

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

本程序所述为 UMC-1500-DUO 和 UMC-1500SS-DUO 的安装方法。
所需工具:
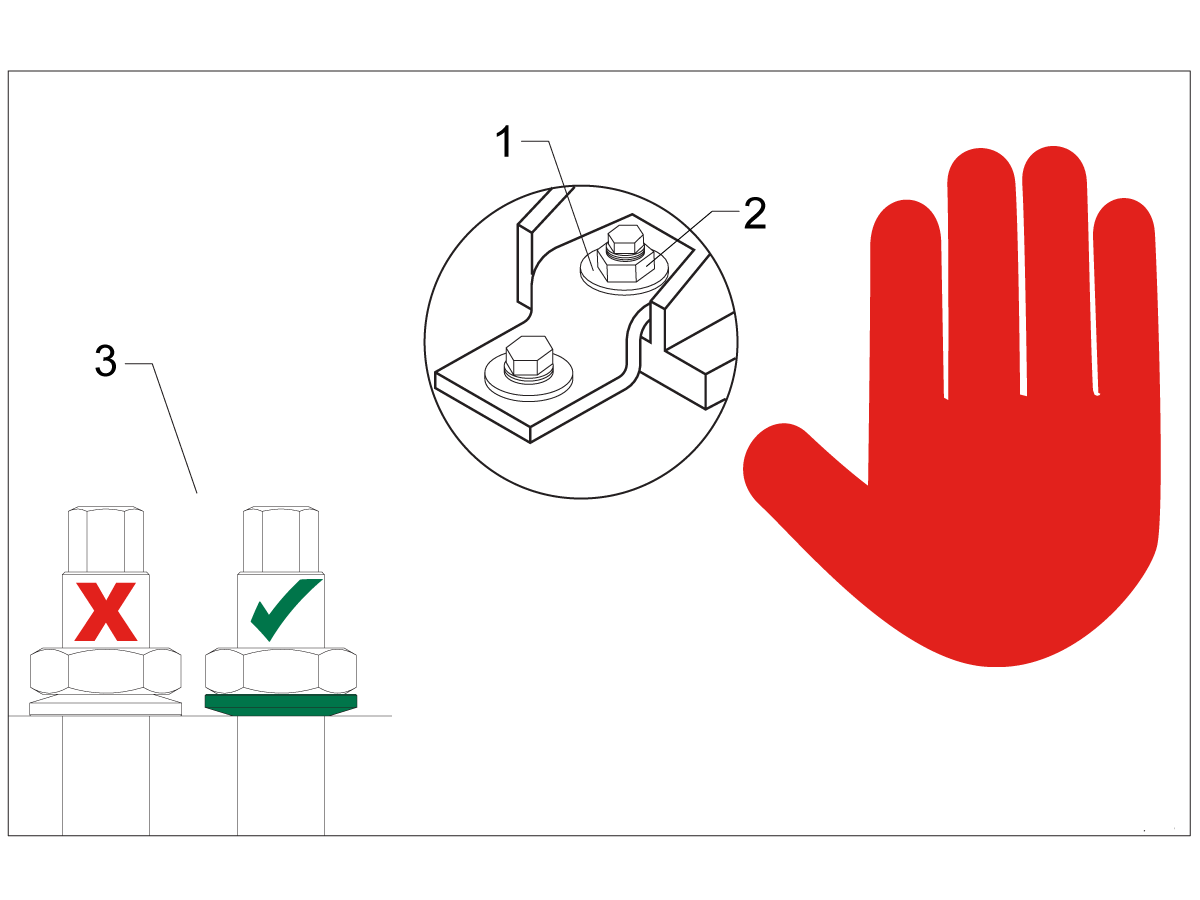
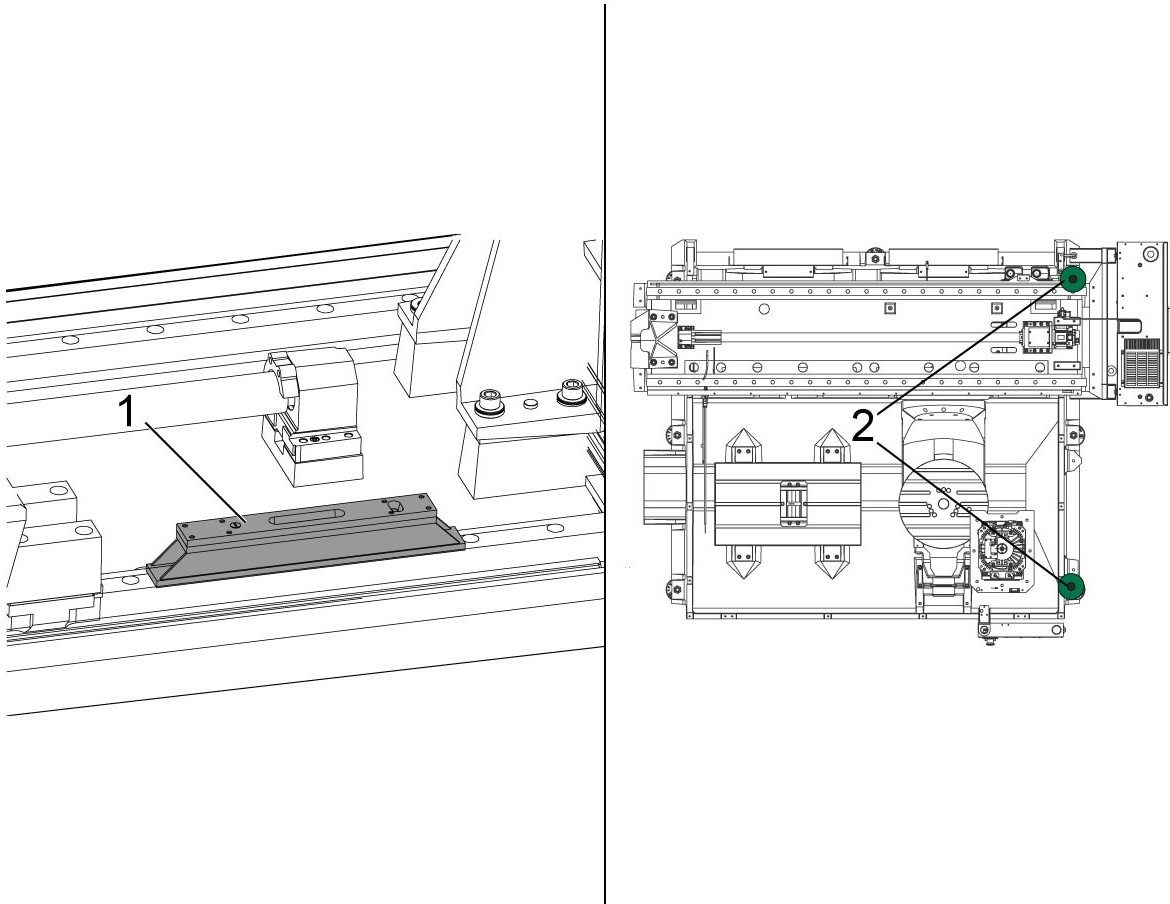
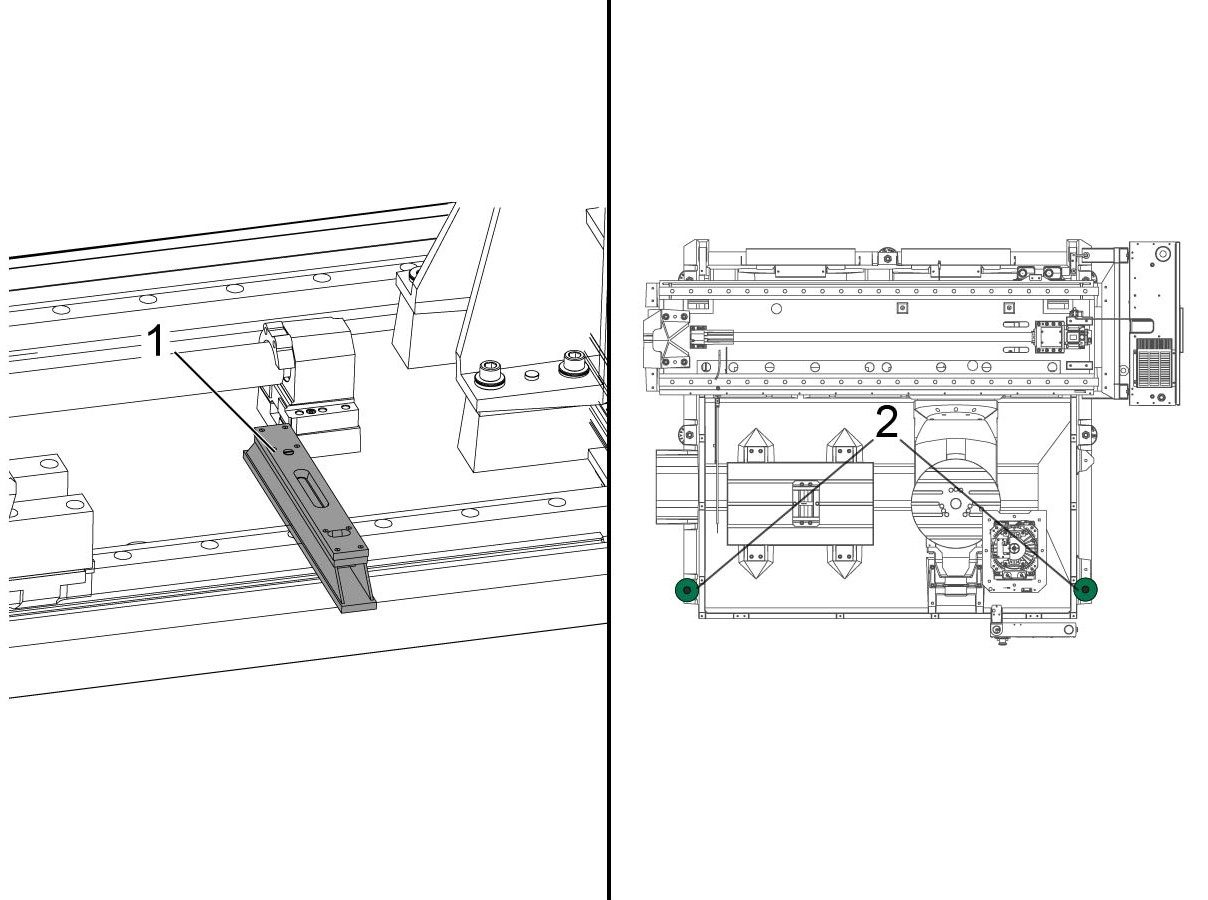
注意:垫圈[1]和螺母[2]在运输过程中已安装,应妥善保存以备安装,切勿丢弃。
注意:垫圈方向[3]很重要。 垫圈的锥形部分应紧贴铸件, 请参见插图。
要安全有效地去除导轨护板和其他非涂漆表面的防锈剂:
初步刮擦
重要: 不要使用苏格兰碎纸或金属刮刀,这些会划伤的方式盖。
化学清洁
浸透时间
让清洁剂浸透几分钟,以使剩余的残留物变松散。
向下擦拭
使用干净的车间毛巾彻底擦拭软化后的防锈剂。
防锈
在所有裸露的金属表面上涂抹矿物溶剂油或 WD-40,以防日后生锈。
重要:处理化学清洁剂时,务必佩戴手套和护目镜。根据当地环境法规处置用过的毛巾和清洁剂。
重要提示:为了避免粘性残留物对导轨护板密封件的任何污染,在清除所有防锈剂之前,不要移动任何轴。
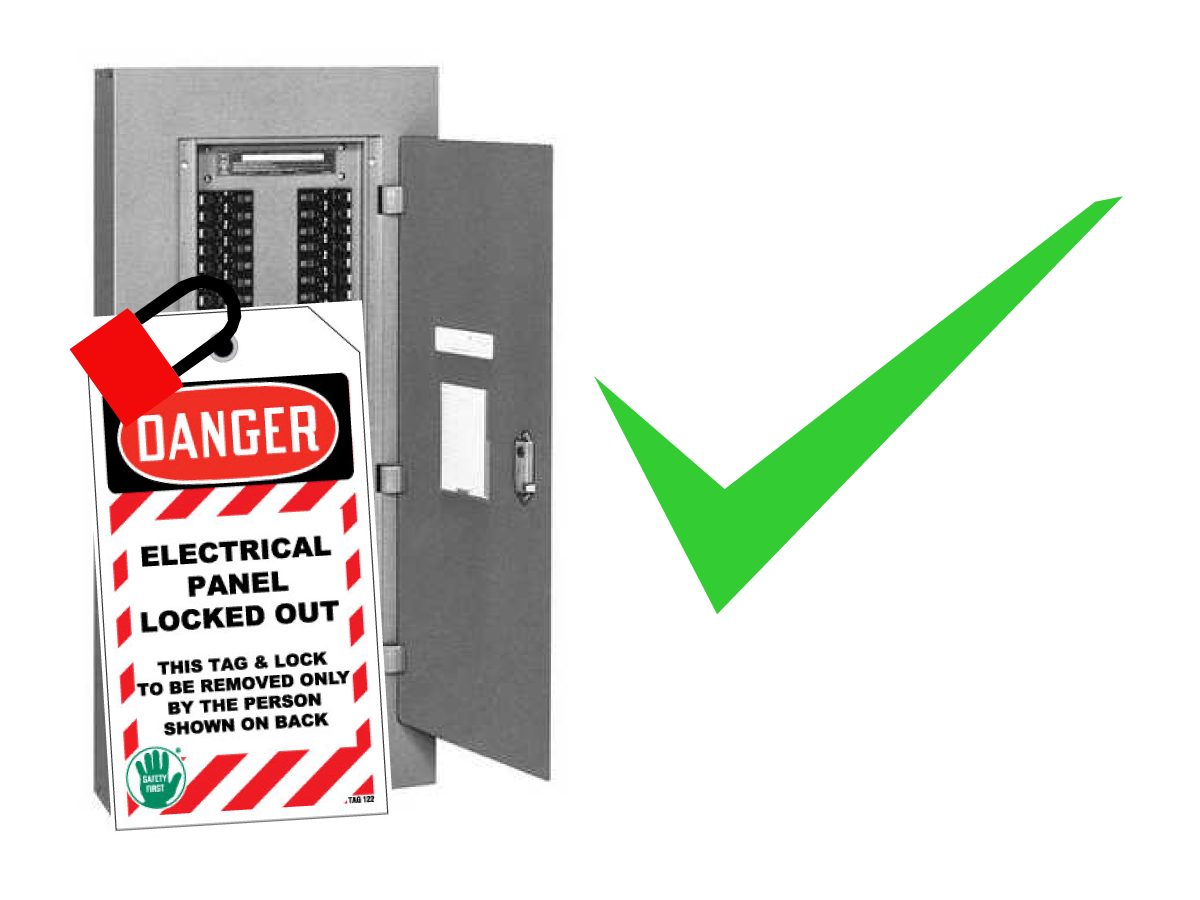
危险:使用数控设备所需的电气服务非常危险,可能会导致严重伤害或死亡。
在将电线连接到数控设备之前:
如果您不确定如何安全地断开电源或执行 LOTO 程序:
如果不遵守这些预防措施,可能会导致触电、设备损坏或致命伤害。
初始控制检查
危险:此时,机床不应有电气连接。电气面板必须关闭并固定。主断路器合闸时,整个配电板(包括电路板和逻辑电路)都具有高电压,并且一些部件在运转时温度会很高。因此必须非常小心。因此,在面板中工作时要格外小心。
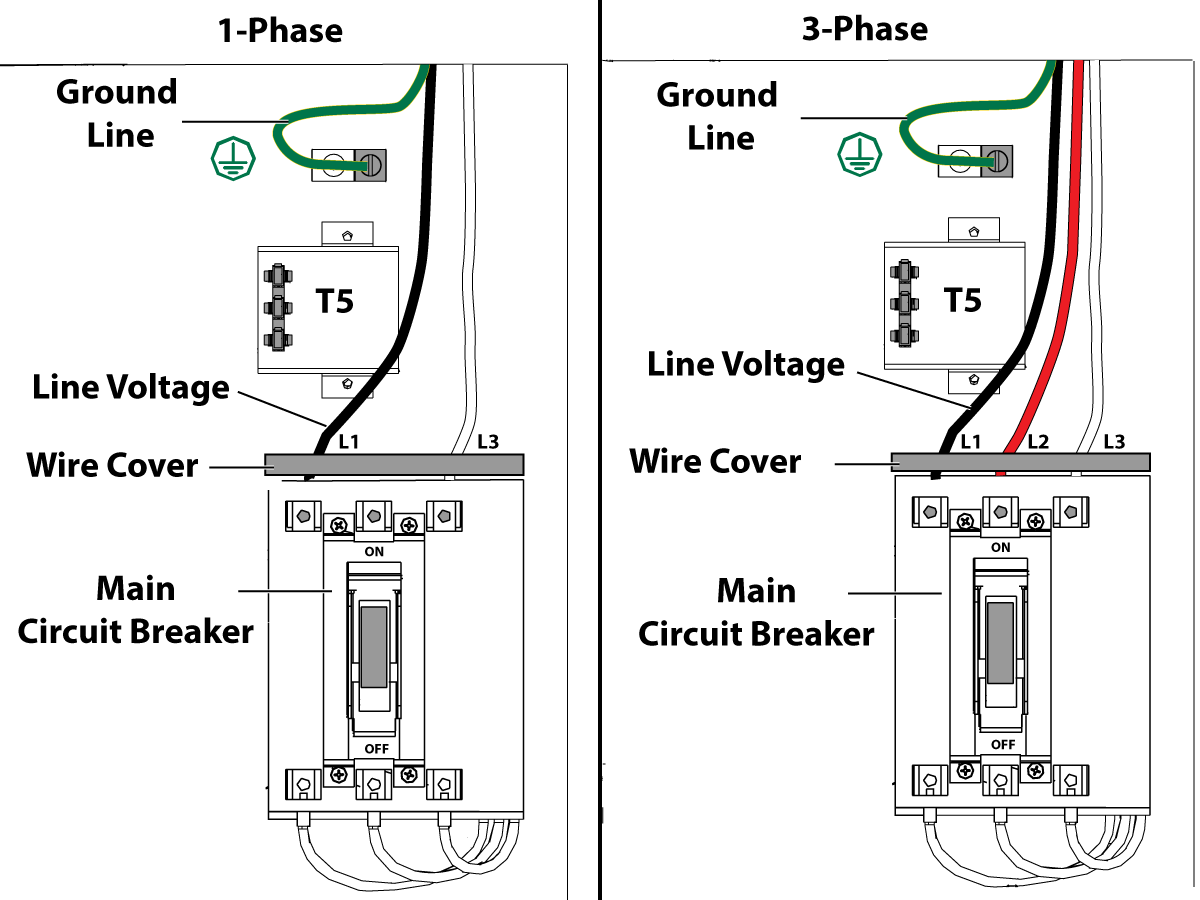
1 相机器: 将每个电源引线插入导线盖。 将两个电源引线连接到主断路器顶部的 L1 和 L3 端子。
三相机器: 将每个电源引线插入导线盖。 将三个电源引线连接到主断路器顶部的 L1、L2 和 L3 端子。
将单独的接地线连接到端子左侧的接地总线。
对于三相机床,请检查机床的电源配置类型。对每条接地的电源引线进行电压测量。然后参考 RD0084 - 输入电源配置 ,根据电压读数和电源配置确定哪条电源引线应连接到 L1 端子。
参考 Haas 主断路器 - 扭矩规格 ,以获取断路器电源引线的扭矩值。
