立式加工中心
立式加工中心
 多轴解决方案
多轴解决方案
 车削中心
车削中心
 卧式加工中心
卧式加工中心
 转台和分度器
转台和分度器
 自动化系统
自动化系统
 桌面机床
桌面机床
 车间设备
车间设备
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0772
版本 A - 2025 年 5 月

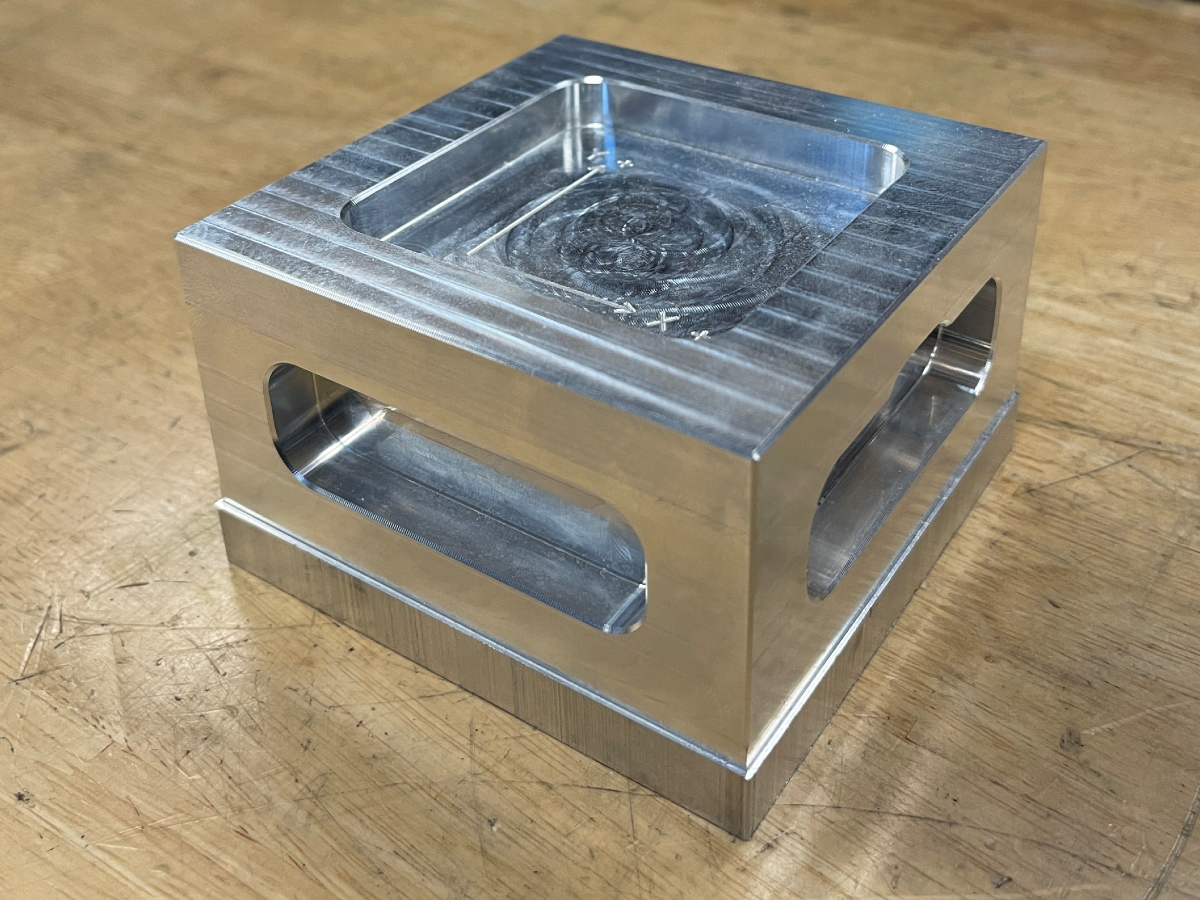
设置 G54 偏置:
如图示,将虎钳用螺栓固定至工作台中央。
G54 X 零是棒料中心。
G54 Y 零是棒料中心。
G54 Z 零为棒料顶部以下 0.02 英寸处。
G54 B 零为 B0。机床位置
G54 C 零为 C0。机床位置
机床预热:
注意: 在切割测试切割零件之前,必须先对机床进行预热。
重要须知: 运行测试切割程序时设置 Z 轴偏置,以避开零件。
注意:在运行预热程序后 ,探测刀具长度偏置。
| 93-3792 - HSK63A MRZP 测试切割套件 (英制) | ||
