/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
Revision 2
TG0136
版本 B - 2026 年 2 月
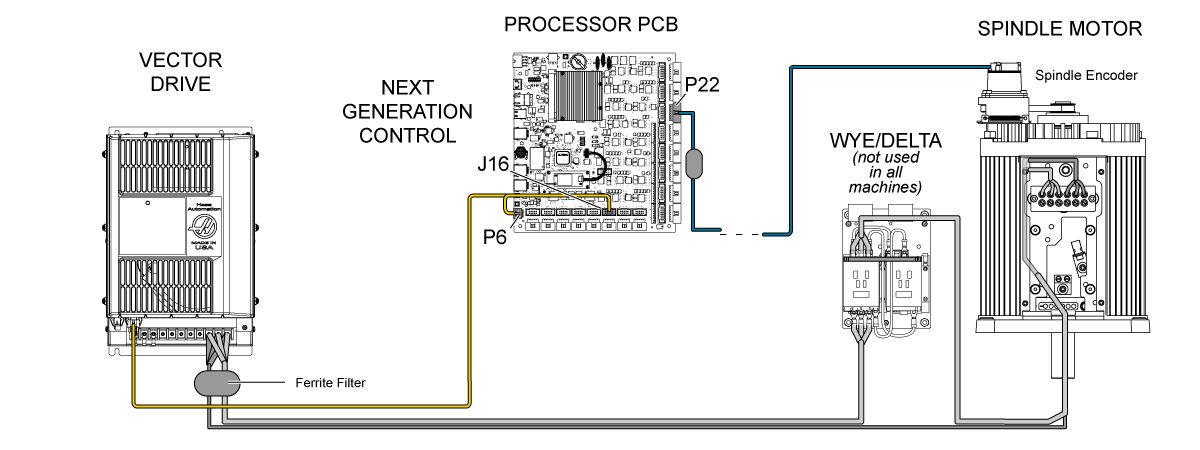
在 Haas 机床上使用编码器向控制者提供有关主轴方向和速度的反馈。如果任何编码器信号丢失或未对机器输入做出响应,Haas 机床将发出警报。如果编码器未生成警报,则通常不需要更换。使用本指南对主轴编码器相关症状和警报进行故障排除。
注意: 此服务视频仅供参考,不能代替书面程序。
| 症状/警报 | 可能的原因 | 纠正措施 |
主轴电机不转动,负载计保持在最大值。 |
确保 Y 形/三角形接触器工作正常。 | 发出转速为 50 RPM 的主轴命令,确保 Y 形接触器接合,否则请参考 Wye-Delta 接触器 - 故障排除指南 - NGC |
| 主轴在低转速下转动,负载计保持在最大值附近 | 编码器对齐方式不正确 | 检查径向跳动、编码器间隙和读取头相对于编码器环的轴向位置。 参见以下 编码器环与读头校准 部分。 |
警报 4.9918 秒(主轴)串行编码器内部数据错误 警报 4.9922 检测到 S(主轴)运动通道故障 警报 4.9923 S(主轴)软件检测到编码器故障 警报 4.9930 秒(主轴)串行编码器通信不良 警报 4.9959 秒(主轴)串行编码器断开 |
编码器机床软件已过期。 | 警报已过时 在软件中更新编码器故障新警报。更新到最新版本 100.21.000.1130 或更高版本; 添加了 Mocon 主轴和辅助轴上编码器故障检测的警报 9719 和 9720。 |
警报 4.9719 S(主轴)编码器串行故障 警报子代码 (0x1) 编码器数据故障 = (警报 9918 串行编码器内部数据错误) |
松散的编码器电缆连接。编码器电缆损坏。 |
检查径向跳动、编码器间隙和读取头相对于编码器环的轴向位置。 参见以下 编码器环与读头校准 部分。 |
