

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0743
版本 A - 2025 年 8 月

此过程演示如何完成 H-5AX 双轭主轴头更换。
本文档适用于以下维修套件:
所需工具:
注意:与更换头一起装运的木支架将用于将原始头运回 Haas。
警告:在订购用于替换的主轴头之前,需要验证并仔细查看 H-5AX 双轭主轴头故障排除指南中正确的故障排除方法,并填写链接在下方的 H-5AX 服务申请表,这一点很重要。
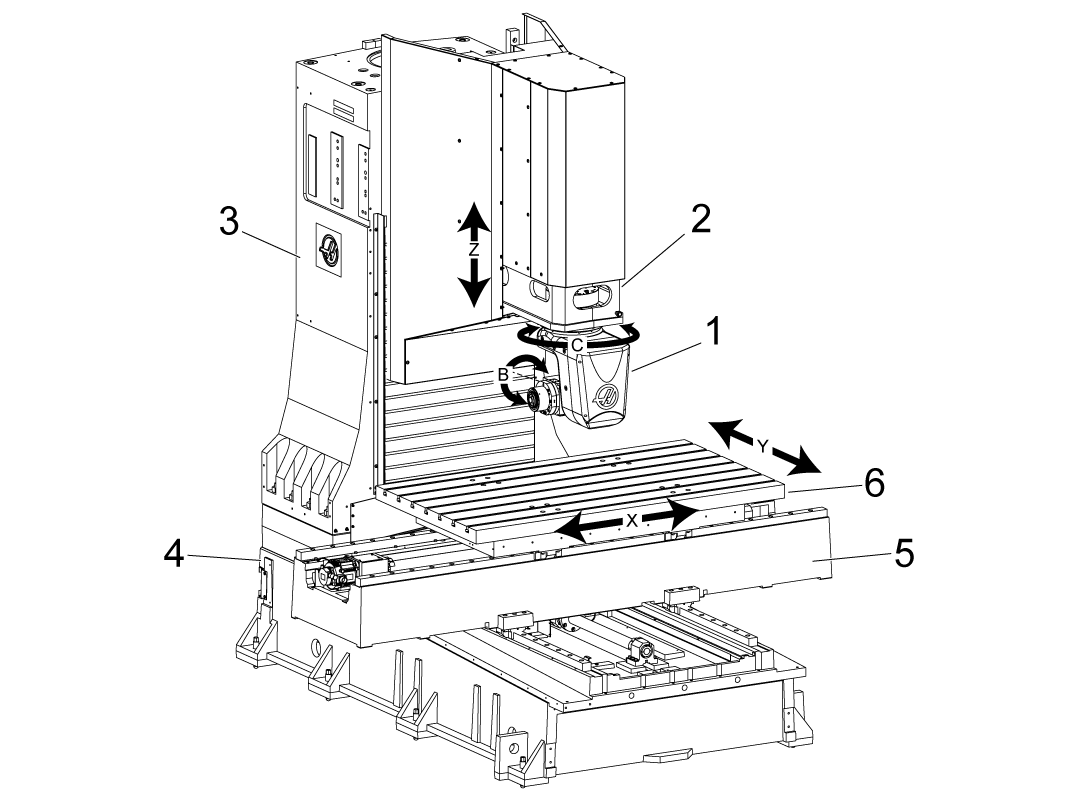
警告:不要使用主轴中的刀具使 B 轴或 C 轴回原点。

将 Z 轴点动到行程中间。
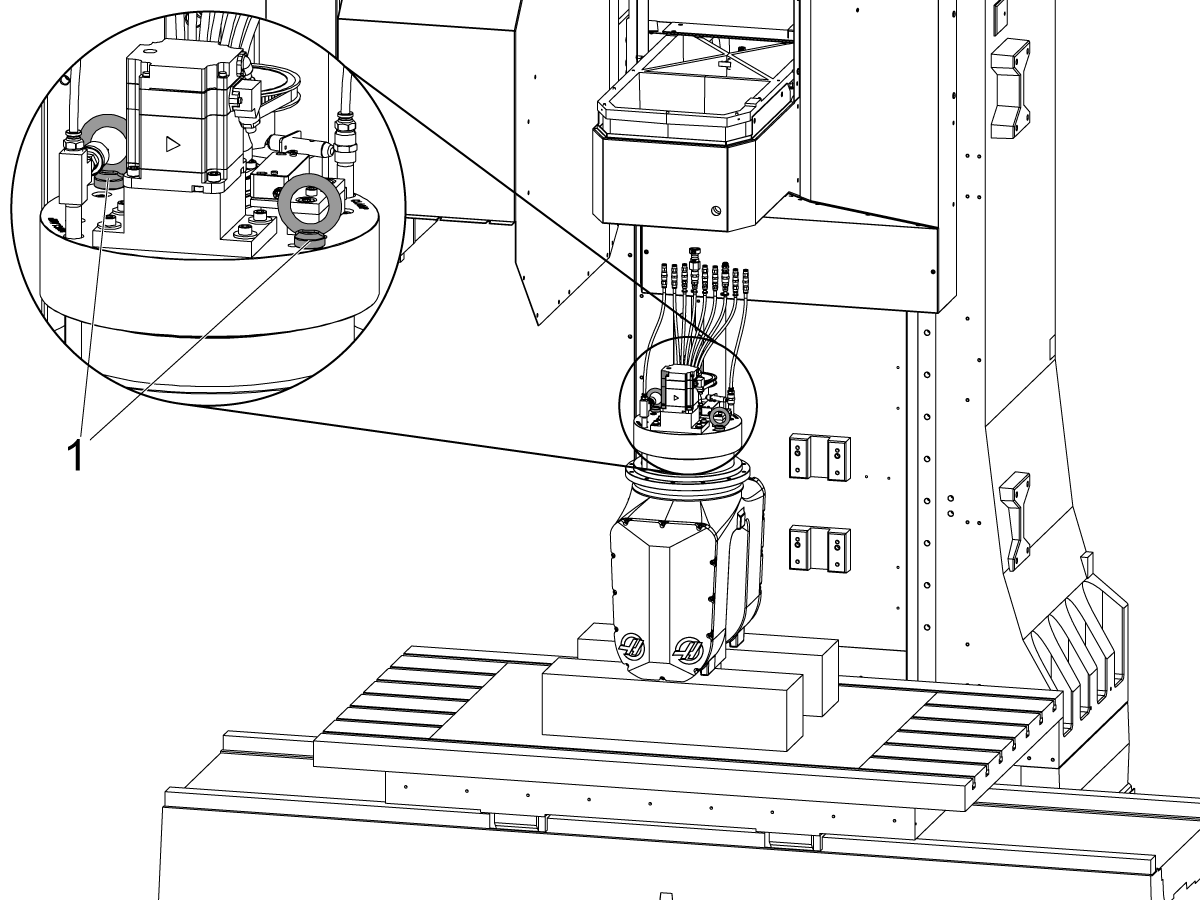
拆下钣金 [1] 以检修主轴头内的电缆连接。

将 B 轴和 C 轴设置为其原始位置。
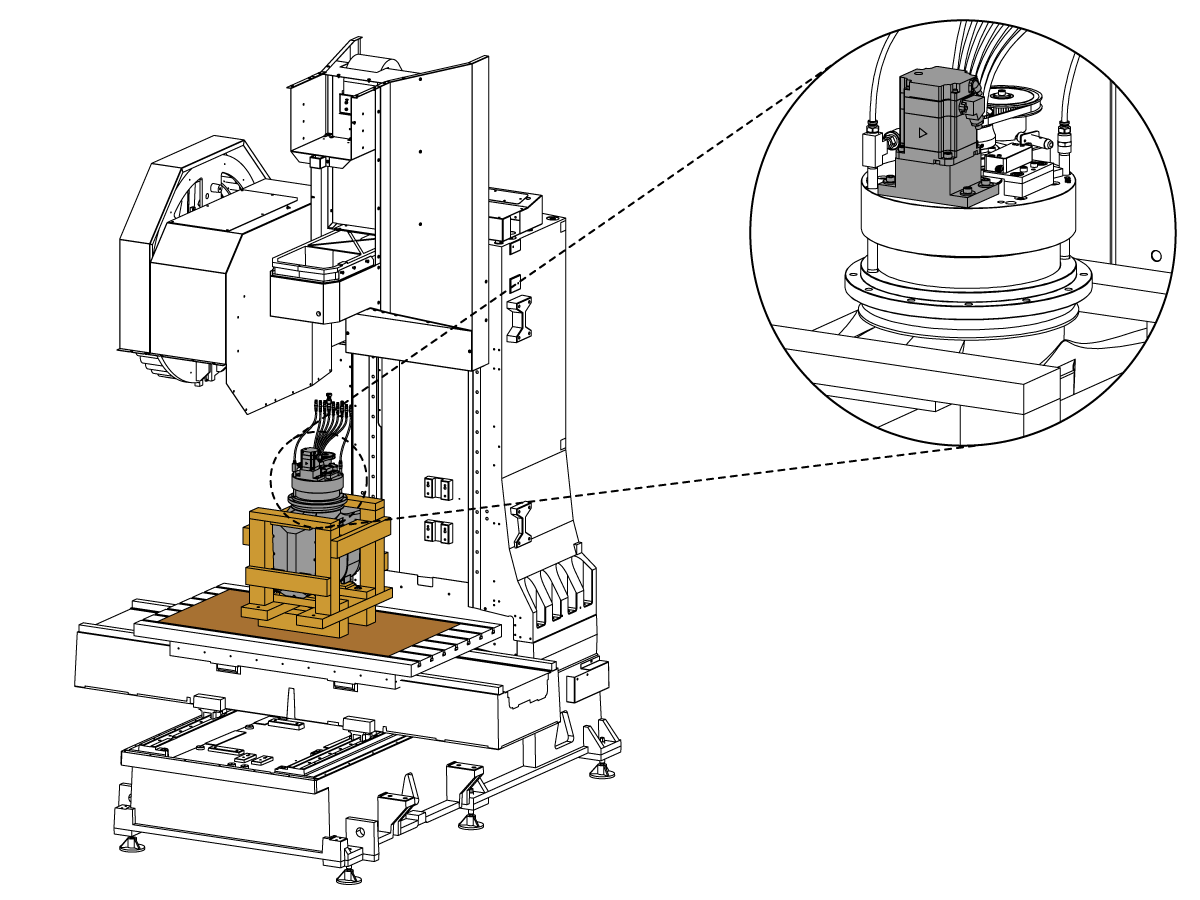
在 VR 台上放一块硬纸板[1] 或防护垫,避免在拆卸/安装过程中损坏台面。
放置木块 [2],高到足以握住主轴头,使主轴不接触工作台。将主轴头降低到块上。您将降低主轴头,直到主轴头受到完全支撑,这在 Z 轴负载达到 0-1% 时显示。