| 零件编号 | 数量 | 说明 |
| 99-01-0159 | 1 | 45 度小倒角铣床 |
| 99-02-0505 | 1 | 小型倒角磨刀片 |
| 99-03-0573 | 2 | ½”立铣刀,3 刃,0.03" 半径 |
| 99-03-2088 | 2 | 1/8”球形立铣刀 |
| 99-04-0218 | 1 | ER-16 筒夹 4 |
| 99-04-0250 | 1 | ER-32 筒夹 13 |
| 99-04-0261 | 1 | HSK63A ER32-100 |
| 99-04-0262 | 1 | HSK63A ER16-160 |
| 99-04-0819 | 1 | HSK63A EM 0.75 - 3.15 |
| 99-05-0004 | 1 | 5" 手动自定心台虎钳 |
| 99-05-0090 | 1 | 适用于 5" 自定心台虎钳的 Haas 垫高块 |
| N/A | 1 | 套件中不包含- 英制零件加工程序 - 6061 铝制 4 英寸x 4 英寸棒料切成 2.5 英寸 |
| 93-5026 - HSK63A MRZP 测试切割套件(公制) | ||
| 零件编号 | 数量 | 说明 |
| 99-01-0526 | 1 | CM 20MM DIA X 110MM LONG, 45DEG 1FL |
| 99-02-0505 | 1 | HAAS 品牌 - 倒角铣床刀片 |
| 99-03-1942 | 2 | HB 12MM 3FL SHP ALUM EM .8MM RAD CB+DLC |
| 99-03-3241 | 2 | HB BNEM 2FL 3MM 柄 (R.8) 6.81 LOC |
| 99-04-0240 | 1 | HAAS 品牌 - ER32-3 MM 筒夹 |
| 99-04-0249 | 1 | HAAS 品牌 - ER32-12 MM 筒夹 |
| 99-04-0257 | 1 | HAAS 品牌 - ER32-20 MM 筒夹 |
| 99-04-0261 | 3 | HAAS 品牌 HSK63A ER32-100MM TSC |
