主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
AD0598
版本 B - 2025 年 9 月
本文档适用于以下维修套件:
重要须知:如果您的 ST/DS 设备配备的是 6 螺栓空心盖,请在更换主轴并相应调整垫片时,务必将其升级为实心盖。请参阅下面的主轴盖识别部分,以获取更多信息
安装要求:
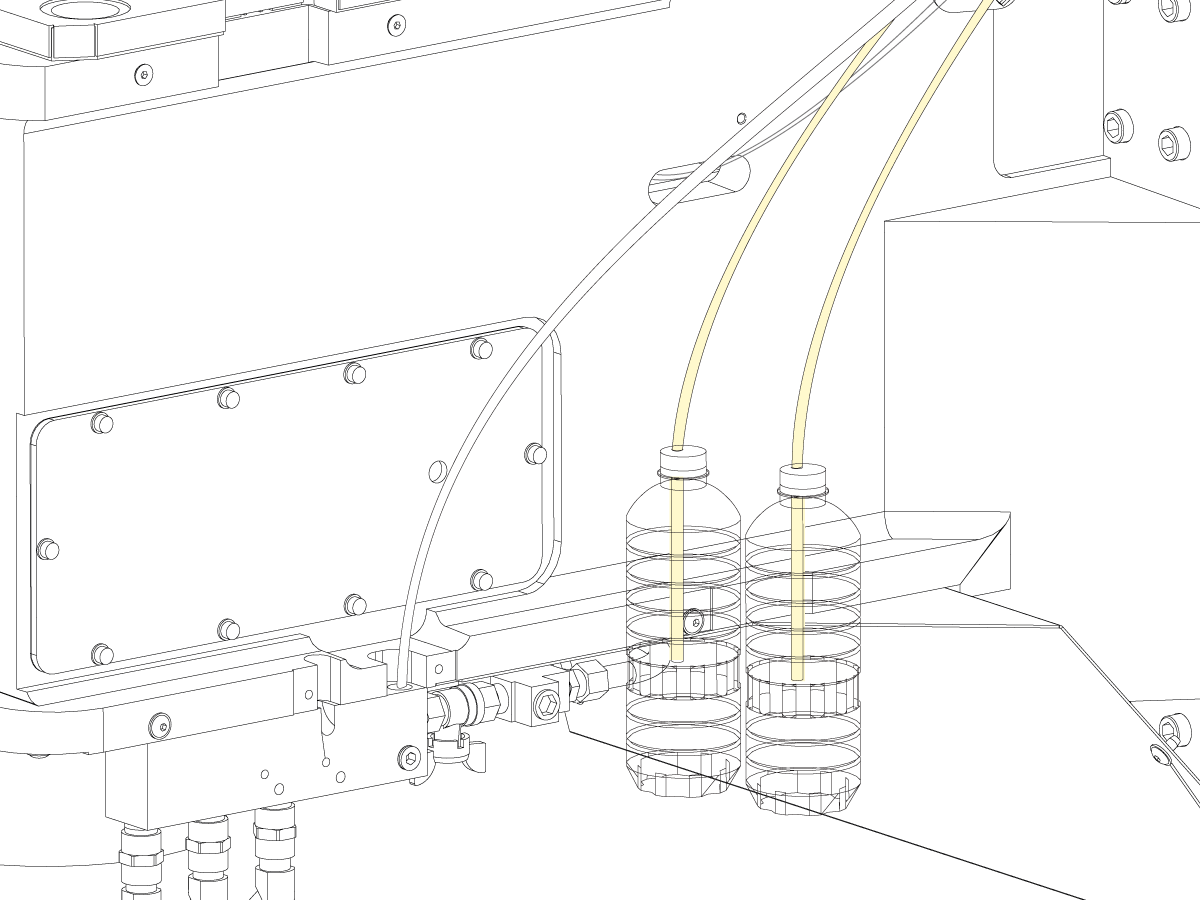
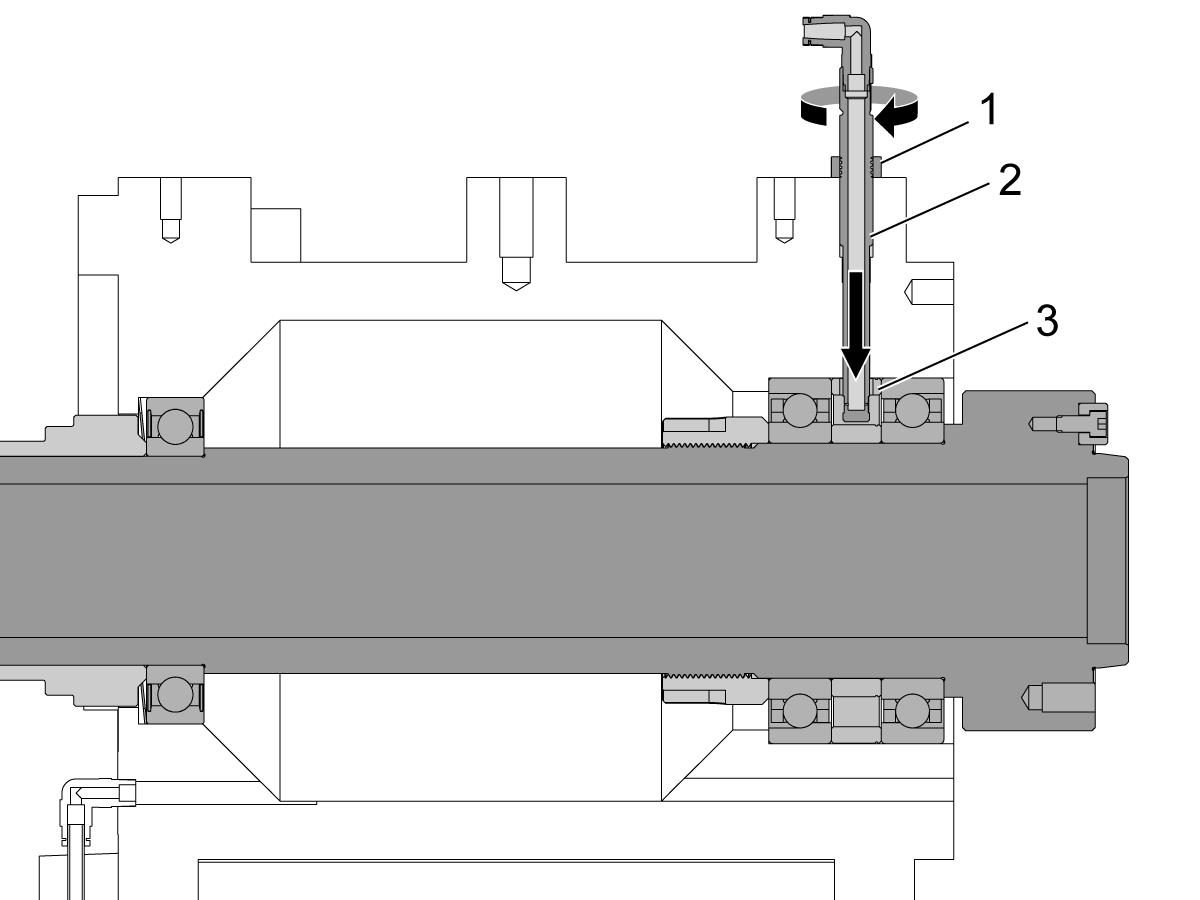
警告: 在拆下任何主轴部件之前,请清洁主轴头组件的所有区域。