警告:使用的 木块需要相同大小。不匹配的块可能会损坏主轴头。
按[EMERGENCY STOP]。
注意:在更改之前 记下所有参数/设置值。新头就位后,需要重置它们。
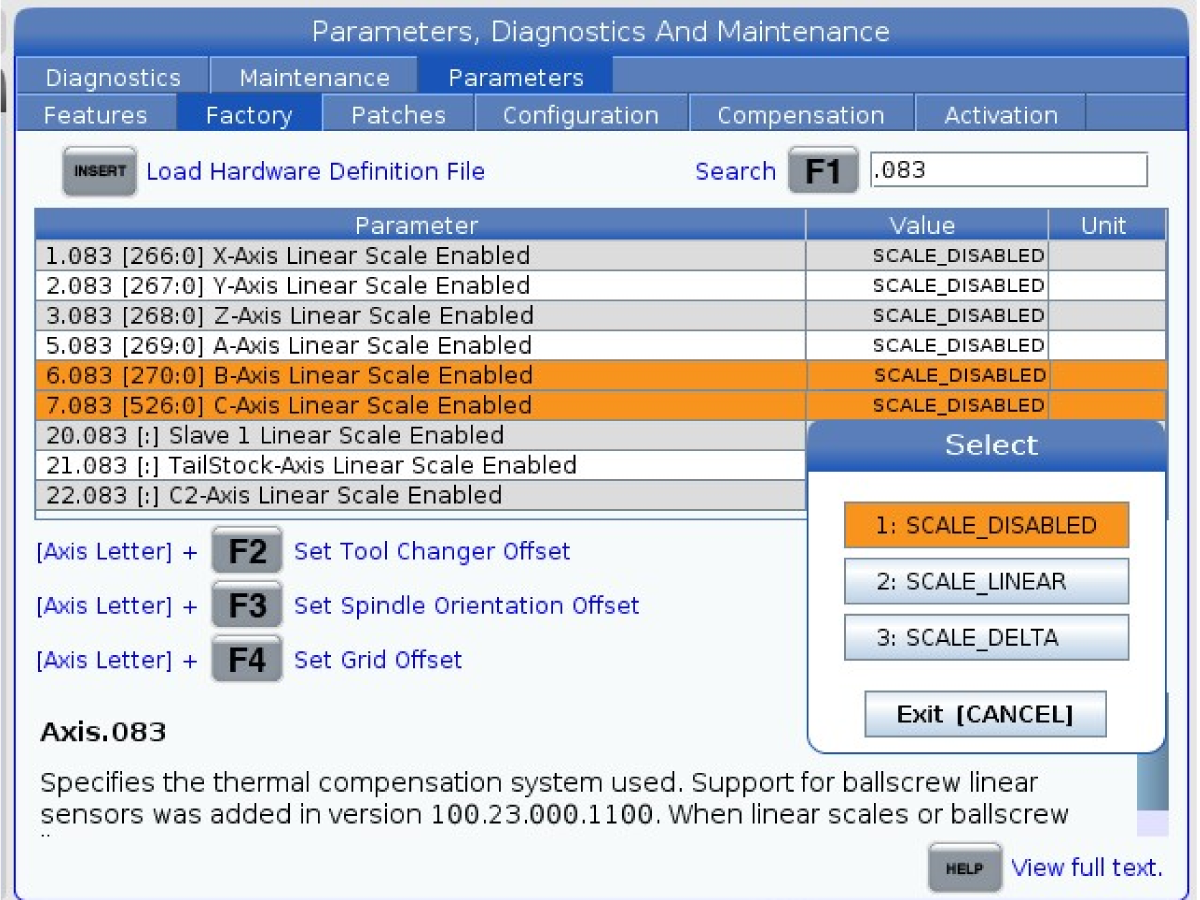
使用服务密钥在出厂设置中禁用 B 轴和 C 轴光栅尺。 设置参数 6.083 和 7.083。
开通机床电源。

使主轴受到完全支撑之后,卸下将主轴连接到主轴头铸件[1] 的安装螺栓。
在机床断电的情况下。
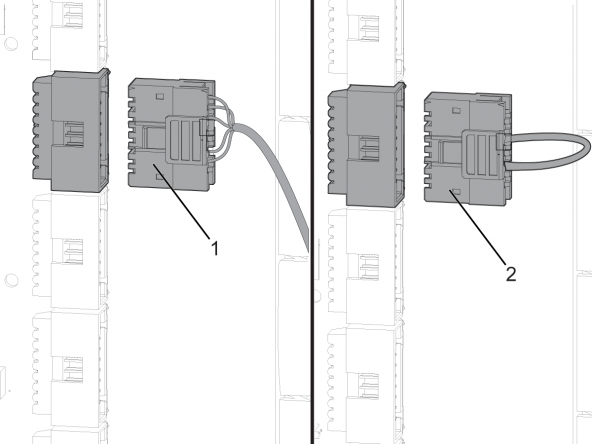
断开编码器电缆 [1] ,并在 NGC 主 PCB (P6) 上安装 T-0142 主轴跳线 [2]
。重新打开机床并将出厂设置 4.004 主轴禁用 从 False 更改为 True。
注意: 如果警报 4.9975 主轴过热在重启后出现,请检查 设置 4.004。如有需要,再次将设置 从 False 更改为 True。
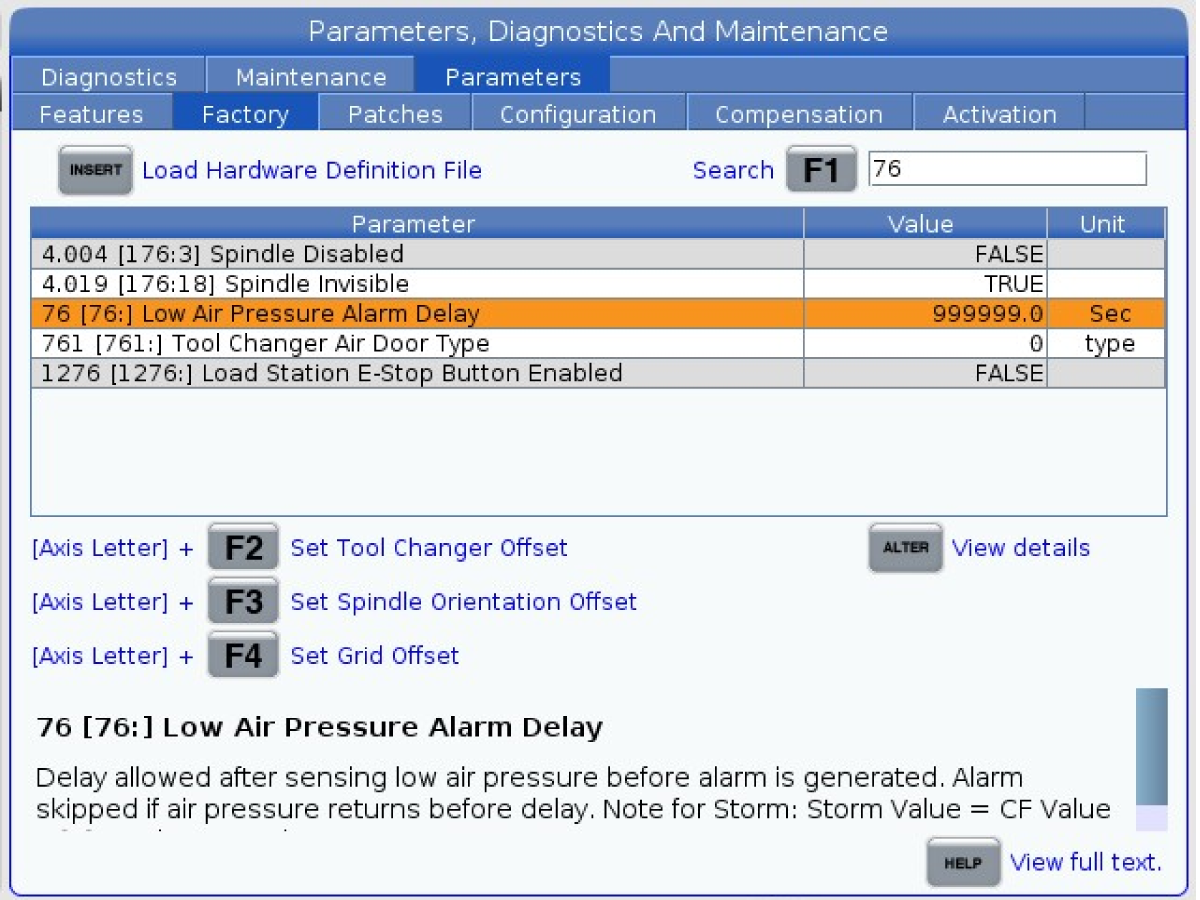
使用服务密钥将参数 76低气压警报延迟设置为999999。
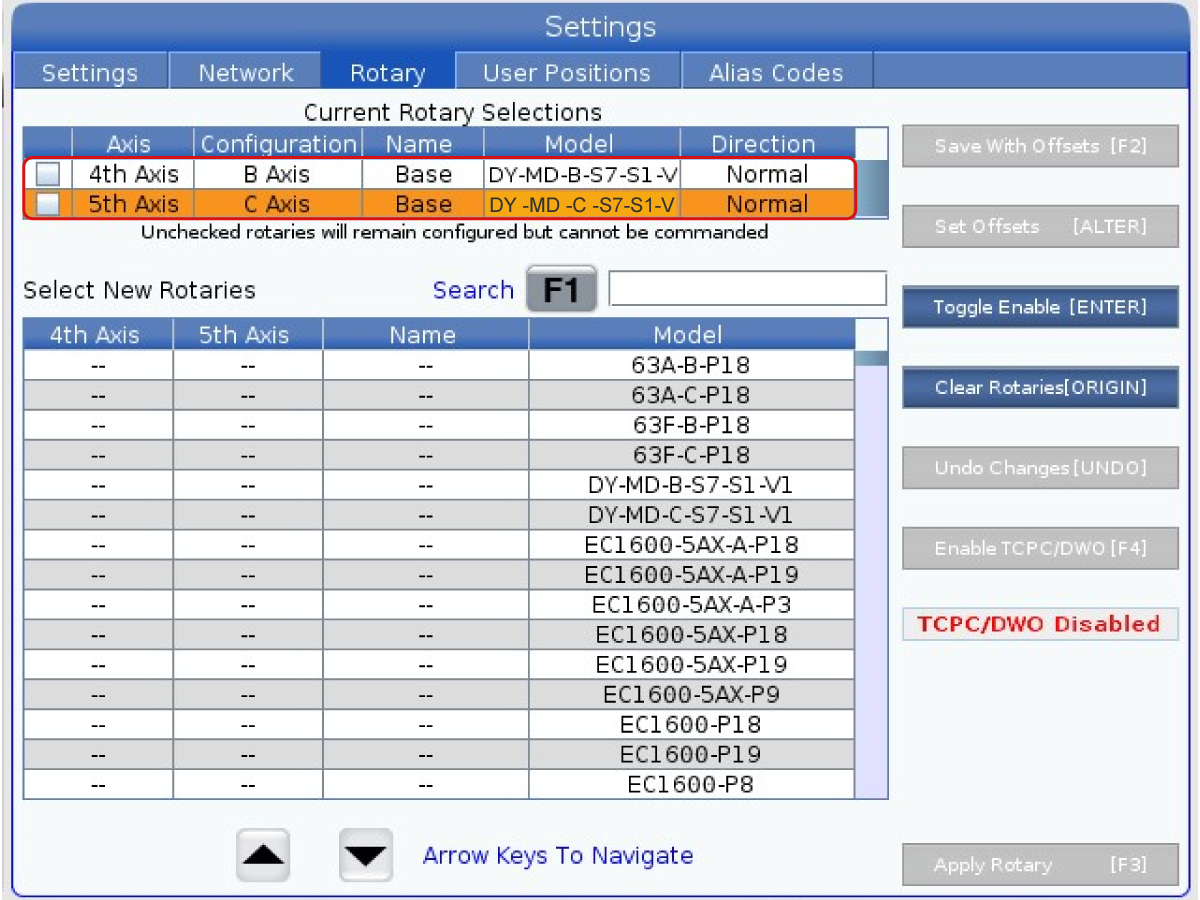
