

/2026-04-VOP-SquareComponent.jpg/_jcr_content/renditions/cq5dam.thumbnail.319.319.png) 增值选件套
增值选件套
 主轴
主轴
 刀库
刀库
 第 4 轴 |第 5 轴
第 4 轴 |第 5 轴
 刀塔和动力刀
刀塔和动力刀
 探测
探测
 切屑和冷却液管理
切屑和冷却液管理
 Haas 控制系统
Haas 控制系统
 产品选项
产品选项
 刀具和夹具
刀具和夹具
 工件夹具
工件夹具
 5 轴解决方案
5 轴解决方案
 自动化
自动化

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.

Your document is ready for download, please click below to download your document.
Download DocumentError processing this document, please try again or 联系我们.
Please wait while your document is being loaded.
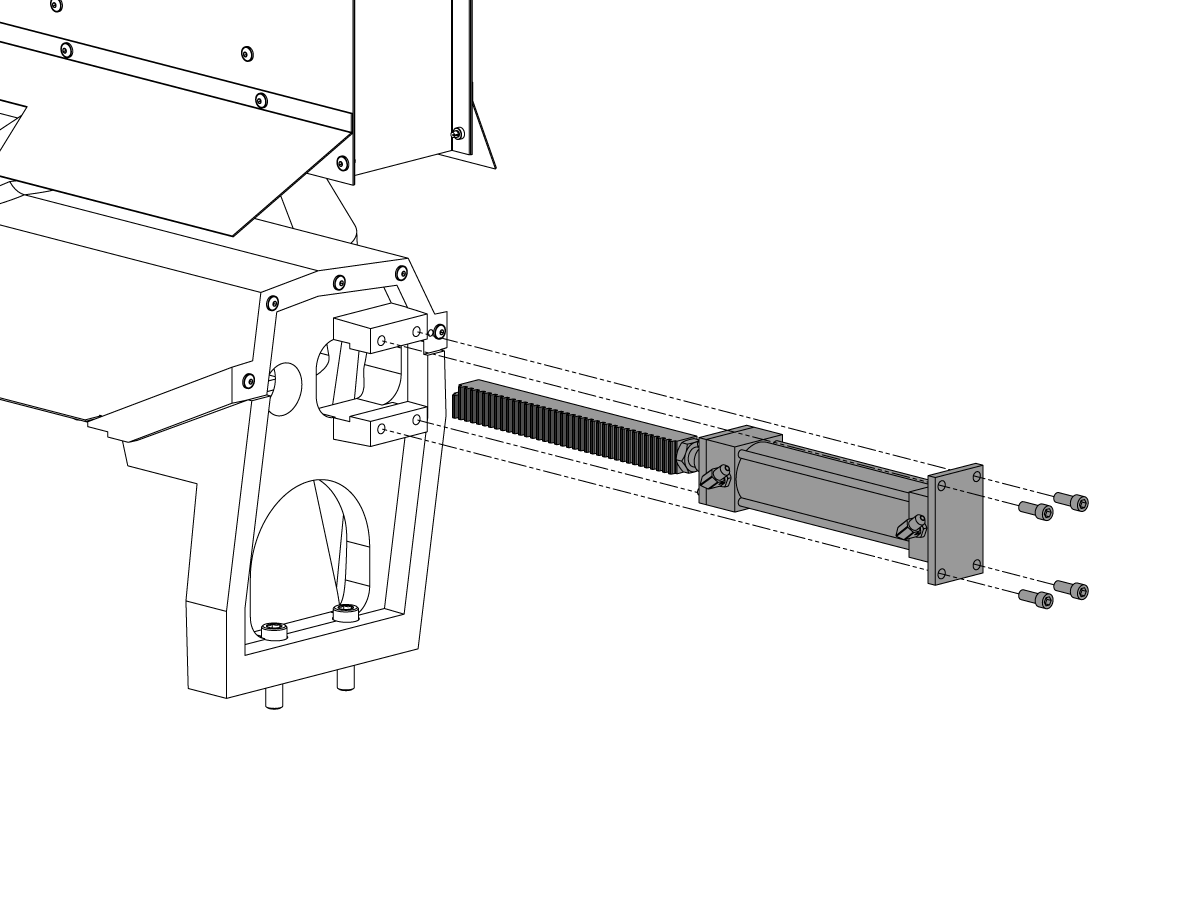