这包括主轴喷嘴、前盖、主轴头铸件顶部和机油润滑软管。这样做是为了在拆卸和更换主轴时不会引入污染物。
注意:取决于机床的制造日期。如果 PN: 58-3050 FITG PC1/4F NPT1/8M 90 STL 安装在喷嘴上。用 PN: 58-2195 FITG PC1/4F NPT1/8M 90 STL 更换接头。
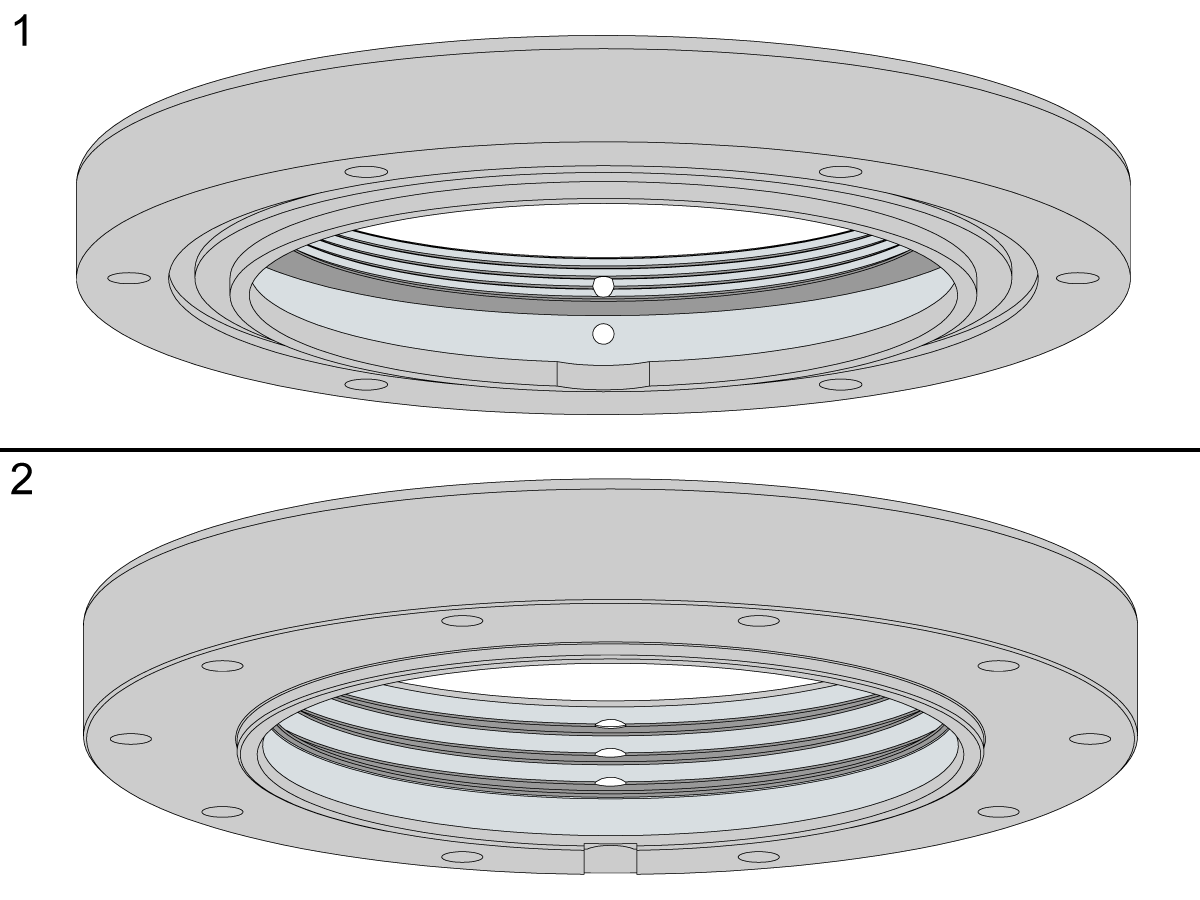
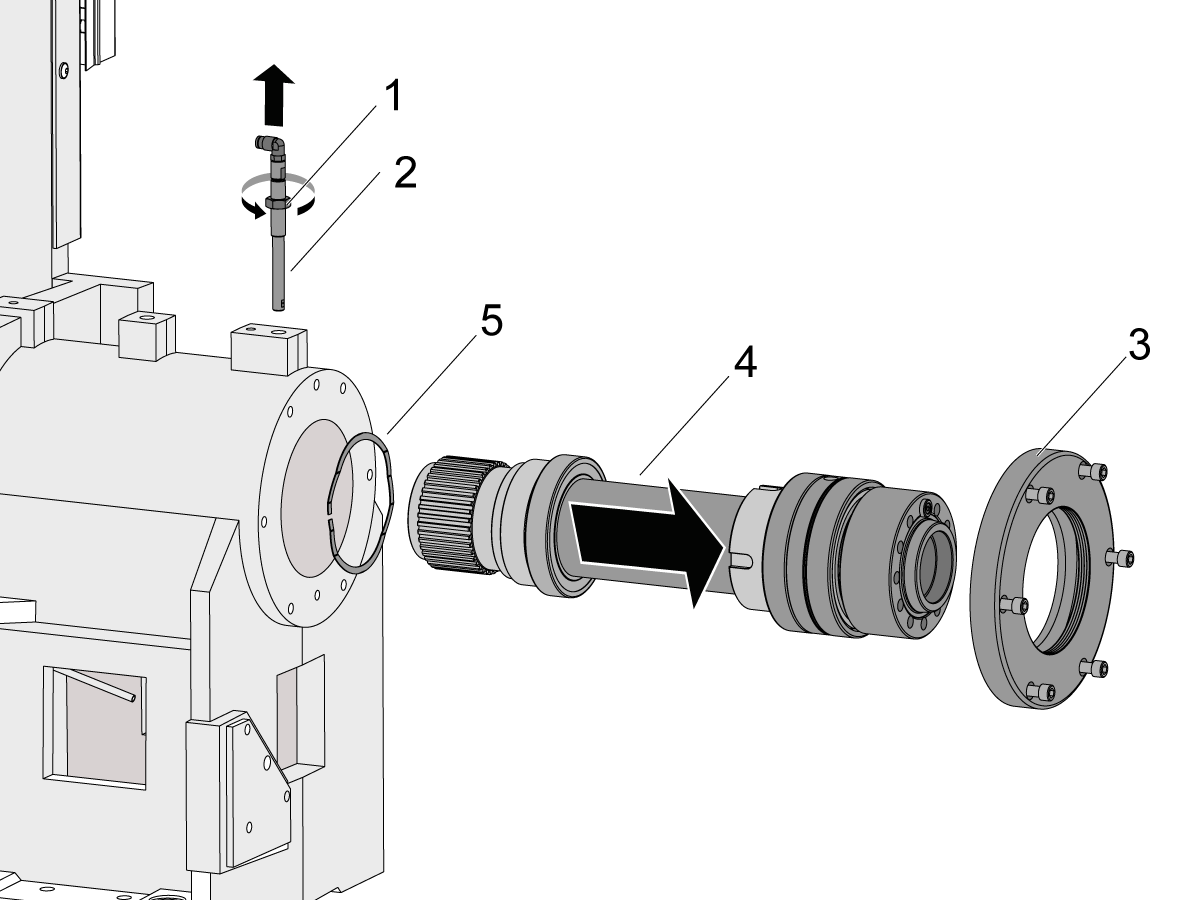
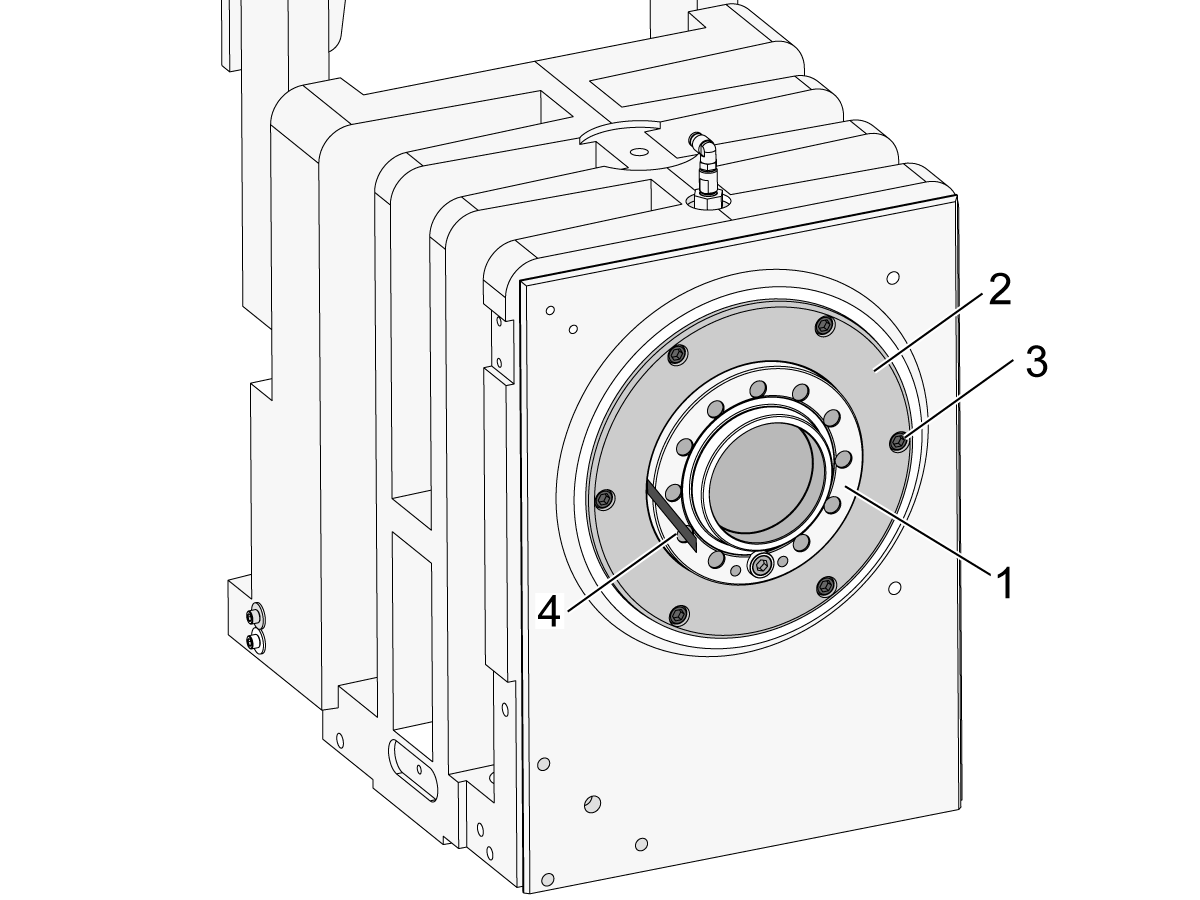
