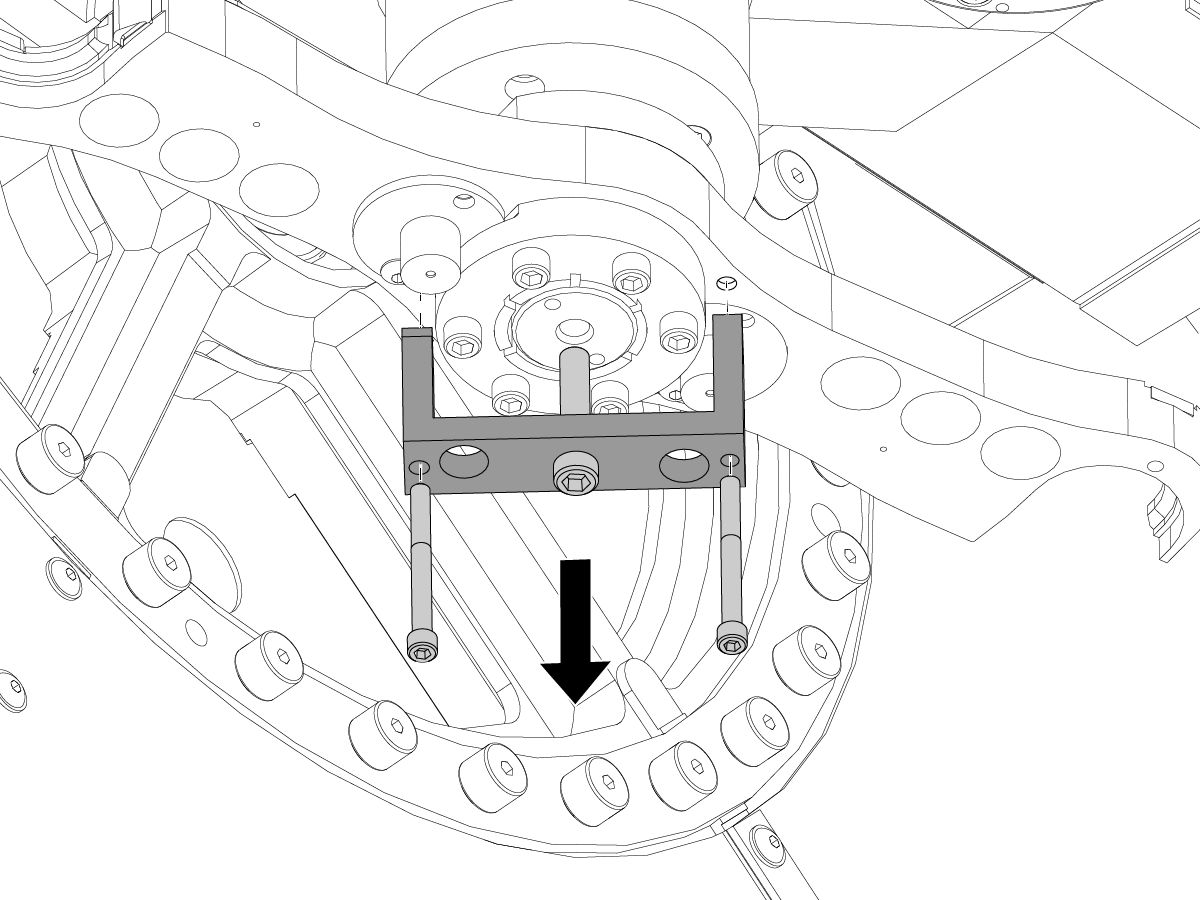
将校准工具 [2] 放在双臂上。使用 (2) 螺钉 [6] 对准工具。
注意: 确保对齐工具的支腿清除柱塞的盖 [3]。
将双臂 [1] 放在输出轴上。
转动中心螺钉 [4] 可提升输出轴上的双臂。
轻轻拧紧夹紧螺钉 [5]。执行此操作,直到双臂保持在原位,但您可以用手移动它。
说明:不要拧紧螺钉太多。这使得很难调整双臂的高度。
释放 EMERGENCY STOP。
将 V 轴点动旋转到 0 度。这将旋转侧安装刀具更换器 (SMTC) 的转盘。
按 EMERGENCY STOP。
将刀柄插入活动刀具刀套。确保刀柄具有平面。工具的最小刀头长度必须为 2" (51 mm)。
将指示器尖端放在刀柄的底部。将指标设置为 0。
进入 调试 模式。
释放 EMERGENCY STOP。
转动 X 轴以将指示器移离刀柄。
从工具袋中取出刀柄。
按 ZERO RETURN。按 Z。按 HOME G28。
以负 (-) 方向将 V 轴旋转到 -8.0 度。
以负 (-) 方向将 T 轴旋转到 -243.0 度。
注意: 机械臂应靠近行程底部。
按 EMERGENCY STOP。
将刀柄 [1] 放入转盘侧的双臂中。
向下推双臂上的柱塞。将分叉工具 [3] 的下半部分放在主轴下方的双臂中。将拆分工具 [2] 的上半部分放在下半部分。
对齐拆分工具的半部分。插入拆分工具对齐杆 [4]。用手掌将杆放在分叉工具中。
注意: 确保你的手不在手臂和主轴之间。
释放 EMERGENCY STOP。
按 T。按 HAND JOG(手动点动)。推 .01。
缓慢地以负 (-) 方向点动 T 轴,以 -284.0 度。
注意: 确保刀柄没有击中转盘刀套。
注意: 确保主轴定位键 [1] 和拆分工具 [2] 的上半部分与拆分工具 [4] 的下半部分对齐。
使用杆将分叉工具的上半部分推入主轴。确保它牢固地固定在主轴中。
缓慢地以负 (-) 方向点动 T 轴,以 -302.0 度。
要纠正不对齐,请以正 (+) 方向点动 T 轴, -284.0 度 并重复此步骤。
