

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

AD0289
适用于以下时间制造的机床:1995 年 5 月至 2012 年 5 月
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
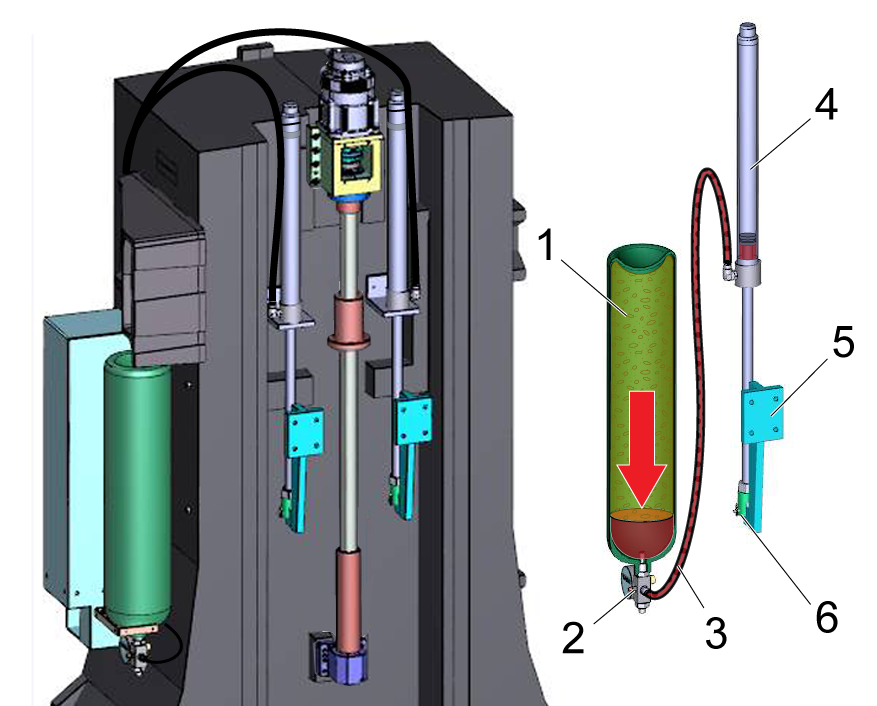
始终将气缸和油箱作为一组更换在一起。如果您更换其中一个部件而不更换另一个部件,则更换部件的保修无效。
每个套件包含 :
注意: 对 CNC 机器及其部件进行维护或维修时,必须始终遵循基本安全预防措施。这降低了人身伤害和机械损坏的风险。
除非您具备资格并了解流程,否则不应执行机器维修或服务程序。机器部件严重损坏可能导致昂贵的维修。您的 Haas 专卖店 (HFO) 的维修技术人员具有培训和经验,并经过认证可以安全、正确地完成这些任务。您的 HFO 执行的维修和服务工作受有限保修保护。
危险: 某些服务程序可能很危险或危及生命。不要尝试您不完全理解的过程。如果您对执行一项程序有任何疑问,请联系您的 Haas 专卖店 (HFO) 并安排服务访问。
将主轴头旋转到 14.5"(36.8 厘米)在工作台上方。
把一块木块放在工作台上。将主轴头铸件降至其上。
注意: 请勿将主轴降至块上。
推 [POWER OFF] (关电)。
将主断路器设置为 OFF(关闭) 位置。
锁定主断路器。使用带有已批准安全标签的已批准锁。
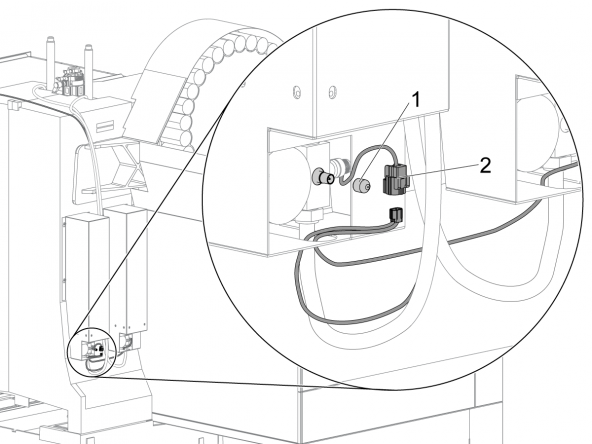
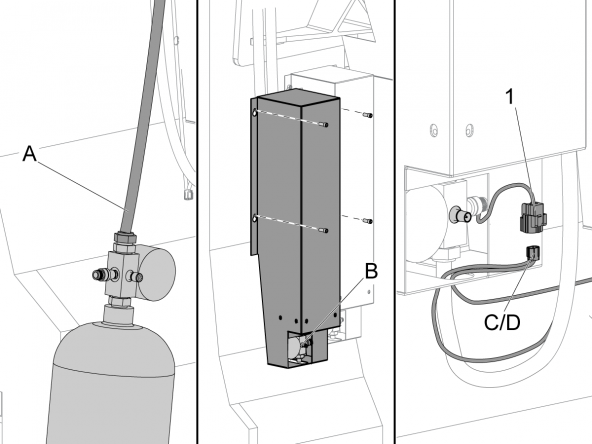
从压力开关上断开压力开关电缆 [2] 的双针端。
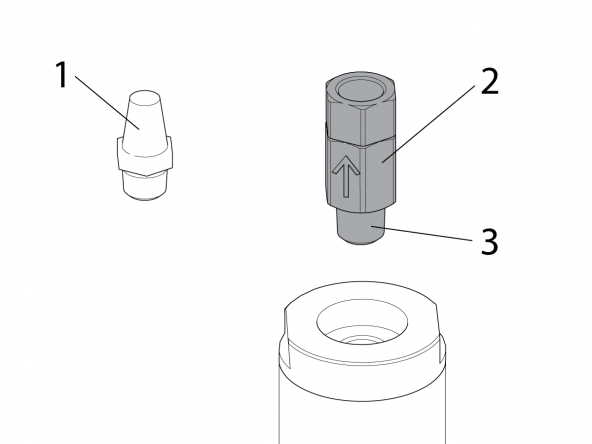
从 Schrader 阀上取下盖 [1]。