根据机床的生产年份,机床的前主轴固定器盖可能是空心设计 [1],也可能是最新的实心设计 [2]。
重要:如果您的机床采用空心盖设计,请在更换主轴时将其升级为实心盖设计,因为该空心盖按设计会发生形变,无法用于多个主轴。说明:按照车床 - 主轴实心前盖 – 更换程序,以根据需要安装实心前盖。

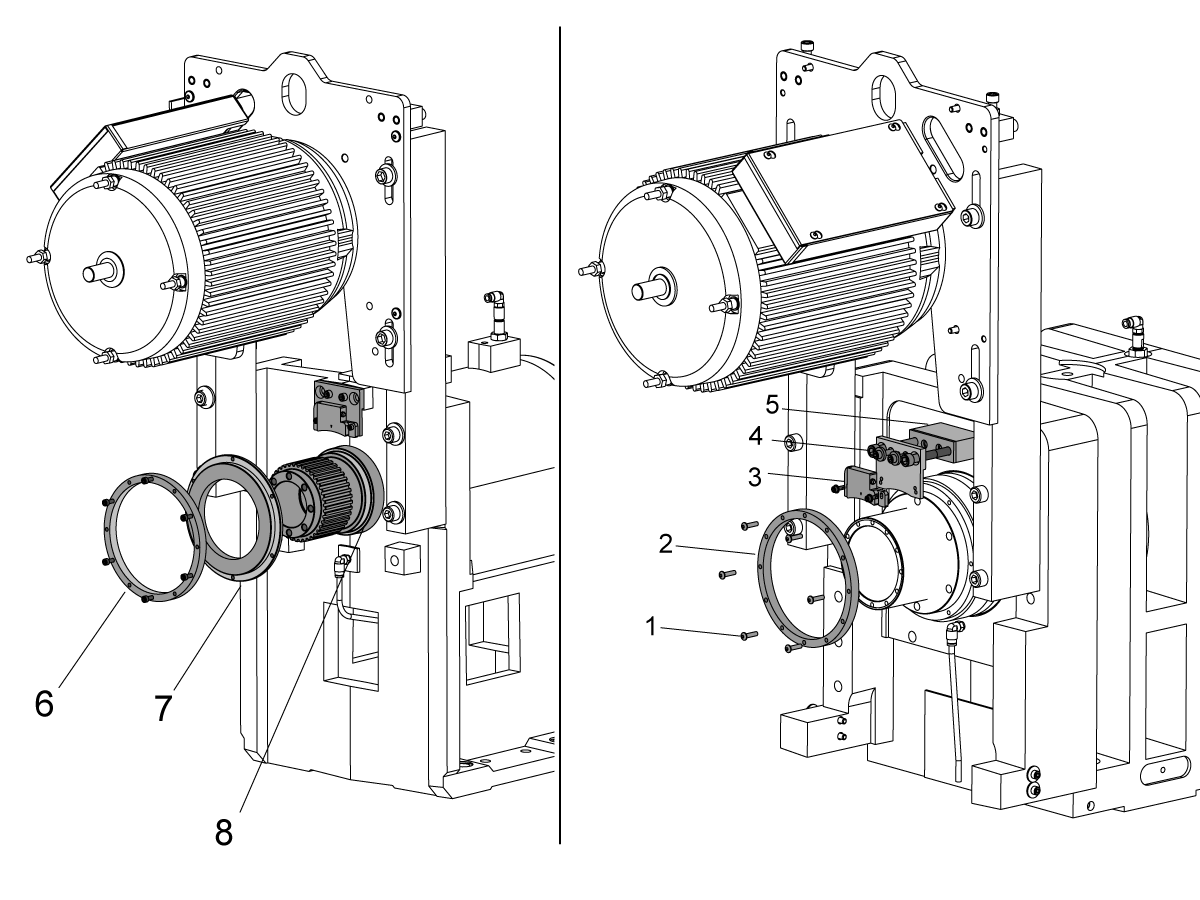
警告:在拆下任何主轴部件之前,请清洁主轴头组件的所有区域。这包括主轴喷嘴、前盖、主轴头铸件顶部和机油润滑软管。这样做是为了在拆卸和更换主轴时不会引入污染物。
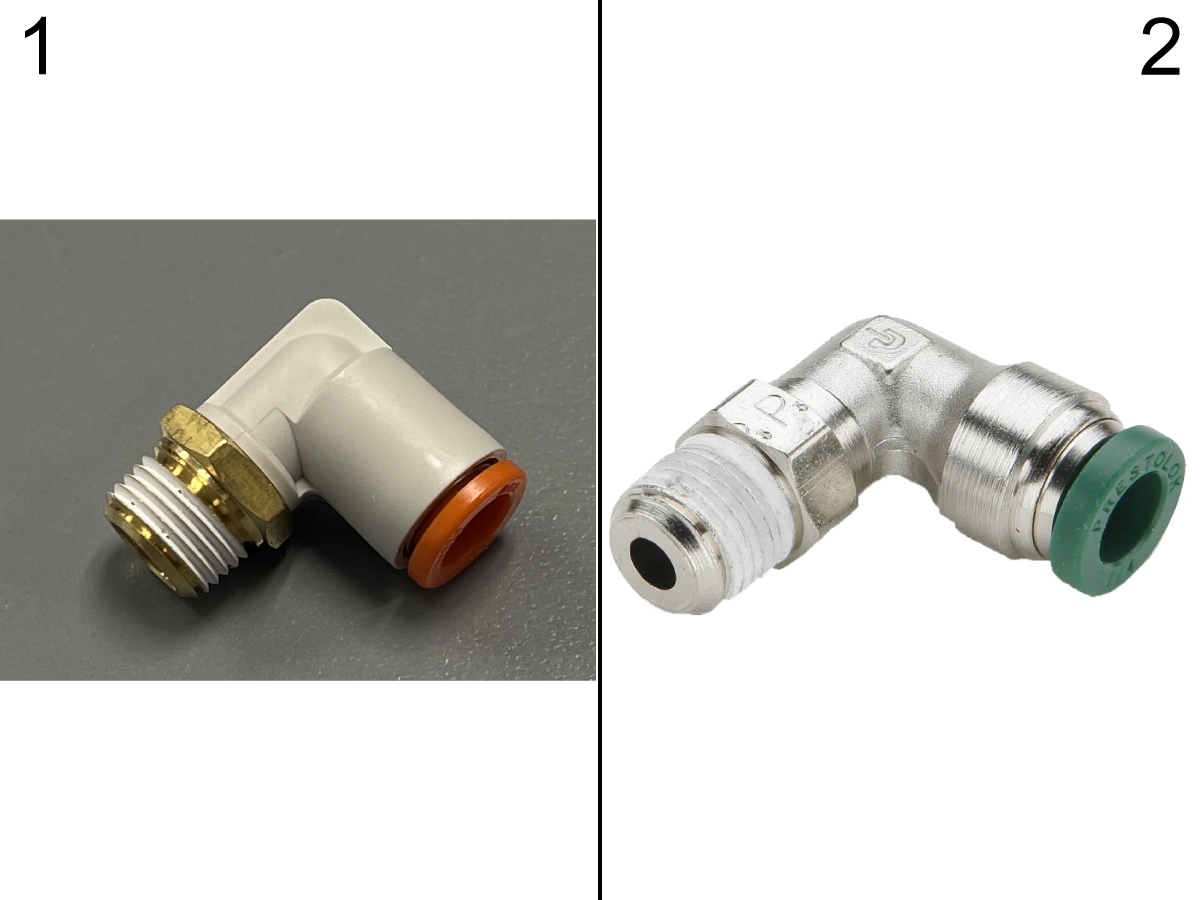