使用服务密钥取消选中“设置”中“转台”选项卡上的第 4 轴和第 5 轴。

关闭机床电源并关闭主断路器。
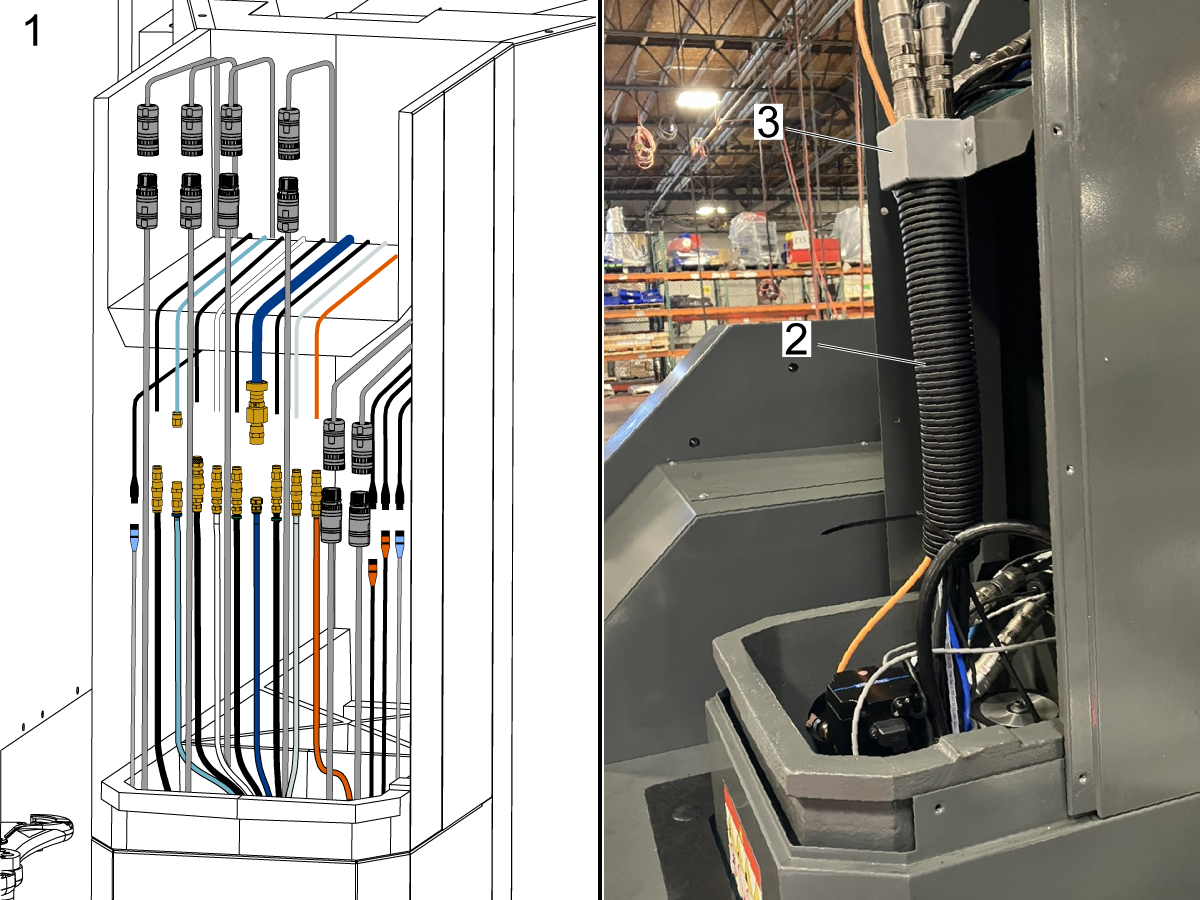
从电缆[1] 和电缆支架拆下 波纹管[2]。
记下软管和电缆连接。断开位于主轴头护罩内 [3]的所有软管和电缆。
注意:在较旧的机床上,某些电缆和软管连接会有所不同。
接通机床电源。
通过升高 Z 轴将主轴与主轴头铸件分离,确保铸件清除了更换主轴和当前主轴上的伺服电机。
按[EMERGENCY STOP]。
将 EYE BOLT 1/2-13 X 0.88 X 1.19 I.D. SHLDR [1] 安装到主轴头上。
拔下所有电线和软管后,使用适当的吊索和叉车将旧主轴头移出机床。
注意: H-5AX 头组件的近似
重量:双轭 H-5AX 头 HSK A63 20K = 405 磅(184 千克)
注意: 检查 Z 轴和 C 轴配合表面上是否有任何剩余的垫片。 记下垫片量和位置。
清洁并打磨主轴头配合表面。
将新主轴头置于与拆下的主轴头相同的位置。
确保主轴铸件上的凸台面向机床右侧,并且伺服电动机朝向主轴头铸件的前部,否则归位顺序可能会在以后的线路上出现问题。

纠正存在的任何警报,并将主轴头铸件向下朝新主轴点动。
