

 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

TG0100
Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
如果刀具磨损过多,切割产生的切削力将增加。这些增加的切削力可能导致切割过程中的颤动。
检查您的工具,并在必要时更换。
工具随时间磨损是正常的。在稳定的加工过程中,刀具磨损是可预测的。这将允许您使用在Haas控制中标配的工具寿命管理系统。刀具寿命信息可以输入到 Haas 控制中,以提醒操作员在刀具对加工过程产生负面影响之前更换刀具。
有关如何使用这些系统的详细信息,请参阅工具寿命管理部分。
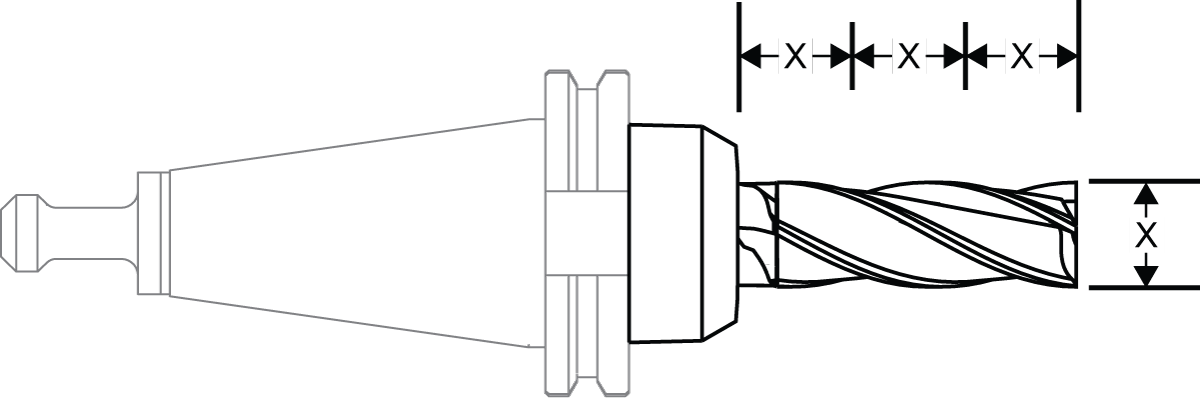
较长的工具不如较短的工具稳定。始终使用尽可能短的工具,并记住,长度与直径比减少 10% 可使刀具刚度提高 25%。
