

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

TG0088
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
液压尾管使用液压向前和向后移动。 双向电磁阀为向前和向后运动提供流体。 尾货的正常移动使用计量压力设置,调节旋钮位于 HPU 模块的一侧。 提供仪表以准确调节尾货压力。
当需要快速运动时,快速运动电磁阀向方向电磁阀提供完整的 HPU 压力。
尾部库存使用字符串编码器进行定位。 要确定固定位置,尾架将缩回,直到其从液压执行器底部。 当向后运动停止时,机器控制将分配给此位置。 参考此视频“尾座如何找到原点,了解更多信息。
| 症状 | 可能的原因 | 纠正措施 |
| 部分喋喋不休。 | 尾架前进按钮或手柄点动,用于对零件施加压力。 |
使用 M21 或脚踏板保持零件上的压力。 |
| 主轴速度变化未使用。 |
使用 SSV 控制零件颤动。 | |
| 尾架不对齐。 |
对齐尾架 | |
| 分段。 | 尾架压力不正确。 |
正确设置零件材料、直径和长度的压力。 |
| 尾架不对齐。 |
对齐尾架。 | |
| 尾架不移动、移动缓慢或移动不顺畅 | 编码器字符串被封面挤压 | 拆下路盖以检查编码器字符串的行程 |
| HPU 电磁阀或快速阀没有电压或受到污染。 |
检查 HPU 和电磁阀的操作 | |
| 尾架不在正确位置。 | 编码器梳条有故障(SL 系列) | 检查梳子条有无碎屑或损坏。 |
| 或编码器故障。 | 检查有无损坏,读取头部对齐。 | |
| 编码器字符串被封面挤压 |
拆下路盖以检查编码器字符串的行程 | |
| 液压压力设置过低 | 调整液压。 | |
| 切屑积聚或阻碍线性导轨 | 检查线性导轨和路套有无切屑堆积或阻塞 | |
| 警报 439 尾架未找到工件 | 未正确设置材料长度的设置。 |
根据操作员手册,设置设置 107。 |
| 警报 9117 检查尾座压力 | 液压尾座压力低。 | 如果此警报发生在零返回过程中, 提高尾架压力,零返回尾座。 |