EC-400 托盘更换装置配备液压气缸,其中一段连接齿轮机架。伸展和缩回时,气缸将分别逆时针和顺时针旋转托盘更换装置齿轮(从机床顶部查看)。气缸内部配备减震器,有助于使旋转运行更顺畅。在机床设备的整个使用周期中,气缸中的密封件将磨损,降低阻尼器的有效性。气缸可以移除和更换。
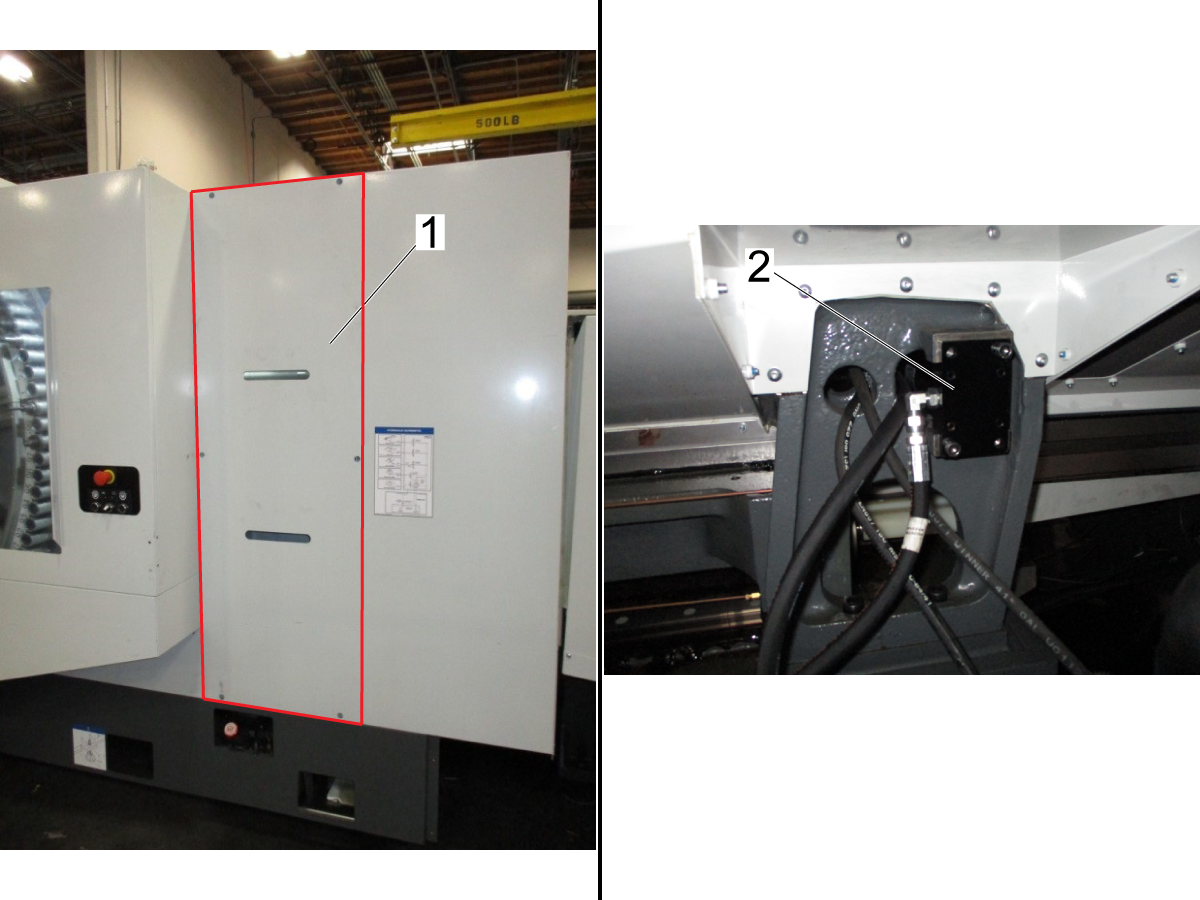
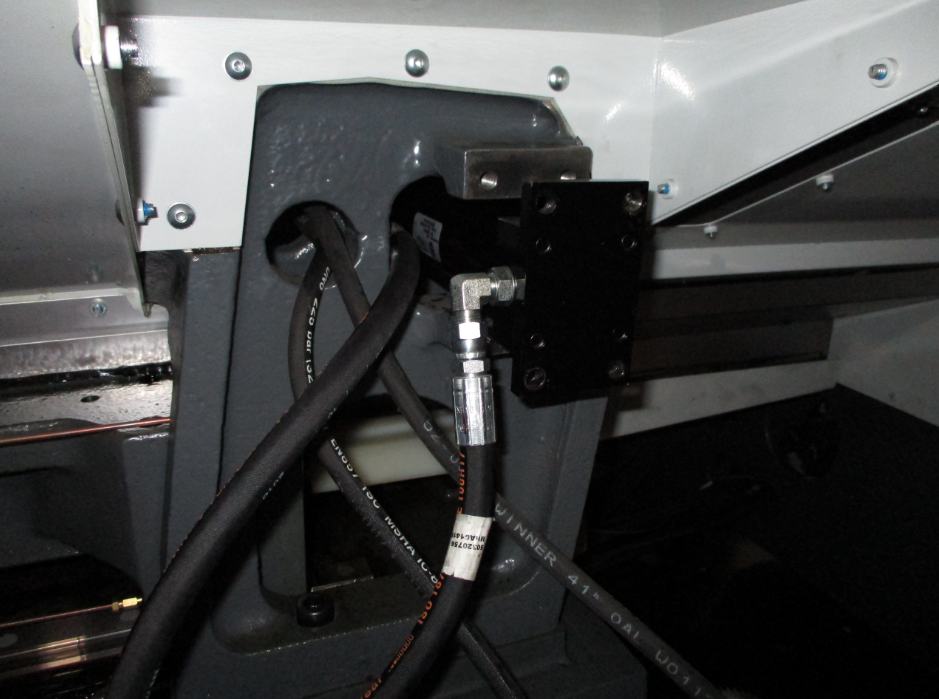
移除 HPU 维修面板[1],即可检修气缸和液压动力单元[2]。

确保托盘更换装置的托盘 1 位于机床内部。如有必要,更换托盘。
注意:如为多托盘机床,则本程序所述托盘 1 非托盘调度程序中的托盘 1,而是托盘更换装置 H 框架的 1 号。这确保了气缸处于回缩状态。
