

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Recently Viewed Items
You Have No Recently Viewed Items Yet
版本 D - 2026 年 6 月

HBF-12 需要预安装套件:
注意:如果车床与 HBF12 一起订购,则不需要 93-5581。
所需工具:
说明:加工成型圆盘可确保绳居中且与筒夹卡盘同轴。建议使用此校准方法,以避免高转速振动。
操作所需的其他套件(必需):
机器兼容性:
机油类型(需要 11.75 加仑(44 升)):
PN:93-5656:油,1 加仑 ISO 68
说明:这也适用于上述机床的 L/Y/LY 变体。
注意:必须启用宏选项才能运行此过程。这是一个付费选项,并且可能并未安装在所有机床上。若要验证是否启用了宏,请转到 Parameters > Features 并确认已选择宏。如果未启用宏,请参阅如何输入选项代码 – AD0932,以了解有关加载选项代码的说明。
说明:建议使用Haas 紧固件扭矩规格
如果您想订购刀具套件,请访问 送料器 12 刀具套件 以获取更多信息与购买选项。
| Haas Tooling 套件* | 库存尺寸范围** | |
| ST-10,1.75" 库存容量/拉杆尺寸 | ||
| 08-2110 | 20MM\0.787" 12FT BF 套件 1.75" 英制 | 0.375" - 0.625" |
| 08-2111 | 20MM\0.787" 12FT BF 套件 1.75" 公制 | 10.0 mm - 16.0 mm |
| 08-2112 | 26MM\1.024" 12FT BF 套件 1.75" 英制 | 0.75" - 0.825" |
| 08-2113 | 26MM\1.024" 12FT BF 套件 1.75" 公制 | 17.0 mm - 20.0 mm |
| 08-2114 | 34MM\1.339" 12FT BF 套件 1.75" 英制 | 1" - 1.125" |
| 08-2115 | 34MM\1.339" 12FT BF 套件 1.75" 公制 | 25.0 mm - 30.0 mm |
| 08-2116 | 38MM\1.496" 12FT BF 套件 1.75" 英制 | 1.25" - 1.375" |
| 08-2117 | 38MM\1.496" 12FT BF 套件 1.75" 公制 | 32.0 mm - 35.0 mm |
| ST-15/20 和 DS-20Y,2.5" 库存容量/拉杆尺寸 | ||
| 08-2118 | 20MM\0.787" 12FT BF 套件 2.5" 英制 | 0.375" - 0.625" |
| 08-2119 | 20MM\0.787" 12FT BF 套件 2.5" 公制 | 10.0 mm - 16.0 mm |
| 08-2120 | 26MM\1.024" 12FT BF 套件 2.5" 英制 | 0.75" - 0.825" |
| 08-2121 | 26MM\1.024" 12FT BF 套件 2.5" 公制 | 17.0 mm - 20.0 mm |
| 08-2122 | 34MM\1.339" 12FT BF 套件 2.5" 英制 | 1" - 1.125" |