注意: 设置 53需要打开不带回原点的 点动才能执行此操作。 请勿使主轴头回原点。
小心地向下点动 Z 轴,确保主轴是直的,以避免主轴 [1] i楔入主轴头孔中。
用螺栓将板固定到铸件上。
注意: 如果损坏,请更换安装螺栓。
将 Z 轴点动至行程顶部,从支架上拆下双轭头。
从工作台上拆下支架。
关闭机床电源并关闭主开关。
连接所有软管和电缆[1]。整齐地整理软管和电线。
在电缆 [2] 和电缆支架 [3]
上安装波纹管。
参照下表将主轴头的软管连接到 CALM 机柜的软管。
主轴头的聚乙烯 (PE) 软管[1, 2, 8, 9]有推入式连接件。
主轴头的聚氨酯 (PU) 软管
有压缩接头。 [3, 4, 5, 6, 7]注意: TRP 软管 [7]使用 3/8F NPT 1/4M 压缩接头 连接到 3/8 黑色软管[10]。
| Haas 双轭(2025 年 5 月 9 日之前) | ||||||
| 主轴头软管颜色 | 主轴头软管材料 | 扎带 | CALM 软管颜色 | CALM 软管材料 | 扎带 | |
| 夹紧 B 轴 | 不透明 [2] | PE | 无 | 不透明 | PE | 无 |
| 松开 B 轴 | 蓝色 [8] | PE | 无 | 蓝色 | PE | 无 |