| 99-04-0274 | 3 | HB HSK63A 冷却液传输管 1 件 |
| 99-05-0004 | 1 | HAAS 品牌 - 5" 自定心台虎钳 |
| 99-05-0090 | 1 | HAAS 品牌 - 5" 自定心台虎钳垫高块 |
| 99-06-0407 | 1 | HB HSK63A 冷却液输送管扳手 |
| N/A | 1 | 套件中不包含- 公制零件加工程序 - 6061 铝制 100mm x 100mm 棒料切割为 65mm |

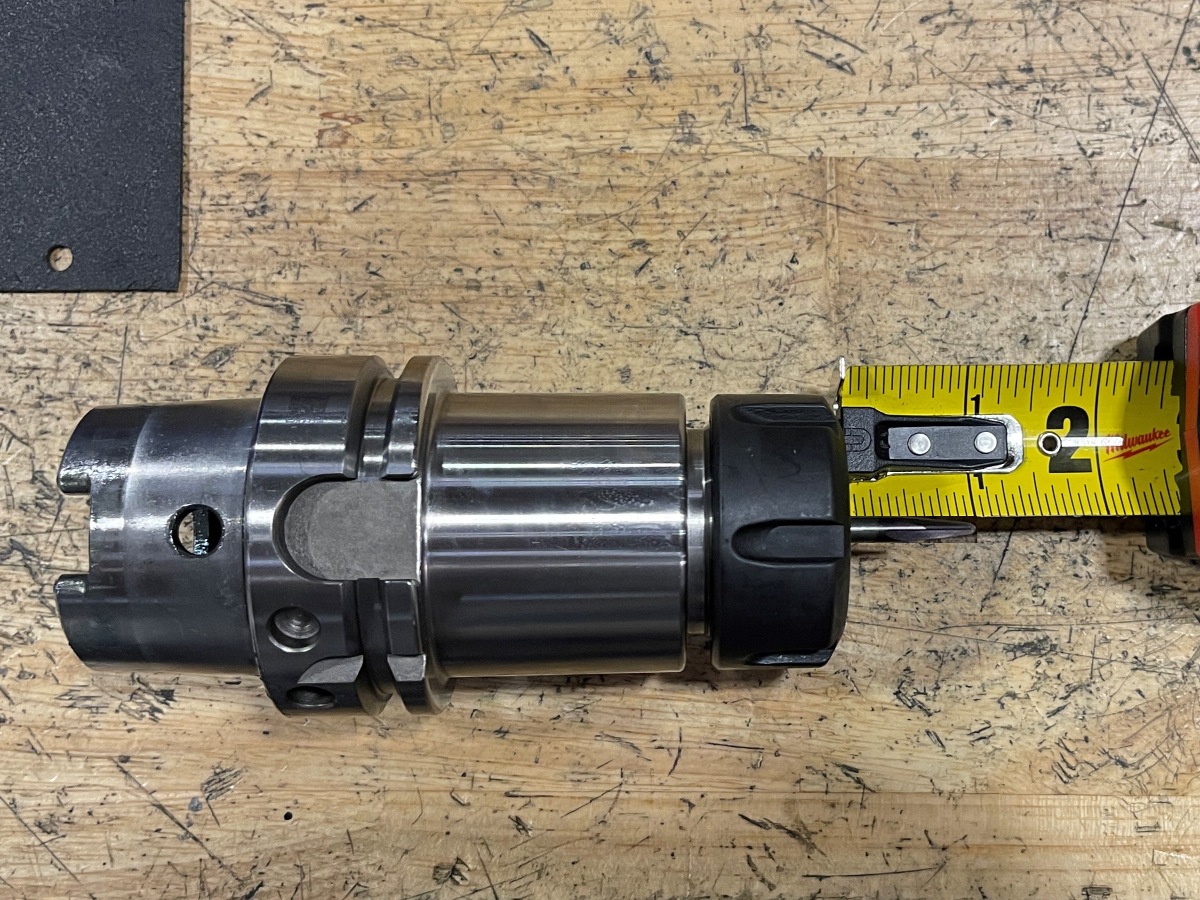
刀具编号 1:
刀具类型:0.5”立铣刀,3 刃,0.030" 半径
刀架类型:ER 筒夹
RPM:10,000
刃 数:3
最小工作长度:1.9"
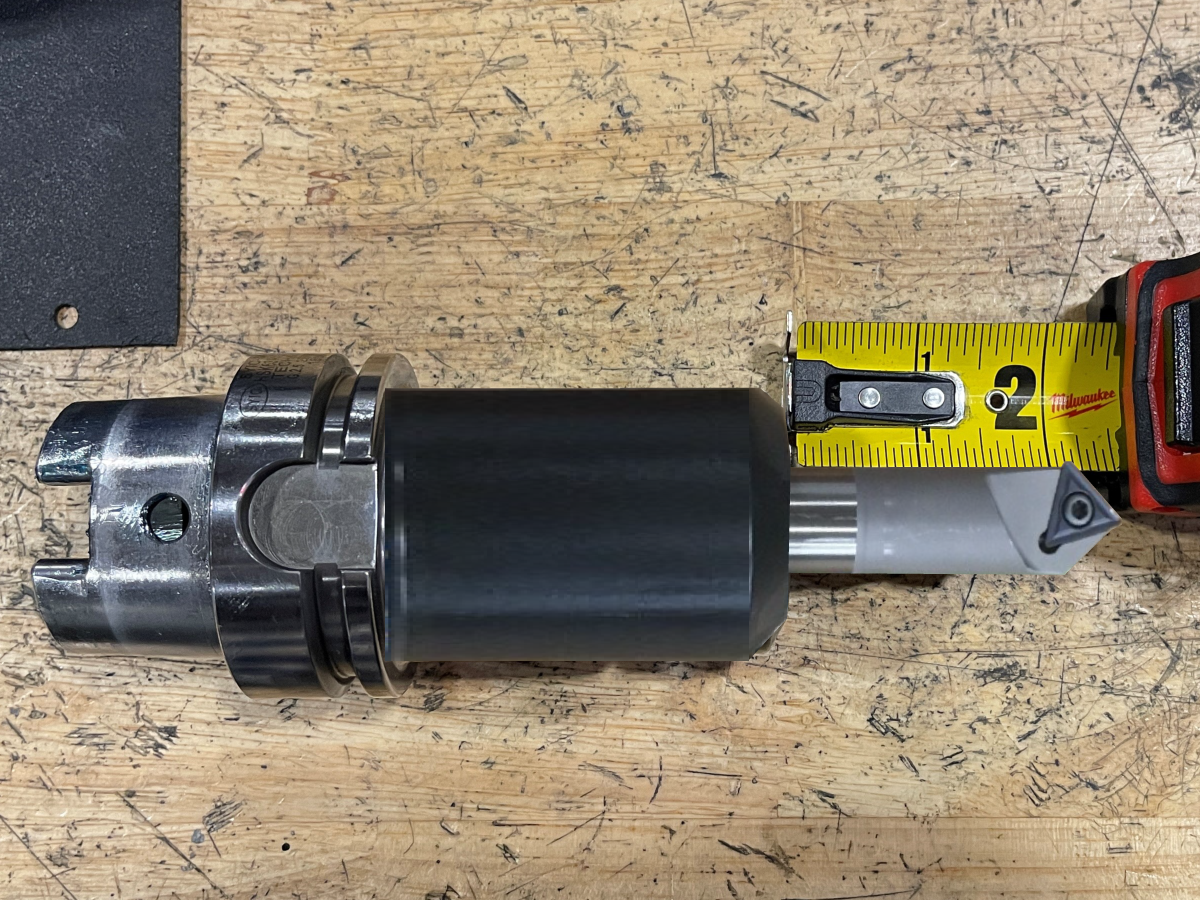
刀具编号 2:
刀具类型:0.75”倒角刀具
刀架类型:Weldon
RPM:10,000
刃数:1