| 编码器读取头未正确接地。 | 参见以下 非接触式编码器读头接地 部分。 | |
| TSC 单元碳化物磨损,不再平行,使读头弯曲远离环。 | 更换补偿单元。 | |
| 编码器电缆连接已被污染。 | 参见以下 非接触式编码器电缆连接 部分。 | |
| 33-1168A 和 32-1168A 电缆组件之间连接处的污染 (仅限 GM 系列)。 | 如果 33-1168A 和 32-1168A 由于污染需要更换,则更换为 32-1190。 注意: 更换电缆将在连接器周围进行连接和热缩。 |
|
警报 4.9719 S(主轴) 编码器串行故障 警报子代码 (0x2) 编码器内部轴故障 1 = (警报 9922 检测到运动通道故障) |
运动通道报告了控制器无法识别的内部故障类型。 |
重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送至 Haas Service |
警报 4.9719 S(主轴) 编码器串行故障 警报子代码 (0x3) 编码器内部轴故障 2 = (警报 9923 软件检测到编码器故障) |
软件报告了控制器无法识别的内部故障类型。 | 重启机床电源。如果问题仍然存在,请获取错误报告 (Shift F3) 并通过电子邮件发送至 Haas Service |
警报 4.9719 S(主轴)编码器串行故障 警报子代码 (0x4) 编码器 CRC 故障 = (警报 9930 串行编码器通信不良) |
主轴编码器电缆 (M8) 金属螺纹套圈未连接到电缆护罩。 | 查看主轴编码器电缆 M8 连接器。如果金属套圈未连接到电缆护罩,则更换编码器电缆。 |
| 松散的编码器电缆连接。编码器电缆损坏。 | 检查编码器电缆和连接。参见以下 主处理器/编码器电缆 部分。 | |
| 编码器读取头未正确接地。 | 参见以下 非接触式编码器读头接地 部分。 | |