| 08-2123 | 34MM\1.339" 12FT BF 套件 2.5" 公制 | 25.0 mm - 30.0 mm |
| 08-2124 | 38MM\1.496" 12FT BF 套件 2.5" 英制 | 1.25" - 1.375" |
| 08-2125 | 38MM\1.496" 12FT BF 套件 2.5" 公制 | 32.0 mm - 35.0 mm |
| 08-2126 | 45MM\1.772" 12FT BF 套件 2.5" 公制 | 38.0 mm - 40.0 mm |
| 08-2127 | 45MM\1.772" 12FT BF 套件 2.5" 英制 | 1.5" - 1.625" |
| 08-2128 | 56MM\2.205" 12FT BF 套件 2.5" INCH | 1.75" - 2.0" |
| 08-2129 | 56MM\2.205" 12FT BF 套件 2.5" 公制 | 45.0 mm - 50.0 mm |
| ST-25/30 和 DS-25/30Y, 3.0" 库存容量/拉杆尺寸 | ||
| 08-2130 | 20MM\0.787" 12FT BF 套件 3.0" 英制 | 0.375" - 0.625" |
| 08-2131 | 20MM\0.787" 12FT BF 套件 3.0" 公制 | 10.0 mm - 16.0 mm |
| 08-2132 | 26MM\0.787" 12FT BF 套件 3.0" 英制 | 0.75" - 0.825" |
| 08-2133 | 26MM\1.024" 12FT BF 套件 3.0" 公制 | 17.0 mm - 20.0 mm |
| 08-2136 | 34MM\1.339" 12FT BF 套件 3.0" 英制 | 1" - 1.125" |
| 08-2135 | 34MM\1.339" 12FT BF 套件 3.0" 公制 | 25.0 mm - 30.0 mm |
| 08-2134 | 38MM\1.496" 12FT BF 套件 3.0" 英制 | 1.25" - 1.375" |
| 08-2137 | 38MM\1.496" 12FT BF 套件 3.0" 公制 | 32.0 mm - 35.0 mm |
| 08-2138 | 45MM\1.772" 12FT BF 套件 3.0" 英制 | 38.0 mm - 40.0 mm |
| 08-2139 | 45MM\1.772" 12FT BF 套件 3.0" 公制 | 1.5" - 1.625" |
| 08-2141 | 56MM\2.205" 12FT BF 套件 3.0" 英制 | 1.75" - 2.0" |
| 08-2140 | 56MM\2.205" 12FT BF 套件 3.0" 公制 | 45.0 mm - 50.0 mm |
(*)列出的所有套件均单独提供。使用列出的零件号进行订购。 (**)衬套需要切割成相应的长度(长度因工件夹具和车床型号而异) |
||
重要须知:在放下送料器之前,应抬起中间四个塑料支脚,以避免损坏。
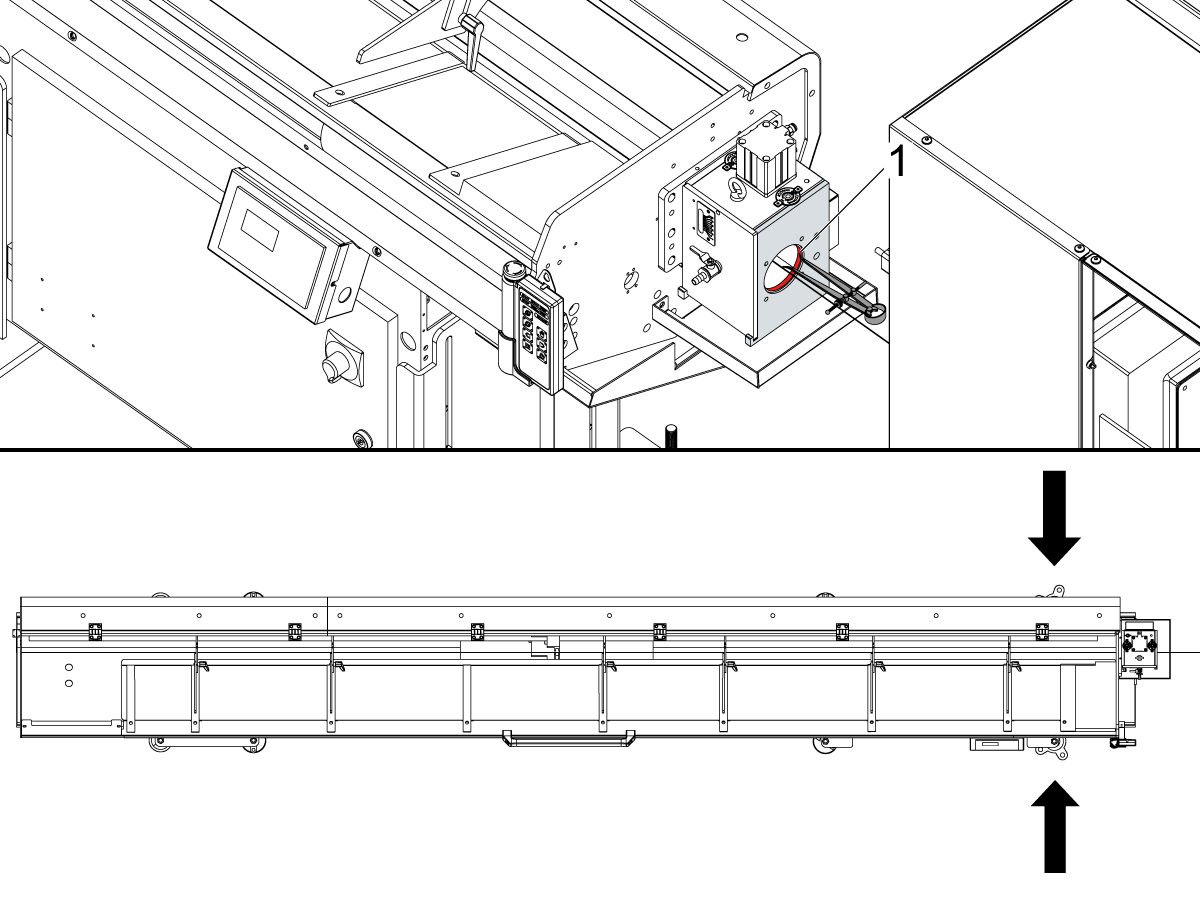
松开送料器与托盘的固定螺栓,使用随附的提升杆来提升送料器(如图所示),并放置在车床附近的大致安装位置。送料器最初需要站在四个外部金属支脚上。
使用卷尺,在开始之前验证送料器与车床的位置是否大致对齐。
说明:确保皮带不会摩擦送料器,以防止损坏油漆。