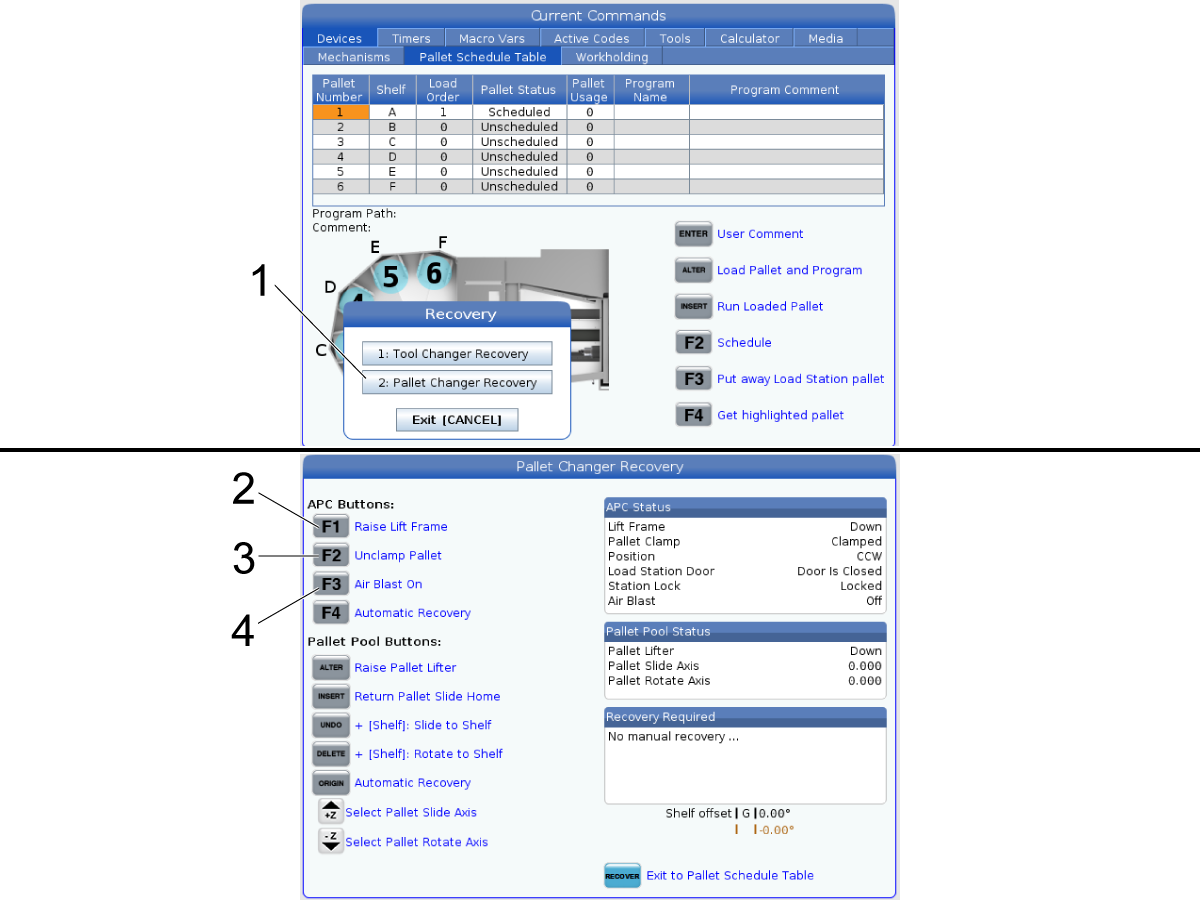
在操作员控制器上,按 RECOVER(恢复)进入托盘更换装置恢复模式,然后按 2 以选择自动托盘交换系统。
在托盘更换恢复模式下,按 F2[3]松开,然后按 F1[2]抬起托盘更换装置。按F3[4]可关闭吹气。
按 急停 按钮。
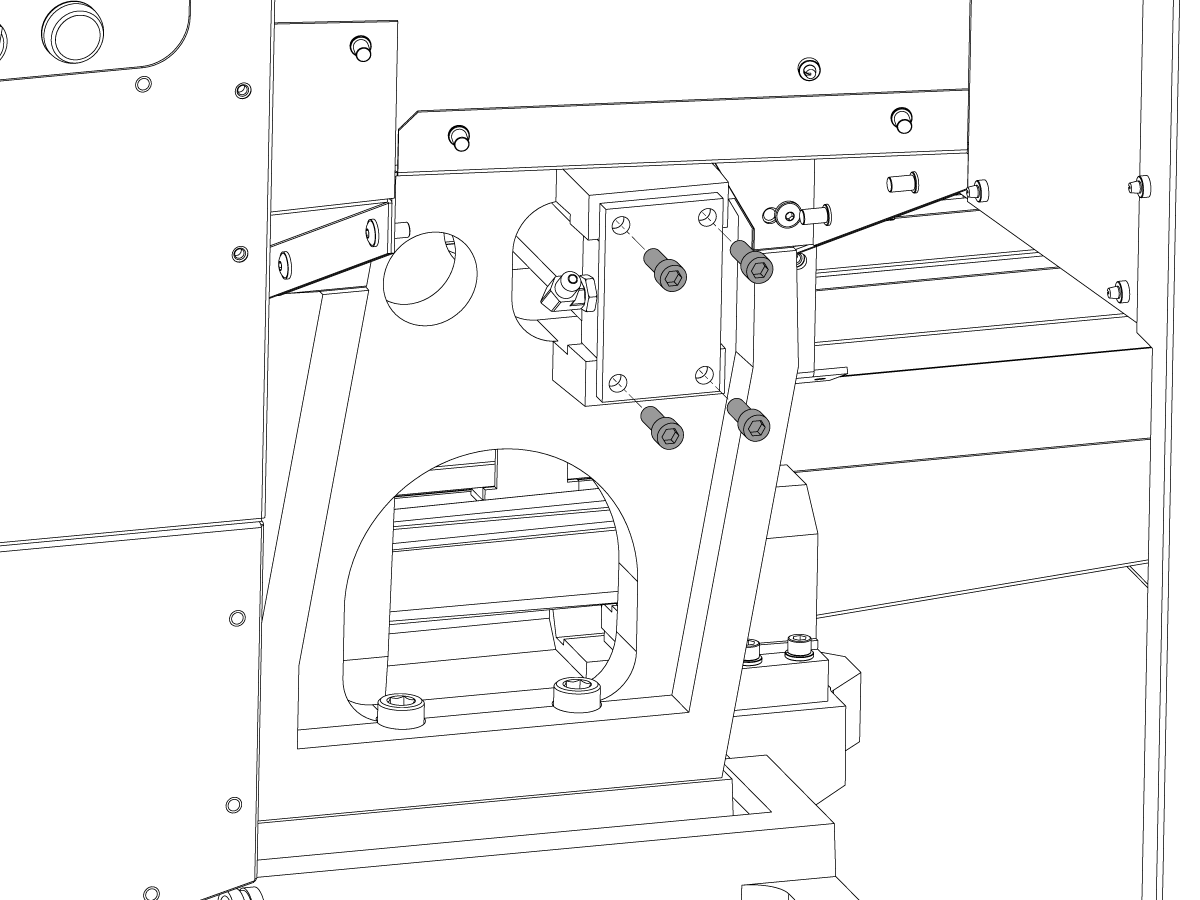
移除将气缸固定至托盘更换装置桥接铸件的螺栓。。
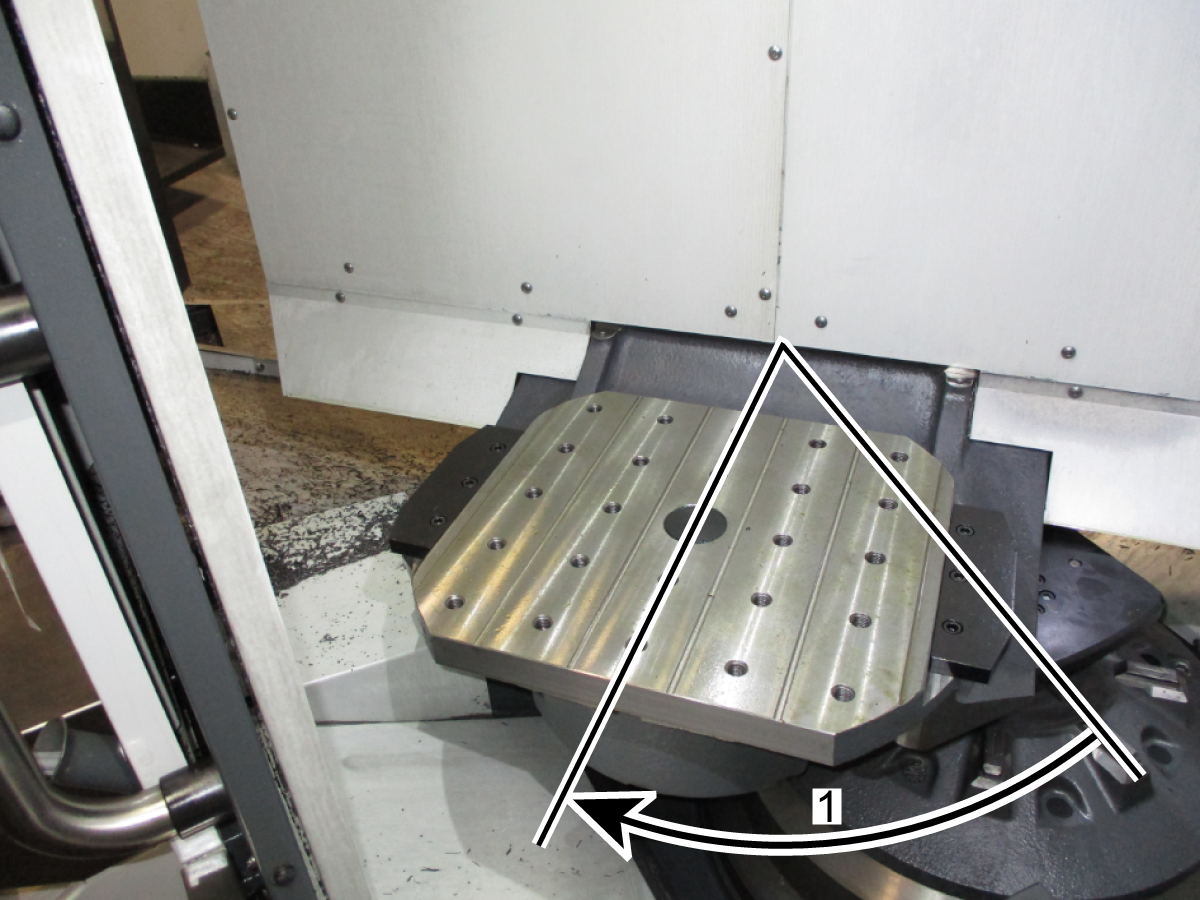
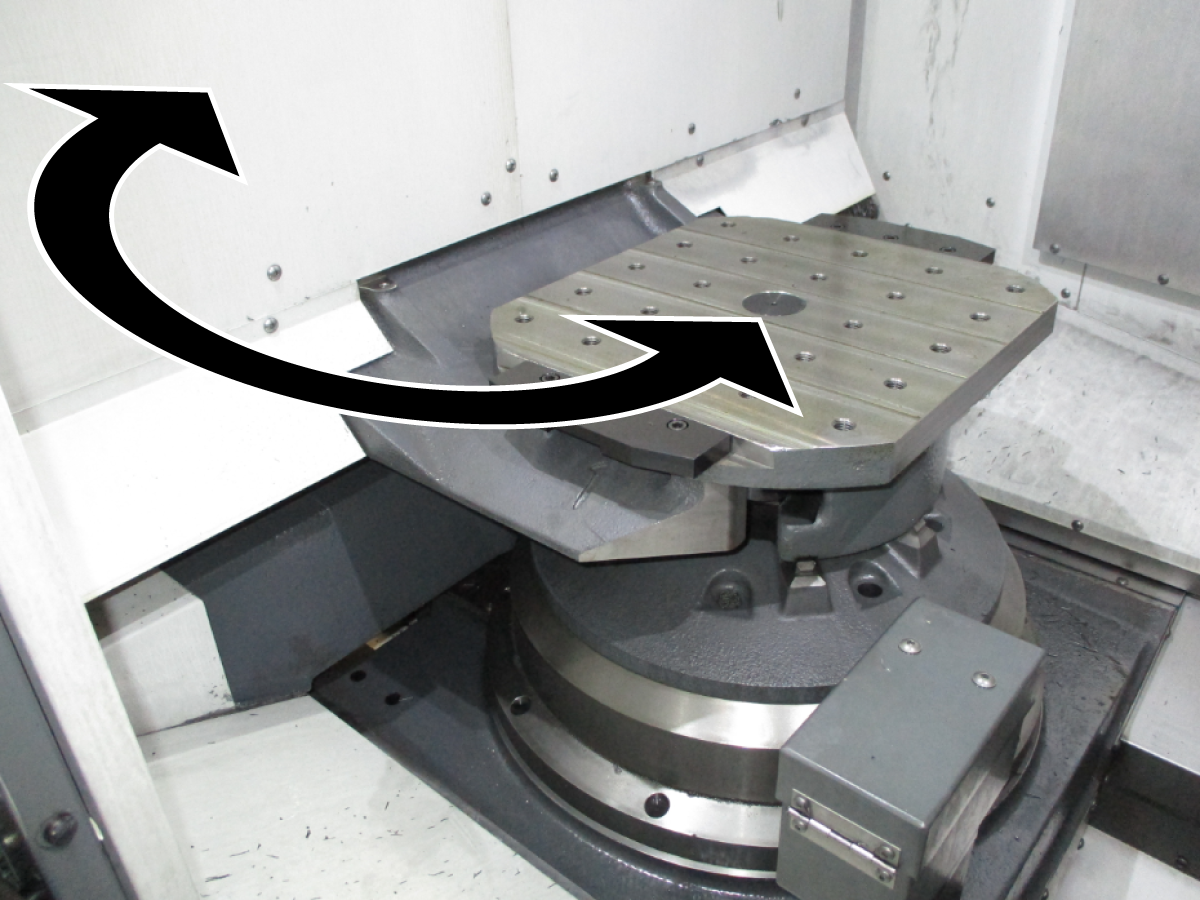