注意: 确保引线实际进入端子块夹。(连接不良会导致机床间歇性运行或出现其他问题,例如伺服过载。) 要进行检查,只需在拧紧螺钉后拉扯导线即可。
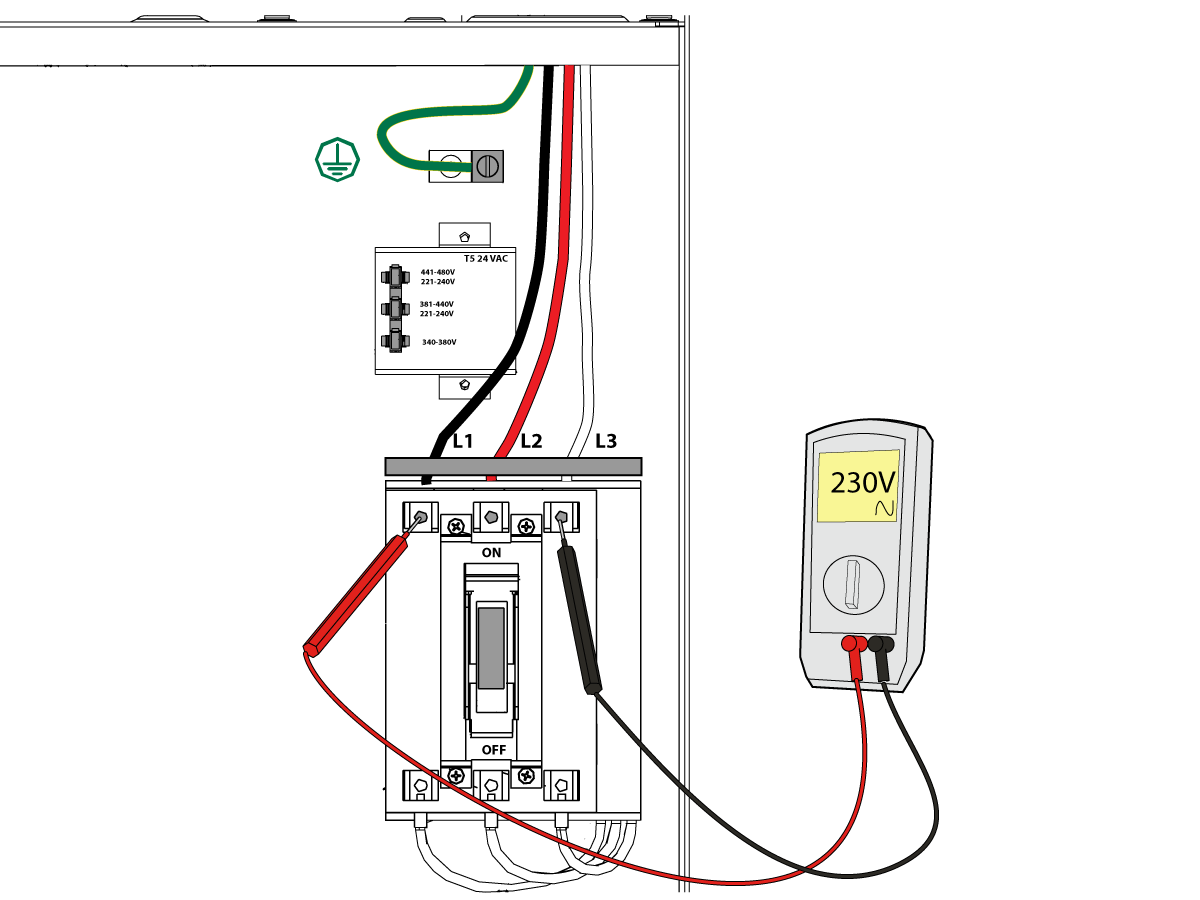
线路电压连接到机器后,确保主断路器(后机柜右上)已关闭。卸下锁定/标出并打开电源上的电源。使用数字电压计和适当的安全程序:
1 相机器: 测量 L1 上的交流电压 & 主断路器处的 L3。 交流电压必须介于 220 - 250 伏之间。
注意:低于或高于此电压可产生低压/高压警报。
三相机器: 测量主断路器上所有三个对相位之间的交流电压。
交流电压必须介于195 和 260 伏(高压选件为 360 和 480 伏)。
SMinimill - 重启: 对于没有高压变压器的机器,交流电压必须介于 198 和 242 伏之间。 请参阅迷你铣床/SMinimill - 识别文档。
注意: 宽电压波动在许多工业领域很常见;必须知道机床在运行期间提供给机器的最小和最大电压。美国国家电气法规规定,机床在平均电源电压变化时应变化 +5% 到 -5%。如果线路电压出现问题,或怀疑线路电压低,可以使用外部变压器。如果您怀疑电压问题,应在典型一天中每或两小时检查一次电压,以确保电压与平均值的波动不超过 +5% 或 -5%。
重要:关闭主断路器。
检查后机柜右下角的变压器分接头。
1 相机器:输入电压电缆必须移到连接器上, 对应于上述步骤中测量的平均电压。
三相机器: 标有 74、75 和 76 的输入电压电缆必须移到端子块三重,这对应于上述步骤中测量的平均电压。
变压器 T5 提供 24VAC,用于为主接触器供电。此变压器有两个版本,可用于 240 和 400V 机器。240V 变压器有两个输入连接器,距离变压器约两英寸,可将其连接到 180-220V 或 221-240V。
具有 220V-240V RMS 输入功率的用户应使用标记为 221-240V 的连接器,而具有 190-220V 输入功率的用户应使用标记为 180-220V 的连接器。未能使用正确的输入接头将导致主接触器过热或无法可靠地接合主接触器。
480V(可选)T5变压器有三个输入连接器,标有340-380V、381-440V和441-480V。
340V-380V 50Hz/60Hz 电源的用户应使用 340V-380V 连接器,而具有 380V-440V 50Hz/60Hz 电源的用户应使用 381V-440V 连接器。
重要:将主断路器设置为位置。检查问题的证据,如过热部件的气味或烟雾。如果出现此类问题,请立即将主断路器设置为 OFF,然后致电工厂,然后再继续操作。