| 夹紧 C 轴 | 黑色 [9] | PE | 无 | 黑 | PE | 无 |
| 松开 C 轴 | 橙色 [1] | PE | 无 | 橙 | PE | 无 |
| TRP | 黑色 [7] | PU | 黑 | 黑 | PU | 黑 |
| 锥度压力 | 透明 [6] | PU | 无 | 透明 | PU | 无 |
| 电主轴冷却液 | 黑色 [3] | PU | 绿色 | 不透明 | PE | 绿色 |
| 电主轴冷却液 | 黑色 [5] | PU | 绿色 | 不透明 | PE | 绿色 |
| 喷涌冷却液 | 蓝色 [4] | PU | 蓝色 | 蓝色 | PU 内编织软管 | 蓝色 |
---Hose-connections.png)
| Haas 带冷却装置的双轭((2025 年 5 月 9 日之后旋转 90°) | ||||||
| 主轴头软管颜色 | 主轴头软管材料 | 扎带 | CALM 软管颜色 | CALM 软管材料 | 扎带 | |
| 夹紧 B 轴 | 不透明 [2] | PE | 无 | 不透明 | PE | 无 |
| 松开 B 轴 | 蓝色 [8] | PE | 无 | 蓝色 | PE | 无 |
| 夹紧 C 轴 | 黑色 [9] | PE | 无 | 黑 | PE | 无 |