用手旋转托盘更换装置,顺时针旋转 H 框架约 60 度[1]。将气缸推出。
注意:气缸上的齿条脱离齿轮后,请勿旋转 H 框架。重新安装时,这将导致齿轮齿条啮合齿脱落一个或多个,托盘更换装置无法正常运行
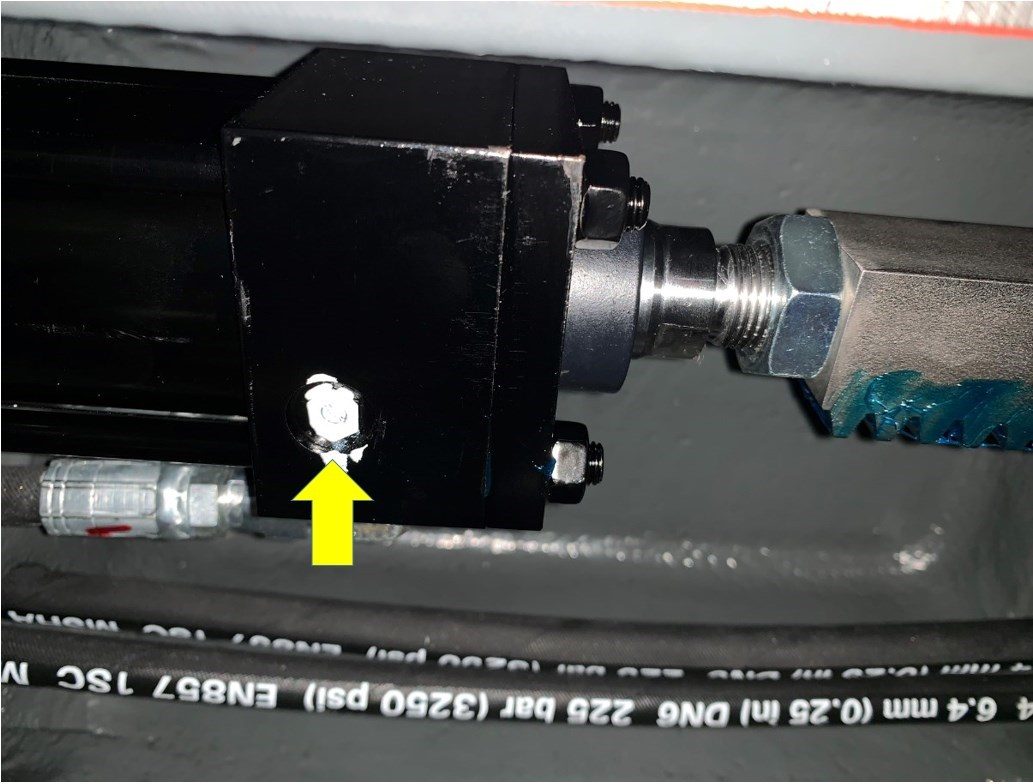
拆下气缸,断开液压管路。。管路中可能残留液体,请塞紧液压管路。托盘更换装置旋转电路未连接至蓄能器,因此当 HPU 未运行时无压力。
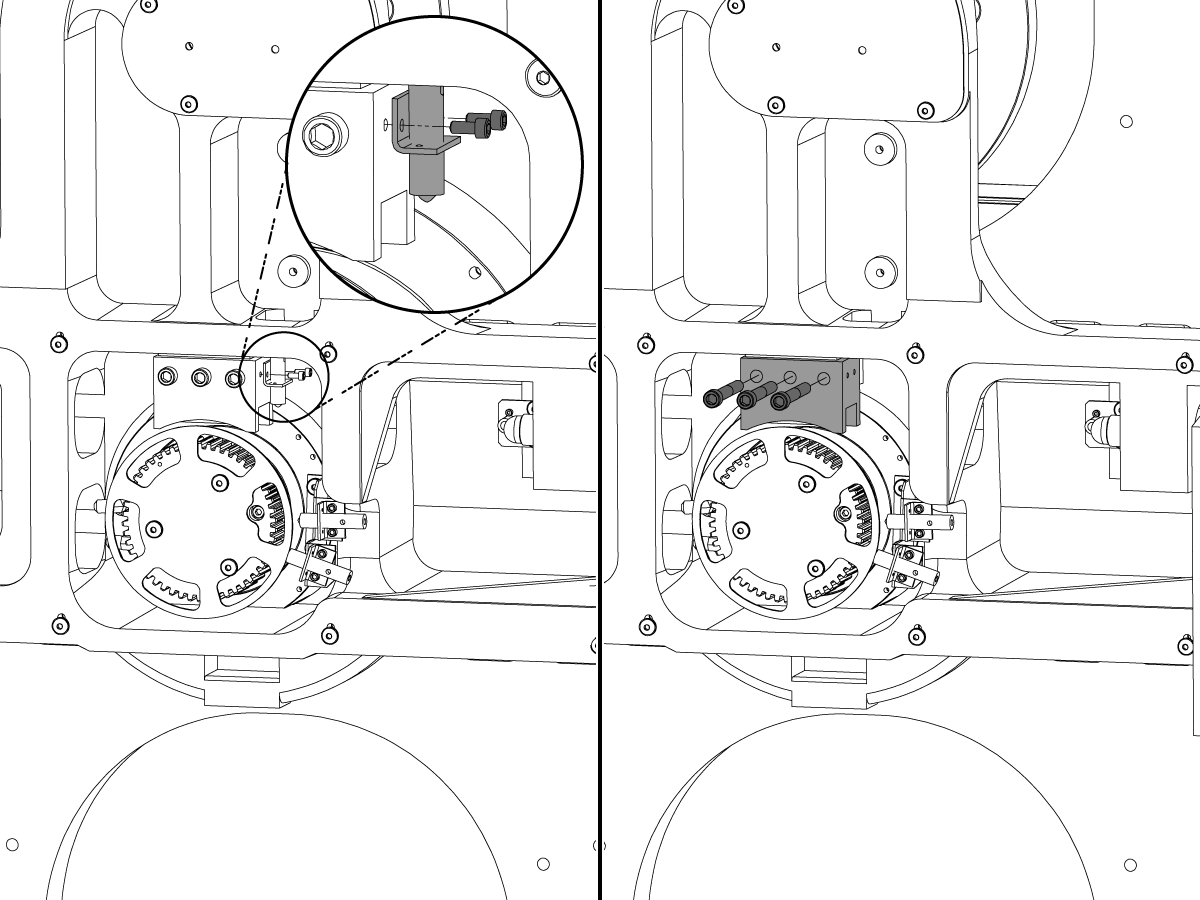
拆下两个 1/4-20 螺栓,从以下设备上拆下接近开关