最小工作长度: 2.75"
刀具编号 3:
刀具类型:0.125”雕刻刀具
刀架类型:ER 筒夹
RPM:10,000
刃数:2
最小工作长度: 1.0"

使用立铣床刀的侧面测量外部方形切口。这应测量为 3.95” +/- .001"(沿 X 轴和 Y 轴)。
如果测量不正确,请检查以确保您使用的立铣床刀尺寸正确,并进行球杆测试以确保 X 轴与 Y 轴的比率正确。
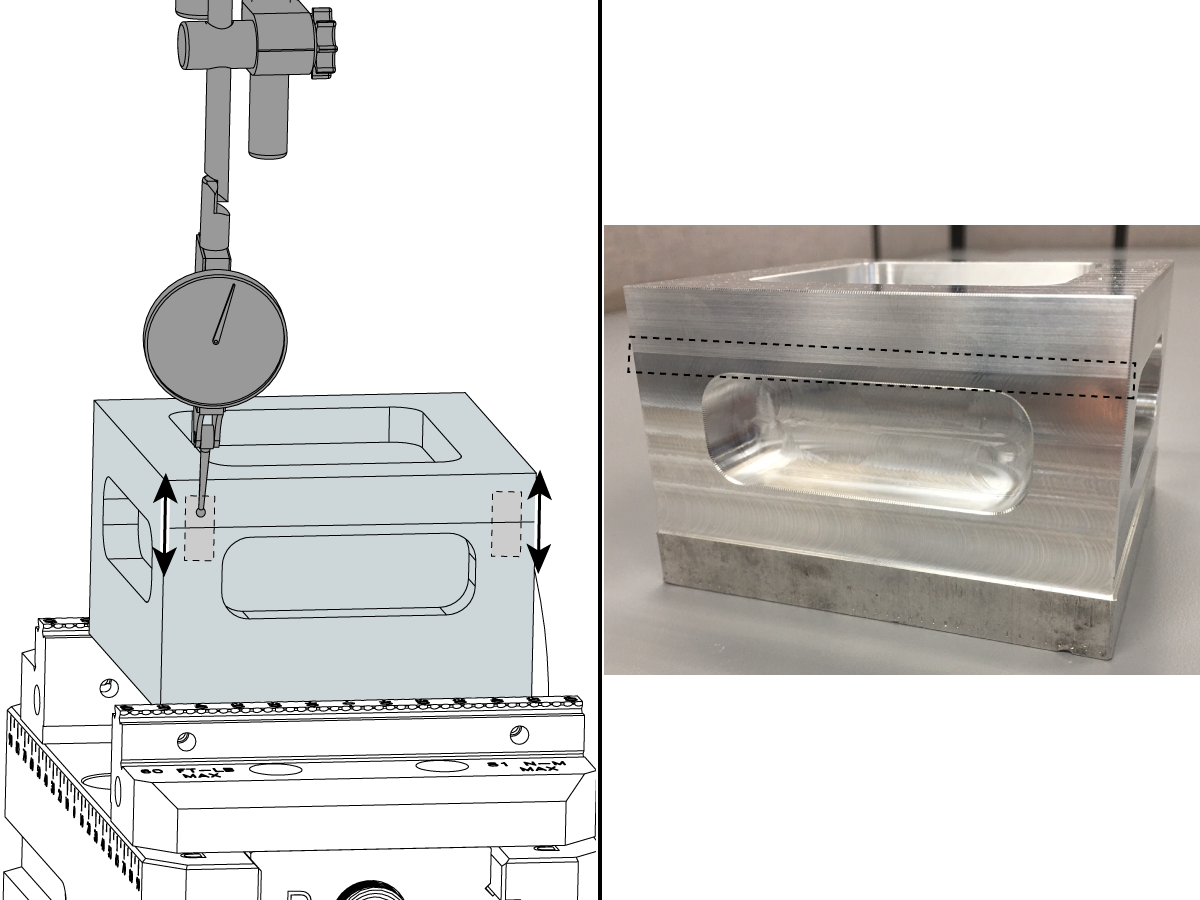
将零件放在台虎钳中,使用指示器测量两个刀具路径之间的步长。
测量袋两侧的步长。
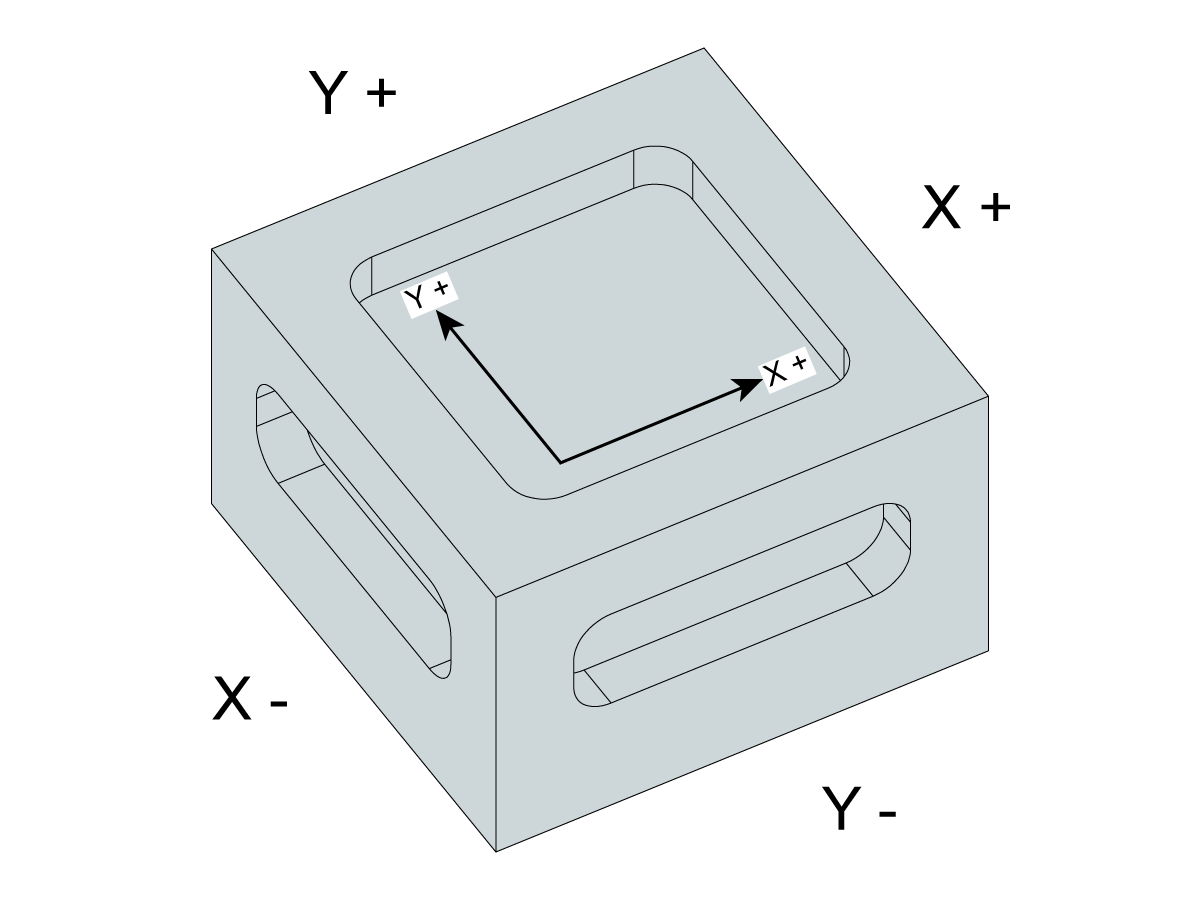
在零件的所有四个侧面测量这两个位置,并使用 Y+ 和 X+ 箭头记录以下测量值。
如测量上表面到下表面的外部步长,请记录正值。如测量上表面到下表面的内部步长,请记录负值。
注意:此步长应小于 0.001”。
| 左侧距离 | 右侧距离 | |
| X+ | ||
| X- | ||
| Y+ | ||