| 编码器电缆缺少铁氧体过滤器。 | 确保主轴编码器电缆已安装铁氧体过滤器。
|
|
| 非接触式编码器安装板接地不良。 | 确认 NCE 安装板已接地。 如果警报是间歇性的,请检查安装板是否由钢制成,如果安装板由铝制成,请与服务部门联系,以将零件号升级为钢…… | |
| 编码器电缆连接已被污染。 | 参见以下 非接触式编码器电缆连接 部分。 | |
33-1168A 和 32-1168A 电缆组件之间连接处的污染 (仅限 GM 系列) 注意:不适用于 GM-5AX 机床 |
检查 33-1168A 和 32-1168A 是否由于污染而需要更换,如果确定它们受到污染,则更换为 32-1190。 注意: 更换电缆将在连接器周围进行连接和热缩。 注意:若要了解有关 GM-5AX 编码器故障排除的信息,请参阅 H-5AX 主轴头故障排除指南 。 |
|
警报 4.9719 S(主轴) 编码器串行故障 警报子代码 (0x5) 编码器电缆故障 = (警报 9959 串行编码器断开) |
松散的编码器电缆连接。编码器电缆损坏。 | 检查编码器电缆和连接。参见以下 主处理器/编码器电缆 部分。 |
| 编码器电缆连接已被污染。 | 参见以下 非接触式编码器电缆连接 部分。 | |
| 33-1168A 和 32-1168A 电缆组件之间连接处的污染(仅限 GM 系列) | 如果 33-1168A 和 32-1168A 由于污染需要更换,则更换为 32-1190。 注意: 更换电缆将在连接器周围进行连接和热缩。 | |
| 警报 4.103 S(主轴)轴伺服误差太大 | 编码器对齐方式不正确 | 检查径向跳动、编码器间隙和读取头相对于编码器环的轴向位置。 参见以下 编码器环与读头校准 部分。 |
| 编码器环已损坏。 | 使用磁场查看器卡检查编码器损坏情况。可在线查找。参见 非接触 故障排除视频。 | |
| 编码器电缆连接已被污染。 | 参见以下 非接触式编码器电缆连接 部分。 | |