纠正措施:
切割零件时,请勿使用 TS 手转键来设置尾架。TS 手动点动键施加的压力并不总是一致的,并可能导致零件上的颤动标记。
始终使用 M21 或脚踏板来保持零件上的压力。
纠正措施:
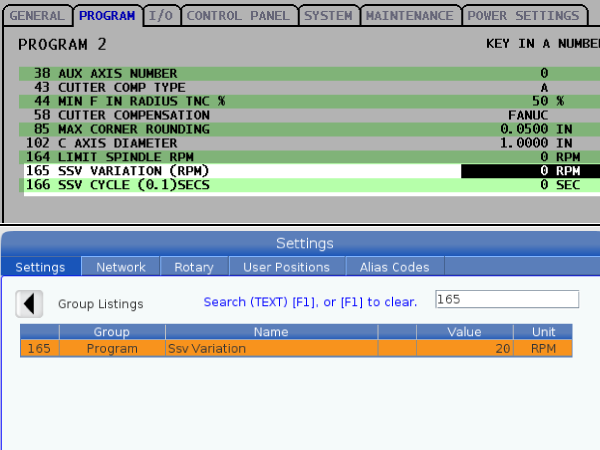
Spindle Speed Variation (SSV) 允许您指定主轴速度将持续变化的范围。
这会改变加工过程的频率,这有助于抑制颤动。
M38 打开 SSV 模式 ,M39 将其 关闭。
设置 165 指定主轴速度在编程速度上方和下方变化的数量。
设置 166 以 0.1 秒的增量指定 SSV 占空比。指定主轴转速波动的时间以及主轴转速变化速度。
纠正措施:
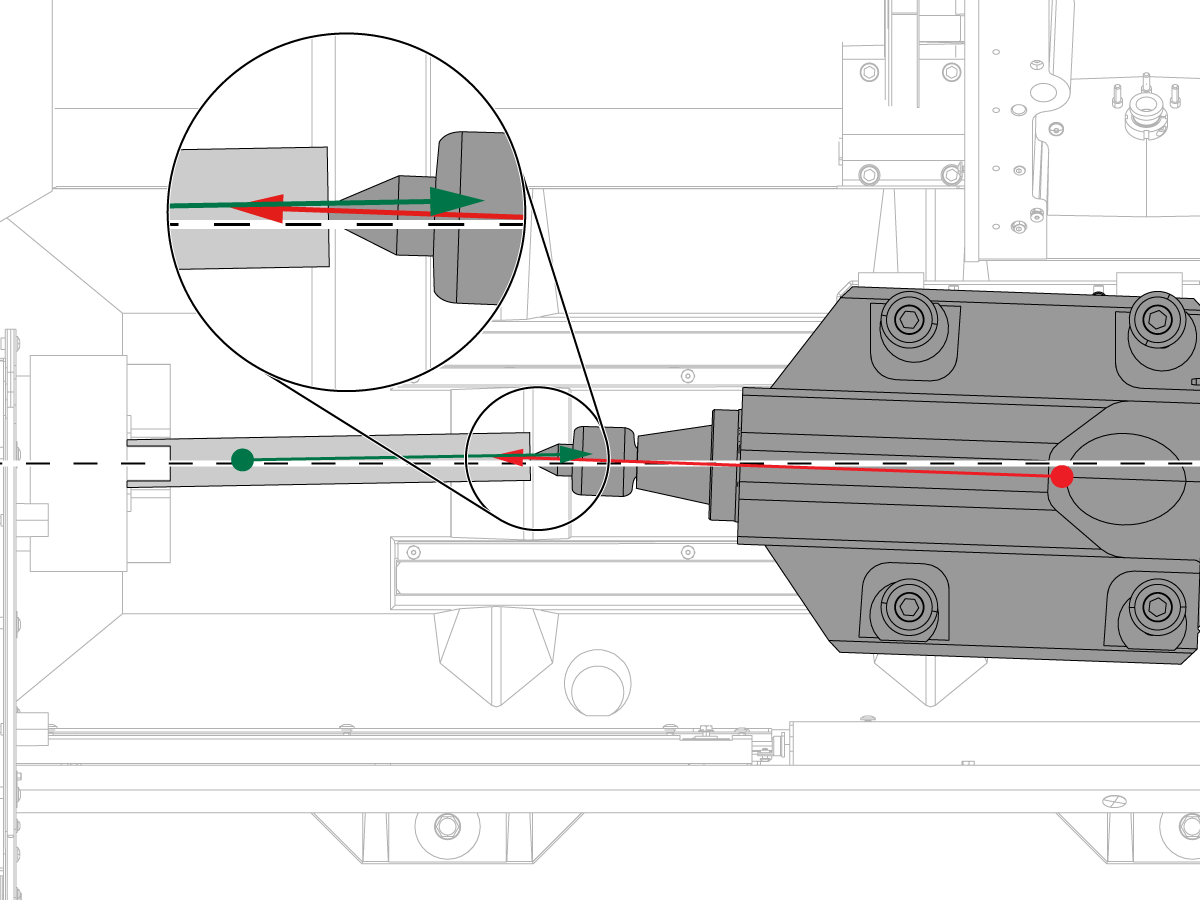
确保尾架与主轴的中心孔正确对齐。
纠正措施:
如果分压器在整个零件中保持一致,则可能需要增加尾架压力,以更牢固地握住零件。
如果分压不一致,尾架压力可能过高。降低压力,确保库存不会变形。
注意: 验证工具的"分机偏移量"为零。
有关详细信息,请观看此视频 尾座基础知识。

电磁阀接触时发热是正常的。
纠正措施:
使用伏特计检查液压动力装置 (HPU) 上的电磁阀处有无 120 VAC:
-I/O PCB - 故障排除指南(经典 Haas 控制器)
对 I/O PCB 进行故障排除。
如果电磁阀收到电压,但工作不正常,请清洁阀门:
参考此视频 如何清洁液压电磁阀