| Y- |
调整设置 300 MRZP X OFFSET MASTER,直到 X+ 和 X- 结果匹配。
调整设置 301 MRZP Y OFFSET MASTER,直到 Y+ 和 Y- 结果匹配。
调整这些设置,直到零件上的所有四个侧面具有相同的步骤。此时,该步长不需要为 +/- .001",只需在所有四侧都相同。接下来的两次调整将更改此步长值。
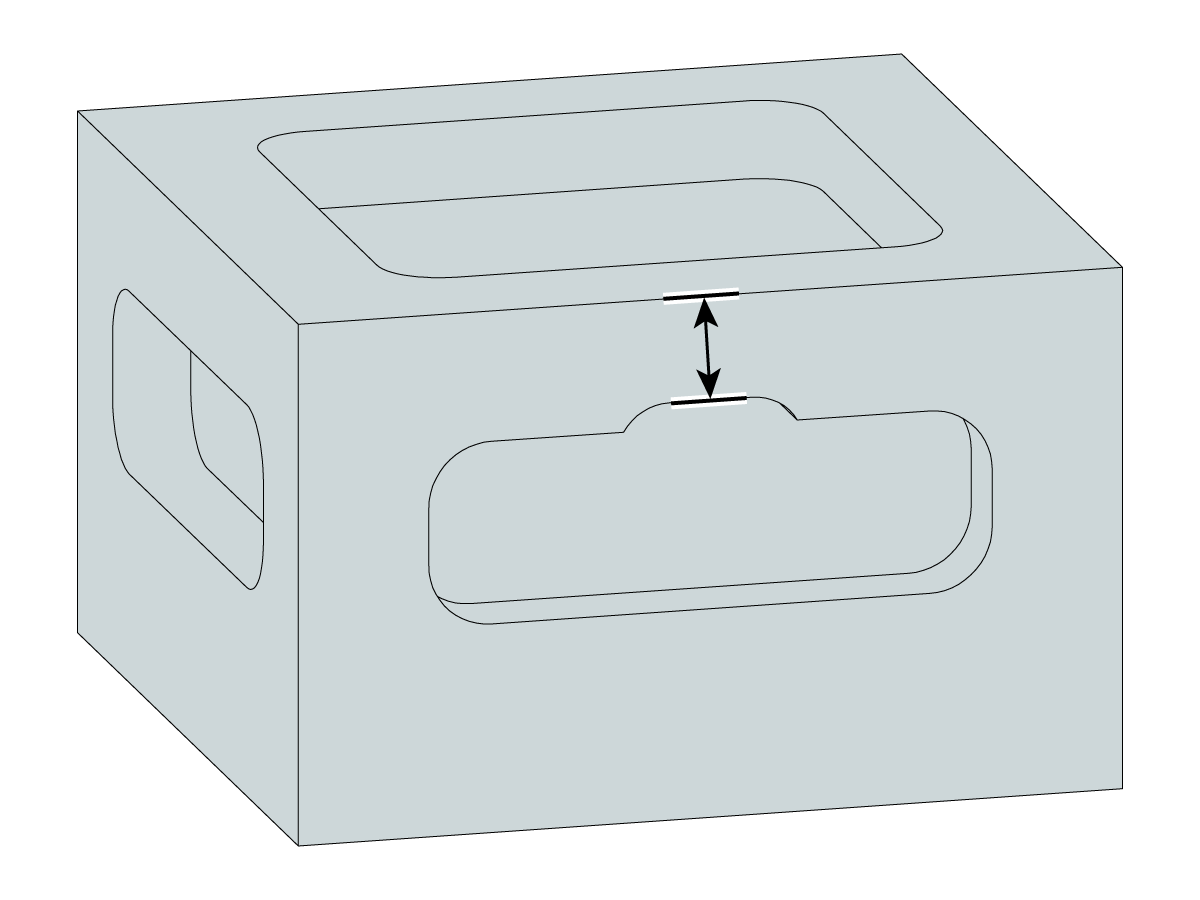
用千分尺测量顶部端面和型腔之间的距离。记录零件两个侧面的测量值。
该距离应为 0.500” +/- .002”
调整设置 303 MRZP X AXIS SLAVE。
调整此设置,直到 X+ 和 X- 侧测量值相同。它们不需要是 0.500"。他们只需要是一样的。下一次调整将更改两侧的测量值。
注意:调整设置 303 也将更改这两个切口的深度。
| 距离 | |
| X+ | |
| X- |

用千分尺测量顶部端面和型腔之间的距离。在型腔的左侧和右侧两个位置进行测量。记录零件所有四个侧面的测量值。