如果切割抖动和缩短刀具长度是实用的,请缩短刀具长度,以便尽可能为您的应用使用最短的刀具和刀柄。
除非绝对必要,否则工具从支架上的伸出伸出的伸出时间不应超过其直径的 3 倍。
在某些情况下,可能需要使用扩展刀具,例如加工深刀套。在这些情况下,您必须通过减少切割深度、切割宽度、RPM 或进给率来减小刀具上的负载,以保持稳定的切割。
如果转速过高或进给率过低,则工具上的切屑负载太小,无法正确加载工具。这会导致工具在切割过程中产生共振,留下颤动的表面光洁度。
降低切削速度或提高进给速率以稳定切削。有关用于工具和工件材料的最佳速度和进给的指南,请参阅工具制造商的说明。测试运行应用并使用主轴速度和馈送覆盖来查找不抖动的速度/进给组合。
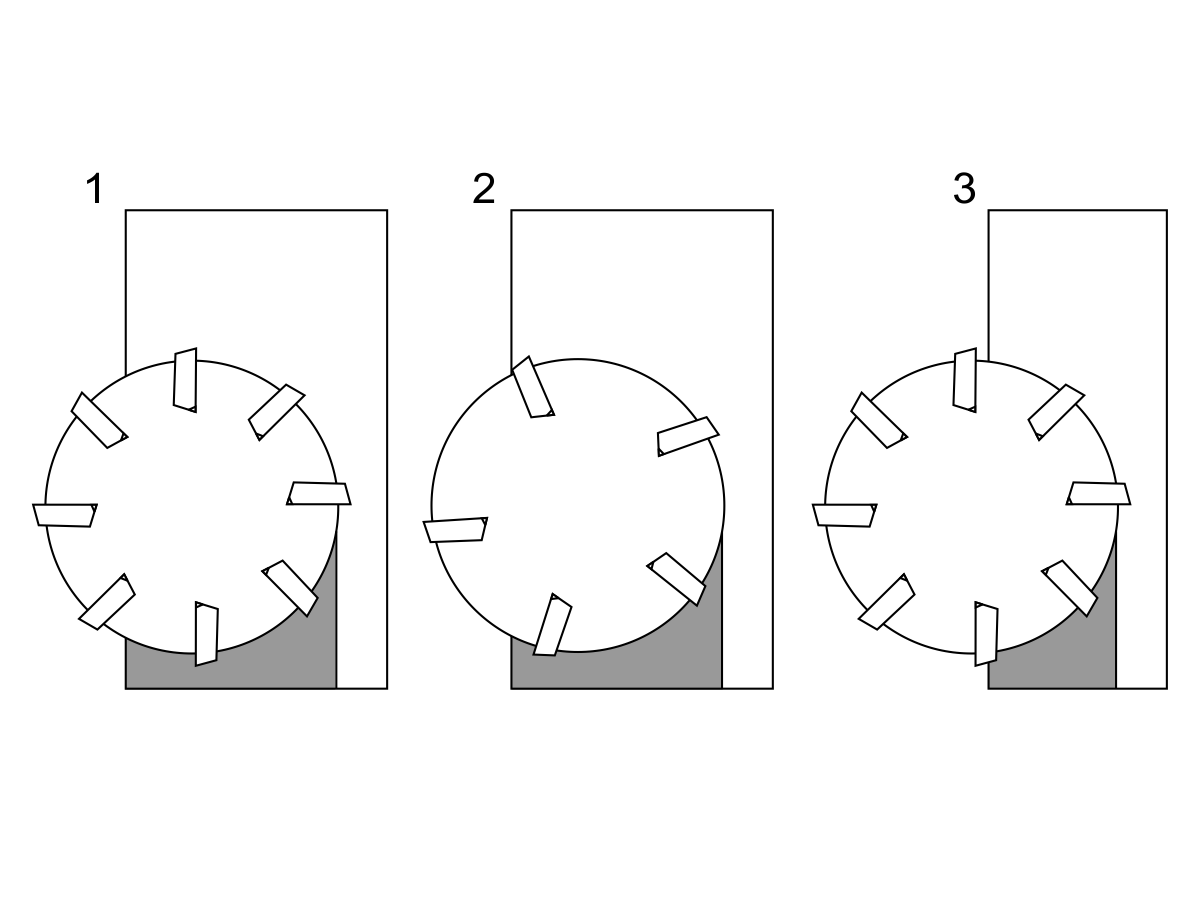
当切割时有太多凹槽 [1],增加切削力会使刀具不稳定。然后,不稳定的工具可以开始引起机床的共振,从而产生颤动的表面光洁度。