注意: 如果您的系统具有双端油箱系统,则第二个 Schrader 阀位于油箱底部。从顶部阀上取下盖。
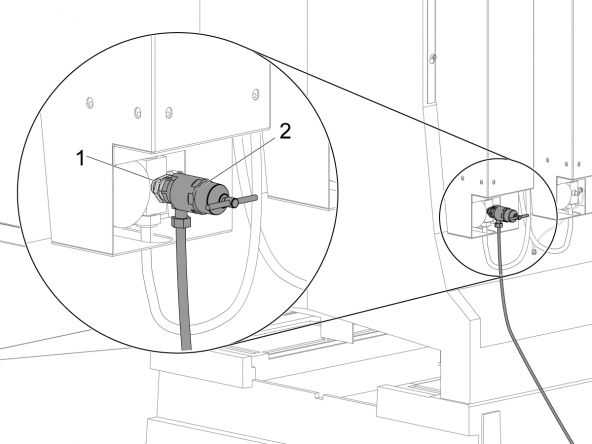
用手指将充电/放电套件气体夹头 [2] 拧紧到 Schrader 阀 [1]。
将软管的另一端放入铲斗中以容纳液压油。
顺时针缓慢转动 T 手柄,直到系统开始释放氮气。完成此时间为 10 分钟或更少。确保压力表显示 0 psi。
逆时针转动 T 手柄,然后从 Schrader 阀上拆下气体卡盘。
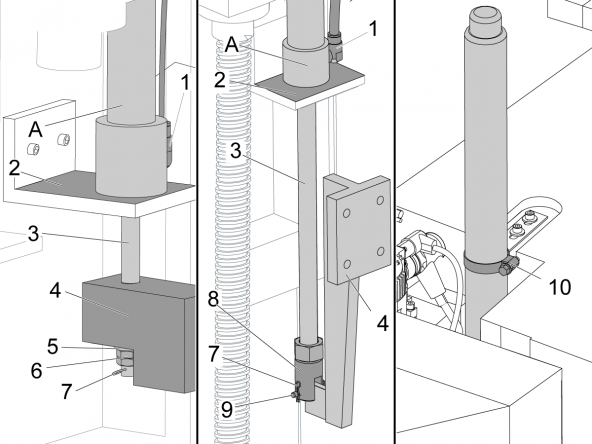
拆下将 Z 轴路盖连接到头部的 个螺钉。
记录液压软管连接 [1] 面的方向。
拆下这些液压缸部件:
松开气缸支架上的 (2) 螺钉 [7]。拆下带夹 [8]。
从油箱上断开液压软管。
从柱顶部拆下液压缸 [2]。
如果更换气缸是 Bimba 品牌,你必须删除黄铜过滤器 [1] 并安装 58-1863 止回阀 [2]。
使用 DAB 止回阀螺纹 [3] 上的 Teflon 螺纹密封剂。
注意: Bimba 圆柱体是灰色的, HPI 为黑色,不需要止回阀。
注意: 完全清洁液压缸安装支架上的配合表面 [2]。
安装液压缸 [A]从列的顶部。
注意: 确保液压软管连接 [1] 面向与拆下的管路连接相同的方向。
要将液压缸连接到提升支架:
安装并拧紧带夹 [10]。
从柱上拆下油箱组件。
从机器上拆下油箱。
从新的液压缸 [A] 安装软管到新的坦克。
将液压油箱放入油箱安装。
安装液压油箱 [B] 到列上。
查看机器中安装的压力传感器电缆上的接头。
将压力电缆的两针端连接到油箱上的压力开关。
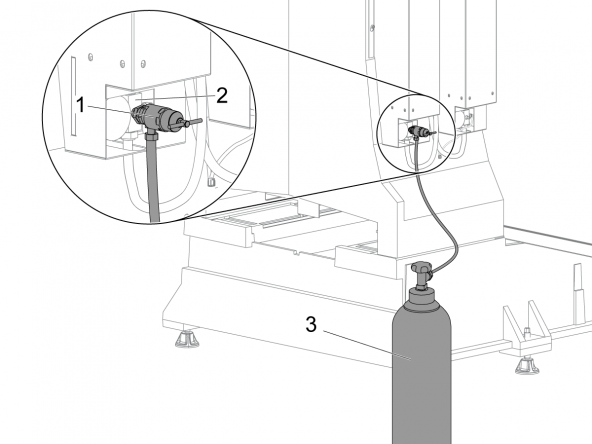
用手指拧紧连接到 Schrader 阀 [2] 上的充电/放电套件 上的气夹 [1]。