该距离应为 0.625” +/- .002”
如果所有四侧具有相同的误差,请调整设置 305 MRZP Z AXIS SLAVE,直到所有四侧为 0.625" +/- .002"
此调整还将更改步骤 #2 和步骤 #3 中的测量值
| 左侧距离 | 右侧距离 | |
| X+ | ||
| X- | ||
| Y+ | ||
| Y- |
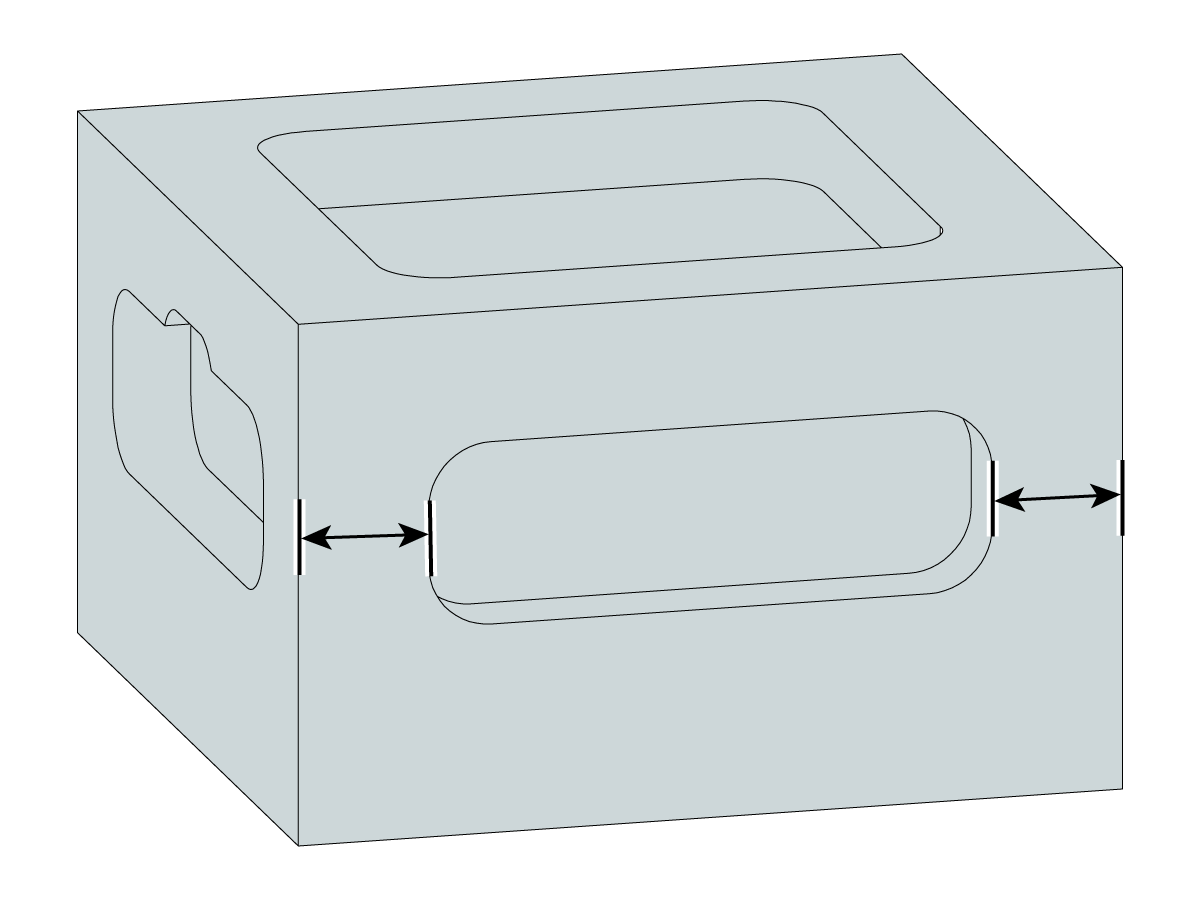
用千分尺测量侧面端面和型腔之间的距离。在型腔的左侧和右侧两个位置进行测量。记录零件所有四个侧面的测量值。
该距离应为 0.625” +/- .004”
如果 MRZP 设置 300 和 301 调整 中的值已正确设置,则这些值应该是正确的。
此时,步骤 1 至 步骤 4 中的所有测量值都应具有正确的值。如果没有,请再次执行步骤 1 到 步骤 4。如果这无法修复测量值,则需要填写完整的检查报告并根据需要调整机床几何形状。
| 左侧距离 | 右侧距离 | |
| X+ | ||
| X- | ||
| Y+ | ||
| Y- |
Recently Viewed Items
You Have No Recently Viewed Items Yet

美元价格不包括关税、报关费用、保险费、增值税及运费。
USD prices DO NOT include customs duty, customs fees, insurance, VAT, or freight.
人民币价格包含关税、报关费用、货运保险和增值税, 但不包括运费。
CNY prices include customs duty, customs fees, insurance, and VAT. DOES NOT include freight.
此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING ACCEPTS THE FOLLOWING:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255