电源打开后,测量主断路器底部端子上的电压。它应与输入电源连接到主断路器的测量值相同。如果有任何问题,请检查接线。
按下前面板上的电源打开开关,为控制部供电。
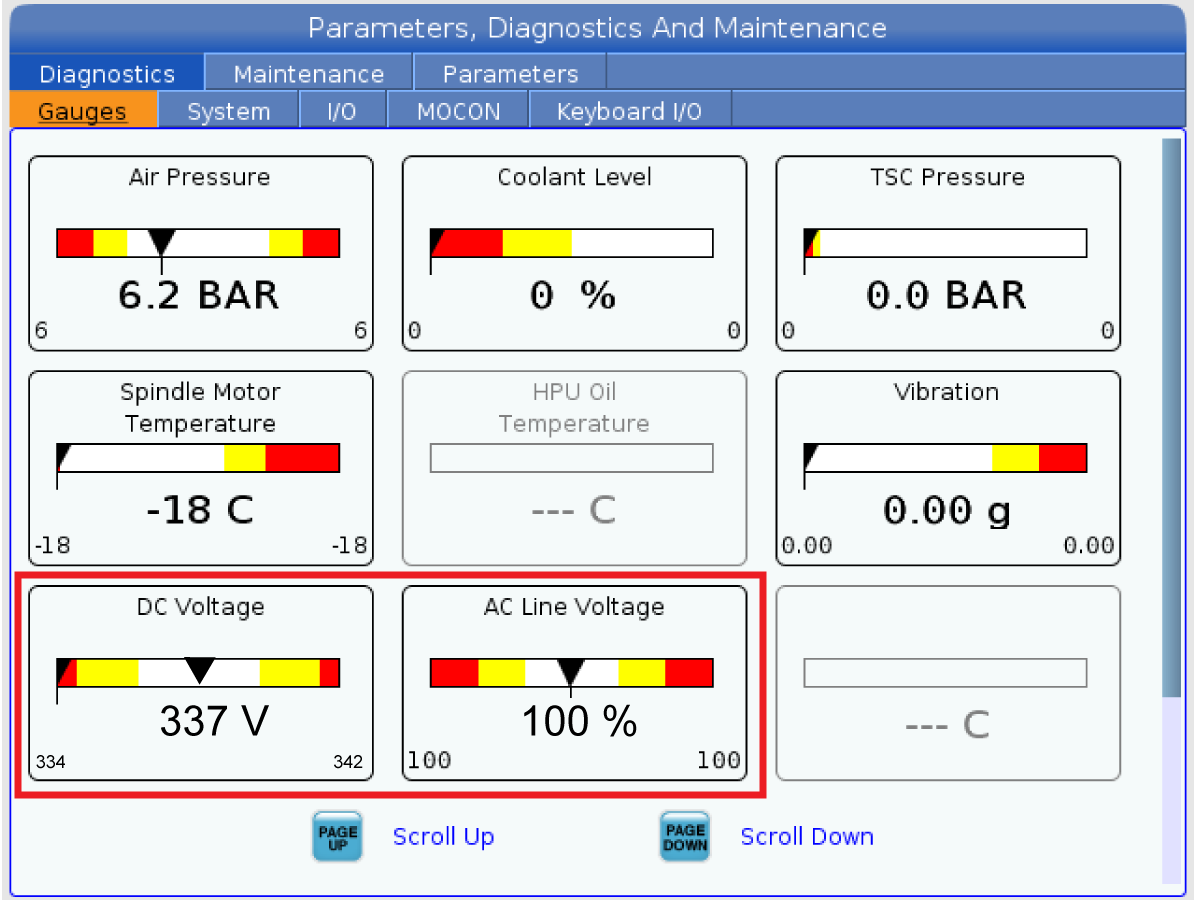
检查直流电压和交流线路电压表 诊断。直流电压表的读取电压必须介于 310 - 360V 之间。交流线路电压必须介于 90% 和 105% 之间。如果电压超出这些限制,请关闭电源并重新检查步骤 2 和 3。如果电压仍超出这些限制,请致电工厂。
电力必须正确分段,以避免损坏您的设备。电源组件 PC 板包含 "相位检测" 带霓虹灯指示灯的电路。当橙色霓虹灯亮起 (NE5) 时,相位不正确。如果绿色霓虹灯亮起 (NE6),则相位正确。如果两个霓虹灯指示灯都亮起,则导线松动;检查连接。通过将源电源设置为关闭,然后在主断路器上交换输入电源线路的 L1 和 L2 来调整相位。
危险: 在调整相位之前,必须关闭电源上锁定标签的所有 CNC 电源。始终使用交流电压检测器仔细检查传入线路。
将主断路器设置为关闭位置。关上门,锁紧闩锁,然后重新打开电源。从控制柜中取出钥匙,交给车间经理。
激活
当机床正确放置并连接到空气和电力时,即可进行最终安装(拆卸装运块、调平、主轴扫描等)和软件激活。HFO 维修技师这样做。请与本地 HFO 联系以安排工作。
重要事项: 在尝试装备运动传感器之前,必须对配备运动传感器的机床进行粗略调平。 有关详细说明,请参阅 服务通知 - SA0007。 仅 Haas 专卖店人员才能访问本文档。
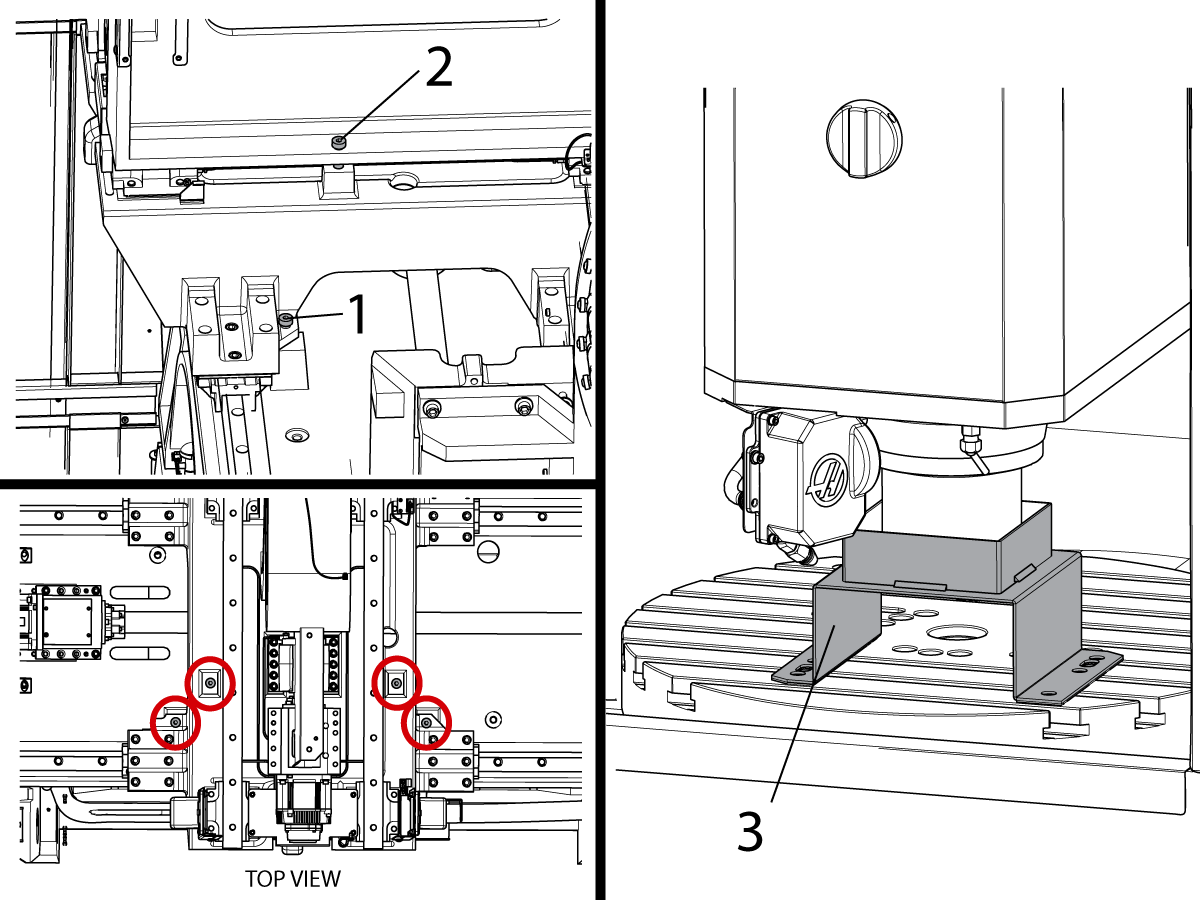
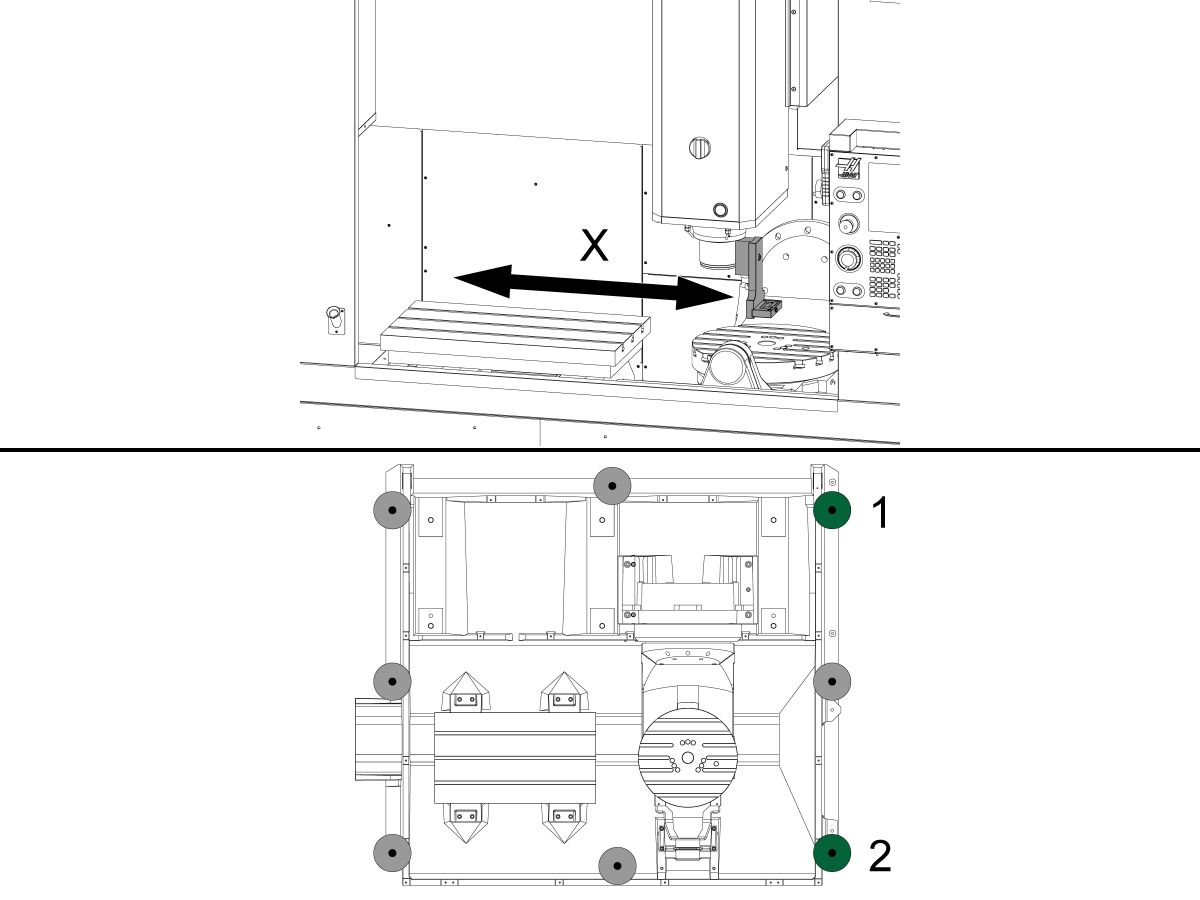
从鞍座和冲压机的两侧拆下 X [1] 和 Y [2] 轴装运螺栓。共有 (4) 个总数,如顶部视图所示。
[ZERO RETURN] [Z] 轴,并从转盘中取出装运支架 [3]。
移除门装运支架。
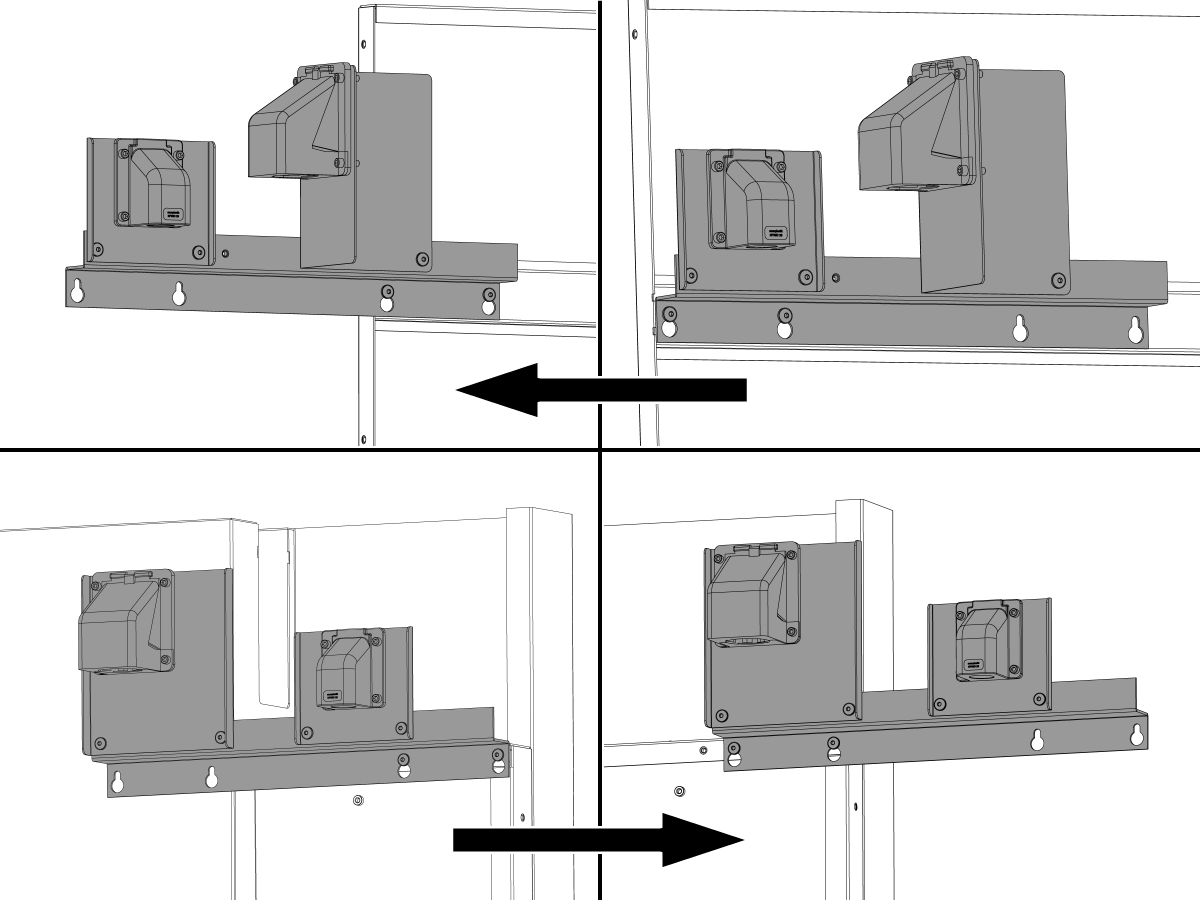
将电缆悬垂支架从输送位置移动到安装位置。
警告:如未延伸电缆悬垂支架,则将使电缆与移动的 X 轴接触。
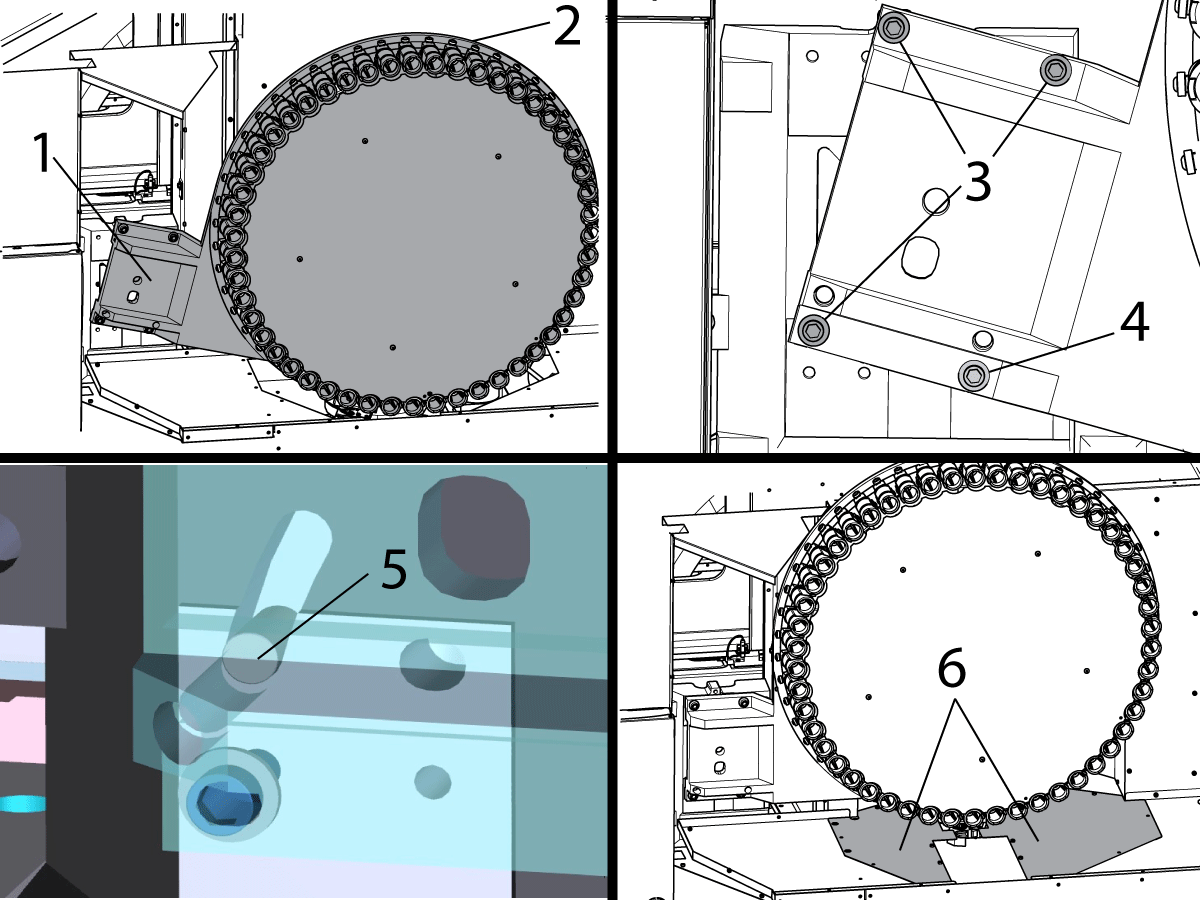
国际航运: 如果配备 50 个袖珍工具更换器选项,则必须将换刀器提升到位置(约 775 磅/351 千克)。