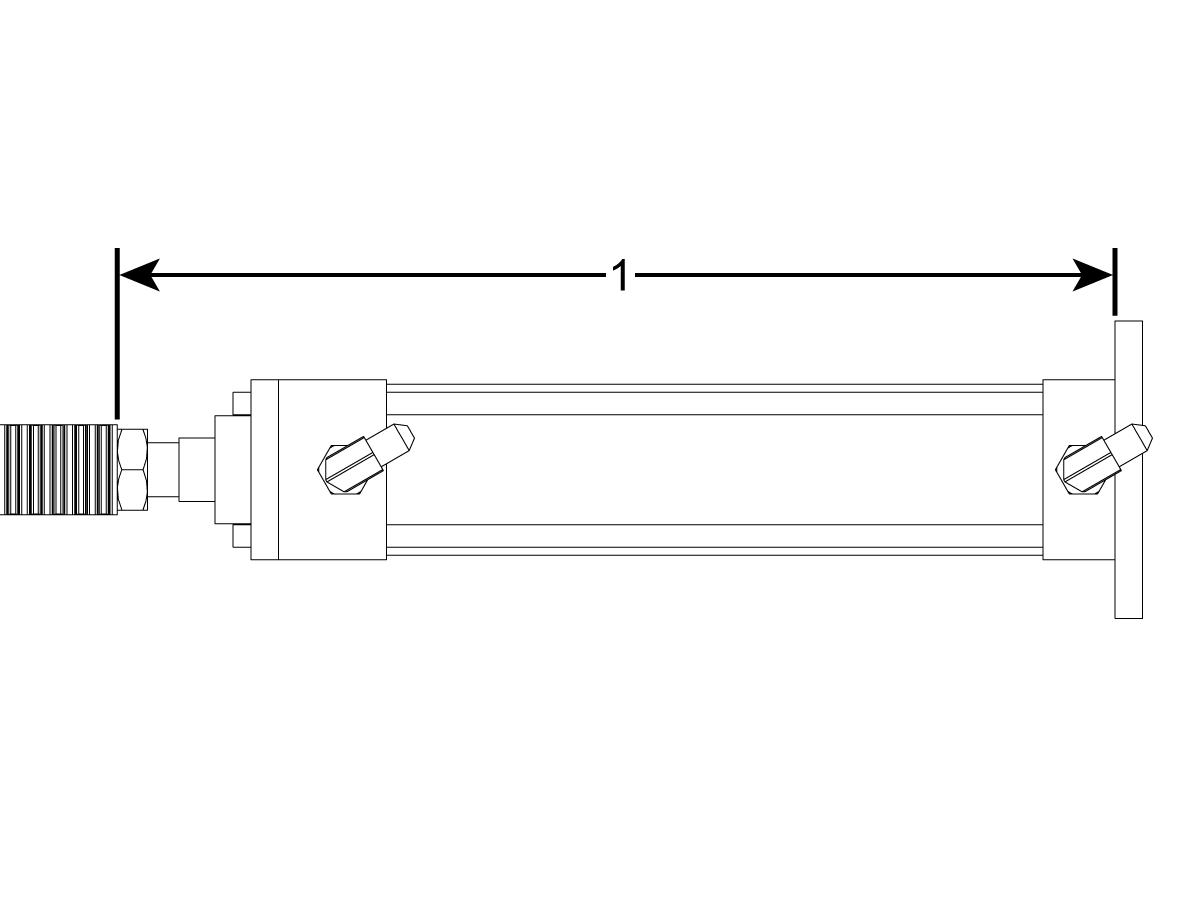
测量齿条到气缸安装法兰的距离,并记录该数值。当将齿条安装至重装或更换的气缸时,将使用该测量值。从气缸杆上移除齿条和锁紧螺母。
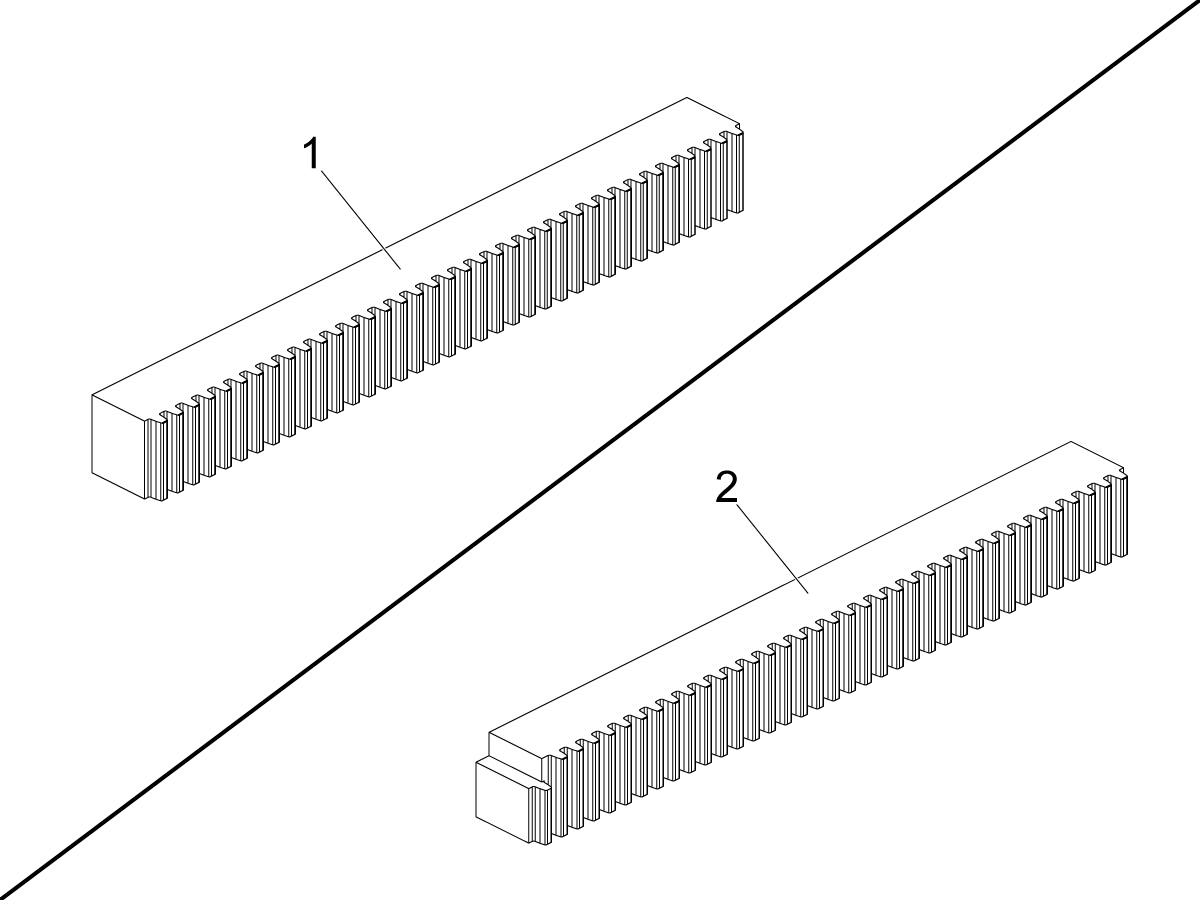
注意: 向齿条增加槽口,因此在托盘到位之前不会触发传感器。将齿条更换为新版本。订购备件前,请查看您的版本。
将齿条和锁紧螺母安装至更换后的气缸备件,期间使用前一步的测量值设置齿条位置。完全拧紧两个阻尼器调节螺钉,然后回转一圈半。将气缸安装至托盘更换装置,使气缸处于缩回位置。安装四个螺栓。