| 33-1168A 和 32-1168A 电缆组件之间连接处的污染(仅限 GM 系列) | 如果 33-1168A 和 32-1168A 由于污染需要更换,则更换为 32-1190。 注意: 更换电缆将在连接器周围进行连接和热缩。 | |
| 警报 4.153 SP 轴零通道缺失 |
编码器对齐方式不正确 | 检查径向跳动、编码器间隙和读取头相对于编码器环的轴向位置。 参见以下 编码器环与读头校准 部分。 |
| 编码器环已损坏。 | 使用磁场查看器卡检查编码器损坏情况。可在线查找。参见 非接触式 故障排除视频。 | |
| 编码器电缆连接已被污染。 | 参见以下 非接触式编码器电缆连接 部分。 | |
| 警报 4.182 秒(主轴)轴编码器电缆故障 | 矢量驱动电缆缺少铁氧体过滤器或安装了错误的过滤器。 | 矢量驱动在矢量驱动端子的接地电缆上不应有铁氧体过滤器,在连接矢量驱动端子的白色和黑色再生电缆上应有一个小铁氧体过滤器。一个大尺寸铁氧体过滤器通过电机输出电缆连接到矢量端子。 参见下文的矢量驱动上的铁氧体过滤器 部分。 |
| 矢量驱动接地电缆布线在大尺寸铁氧体滤波器中 | 矢量驱动端子 8 的接地电缆上不应有铁氧体过滤器。 参见下文的 矢量驱动上的铁氧体过滤器 部分。 | |
| 33-1168A 和 32-1168A 电缆组件之间连接处的污染(仅限 GM 系列) | 如果 33-1168A 和 32-1168A 由于污染需要更换,则更换为 32-1190。 注意: 更换电缆将在连接器周围进行连接和热缩。 | |
| 主轴编码器电缆因与主轴皮带摩擦而断裂 | 更换电缆并添加电缆夹和扎带,以将电缆移出主轴皮带路径。参阅主轴编码器电缆摩擦部分以了解更多信息。 | |
| 警报 4.116 S(主轴) 主轴定向故障 | 编码器对齐方式不正确 | 检查径向跳动、编码器间隙和读取头相对于编码器环的轴向位置。 参见以下 编码器环与读头校准 部分。 |