当工具更换器处于装运位置 [1] 时,将链条或皮带连接到顶部提升点 [2](1/2-13 螺纹),并支持换刀器的重量。
拆下 (3) 螺栓 [3],然后松开第 4 个螺栓 [4] 一圈,用作枢轴点。提起工具更换器,直到销底伸出 [5](支架显示为透明,供参考)。安装并将 (4) 螺栓扭矩拧至 80 ft-lb (108 N-m)。
安装面板 [6] 和刷子。
重要: 安装 50 个袖珍刀具更换器后,必须设置 Z 轴刀具更改偏移和主轴方向。 [X 和 Y 轴] - 刀具更换偏移 - UMC-750 / UMC-1000
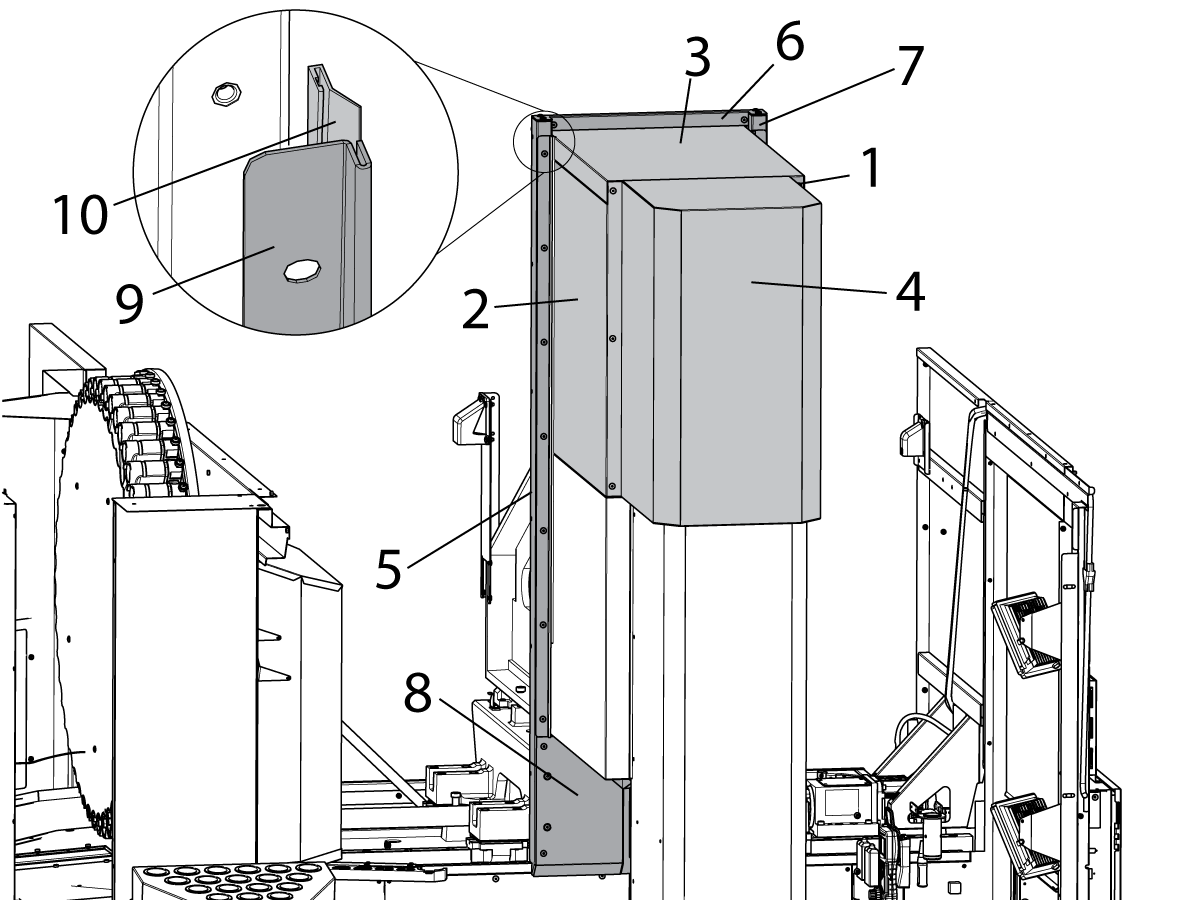
安装冲压顶板金属: [1] [2] [3] [4]。
安装鞍式雨刮器机架: [5] [6] [7] [8]。
将刮水器 [10] 安装在固定器 [9] 上,并安装在机架的两侧。
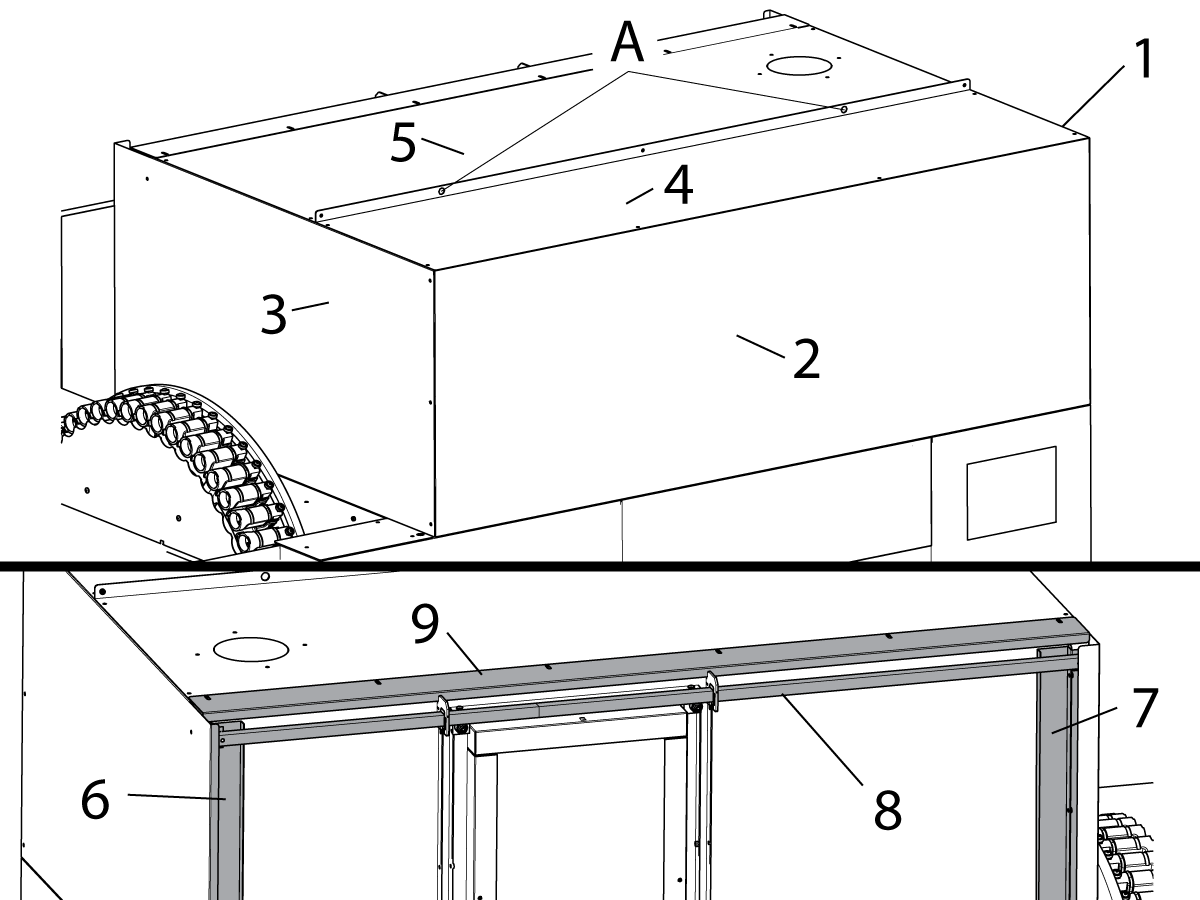
安装 TRP 程序集。它可以使用提升点 [A] 在地面上将吊升组装到原位,也可以按所示顺序就地组装: [1] [2] [3] [4] [5]]
安装 X 轴路套,[6] 和 [7] 下部卡舌钩在切屑保护器上。将天鹅绒带留在原位,并将护套固定到侧壁上。安装窗帘杆 [8],将盖在顶部钩住。拆下天鹅绒带,并将路套固定到鞍架上。
安装盖板 [9]。如果配备护罩排气选件,请立即安装。
注意: 建议带 CDF 输送机的机床在调平前对冷却液箱和 CDF 输送机进行配件检查。
让每个轴回原点,一次一个,或按 [POWER UP]。完成水平处理过程。
重复这些步骤以达到正确的机器水平。
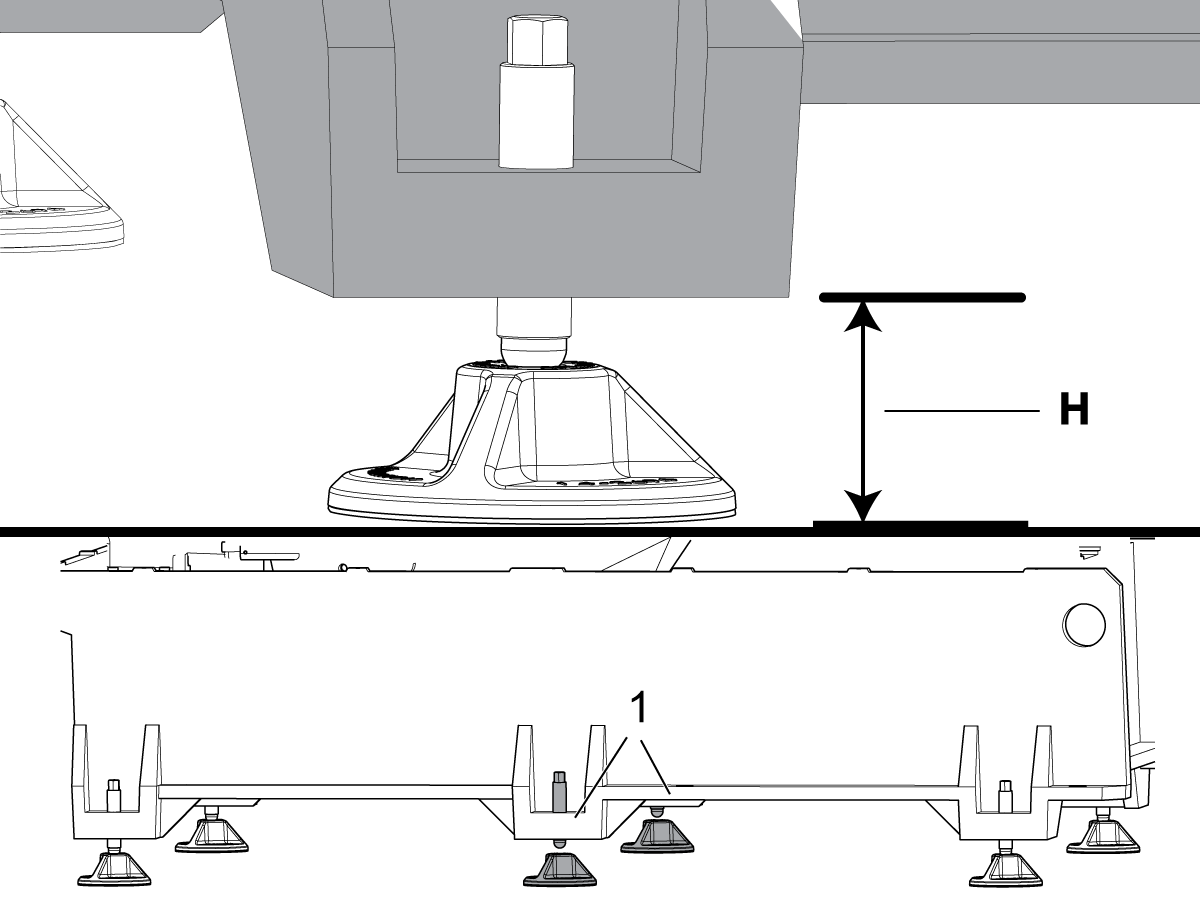
调整 (4) 个角调平螺钉以将铸件提离地面。
将 [H] 设置为 4。
将两个中间调平螺钉 [1] 从中间垫上向上转动。
对其中一项 X 轴线性导轨进行精度调平 [1]。
第一个水平机床侧对侧。提起或降低一侧,甚至调整两个螺钉 [2],使工具中的气泡居中。
将精度级别与 Y 轴平行放置在线性参考线上。
注意: Y您还可以在 X 轴线性导轨上放置花岗岩块,并将精度水平放在顶部。
均匀地调整前螺钉或后螺钉,使机器前部对后部进行调平,将气泡居中放在液位工具中。
在 Y 轴和 Z 轴行程中间,将调平刀具 (T-2181A / T-2192) 设置为与 Y 轴平行。
注意:调平刀具 (T-2182/T-2192) 在安装到主轴后需要手动调整。 固定底座安装螺栓,用手冲击水平,直到气泡水平处于行驶的中间。