纠正措施:
选择长笛较少的切削刀具 [2]。根据需要调整进给率以进行补偿。
或
减少径向宽度的切割,以在切割中接合更少的凹槽 [3]。
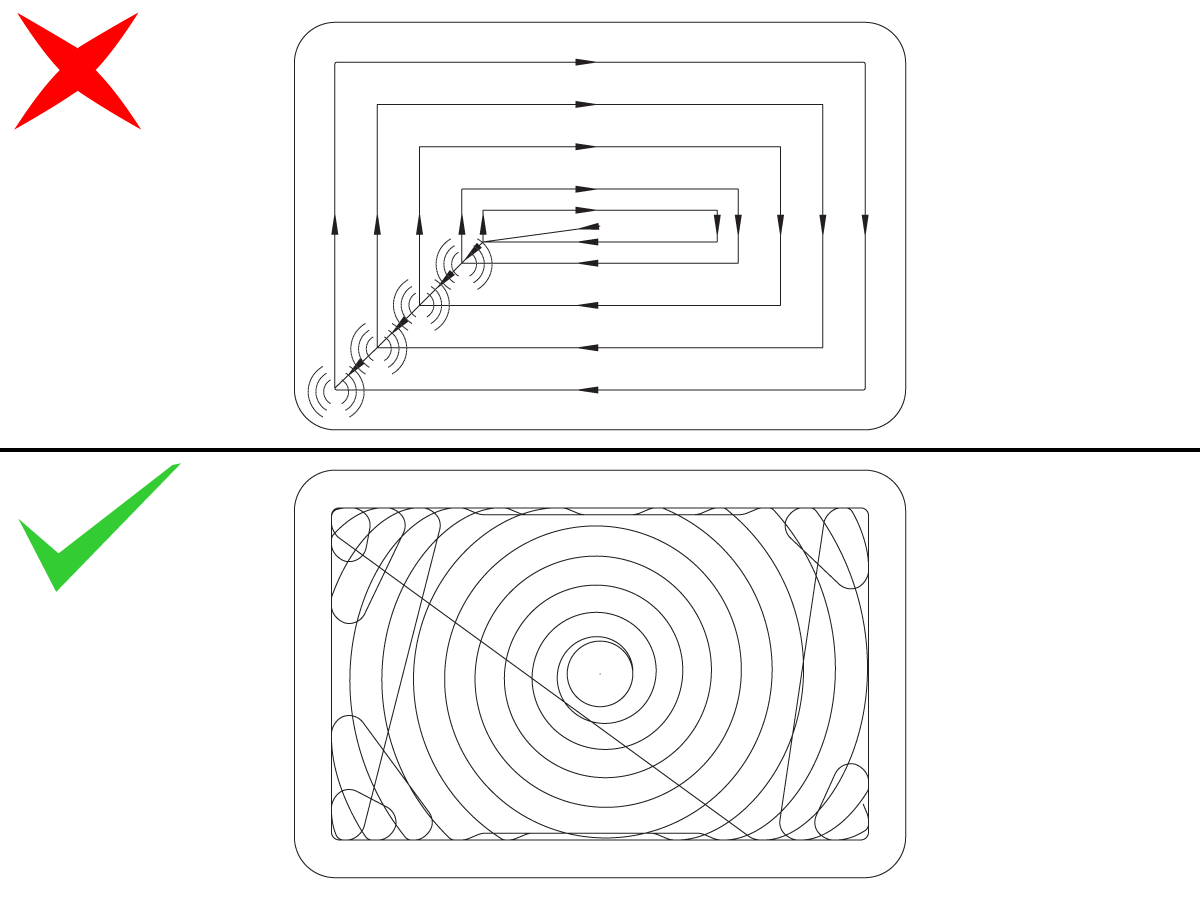
使用传统的刀套和轮廓刀具路径时,切削力会上升,因为刀具啮合在方向变化期间增加。切削力的这些尖峰会导致机器产生共振,并在加工表面留下颤动。
纠正措施
通过降低切削深度和/或径向宽度来减小切削力。
或者
使用恒定的参与工具路径。这些刀具路径在整个切削过程中保持切削力恒定,消除了产生抖动的刀具负载峰值。持续啮合还可让您提高编程的进给速率和主轴速度,因为它消除了可能导致工具断裂的负载峰值。
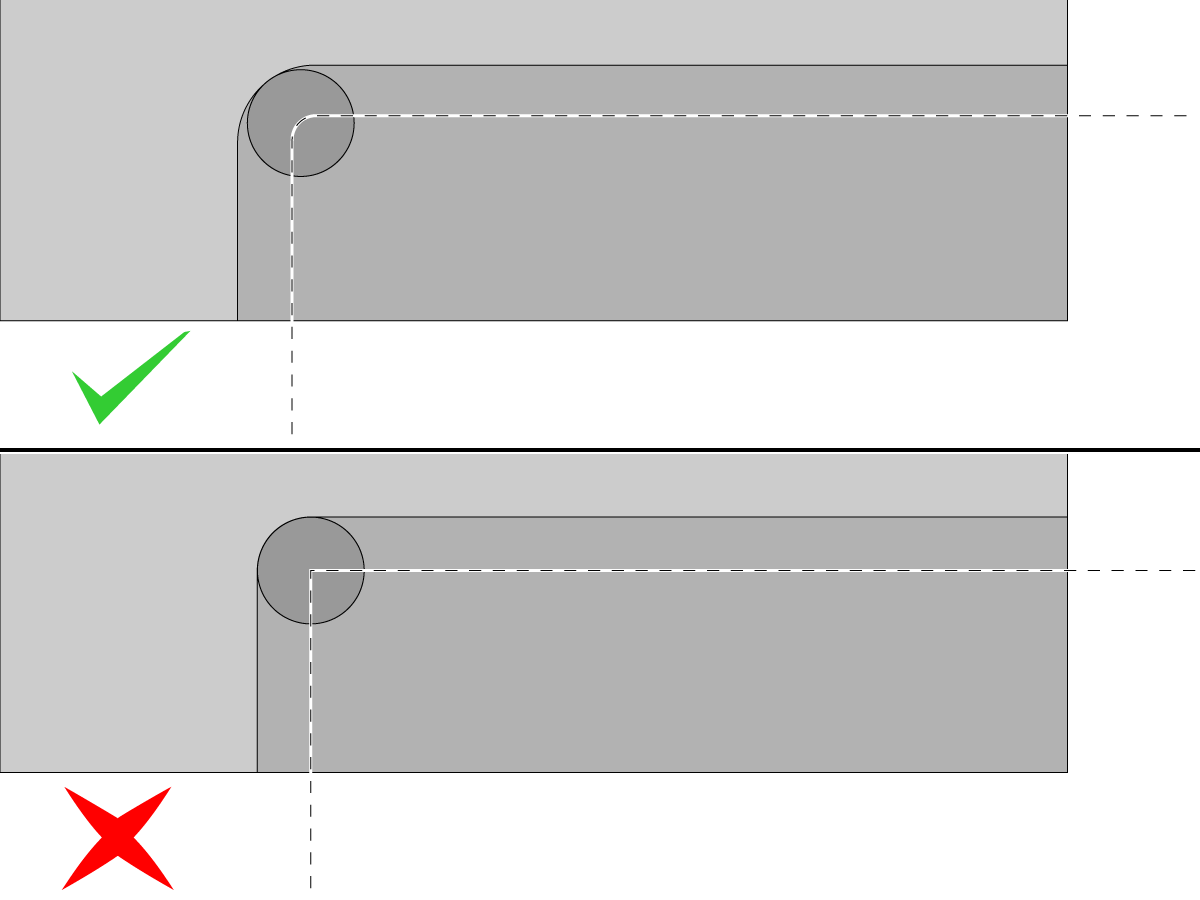
对于角,请确保使用直径足够小的端铣刀,以穿过角半径,而不会过度工具啮合。例如,不要使用 0.5" 直径切割 0.25" 半径内角。过多的工具参与度可能会导致喋喋不休。相反,请考虑使用较小的工具,例如 0.375" 直径端铣刀,以插值一个光滑的角落。