注意: 确保将的 T 手柄完全逆时针转动。
注意: 如果您的系统具有双端油箱系统,则第二个 Schrader 阀位于油箱底部。使用底部阀。
将软管的另一端连接到源压力 [3]。
缓慢地将系统加压到正确的值。请参阅此过程末尾的图表中的 X 轴列。
开通机床电源。
推 [ZERO RETURN]。推 【Z】。检查油箱和软管有无泄漏或异常噪音。确保油箱压力在行驶顶部正确。如有必要,添加氮气。拆下装料系统。更换阀盖。
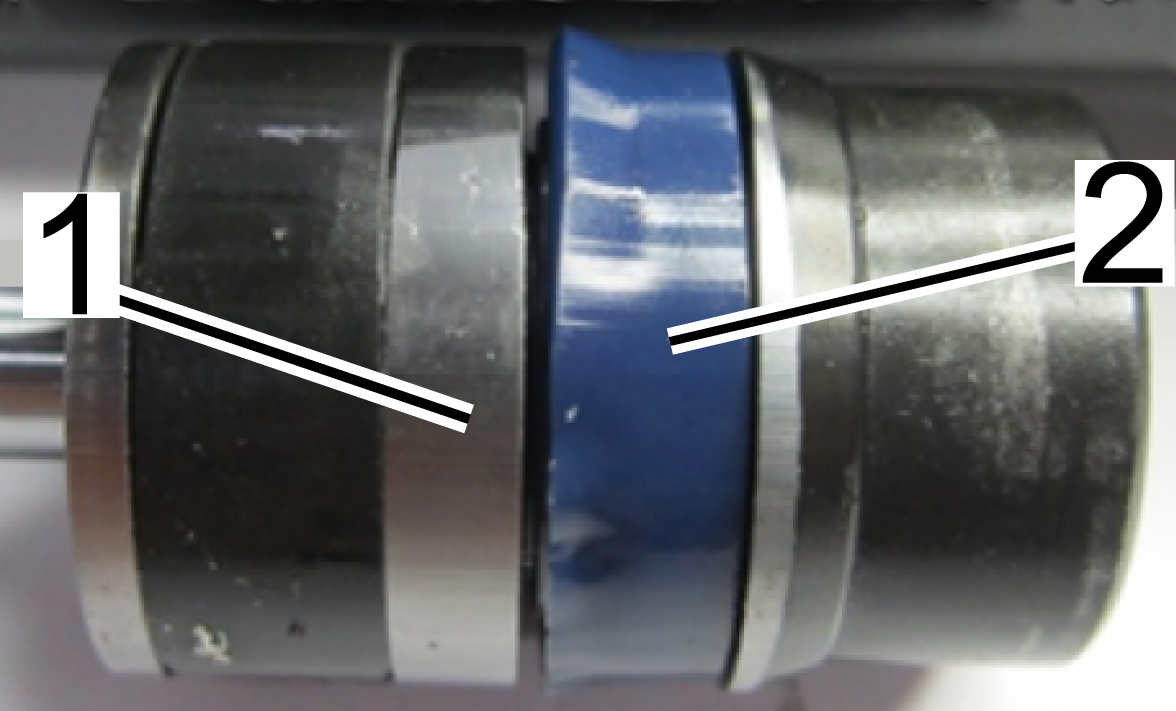
如果液压反向平衡油缸未正确对齐,则会导致密封变形 [1]和磨损带 [2] 的摩擦。
这最终会导致气缸失效。 执行此步骤以对齐气缸。
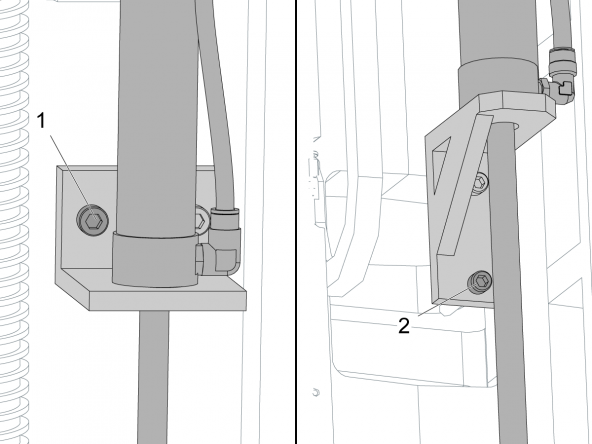
松开气缸安装支架上的螺钉 (1)。
确保螺钉足够紧,使油缸保持到位,但足够松,以便进行调整。
下图显示了大型轧机 [1] 和中小型铣刀的气缸安装支架 [2]
确保支架上的 (2) 螺钉 [1] 足够紧,足以将气缸固定到位,但足够松,以便进行调整。
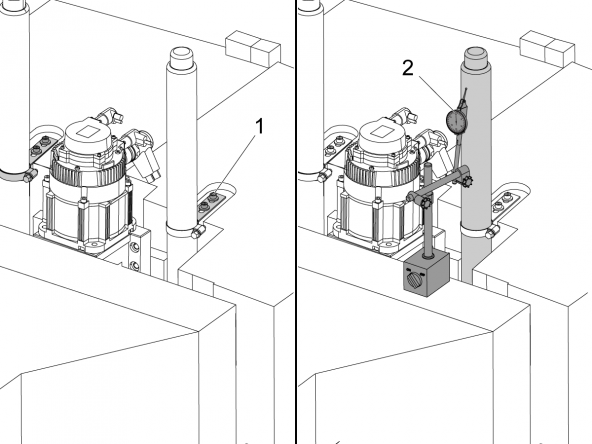
将指示器 [2] 放在主轴头铸件的顶部。
将指示灯尖端放在气缸前部。
将 Z 轴旋转到行驶中间。将指标设置为 0。
转动 Z 轴以测量从气缸顶部到带夹具的误差。
如果指标移动超过 0.005",轻轻敲击支撑支架附近的气缸,直到其对齐。
将指示灯 [3] 的尖端放在气缸的侧面。
将 Z 轴向下旋转到指标将到达的最低点。将指标设置为 0。
转动 Z 轴以测量从气缸顶部到带夹具的误差。
如果指标移动超过 0.005",轻轻敲击支撑支架附近的气缸,直到其对齐。
拧紧气缸支架上的 (2) 螺钉 [2]和气缸安装支架上的 (1) 螺钉。
拧紧支架时,确保油缸未移动。
如果您的机器有 (2) 个气缸,则在另一个气缸上重复此步骤。