| 发生定位错误 | 检查主轴编码器电缆是否因与主轴皮带摩擦而损坏。 | 更换电缆并添加电缆夹和扎带,以将电缆移出主轴皮带路径。参见 主轴编码器电缆摩擦 部分以了解更多信息。 |
| 警报 4.153 SP 轴零通道缺失 和/或 警报 4.103 S(主轴)轴伺服错误过大 | 编码器环因与环头接触而损坏 (仅限 VF 系列 50T)。 | 参见以下 非接触式编码器电缆连接 部分。 |
纠正措施:
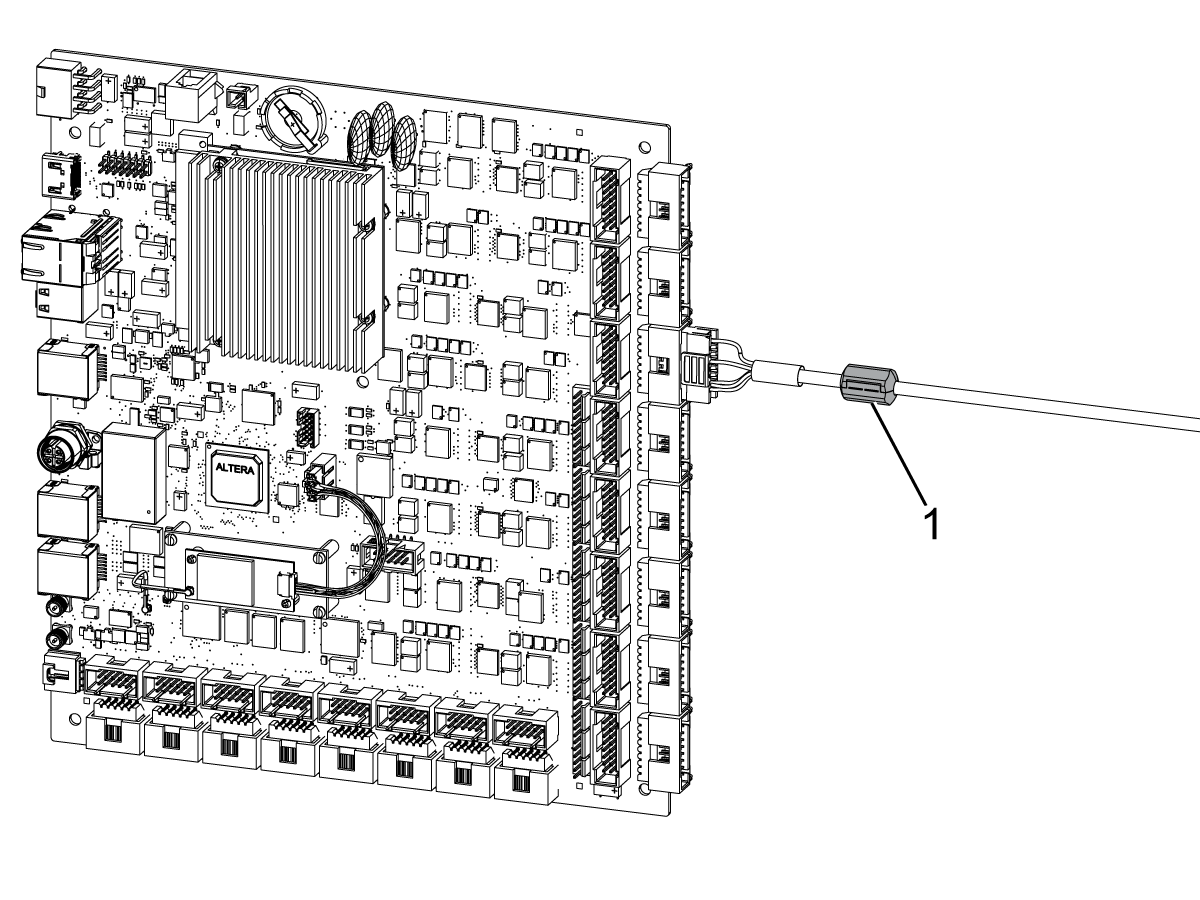
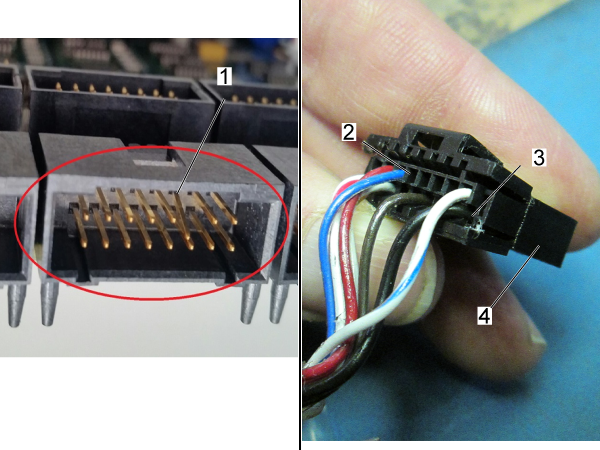
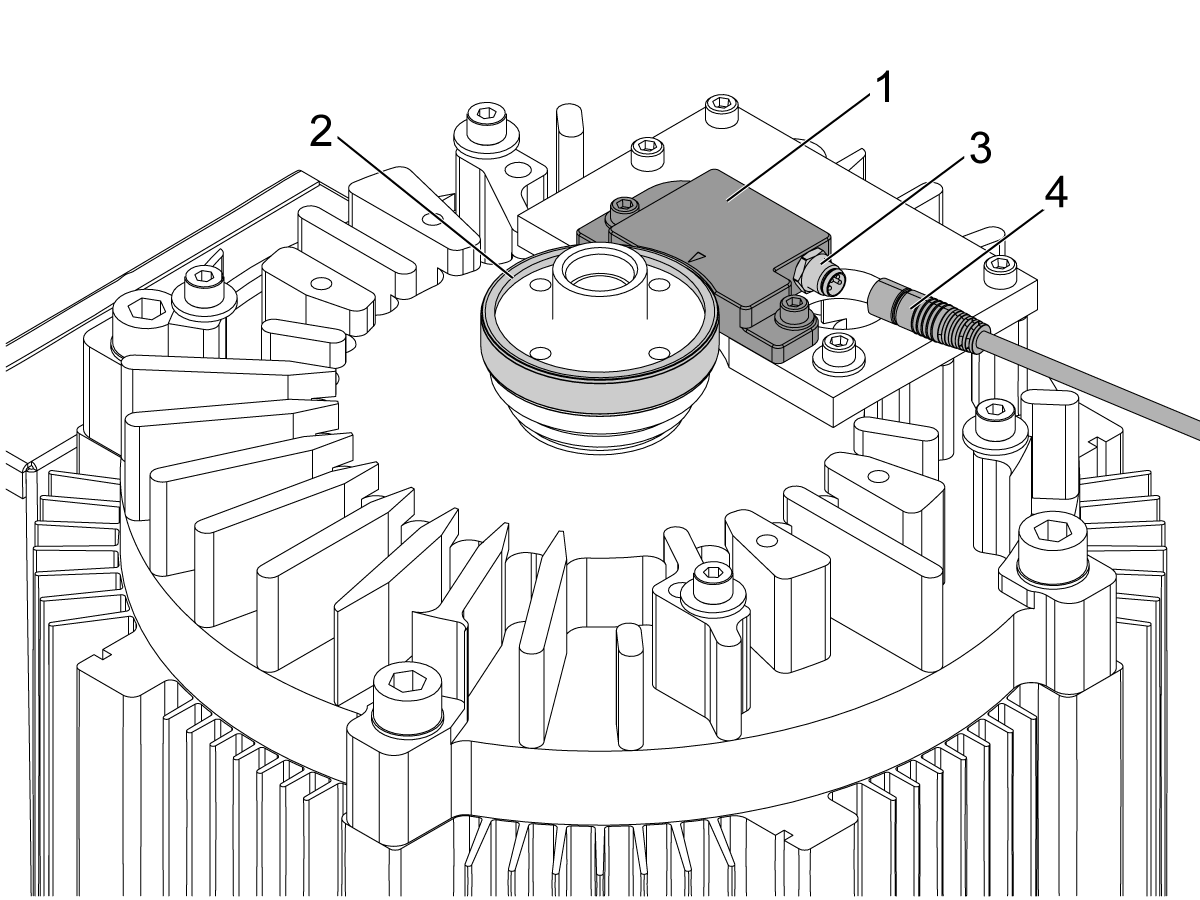
检查 MOCON PCB 上的连接器 [1]。确保它未损坏。
检查电缆。寻找损坏或僵硬的迹象。连接器 [4] 电缆引脚有两个外壳 [2,3]。
测量编码器电缆上从腿到腿以及从腿到地面的电阻。确保每个测量结果在打开的连接中。
确保电缆两端牢固连接。重新拔下两个连接。确保电缆安装在 MOCON PCB 的正确连接器内。
读取头和铸造
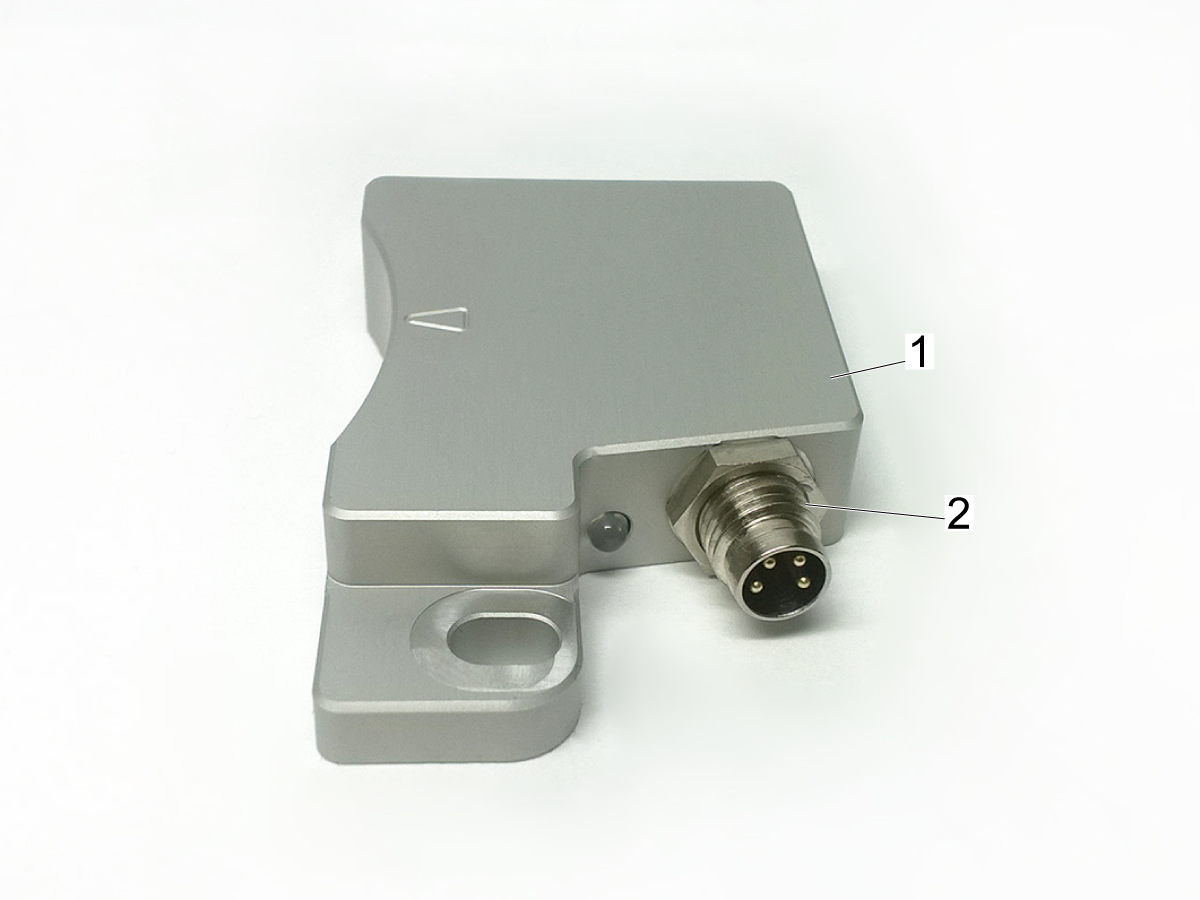
连接器外壳和读取头

第 1 代和第 2 代非接触式编码器不兼容,不会相互通信。如果要从第 1 代 NCE 升级到第 2 代 NCE,则需要更换读取头和编码器环。
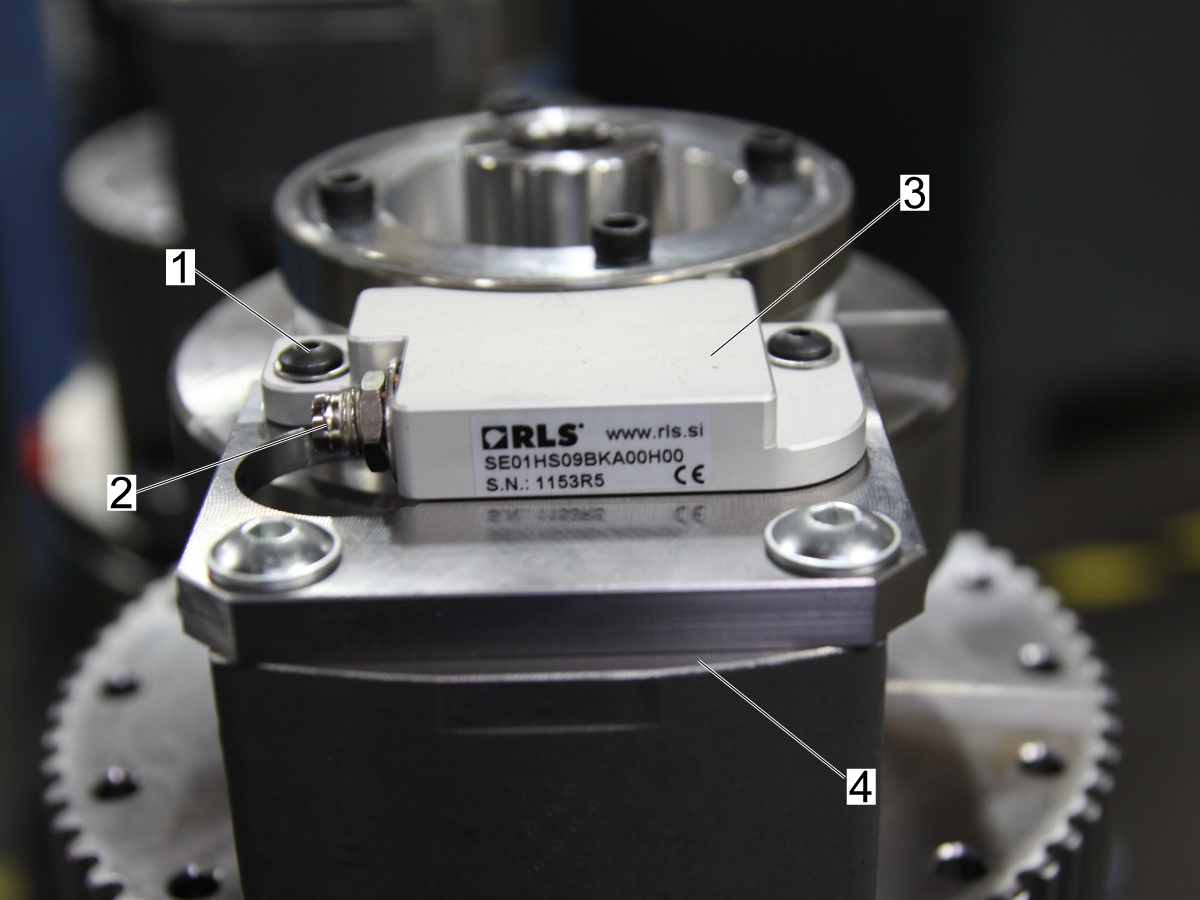
第二代非接触式编码器可以通过连接到读取头 【1】 侧面的尾纤电缆进行识别。第 1 代编码器没有此电缆。
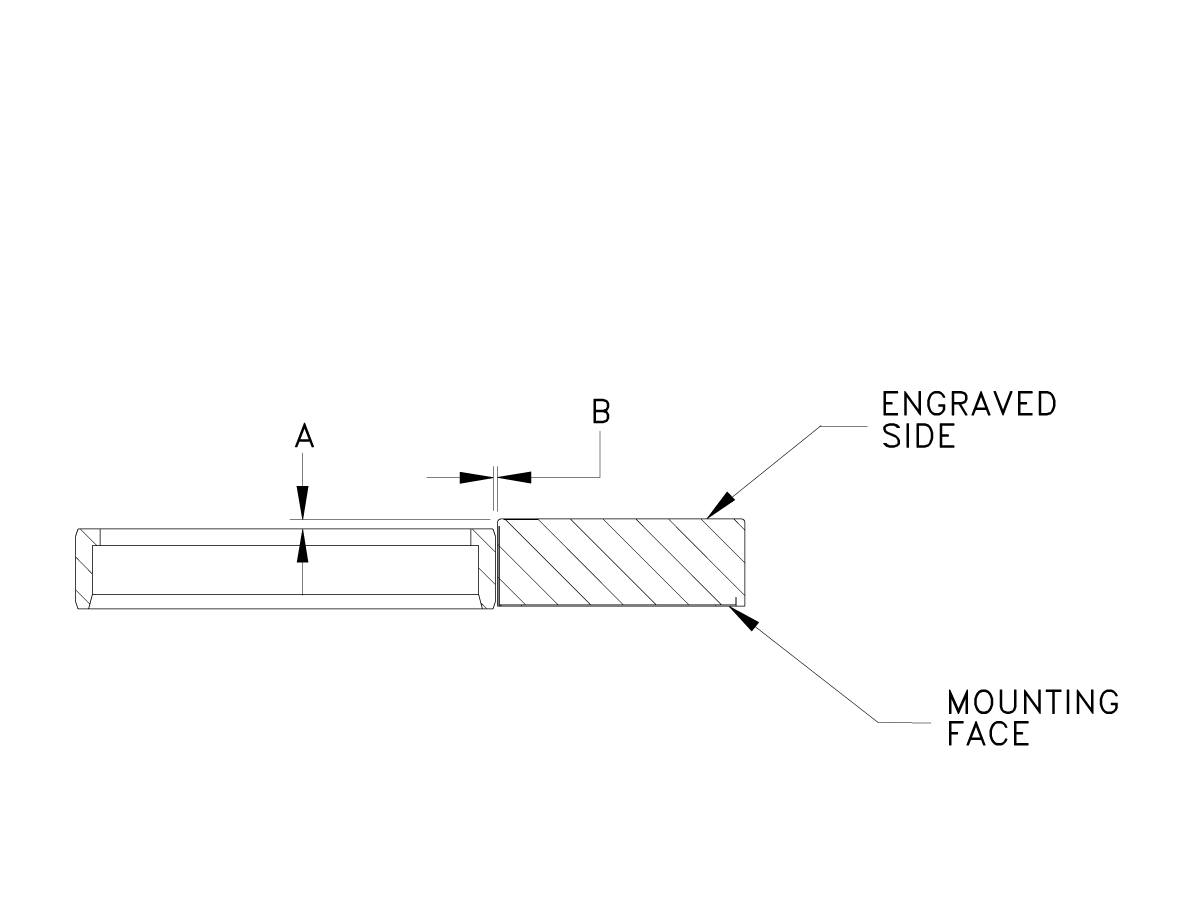
第 2 代对齐:将读头与编码器环适当对准非常重要。 检查编码器环的轴向对齐和运行间隙是否正确。
[A] 0.000 +/- 0.045
[B] 0.012 + 0.008 - 0.004
注意: 如果读取头和编码器无法对齐,可能需要更换对齐支架。请参阅下面的更换校准支架。