手柄转折 X 轴。在"主页"、中间和 X 轴行程结束时获取读数。在 X 轴行驶结束时,请注意机器的正面或背面是否较低。
升起或下侧,[1] 或 [2],直到工具中的气泡读数为零。在行驶的每一端重复此步骤,直到工具在两端读取零。
将 [B] [C] 轴返回原位。沿 X 轴测量工作台面 15" (381mm)。
如果读数不为零,则点动 B 轴(以 0.0001" 为增量),直到指标读数为零超过 15"。
设置 B 轴位置的工作偏移,您将在后续步骤中返回此位置。
说明:切勿重置换刀偏置。
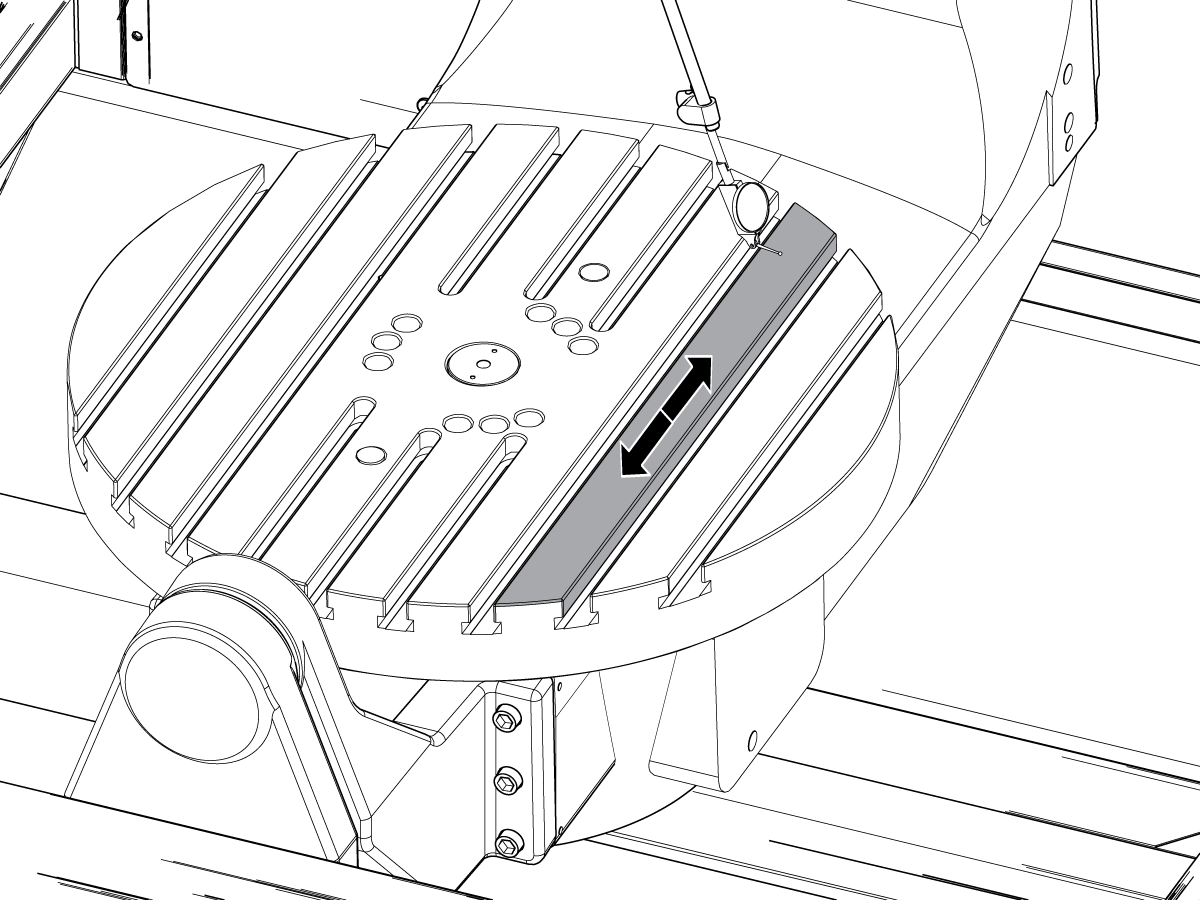
手柄点动 C 轴到 C90。通过指示 Y 轴平面中盘片的背面到前面的指示,检查盘片表面的平行性。
将 Y 轴为 0 并位于从中心向外的第三根加强筋上的转盘背面的指示器归零。
用 Y 轴向前扫 15" (381 mm)。记录指标读数,同时记录幅度和方向。
使用中间调平螺钉升起机器中间并调整 B 轴。向下转动中间调平螺钉,直到它们只是接触调平垫,然后将其再调低 10 度。
机器的中间始终需要首先升起。均匀地调整每侧的中间螺钉。始终以较小的增量进行调整,并在每次调整时将两个中间螺钉均匀地设置在两侧。
继续向上或向下调整中间螺钉,直到指标在 15" (381 mm) 扫描上读数为零。
将 90 度添加到之前调整的 B 轴值。命令 B 轴到此位置(例如 B90.003 度)。
将后台面上的指示灯归零,从后到前点动 Y 轴 15"(381 毫米)。
记录指标读数,同时记录幅度和方向。此测量值显示表相对于 Y 轴在侧对侧方向中的位置。
如果 trunnion 向右倾斜,则用右前调平螺钉抬起,用左前调平螺钉以小、相等、增量抬起。
如果细直倾斜到左侧,则用左前调平螺钉抬起,右前部倾斜。
再次扫描台面,以确保 15"(381 毫米)扫描对齐到零。
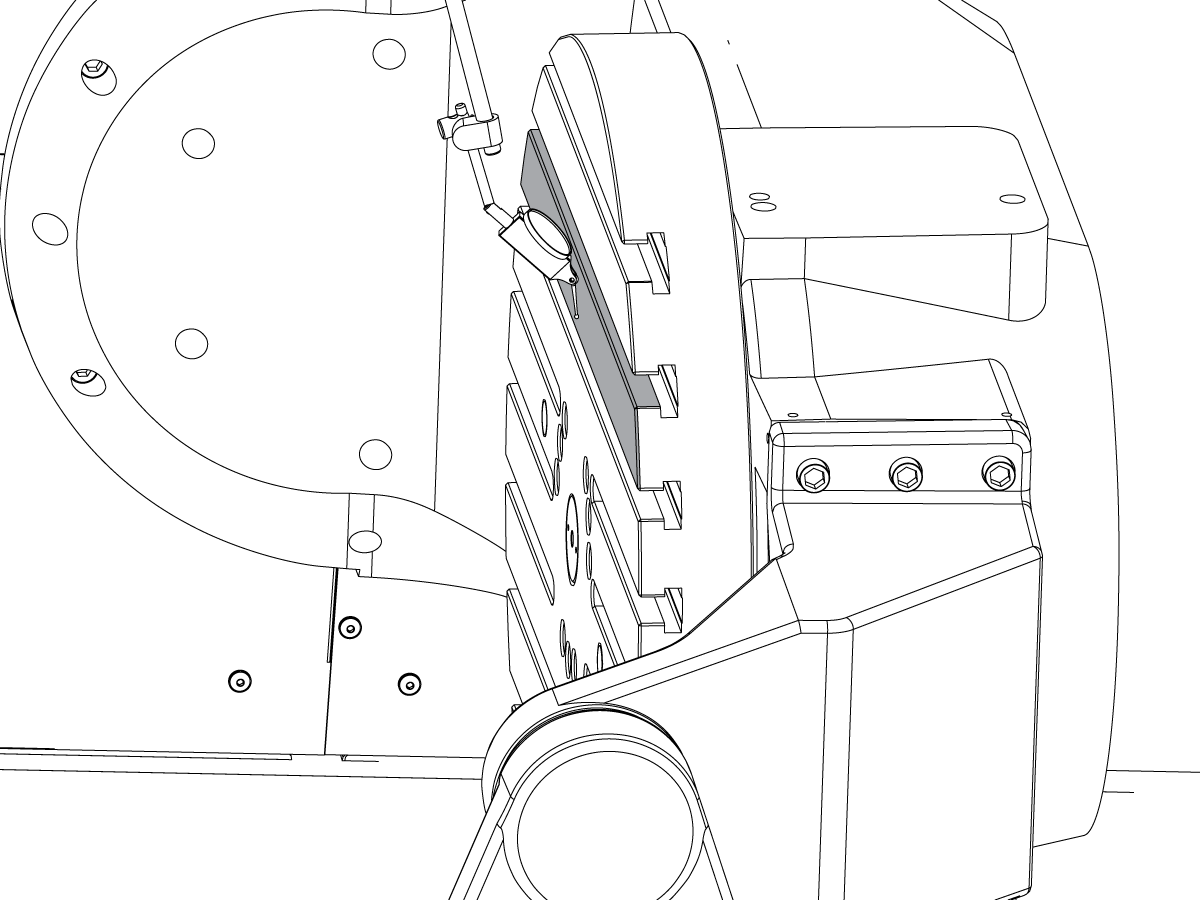
[归零][B] 并测量工作台 [1]。以 NTE 0.001"/15" (0.025 mm/381 mm) 的值将工作台扫描超过 15 英寸(381 毫米)。
[ZERO RETURN] [C]并指示其中一个 T 型槽 [2] 超过 15"(381 毫米),误差值不超过 (NTE) 0.001"/15"(0.025 毫米/ 381 毫米)。
注意: 如果任一读数高于千分之一 (0.001", 0.025mm),重复设备调平过程。水平序列中的小错误会对 B 和 C 主位置产生负面影响。