纠正措施:
检查编码器梳子条有无损坏、污染或对齐不当。
清洁并对齐编码器梳子条。
确保编码器读取头未受污染或损坏。光学传感器上的梳条摩擦可能会造成损坏。如果光学传感器表面被划伤或破裂,则需要更换编码器。
确保盖道和盖轨的方式未受到污染或损坏
纠正措施:
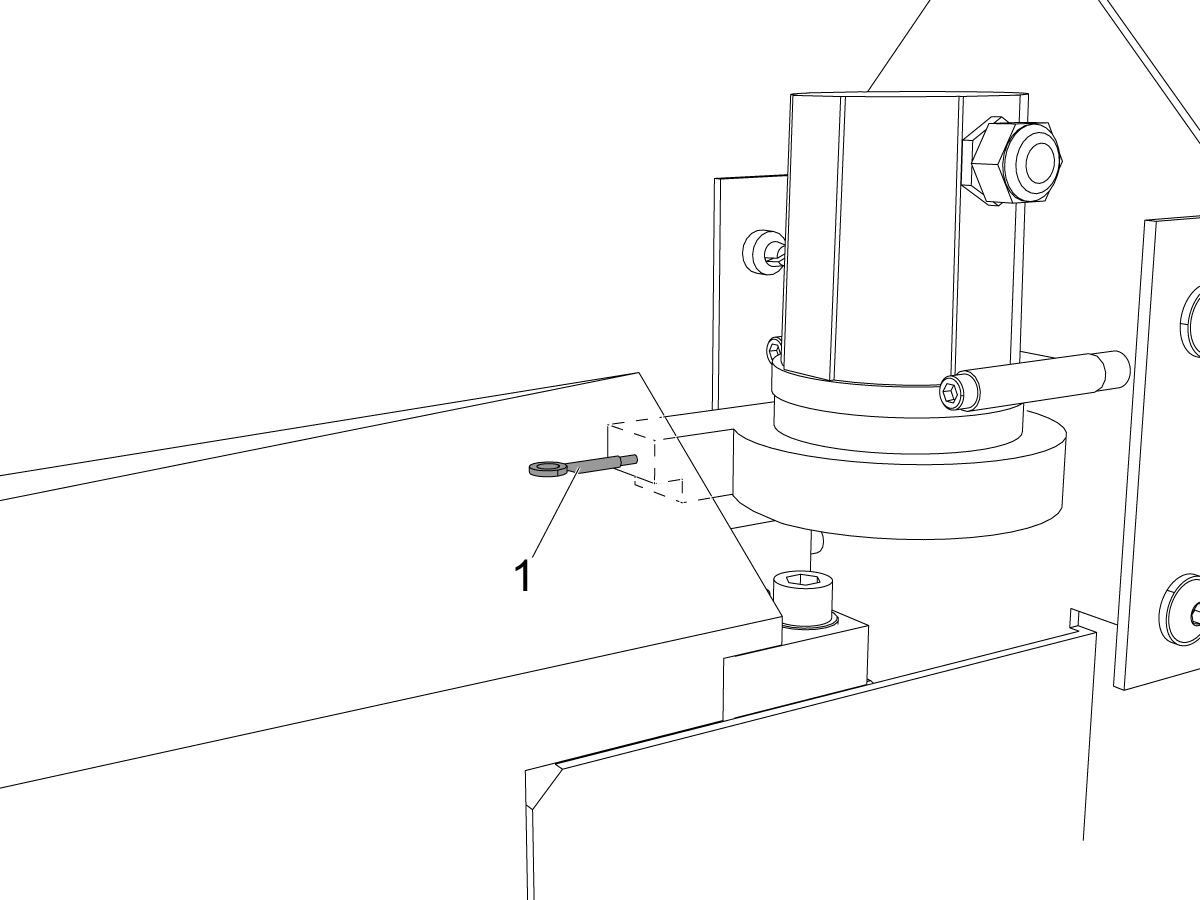
处理编码器时,切勿放弃字符串,使其在自身张力下缩回,可能会造成损坏。小心地拉出绳子,让它慢慢缩回。
确保字符串 [1] 可以自由进出编码器外壳。 确保编码器字符串在行驶过程中不随时被挤压或触摸封盖。拉上编码器字符串时,屏幕上的 B 轴位置应更改。如果位置显示没有变化,请检查 Z 轴后面的电缆 trey 中的编码器连接。
检查编码器串有无污染或损坏(割伤或磨损)。
检查编码器外壳有无损坏或污染迹象。

纠正措施:
清洁下部盖轨。
确保盖在导轨上平稳移动,并且不相互绑定。
纠正措施:
把尾座夹持点设置 107设为超出零件 0.25”厘米至 .5”厘米。尾座不应达到其保持位置,如已达到,会生成 警报 439 发现尾座没有任何零件。
确保所有柱形材料的长度相同。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