注意:对于第 1 代编码器,请使用下表。
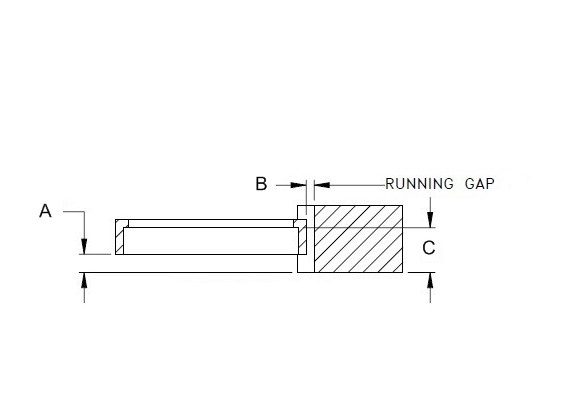
第 1 代对齐:将读头与编码器环适当对准非常重要。对齐方式将因编码器的品牌而异。 使用提供的图表确保编码器环和读取头正确对齐。
供应商 RLS BAUMER
A 0.020" +0.020 / -0.039 0.0453" +/- 0.019
B 0.0118" +0.0079 / -0.0039 0.0118" +/- 0.0039
C 0.362" 0.360"
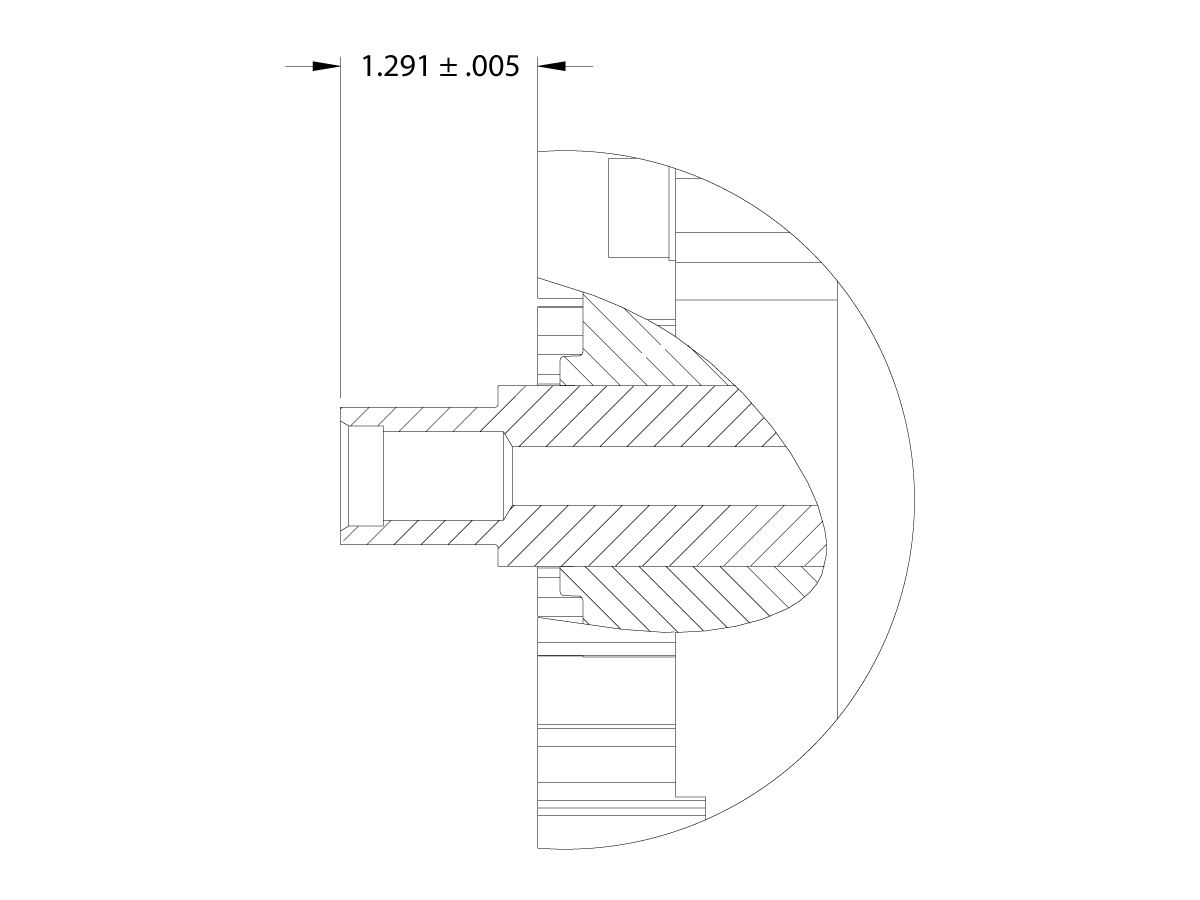
主轴安装不正确可能会使电机轴错位。测量从电机轴顶部到电机 TSC 安装孔表面的距离 应为 1.291 ± .005。
如果轴向未对齐,则必须更换主轴电机。
如果读取头和编码器无法对齐,可能需要更换对齐支架。
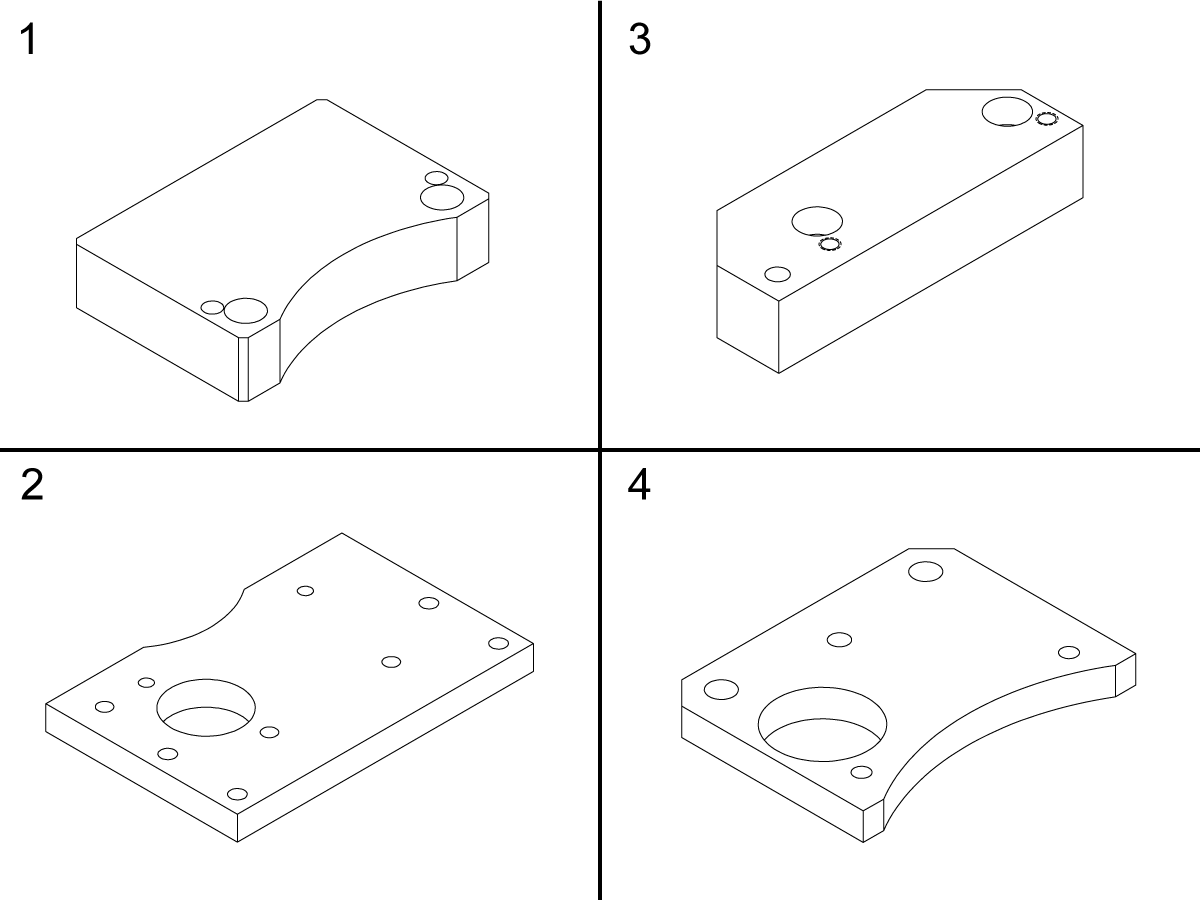
如果您的机床使用20-6639 MOUNT READ HEAD NCE 3" DT KTR [1],请订购零件 20-6639A MOUNT READ HEAD NCE 3" DT KTR。
如果您的机床使用20-6944A NCE READ HEAD MOUNT 40T INLINE [2],请订购零件 20-6944B NCE READ HEAD MOUNT, 40T INLINE。
如果您的机床使用20-7960A NCE READ HEAD MOUNT, DT 20K, ST [3],请订购零件20-7960B MOUNT READ HEAD NCE 2" GEN2 20K。
如果您的机床使用 20-6596A NCE READ HEAD MOUNT, 50T SPINDL [4],请订购零件 20-6596B MOUNT READ HEAD NCE 3" GEN2 50T。