拆下冷却液收集器以接近主轴背面。

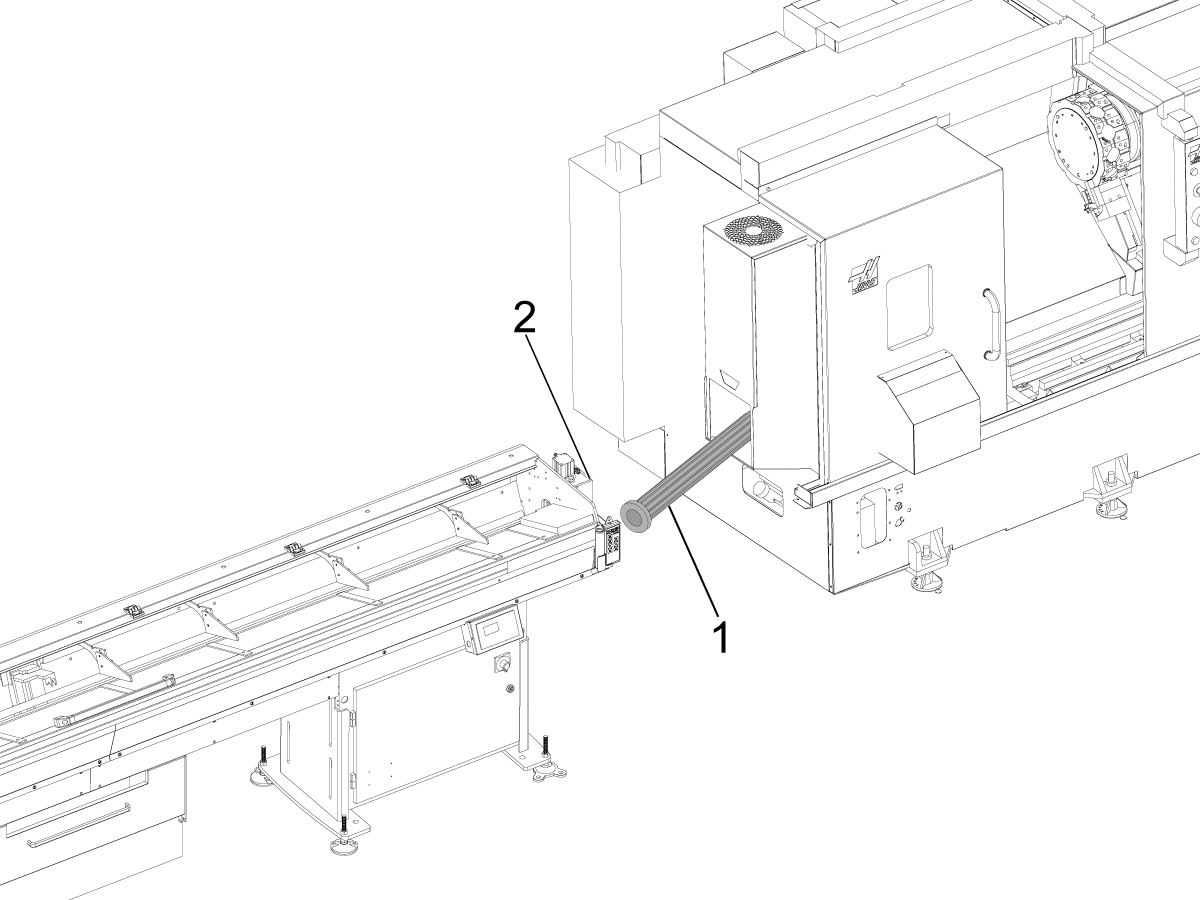
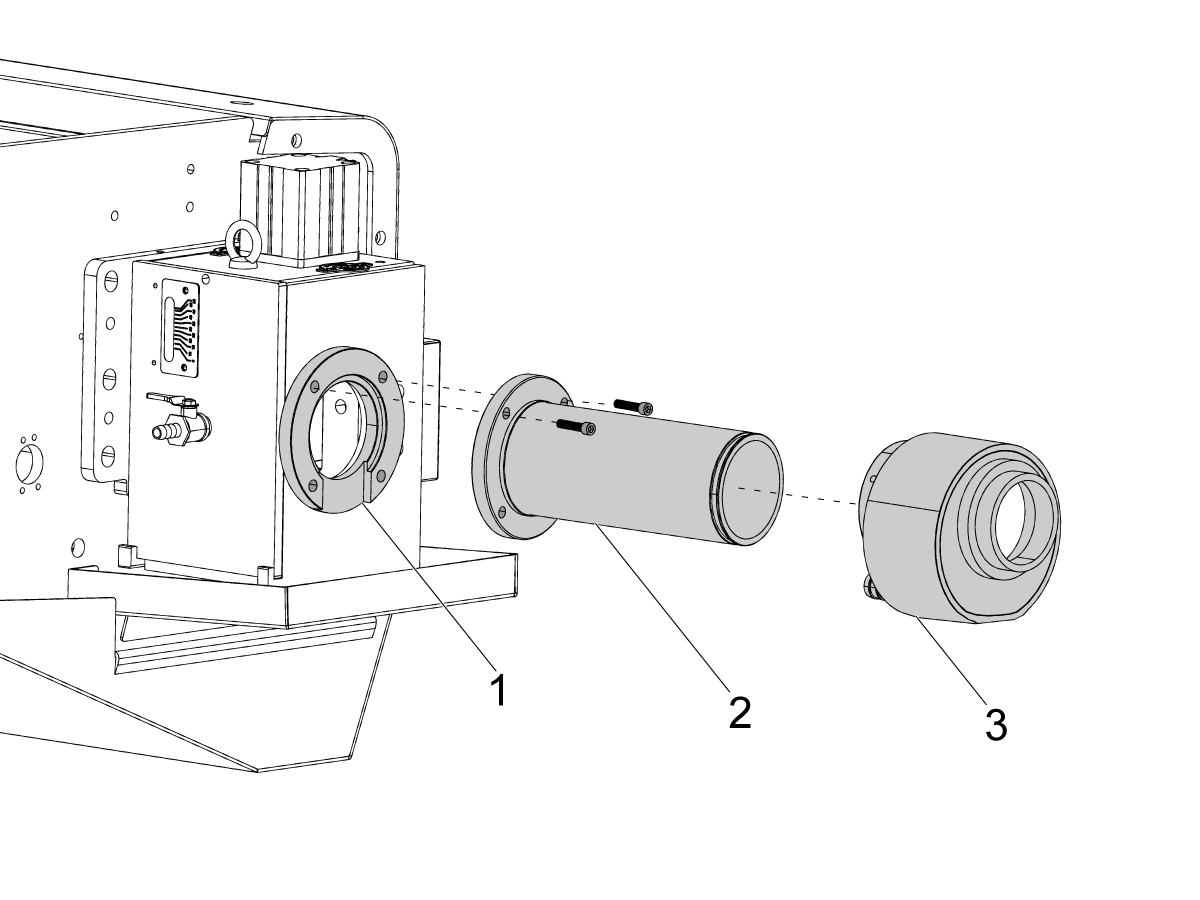
将送料器安装在防振装置(AVD)[2] 端面至机床线性适配器端部之间,距离车窗主轴后部控制在 18–20 英寸(约 460–510 毫米)[1],并为延长管道[3]预留安装空间。
重要提示: 松散地将衬套适配器安装到主轴上,松散地将 AVD 延延长管道安装到送料器上,以验证是否适合。启动液压单元,并确保机床和送料器之间有间隙。
重要提示: 延长管道安装在此阶段,仅用于配件验证。最终 AVD 安装必须在正确切割与安装主轴衬套后完成。有关衬套准备和安装 的详细说明,请参阅本程序后面的推杆、通道和衬套安装部分。此时请勿执行该步骤。