| 型号 | 制作后 | 压力 | 制作后 | 压力 | 制作后 | 压力 | |||
| - | - | Psi | 棒料 | - | Psi | 棒料 | - | Psi | 棒料 |
| VF-O/OE/EXT/1/2 (VCE 475/500/550/700/750) | 4/28/1995 | 750 | 52 | - | - | - | - | - | - |
| VF-3/4 (VCE 1000/1250) | 4/28/1995 | 1150 | 79 | - | - | - | - | - | - |
| VF-5 XRT | 10/8/2004 | 750 | 52 | - | - | - | - | - | - |
| VF-5,VM-3,VF-3YT (VCE 1300) | 7/21/1998 | 950 | 66 | 10/14/1998 | 875 | 60 | - | - | - |
| VF-5/50,VF-3YT/50 (VCE 1300) | 7/21/1998 | 1100 | 76 | - | - | - | - | - | - |
| VF-6/7/10/12 - 50 (VCE 1600、 2000、 3000) | 10/30/1997 | 1150 | 79 | - | - | - | - | - | - |
| VF-6/7/10/12 (VCE 1600、 2000、 3000) | 10/30/1997 | 750 | 52 | - | - | - | - | - | - |
| VF-8/9/11 - 50 (VCE 1600、 2000、 3000) | 7/21/1998 | 1550 | 107 | - | - | - | - | - | - |