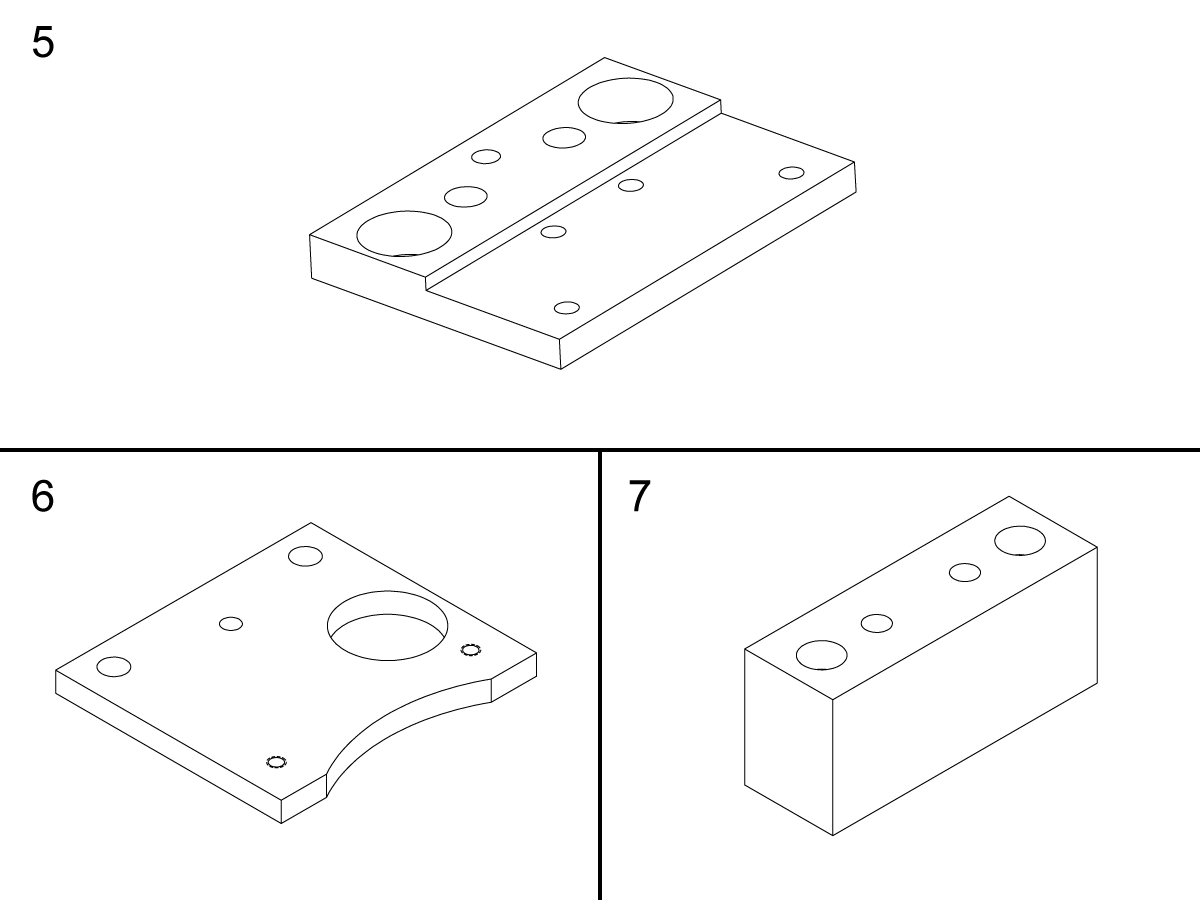
如果您的 ST-28/30/35使用20-8301 NCE READ HEAD MOUNT TL, ST [5],请订购零件20-11055 MNT READ HEAD NCE3" ST-28/30/35
如果您的ST-15/20使用20-8301 NCE READ HEAD MOUNT TL, ST [5],请订购零件 20-11056 MNT READ HEAD NCE3" ST-15/20
如果您的机床使用 20-7669 NCE READ HEAD MOUNT ST-40/45 GB [6],请订购零件 20-7669A NCE READ HEAD MOUNT ST-40/45 GB
如果您的机床使用20-7328A NCE READ HEAD SPACER, TL [7],请订购零件 20-7328C SPACER READ HEAD NCE 2" GEN2 TL

将读头与编码器环适当对准非常重要 对齐方式将因编码器的品牌而异。使用提供的图表确保编码器环和读取头正确对齐。
供应商 RLS
A 0.0118" +0.0079 / -0.0039
B 0.0591" +0.059 / -0.019
C (0.0197")
重要:如果 RLS 2" 或 3" NCE 的 C 超过 0.0197",则需要订购新的 NCE 读取头支座:
如果机床当前使用 20-7328A NCE READ HEAD SPACER, TL,请订购:
如果机床当前使用 20-7669 NCE READ HEAD MOUNT, ST-40/50 GBOX,则订购:
注意:对于 ST-15/20/28/30/35 机床,请参阅 ST-15/20/28/30/35 - 非接触式编码器环 - 更换
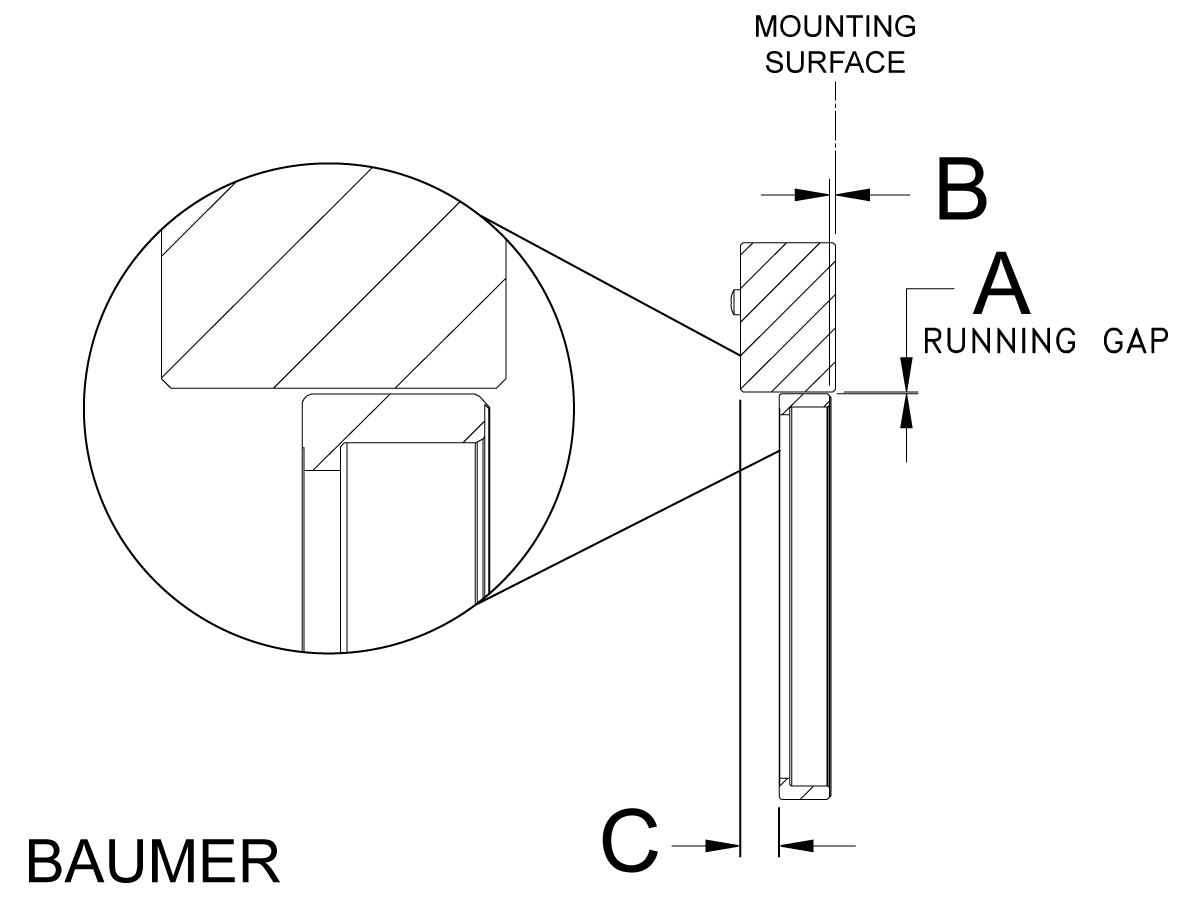
将读头与编码器环适当对准非常重要 对齐方式将因编码器的品牌而异。使用提供的图表确保编码器环和读取头正确对齐。