分叉工具上半部分与拆分工具下半部分之间的间隙 [3] 不应大于 0.06" (1.52 毫米)。
按 EMERGENCY STOP。
确保分叉工具 [1] 的下半部分不会从臂部流出。
拆下拆分工具杆 [2]。用你的手旋转双臂。对齐拆分工具的半部分。插入拆分工具对齐杆。
注意: 拆分工具必须平稳地进入。如果拆分工具在 X 方向上关闭,则必须对齐 SMTC。
释放 EMERGENCY STOP。
用平面在刀柄下方转动指示器 [1]。转动中心螺钉 [2],直到指示灯显示 0。
分体工具上半部分与拆分工具下半部分之间的间隙不应超过 0.06" (1.52 毫米)。
轻轻拧紧夹紧 (6) 个夹紧螺钉 [3]。执行以下步骤来拧紧夹具的螺钉:
将指标设置为 0。将指示器移离工具。不要更改指示器设置。
缓慢地以 (+) 方向点动 T 轴,以 -243.0 度。拆下拆分工具半部分。
使用指示器测量以下位置的刀柄高度:
注意: 确保缓慢地转动手臂,以免将其撞到工具更换器刀套中。
如果在 -302.0 度时在步骤 7 和步骤 9 之间指标测量超过 0.01" (0.25 mm),双臂不平。执行此过程:
如果指标测量超过 0.01" (0.25 mm)( -302.0 度 或 -100.0 度),必须调整 SMTC。
如果指标测量值小于 0.01" (0.25 毫米),双臂水平。

以正 (+) 方向将 T 轴旋转到 -100.0 度。
以正 (+) 方向将 V 轴旋转到 0 度。
在刀套和双臂中安装拆分工具半部分 [1, 2]。
小心地将定位杆 [3] 穿过拆分工具的顶部 [1] 和底部 [2] 半部分。
拆下校准工具和指示器。
释放 EMERGENCY STOP。
推 RESET 以清除警报。
向下旋转 T 轴,直到它到达行程的底部。
按 EMERGENCY STOP。
拆下工具。
退出 调试 模式。
更改参数 462:18, INVIS AXIS 为 1。
更改参数 390:18, INVIS AXIS 为 1。
刀库恢复
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