确保所有 4 个金属支脚在离地 2.0" 处均匀地拧入。所有其他高度调整均使用送料器千斤顶螺杆完成。
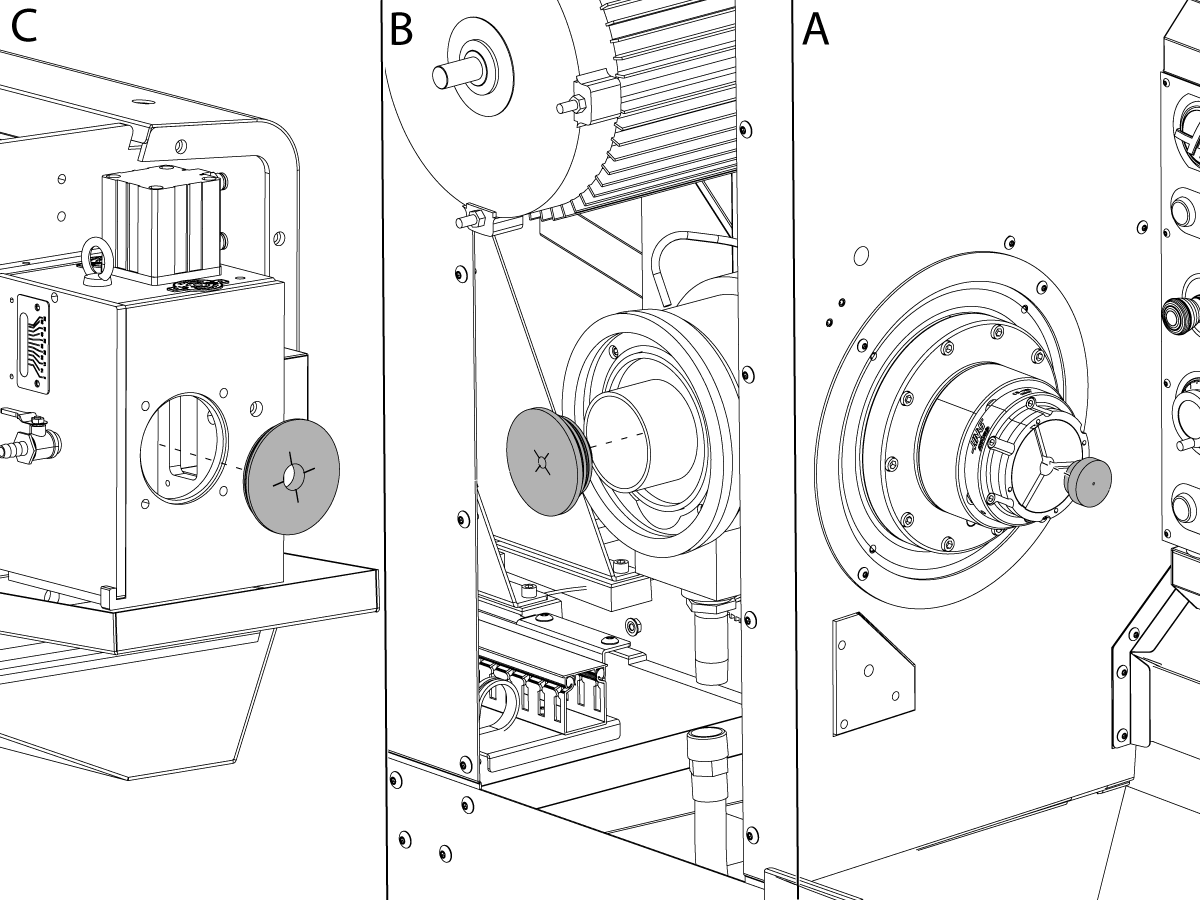
将尼龙绳系在最小的校准定位盘上。将定位盘从主轴后端穿入,使其从卡盘前端伸出。[2]
将主轴卡盘气压降至 75 PSI,闭合夹爪,使定位盘与绳子牢牢固定在卡盘中。
将绳索穿过主轴的背面并穿过 AVD。
将绳子穿过送料器并拉紧。
使用预钻取的固定孔将尼龙绳的末端(保持拉紧)固定到后送料器板上。1.
首先,通过调整送料器千斤顶螺杆来校准送料器的高度,直到线与 AVD 孔大致同轴。
用橡胶锤轻敲送料器底部支脚附近位置,校准送料机前端;通过目视比对绳索与 AVD 孔的同心度,测量左右两侧的间隙差。1.
注意:如果在水平方向上校准有偏差,则用橡胶锤或托盘千斤顶敲击底座进行调整。如果在垂直方向上对准有偏差,则调节送料器的顶升螺丝。确保主轴孔、AVD 入口和字符串同心。
重复以上步骤,进行粗对准的精细微调。

用橡胶锤轻敲送料器底部支脚附近位置,校准送料机背面;通过目视比对主轴孔的同轴度,测量左右两侧的间隙差。
注意:如果在水平方向上校准有偏差,则用橡胶锤或托盘千斤顶敲击底座进行调整。如果在垂直方向上对准有偏差,则调节送料器的顶升螺丝。确保主轴孔、AVD 入口和字符串同心。
重复以上步骤,进行粗对准的精细微调。
现在送料器已大致校准,安装圆盘可用于进行更精确的校准微调。
将绳索从送料器中穿出,以安装最后两个校准圆盘。
拆下衬套适配器和/或夹紧机构后盖,露出夹紧活塞螺纹。将定位盘插入夹紧机构孔中。[B]
将定位盘插入送料器上的 AVD 孔中。[C]
确保刻在定位盘上的十字线与地面平行。
将绳子穿过两个定位盘。

将绳子穿过送料器并拉紧。
使用预钻取的固定孔将尼龙绳的末端(保持拉紧)固定到后送料器板上。1.
安装校准圆盘后,重复步骤 6 和 7。确保绳索与校准圆盘同心, 通过目测参考蚀刻到主轴 背面和 AVD 前部的校准圆盘中的十字准线,测量所有侧面的间隙差异。
重复以上步骤,完成最终精准校准。

为了在校准后使送料器固定到位,确保送料器支脚 [1] 斜向外朝向,以便钻孔和锚固。
向地面钻取 2.5" 深孔,然后放入送料器随附的扩展地脚。
拧紧至 55 ft-lbs。
说明:使用吸尘器确保钻孔内无灰尘。