如果验证水平正确,但 B 或 C 主位置仍不在规范范围内,则可以稍微调整左或右前螺钉,以少量更改 B 和 C 主位置。进行任何调整后,请检查两个家庭位置。
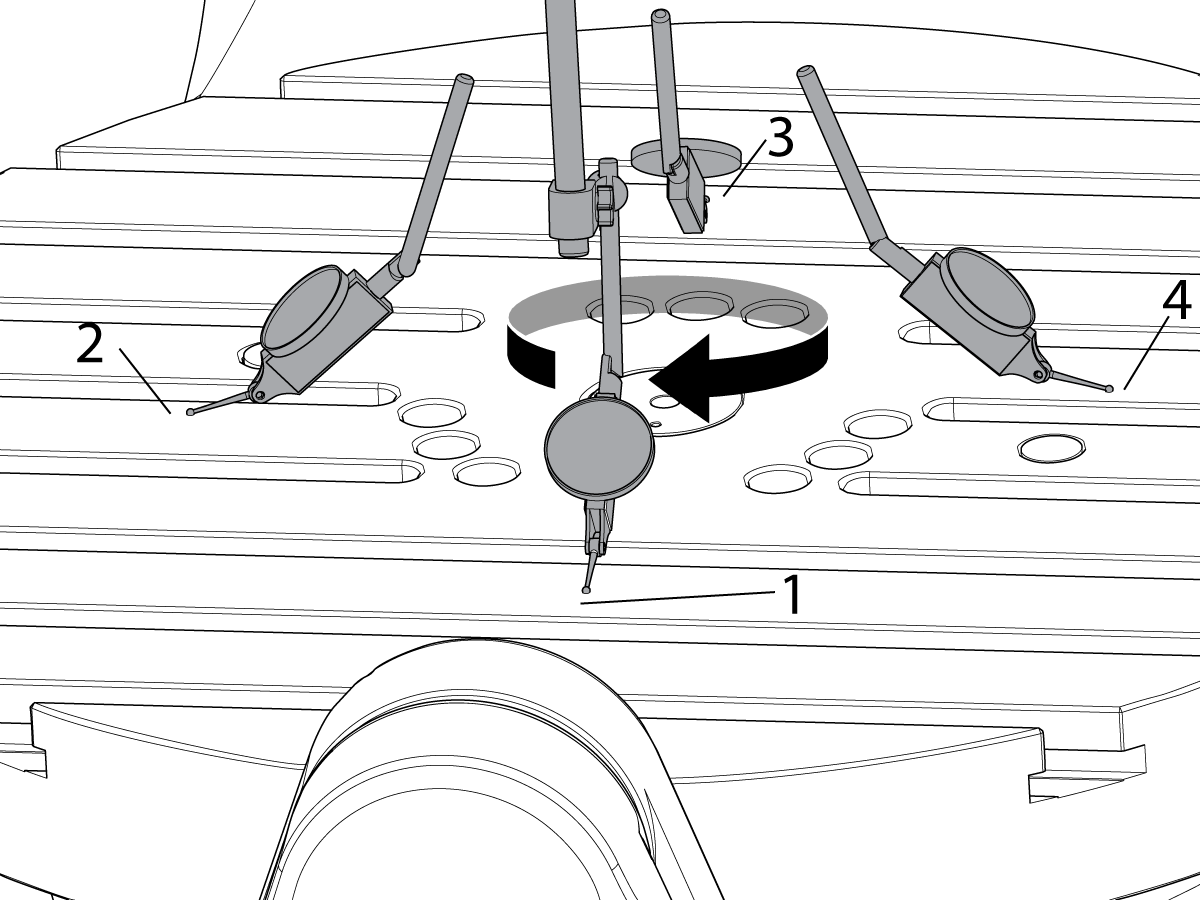
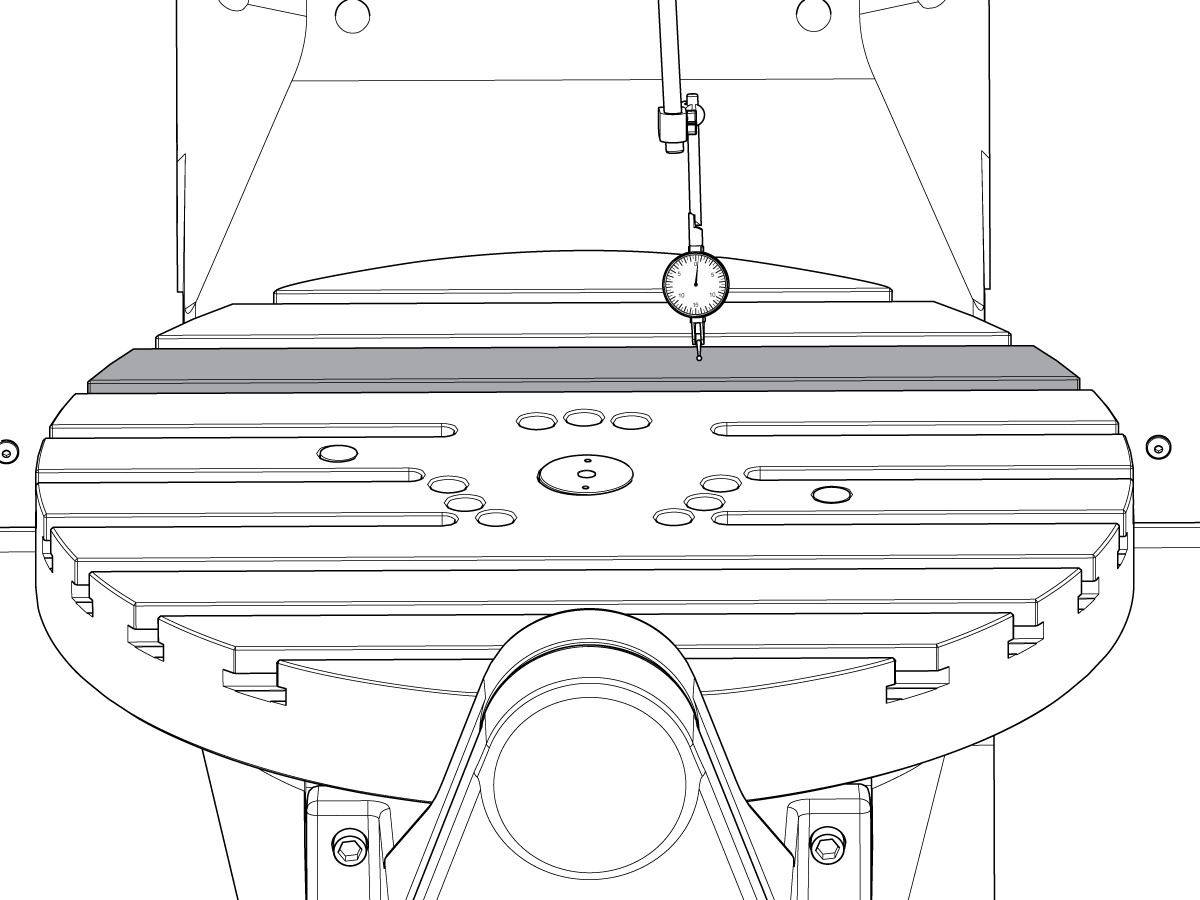
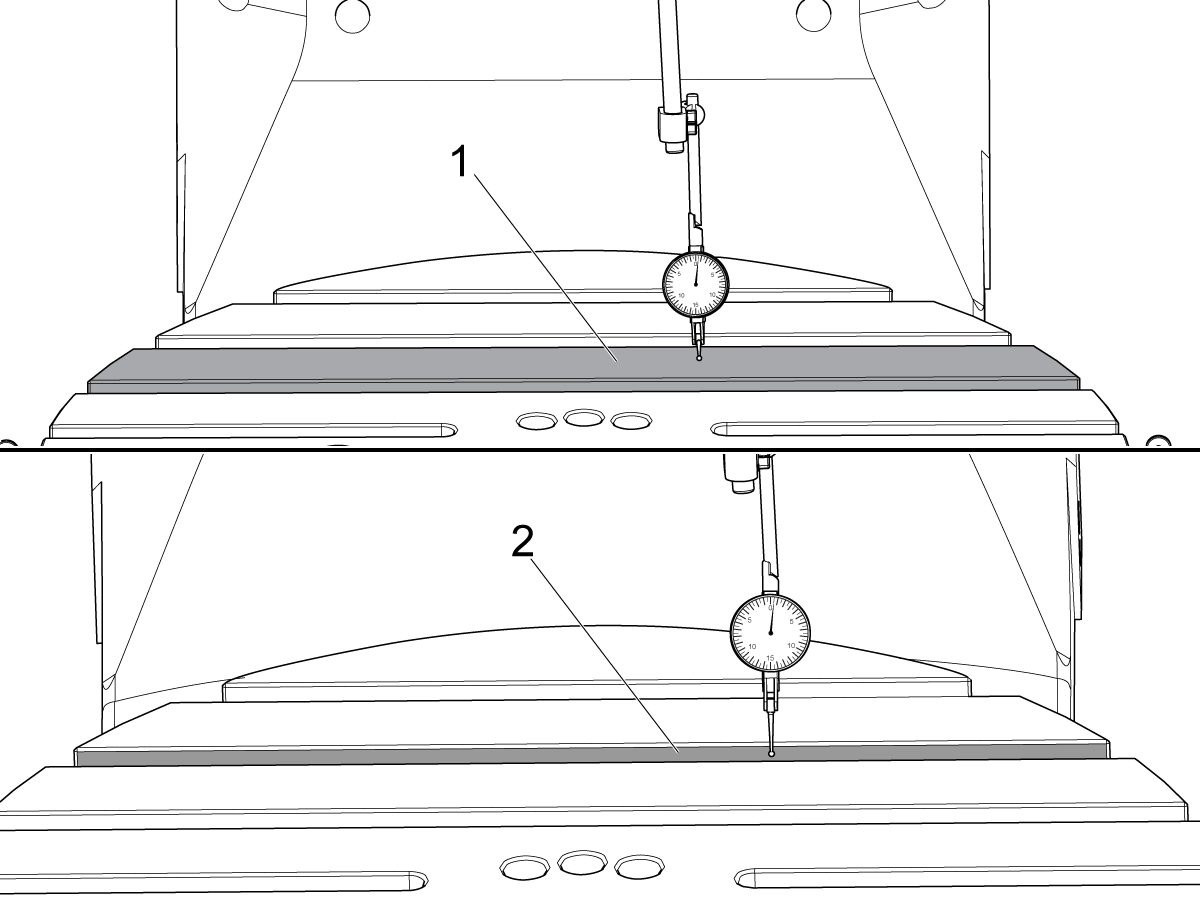
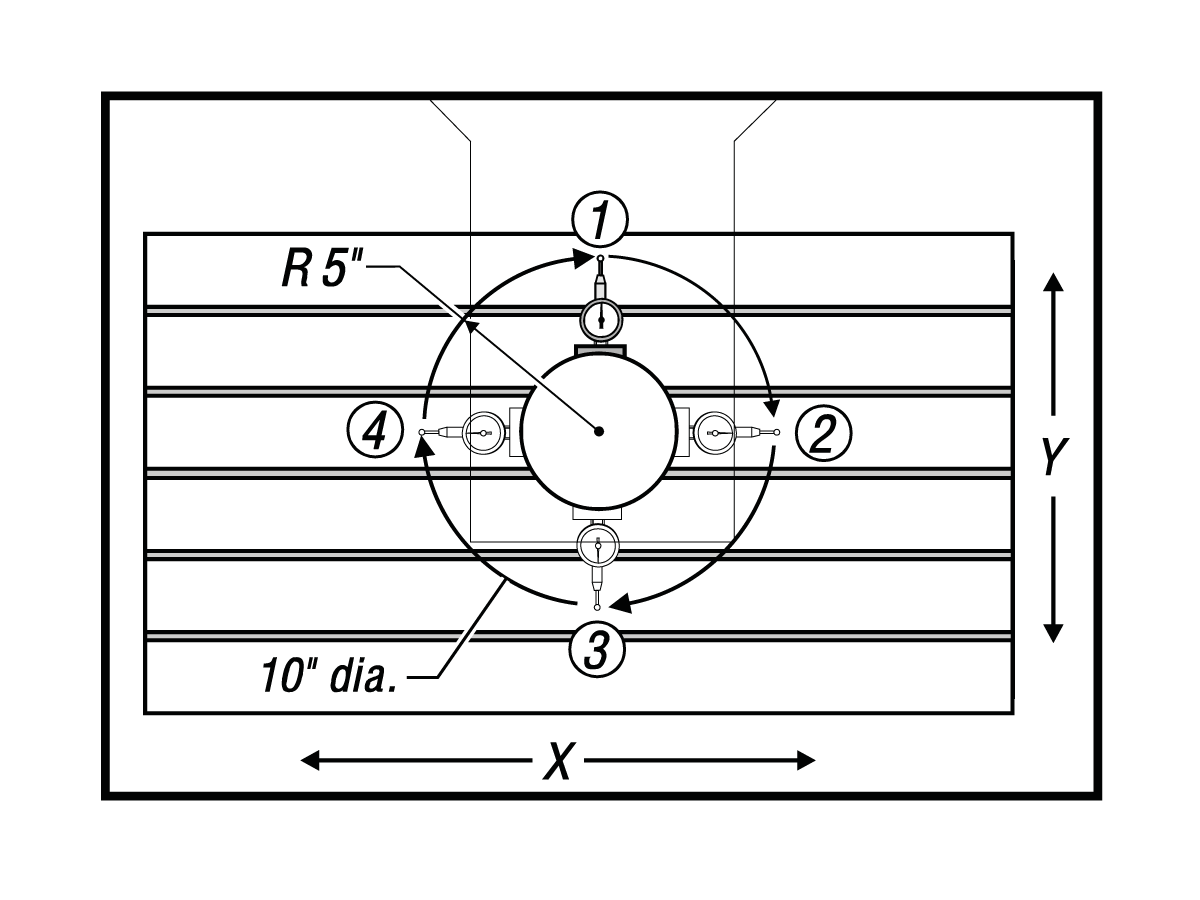
将主轴头移到 Z 轴行程的中间。将测试指示器放在主轴上,以测量 10" (250mm)直径圆周是否位于转盘中心。将转盘操作员侧的测试指标归零[1]。
每 90 度旋转一次,[2],[3],[4]。所有四个位置的显示总流出量 (TIR) 不得超过 (NTE) 0.0005" (0.012 毫米)。
注意:主轴扫描值也受水平序列精度的影响;如果值超过规格,请再次检查机床水平。
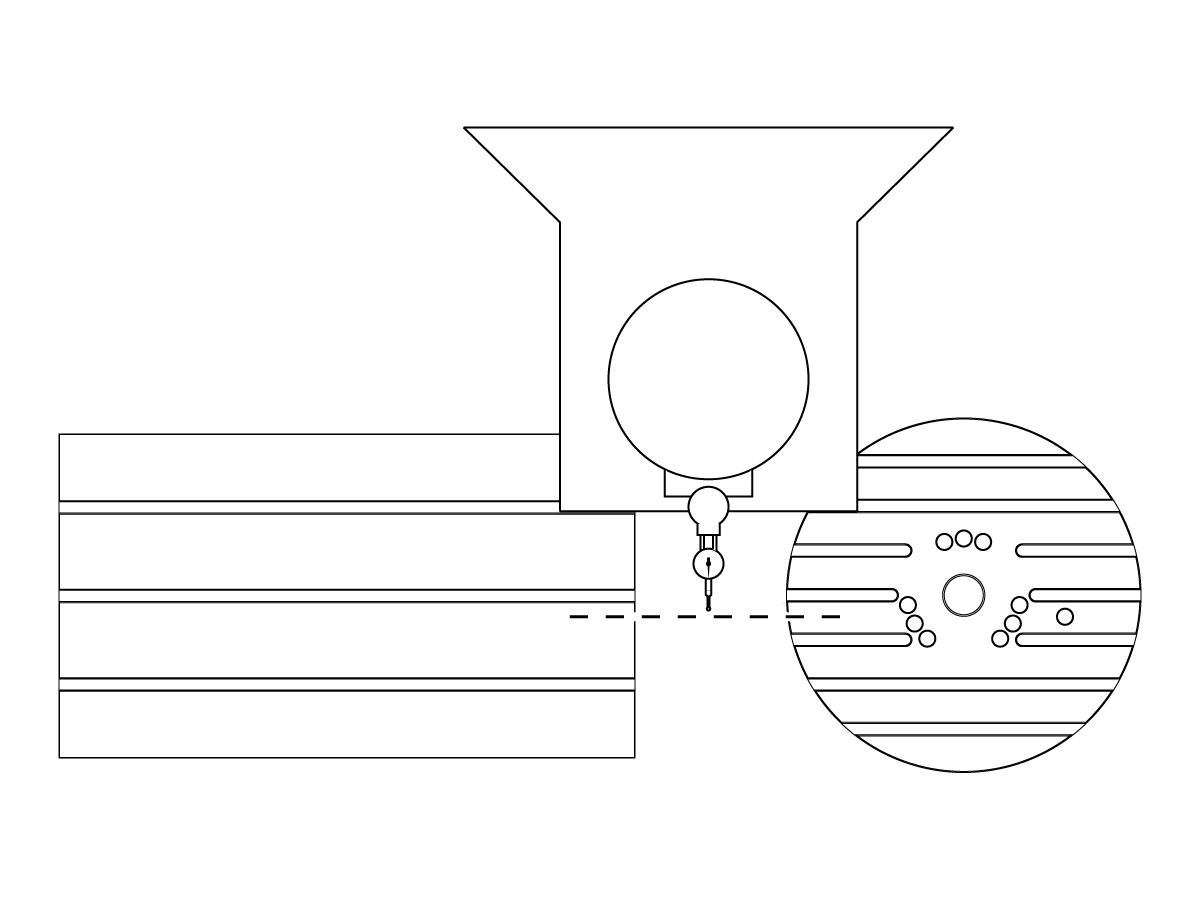
将主轴头移到 Z 轴行程的中间。将测试指示器放在主轴上以测量 10" (250mm)直径圆在工作台的中心。将表 [1] 操作符侧的测试指示器归零。
每 90 度旋转一次,[2],[3],[4]。所有四个位置的显示总流出量 (TIR) 不得超过 (NTE) 0.0005" (0.012 毫米)。
注意: 主轴扫描值也受水平序列精度的影响;如果值超过规格,请再次检查机床水平。
注意: 如果配备 50 个刀套换刀装置,请检查与主轴的校准。
指示转盘顶部并沿 X 轴方向点动,扫过转盘和工作台 3 英寸(NTE 0.001")(25.4μm)
机床设备完成调平和校准后,安装和拧紧调平螺钉上的保险螺母。重新检查楔形卡爪是否与底座底部的支撑部件接触。
这告诉您如何设置机器旋转零点 (MRZP) 偏移。MRZP 偏移是 Haas CNC 控件中的设置,用于告诉控制器这些距离:
此过程显示使用两个校准组件的图像。
重要: 在进行此步骤之前,必须校准主轴探头。这可确保探头对机器位置的精度正确。请参阅 下一代控制器 - 探针校准 (VPS) 程序,在diy.haascnc.com
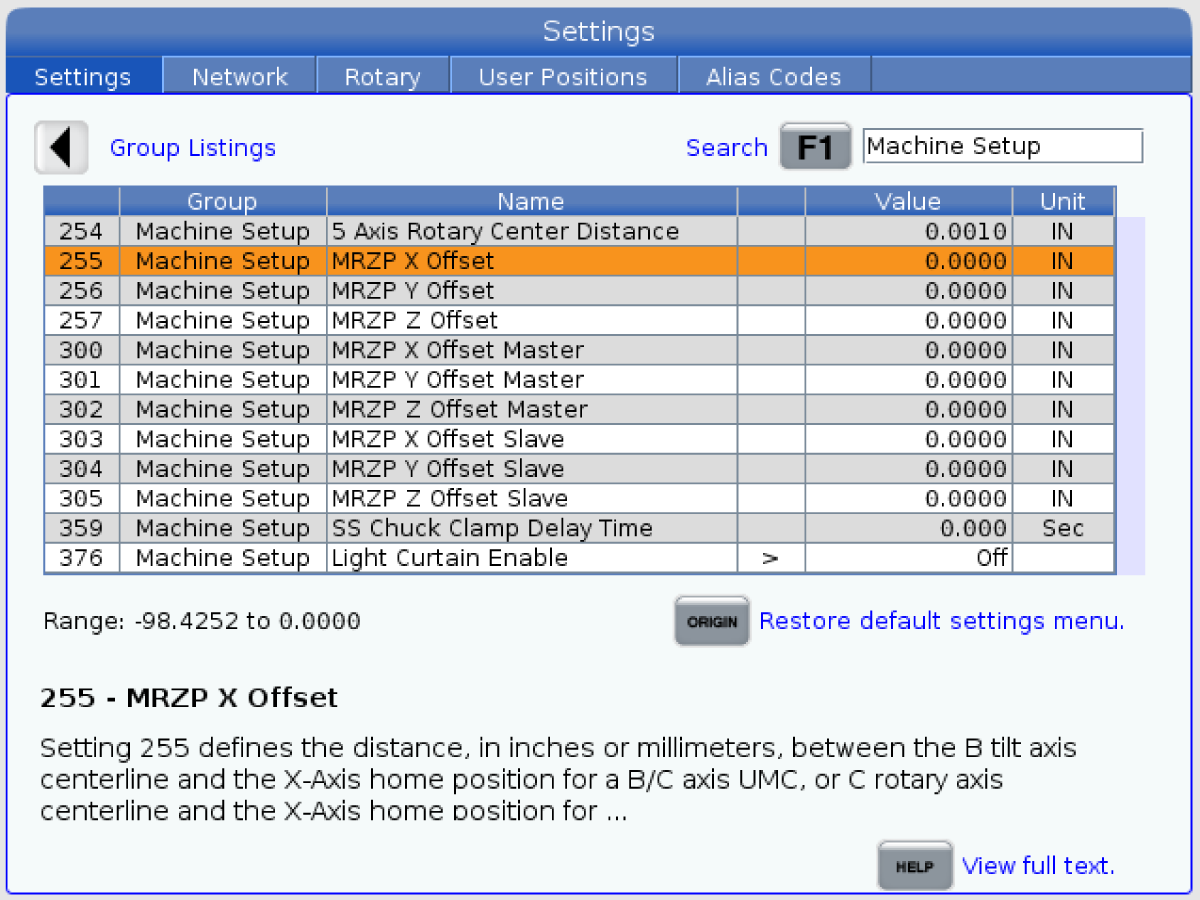
按 [Setting] 并导航至“机床设置”。检查设置 255、256 和 257。该值不应为零。如果是零,请执行以下程序。
[ZERO RETURN] [ALL]轴。
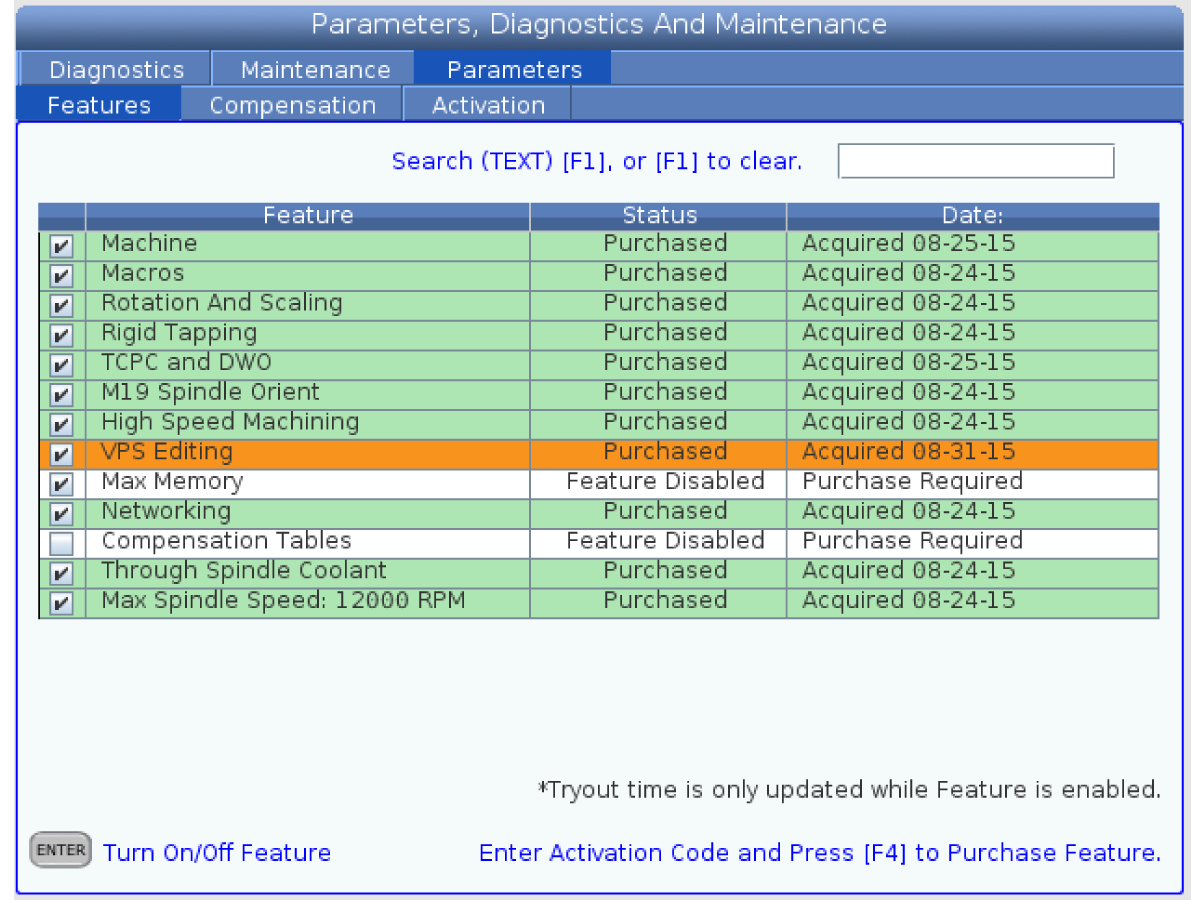