取决于机床的制造日期。如果 PN: 58-3050 FITG PC1/4F NPT1/8M 90 STL[1] 安装在喷嘴上。用 PN: 58-2195 FITG PC1/4F NPT1/8M 90 STL[2]。
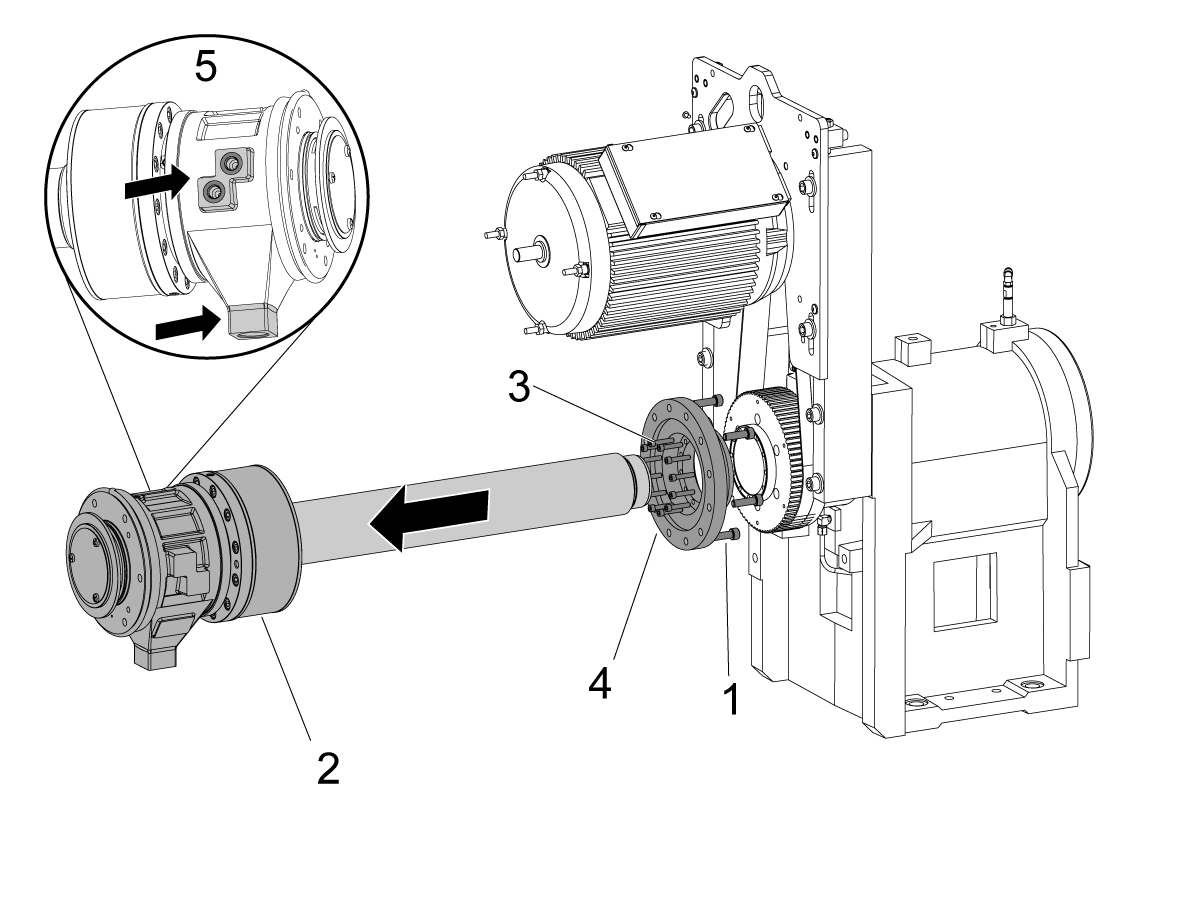