使用随附的快速连接软管,将气源接入送料器。
可通过以下步骤将空气调节器显示单位切换为 bar 或 PSI(需确认):
推 [POWER OFF]。将主断路器设置为[OFF]位置。
警告:关闭机床后,至少等待 5 分钟,待电力消散后再在控制柜工作前。等待矢量驱动器上的电压指示灯完全关闭。
在进行电气安装之前,请确保控制柜中安装了 8M 板。

拆下车床下部导管固定面板。
如果为 NGC 车床订购 HBF-12,则必须完成导管固定面板改装 (AD0908)。有关安装说明,请参阅此过程。
如图所示,将电缆 33-1568 【HBF E-STOP SIGNAL CBL】 和 33-1569 【HBF RELAY ENABLE CBL】 穿过底部槽口并向上插入控制柜。1.
若要将电缆穿过,必须首先:

将 33-1568 【HBF E-STOP SIGNAL CABLE】 重新连接到安全继电器。
将 33-1569 【HBF RELAY ENABLE CBL】 重新连接到 TB1.9 和 TB1.10
将安全继电器电源线 33-1281 [CABLE 50W 24VDC PS 120VAC POWER IN] 连接到 P3
处的 PSUP PCB如图所示,在低压电源旁边安装安全继电器 【1】。继电器是使用磁力座进行安装的。
将 33-1572 【HBF POWER CABLE】 和 33-0787 【CABLE EXTENTION】 连接到变压器 TB2。
将接地线连接到周围区域的机箱或最近的接地电缆。
参考电缆上的名称以验证正确的位置。

将 33-1567 [HBF SIGNAL CABLE] 连接到 P62、P8、P59 中的 IO PCB。
参考电缆上的名称以验证引脚位置。
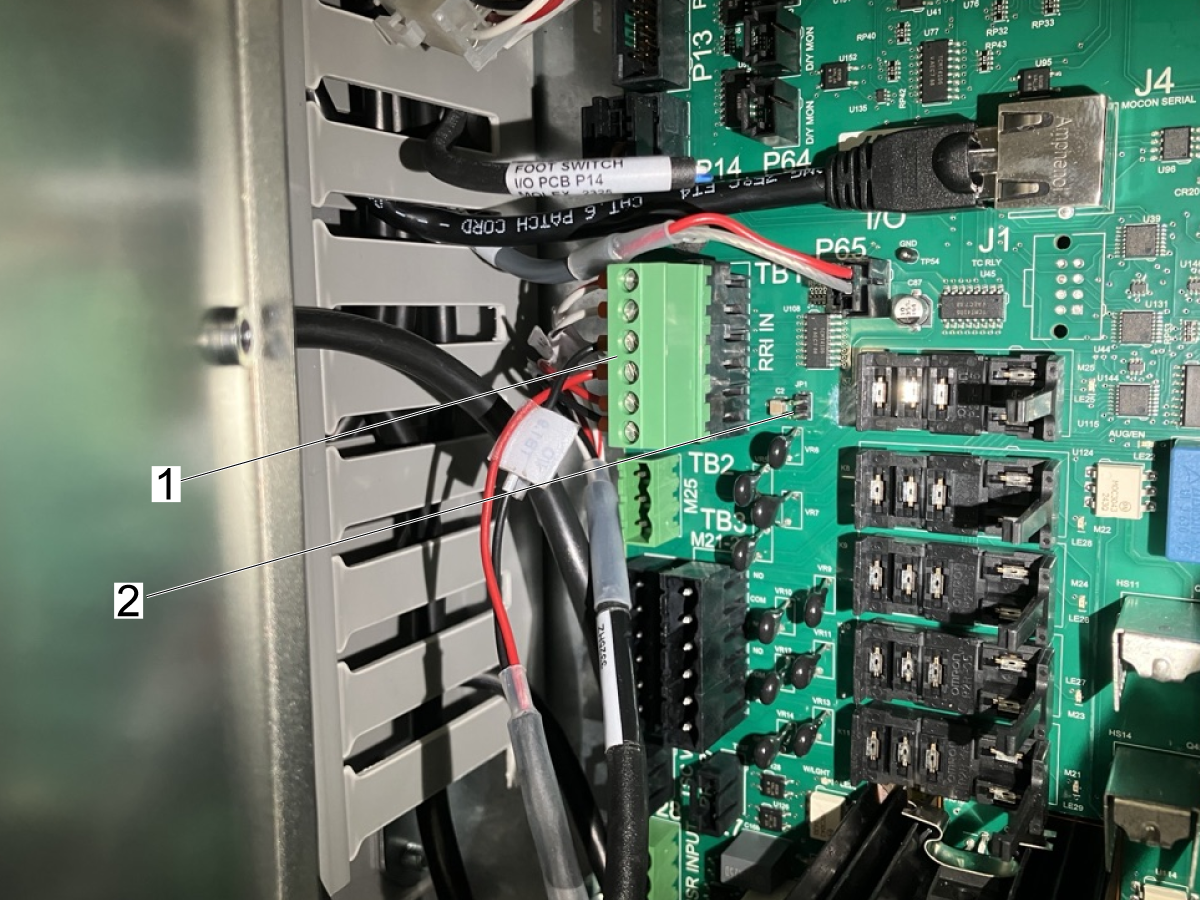
在 I/O PCB 上:
将 33-1569 [HBF RELAY ENABLE CABLE] 连接到 TB1-B【1】。
拆下跳线 JP1 【2】。

将电缆 33-1570 [HBF 8M CMD CABLE] 连接到 8M PCB。确保线缆连接到 8M PCB 上的 M21 / M22 / M23 上的适当端口。
参考电缆上的名称以验证正确的位置。