手动旋转 H 框架,确认托盘更换装置是否停止在 0 度和 180 度的位置。如位置不当,则表明其杠杆齿条未适当调整,或齿轮和齿条脱落一个或多个齿。。
如找到任何校准不当的情况,请将托盘 1 返回至机床内部。降低 H 框架位置,通过恢复页面夹紧托盘。
如果托盘气缸阻尼器未使托盘降速,则将导致其急停。调节气缸两侧的阻尼器。逆时针旋转螺钉以打开并加速阻尼器。顺时针关闭并降低速度。
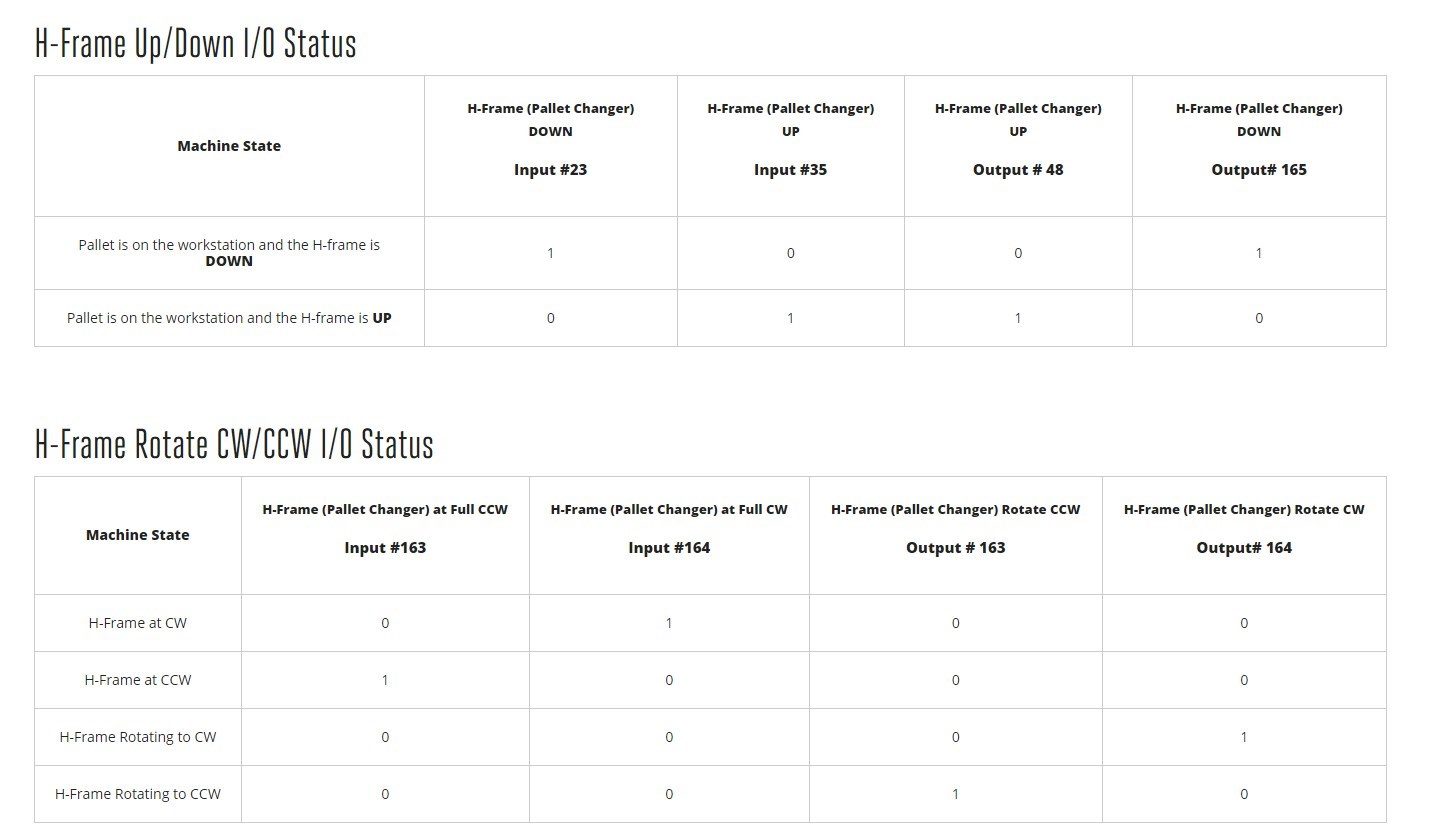
使用《托盘更换装置故障排除指南》 中的 H 框架 I/O 状态部分,根据托盘位置验证所有开关是否处于正确位置。
Recently Viewed Items
You Have No Recently Viewed Items Yet

此价格包含运费、出口和进口关税、保险费以及任何在运送至与您(买家)商定的位于法国的某一地点的过程中产生的其他费用。在 Haas 数控产品的交付中不会添加任何其他强制性费用。
随时掌握 HAAS 最新提示和技术……
HAAS TOOLING 接受以下条件:


This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.

2800 Sturgis Rd., Oxnard, CA 93030 / Toll Free: 800-331-6746
Phone: 805-278-1800 / Fax: 805-278-2255