| 松开 C 轴 | 橙色 [1] | PE | 无 | 橙 | PE | 无 |
| TRP | 黑色 [7] | PU | 黑 | 黑 | PU | 黑 |
| 锥度压力 | 透明 [6] | PU | 无 | 透明 | PU | 无 |
| 电主轴冷却液 | 黑色 [3] | PU | 绿色 | 不透明 | PE | 绿色 |
| 电主轴冷却液 | 黑色 [5] | PU | 绿色 | 不透明 | PE | 绿色 |
| 喷涌冷却液 | 黑色[4] | PU | 蓝色 | 蓝色 | PU 内编织软管 | 蓝色 |

验证 B 轴和 C 轴制动电磁阀空气管道与 CALM 机柜原理图匹配。
从 NGC 主 PCB 上拆下 T-0142 主轴跳线[2] ,将主轴编码器电缆插回原位[1] 。
打开机床电源并将出厂设置 4.004 主轴禁用从 True 重置为 False。
将参数 76 低气压警报延迟从 999999 重置为 30。
将 4.263 从 True 设置为 False。
重启机床电源。
将 Z 轴点动到行程顶部。
安装任何已拆下[1] 的钣金。
将为拆卸主轴头而更改的所有参数和设置重置为其原始值。
注意: 参数 4.263 主轴通道已禁用 可能还需要保留回False。如果参数 4.263 已更改,则需要重启机床电源。