将 8M PCB 上的跳线从 JP1 移到 JP2。将 JP5 保持在其默认位置;不需要更改。
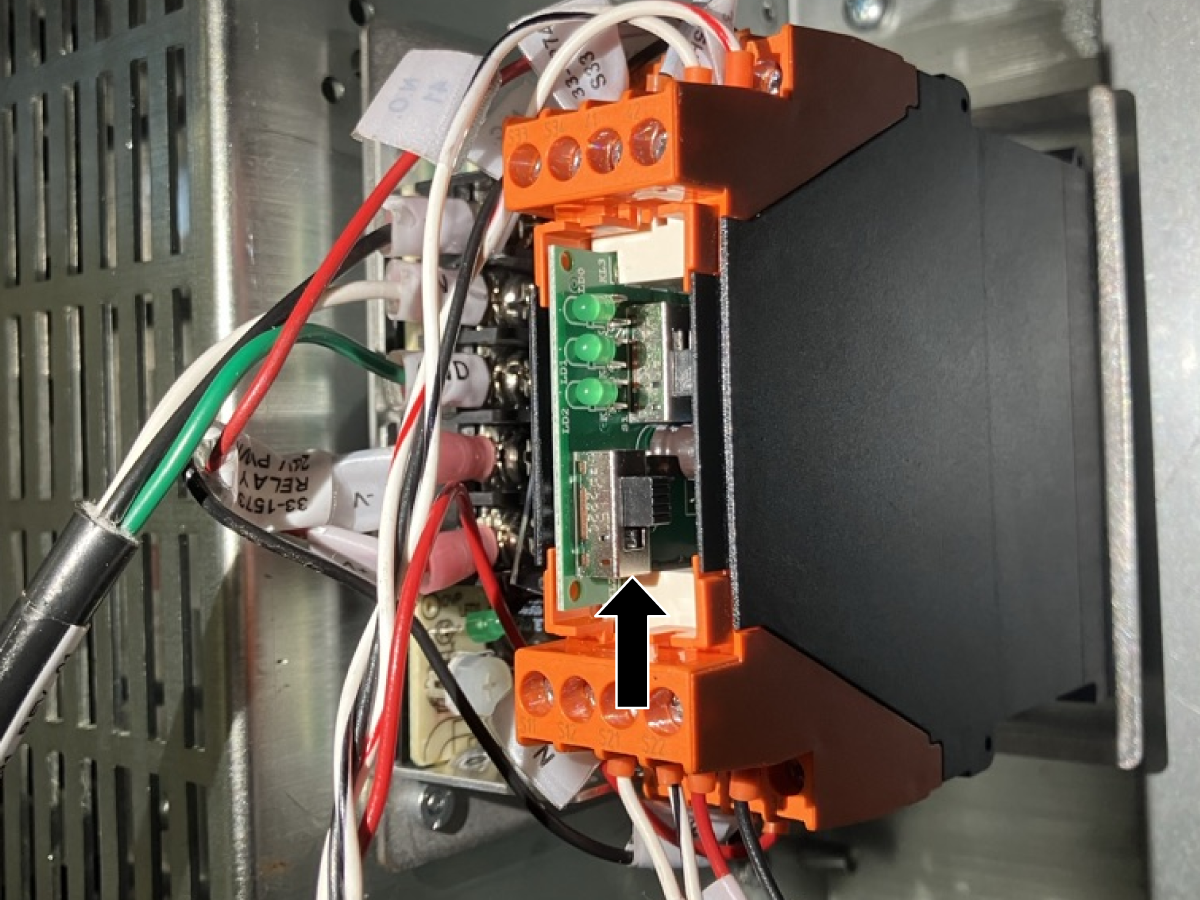
拆下安全继电器上的盖,并将开关设置为自动和不对称位置。
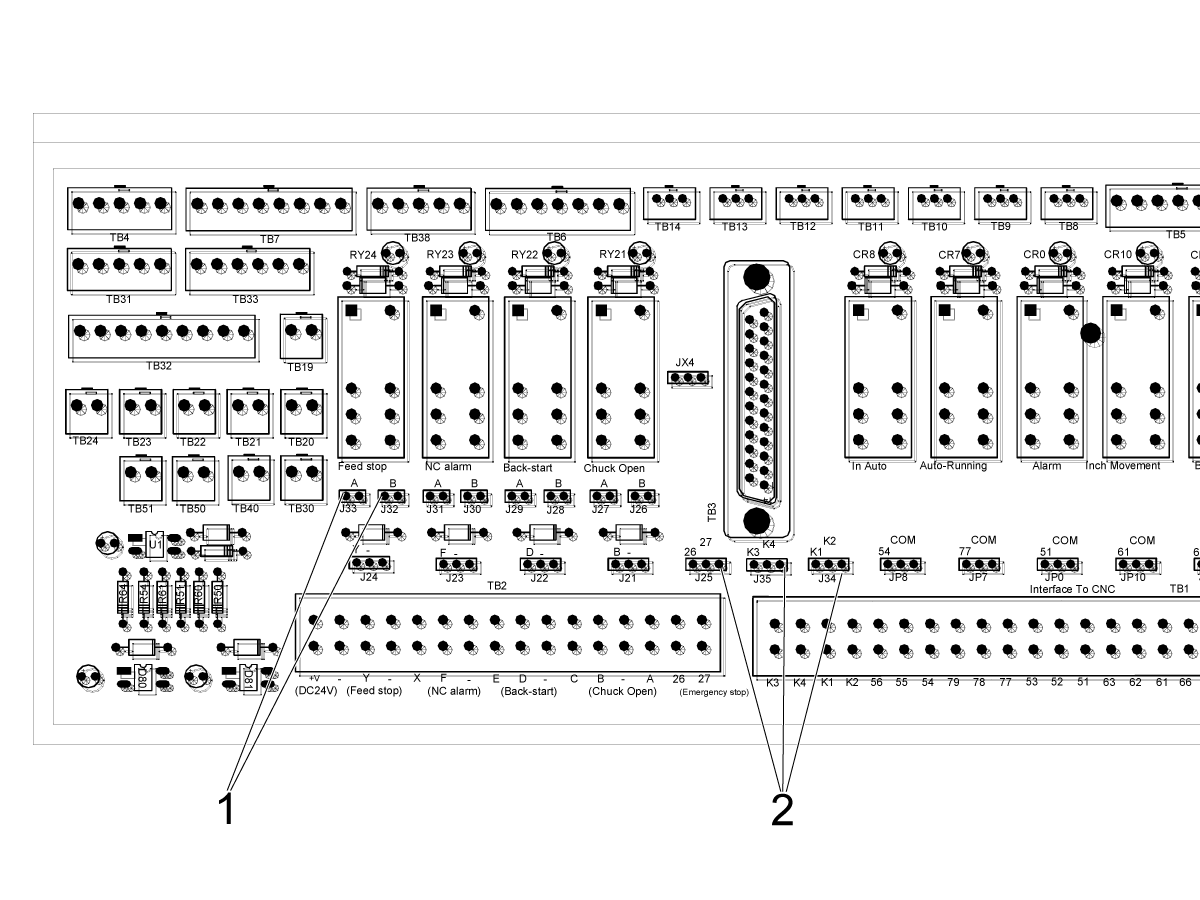
在送料器控制柜内:
将 J33 更改为 J32。1.
验证 J25、J34 和 J35 是否位于最右侧位置。[2]