转到 [DIAGNOSTIC] (诊断)中的 Features (功能)选项卡,并确保VPSEditing(编辑) 已打开。
把工件测头置于主轴中。
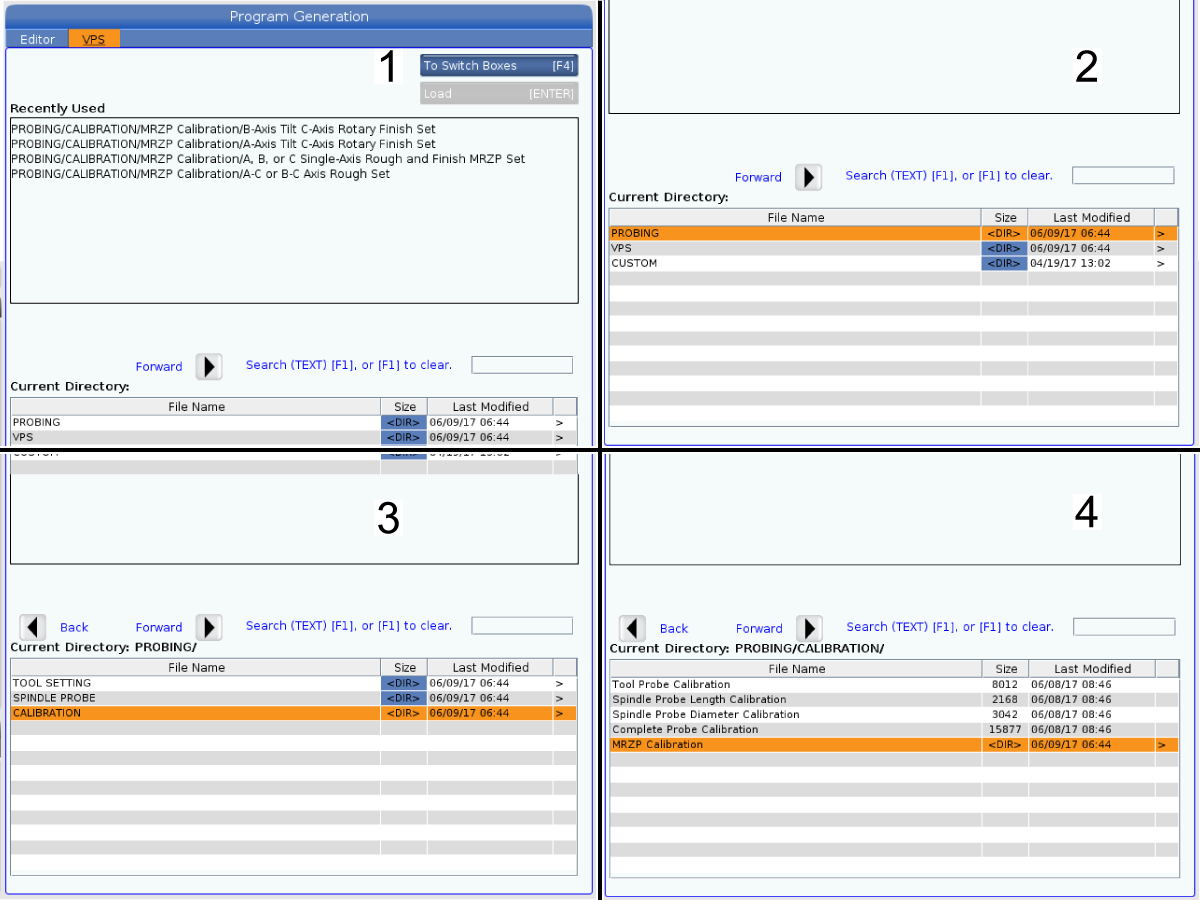
推 [EDIT] 按钮。
选择 VPS 。
将 [DOWN] 光标箭头推到 PROBING [1]。
选择 CALIBRATION(校准) [2]。推[RIGHT] 光标箭头。
选择 MRZP CALIBRATION(校准) [3]。
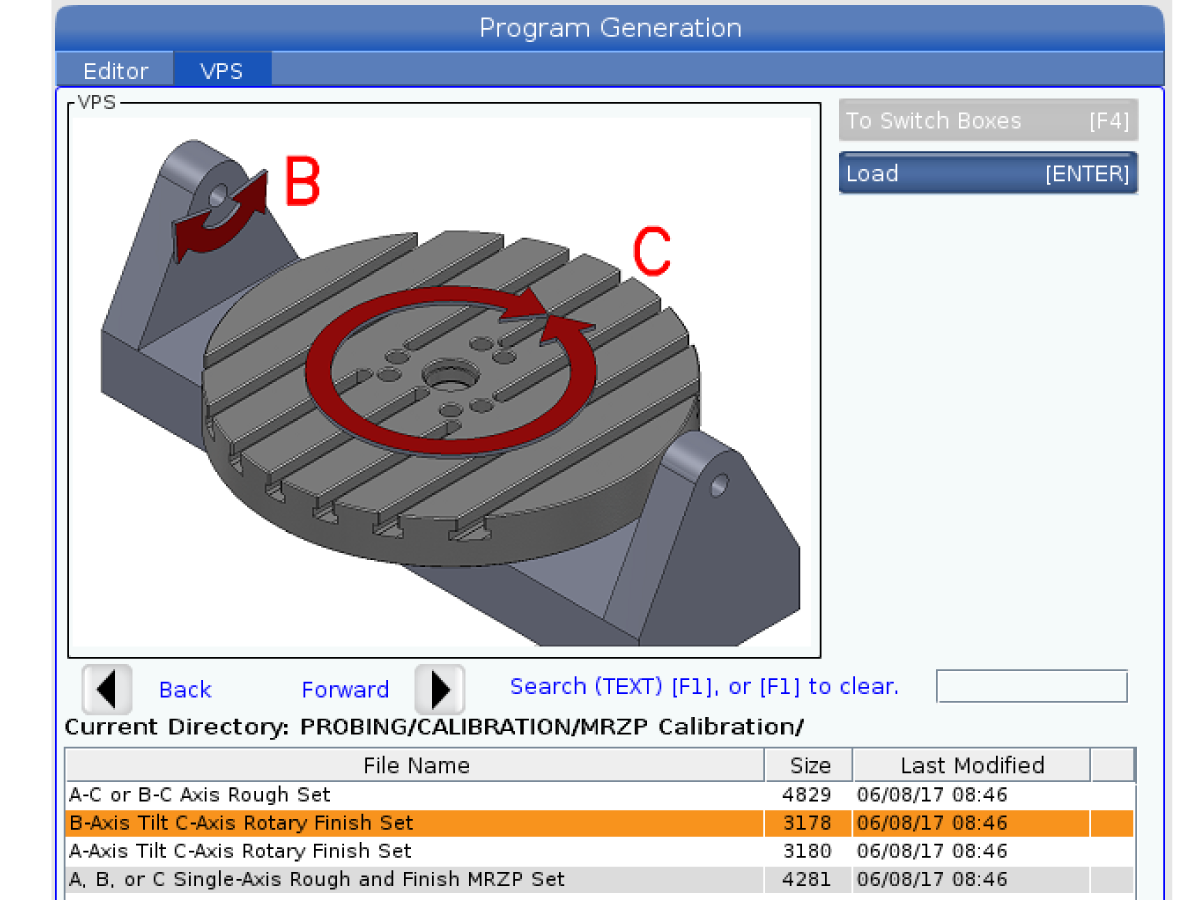
推 [DOWN] 光标箭头并选择 B-AXIS TILT C-AXIS ROTARY FINISH SET。
说明 A-C:或 B-C 仅当没有 MZRP 偏移设置 (255、256、257) 设置时,才使用 MRZP ROUGH SET。

输入工具球的直径 [2]。
重要:始终使用校准的千分尺测量工具球,以确保球直径正确。
注意: 如果您处于公制模式,请确保输入的球大小(以毫米为单位)。如果您处于英寸模式,请输入球大小(以英寸为单位)
按 [ENTER]。
推 [F4] 。
选择 Output MDI。
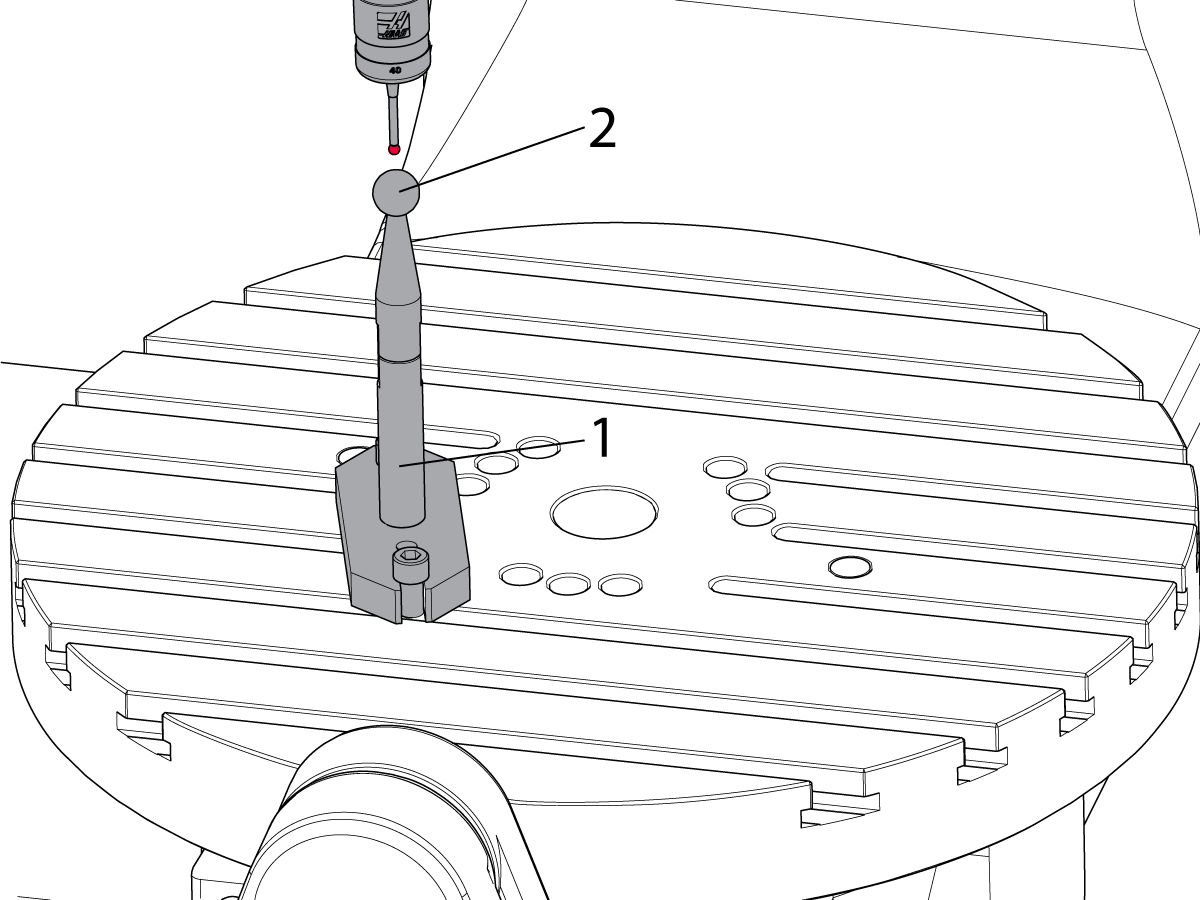

在转盘中心附近安装校准球体组件 [1]。
注意: 在 UMC-1000 上,如果校准球体离中心太远,则 MRZP 校准周期内将生成超行程警报。
确保工具球 [2] 贴紧校准组件。
注意: 在配备有托盘交换系统的 UMC 设备上,需要使用趾夹将校准球固定至托盘。
注意:勿使工具球过紧。
旋转 Z 轴,直到探头尖端 [2] 为 0.1" (2.54 毫米)以上,并以工具球 [1] 为中心。
在 MDI 中启动程序。此程序是 O099994 B AXIS TILT AND C AXIS ROT AXIS。
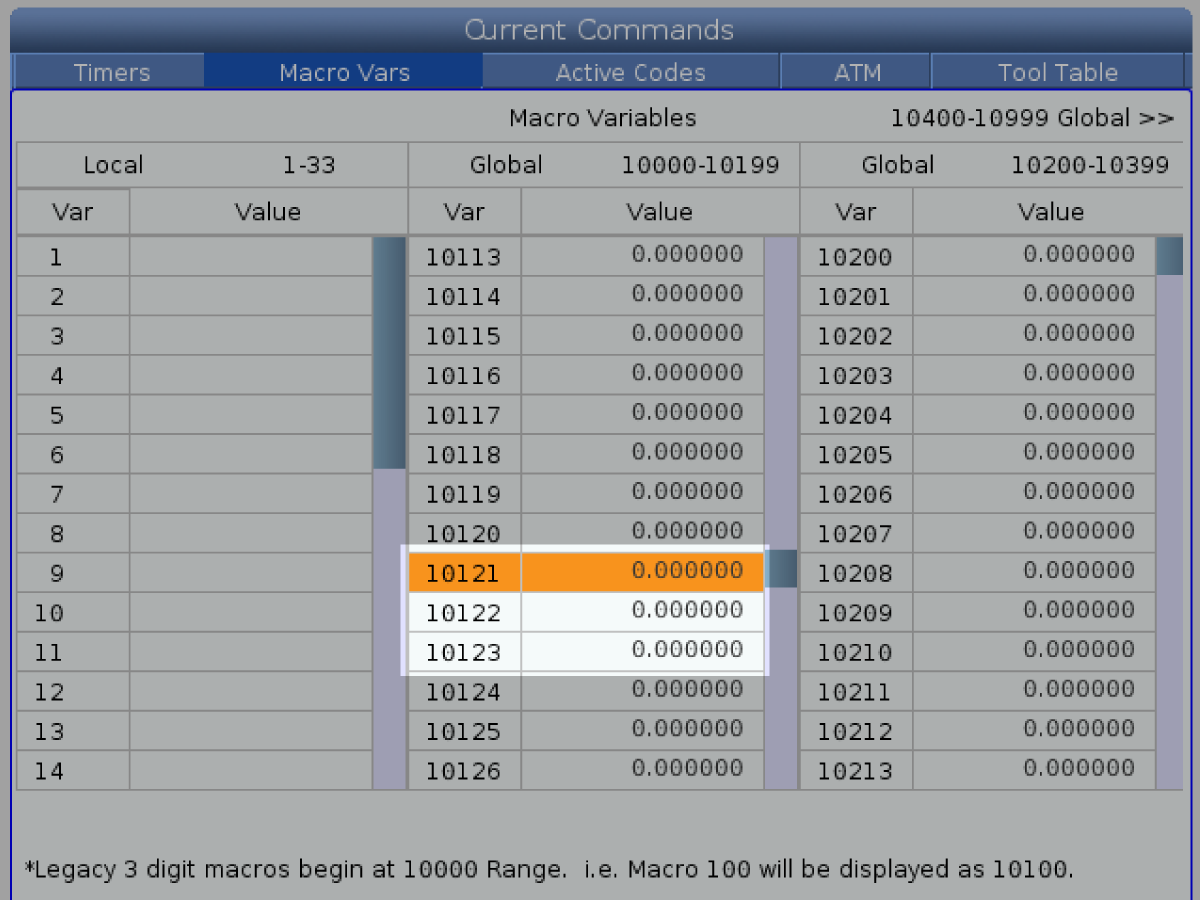
探头不同程度地测量 B 轴和 C 轴上的多个位置。
程序将值放在宏变量 10121、10122 和 10123 中。记录值。
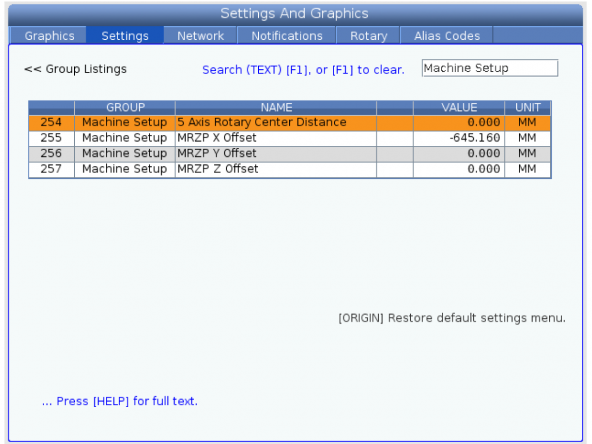
将记录的值放在这些设置中:
如果您认为可能输入了不正确的数字,请再次启动MRZP FINISH SET程序。程序放入变量中的值必须在设置数字的五个计数或更少的范围内。
注意: 设置9决定数值显示以英寸还是毫米为单位。
调平、验证几何形状并设置 MRZP 偏置后,才可完成检查报告。