如果需要,请按照 H-5AX 双轭主轴头 - 故障排除指南上的步骤 清除任何剩余的警报。验证以下参数/设置:
注意: 如果机床上的值与下面列出的值不匹配,请更改参数/设置。
6.272 B 轴辅助编码器类型 = 0
7.272 C 轴辅助编码器类型 = 4
6.083 B 轴光栅尺已启用 = 已启用_线性
7.083 C 轴光栅尺已启用= 已启用_线性
4.004 主轴已禁用 = False
4.116 主轴编码器类型 = 0
6.129 B 轴辅助编码器通道= 12
7.129 C 轴辅助编码器通道 = 13
76低 气压警报延迟 = 30.0
4.263 主轴通道已禁用 = False
注意:如果更改了 4.263,则机床需要重启电源。
验证所有轴运动和负载。
警告: 请勿上电重启机床或命令换刀,因为换刀装置臂未与主轴对齐,并且尚未为双轭组件设置 Z 轴换刀位置。
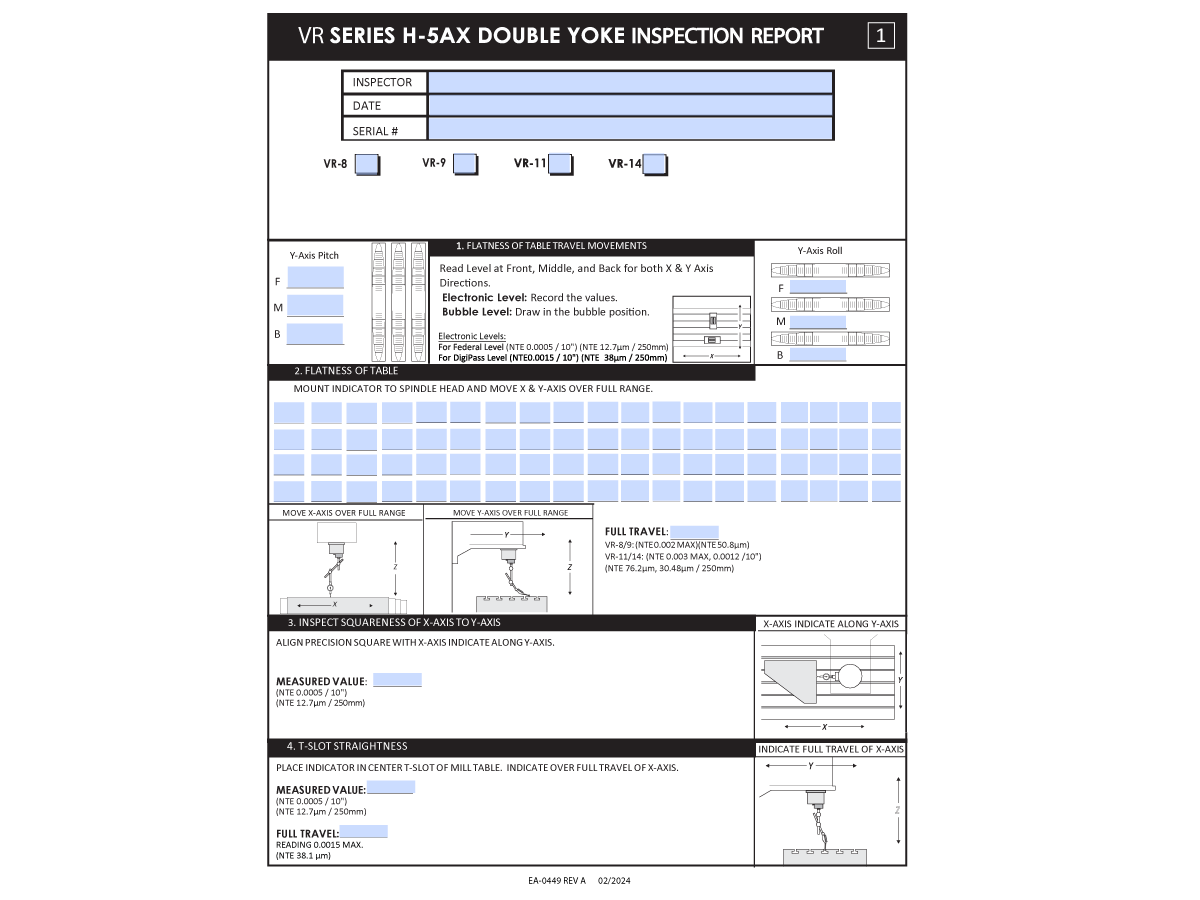
完成 HBC 上的 校准检查报告和清单 文件夹中的最新检查报告。
注意: 只有 Haas Service 技术人员才能使用此网站。
有关如何执行 5AX 检查报告检查的更多详细信息,请参阅 H-5AX 双轭主轴头 - 几何指南 。