在执行此验证之前,必须正确启用 HBF-12。
车床 → 送料器信号验证:
此过程验证车床是否正确地向送料器发送信号。
注意: 如果卡盘打开指示灯未更改状态,请验证 8M 继电器板安装和配置。请参阅步骤 8 和步骤 9。
送料器 → 车床信号验证:
此过程验证送料器是否正确向车床发送信号。
注意: 如果输入 #110 未更改状态,请验证电缆 33-1567 及其连接。请参阅步骤 6。
要完成其余安装步骤,请参见推杆、通道和衬套安装 4.2 选项卡。
版本 B - 2026 年 4 月


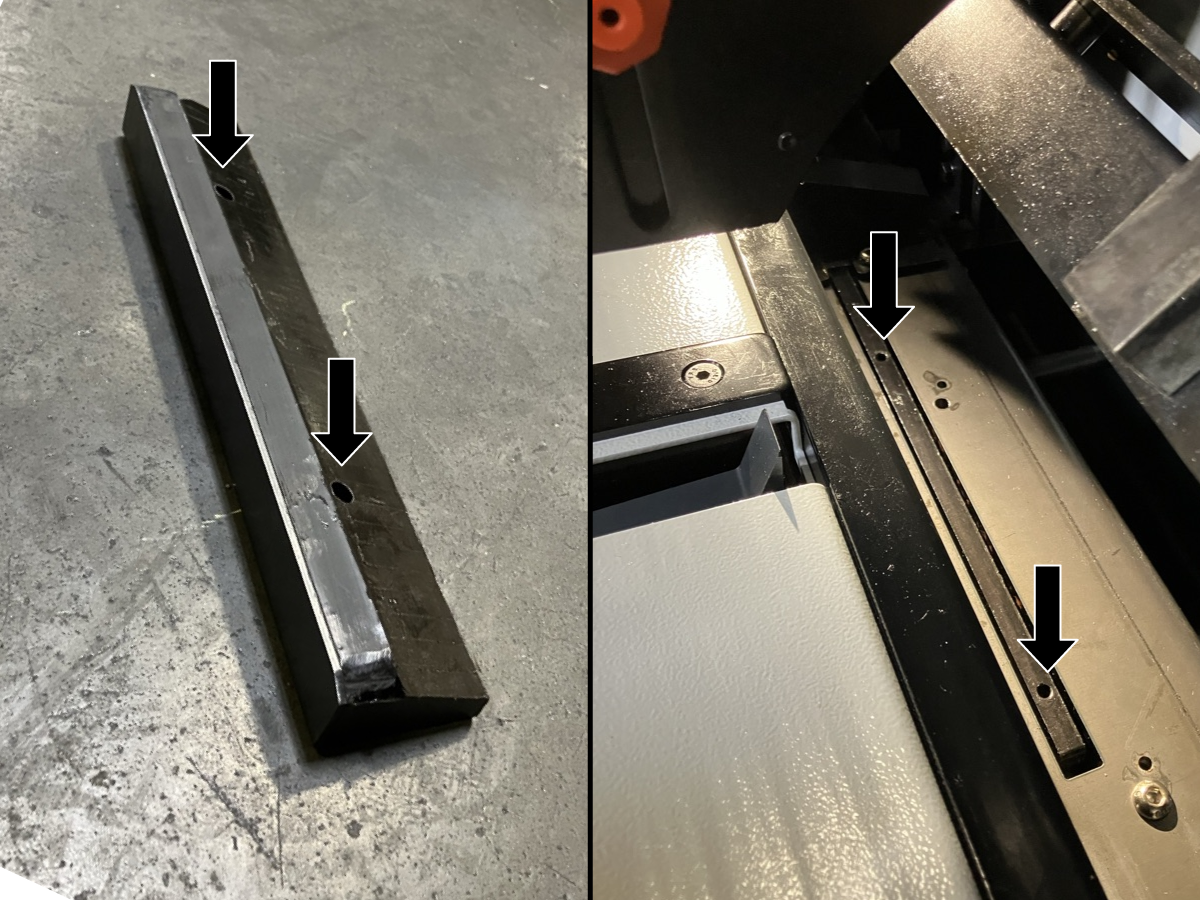
按所示方向安装左下导轨通道 【1】,然后安装接近传感器推杆 【2】。推杆/跳闸标志安装有两个紧固件。这允许引导通道打开和关闭,从而有助于通道安装的第二步。
注意:在送料器左外面,有一个手动控制按钮。按下此旋钮可自由移动下通道轨道,以便更轻松地定位导轨。安装不需要此步骤。仅当难以定位导轨时,才可使用此方法