可以在《 Haas 服务指南》中找到《检查报告 EA0428》。
注意:该网站仅适用于 Haas 服务技术人员。
使用 Haas Service 应用程序将检查报告附加到机床历史记录中。
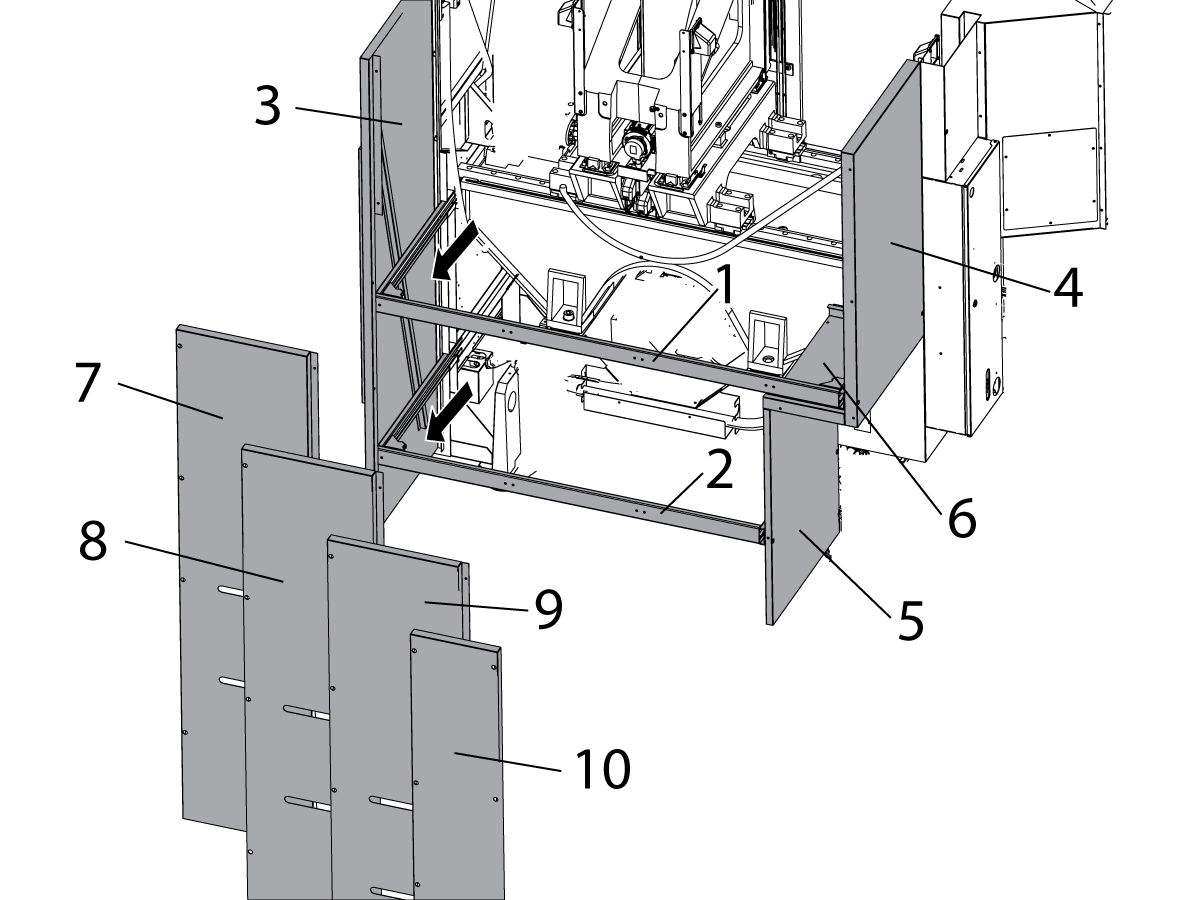
扩展 C 通道 [1] 和 [2]。安装侧板 [3],[4],[5] 和 [6]。
安装后面板 [7],[8],[9] 和 [10]。
运行主轴运行程序。
注意: 对于 10K 轴及以上,请使用平衡的刀柄
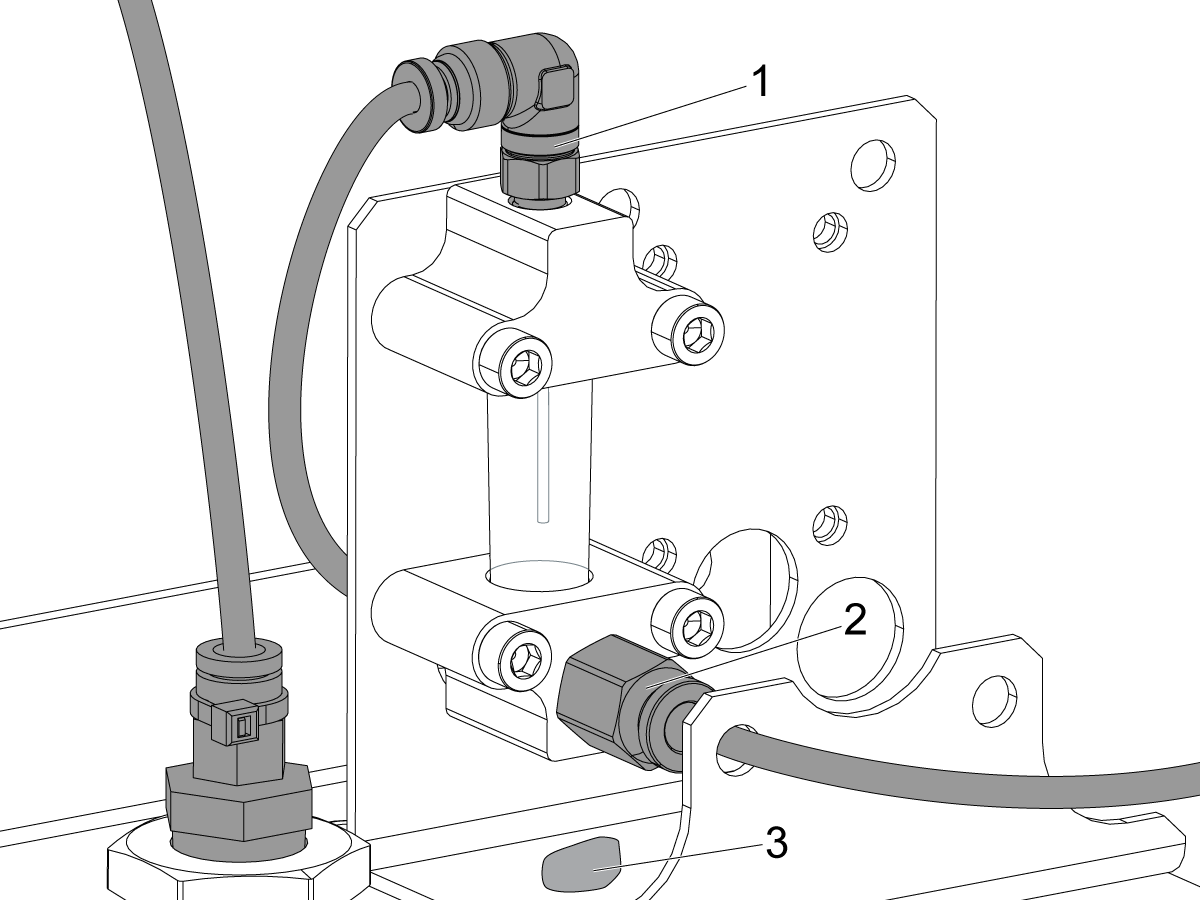
检查目视镜,确保从目视镜中滴落正确。
检查机油泵油箱顶部的接头 [1,2]。
机油收集在油泵油箱顶部 [3] 在目视玻璃支架的后面或前面,在泄漏的接头下方。
拧紧任何泄漏的接头。
转到 Maintenance(维护)选项卡。
按 [F2]以循环轴润滑测试。
检查润滑系统上的仪表。 确保它保持压力。

关闭机床电源。
安装冷却液箱手柄 【1】、油箱盖 【2】和屑盘 【3】。
将冷却液箱置于机床左侧下方(从前部查看时)。确保屑盘 【3】 直接位于机床的排放槽下方,以确保冷却液流入油箱。
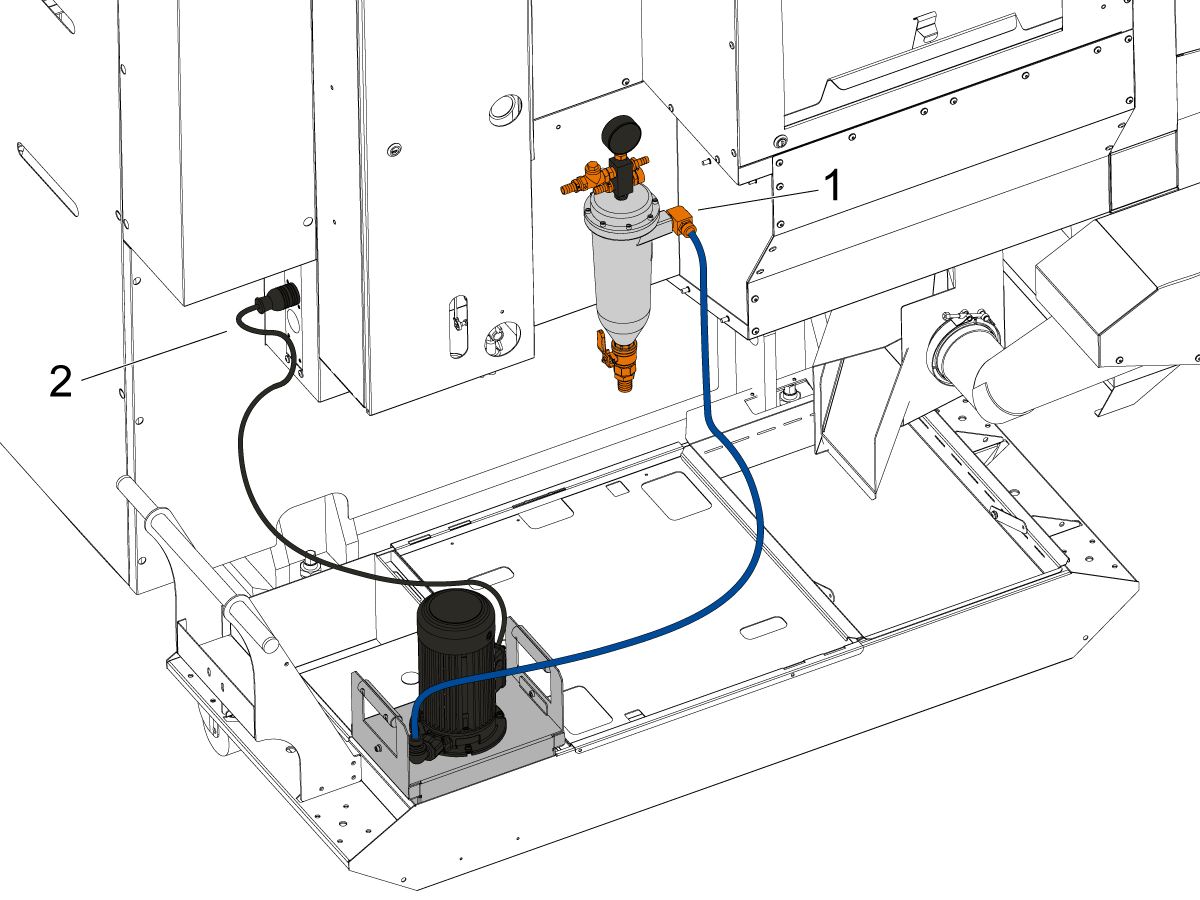
将冷却液泵组件插入所示位置。将冷却液软管连接到冷却液过滤器 [1]。
将冷却液泵电源线连接到标有“低压冷却液”的插座。
向冷却液箱中加注冷却液。将冷却液浮子传感器安装到冷却液箱中。请参阅冷却液浮子传感器 - NGC - 安装或冷却液浮子传感器 - CHC - 安装了解更多信息。
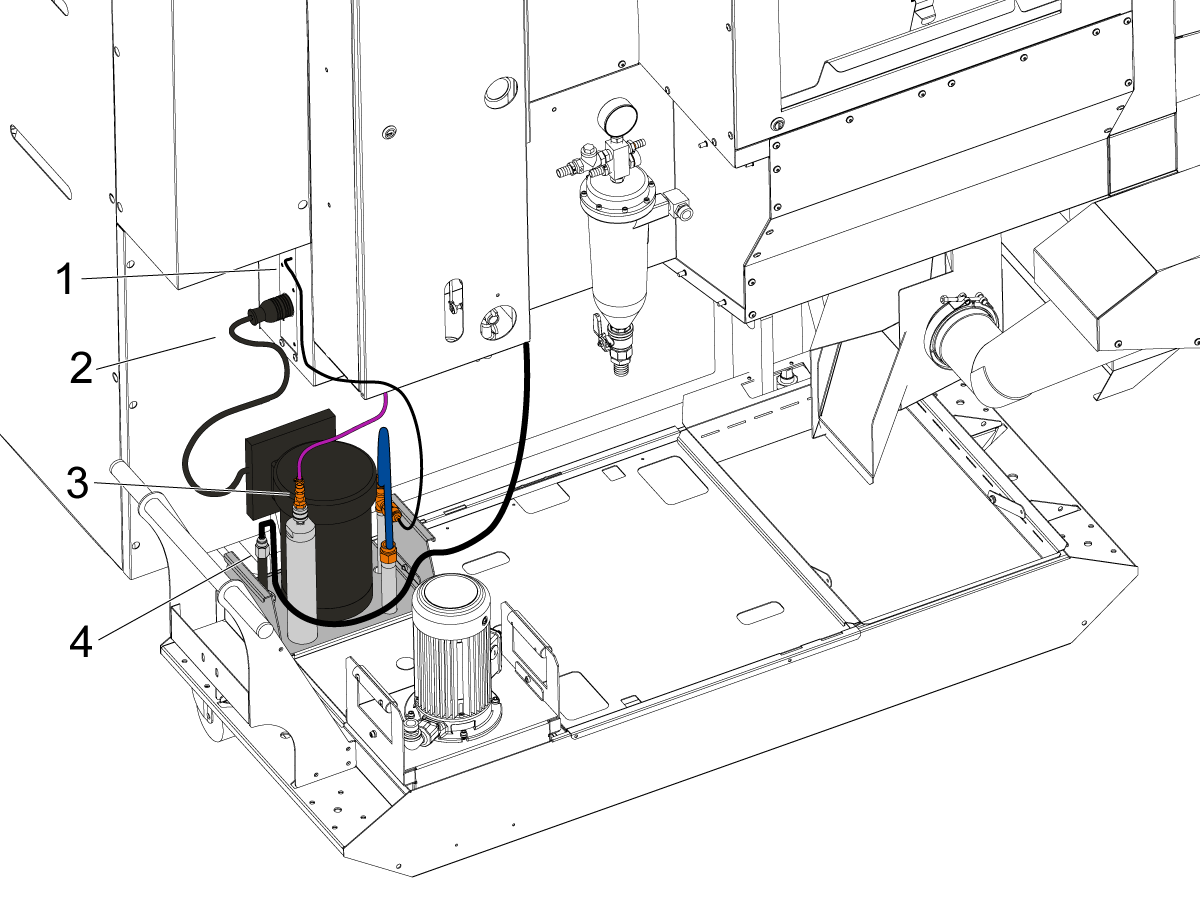
TSC 选项:
将 TSC 泵组件插入所示位置的冷却液箱中。
将 TSC 压力传感器 【1】 连接到标有“冷却液过滤器传感器”的插座。将 TSC 电源线 【2】 连接到标有“高压冷却液”的插座。
从 TSC 泵组件的汽缸 [3] 连接紫色输气软管,然后进入润滑机柜。
连接冷却液软管 [4]。确保冷却液软管和 TSC 泵组件之间的连接牢牢拧紧。
注意:TSC 冷却液软管的不当拧紧会导致泄漏。
验证和测试所有选件是否已适当安装。
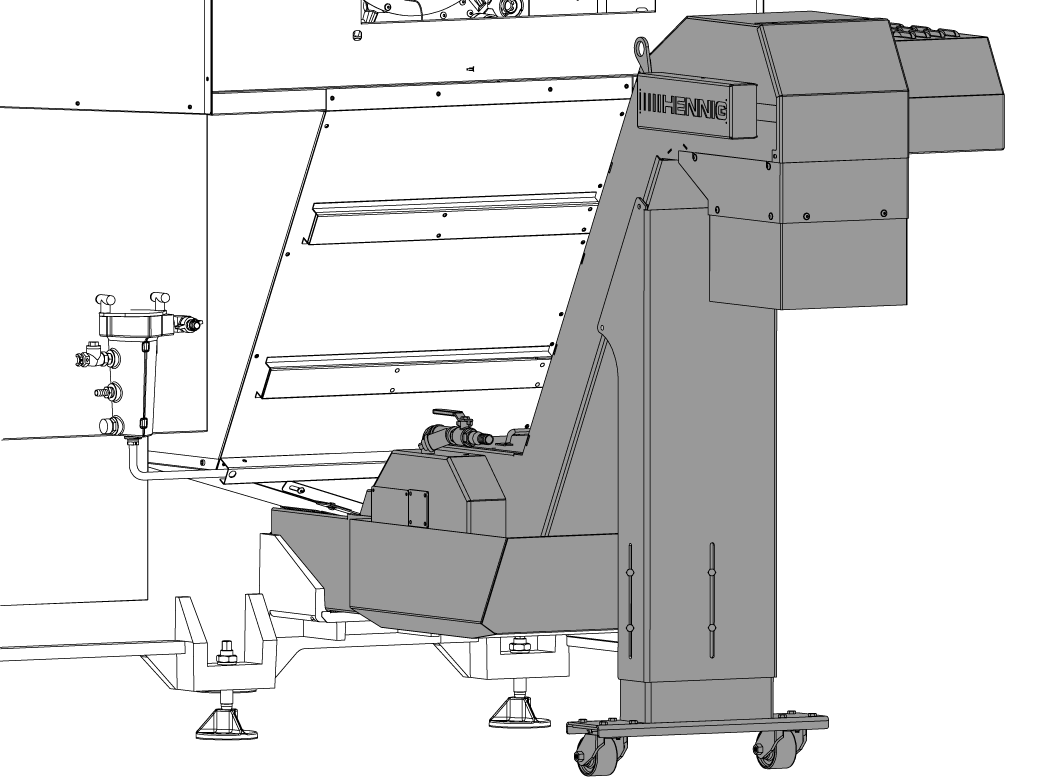
按照链接安装 Hennig CD F输送器选件。
验证所有机器功能是否正常工作:
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