| VF-8/9/11 (VCE 1600W、 2000W、 3000W) | 10/30/1997 | 750 | 52 | - | - | - | - | - | - |
| VR-8/9/11 | 10/30/1997 | 1800 | 124 | 7/21/1998 | 1100 | 76 | 10/14/1998 | 1025 | 71 |
| VS-1/2/3 | 2/29/2000 | 1250 | 86 | - | - | - | - | - | - |
| VS-1/3 | 1/1/2021 | 750 | 52 | - | - | - | - | - | - |
| HDC-3-5AX | 12/1/2022 | 1050 | 72 | - | - | - | - | - | - |
| 职 训 局 | 5/4/2002 | 1150 | 79 | - | - | - | - | - | - |
| 型号 | 制作后 | 压力 | 制作后 | 压力 | 制作后 | 压力 | |||
| - | - | Psi | 棒料 | - | Psi | 棒料 | - | Psi | 棒料 |
| EC-1600/2000/3000 | 3/15/2004 | 1000 | 70 | 9/13/2004 | 550 | 38 | 6/14/2005 | 800 | 55 |
| EC-630 | 3/21/2006 | 800 | 55 | - | - | - | - | - | - |
| HS-1 | 10/30/1997 | 600 | 51 | - | - | - | - | - | - |
| HS-3/4/7 | 6/5/1998 | 1150 | 79 | 6/18/1999 | 1200 | 83 | 2/29/2000 | 1250 | 86 |
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