如图所示,将黑色通道导轨压入通道导轨支架中。确保通道导轨中的孔与 SHCS 头对齐。对通道导轨施加坚定的压力,直到其卡入到位。
对顶部和底部通道导轨支架重复此过程。
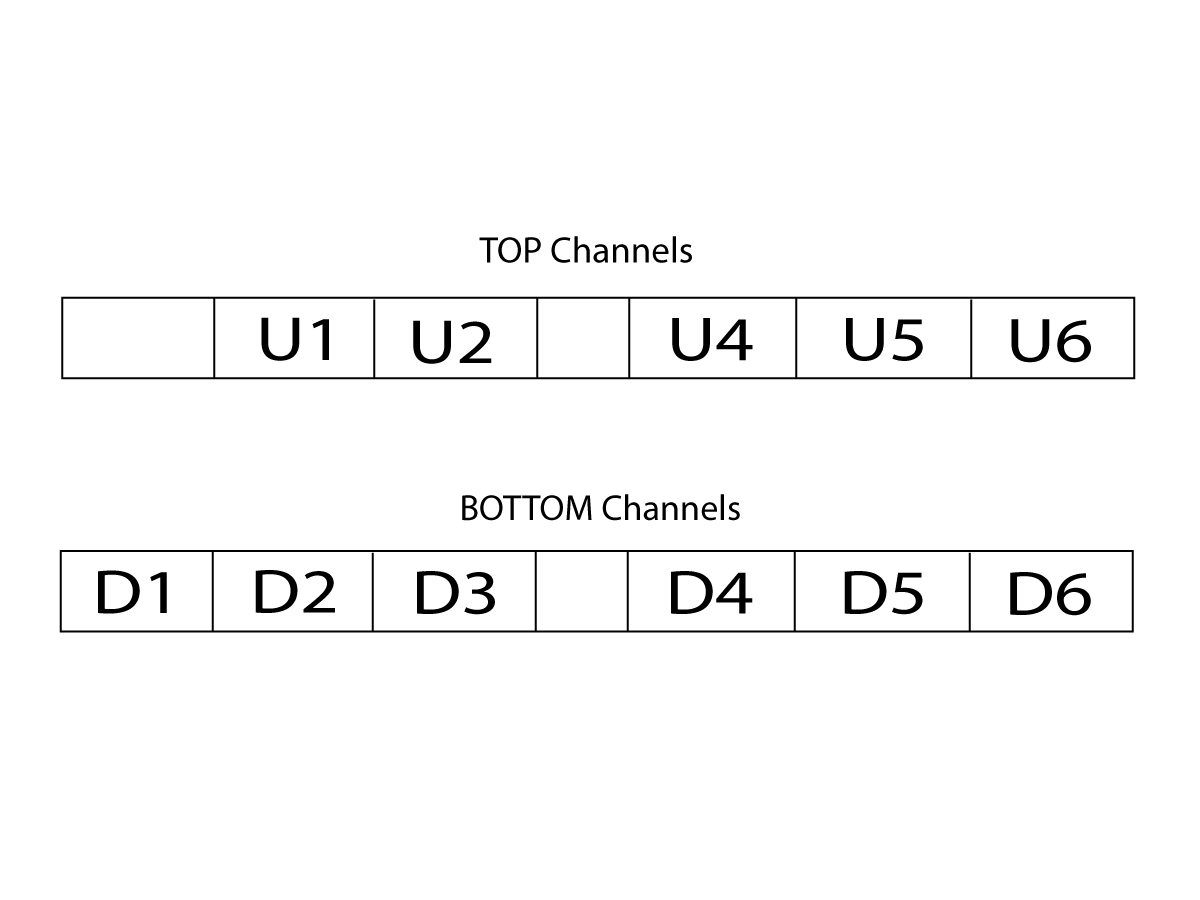
通过其标记识别通道导轨:“U”表示上侧导轨,“D”表示“下侧”或下部导轨。
注意:如果顶部通道导轨未卡入顶部通道导轨支架,请使用远程送料器部分地关闭通道导轨。这将提供额外的间隙,并允许导轨更容易卡入到位。
所有通道导轨上刻有其位置。使用所提供的图像确保通道导轨安装在正确的方向和位置。
不需要且不应安装标有“U3”的通道导轨。
找到位于送料器中心下通道导轨之间的黑色板。拆下两个用于固定板的 SHCS。按照图片所示方向放置金属支架,并校准安装孔。重新安装之前拆下的 SHCS 并拧紧以固定支架。


组装并安装推料机衬套。将内部衬套 【1】 对准外部衬套 【2】。
确保切口槽对齐并朝上。
使用带橙色手柄 【3】 的紧固件将衬套固定到位。
有两个推杆衬套组件。请参阅图片以确定机床左半体上的正确的安装位置。

将推料机前部穿过最右侧的推料机衬套 【2】。
将推料机后部穿过最左侧的推料机衬套,将平板与衬套中的插槽对齐,如图所示 【1】。
主轴衬套尺寸和配置将根据订购的送料器套件和所用材料的直径而异。
说明
:
在完成安装之前,您必须在操作前调整 AVD。有关调整和操作程序,请参见 HBF-12 – AVD 设置(第 5.4 节)。
安装 AVD 延长管道组件。
安装 AVD 垫片,使切口朝下,如图所示 [1]。
安装 AVD 延长管,并用顶部两个孔 【2】 中的紧固件紧固到垫片上。
将集油器 【3】 安装到 AVD 扩展管和车床上主轴管的背面。

HBF-12 附带残余接料盘,以用于在操作过程中收集残余材料。
从托盘中取出所有安装组件后,将其置于 HPU/储油罐上方的护罩内,如图所示 [1]。
可按材料尺寸和操作过程中残余物的位置调整接料盘的位置。
注意:定期拆下和清空接料盘,以避免溢出并确保正常运行。
AD0908
版本 A - 2025 年 10 月

此步骤说明如何在 Haas ST 车床上改装安装电缆护罩面板。
本文档适用于以下维修套件:
机器兼容性:
说明:仅当为 NGC 车床订购 HBF-12 时,才需要更换面板。

拆下较旧的面板(PN 25-12090)和硬件【1】,并在将送料器导管滑入位置【2】后安装新面板(PN 25-12090A)。

新面板具有 2 个切口,用于支撑电缆导管并将电缆导管锁定到位。

Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