错误瞄准冷却液喷嘴或流中的障碍物会阻止冷却液到达切割区域。调整冷却液喷嘴,将冷却液输送到切割区域。
请务必在应用中使用推荐的冷却液混合物浓度。如果您的浓度过于稀薄,降低的润滑性会对刀具寿命和表面光洁度产生负面影响。
对于不同的应用和材料,有许多不同的冷却液。请与您的冷却液经销商联系以寻求建议。
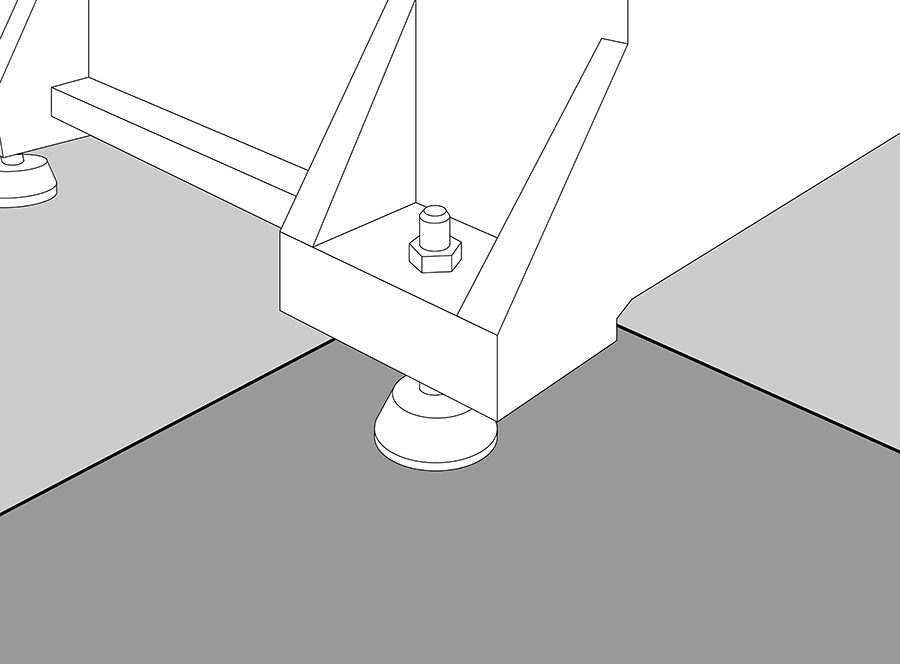
机器必须位于稳固稳定的地基上。请参阅安装前信息,了解有关基础要求的完整说明。
如果地基严重开裂,将机器移到基础稳固的位置,或修复地基。
机器应坐在一块连续的钢筋混凝土板上。如果机器跨越多个板,您可能需要将机器移到单个连续的板中。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