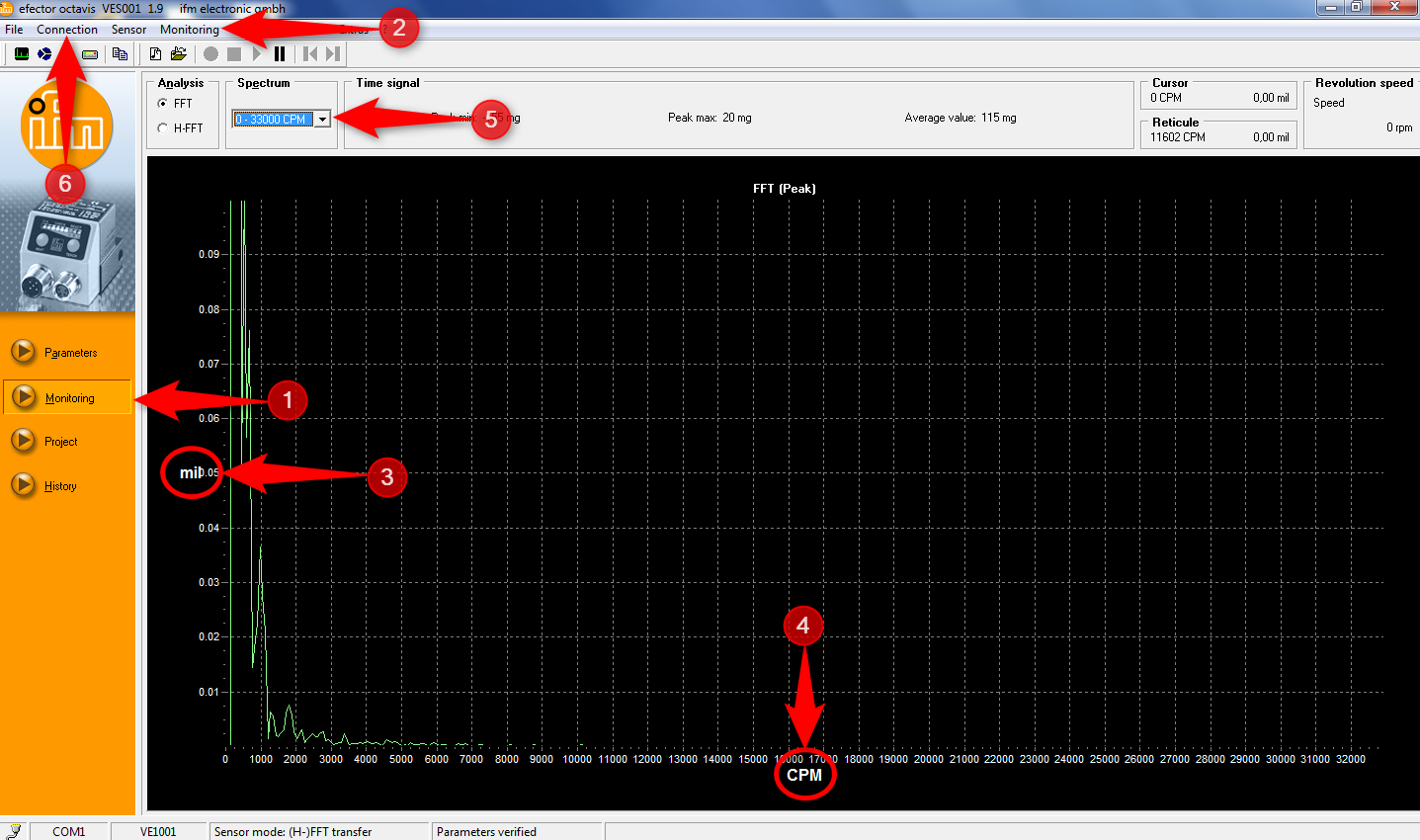
重要提示: 确保执行 主轴偏差测试 以验证主轴预负载。
注意: 请参阅“主轴盖识别”部分。

Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255