矢量 BAUMER
A 0.0118" +/-0.004
B 0.045" +/-0.019
C (0.305")
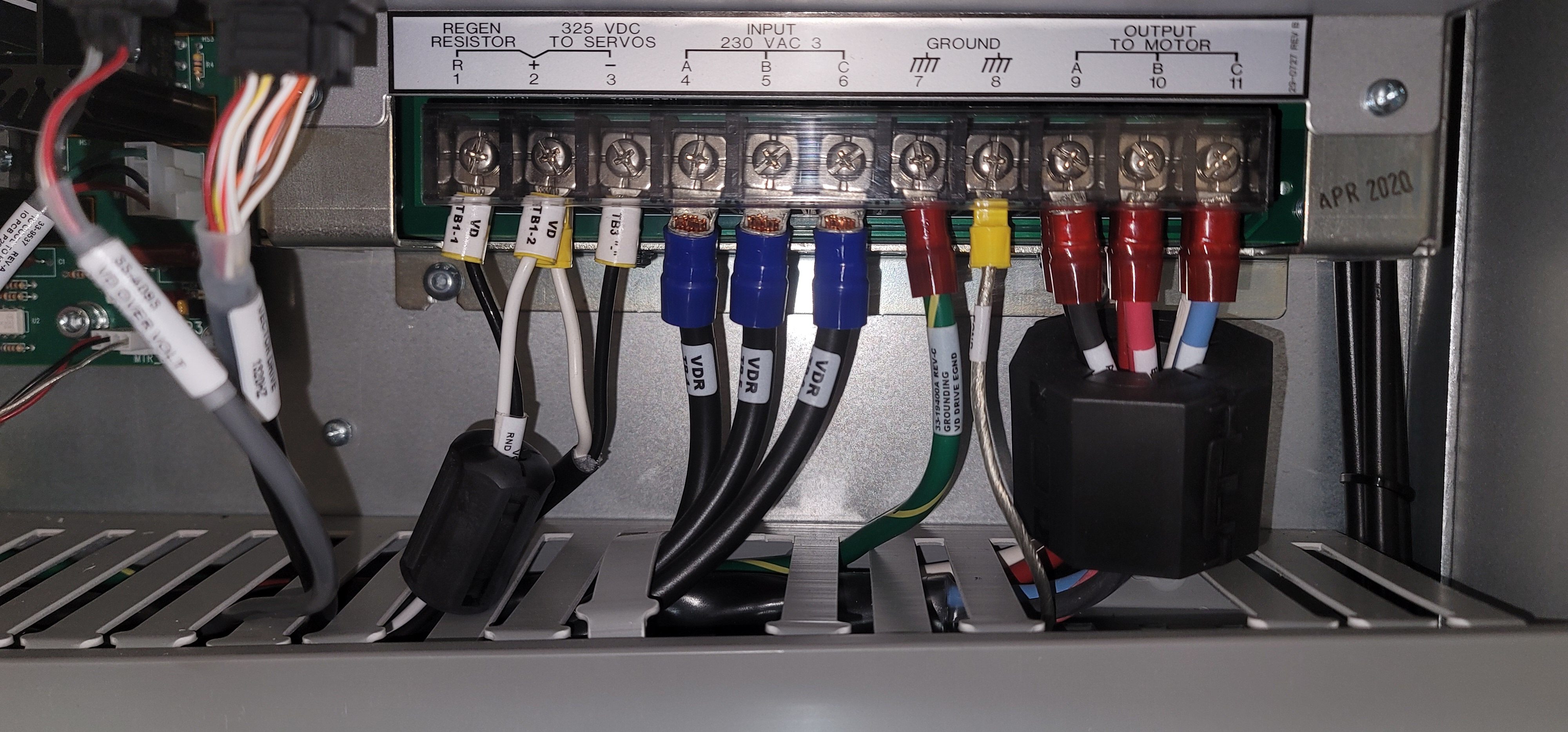
铁氧体过滤器放置不正确或铁氧体过滤器不正确会导致控制器将 Z 脉冲读取为 2 或 3 个不同的脉冲或无脉冲。这导致控制器认为主轴编码器和处理器之间的通信已丢失,从而使机床报警。
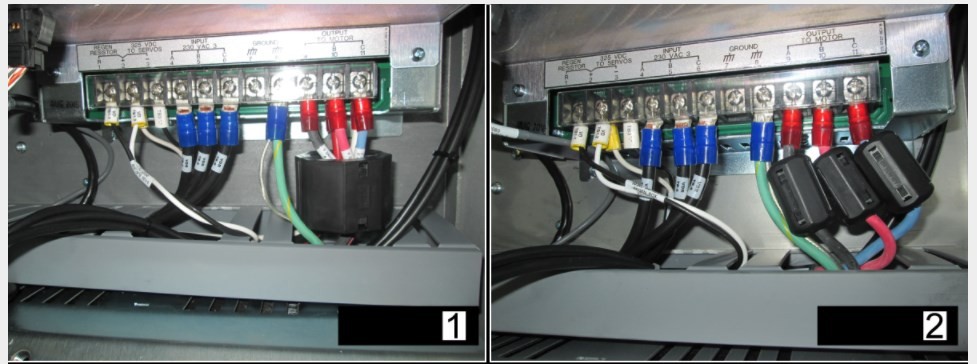
上图显示了矢量驱动上铁氧体过滤的正确安装。
再生端子 1 和 2 的黑色和白色电缆上有一个铁氧体过滤器 端子,在端子 9、10 和 11 处的电机引线上有一个大尺寸铁氧体过滤器器。确保铁氧体过滤器的外侧接地。
下图显示了铁氧体过滤器的两个错误安装示例。
图1:端子 9、10 和 11 处电机引线上的大尺寸铁氧体过滤器。 再生 端子 1 和 2 处的电缆上没有铁氧体过滤器
图2: 再生 端子 1 和 2 上没有铁氧体过滤器。端子 9、10 和 11 处电机引线上有三个 小尺寸 铁氧体过滤器。
按照以下步骤清洁编码器电缆连接:
本部分仅适用于 2020 年之后和下列时间范围之前制造的机床:
ST-10 2022 年 2 月 17 日之前制造
ST-15 2022 年 2 月 15 日之前制造
ST-20/25 2022 年 4 月 4 日之前制造
ST-20L/25L 2022 年 10 月 10 日之前制造
ST-30 2022 年 10 月 10 日之前制造
ST-30L 2022 年 11 月 16 日之前制造

订购 59-2042 电缆夹 11/16 RICHCO SPNW-11 ,并安装在图像所示的位置。使用扎带将电缆移出主轴皮带路径,电缆将无法进入电缆夹,因为它不够长,无法够到。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255