注意:在设置 B 轴和 C 轴换刀装置偏置之前, 请完成检查报告的机床几何形状部分和 C 轴与 Z 轴平行检查。设置换刀装置偏置后,完成检查报告上的剩余检查。
完成检查报告的其余部分。
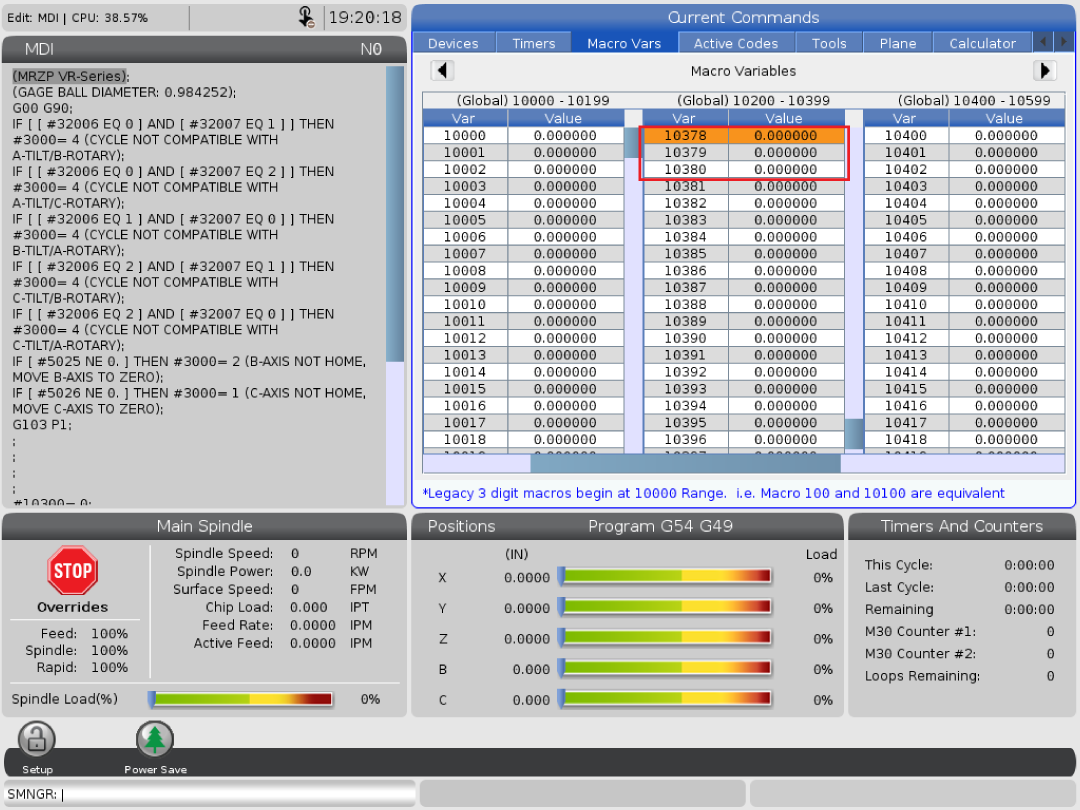
注意:MRZP 将在校准探针并计算后期程序中的补偿后完成。
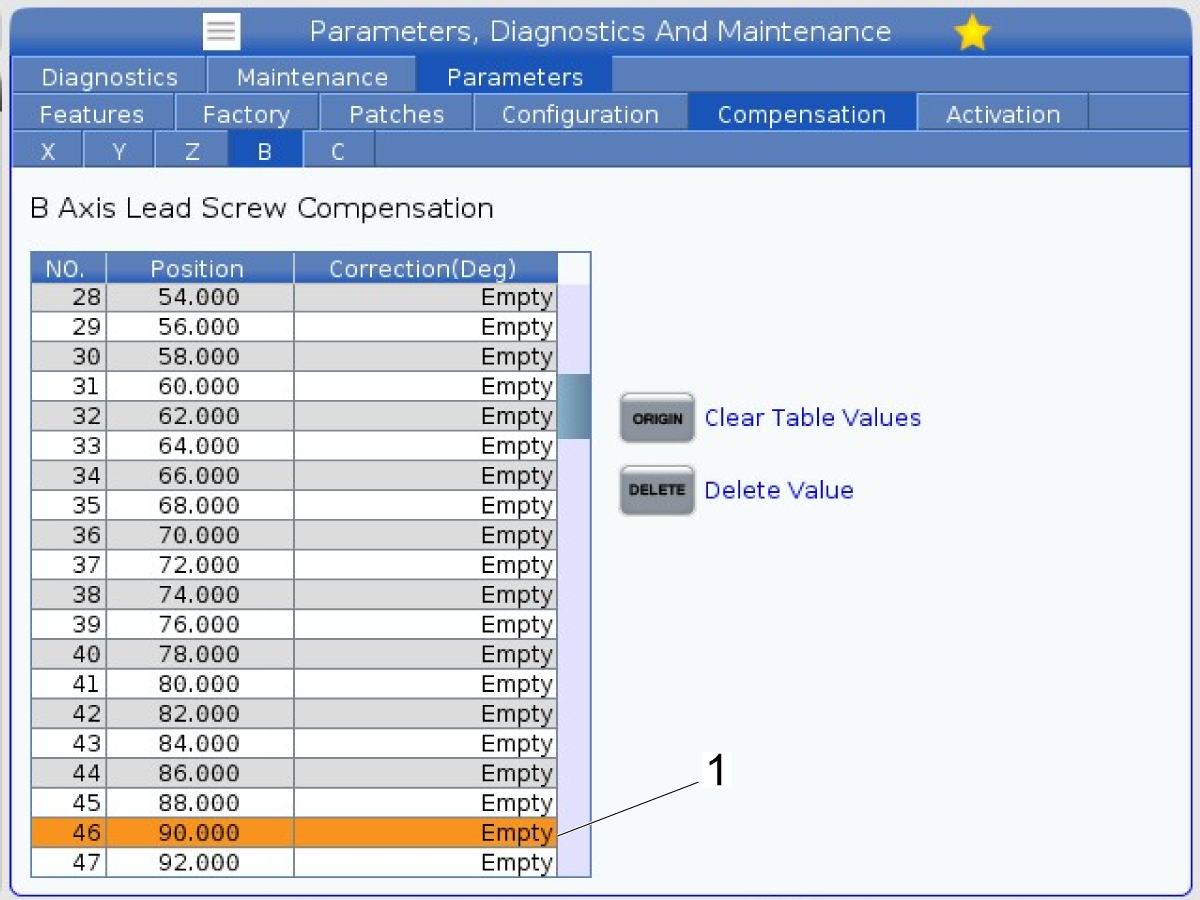
通过执行 H-5AX - VR 双轭 - HDC - B/C 轴补偿程序中的步骤,计算 B=+90、B=-90、C=+90、C=+180 和 C=-90 的补偿值。
填充补偿值后,请备份并将其附加到机床历史记录中。

---installation/COMPLETE-PROBE-CALIBRATION.png)
按照 WIPS - 探针校准- NGC 程序中的步骤来校准探针。
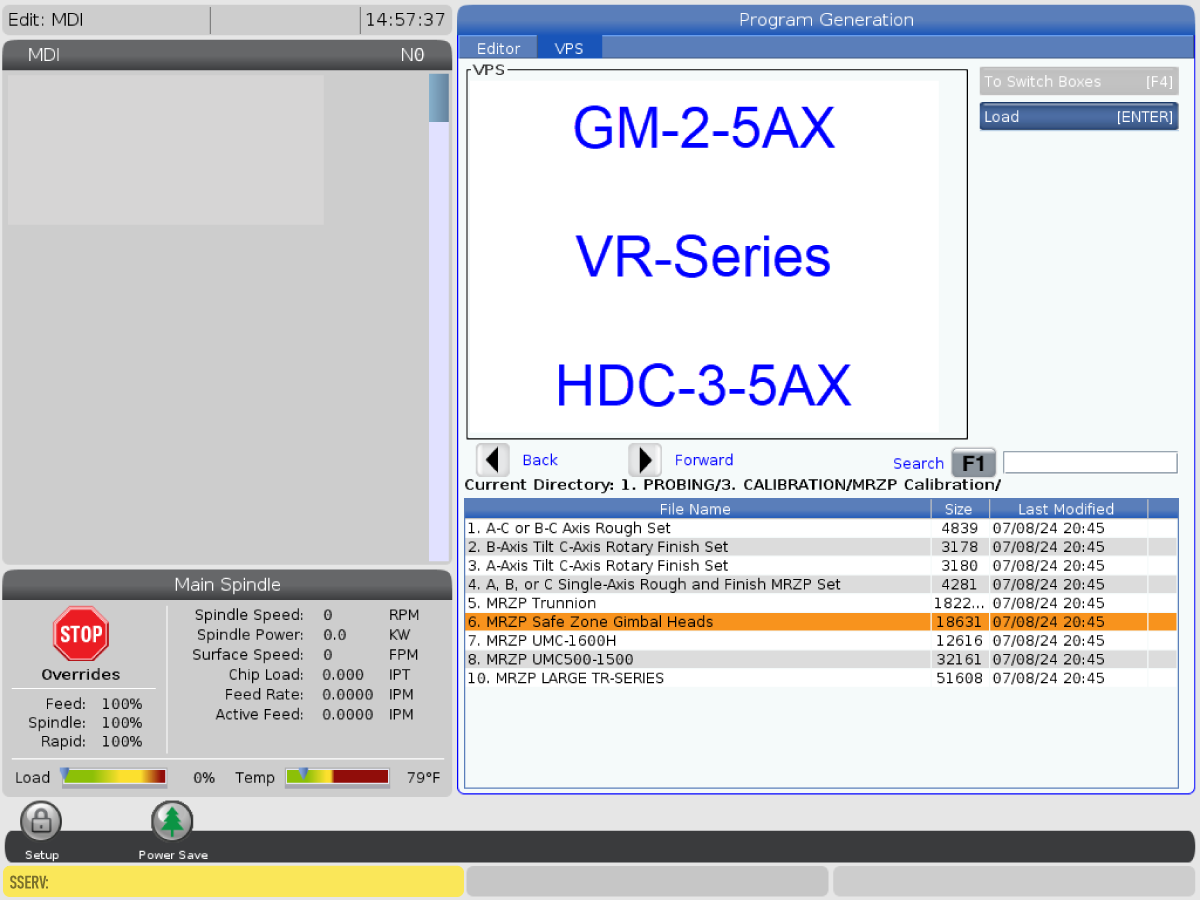
按照 MRZP 校准程序中的步骤设置 MRZP。
按照安全区校准程序中的步骤设置安全区。
完成 H-5AX 测试切割程序。
根据需要调整MRZP 值。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





